真空渗碳工艺举例
真空中去除碳的方法

真空中去除碳的方法
在真空中去除碳的方法主要有以下几种:
1. 真空热处理法:将金属放在真空室内加热,利用金属内部原子或分子的振动加速气体分子的逸出,使金属表面碳脱氧。
2. 真空渗碳法:在真空条件下,将金属表面与活性碳原子接触,利用碳原子在金属表面的扩散和渗透作用,使金属表面形成一层碳化物薄膜,从而去除金属表面的碳。
3. 真空喷涂法:在真空条件下,将金属表面喷涂上一层非活性材料,如陶瓷、玻璃等,以覆盖金属表面的碳,从而达到去除碳的目的。
4. 真空蒸馏法:将金属放在真空中加热,使金属表面碳在高温下挥发并被真空泵抽出,从而达到去除金属表面碳的目的。
以上方法均需要在高真空条件下进行操作,具体的操作条件和工艺参数需根据不同的金属材料和碳含量进行调整。
真空渗碳热处理工艺流程

真空渗碳热处理工艺流程温馨提示:该文档是小主精心编写而成的,如果您对该文档有需求,可以对它进行下载,希望它能够帮助您解决您的实际问题。
文档下载后可以对它进行修改,根据您的实际需要进行调整即可。
另外,本小店还为大家提供各种类型的实用资料,比如工作总结、文案摘抄、教育随笔、日记赏析、经典美文、话题作文等等。
如果您想了解更多不同的资料格式和写法,敬请关注后续更新。
Tips: This document is carefully written by the small master, if you have the requirements for the document, you can download it, I hope it can help you solve your practical problems. After downloading the document, it can be modified and adjustedaccording to your actual needs.In addition, the store also provides you with a variety of types of practical information, such as work summary, copy excerpts, education essays, diary appreciation, classic articles, topic composition and so on. If you want to know more about the different data formats and writing methods, please pay attentionto the following updates.真空渗碳热处理工艺流程是一种常见的表面强化处理方法,通过将工件放置在真空环境中,在高温下通过扩散作用使碳原子渗入金属表面,提高金属的表面硬度和耐磨性能。
真空渗碳炉工作原理

真空渗碳炉的工作原理是在真空条件下,利用渗碳气体进行渗碳处理。
具体过程如下:
1.启动设备,将工件装入真空炉中。
2.启动真空系统,对炉内进行抽真空操作,以去除炉内的空气和其他杂质。
3.在达到一定的真空度后,将碳氢化合物等渗碳剂引入炉内,进行渗碳处理。
4.在渗碳过程中,碳离子在电场的作用下轰击炉料表面,使碳元素渗透到钢件表面,从而达到所需的表面性能。
5.渗碳完成后,切断渗碳剂供应,并通过热交换器向炉内充入高纯氮气进行强制冷却。
真空渗碳炉采用高温反应和扩散力学原理,在真空条件下进行渗碳处理,具有渗碳速度快、渗层均匀、表面质量好、节能等优点,因此被广泛应用于钢铁、有色金属等材料的渗碳处理中。
真空渗碳工艺

真空渗碳工艺一、概述真空渗碳是一种高效的表面硬化处理方法,其主要作用是提高金属材料的抗磨损性能、耐腐蚀性能和疲劳寿命。
该工艺通过在真空环境中将金属样件暴露在碳源气体中,使得碳原子在样件表面形成一层均匀的硬质化合物层,从而提高材料的表面硬度和耐磨性。
二、工艺流程1. 预处理首先需要对待处理的金属样件进行清洗和除油处理,以保证样件表面干净无油污。
常用的清洗方法包括机械清洗、化学清洗和电解清洗等。
2. 装夹将经过预处理的金属样件装夹在真空渗碳设备中。
装夹时应保证样件间距适当,不得过于密集或过于疏松。
3. 真空排气启动真空泵进行排气,将渗碳设备内部压力降至目标值以下。
排气时间视设备大小和压力要求而定,通常需要数小时到数十小时不等。
4. 加热升温在排气结束后,开始进行加热升温。
加热速率应根据样件材质和要求的渗碳深度等因素进行调整,通常为10℃/min到50℃/min不等。
当样件温度达到目标温度时,保持一段时间以使其达到均匀的温度分布。
5. 渗碳在样件达到目标温度并保持一定时间后,开始注入碳源气体进行渗碳处理。
常用的碳源气体包括乙炔、甲烷、丙烷等。
渗碳时间视要求的硬化层厚度而定,通常需要数小时到数十小时不等。
6. 降温在完成渗碳处理后,开始进行降温。
降温速率应根据样件材质和硬化层深度等因素进行调整,通常为10℃/min到50℃/min不等。
当样件表面温度降至室温以下时,可以停止降温。
7. 后处理完成真空渗碳处理后,需要对金属样件进行清洗和除油处理,并对其表面进行抛光和喷涂等后处理工艺。
三、注意事项1. 清洗和除油处理应彻底,以保证样件表面干净无油污。
2. 装夹时应保证样件间距适当,不得过于密集或过于疏松。
3. 加热升温和降温速率应根据样件材质和硬化层深度等因素进行调整,过快或过慢都会影响硬化层的质量。
4. 渗碳时间应根据要求的硬化层厚度进行调整,过长或过短都会影响硬化层的质量。
5. 后处理工艺应细致,以保证金属样件表面光滑无划痕。
真空炉渗碳脉冲工艺流程

真空炉渗碳脉冲工艺流程
1.准备工作:将待处理的工件放入真空炉内,并对炉内进行真空抽气处理,以确保炉内真空度达到要求。
2. 碳源加热:在炉内加入碳源,然后对碳源进行加热处理,以使其达到适当的温度。
3. 脉冲电流处理:在碳源达到适当的温度后,对其进行脉冲电流处理。
这种处理方式可以使碳源在短时间内释放大量的碳原子,并将其渗透到工件表面。
4. 保温处理:在脉冲电流处理结束后,对工件进行保温处理,以使其达到适当的温度,从而促进碳原子在工件表面的扩散。
5. 冷却处理:在工件达到适当的温度后,对其进行冷却处理,以使其表面形成坚硬的碳化物层。
6. 检测处理效果:对处理后的工件进行检测,以确定其是否达到要求的硬度和耐磨性等性能指标。
总之,真空炉渗碳脉冲工艺流程结合了碳渗透和脉冲电流处理的优势,具有渗透效果好、处理速度快、工件变形小等优点,广泛应用于机械制造、航空航天等领域。
- 1 -。
真空炉渗碳工艺时间和渗层时间

真空炉渗碳工艺时间和渗层时间真空炉渗碳工艺是一种将碳元素从外部添加到金属表面的加工方法。
该工艺通常用于提高材料的强度和耐磨性。
在这种加工方法中,金属样品被放入真空炉中,在一定的时间内与碳源反应产生渗碳层。
渗碳层的形成需要充分的时间,并且需要严格控制渗碳层的深度和质量,以确保最终的性能。
真空炉渗碳工艺的时间通常包括以下几个阶段:1. 加热阶段在加热阶段中,金属样品被放入真空炉中,真空炉会升温至一定温度。
在这个过程中,加热温度需要根据材料和要求来进行设定。
通常,渗碳温度可以在800℃至950℃之间设定。
加热时间需要根据金属样品的尺寸、形状、材质以及要求来确定,一般需要20分钟至2小时不等。
2. 稳定阶段在稳定阶段中,加热过程结束后,金属样品需要在恒定温度下保持一段时间。
这个时间通常需要1小时至2小时不等。
在这个过程中,渗碳层会逐渐形成,并达到一定厚度和质量。
3. 冷却阶段在冷却阶段中,金属样品需要缓慢冷却至室温。
这个过程一般需要3小时至5小时不等,具体时间取决于温度和金属样品的尺寸。
二、渗层时间渗层时间指的是金属样品在真空炉中形成渗碳层的时间。
渗层时间包括加热时间和稳定时间。
这个时间需要根据金属样品及其要求来确定。
一般情况下,渗层时间需要30分钟至4小时不等。
渗层时间还需要注意以下几个方面:1. 渗碳温度的选择应根据材料和要求来确定,在设定温度范围内根据实际情况进行调节。
2. 渗碳温度过高会导致过多的碳元素进入金属表面,影响金属性能甚至导致裂纹和变形等问题。
3. 渗碳温度过低会影响渗碳层的质量和深度,无法满足要求。
5. 渗碳层的深度需要根据材料和要求来确定,深度过浅会影响性能,深度过深会增加成本。
总之,真空炉渗碳工艺时间和渗层时间需要根据金属样品和要求来确定,严格控制时间和温度可以获得最好的渗碳效果。
同时,需要注意控制渗碳温度、层数和均匀性,以确保最终的产品性能和质量。
真空渗碳的应用案例

真空渗碳的应用案例渗碳指使碳原子渗入到钢表面层的工艺过程。
经过渗碳处理后使低碳钢的零件具有高碳钢的表层,渗碳零件经过淬火、回火,得到高的表面硬度﹑高的耐磨性和疲劳强度﹐并保持心部有低碳钢淬火后的强韧性和塑性﹐使工件能承受高强度和频次的交变载荷。
渗碳包含3个基本过程:分解→吸附→扩散。
按渗碳方式的不同﹐可分为气氛渗碳、固体渗碳﹑液体渗碳﹑和真空渗碳等。
传统气氛渗碳目前应用最为广泛,固体渗碳和液体渗碳受生产效率,劳作条件,环保要求等诸多因素制约在逐步被替代。
作为一种目前被大量应用的渗碳方式,传统气氛渗碳在提高普通材质零件性能方面具有不可忽视的作用,但在实际生产过程也暴露出许多问题,如工件内氧化、尾气排放较大、渗碳周期较长、工件易氧化和脱碳、高合金及不锈钢等无法渗碳等。
和传统气氛渗碳方式相比,真空渗碳降低了处理成本,消除了环境污染,能获得优良的工件表面状态和渗碳层均匀性,真空渗碳还具有淬火变形小、渗碳效率高和避免晶界氧化的优点。
真空渗碳炉具有真空淬火炉所有设备优点,在工艺方面既可以真空渗碳+淬火,还能够进行工模具淬火、退火、固溶,以及某些零件的钎焊处理,基于一台设备即实现了热处理工艺的多样化生产。
同时真空渗碳炉在还可以实现高合金钢和不锈钢渗碳,提高劳动条件和产品品质等方面也具有无可比拟的优势。
下面我们就真空渗碳的应用举例我们研究了20CrMnMo材质的大直径重载齿轮的真空渗碳工艺数据及特点,并应用于实际生产,取得了良好的效果。
该齿轮已正常装机运行数年,目前运行状况良好。
一、低压真空渗碳淬火零件和技术要求材料:20CrMnMo图1.大型重载齿轮实物及试样:表1.齿轮参数及真空渗碳淬火工艺要求二、真空渗碳工艺方案及生产设备生产设备某热处理设备制造有限公司生产的FZSC2-300型双室真空渗碳油淬炉,有效工作区为1500*1500*800(mm)。
工艺方案如下表2:三、真空渗碳淬火模拟及实验结果(1)不同渗层真空渗碳工艺碳浓度三维模拟结果工艺1 :工艺2:工艺3:(2)不同真空渗碳淬火工艺后平面处碳化物金相组织:工艺1(75+900min):工艺2(75+1200min):工艺3(75+1500min):(3)不同真空渗碳淬火工艺后尖角处碳化物金相组织a、工艺1(75+900min):b、工艺2(75+1200min):c、工艺3(75+1500min):(4)齿轮低压真空渗碳淬火工艺1、2和3试验结果(5)齿轮低压真空渗碳淬火工艺1、2和3试验结果(6)20CrMnMo钢低压真空渗碳模拟结果与实际值对比四、深层真空渗碳实验流程及结果分析(1)低压真空渗碳淬火工艺流程图:(2)过程说明:1、650℃预热一次:使齿轮受热均匀,减小工件内部热应力;2、渗碳结束后1barN2压力下进行气冷正火:由于大齿轮工件长时间渗碳晶粒长大趋势明显,消除渗碳层中可能存在的网状碳化物;3、680℃对齿轮进行高温回火:使渗层析出含Cr的碳化物,进一步消除渗碳层网状碳化物,使碳化物球化和消除应力。
真空炉渗碳脉冲工艺流程

真空炉渗碳脉冲工艺流程
真空炉渗碳脉冲工艺流程是一种高效快捷的表面处理技术,主要用于提高金属材料表面的硬度和耐磨性。
该工艺流程包括以下几个步骤:
1. 预处理:将待处理的金属件进行清洗和除油处理,确保表面干净无油。
2. 真空炉预热:将待处理金属件放入真空炉中进行预热,使其达到处理温度。
3. 渗碳工艺:在处理温度下,将含有碳化物的粉末或气体注入真空炉中,让其在金属表面沉积并渗透进入金属内部。
4. 脉冲处理:对渗碳后的金属件进行脉冲处理,使其表面形成一层坚硬的碳化物保护层。
5. 冷却:将处理后的金属件从真空炉中取出,以适当的速度进行冷却,使其表面的碳化物保护层得以稳定形成。
以上是真空炉渗碳脉冲工艺流程的基本步骤,通过这种工艺处理后的金属件表面硬度和耐磨性得到显著提高,适用范围广泛,可以应用于汽车、航空航天等领域的金属件处理。
- 1 -。
真空渗碳淬火工艺流程

真空渗碳淬火工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!真空渗碳淬火工艺流程。
1. 预热。
将零件放入真空炉中,加热至渗碳温度。
低压真空渗碳工艺论文

低压真空渗碳工艺论文摘要:本文通过对可控气氛渗碳工艺和低压真空渗碳工艺各自特点及所采用设备的介绍,说明了低压真空渗碳工艺的优势所在,并指出其在汽车工业等领域的应用前景。
关键词:低压真空渗碳工艺、可控气氛渗碳工艺一、可控气氛渗碳工艺可控气氛渗碳工艺主要包括滴注式气体渗碳工艺、吸热式气体渗碳工艺、氮基气体渗碳工艺、直生式气体渗碳工艺。
滴注式气体渗碳工艺是在密封室内通入有机液体甲醇和丙酮(或乙酸乙酯等),以适当的数量直接滴人炉内而制得所需气氛的。
甲醇热裂分解产物的渗碳能力很低,它主要是起携带气的作用,使炉内有一定的正压;起渗碳作用的气体主要是由丙酮或乙酸乙酯热裂分解形成的。
滴注式气体渗碳工艺对设备要求较低,碳势控制精度较差,只适用于一般零件的处理。
吸热式气体渗碳工艺的渗碳气氛由吸热式气体加富化气组成,吸热式气体主要包括天然气、煤气、丙烷、丁烷等,一般采用甲烷或丙烷作富化气。
需要有吸热式气氛发生装置。
氮基气氛渗碳工艺是指以氮气作为载体添加富化气进行渗碳的工艺,富化气主要有丙烷、丙酮等,同时通入甲醇作为基础气氛。
直生式气氛渗碳工艺是将燃料与氧化剂直接通入炉内形成渗碳气氛的工艺。
采用上述各渗碳工艺时,各种有机液体热裂分解时产生的主要是CO和H。
同时还存在少量的其它产物。
在一定条件下,达到平衡时,炉气的各成分之间具有一定的比例平衡关系。
可控气氛渗碳工艺已应用多年,积累了丰富的经验,可以满足一般零件的性能要求,但也有自身的缺点,例如:无法解决表面内氧化问题,即在渗层表面出现一层很薄的非马氏体组织,影响零件的疲劳性能;无法解决高温渗碳及深层渗碳问题;生产能耗高;生产区域环境较差。
这些设备一般都布置在独立的热处理车间,或者与机加工车间组建联合厂房,但与机加工车间之间需要有隔墙,以减少对加工设备的影响,并要求加强热处理车间的排烟措施,改善生产环境。
二、低压真空渗碳工艺低压真空渗碳工艺的真空压力一般为10—100Pa。
浅谈低压真空渗碳工艺

浅谈低压真空渗碳工艺职教台浅谈低压真空渗碳工艺王东波(攀枝花学院四川攀枝花617000)摘要:介绍了低压真空渗碳的原理,渗碳常用介质,渗碳过程的控制,从被加工件性能,精度,效率,加工成本等多个方面阐述了低压真空渗碳工艺的特点,同时对低压真空渗碳工艺的发展进行了简述.关键词:低压真空渗碳随着工业技术的不断发展,对工件热处理的要求也越来越高.8O年代出现的可控气氛渗碳技术虽已非常完善,但由于其内氧化不可避免,会在渗层表面出现一层很薄的非马氏体组织,对零件的疲劳性能产生不良影响,所以,热处理工作者一直在研究一种更为完善的渗碳工艺.1980年,法国ECM公司在PVF300型真空淬火炉上添加渗碳装置后进行实验获得了满意的成果,并在实验室初步建立了富化率(单位时间内工件表面积上吸收碳原子的质量)理论.1982年,它们第一次展示了低压渗碳过程,并与1988年建造了第一条连续生产线.自此,人们在低压真空渗碳技术上取得了重大突破,一种新的热处理技术在表面处理上得到了逐步的推广和应用.一,低压真空渗碳工艺简介1,低压真空渗碳原理渗碳就是向工件表面渗入碳原子的过程.其目的是提高工件表面碳浓度,使工件心部保持较好塑韧性的同时增强表面硬度和耐磨性.低压真空渗碳实际上就是在低压(压力一般不大于3kPa)真空状态下,通过多个强渗(通人渗碳介质)和扩散(通入保护气体)循环进行,以此提高工件表面碳浓度,从而使其达到热处理要求的工艺过程.2,低压真空渗碳工艺设备简介低压真空渗碳设备是与低压真空渗碳技术同时出现的一种设备,其突出特点是选择的多样性(单室,双室,三室,多室;立式,卧室;周期性,生产线式等),并且具有多种用途(真空渗碳,真空碳氮共渗,真空渗碳+气淬等)和先进的渗碳控制系统(计算机模拟软件等).标准的低压真空渗碳炉由一个或多个加热渗碳室(根据产量选择),一个气淬室,一个装卸料室,一个传送室以及整套的工件传输系统,真空系统,气体循环系统,计算机监控系统等组成.3,低压真空渗碳介质的选择20世纪90年代,低压真空渗碳介质以丙烷为碳源得到了认可,但由于丙烷气在低压真空渗碳中可能有不同的分解反应,当温度高于600℃时,丙烷会在加热室,被加工件附近大量分解,一c+2+2[c】,c=I一2c+【c】,致使加热室内形成碳黑.而又因炉内温度不均匀,在炉子中相对温度较低的部位会形成焦油,对渗碳设备极为有害.所以,乙炔做为渗碳介质也被人们所重视.它以其经济,渗碳压力低,能基本消除碳黑和焦油等优点在在低压真空渗碳中得到一定的推广,特别在小直径,长盲孑L零件的均匀渗碳,高密度和大容量的工件装炉上得到广泛应用.4,低压真空渗碳的控制由于在真空状态下无法通过常规氧势测量的方法来定碳,因此随着富化率概念及相关理论的提出,人们开发出相关的计算机模拟软件来解决这一问题.低压真空渗碳采用渗碳和扩散脉冲方式交替进行,渗碳一般通丙烷,扩散通氮气.在渗碳和扩散过程中,真空系统调节炉压并保持定值,丙烷与氮气流量也保持恒定,并由质量流量计显示通入量.计算机模拟系统根据用户事先输入的渗碳温度,被渗工件原始碳浓度,渗碳后表面饱和碳浓度,扩散后表面碳浓度,最终表面碳浓度,渗碳层深度,介质在工件表面的富化率等工件特性,模拟计算出"渗碳+扩散"的循环次数和每个循环的不同时间参数,并模拟出最终的渗层深度,其精度可达到±5%.二,低压真空渗碳工艺的特点低压真空渗碳技术的应用有助于产品质量和技术能级的提高,与可控气氛渗碳工艺相比较,低压真空渗碳有许多优点:1,提高被加工件的性能由于在真空下进行渗碳处理,没有氧的存在,因此渗层表面没有晶间氧化和表面非马氏体,同时不会产生表面合金元素的贫化及其带来的表面淬透性降低等问题,零件表面硬度,表面残余应力水平将明显提高,可以明显降低零件表面的早期失效,提高零件的使用寿命.如1998年上海股份汽车齿轮总厂为进一步提高齿轴类零件热处理质量,委托法国EMC公司对集中变形要求较高的零件用JCBP一400型低压渗碳炉进行实验,部分结果如下:产品名称:输出轴;材料:20MnCr5;数量:3件;热处理要求:表面硬度680—780HV30,心部硬度350—480HV30;有效硬化层深度(硬度550HV1)O.7—1.0mm.在装满炉量情况下实验,主要工艺参数如下:渗碳温度:950~C;加热和均温时间:50rain;渗碳时间:10.13min;扩散时间:78.87min;淬火介质:高纯氮气;淬火压力:2Mpa;淬火时间:10min;富化率:13.8lmg/h?cm;回火温度:150~(2;回火时间:2.5h.实验后测得的金相结果如下:表面硬度(HV30):725,728,727心部硬度(HV30):434.442齿面有效硬化层深度(硬度550HV1):O.78ram齿面显微组织:碳化物(1级)+残余奥氏体(2级)+马氏体(2级),无明显非马氏体组织,实验后变形较小.从实验结果看,硬度,渗层深度,显微组织均能满足要求,46现代企业教育MODERNENTERPRISEEDUCATION2009年?O8月?下期学术?理论现代衾誊现代高等职业教育的校长素质探讨杨鲁新(青岛恒星职业技术学院动画学院山东青岛266100)摘要:伴随着经济发展我国的职业教育出现了快速发展的局面.主要管理者的管理素质直接影响到高等职业教育的办学水平和质量.本文旨在从管理素质,政治素质,管理才能,学术技术能力,工作责任感这几个维度衡量一个高等职业教育管理者的优秀程度.关键词:高等职业教育校长院长管理素质政治素质管理才能学术技术能力工作责任感白改革开放以来,伴随着经济发展的需要,我国的职业教育出现了快速发展的局面,原来仅在普通高中阶段设立的职业教育已经难以满足社会发展的需求,因此,越来越多的大学增设了大专层次的高等职业教育,另外,更有不少独立的高等职业技术学院纷纷出现,这样的现象已经在改变着原有的高等教育布局.虽然普通大学本科教育仍为高等教育的主体,但不断增加的高等职业教育已经成为高教领域的另一条腿,这样的教育局面无疑会对我国的经济发展起到有益的作用,但也对我国的高等职业教育提出了新的问题,即:靠什么样的人来管理现代高等职业教育工作.由于我国的高等职业教育发展很快,特别是在多元化的办学政策推动下,许多民间资本进入高等教育领域,他们主要集中在高等职业教育范围,这就形成了国有民营齐办,全国处处开花的高等职业教育办学格局,但随之而来的则是高等职业教育管理者的缺位.与发达国家相比,我国的高等职业教育正处在发展的初期,各方面的经验都比较缺乏,但最为缺乏则是经验丰富的合格管理人员,尤其是高等职业院校的校长(以及下级学院的院长).目前,许多职业技术院校对校长(或院长)的任用都具有很大的随意性,这些来自不同岗位和部门的管理者在社会背景,工作经验,管理能力以及学术水平方面存在很大的差异,因而形成了管理者基本水平的良莠不齐,其中还有一定数量的管理者不具备高等职业教育的管理能力.也达不到高等教育对管理者的基本要求,如果不能有效提高改变这样的状况,我们现有的高等职业教育就不可能健康的发展,而教育管理素质较差的管理者从事管理的学校,是很难培养出合格的高等技术人才的.由于管理者的管理素质直接影响到高等职业教育的办学水平和质量,因此,在大力发展高等职业教育的今天,如何认识高等职业管理者的基本素质以及行为特点是个值得研究和探讨的问题.同时工件的变形情况也大为改善,处理结果比较理想.2,精度,效率高低压真空渗碳技术使得传统渗碳工艺中的高温渗碳成了可能,渗速明显提高,工艺周期显着减小,大大的缩短了渗碳时间, 特别对需要取得较深碳层的工件或不锈钢,硅钢等材料非常有利.如低碳钢中,为获得1mm厚的总渗碳深度,在980℃渗碳时所需的总渗碳时间为1.50h,在1038~渗碳是仅需0.80h,相差约2 倍.同时,由于在渗碳过程中,碳势的控制由计算机软件来完成, 所以,所以在实践中可以获得比较准确的控制效果.据有关实验测试.控制精度可达到±0.05ram.3,减少了后续工序.降低了热处理成本低压真空渗碳工艺是在真空状态下对工件进行加热渗碳,所以,避免了大范围的氧化,处理后产品呈银灰色,光亮状,可以不经过清洗,清理喷丸等工序,所以减少了后续的处理工序,有效的降低了成本.4,"绿色"环保相对于常规的可控气氛渗碳(或碳氮共渗)热处理,低压真空渗碳热处理过程中不产生,)1等有害气体,同时大部分采用气体淬火技术且淬火气体可以回收,即使采用油淬技术,也是采用真空淬火油,避免了大量的气体和液体污染,具有"绿色"环保的特点.三,结束语低压真空渗碳技术是将真空渗碳与高压气淬两项技术结合后的产物.它以其特殊的优势和成熟的工艺在渗碳特别是深层渗碳领域得到广泛的应用,根据中国热处理行业协会在欧洲考察的报告,到2010年低压真空渗碳热处理设备将达到50%左右,其工艺应用领域也将得到大范围的扩展,必将成为替代常规渗碳技术的工艺之一.参考文献:【l】孟延军,关昕.金属学及熟处理.北京:冶金工业出版社,2008 (03l【2】严韶云.低压真空渗碳——一种新的化学热处理技术.机械工人(热加工),2001(1):31—33.【3】张连进.一种快速渗层渗碳技术.金属热处理,2003,28(10): 56-58.【4】马森林,高文栋,沈玉明.ECM低压真空渗碳技术应用研究与探讨.汽车工艺与材料,2004(8):27—3O.【5】马森林,沈玉明.ECM低压真空渗碳技术应用研究与探讨. 汽齿科级,2004(1):1—6.【6】6张连进.真空渗碳技术的进展.真空,2003(1):42—45. 【7】高文栋.低压真空渗碳设备的特点及生产应用.机械工人(热加工),2007(10):22—23.【8】朱连光,王砚军,李庆见.脉冲式气体渗碳技术研究和应用.汽车工艺与材料,2005(6):21—23.口现代企业教育MODERNENTERPRlSEEDUCATION47。
真空 渗碳气 乙炔 分解率

真空渗碳气乙炔分解率
摘要:
一、真空渗碳气的概念和原理
1.真空渗碳气的定义
2.真空渗碳气的原理
二、乙炔在真空渗碳气中的应用
1.乙炔的特性
2.乙炔在真空渗碳气中的作用
三、真空渗碳气的分解率
1.分解率的定义
2.影响真空渗碳气分解率的因素
四、提高真空渗碳气分解率的措施
1.优化乙炔的使用
2.改进真空渗碳气的制备工艺
正文:
真空渗碳气是一种表面处理技术,通过将工件置于真空环境中,利用碳氢化合物在真空条件下发生热解反应,生成渗碳气体,进而实现对工件表面的渗碳处理。
在这个过程中,乙炔作为渗碳气的主要成分,起着至关重要的作用。
乙炔具有较高的渗碳能力,其分解产物碳原子能够在工件表面形成大量的碳化物,从而提高工件表面的硬度和耐磨性。
同时,乙炔的分解率对于真空渗碳气的效果也有着直接的影响。
真空渗碳气的分解率是指在真空渗碳过程中,渗碳气体中乙炔的分解量与理论分解量之间的比值。
影响分解率的因素有很多,包括乙炔的纯度、工件的材质和处理温度等。
为了提高真空渗碳气的分解率,我们可以从以下两个方面进行优化:
首先,优化乙炔的使用。
提高乙炔的纯度,可以降低杂质对真空渗碳气效果的影响,从而提高分解率。
此外,合理控制乙炔的流量和压力,也有助于提高真空渗碳气的效果。
其次,改进真空渗碳气的制备工艺。
通过优化加热方式、控制真空度等条件,创造更有利于乙炔分解的真空环境,从而提高真空渗碳气的分解率。
总之,真空渗碳气技术在我国的工业生产中具有广泛的应用,而乙炔的分解率则是影响这一技术效果的关键因素。
MCST150真空离子渗碳(碳氮共渗)设备简介

MCST150真空离子渗碳(碳氮共渗)设备简介一、设备特点:1、加热室、过渡室、油淬室为卧式结构(也可立式)。
2、石墨碳棒加热,加热速度快,温度均匀,使用寿命长。
3、脉冲偏压源,提供高稳定的强渗电源。
4、可实现气淬;油淬;真空退火;真空回火等多种工艺过程。
二、工艺特点:1、渗碳温度可大幅度降低,实现渗碳温度与加热淬火温度一致,避免重复加热,节省能源,减小零件变形量。
2、不使用防渗剂,不渗的地方用铁板遮挡住即可,例:齿轮可先渗碳淬火再拉键槽。
3、对齿轮而言,渗碳优势明显,通过工艺控制可实现在节园部分渗层深齿根部分渗层略浅。
例如:对渗碳层深0.8mm以上。
真空离子渗碳:860℃~880℃保温2.5h+扩散0.5h淬火。
气体渗碳:930℃保温3h+扩散1h冷却,再加热至860℃淬火。
4、耗气量甚微,节能环保。
5、设备功率分别为:30/20;40/15;50/30;65/50;90/30;100/50。
(电阻加热功率/辉光放电功率)。
6、工艺类型等离子体渗碳或碳氮共渗的特点之一,是在渗入的初期在工件表面就很容易建立高碳浓度,加上表面碳浓度随处理时间的延长而增加,所以必须采取渗碳加扩散的工艺(尤其对渗层较深的工件)。
7、设备照片:8、设备示意图:9、等离子体渗碳的原理等离子体渗碳的原理与离子渗氮相似。
工件渗碳时所需的活性碳原子或离子,不仅象常规气体渗碳一样利用热分解反应,而且还利用辉光放电时在阴极(工件)位降区中工作气体的电离而获得。
以渗碳介质丙烷为例,它在等离子渗碳中的反应过程如下:式中Cr 活性碳原子和离子10、等离子渗碳的优点⑴渗碳速度快由于它是在真空中加热,并有高能离子的轰击,致使被处理件表面洁净与活化,再加上渗碳气体由于热分解与电离的双重作用,并在直流脉冲电场的作用下,使得工件表面附近的空间在短时间内就形成高的碳离子浓度区,从而加速了碳向工件的渗入与扩散,大大缩短渗碳时间。
例如880℃,1h的离子渗碳就可获得0.6mm深的硬化层,同常规气体渗碳相比,可以缩短约50%的时间。
真空低压渗碳热处理

真空低压渗碳热处理嘿,朋友们!今天咱来聊聊真空低压渗碳热处理这档子事儿。
你说这真空低压渗碳热处理啊,就好比是一位神奇的魔法师,能把普通的金属材料变得超级厉害!它能让这些材料拥有更优异的性能,就像给它们穿上了一层坚不可摧的铠甲。
咱就说普通的金属,可能就普普通通地用着,但经过真空低压渗碳热处理之后呢,哇塞,那可就大不一样啦!硬度提高了,耐磨性增强了,就像一个瘦弱的人一下子变成了大力士,厉害得很呢!这效果,难道不比变魔术还神奇?而且啊,这个过程可不是随随便便就能完成的。
就像做饭一样,得掌握好火候、调料啥的。
真空低压渗碳热处理也得精确控制各种参数,温度啦、压力啦、时间啦,一个都不能马虎。
这要是有一点差错,那可就前功尽弃啦,那不就白折腾啦!你想想看,要是不认真对待,那金属材料能乖乖听话变得厉害吗?那肯定不能啊!这就好比你想种出好庄稼,不得精心照料啊?不浇水、不施肥,还能指望它长得茁壮?再说说这技术的好处,那可真是多了去了。
它能让产品的质量蹭蹭往上涨,使用寿命也大大延长了。
这对于那些需要高质量、高性能的产品来说,简直就是福音啊!比如说汽车零件,要是不经过这道工序,能那么耐用吗?能让咱开着车放心跑吗?还有啊,这真空低压渗碳热处理还很环保呢!它不会像一些传统的热处理方法那样产生大量的污染。
这多好啊,既让金属变得厉害了,又保护了咱们的环境,一举两得,何乐而不为呢?咱平时用的好多东西可都离不开这真空低压渗碳热处理呢。
小到一个螺丝钉,大到一些大型机械,都有它的功劳。
你说要是没有它,咱的生活得少多少便利啊?所以啊,可别小看了这真空低压渗碳热处理,它虽然不声不响的,但却在背后默默地为我们的生活贡献着力量呢!它就像一个幕后英雄,不张扬,但却很重要!咱可得好好感谢它,让它继续为我们的生活添彩!这就是真空低压渗碳热处理,一个神奇又重要的技术!。
真空渗碳炉的结构及工艺
真空渗碳炉的结构及工艺
实例:ICBP系列低压渗碳多用炉结构及工艺简介
真空渗碳炉渗碳工艺简介
工艺流程:工件入装料台→进入通道罐→上升至装卸料室后抽真空→转移工件至渗碳室加热工件并进行渗碳→向下移入绝热室后输送至气淬室进冷却→出炉。
操作要点:
(1)装卸料室:装卸料室进入工件后,将其抽真空达6×102Pa,当该室与通道罐压力相等时,打开真空密封阀,升降机将工件下降转移到通道罐压内,并传送到渗碳室。
(2)加热渗碳室及渗碳工艺:
渗碳温度920~970 ℃(最高温度达1250℃)。
工件在渗碳炉炉内转动(夹具)速度为2转/分。
通过耐热钢喷头向炉内脉冲交替通入喷入C3H8及N2,C3H8裂解后形成[C]+H2。
(一般在强渗期通C3H8时间为1~4min,通N2扩散时间为2~6min,随后强渗期逐渐缩短,扩散期逐渐延长,具体见表)。
渗碳过程(包括渗碳和扩散过程)采用温度、时间、C3H8及N2的流量和压力四个参数控制。
根据工件的技术要求,采用计算机模拟确定各项技术参数,实现渗碳过程的自动化控制(发展动态控制技术)(3)气淬采用可调的(1~20)×105Pa高纯N2在渗碳炉炉内形成一个冷却通道对工件进行冷却。
AvaC乙炔真空渗碳工艺

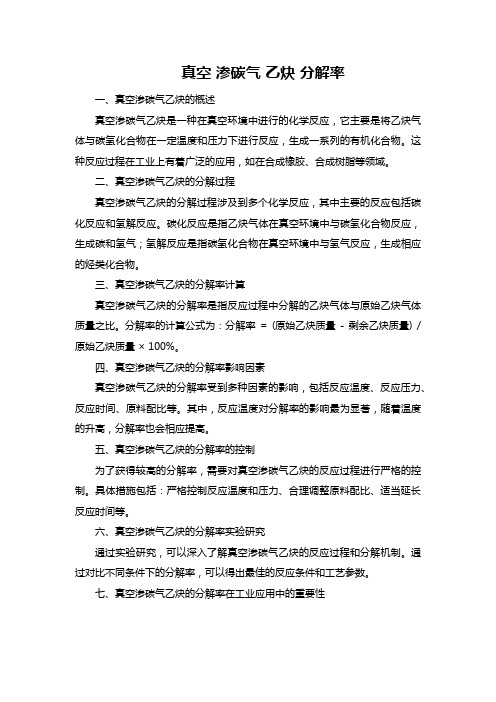
AvaC® 与其他工艺的比较
乙炔 盲孔渗碳: 乙烷、丙烷和乙烯
0.4
只能渗碳至盲孔6毫米深处:
0.3
case depth [ mm ]
C2H2 C2H4
甲烷 无渗碳:
C3H8
0.2
C2H6 0.1
T = 900 ° C t = 10 min p = 5 mbar 16MnCr5 20 40 60 80 100
AvaC® 工艺描述
脉冲变压工艺 恒压工艺
碳扩散曲线: 脉冲 & 恒压
0.9 p = pulsed 0.8 C2H2 t = 86 min T = 900 ° C 16MnCr5
carbon content [ weight - % ]
0.7 0.6 0.5 0.4 0.3 0.2 0.1 0 0 0.2 0.4 p = const.
Case Depth (µm)
15.02.99 23.02.99 02.03.99 10.03.99 12.03.99 23.03.99 30.03.99 06.04.99 12.04.99 23.04.99 03.05.99 05.05.99 10.05.99 31.05.99 14.06.99 17.06.99 21.06.99 23.06.99 12.07.99 19.07.99 23.07.99 29.07.99 02.08.99 20.08.99 26.08.99 06.09.99 07.09.99 20.09.99 24.09.99 30.09.99 01.10.99 06.10.99 11.10.99 14.10.99 20.10.99 25.10.99 This document contains proprietary information of Ipsen, Inc. It is submitted in confidence, and may not be reproduced or 02.11.99 03.11.99 17.11.99 25.11.99 01.12.99 15.12.99 20.12.99 used for any other purpose or disclosed to others without written authorization from Ipsen, Inc.
真空 渗碳气 乙炔 分解率
真空渗碳气乙炔分解率一、真空渗碳气乙炔的概述真空渗碳气乙炔是一种在真空环境中进行的化学反应,它主要是将乙炔气体与碳氢化合物在一定温度和压力下进行反应,生成一系列的有机化合物。
这种反应过程在工业上有着广泛的应用,如在合成橡胶、合成树脂等领域。
二、真空渗碳气乙炔的分解过程真空渗碳气乙炔的分解过程涉及到多个化学反应,其中主要的反应包括碳化反应和氢解反应。
碳化反应是指乙炔气体在真空环境中与碳氢化合物反应,生成碳和氢气;氢解反应是指碳氢化合物在真空环境中与氢气反应,生成相应的烃类化合物。
三、真空渗碳气乙炔的分解率计算真空渗碳气乙炔的分解率是指反应过程中分解的乙炔气体与原始乙炔气体质量之比。
分解率的计算公式为:分解率= (原始乙炔质量- 剩余乙炔质量) / 原始乙炔质量× 100%。
四、真空渗碳气乙炔的分解率影响因素真空渗碳气乙炔的分解率受到多种因素的影响,包括反应温度、反应压力、反应时间、原料配比等。
其中,反应温度对分解率的影响最为显著,随着温度的升高,分解率也会相应提高。
五、真空渗碳气乙炔的分解率的控制为了获得较高的分解率,需要对真空渗碳气乙炔的反应过程进行严格的控制。
具体措施包括:严格控制反应温度和压力、合理调整原料配比、适当延长反应时间等。
六、真空渗碳气乙炔的分解率实验研究通过实验研究,可以深入了解真空渗碳气乙炔的反应过程和分解机制。
通过对比不同条件下的分解率,可以得出最佳的反应条件和工艺参数。
七、真空渗碳气乙炔的分解率在工业应用中的重要性真空渗碳气乙炔的分解率直接影响到工业生产中的产品收率和质量。
在实际生产过程中,如果分解率过低,会导致大量的乙炔气体未参与反应,不仅降低了产品的收率,还会增加能源消耗和环境污染。
同时,如果分解率过高,会导致生成的烃类化合物过多,从而影响到产品的质量和性能。
因此,对真空渗碳气乙炔的分解率进行深入研究和控制,对于提高工业生产效率和产品质量具有重要意义。
八、总结本文对真空渗碳气乙炔的概述、分解过程、分解率计算、影响因素、控制方法和实验研究等方面进行了详细的介绍。
真空渗碳工艺举例

真空渗碳工艺举例1 Cr17Ni2不锈钢低压真空渗碳工艺研究1.1 试验材料试验用Cr17Ni2不锈钢零件为连杆,随炉试样为圆环样,外径φ24 mm,内径φ7 mm,厚度6mm,随炉样为检测试样。
渗碳后要求表面硬度≥660 HV,心部硬度35~ 45 HRC,渗层深度0.35~0.60mm。
1.2 真空渗碳工艺工艺曲线见图1,渗碳温度为980℃,在低压渗碳阶段通入乙炔,在700~ 800 Pa压力下保持一段时间之后,将加热室抽至高真空度,进入碳原子向试样内部的扩散阶段,完成一次脉冲过程。
如此循环,并且逐渐延长每个脉冲过程真空扩散阶段的时间,至最终完成渗碳。
图1 真空渗碳工艺曲线1.3 试验方案Cr17Ni2不锈钢真空渗碳需进行两次淬火。
第一次淬火采用渗碳后直接氮气冷却方式,气体压力为1.8 bar,然后将试样在980℃和1000℃下重新加热进行第二次油淬。
两次淬火后,一种进行冰冷处理后再回火,另一种直接回火没有进行冰冷处理,目的是比较淬火温度和冰冷处理对Cr17Ni2不锈钢组织和硬度的影响。
具体的试验参数见表1。
回火工艺为300℃×2h。
表1 Cr17Ni2钢真空渗碳试验参数2 试验结果与分析2.1 Cr17N i2钢真空渗碳淬火后的硬度表2 Cr17Ni2钢试样真空渗碳淬火后表面硬度和心部硬度2.2 渗碳层深度图2 渗碳层深度〔a〕P1试样〔b〕P4试样2.3 淬火温度和冰冷处理从表2和图2可以看出二次淬火温度对渗层梯度分布、渗层组织、试样表面硬度和心部硬度没有明显的影响,淬火温度可以选择在980~ 1000℃之间。
经过冰冷处理后的试样在相同的工艺条件下比未经过冰冷处理的试样表面硬度提高了1.0~ 2.5 HRC,这表明Cr17Ni2钢在淬火后表面含有一定数量的残留奥氏体,因此采用冰冷处理工艺是十分必要的。
2 18CrNi4A钢齿轮真空渗碳工艺低压真空渗碳工艺见表3,渗碳剂为乙炔,载气为高纯氮气,渗碳温度为900℃,强渗总时间为21.3min,扩散总时间为523.7min。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
真空渗碳工艺举例
1 Cr17Ni2不锈钢低压真空渗碳工艺研究
1.1 试验材料
试验用Cr17Ni2不锈钢零件为连杆,随炉试样为圆环样,外径φ24 mm,内径φ7 mm,厚度6mm,随炉样为检测试样。
渗碳后要求表面硬度≥660 HV,心部硬度35~ 45 HRC,渗层深度0.35~0.60mm。
1.2 真空渗碳工艺
工艺曲线见图1,渗碳温度为980℃,在低压渗碳阶段通入乙炔,在700~ 800 Pa压力下保持一段时间之后,将加热室抽至高真空度,进入碳原子向试样内部的扩散阶段,完成一次脉冲过程。
如此循环,并且逐渐延长每个脉冲过程真空扩散阶段的时间,至最终完成渗碳。
图1 真空渗碳工艺曲线
1.3 试验方案
Cr17Ni2不锈钢真空渗碳需进行两次淬火。
第一次淬火采用渗碳后直接氮气冷却方式,气体压力为1.8 bar,然后将试样在980℃和1000℃下重新加热进行第二次油淬。
两次淬火后,一种进行冰冷处理后再回火,另一种直接回火没有进行冰冷处理,目的是比较淬火温度和冰冷处理对Cr17Ni2不锈钢组织和硬度的影响。
具体的试验参数见表1。
回火工艺为300℃×2h。
表1 Cr17Ni2钢真空渗碳试验参数
2 试验结果及分析
2.1 Cr17N i2钢真空渗碳淬火后的硬度
表2 Cr17Ni2钢试样真空渗碳淬火后表面硬度和心部硬度
2.2 渗碳层深度
图2 渗碳层深度(a)P1试样(b)P4试样
2.3 淬火温度和冰冷处理
从表2和图2可以看出二次淬火温度对渗层梯度分布、渗层组织、试样表面硬度和心部硬度没有明显的影响,淬火温度可以选择在980~ 1000℃之间。
经过冰冷处理后的试样在相同的工艺条件下比未经过冰冷处理的试样表面硬度提高了1.0~ 2.5 HRC,这表明Cr17Ni2钢在淬火后表面含有一定数量的残留奥氏体,因此采用冰冷处理工艺是十分必要的。
2 18CrNi4A钢齿轮真空渗碳工艺
低压真空渗碳工艺见表3,渗碳剂为乙炔,载气为高纯氮气,渗碳温度为900℃,强渗总时间为21.3min,扩散总时间为523.7min。
试件渗碳、淬火后,齿高中部的有效渗层深度要求为0.9 ~1.1mm。
表3 18CrNi4A钢齿轮真空渗碳工艺
经低压真空渗碳处理后的试件,先650℃高温回火,油淬后迅速转入-80℃冰冷机中冰冷2h,随后在150℃低温回火2h。
2.1 试验结果
图3是同等渗碳层深度下可控气氛渗碳与本文低压真空渗碳处理后的显微硬度随深度的变化,可看出低压真空渗碳处理后齿轮的外表层硬度值最高,要优于气氛渗碳。
有效渗碳层深度为1.04mm。
图3 渗碳层显微硬度梯度。