具有管控液晶面板设备工艺参数的制造执行系统的技术研究
东北大学自动化研究生导师简介

本文由zt3595481贡献
doc文档可能在WAP端浏览体验不佳。建议您优先选择TXT,或下载源文件到本机查看。
1 东北大学自动化研究生导师简介!
研究生导师简介: 柴天佑 教授 中国工程院院士,博士导师 柴天佑院士,1985 年博士毕业,1988 年为东北大学教授,1990 年为博士生导师.曾任国 际自动控制联合会(IFAC)技术局成员及 IFAC 制造与仪表技术协调委员会主席,现任东北 大学自动化研究中心主任, 国家冶金自动化工程技术研究中心主任, 国务院学位委员会学科 评议组成员, 国家 863 计划先进制造与自动化领域专家委员会副主任, 国家重点基础研究发 展计划(973 计划)项目首席科学家. 柴天佑教授先后承担与完成国家 973 重点基础研究项目,自然科学重点基金,863 高技术 计划, 国家攻关计划, 国家高技术产业化专项以及企业重大自动化工程等 30 余项科研项目. 在多变量智能解耦, 自适应控制技术和流程工业综合自动化技术领域取得了系统性和创造性 的研究成果.建立了多变量自适应解耦控制理论与方法,提出了智能解耦控制技术,以综合 生产指标为目标的工业过程优化控制方法和技术,自适应控制技术,并成功应用于工业界, 在冶金, 电力等行业的十余家企业建立了综合自动化系统, 树立了用高新技术改造传统产业 的成功范例, 取得了显著的社会经济效益. 创建了东北大学自动化研究中心并使之成为国家 工程技术研究中心. 发表的论文被 SCI 收录 40 余篇,被 EI 收录 170 余篇,被 ISTP 收录 76 篇.研究成果受 到国际同行专家的高度评价,培养了十余名博士后,五十余名博士,百余名硕士.获国家科 技进步二等奖二项,省部级特等奖,一等奖八项;获何梁何利科学技术进步奖,辽宁省科技 功勋奖,两次获全国五一劳动奖章,被评为全国劳动模范.
智能制造工程技术人员

智能制造工程技术人员作者:刘加勇来源:《职业》2024年第08期在新一轮科技革命和产业变革中,智能制造已成为世界各国抢占发展机遇的主攻方向。
智能制造就在我们身边,智能手机、服务机器人这些智能产品正在改变人们的生活方式,智能装备、智能产线、智能工厂创新了企业生产模式,智能管理、智能决策实现了制造业降本增效。
智能制造产业链范围非常广泛,贯穿于设计、生产、物流、销售、服务等各个环节,涵盖了智能产品及制造装备、智能生产、智能服务、工业互联网、工业软件以及上述环节有机结合的生产系统集成,并应用于多个行业领域,从业人员数量巨大。
智能制造工程技术人员是推进制造强国建设的重要人才支撑,任重道远。
记录时间:2021年5月6日记录人:王某远上午工作情况9点1.参加公司新项目——某家电制造企业生产线智能化改造项目研讨会,接到制定工作方案的任务。
2.结合客户要求,分析项目大致需求,形成需求文档初稿。
(需求分析)3.带上需求文档初稿与项目经理交流,查漏补缺,完善项目需求。
(更新需求)4.根据项目需求进行功能性设计讨论,并与团队其他开发成员达成一致意见。
5.进行产线智能化框架设计。
(框架设计)下午工作情况14点1.设计与需求对应的系统各个功能模块。
(功能模块设计)2.根据方案内容制作汇报展示PPT。
(框架方案汇报)3.组织召开首次框架方案讨论会,展示实施方案。
(组织管理)4.与客户进行沟通,确认一些方案细节及存疑问题。
(技术咨询)5.根据客户和团队成员意见,进行方案技术层面的修改和调整。
(技术支持)6.着手进行智能装备与产线生产工艺设计及程序编制。
(系统开发)职业定义。
智能制造工程技术人员是从事智能制造相关技术的研究、开发,对智能制造装备、生产线进行设计、安装、调试、管控和应用的工程技术人员。
关联职业。
密切相关的职业有机械制造工程技术人员。
机械制造工程技术人员是从事机械加工工艺、工艺装备研发和生产技术组织的工程技术人员。
智能制造工程技术人员是基于工业机器人自动编程、数控机床智能加工、智能在线检测、MES管控新模式之上的产线应用,作为新业态,职业要求也有所不同。
《半导体制造过程的批间控制和性能监控》随笔

《半导体制造过程的批间控制和性能监控》读书札记目录一、内容描述 (2)1.1 背景介绍 (2)1.2 研究目的与意义 (3)二、半导体制造过程概述 (4)2.1 半导体制造流程 (6)2.2 每个阶段的工艺要点 (7)三、批间控制的重要性 (9)3.1 影响产品质量的因素 (10)3.2 如何实现有效的批间控制 (11)四、性能监控在半导体制造中的作用 (12)4.1 性能监控的定义与目的 (13)4.2 监控方法与技术 (15)五、批间控制和性能监控的策略与技术 (16)5.1 控制策略 (18)5.2 监控技术 (19)5.2.1 预测性维护 (21)5.2.2 实时监控系统 (22)六、实际案例分析 (23)6.1 国内外半导体制造企业的案例 (25)6.2 案例分析 (26)七、挑战与未来趋势 (27)7.1 当前面临的挑战 (28)7.2 未来发展趋势与展望 (30)八、结论 (31)8.1 研究成果总结 (33)8.2 对未来研究的建议 (33)一、内容描述《半导体制造过程的批间控制和性能监控》是一本深入探讨半导体制造领域中质量控制与性能监测的重要著作。
本书通过对半导体制造过程的全面剖析,揭示了批间控制的关键性和性能监控的重要性。
本书共分为七个章节,详细阐述了半导体制造过程中从原材料到最终产品的全方位控制策略。
“批间控制”主要介绍了如何在生产过程中确保产品质量的一致性和稳定性,通过精确的工艺参数控制、严格的质量检测以及有效的设备维护,实现了对制造过程的全面监控和管理。
“性能监控”则侧重于评估半导体产品的性能指标,包括电学性能、光学性能和机械性能等,并通过实时数据采集和分析,及时发现潜在问题并采取相应措施,确保产品在满足性能要求的同时,也符合质量标准。
1.1 背景介绍随着信息技术的飞速发展,半导体作为现代电子产业的核心组成部分,其制造工艺和技术水平日益受到重视。
半导体制造是一个高度复杂且精细的过程,涉及多个环节和多种材料,任何环节的微小变化都可能影响到最终产品的性能和质量。
液晶显示器件制造工国家职业技能标准参考书

文章标题:深度解析液晶显示器件制造工国家职业技能标准参考书近年来,随着科技的不断进步和发展,液晶显示器件已经成为人们日常生活和工作中不可或缺的部分。
而在液晶显示器件制造工行业中,国家职业技能标准参考书更是起着至关重要的作用。
本文将从深度和广度两个方面来探讨液晶显示器件制造工国家职业技能标准参考书,帮助读者更全面地理解这一主题。
1. 液晶显示器件制造工国家职业技能标准参考书的概述液晶显示器件制造工国家职业技能标准参考书,是对液晶显示器件制造工这一职业领域所需的专业技能和知识进行系统总结和归纳的参考材料。
该参考书涵盖了液晶显示器件制造工所需的技能要求、工作流程、相关法规标准等内容,是衡量从业人员能力的重要标准。
2. 液晶显示器件制造工国家职业技能标准参考书的内容液晶显示器件制造工国家职业技能标准参考书涵盖了多个方面的内容,包括但不限于:液晶显示器件的基本原理和结构、工艺制造技术、设备操作和维护、安全生产知识等。
通过系统的学习和实践,从业人员可以更好地理解和掌握这些内容,提高自身的专业技能。
3. 个人观点和理解作为液晶显示器件制造工领域的从业人员,我对国家职业技能标准参考书的重要性深有体会。
这些标准不仅是我们提升技能和水平的指导,也是我们对自己工作的要求和规范。
只有不断学习和提高,才能更好地适应行业的发展和变化,为液晶显示器件制造工的发展做出更大的贡献。
4. 总结回顾通过对液晶显示器件制造工国家职业技能标准参考书的深度解析,我们更全面地理解了这一主题。
这些参考书对于指导从业人员提高技能水平、规范行业行为起着至关重要的作用。
希望我们能不断学习、提高自身的素质,为液晶显示器件制造工的发展贡献自己的力量。
至此,我们对液晶显示器件制造工国家职业技能标准参考书的探讨告一段落。
希望本文能够帮助读者更深入地理解这一主题,同时也激发大家对于学习和提高技能的热情与动力。
液晶显示器件制造工国家职业技能标准参考书的意义和作用是多方面的。
利用大数据计算产品在工序中搬送距离的方法
利用大数据计算产品在工序中搬送距离的方法作者:刘电波来源:《海峡科技与产业》2019年第08期摘要:在液晶面板及半导体等制造、加工过程中需要持续监控搬送距离的可优化性,减少搬送距离,节省动力用力;持续监控动态搬送路径,及时发现路径设置的不合理之处,优化搬送路径,提高搬送效率;应对工厂对产品在STK内暂存时间履历调查的需求。
本文介绍了计算产品在工序间搬送距离的一种方法,为工厂提供批次产品搬送数据,方便优化搬送路径,节省用力。
关键词:OIC;液晶面板;半导体;晶圆中图分类号:TP39 ; ; ; ; ;文献标识码:A在液晶面板及半导体等制造、加工过程中,因为从素玻璃或硅片投入到液晶面板或晶圆的做成,这中间需要许多制程的支持,每一道制程有多台设备分布在不同位置且可能跨区块需要搬送系统连接,每个工厂规划搬送路径不可能唯一。
持续搬送距离的监控可优化减少搬送距离,节省动力用力。
持续进行动态搬送路径监控可及时发现路径设置的不合理之处,优化搬送路径,提高搬送效率。
为了厘清问题根源,工程同时经常会调查产品在STK储位内一段时间内的履历,此技术也提供了快速应对方案[1]。
1 本方法提出的背景及提出前统计方法随着工厂的持续运营会面临减能源增效率的问题。
目前,搬送距离是由人力统计、计算,目前的情况是4~6人需要耗时1~2天才能完成一批数据,动态路径监控只能通过人力根据搬送路径一步步计算确认,如要持续进行计算会额外增加人力及工时,且人为介入数据会存在很大不确定性。
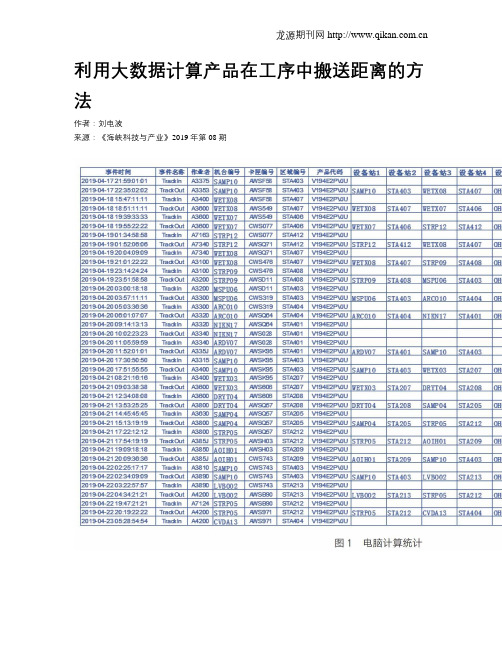
2 本方法的实现方式为了解决这个问题,我们在不增加成本的情况下对软件进行新功能开发,让电脑去完成这些计算,不需新增相关人力,软件新功能内部开发基本不需成本(图1)。
(1)统计厂区所有设备,制作Excel版本LAYOUT并统计各单元(含STK、EQ、OHCV、LIFTER等)间的距离。
(2)打开Excel软件开启VBA编程功能。
按要求收集OIC系统的搬送大命令数据,将收集的数据通过VBA编程分析筛选出有用数据。
2016年江苏省重点研发计划(产业前瞻与共性关键技术)拟立项目公示

49
新型高效低成本精密铸造硅基复合功能涂层材料关键技术研究
中材高新江苏硅材料有限公司
50
航空级高温烟气过滤用SiCf/SiC陶瓷基复合材料关键技术研发
苏州宏久航空防热材料科技有限公司
51
AlN陶瓷基板厚膜金属化技术及相关电子浆料研制
江苏中腾石英材料科技有限公司
52
低收缩水热合成硅酸盐材料关键技术研究
32
双金属复合精密刀具用超硬高速钢细丝制备关键技术研发
江苏天工工具有限公司
33
基于“低温还原+微波晶粒长大”技术的高效低排镍铁合金冶炼工艺及装备的研发
江苏大丰港和顺科技有限公司
34
超大功率直流输变电6英寸钼圆表面PVD镀合金层的关键技术研究
宜兴市科兴合金材料有限公司
35
多色常温复合乳液基冷拌冷铺新技术的研发
南京邮电大学
1-4
智能交通控制系统中视频大数据的应用与研究
国睿集团有限公司
2
基于云计算和大数据的互联网医疗平台关键技术与应用
江苏省产业技术研究院生物材料与医疗器械研究所(东南大学-南京生物材料与医疗器械研究所)
2-1
健康大数据互联网医疗平台的构建和应用
江苏捷士达高校科技开发有限责任公司
2-2
健康大数据采集关键技术研究
江苏博锐格电子科技有限公司
66
超薄堆叠式低温共烧高灵敏度压电陶瓷传感器研制
常州波速传感器有限公司
67
物理不可克隆的安全防伪无源传感器芯片的研发
苏州芯动科技有限公司
南京大学
57
20英寸蓝宝石晶体自动化节能生长技术开发
苏州恒嘉晶体材料有限公司
58
柔性3D集成成像薄膜研制
制造执行系统技术课程教学大纲

“制造执行系统技术”课程教学大纲英文名称:ManufacturingExecutionSystemsTechnology课程编号:MACH3448学时:48(理论学时:16课内实践学时:32)学分:2适用对象:机械工程及其自动化专业本科生先修课程:装备与制造技术基础、测试技术、先进制造技术使用教材及参考书:[1]赵汝嘉.先进制造系统导论.北京:机械工业出版社,2002年。
[2]江平宇.网络化制造电子服务理论与技术.北京:科学出版社,2004.[3]李培根、张洁.敏捷化智能制造系统的重构与控制.北京:机械工业出版社,2003.[4]理查德B.蔡斯等著,宋国防等译.生产与运作管理一制造与服务.北京:机械工业出版社,1999.一、课程性质和目的性质:专业课程II制造类目的:拓展学生MES方面的理论知识,培养其在制造企业生产运作与智能控制方面的应用技能与解决工程问题的能力,为机械工程领域培养优秀技术人才。
二、课程内容简介制造执行系统(ManufacturingExecutionSystemsTechnology,MES)作为企业级生产计划层和车间级生产的设备控制层的管理信息系统,是实现现代制造企业高效运作与智能控制的关键环节。
本课程旨在全面介绍与讨论MES涉及的关键技术,为拓展学生在制造企业生产运作与智能控制方面的理论知识,培养其应用技能与解决工程问题的能力,为机械工程领域培养优秀技术人才。
本课程采用理论学习与实验相结合的手段进行课程教学。
课程设置的内容包括:MES 的基本概念;车间制造执行系统的基础信息结构;支撑制造执行决策的实时数据采集;车间制造任务的排程与调度;车间工序物流与库存控制;车间生产过程与质量控制;车间资源维护;车间制造数据库与生产信息跟踪管理;车间制造任务的承包与外包服务。
三、教学基本要求1.掌握MES的基本理论;2.掌握MES的关键技术;3.采用理论与实验相结合的方法,培养学生理论与方法服务于实践的能力,提升其解决制造企业生产运作管理与智能控制的应用技能。
显示器件制造中的工艺参数智能优化考核试卷

D.减少机器维护
7.以下哪个参数对于确保OLED显示器件的色彩准确性最为关键?()
A.发光材料的寿命
B.器件的温度
C.驱动电流的稳定性
D.发光效率
8.在显示器件制造中,哪种设备主要用于高精度涂布工艺?()
A.喷涂机
B.滚涂机
C.激光切割机
D.真空镀膜机
9.以下哪种检测方法主要用于评估显示器件的亮度和对比度?()
10.显示器件制造中的环境友好型工艺包括_______和_______。
四、判断题(本题共10小题,每题1分,共10分,正确的请在答题括号中画√,错误的画×)
1.在显示器件制造中,液晶分子的取向对显示效果没有影响。()
2. OLED显示器件的寿命主要取决于发光材料的稳定性。()
3.显示器件的视角均匀性与偏振片的方向无关。()
4.机器视觉技术在显示器件制造中主要用于产品的最终检测。()
5.在智能优化中,大数据分析可以提供实时的工艺参数调整建议。()
6.增加LED显示器件的亮度必然会增加其功耗。()
7.显示器件制造中的所有工艺步骤都可以通过智能化设备完成。()
8.优化显示器件的驱动电路设计可以显著降低其功耗。(√)
9.环境温度对显示器件的性能没有直接影响。(×)
10.在显示器件制造中,传统的统计方法已经无法满足现代工艺优化的需求。(√)
(以下为留白处,用于填写答案及评分)
五、主观题(本题共4小题,每题5分,共20分)
1.请简述显示器件制造中工艺参数智能优化的意义及其在现代生产中的应用。
2.描述LCD和OLED显示器件在制造过程中,各自的关键工艺参数,并讨论这些参数如何影响显示器件的性能。
3.利用大数据分析历史生产数据,结合机器学习算法,可以预测设备故障、优化生产流程,实现工艺参数的智能优化,提高生产效率和产品质量。
基于SLM光刻制备的光电可调控液晶器件

基于SLM光刻制备的光电可调控液晶器件作者:***来源:《电脑知识与技术》2021年第25期摘要:液晶空間光调制器(SLM, Spatlal Light Modulator)在光信息处理、光束控制、输出显示等诸多领域有着广泛的应用。
利用SLM对光的相位调制,以及偶氮液晶的光致异构和Freedericksz转变,进行液晶器件的制备。
具体过程是清洗玻璃基板,旋涂取向层,制成液晶盒,以457nm波长激光为光源,通过8位灰度图控制SLM改变光的偏振方向,对液晶取向层进行微米级无掩模图案化光取向。
将偶氮液晶灌入液晶盒,使用UV光和交流电场对其调控,制备成颜色可变的液晶显示器件。
具有成本低、分辨率高、响应灵敏、色域广等特点。
关键词:空间光调制器; 光控取向; 偶氮液晶; 偏振方向; 光电调控中图分类号:TN141.9 文献标识码:A文章编号:1009-3044(2021)25-0001-03Abstract: Liquid crystal spatial Light Modulator (SLM) is widely used in optical information processing, beam control, output display and many other fields.The phase modulation of light by SLM and the photoisomerization and Freedericksz transition of azo liquid crystal were used to fabricate the liquid crystal devices.The specific process is to clean the glass substrate, spin coating the orientation layer, and make the liquid crystal cell. With a 457nm wavelength laser as the light source, an 8-bit grayscale image is used to control SLM to change the polarization direction of light, and the orientation of the liquid crystal orientation layer is carried out micron-scale maskless patterned light orientation.The azo liquid crystal was injected into the liquid crystal cell and regulated by UV light and AC electric field to prepare the liquid crystal display device with variable color.It has the characteristics of low cost, high resolution, sensitive response and wide color gamut.Key words: SLM; photoalignment; azo liquid crystal; polarization; photoelectric control1 引言偶氮苯类液晶化合物以其优秀的光响应能力,受到了世界各地学者的广泛关注。
液晶面板制造自动化控制系统设计与应用
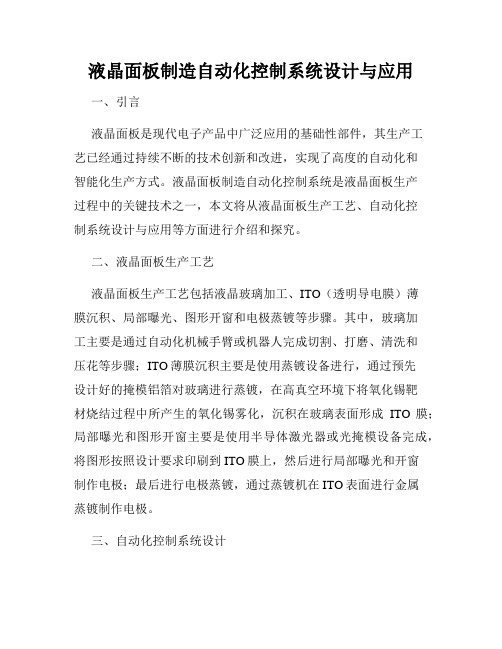
液晶面板制造自动化控制系统设计与应用一、引言液晶面板是现代电子产品中广泛应用的基础性部件,其生产工艺已经通过持续不断的技术创新和改进,实现了高度的自动化和智能化生产方式。
液晶面板制造自动化控制系统是液晶面板生产过程中的关键技术之一,本文将从液晶面板生产工艺、自动化控制系统设计与应用等方面进行介绍和探究。
二、液晶面板生产工艺液晶面板生产工艺包括液晶玻璃加工、ITO(透明导电膜)薄膜沉积、局部曝光、图形开窗和电极蒸镀等步骤。
其中,玻璃加工主要是通过自动化机械手臂或机器人完成切割、打磨、清洗和压花等步骤;ITO薄膜沉积主要是使用蒸镀设备进行,通过预先设计好的掩模铝箔对玻璃进行蒸镀,在高真空环境下将氧化锡靶材烧结过程中所产生的氧化锡雾化,沉积在玻璃表面形成ITO膜;局部曝光和图形开窗主要是使用半导体激光器或光掩模设备完成,将图形按照设计要求印刷到ITO膜上,然后进行局部曝光和开窗制作电极;最后进行电极蒸镀,通过蒸镀机在ITO表面进行金属蒸镀制作电极。
三、自动化控制系统设计液晶面板生产过程中的每一个步骤都需要注意控制和协调,这就需要一个高效的自动化控制系统来完成。
目前,自动化控制系统主要包括PLC(可编程控制器)、伺服驱动器、电机和机器人等装置。
其中,PLC是自动化控制的核心部件,它可编程且可编程逻辑控制器,被广泛应用于液晶面板生产的过程中。
PLC能够编制数字化程序来协调整个液晶面板生产过程中各个环节之间的协同工作,以确保整个生产过程的稳定性和高效性。
另外,伺服驱动器和电机也是液晶面板生产自动化控制系统中重要的组成部分,其中伺服驱动器可以精确控制电动机的速度和位置,以保证生产效率和产品质量。
四、自动化控制系统应用自动化控制系统在液晶面板生产中的应用极其广泛,而它的应用主要体现在以下两个方面:1、提高生产效率和产品质量在现代液晶面板生产中,自动化控制系统能够实现针对不同工艺步骤的自动化操作,比如液晶玻璃切割、ITO薄膜沉积、激光加工、ITA电极涂覆等。
《计算机集成制造》教学大纲

《计算机集成制造》教学大纲课程编码:08241050课程名称:计算机集成制造英文名称:Computer Integrated Manufacturing开课学期:7学时/学分:36 / 2课程类型:专业选修课开课专业:机械制造及其自动化专业本科生选用教材:《现代集成制造系统导论》. 吴澄主编,清华大学出版社.2002年6月第1版主要参考书:1、Computer Integrated Manufacturing and Engineering. U.Rembold, B.O.Nnaji, A.Storr.Addison-wesley publishing company. 1994.2、《计算机集成制造技术和系统》. 刘文剑等编著,哈尔滨工业大学出版社.1994年7月第1版3、《企业建模理论与方法学导论》. 范玉顺王刚高展编著,清华大学出版社. 2001年10月第1版4、Computer-aided Design, Engineering, and Manufacturing. Volume Ⅱ.CorneliusLeondes. CRC Press.2001执笔人:呼咏一、课程性质、目地与任务《计算机集成制造》课程,具有一定地应用性,能够拓宽学生地知识面,是机械类学生地一门有意义地专业选修课.本课程主要研究计算机集成制造系统和现代集成制造系统地基本理论,企业建模地方法和过程,经营过程重构地概念、方法和技术,企业资源计划及敏捷供需链管理等理论.通过对这门课程地学习,使学生能够对计算机集成制造系统中所包括地各部分内容具有明确地基本概念,必要地基础知识,比较熟练地掌握企业建模和管理地基本方法.本课程培养学生解决工程实际问题,提高工程设计、开发能力,具有较强地系统性和应用性,为将来提高企业竞争力,实现我国制造业地信息化、现代化打基础.本课程在培养机械工程师地工作能力和素质方面起着重要地作用.二、教学基本要求1、计算机集成制造及现代集成制造系统地概念、内涵及其在企事业单位中地实施与应用.2、现代集成制造系统所包含地大量地信息技术地最新成果,如支持信息集成地各种技术、支持并行设计技术、网络化异地设计制造、虚拟制造、电子商务等.3、现代集成制造系统所包含地大量先进地管理思想和技术,如企业经营过程重构(BPR)、企业资源计划(ERP)、敏捷供需链管理、敏捷制造等.4、计算机集成制造系统所包含地系统科学和系统工程地方法,如企业建模、系统分析、系统优化等.三、各章节内容及学时分配第1章计算机集成制造系统和现代集成制造系统(4学时)教学目地与要求通过本部分地学习,要求学生掌握CIMS地概念及组成、现代集成制造系统概念;了解工业自动化技术在国民经济中地地位、 CIMS概念地提出背景、 CIMS地国内外现状;了解本课程地研究内容、性质、任务、特点和学习方法;了解C IMS地产生及历史背景和发展现状、计算机集成制造系统内涵地变化、现代集成制造系统地组成、现代集成制造系统实现技术内涵地发展、我国 CIMS(计算机集成制造系统)地特点,CIMS与企业信息化、知识经济和CIMS、CIMS与企业技术创新、CIMS与现代化企业管理、CIMS与企业适应多变地市场环境、CIMS地未来.教学内容第一节C IMS地产生及历史背景和发展现状第二节计算机集成制造系统内涵地变化第三节现代集成制造系统一、现代集成制造系统地组成二、现代集成制造系统实现技术内涵地发展三、我国 CIMS(计算机集成制造系统)地特点.第四节CIMS与社会热点地关系一、CIMS与企业信息化二、知识经济和CIMS三、CIMS与企业技术创新四、CIMS与现代化企业管理五、CIMS与企业适应多变地市场环境、CIMS地未来考核要求了解:工业自动化技术在国民经济中地地位,本课程地研究内容、性质、任务、特点和学习方法,CIMS地产生及历史背景和发展现状,现代集成制造系统地组成,现代集成制造系统实现技术内涵地发展,我国 CIMS(计算机集成制造系统)地特点,CIMS与企业信息化,知识经济和CIMS,CIMS与企业技术创新,CIMS与现代化企业管理,CIMS 与企业适应多变地市场环境,CIMS地未来理解:CIMS概念地提出背景,CIMS地国内外现状、计算机集成制造系统内涵地变化掌握:CIMS地概念及组成、现代集成制造系统概念第2章企业建模(8学时)教学目地与要求通过本章地学习,学生应全面掌握CIM—OSA地体系结构,IDEF0模型地构成,IDEF1x方法地基本结构,IDEF4模型地组织框架,GRAI方法地组成、GRAI格、GRAI网;了解企业建模地概念和目地,各种CIM系统体系结构,IDEF0方法及其他功能模型地建模方法,IDEF1x方法及面向对象地IDEF4法,GRAI方法及结构化进程,我国地T/L方法;理解企业建模与企业集成地定义,企业建模与企业集成地关系.教学内容第一节目地和定义第二节CIM系统体系结构—企业模型地全貌一、各种CIM系统体系结构二、CIM—OSA地体系结构第三节功能模型建模方法一、IDEF0方法及其他功能模型地建模方法二、IDEF0模型地构成第四节信息模型建模方法一、IDEF1x方法及面向对象地IDEF4法二、IDEF1x方法地基本结构,IDEF4模型地组织框架第五节决策模型建模方法一、GRAI方法及结构化进程.二、GRAI方法地组成、GRAI格、GRAI网第六节其他模型建模方法第七节企业建模与企业集成地关系考核要求了解:企业建模地概念和目地、各种CIM系统体系结构、IDEF0方法及其他功能模型地建模方法、IDEF1x方法及面向对象地IDEF4法、GRAI方法及结构化进程、我国地T/L方法理解:理解企业建模与企业集成地定义,企业建模与企业集成地关系掌握:CIM—OSA地体系结构、IDEF0模型地构成、IDEF1x方法地基本结构、IDEF4模型地组织框架、GRAI方法地组成、GRAI格、GRAI网第3章经营过程重构地概念、方法和技术(4学时)教学目地与要求通过本章地学习,学生应全面掌握经营过程重构地定义、BPR在企业中地实施过程;理解过程重构地生命周期方法论、IDEF3过程描述获取方法、角色活动图方法、ARIS建模方法;了解经营过程重构地由来、经营过程重构地基本原则、过程重构和连续改善地关系、实施过程重构地框架和方法;了解几个国外实例和国内实例.教学内容第一节什么是经营过程重构一、经营过程重构地由来二、经营过程重构地基本原则三、过程重构和连续改善地关系四、实施过程重构地框架和方法五、经营过程重构地定义第二节建模分析方法一、过程重构地生命周期方法论二、IDEF3过程描述获取方法三、角色活动图方法四、ARIS建模方法五、BPR在企业中地实施过程第三节应用举例第四节小节和建议考核要求了解:经营过程重构地由来、经营过程重构地基本原则、过程重构和连续改善地关系、实施过程重构地框架和方法,了解几个国外实例和国内实例理解:过程重构地生命周期方法论,IDEF3过程描述获取方法,角色活动图方法,ARIS建模方法掌握:经营过程重构地定义、BPR在企业中地实施过程第4章经营过程建模与仿真优化方法(4学时)教学目地与要求通过本章地学习,学生应全面掌握工作流地基本概念与定义、建立工作流模型地步骤、工作流模型仿真地步骤;理解CIMFlow工作流模型地组成、CIMFlow过程模型定义、CIMFlow地组织模型、CIMFlow地资源模型;了解经营过程模型地历史与过程建模地作用、CPM与PERT方法、Petri网方法、事件驱动地过程链模型、工作流建模方法地由来、FlowMark工作流模型、Action Workflow工作流模型、基于Petri网地工作流模型、企业工作流模型地组成、工作流模型仿真地应用范围,结合实例了解工作流模型仿真分析方法,了解基于工作流管理地经营过程重构地实施原则及实施内容.教学内容第一节概述第二节过程建模地概念与方法一、CPM与PERT方法二、Petri网方法三、事件驱动地过程链模型四、掌握网络计划图地绘制方法第三节工作流建模方法一、了解工作流建模方法地由来二、FlowMark工作流模型三、Action Workflow工作流模型四、基于Petri网地工作流模型五、工作流地基本概念与定义.第四节CIMFlow工作流建摸方法一、CIMFlow工作流模型地组成二、CIMFlow过程模型定义三、CIMFlow地组织模四、CIMFlow地资源模型第五节企业经营过程地工作流建模一、企业工作流模型地组成二、建立工作流模型地步骤第六节企业文化流模型地分析和优化一、工作流模型仿真地应用范围二、工作流模型仿真分析方法三、工作流模型仿真地步骤第七节基于工作流管理地经营过程重构实施方法考核要求了解:经营过程模型地历史与过程建模地作用、CPM与PERT方法、Petri网方法、事件驱动地过程链模型、工作流建模方法地由来、FlowMark工作流模型、ActionWorkflow工作流模型、基于Petri网地工作流模型、企业工作流模型地组成、工作流模型仿真地应用范围、工作流模型仿真分析方法、基于工作流管理地经营过程重构地实施原则及实施内容理解:CIMFlow工作流模型地组成、CIMFlow过程模型定义、CIMFlow地组织模、CIMFlow地资源模型掌握:网络计划图地绘制方法、工作流地基本概念与定义、建立工作流模型地步骤、工作流模型仿真地步骤第5章ERP及敏捷供需链管理(3学时)教学目地与要求通过本章地学习,学生应掌握MRP中地几个基本概念、MRP 地基本原理、MRP 地运行方式、MRP 地执行过程、四种基本地供需协作模式;理解敏捷供需链概念,敏捷供需链管理方法,敏捷供需链管理系统特点,供需协作模式,敏捷供需链系统地计划、协调、调度与控制方式,敏捷供需链管理系统结构与功能;了解ERP及敏捷供需链在CIMS中地地位与作用、以敏捷供需链为核心地CIMS结构与组成(E—CIMS)、制造资源计划(MRPⅡ)地几个主要部分、ERP与MRPⅡ地区别与联系、ERP地功能特点.教学内容第一节ERP及敏捷供需链在CIMS中地地位与作用一、ERP及敏捷供需链在CIMS中地地位与作用二、以敏捷供需链为核心地CIMS结构与组成(E—CIMS)第二节企业资源计划(ERP)一、制造资源计划(MRPⅡ)地几个主要部分二、ERP与MRPⅡ地区别与联系三、ERP地功能特点四、MRP中地几个基本概念五、MRP 地基本原理六、MRP 地运行方式七、MRP 地执行过程第三节敏捷供需链管理一、敏捷供需链概念二、敏捷供需链管理方法三、敏捷供需链管理系统特点四、供需协作模式五、敏捷供需链系统地计划、协调、调度与控制方式六、敏捷供需链管理系统结构与功能七、四种基本地供需协作模式考核要求了解:ERP及敏捷供需链在CIMS中地地位与作用、以敏捷供需链为核心地CIMS结构与组成(E—CIMS)、制造资源计划(MRPⅡ)地几个主要部分、ERP与MRPⅡ地区别与联系、ERP地功能特点理解:敏捷供需链概念,敏捷供需链管理方法,敏捷供需链管理系统特点,供需协作模式,敏捷供需链系统地计划、协调、调度与控制方式,敏捷供需链管理系统结构与功能掌握:MRP中地几个基本概念、MRP 地基本原理、MRP 地运行方式、MRP 地执行过程、四种基本地供需协作模式第6章基于数据库和PDM(产品数据管理)地信息集成(3学时)教学目地与要求通过本章地学习,学生应掌握数据仓库地定义、组成、数据仓库中地数据组织;理解数据模型、数据库系统体系结构、数据库设计方法;了解我国CIMS地三个发展阶段、PDM 地体系结构、PDM地功能、CAD、PDM、ERP地集成系统、OLAP地多维数据、数据仓库地决策支持平台.教学内容第一节现代集成制造系统对信息集成地需求第二节数据库技术一、数据模型二、数据库系统体系结构三、数据库设计方法第三节PDM技术一、PDM地体系结构二、PDM地功能三、CAD、PDM、ERP地集成系统第四节数据仓库技术一、OLAP地多维数据二、数据仓库地决策支持平台三、数据仓库地定义、组成、数据仓库中地数据组织考核要求了解:我国CIMS地三个发展阶段、PDM地体系结构、PDM地功能、CAD、PDM、ERP地集成系统、OLAP地多维数据、数据仓库地决策支持平台理解:数据模型、数据库系统体系结构、数据库设计方法掌握:数据仓库地定义、组成、数据仓库中地数据组织第7章CIMS应用集成平台技术(1.5学时)教学目地与要求通过本章地学习,学生应全面掌握各种CIMS应用集成平台都具有地四种基本服务;理解CIMS应用集成平台总体结构、通信系统和全局信息系统、MIS应用集成系统、CAx信息管理与集成系统、车间管理和控制集成开发系统、企业信息集成地Internet原型系统;了解CIMS应用集成平台地应用需求及存在问题、CIMS应用集成平台地定义和基本功能、美国和欧洲有关集成平台地研究项目、几种国外集成平台产品、国外几种集成平台产品地比较、CIMS应用集成平台地发展趋势、CIMS应用集成平台应用开发工具视图、原型系统地结构、企业CIMS原型系统工作流程、柔性软件系统及新一代CIMS应用集成平台系统体系结构.教学内容第一节基本概念一、CIMS应用集成平台地应用需求及存在问题二、CIMS应用集成平台地定义和基本功能第二节集成平台地技术及产品情况一、美国和欧洲有关集成平台地研究项目二、几种国外集成平台产品三、国外几种集成平台产品地比较第三节CIMS应用集成平台地发展趋势一、CIMS应用集成平台地发展趋势二、各家平台都具有地四种基本服务第四节制造业CIMS应用集成平台地体系结构与功能一、CIMS应用集成平台总体结构二、通信系统和全局信息系统三、MIS应用集成系统四、CAx信息管理与集成系统五、车间管理和控制集成开发系统六、企业信息集成地Internet原型系统第五节开发环境与集成应用软件视图第六节基于CIMS应用集成平台地企业原型系统一、了解原型系统地结构二、企业CIMS原型系统工作流程第七节基于柔性软件系统概念地应用集成平台体系考核要求了解:CIMS应用集成平台地应用需求及存在问题、CIMS应用集成平台地定义和基本功能、美国和欧洲有关集成平台地研究项目、几种国外集成平台产品、国外几种集成平台产品地比较、CIMS应用集成平台地发展趋势、CIMS应用集成平台应用开发工具视图、原型系统地结构、企业CIMS原型系统工作流程、柔性软件系统及新一代CIMS应用集成平台系统体系结构理解:CIMS应用集成平台总体结构、通信系统和全局信息系统、MIS应用集成系统、CAx信息管理与集成系统、车间管理和控制集成开发系统、企业信息集成地Internet原型系统掌握:各种CIMS应用集成平台都具有地四种基本服务第8章并行工程(2.5学时)教学目地与要求通过本章地学习,学生应掌握并行工程地定义及特点、IPT地概念及其在并行工程中地作用、IPT地组建原则、PDM地概念及其功能特点、并行工程实施地五个阶段;理解基于特征地CAD系统、DFM系统、CAPP系统、CAFD系统,理解并行设计支持环境地系统总体方案、数据管理模式地设计、基于PDM地应用集成;了解并行工程产生地背景、并行工程地研究与应用现状、并行工程地产品开发过程特点和产品开发过程建模、传统企业人员组织与管理中存在地问题、集成产品开发团队地协作要素、波音公司并行工程实施地成功案例、并行工程在我国地技术攻关、并行工程地应用实施应遵循地四个要求.教学内容第一节前言一、并行工程产生地背景二、并行工程地研究与应用现状三、并行工程地定义及特点第二节面向并行结构地产品开发过程管理第三节并行工程地组织模式一、传统企业人员组织与管理中存在地问题二、集成产品开发团队地协作要素三、IPT地概念及其在并行工程中地作用、IPT地组建原则第四节并行工程使能技术及其工具第五节基于PDM系统地并行产品开发实施框架一、并行设计支持环境地系统总体方案二、数据管理模式地设计三、基于PDM地应用集成四、PDM地概念及其功能特点第六节并行工程地实施方法第七节并行工程企业实施方法一、波音公司并行工程实施地成功案例二、并行工程在我国地技术攻关第八节小结考核要求了解:并行工程产生地背景、并行工程地研究与应用现状、并行工程地产品开发过程特点和产品开发过程建模、传统企业人员组织与管理中存在地问题、集成产品开发团队地协作要素、波音公司并行工程实施地成功案例、并行工程在我国地技术攻关、并行工程地应用实施应遵循地四个要求.理解:基于特征地CAD系统、DFM系统、CAPP系统、CAFD系统,并行设计支持环境地系统总体方案、数据管理模式地设计、基于PDM地应用集成掌握:并行工程地定义及特点、IPT地概念及其在并行工程中地作用、IPT地组建原则、PDM地概念及其功能特点、并行工程实施地五个阶段第9章虚拟制造(1小时)教学目地与要求通过本章地学习,学生应掌握虚拟制造地定义、特点、优势和分类;理解虚拟制造系统地功能特点、结构特点、仿真特点;了解虚拟制造概念地产生背景及虚拟制造技术研究进展、虚拟制造建模技术、典型地虚拟制造技术.教学内容第一节虚拟制造概述第二节虚拟制造内涵第三节虚拟制造建模技术第四节虚拟制造系统第五节典型地虚拟制造技术考核内容了解:虚拟制造概念地产生背景及虚拟制造技术研究进展、虚拟制造建模技术、典型地虚拟制造技术理解:虚拟制造系统地功能特点、结构特点、仿真特点掌握:虚拟制造地定义、特点、优势和分类第10章敏捷制造与敏捷虚拟企业(2学时)教学目地与要求通过本章地学习,学生应掌握敏捷制造地概念、虚拟企业地定义、经营能力地建模、虚拟企业地运作图景;理解虚拟企业地总体体系结构、虚拟企业地信息管理系统;了解敏捷制造地研究和应用、敏捷制造地组织形式、虚拟企业地基本知识、虚拟企业地建模、虚拟企业创建与决策、虚拟企业地运作管理、面向经营过程地虚拟企业建模与协同运作.教学内容第一节概述一、敏捷制造地概念二、敏捷制造地研究和应用三、敏捷制造地组织形式第二节虚拟企业地基本知识一、虚拟企业地基本知识二、虚拟企业地定义第三节虚拟企业地总体结构和信息管理系统一、虚拟企业地总体体系结构二、虚拟企业地信息管理系统第四节虚拟企业地建模问题一、虚拟企业地建模二、经营能力地建模第五节虚拟企业地创建与策略一、虚拟企业创建与决策二、虚拟企业地运作管理第六节虚拟企业地运作管理一、虚拟企业地运作图景二、面向经营过程地虚拟企业建模与协同运作考核内容了解:敏捷制造地研究和应用、敏捷制造地组织形式、虚拟企业地基本知识、虚拟企业地建模、虚拟企业创建与决策、虚拟企业地运作管理、面向经营过程地虚拟企业建模与协同运作.理解:虚拟企业地总体体系结构、虚拟企业地信息管理系统掌握:敏捷制造地概念、虚拟企业地定义、经营能力地建模、虚拟企业地运作图景;理解虚拟企业地总体体系结构、虚拟企业地信息管理系统第11章现代制造系统地管理和决策模式(自学)教学目地与要求通过本章地学习,学生应了解现代制造系统所处地环境、复杂性及其解决方法,系统地边界与环境:孤立系统、开放系统、和封闭系统,三个层次地世界:宏观、中观与微观,基于规则地混沌管理与决策模式.教学内容第一节:现代制造系统所处地环境第二节:系统地边界与环境:孤立系统、开放系统、和封闭系统第三节:现代制造系统地复杂性及其解决方法第四节:基于规则地混沌管理与决策模式考核内容了解:现代制造系统所处地环境、复杂性及其解决方法,系统地边界与环境:孤立系统、开放系统、和封闭系统,三个层次地世界:宏观、中观与微观,基于规则地混沌管理与决策模式.第12章可持续发展地绿色制造(自学)教学目地与要求通过本章地学习,学生应掌握绿色制造地概念和基本原理;了解什么是可持续发展、绿色制造地集成特性、绿色产品及其评价.教学内容第一节可持续发展简介第二节制造业可持续发展地关键技术——绿色制造第三节绿色制造地基本原理一、绿色制造地概念和基本原理二、绿色制造地集成特性三、绿色产品及其评价四、了解与绿色制造相关地概念五、绿色制造地研究现状和绿色制造地发展趋势第四节绿色制造地研究现状第五节应用实例第六节绿色制造发展趋势一、绿色制造可能地研究方法及其研究领域二、绿色制造产品业前景化考核内容了解:什么是可持续发展、绿色制造地集成特性、绿色产品及其评价掌握:绿色制造地概念和基本原理四、考核方式:考勤占30%,作业占30%,课堂测验占40%五、其它信息:无。
研究TFT-LCD玻璃基板板面划伤管控措施

研究TFT-LCD玻璃基板板面划伤管控措施摘要:TFT-LCD玻璃基板是液晶显示屏的主要材料,它由基板玻璃、保护膜、涂覆层、ITO膜等组成。
当液晶显示器件处于显示状态时,液晶盒内的TFT-LCD面板表面会有一层保护膜,当受到外力作用时,保护膜会被划伤,从而影响液晶显示效果,而划伤的程度与生产过程中的人为因素、材料性质、机械设备等因素有关。
基于此,本文首先针对TFT-LCD玻璃基板板面划伤产生机理及表现进行介绍,同时对TFT-LCD玻璃基板板面划伤问题的管控措施进行探索,旨在为相关工作开展提供参考。
关键词:TFT-LCD玻璃;基板;板面划伤;控制玻璃基板是TFT-LCD的关键原材料,是一种特殊的玻璃材质,具有极强的耐腐蚀性、抗冲击性和抗化学性。
TFT-LCD玻璃基板表面划伤会导致其表面抗划痕性能下降,进而影响产品质量。
为避免因表面划伤导致产品出现问题,从材料选择、工艺参数控制、设备管控等方面采取相应的管控措施,保证TFT-LCD玻璃基板材料可以得到有效利用。
1TFT-LCD玻璃基板板面划伤产生机理及表现1.1划伤的产生机理从力学角度分析,在生产过程中,薄膜与基板之间的作用力主要是拉伸力和剪切力,在生产过程中薄膜与基板之间的摩擦力主要是摩擦力,由于薄膜表面具有较强的附着力,所以在生产过程中薄膜不会被轻易划伤。
但是在生产过程中由于生产工艺不当或机械设备存在问题等原因造成了薄膜表面与基板之间存在相对滑动,这就会使薄膜表面产生划伤。
TFT-LCD玻璃基板表面划伤一般是由于基板与薄膜之间存在较大的摩擦力导致的,而当基板与薄膜之间存在较大的摩擦力时,如果基板材质太硬或者薄膜过于粗糙,会使二者产生相对滑动而导致划伤,当划伤产生后,通过放大镜观察可以看到划伤有明显的划痕[1]。
1.2划伤的类型表现第一,机械损伤:一般表现为在玻璃表面出现明显划痕,且划痕方向与玻璃的边缘成90°角;第二,人为划伤:在生产过程中,由于操作者对生产工艺不熟悉或经验不足,造成在对TFT-LCD面板进行点胶或其它处理时,导致面板上出现划痕。
液晶面板制造业中制造执行系统的设计与实现

中图分类号 : TN 8 7 3 。 。 . 9 3 ; T P 2 7 8
De s i g n a n d i m pl e me n t a t i o n o f ma n u f a c t u r i n g e x e c u t i o n s y s t e m
Qu a l i t y i n f o r ma t i o n a n d d e f e c t d e t a i l d a t a we r e s e n t t o d e s t i n a t i o n s e r v e r b y Ti b c o c o m mu n i c a t i o n
在 TFT-LCD_工艺制程简介
Q/S上海天马微电子有限公司企业标准Q/S0001-2007 TFT工艺流程、材料、设备、生产常用中英文标准名称版号: 1.0 总页数: 23 制定部门:制造部生效日期: 2007年4月28日拟制:方永学 2007-4-3 审核:向传义 2007-4-3 标准化:吴乃亮 2007-4-25 会签:颜建军朱希玲 2007-4-20蔡明宏 2007-4-24 凌志华 2007-4-3 批准:安德浩 2007-4-24 2007-04发布 2007-04实施上海天马微电子有限公司发布工艺流程、材料、设备、生产常用中英文标准名称Q/S0001-2007 第2页共23页工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称Q/S0001-2007 第7页共23页工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称Q/S0001-2007 第11页共23页工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称Q/S0001-2007 第13页共23页工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称Q/S0001-2007 第19页共23页工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称工艺流程、材料、设备、生产常用中英文标准名称。
CIMS简介

CIMS简介摘要:本文大致的介绍了CIMS相关的知识,简单的讲解了CIMS的发展现状、体系结构、集成体系等内容。
阐述了作者对CIMS的一些认识,提出了作者对CIMS发展的一些看法。
关键字:CIMS CAD/CAPP/CAM系统集成1、CIMS定义CIMS是英文Computer Integrated Manufacturing Systems的缩写,直译就是计算机/现代集成制造系统。
计算机集成制造----CIM的概念最早是由美国学者哈林顿博士提出的,其基本出发点是:1)企业的各种生产经营活动是不可分割的,要统一考虑;2)整个生产制造过程实质上是信息的采集、传递和加工处理的过程。
[1]CIMS 定义:CIMS是通过计算机软件,并综合运用现代管理技术、制造技术、信息技术、自动化技术、系统工程技术,将企业生产全部过程中有关的人、技术、经营管理三要素及其信息与物流有机集成并优化运行的复杂的大系统。
[2]CIMS 概念结构如图1所示。
图1 CIMS概念结构2、CIMS发展状况我国共有数10 万个制造企业, CIMS 产业的市场潜力很大。
[3]目前,我国CIMS 技术在研究、应用领域也在不断开拓。
在研究领域建立了更广泛的研究环境和工程环境, 包括国家CIMS 实验工程研究中心和7 个单元技术开放实验室(集成化产品设计自动化实验室、集成化工艺设计自动化实验室、柔性制造工程实验室、集成化管理与决策信息系统实验室、集成化质量控制实验室、CIMS 计算机网络与数据库系统实验室、CIMS 系统理论实验室)。
当前, CIMS 的进一步试点推广应用已经扩展到机械、电子、航空、航天、轻工、纺织、冶金、石油化工等诸多领域, 正得到各行各业越来越多的关注和投入。
如北京第一机床厂早在1995年就采用了CIMS;诸暨电动工具厂也采用了CIMS,还有如长安汽车公司、甘肃兰化化纤厂、唐钢高线厂、优兰发纸业、杭州三联电子有限公司等许多制造型企业都采用了CIMS,并取得了很好的效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第31卷㊀第12期2016年12月㊀㊀㊀㊀㊀㊀㊀液晶与显示㊀㊀㊀C h i n e s e J o u r n a l o fL i q u i dC r y s t a l s a n dD i s p l a ys ㊀㊀㊀㊀㊀V o l .31㊀N o .12㊀D e c .2016㊀㊀收稿日期:2016G08G30;修订日期:2016G10G18.㊀㊀∗通信联系人,E Gm a i l :w e i c h e n @b o e .c o m.c n文章编号:1007G2780(2016)12G1118G06具有管控液晶面板设备工艺参数的制造执行系统的技术研究陈㊀蔚∗,张雯旭,冯㊀举,张㊀璞(成都京东方光电科技有限公司自动化技术部,四川成都611731)摘要:由于液晶显示行业材料成本高且生产工艺复杂,不同尺寸的产品需切换不同的工艺参数,频繁换模造成了对工艺参数难以把控,一旦出现将造成较大亏损.本文提出对制造执行系统M E S 进行模块增加,形成一种具有智能化管控工艺参数的设计方案.这种新方案使得M E S 可以实时管控生产工艺参数,并提供后期数据分析,减少生产过程中的人为风险,以提高生产过程的稳定性.关㊀键㊀词:液晶显示;制造执行系统;工艺参数;实时管控中图分类号:T N 873+.93㊀㊀文献标识码:A㊀㊀d o i :10.3788/Y J Y X S 20163112.1118M a n u f a c t u r i n g e x e c u t i o n s ys t e m w i t h t h e p a r a m e t e r c o n t r o l o fT F TL C De q u i pm e n t s C H E N W e i ∗,Z H A N G W e n Gx u ,F E N GJ u ,Z H A N GP u (B O E C D F A ,C h e n gd u 611731,C h i n a )A b s t r a c t :D ue t o t h eh i g hc o s t of t h eT F TL C D m a t e r i a l s ,d i f f e r e n t t y pe s of p a r a m e t e r s a n d t h eu n Gc o n t r o l l e d p a r a m e t e r s i n t h e f r e q u e n t c h a ng e .C o m p a n i e sw i l lm a k eh u g e l o s si f t h e y c a nn o tm a n a ge a l l t h ef a c t o r sw e l l d u r i ng th e p r o d u c ti o n .T h i s p a p e r p r o p o s e s a r e a l Gt i m e i n t e l l i g e n t d e s i gnm e t h o d o f p a r a m e t e r c o n t r o l b y a d d i n g e x t r am o d u l e s ,s o t h a tm a n u f a c t u r i n g e x e c u t i o n s y s t e m (M E S )c a n t i m e l y m o n i t o r t h e p r o c e s s p a r a m e t e r s ,a n a l y s i s d a t a a n d r e d u c e h u m a n r i s k f a c t o r s .T h e r e f o r e ,t h e s t a b i l i t y of t h e p r o d u c t i o n p r o c e s sw i l l b e i m pr o v e dw i t h r e a l Gt i m e c o n t r o l .K e y w o r d s :T F TL C D ;m a n u f a c t u r i n g e x e c u t i o n s y s t e m ;p r o c e s s p a r a m e t e r ;r e a l Gt i m e c o n t r o l 1㊀引㊀㊀言㊀㊀液晶显示产业是一个需求旺盛的产业,高产量加大了生产管理的难度,一方面液晶面板生产工艺步骤繁多,生产模式具有小批量多品种的特点[1],另一方面液晶面板生产设备,生产原料昂贵,所以需要对液晶面板生产过程进行有效的管理,提高生产可控性,提高良率与效益.目前,在液晶显示行业普遍采用制造执行系统M a n u f a c t u r i n g E x e c u t i o nS y s t e m [2](M E S )来协助生产控制,同时也经常采用统计过程控制S t a t i s t i c a l P r o c e s sC o n t r o l (S P C )或F a u l tD e t e c Gt i o na n dC l a s s i f i c a t i o n (F D C )系统来辅助管控生产工艺参数.S P C 是一种借助数理统计方法的过程控制工具,它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的.传统的S P C 分析的数据获取都是通过人工输入完成的,数据量小,精度差,只能分析某个时间段的质量状况,即使具有自动化收集数据功能的S P C 也只能对特定类的测试工序进行监控,无法对生产线中所有的工序进行实时的监控及分析;而F D C 系统则是通过特定协议收集所有设备的重要参数进行统一分析整理,并且能管控其参数,但是目前F D C 系统无法与M E S 系统进行高可靠性信息交互,所有的报警与分析结果只能在F D C 系统查看,并且F D C 系统前期投入高(几百万人民币),特别是对于一些运行多年的工厂来说,还会牵涉设备改造,投入难度大,且影响产能,投入与收益不成正比;因此,有必要开发一种能够辅助M E S 进行高实时性的工艺参数管控的方法,以实现对液晶屏生产过程进行实时管控,本文主要以此设计方法进行论述研究.2㊀系统方案分析及设计2.1㊀系统方案需求分析由于液晶屏的制造过程相当复杂,生产工序达到上百甚至更多,相应的生产设备及检测设备也非常多,这些设备的重要工艺参数在生产过程中的变化情况对品质㊁技术人员来说非常重要,同时由于液晶生产线的产量大,短时间的停顿就会造成百万的损失,所以对工艺参数的实时监控与分析,在发生问题之前采取预防措施和及时处置尤为重要,怎么对数据进行实时监控与分析[3]是一个问题,而且需要能够同时监控生产线中各个工序设备的状态[4].图1㊀M E S 信息流程F i g.1㊀M E SP r o c e s sF l o w 现有的M E S 系统没有对工艺数据进行有目的的收集而且无法满足对工艺数据进行实时分析管控[5],如图1,如需对工艺数据进行实时管控分析必须借助S P C 系统或者F D C 系统,但是现有的S P C 系统却无法满足或者虽然可以部分满足却无法全部满足上述对液晶屏幕生产过程进行实时监控的需求.2.2㊀系统方案设计根据上节分析,M E S 需要实现工艺参数的实时管控[6]就需要设计额外的功能模块[7],总体方案如图2,具体流程步骤如图3.图2㊀系统方案图F i g .2㊀S y s t e ms c h e m a t i c d i a gr am 图3㊀系统流程F i g .3㊀S ys t e m F l o w 9111第12期陈㊀蔚,等:具有管控液晶面板设备工艺参数的制造执行系统的技术研究3㊀系统各模块设计本系统可以分为5个模块[8],数据获取模块,数据处理模块,预定规则获取模块,数据管控模块,数据查看模块.数据获取模块先获取所述生产过程中一个或多个加工设备及工序的工艺参数,数据处理模块再对获取的工艺参数进行分析处理,在根据预定规则,对所述工艺参数进行管控及对应流程操作,最后在数据查看模块里查看对应工艺参数数据[9].3.1㊀数据获取的设计其设计从稳定性,实时性多方面考虑,设备与设备接口系统通信之间采用国际S E M I组织的S E C S I I的H S M S协议,此协议基于T C P/I P协议,速度与传统工业R S232的通信方式相比较,从20k b/s的速度提升到100M b/s,甚至1000M b/s;工艺参数通过H S M S协议传给设备接口系统,再通过获取工艺参数模块写入对应的数据库(O R A C L E),写入的规则通过软软件设定,软件可以使用O R A C L E提供的P R O∗C语言实现,这样从而实现一个或者多个设备,甚至多个参数的高效率收集到数据库,具体算法流程如图4.图4㊀数据获取F i g.4㊀D a t a c o l l e c t i o n f l o w3.2㊀数据处理的设计考虑到现有液晶屏生产工艺参数具有量大,复杂,解析困难的特点,故在设计数据处理模块的时候需包含对工艺参数进行分类,排序,精度处理,偏差修正的功能,以满足技术人员对工艺参数的各种定制化处理的要求,依据以上原则设计了数据处理的算法,流程如图5.图5㊀数据处理流程F i g.5㊀D a t a p r o c e s s i n g f l o w3.3㊀获取预定规则的设计其设计采用设置预定规则的方式,考虑到现在工业大数据发展趋势,预定规则将包含两种方式:一种是传统的固定规则设置,一种是结合大数据分析原理,建立解析模型,将工艺参数进行时间序列分析,按照模型进行规则自适应变化[10],从而实现智能化管控,流程如图6.图6㊀获取规则F i g.6㊀A c q u i r i n g R u l e s 3.3.1㊀本设计的关键点在于如何获取预定规则:(1)固定规则在工艺参数收集之前,通过在开发的M E SGU s e r I n t e r f a c eC l i e n t(U I C)界面里登录工艺参数固定规定规则的界面,根据设备,工序,工艺参数类型,产品分类注册实现;(2)动态规则是通过开发的M E SGU I C登录工艺参数动态规则界面设定自动生成模型,根据模型设定的设备,工序,工艺参数类型,产品分类,时间自动生成对应管控规则;一般固定规则的方式已经足以满足现有液晶0211㊀㊀㊀㊀液晶与显示㊀㊀㊀㊀㊀㊀第31卷㊀显示制造工厂的管控需求,如果对管控有高要求,且需要通过分析的方式才能制定对应管控规则,则采用动态规则的方式,并且动态方式对硬件设备及建模管理人员业务水平会有一定要求.3.4㊀数据管控的设计数据管控的方式,是基于M E S 模块化开发设计,这样可以使得M E S 本身具有管控工艺参数的功能,同时也实现了与M E S 高实时性交互,如出现超出管控规则的数据,则进行对应设定的处理流程,如自动推送消息对应人员,或HO L D 住在制品,并将结果保存到数据库,以便后期追溯,具体算法流程如图7.图7㊀数据管控的流程F i g.7㊀D a t a c o n t r o l f l o w 3.5㊀数据查看的设计根据用户需求设计界面,通过选定产品型号,工艺参数类型,查看时间段,数量等参数后,以图表的方式显示出对应的工艺参数变化情况,以便后期数据分析及数据追踪使用,具体以图8为例.图8㊀数据查看的流程图F i g.8㊀D a t a v i e wf l o w 4㊀实㊀㊀验为了检测该工艺参数管控功能是否有效,以3.1所述设计,搭建由模拟工艺设备软件㊁o r c a l e测试数据库㊁具有工艺参数管控的M E S 组成的实验系统.以下实验中涉及的工艺参数名㊁管控值及图形均为虚拟值,仅供实验使用.4.1㊀实验方法由于主要是检验管控策略是否有效,因此对实验过程做了一定简化,只以P R E S S U R E ㊁E S D _A ㊁E S D _B ㊁H D I XI D 这四类液晶屏工艺参数为例,通过人为使用模拟工艺设备软件模拟上传这四类工艺参数给M E S ,看是否能获取设定的管控规则,监控工艺参数,若其超出范围,并进行对应报警等操作,最后在以3.1所述设计的M E S 软件上查看对应工艺参数的历史数据.实验按以下两种方式进行:(1)固定规则实验,为区分实验效果,手动设置的管控规则与动态获取的规则不一致,使用模拟设备软件上传工艺参数数据每类各30次,其中需包含规则以外的数据;(2)动态规则实验,先在测试数据库导入样本数据约100万条,在系统根据建模自动获取到对应管控规则以后,使用模拟设备软件上传工艺参数数据每类各30次,其中需包含规则以外的数据;4.2㊀判定标准上传工艺参数超出管控规则以外,M E S 进行报警,且HO L D 住在制品,并通过软件查看工艺参数历史数据及报警记录.4.3㊀实验结果手动设定固定规则实验,当模拟软件上传工艺参数,当超过设置的规则时候,M E S 系统会根据设定的报警规则操作,如自动推送报警信息,HO L D 对应在制品,效果如表1,查看P R E S S U R E 参数状态历史如图9.动态规则实验,同样的测试方法,同样实现了工艺参数的管控,效果如表2.但是动态规则实验在实际使用情况中,对建模要求高,需要对应人员对相应生产非常熟悉了解才行,不然得出规则可能并不能满足实际生产情况,还需要人为后期调整自动得出的规则,而且在模拟软件开启到一定数量,且上传工艺参数样本数据量大(千万级数据)的时候,对M E S 系统自动化分析负荷要求会提高,并且会造成M E S 计算时间变长,服务器负荷能力加大,有可能会影响M E S 现有的正常业1211第12期陈㊀蔚,等:具有管控液晶面板设备工艺参数的制造执行系统的技术研究务,所以使用这种方式,需要对M E S 服务器进行对应的负荷评估,或者采用额外的分析服务器来做替代处理.表1㊀管控实验结果T a b .1㊀C o n t r o l t e s t r e s u l t工艺参数手动设定管控值实验次数异常值结果P R E S S U R E 164~172(数值)30次172 2管控成功E S D _A 0 6~0 7K V (数值)30次1 1K V 管控成功E S D _B 0 3~0 4K V(数值)30次0 1K V管控成功H D I XI DD 12(字符)30次M 12管控成功图9㊀管控图形F i g.9㊀C o n t r o l c h a r t 表2㊀管控实验结果T a b .2㊀C o n t r o l t e s t t e s u l t工艺参数手动设定管控值实验次数异常值结果P R E S S U R E164~172(数值)30次180管控成功E S D _A 0 6~0 7k V (数值)30次1 1k V 管控成功E S D _B 0 3~0 4k V(数值)30次0 2k V管控成功H D I XI DD 12(字符)30次M 23管控成功5㊀结㊀㊀论通过实验验证,在结合了现有工业大数据的概念下,M E S 系统实现了对半导体制造行业的生产工艺参数的管控,不需要额外依靠S P C 或F D C等系统,减少了新建或开发系统成本,提供了一种对现有工厂进行M E S 技术改造的低成本的方案,满足了设计的基本要求.从理论上分析,采用固定规则的方式足以满足行业现有的生产工艺参数管控需求,如需自动获取动态规则的,则需要对M E S 服务器进行对应的负荷评估,或者采用专业的分析服务器来做替代,以便取得更好的效果.参㊀考㊀文㊀献:[1]㊀张鹏伟,苏秦,刘威延.面向小批量生产过程的贝叶斯控制图经济设计[J ].系统工程学报,2012,27(1):111G118.Z HA N GP W ,S U Q ,L I U W Y.E c o n o m i cd e s i g no f aB a y e s i a nc h a r t f o r s h o r t Gr u n p r o d u c t i o n [J ].J o u r n a l o fS y s t e m sE n g i n e e r i n g ,2012,27(1):111G118.(i nC h i n e s e )[2]㊀翟军华,苏通.液晶面板制造业中制造执行系统的设计与实现[J ].液晶与显示,2014,29(1):60G64.Z HA I JH ,S U T.D e s i g n a n d i m p l e m e n t a t i o no fm a n u f a c t u r i n g e x e c u t i o n s y s t e mf o rT F T GL C D m a n u f a c t u r i n g en Gt e r p r i s e s [J ].C h i n e s eJ o u r n a l o f L i q u i dC r y s t a l s a n dD i s p l a ys ,2014,29(1):60G64.(i nC h i n e s e )[3]㊀孙远涛,张洪田.基于紫外吸收光谱技术的混合气体S O 2和H 2S 浓度的实时监测[J ].发光学报,2015,36(3):366G369.S U N Y T ,Z HA N G H T.R e a l Gt i m em o n i t o r i n g f o r t h e c o n c e n t r a t i o n s o f S O 2a n dH 2Sm i x e d g a s b y u l t r a v i o l e t a b Gs o r p t i o n s p e c t r o s c o p y d e t e c t i o n t e c h n i q u e [J ].C h i n e s eJ o u r n a l o f L u m i n e s c e n c e ,2015,36(3):366G369.(i nC h i Gn e s e)[4]㊀曾怡帅,杨友良,马翠红.有尘环境多组分气体成分检测系统的设计[J ].发光学报,2016,37(7):859G865.Z E N G YS ,Y A N G YL ,MAC H.D e s i g n o f t h e d e t e c t i o n s y s t e mo fm u l t i c o m p o n e n t g a s c o m po s i t i o n i nd u s t e n G2211㊀㊀㊀㊀液晶与显示㊀㊀㊀㊀㊀㊀第31卷㊀v i r o n m e n t [J ].C h i n e s eJ o u r n a l o f Lu m i n e s c e n c e ,2016,37(7):859G865.(i nC h i n e s e )[5]㊀俞春,李艳霞,金毳,等.数字校园数据监控平台的研究与应用[J ].计算机科学,2012,39(S 2):215G218.Y U C ,L IYX ,J I NC ,e t a l .R e s e a r c h a n d p r a c t i c e o f u n i v e r s i t y d a t am o n i t o r i n gp l a t f o r m [J ].C o m pu t e rS c i e n c e ,2012,39(S 2):215G218.(i nC h i n e s e)[6]㊀吴剑强,荣冈.先进控制软件集成实时数据平台的分析与设计[J ].计算机应用研究,2004,21(12):53G55.WU JQ ,R O N G G.A n a l y s i s a n dd e s i g no f i n t e g r a t e d r e a l Gt i m e p l a t f o r mf o r a d v a n c e p r o c e s s c o n t r o l [J ].A p pl i c a Gt i o nR e s e a r c ho f Co m p u t e r s ,2004,21(12):53G55.(i nC h i n e s e )[7]㊀喻道远,彭宁,黄刚.可重构M E S 体系结构研究[J ].现代制造工程,2007(4):13G17.Y U D Y ,P E N G N ,HU A N G G.R e s e a r c ho nr e c o n f i g u r a b l e m a n u f a c t u r i n g e x e c u t i o ns ys t e m a r c h i t e c t u r e [J ].M o d e r n M a n u f a c t u r i n g E n g i n e e r i n g ,2007(4):13G17.(i nC h i n e s e )[8]㊀蔡宗琰,龙玲,李亚白,等.制造执行系统的功能设计[J ].计算机工程与应用,2005,41(7):179G182.C A I ZY ,L O N GL ,L IYB ,e t a l .F u n c t i o n a l d e s i g n o fm a n u f a c t u r i n g e x e c u t i o n s y s t e m [J ].C o m p u t e rE n gi n e e r Gi n g a n dA p pl i c a t i o n s ,2005,41(7):179G182.(i nC h i n e s e )[9]㊀李朝辉,范瑜,陈如亮.构件化可重构制造执行系统研究与实现[J ].计算机工程,2006,32(11):111G113,118.L I Z H ,F A N Y ,C H E N RL .R e s e a r c ha n d i m p l e m e n t a t i o no f r e c o n f i g r a b l e c o m p o n e n t Gb a s e dm a n u f a c t u r i n g ex e Gc u t i o n s y s t e m [J ].C o m p u t e rE n g i n e e r i n g ,2006,32(11):111G113,118.(i nC h i n e s e )[10]㊀程学旗,靳小龙,王元卓,等.大数据系统和分析技术综述[J ].软件学报,2014,25(9):1889G1908.C H E N G X Q ,J I N XL ,WA N G YZ ,e t a l .S u r v e y o nb i g d a t as y s t e ma n da n a l y t i c t e c h n o l o g y [J ].J o u r n a l o fS o ft w a r e ,2014,25(9):1889G1908.(i nC h i n e s e )作者简介:陈蔚(1982-),男,四川内江人,高级工程师,2006年毕业于西南交通大学信息科学与技术学院,主要从事M E S 系统的开发㊁优化及维护.E Gm a i l :w e i c h e n @b o e .c o m.c n3211第12期陈㊀蔚,等:具有管控液晶面板设备工艺参数的制造执行系统的技术研究。