包薄膜衣生产记录
片剂包衣岗位标准操作规程
片剂包衣岗位标准操作规程1.目的:建立标准的片剂包衣岗位操作规程,以确保操作的规范进行,从而保证产品的质量。
2.范围:适用于本公司生产车间片剂包衣岗位的生产操作。
3.责任:岗位操作人员、岗位管理人员、车间管理人员、QA对本规程的实施负责。
4.内容:4.1 班前检查4.1.1 厂房及附属设施4.1.1.1 检查操作间的顶棚、四壁(包含窗户)、地面及其交接处是否清洁。
4.1.1.2 检查操作间内的所有管道、风口、灯具及灯具与墙壁或顶棚的交接处是否清洁。
4.1.1.3 检查进入操作间的水、电、气、汽供应是否正常,是否满足生产要求。
4.1.1.5 捕吸尘设施是否清洁、正常可用。
4.1.2 空气净化系统4.1.2.1 洁净室的温度是否控制在18~26℃,相对湿度是否控制在45~65%,是否有记录;要求本生产岗位操作间应保持相对负压,并观察压差指示装置,与相邻房间静压差大于5Pa。
4.1.2.2 确认进入洁净室的空气是否净化,微生物数和尘粒数的监控是否在有效期内,是否符合生产要求。
4.1.3 设备、仪器、仪表、量具、衡器4.1.3.1 生产、检验用设备、仪器是否已清洗、消毒(灭菌),状态标志是否明显。
4.1.3.2 生产用仪器、仪表、量具、衡器其适用范围和精密度是否符合生产要求,是否有状态标志及校验合格证,是否合生产和检验要求。
4.1.3.3 所有设备、仪器、仪表、量具、衡器是否定置放置,处于待生产状态。
4.1.4 物料4.1.4.1 药品生产过程所需原辅料、中间产品,是否有检验合格或明显的标签标示可用。
4.1.5 文件4.1.5.1 生产用现行标准文件(片剂包衣岗位标准操作规程)是否齐全。
4.1.5.2 上次记录或凭证是否填写完整;本次生产用记录和凭证是否准备齐全。
4.1.5.3 有质量部QA核发的清场合格证,说明生产环境及室内的物品均符合生产要求。
4.2 生产前准备工作:4.2.1 岗位操作人员到达现场后,应先检查上一班次的清场情况,是否有清场合格证,并检查是否在有效期内,如超过有效期,则按本岗位“清场标准操作规程”,进行清场。
批生产记录--模板

主要设备
胶塞清洗机(设备编号)、电子秤(设备编号)
计划产量
瓶
执行SOP
操作指令
记录
操作人
复核人
胶塞洗涤灭菌标准操作程序
全自动胶塞清洗机标准操作程序
准备(班组质检员执行):
1)确认岗位有效期内的《清场合格证》,并附批记录。
2)确认设备内、生产线、生产区内无上次生产遗留物品,无与生产无关的物品。
3)确认操作间相对A/B级区负压>10pa、
7)“自动上料”时将待清洗胶塞(<46000个)加入料斗。漂洗后QA人员取样检查洗涤胶塞的注射用水的可见异物及细菌内毒素应合格。
8)灭菌结束时,记录灭菌结束时间。
9)打印灭菌曲线,确认灭菌温度、时间应符合要求。
10)灭菌曲线签字后附在本记录后面。
11)通知灌装岗位灭菌结束时间。
12)允许卸料后QA人员取样检查胶塞外观应合格。
3)确认操作间相对A/B级区负压>10pa、
温度18~35℃、
相对湿度45~75%。
4)确认设备、器具在清洁有效期内。
5)确认注射用水、纯化水、电、压缩空气供应正常。
6)设备试运转正常。
7)洗瓶机及隧道烘箱挂“运行中”状态标志。
8)岗位挂“正在生产”状态标志。
:
□已进行
□已进行
Pa
℃
%
□确认
□确认
□正常
13)清洗100支供QA人员检查合格。
14)确认烘箱温度升到设定温度后,关闭网带。
15)开始连续清洗,西林瓶进入隧道烘箱进行干燥、灭菌和除热原。
16)每小时检查记录一次注射用水压力、循环水的温度和压力、压缩空气压力、洗灌间压差。
□确认
药物制剂技术一周实训总结
实训总结短短一周的实训过去了,时间虽短,但让我学习了更多,感觉自己就像是一个真真正正的药物制剂工!这一周我学到了制粒、压片、包衣工艺及其设备的工作原理,通过实训的动手操作,巩固了所学的理论知识。
实训动员,星期一下午,虽然刚结束调制实训就得接着上制剂实训了,但同学们都还是个个精神饱满的对接下来的制剂实训充满着好奇。
来到实训车间外同学们都拿到一双鞋套,我们陆陆续续的进入了实训车间,一路走过的操作间里都摆放了许多的生产设备,我们集中到一个较为宽敞的操作间进行实训前的动员大会,老师一一为我们解说各自的具体操作原理及其注意事项。
一、制粒动员大会结束后,我们被分成了三个小组,我处于第一小组,做的是湿法制粒,老师一边解说一边操作给我们看,先是生产前的准备工作,接下来是操作阶段,整个过程都不是很难,启动设备后测试是否正常,根据不同产品的工艺要求、加入适量的黏合剂制成合格的颗粒。
然后进行干燥操作、制成符合规定要求的干燥颗粒。
之后用摇摆式颗粒机进行整粒、然后加入润滑剂、外加崩解剂用干混机进行总混,总混后处理颗粒。
记录整个过程的生产操作记录,清场二、包衣星期二,今天被安排做包衣,所谓包衣,就是将压制合格的素片,采用制法,在素片表面均匀地涂上粉层、糖衣、色层或薄膜。
生产前准备结束后就开始开始包衣操作啦,按照工艺规程中处方及制备方法配制包衣液。
按设备操作规程安装蠕动泵管。
将筛净粉尘的片芯加入包衣滚筒内,开启包衣滚筒,低速转动。
开启排风,然后开启加热预热片芯。
按设备操作规程安装调整喷嘴(包薄膜衣)或滴管(包糖衣),按工艺要求调整喷嘴或滴管的位置。
包薄膜衣时要调整压缩空气至合适压力。
在滚筒外面进行试喷或试滴。
试喷时根据喷雾情况调整蠕动泵转速,并调整喷枪顶端的调整螺钉,增加或减少喷雾压力,使其达到理想要求。
待“出风温度”升至规定温度时开始包衣。
包糖衣,根据工艺要求,按包隔离层、粉衣层、糖衣层、有色糖衣层、打光的次序进行包衣。
按少量多次,逐层干燥原则。
QA标准
QA检查标准根据公司领导要求,结合本公司目前生产剂型和生产实际状况,特制定QA人员下车间检查工作标准如下:一、按照生产计划,QA指派人员到生产车间进行质量监控、现场跟踪、产品抽查、抽检。
QA人员工作重点是管理好车间人员(即操作工)和关键工段(配料、制粒、烘干、充填、压片、颗粒分装)的监管和检测,确保各关键工段产品质量检测指标达到中间产品内控标准。
二、去中药提取车间检查标准:查生产状态标志,看其内容是否齐全(生产品名、产品批号、生产日期、投料数量),批生产记录是否在操作岗位现场,记录是否及时、真实、完整地填写。
前处理工段:按生产指令进行领用经检验合格的物料,中药材挑选、清洗,浸泡、烘干或处理后,检查应无杂质、无异物、无不可药用部位,无本次生产处方中规定外药材。
查药材是否按工艺规定切药,片:极薄片0.5mm以下,薄片1~2mm,厚片2~4mm,段:长10~15mm,块:8~12mm的方块。
投料称量时,检查称量是否准确,计量器具是否有效、是否在有效期内,是否有人复核。
提取工段:在生产现场检查以下几点:1.醇提-配制乙醇浓度是否正确,投放量是否准确。
2.水提-投放量是否按工艺规定量投放,投放量是否准确。
查煎煮次数、加多少倍量的水,检查生产与批准的工艺规定是否吻合。
生产品种煎煮工艺规定见下表:3.浓缩-减压浓缩一般温度60~70℃,真空度-0.08MPa。
4.乙醇回收-一般温度60℃,真空度-0.06至-0.08MPa。
5.收膏-例如复方血栓通,浓缩至相对密度为 1.10~1.12(60℃)的清膏。
(具体品种工艺规定的指标见下表)本公司常年生产品种工艺规定如下:干燥制粒工段:本工段检查三个项目:鉴别、水分、含量测定。
生产现场检查温度、压力、真空度、干燥时间,一步制粒检查进风口温度、出风口温度、干燥时间,粒度大小适宜。
胶囊剂颗粒如在沸腾制粒机内干燥,干燥时间应充分保证,最终确保中药胶囊剂中间产品水分控制在 5.0%以内。
中药制药技术 教案-片剂的包衣

《中药制剂技术分析》课程-微教材in(40~55℃),重复以上操作,直到片剂的棱角消失,一般包15~18层。
材料:常用润湿黏合剂有糖浆、明胶浆、阿拉伯胶浆或糖浆与其他胶浆的混合浆。
常用撒粉是滑石粉、蔗糖粉、白陶土、糊精、淀粉等。
常用的糖浆浓度为65%(g/g)或85%(g/ml),滑石粉为过100目筛的粉。
(3)糖衣层概念:指粉衣层用糖浆润湿并干燥,使片剂外包一层蔗糖结晶形成的衣层。
药片的粉衣层表面比较粗糙、疏松,再包糖衣层使其表面光滑细腻、坚实美观。
操作与包粉衣层相似,一般包10~15层。
(4)有色糖衣层糖衣片多着色,使药片更美观,又便于识别或起遮光作用。
与上述包糖衣层的工艺完全相同,只是糖浆中添加了食用色素,一般约需包制8~15层。
(5)打光打光一般用四川产的川蜡,将片剂与适量蜡粉共置于打光机中旋转滚动,充分混匀,使糖衣外涂上极薄的一层蜡,使药片更光滑、美观,兼有防潮作用。
包糖衣过程中可能出现的问题和解决办法:(1)糖浆不黏锅若锅壁上蜡未除尽,可出现粉浆不黏锅,应洗净锅壁或再涂一层热糖浆,撒一层滑石粉。
(2)黏锅可能由于加糖浆过多,黏性大,搅拌不匀。
解决办法是保持糖浆含量恒定,一次用量不宜过多,锅温不宜过低。
(3)片面不平由于撒粉太多、温度过高、衣层未干又包第二层。
应改进操作方法,做到低温干燥,勤加料,多搅拌。
(4)色泽不匀片面粗糙、有色糖浆用量过少且未搅匀、温度过高、干燥太快、糖浆在片面上析出过快,衣层未干就加蜡打光。
解决办法是采用浅色糖浆,增加所包层数,“勤加少上”控制温度,情况严重时洗去衣层,重新包衣。
(5)龟裂与爆裂可能由于糖浆与滑石粉用量不当、芯片太松、温度太高、干燥太快、析出粗糖晶体,使片面留有裂缝。
进行包衣操作时应控制糖浆和滑石粉用量,注意干燥温度和速度,更换片芯。
(6)露边与麻面原因是衣料用量不当,温度过高或吹风过早。
解决办法是注意糖浆和粉料的用量,糖浆以均匀润湿片芯为度,粉料以能在片面均匀黏附一层为宜,片面不见水分和产生光亮时再吹风。
76-片剂(薄膜衣片)外观的检查

STANDARD OPERATING PRO CEDRE1、目的:阐述压片和包衣过程中,药片外观缺陷(包括片子大小)测定检查的规程。
2、范围:适用于压片和糖衣片工序全过程。
3、仪器:正常室内光线200----500lux下,白均灯以纯白色背景作对照(一张白纸)进行检查。
用0.1mm精度,带有扁平测量端口的测量仪检查药片的大小。
4、取样:4.1压片开始:直接从压口取出100药片。
4.2压片过程中:扫IPC所规定的时间间隔,每次取100片药片。
4.3包衣后:从每锅包衣片中取100片。
5、方法:将所取的药片全部放在一张白纸上。
5.1压片开始:检查所有的药片是否从同类冲头中压出。
按IPC记录的规定比较药片的外观。
首先检查药片“一般印象”,然后按下面SOP5.2规定的内容作详细的检查。
将药片的颜色与标准片(每批至少由20片组成)比较。
标准片预先由质管部门挑选出,并经过生产部门同意。
5.2压片过程和包衣后:5.2.1一般印象:首先,在一般观察距离内检查100片药片样品的外观,得出外观的一般印象。
把判断的结果记录在IPC记录上。
5.2.1.1把标准品的外观无差异 G1=0分5.2.1.2与标准品的外观有一些差异 G1=1分5.2.1.3与标准品的外观有很大差异 G1=3分STANDARD OPERATING PRO CEDRE例如:几个很小的黑点,或表面有较小的损伤。
5.2.1.4明显次于标准品的外观 G1=10分如果一般印象记录等于或小于3分钟不必再进行详细检查(DE),必须将下列内容记录在IPC记录上;----哪方面的外观差异;----有外观差异片的大致数量。
5.2.2详细检查:详细检查所有样品片的一面。
将缺陷分数记录在IPC记录上;5.2.2.1 10以下带有同类小缺陷的药片DE=0分5.2.2.2 11-20片具有以上具有同类小缺陷或者5-10片具有明显同类缺陷DE=1分。
5.2.2.3发现20片以上具有同类小缺陷或11-20片具有明显缺陷DE=3分3-10片具有同类很明显的缺陷或1片明显损坏、变形或污染的片子。
PF1600包薄膜衣工序记录(一)
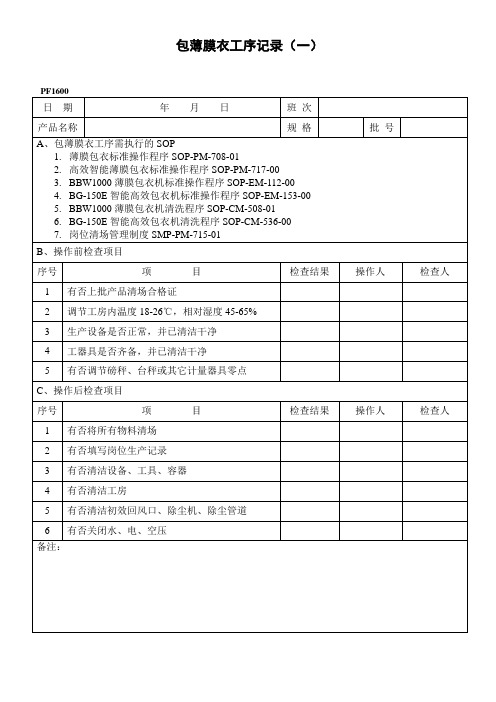
7.岗位清场管理制度SMP-PM-715-01
B、操作前检查项目
序号
项目
检查结果
操作人
检查人
1
有否上批产品清场合格证
2
调节工房内温度18-26℃,相对湿度45-65%
3
生产设备是否正常,并已清洁干净
4
工器具是否齐备,并已清洁干净
5
有否调节磅秤、台秤或其它计量器具零点
C、操作后检查项目
序号
项目
检查结果
操作人
检查人
1
有否将所有物料清场
2
有否填写岗位生产记录
3
有否清洁设备、工具、容器
4
有否清洁工房
5
有否清洁初效回风口、除尘机、除尘管道
6
有否关闭水、电、空压
备注:
包薄膜衣工序记录(一)
PF1600
日期
年月日
班次
产品名称
规格
批号
A、包薄膜衣工序需执行的SOP
1.薄膜包衣标准操作程序SOP-PM-708-01
2.高效智能薄膜包衣标准操作程序SOP-PM-717-00
3.BBW1000薄膜包衣机标准操作程序SOP-EM-112-00
4.BG-150E智能高效包衣机标准操作程序SOP-EM-153-00
包衣技术

包糖衣技术1、包衣单糖浆:向夹层锅中加入规定量纯化水,再加入蔗糖,加热至沸腾,搅拌使糖完全溶解后,保持沸腾状态10分钟,制成略粘稠溶液,称重,备用。
胶糖浆:将规定量桃胶加入量杯中,加入纯化水,在温水浴中加热至桃胶完全溶解,再加入单糖浆,混合均匀,称重,备用。
混合浆:向夹层保温罐中加入规定量单糖浆,再加入滑石粉,加热至75-85℃,搅拌均匀,保温备用。
隔离层:设定包衣锅转数为7-9转/分,通入60-70℃热风,将片子预热到35-40℃,将配好的胶糖浆一次加入,干燥35-50分钟。
记录胶糖浆用量。
粉衣层:设定包衣锅转数7-9转/分,进风温度60-70℃,启动蠕动泵,向包好隔离层的片子分次喷入混合浆,匀浆。
重复上述操作。
包衣层数为20-25层。
记录混合浆用量。
外观质量:片面无棱角。
糖衣层:设定包衣锅转数为7-9转,向包好粉衣层的片子分次加入单糖浆,匀浆。
重复上述操作。
包衣层数为10-15层。
记录单糖浆用量。
外观质量:片面光滑细腻.打光:设定包衣锅转数为7-9转。
向包好的片子加入0.14kg虫白蜡,在包衣锅的转动中滚光,至片面光亮、色泽均一,无花斑。
晾片:晾片时间:8小时以上选片:将包衣片装入洁净的容器中,挑出缺角、裂片、花斑、片面不整等次品。
补充一点;1.配制好的糖浆最好经纱布(2-3层)过滤,除去杂质,使包衣更漂亮。
2.片芯硬度要大,为深弧型冲头压出的片子。
3.单糖浆每次加入量一般每公斤片子20ml左右。
4.打光,一般每公斤片子加入川蜡1-2g。
二、包糖衣时易出现的问题中草药制成素片后,大多都需要包糖衣(特别时浸膏片)。
在实际操作中常遇到如下的问题1、粘片多发生在包隔离层。
原因是素片表面不光华,单糖浆加入过量且温度低,水分蒸发慢,搅拌不及时,彼此粘附所致。
对策:一是糖浆应控制在40℃~50℃,与素片的比例宜为800~900ml/30kg。
二是糖浆的含糖量应恒定,宜为360g/L。
三是搅拌要及时,均匀,锅温保持在50℃.2、露边当颗粒含水量多,加之压力调节不当,素片多有毛边。
QA标准
QA检查标准根据公司领导要求,结合本公司目前生产剂型和生产实际状况,特制定QA人员下车间检查工作标准如下:一、按照生产计划,QA指派人员到生产车间进行质量监控、现场跟踪、产品抽查、抽检。
QA人员工作重点是管理好车间人员(即操作工)和关键工段(配料、制粒、烘干、充填、压片、颗粒分装)的监管和检测,确保各关键工段产品质量检测指标达到中间产品内控标准。
二、去中药提取车间检查标准:查生产状态标志,看其内容是否齐全(生产品名、产品批号、生产日期、投料数量),批生产记录是否在操作岗位现场,记录是否及时、真实、完整地填写。
前处理工段:按生产指令进行领用经检验合格的物料,中药材挑选、清洗,浸泡、烘干或处理后,检查应无杂质、无异物、无不可药用部位,无本次生产处方中规定外药材。
查药材是否按工艺规定切药,片:极薄片0.5mm以下,薄片1~2mm,厚片2~4mm,段:长10~15mm,块:8~12mm的方块。
投料称量时,检查称量是否准确,计量器具是否有效、是否在有效期内,是否有人复核。
提取工段:在生产现场检查以下几点:1.醇提-配制乙醇浓度是否正确,投放量是否准确。
2.水提-投放量是否按工艺规定量投放,投放量是否准确。
查煎煮次数、加多少倍量的水,检查生产与批准的工艺规定是否吻合。
生产品种煎煮工艺规定见下表:3.浓缩-减压浓缩一般温度60~70℃,真空度-0.08MPa。
4.乙醇回收-一般温度60℃,真空度-0.06至-0.08MPa。
5.收膏-例如复方血栓通,浓缩至相对密度为 1.10~1.12(60℃)的清膏。
(具体品种工艺规定的指标见下表)本公司常年生产品种工艺规定如下:干燥制粒工段:本工段检查三个项目:鉴别、水分、含量测定。
生产现场检查温度、压力、真空度、干燥时间,一步制粒检查进风口温度、出风口温度、干燥时间,粒度大小适宜。
胶囊剂颗粒如在沸腾制粒机内干燥,干燥时间应充分保证,最终确保中药胶囊剂中间产品水分控制在 5.0%以内。
包衣岗位批生产记录
包衣片重量:kg
移交/入库:kg桶
移交人:接收人:日期:
备注:
操作人:复核人:工艺员: QA:
本记录的检查结果栏中,“是”或“符合要求”打“√”,否则应重新按规定处理达到要求。
操作间内温度是否在18-26℃之间?
操作间内相对湿度是否在45-65%之间?
确认工器具完好齐全,已清洁、消毒
检查确认设备完好,运行正常
核对物料品名、数量与生产通知单一致?
3、操作记录:
包衣处方及配制:胃溶型(XLAWG)薄膜包衣材料,纯化水,包衣粉量为片芯重量的4%,溶液固含量为16%。
将包衣材料缓缓加入装有已称量好纯化水的不锈钢桶中,边加边搅拌,投料完毕后,用200目滤布过滤至搅拌桶,再继续搅拌45分钟。
薄膜衣片要求成膜性好,外观光洁,颜色均一。应在60分钟内完全崩解,平均片重、重量差异符合规定。
领用素片量:Kg桶
领用人:发料人:日期:
胃溶型(XLAWG)薄膜包衣材料:_____g
纯化水:Kg
包衣起始时间:包衣终止时间:
预度设置:℃
进风温度:出风温度:
薄膜衣片外观:
包衣锅预热至50±5℃,转速为2r/min,空气压缩机压力为0.4Mpa。
将素片倒入包衣锅内,用50℃左右的热风将素片片芯预热至40℃,时间15-30分钟。启动空压机,压力≥0.4Mpa/cm2,开始用喷枪洒包衣液,喷雾速度与干燥速度相适宜,层层包衣至包衣材料完全掩盖底色。薄膜衣片置包衣锅中烘烤至干即可。
****制药有限公司
批生产记录
岗位操作规程:SOP-SC-118-00文件编码:RD-SC-110-00
包衣
岗位
批指令号
制药工程专业实验报告参考模板
制药工程专业课程实践报告年级:2010 级学号:20106774姓名:吴垒专业:制药工程指导老师:张起辉季金苟徐溢2013年7月4日一:三黄片的制备与检测一、实验目的和要求1、根据本次实验,回顾天然药物的实验内容;2、大概了解《中国药典》的主要内容;3、熟悉并掌握三黄片的制备与检测方法。
二、实验原理和方案1、药典是一个国家记载药品标准、规格的法典,一般由国家药典委员会组织编纂、出版,并由政府颁布、执行,具有法律约束力。
第一部《中国药典》1953年版由卫生部编印发行,以后陆续发行1963、1977、1985、1990、1995、2000、2005、2010年版共9个版次。
《中国药典》的特色之一是药品中包括中国传统药,为了更好的继承和发扬中国特色药,从1963年版开始把药典分为两部,一部收载中药,二部收载化学药、生物制品药。
它的的内容分为凡例、正文、附录和索引四部分,其中正文部分为所收载药品或制剂的质量标准,本次实验中的三黄片的标准既是由此而来。
2、三黄片【处方】大黄300g 盐酸小檗碱5g 黄芩浸膏21g【制法】以上三味,黄芩浸膏系取黄芩,加水煎煮三次,第一次1.5小时,第二次1小时,第三次40分钟,合并煎液,滤过,滤液加盐酸调节PH值至1~2,静置1小时,取沉淀,用水洗涤使PH值至5~7,烘干,粉碎成细粉。
取大黄150g,粉碎成细粉;剩余大黄粉碎成粗粉,加水回流提取三次,滤过,合并滤液,回收乙醇并减压浓缩至稠膏状,加入大黄细粉、盐酸小檗碱细粉、黄芩浸膏细粉及适量辅料,混匀,制成颗粒,干燥,压制成1000片,包糖衣或薄膜衣;或压制500片,包薄膜衣,即得。
【性状】本品为糖衣片,除去糖衣后显棕色;味苦、微涩。
【鉴别】(1)取本品,置显微镜下观察:草酸钙簇晶大,直径60~140μm(大黄)。
(2)取本品5片,除去糖衣,研细,取0.25g,加甲醇5ml,超声处理5分钟,滤过,滤液作为供试品溶液。
另备小檗碱和大黄的标准品溶液,照薄层色谱法(附录ⅥB)试验,取上述3种溶液各5μl,分别点于同一硅胶G薄层板上,以环己烷-乙酸乙酯(12:3)为展开剂,展开,取出,晾干,置紫外光灯(365nm)下检视。
020-工艺变更验证方案及报告

工艺变更验证报告制药厂1概述()工艺变更由于(物料、设备等因素的重大变更或技术改进)而改变生产工艺条件参数、调整工艺处方和生产操作规程所进行的工艺再验证。
本验证按既定的方案,分别在中试的3批和试产的前3批产品中进行,并考察产品的稳定性。
现根据验证结果的分析作以下报告。
2验证结果及结论2.1试产前处方和生产操作规程的验证。
检测人: 复核人: 日期:2.1.2稳定性试验稳定性加速试验结果温度:相对湿度:检测人:复核人:日期:2.1.3根据中试确定试生产处方和生产操作规程的要点2.2 试生产验证2.2.1 收料收料验证记录检测人:复核人:日期: 222粉碎、过筛工序检测人: 复核人: 日期:223邮,>孑»感2.241 干混过程干混过程验证记录检测人:复核人:日期:制粒过程验证记录检测人: 复核人: 日期:225干燥工序干燥工序验证记录检测人:复核人:日期:检测人: 复核人: 日期:总混工序验证记录检测人:复核人:日期:228压片工序压片工序验证记录(1)批号:压片工序验证记录(1)压片工序验证记录(1)批号:薄膜包衣工序验证记录检测人: 复核人: 日期:胶囊填充工序验证记录(1)批号:胶囊填充工序验证记录(1)批号:胶囊填充工序验证记录(1)批号:检测人:复核人:日期:稳定性加速试验结果检测人:复核人:日期:3验证总结通过对工艺变更的验证,证明本品变更的工艺生产的产品质量可靠、稳定,此工艺可纳入本品生产工艺规程并移交在生产。
工艺变更验证方案验证编号:SMP-VT-020-00制药厂目录1. 验证方案的起草与审批1.2 验证方案的审批2. 概述3. 验证目的4. 生产工艺流程4.1 片剂生产工艺流程图4.2 胶囊剂生产工艺流程图5. 有关文件6. 验证内容6.1 试产前处方和生产操作规程的验证6.2 试生产验证6.2.1 收料6.2.2 粉碎、过筛工序6.2.3 称量、配料工序6.2.4 制粒工序6.2.5 干燥工序6.2.6 整粒工序6.2.7 总混工序6.2.8 压片工序6.2.9 薄膜包衣工序6.2.10 胶囊填充工序6.2.11 铝塑包装工序6.2.12 稳定性试验7. 时间进度表1. 验证方案的起草与审批2. 概述在生产过程中,由于物料、设备等生产因素的重大变更或技术改进而改变生产工艺条件参数、调整工艺处方和生产操作规程,影响产品质量或稳定性时,须重新进行工艺验证。
牛皮纸袋子生产设备保养维护记录

牛皮纸袋子生产设备保养维护记录
1.设备清洁与消毒:
每日开启前清洁机器,使用专用清洗剂和软布擦拭设备的外表面和内
部零件,同时对设备的易脏部位进行特殊清洁。
2.设备润滑:
每周对设备的润滑点进行清洁和润滑,使用适宜的润滑油,确保设备
运行时的摩擦力降低,减少机械磨损。
3.设备检查:
每日开机之前,对设备的各个部位进行检查,确保设备运行的正常和
安全。
需要注意的是,设备的电路是否正常,安全防护装置是否完好等等。
4.零部件更换:
根据设备的使用情况,定期更换易磨损的零部件。
对于牛皮纸袋子生
产设备而言,常见的易磨损零部件包括切刀、齿轮、皮带等。
及时更换这
些零部件,可以避免因零部件磨损引起的设备故障。
5.设备校验:
定期对设备进行校验,确保设备的各个参数和功能都正常。
校验可以
包括设备的电压、温度、压力等参数的检测,以及设备功能的测试等。
6.设备故障排除:
在设备运行中出现故障时,及时排除故障,确保设备的正常运行。
故
障排除包括对故障的原因进行分析和解决,并对相应的零部件进行修复或
更换。
以上是对牛皮纸袋子生产设备保养维护记录的一些主要内容。
在实际操作过程中,还应根据具体设备的特点和使用情况,制定相应的保养维护计划。
同时,加强员工的培训和日常巡检,提高其对设备的操作和维护能力,进一步保证设备的正常运行和延长其使用寿命。
025-片剂薄膜包衣制造记录
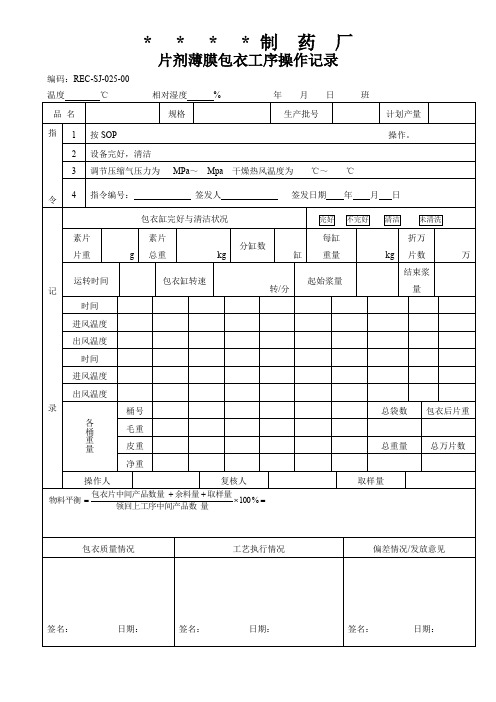
100 %
取样量
包衣质量情况
工艺执行情况
偏差情况/发放意见
签名:
日期:
签名:
日期:
签名:
日期:
* * * *制 药 厂
片剂薄膜包衣工序操作记录
编码:REC-SJ-025-00
温度
℃
相对湿度
%
年月日
班
品名
规格
生产批号
指 1 按 SOP
2 设备完好,清洁 3 调节压缩气压力为 MPa~ Mpa 干燥热风温度为 ℃~ ℃
计划产量 操作。
令 4 指令编号:
签发人
签发日期 年 月 日
包衣缸完好与清洁状况
完好 不完好 清洁 未清洗
素片 片重
运转时间 记
时间
素片 g 总重
分缸数 kg
每缸分
折万
kg 片数
万
结束浆
量
进风温度 出风温度
时间
进风温度
出风温度 录
各 桶 重 量
桶号 毛重 皮重 净重
总袋数 包衣后片重
总重量
总万片数
操作人
复核人
物料平衡
包衣片中间产品数量 余料量 取样量 领回上工序中间产品数 量
化妆品批生产记录

是 □ 否 □
内包材是否已消毒
已消毒
是 □ 否 □
核对半成品、内包材名称与生产指令是否一致
半成品、内包材与生产指令一致
是 □ 否 □
领料日期
领料记录
领料人
复核人
质检员
内包材品种
数量
生产记录
操作步骤
工艺参数
实际数据
操作人
复核人
质检员
设定装量
ml/瓶
g/瓶
产量汇总记录
日期
半成品重量
灌装数量
取样量
审核内容
结果
物料
所用原料是否检验合格。
是□ 否□
所用原料、包装材料的品名编号、数量是否与批生产指令要求一致
是□ 否□
称量准确并有操作人、复核人签名
是□ 否□
生产过程
是否有批生产指令(批包装指令)
是□ 否□
是否按岗位操作规程、设备操作规程进行操作
是□ 否□
工艺参数是否符合工艺规程要求
是□ 否□
是否严格执行相应洁净等级清洁规程,有清场合格证
接受人
接受日期
年 月 日
包 装 指 令
批号为:的半成品,经质量部检验合格,现同意包装,包装材料定额量见下表。
批包装材料定额量
物料名称
物料编码
单位
规格
限额量
领用量
备注
包装盒
个
个/每包装单位
包材根据实际情况可以高于理论用量领取
说明书
张
张/每包装单位
塑膜
Kg
Kg/每包装单位
箱
个
个/每包装单位
标注标示要求
瓶包装:
开启室内紫外线消毒30分钟,悬挂清场合格证
北京1制药厂GMP文件9-清火片(薄膜衣)生产工艺验证报告
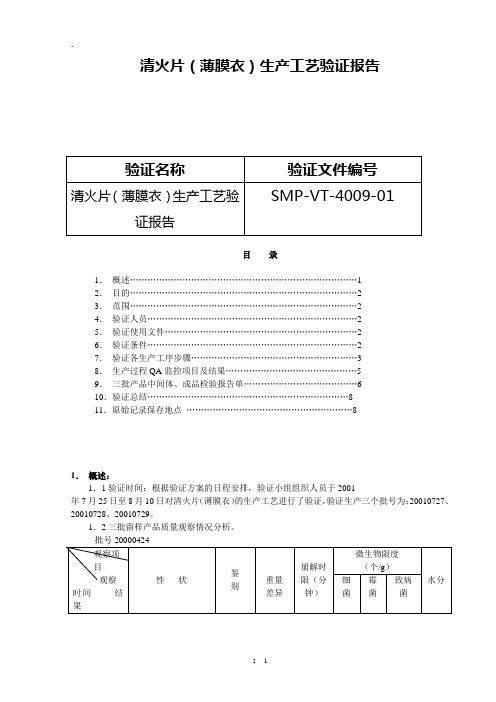
清火片(薄膜衣)生产工艺验证报告目录1.概述 (1)2.目的 (2)3.范围 (2)4.验证人员 (2)5.验证使用文件 (2)6.验证条件 (2)7.验证各生产工序步骤 (3)8.生产过程QA监控项目及结果 (5)9.三批产品中间体、成品检验报告单 (6)10.验证总结 (8)11.原始记录保存地点 (8)1.概述:1.1验证时间:根据验证方案的日程安排,验证小组组织人员于2001年7月25日至8月10日对清火片(薄膜衣)的生产工艺进行了验证,验证生产三个批号为:20010727、20010728、20010729。
1.2三批留样产品质量观察情况分析。
从上述三个批号的留样观察结果表明,在观察期间其各项指标基本无变化。
2.目的:通过生产同步验证确认清火片(薄膜衣)的生产工艺规程是否具有操作性、稳定性和重现性。
3.范围:清火片(薄膜衣)制剂生产全过程。
4.验证人员:及各岗位操作工人2人,实验室操作人员。
566.3设备条件:一步制粒机、旋转式压片机、三维混合机、高效包衣机、自动泡罩包装机均匀为完好设备;水分快速测定,分析天平、干燥箱、显微镜等检验仪器均为经校验的合格仪器。
7.验证生产过程:7.1制粒整粒工序:三批产品使用同批原辅料分4次投料连续生产,干燥颗粒总数量为456.0kg:岗位生产记录保存于质保部。
7.2混合工序:将456kg颗粒按每次152kg的数量进行三次混合,每次混合为一个批号。
混合岗位生产记录保存7.3压片工序:按岗位操作规程及验证方案要求进行操作,素片平均重量调为0.38g/片,压力调至压出素片表压片岗位生产记录保存于质保部。
7.4包衣工序:7.4.1包衣液的配制:每批配2次包衣液,每次按验证方案中包衣液的物料组成及配制方法进行配制。
7.4.2包衣过程:每批素片分2锅进行包衣,按工艺规程及岗位操作法进行操作,每批产品包衣岗位生产记录保存于质保部:7.5内包装工序操作人员按操作规程进行操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
年月日班文件编号:SOR-PM/固-004-4-00
产品名称
批号
规格
计划产量
每锅片重量(㎏)
薄膜衣液用量
外观颜色
□黄色□绿色□白色□红色
操作参数
干燥温度(℃)
转速(转/分钟)
薄膜衣液浓度%
时间规定(小时)
操作依据
《包衣岗位标准操作规程》文件编号:SOP-PM/固-004-00
物料名称
2、包衣间是否有“清场合格证”副本且在有效期内是□否□
3、物料、中间产品是否符合要求是□否□
4、计量器具是否在检定合格有效期内并调基准为零是□否□
5、设备清洁、运行是否清洁完好且在有效期内是□否□
说明:检查结果为是的在□内打√,为否的在□内打×)
薄
膜
衣
液
配
制
次序
物料名称
检验报告单号
计算单位
投入量
滤液量
薄膜衣液浓度
操作人
复核人
包
薄
膜
衣
生
产
过
程
薄膜衣液名称
喷衣起止时间
干燥温度℃
从至
从至
衣液总用量((kg)
薄膜衣片外观检查
□符合规定□不符合规定
薄膜衣片重
g/片
薄膜衣片产量
kg万片
可见损失量
kg万片
操作人
复核人
备注:
检验报告单号
计量单位
投料量/锅
总投料量
备注:
车间主任
车间质监员
接收人
包薄膜衣生产记录
年月日班文件编号:SOR-PM/固-004Байду номын сангаас5-00
产品名称
批号
规格
每锅片芯重量
kg万片
片芯重量
g/片
压片者
设备名称
LDB-150型流动层包衣机
编号
操
作
前
检
查
1、包衣间相对温度、湿度、压差是否符合规定是□否□
检查人: