1750mm冷连轧不锈带钢高效轧制的跟踪实现
浅谈超薄精密不锈带钢轧制工艺及设备专利分析情况

文章编号:2095-6835(2023)S1-0114-05浅谈超薄精密不锈带钢轧制工艺及设备专利分析情况庞阳(太原理工大学图书馆,山西太原030024)摘要:超薄精密不锈带钢作为板带轧制领域中的高端产品,其厚度仅为A4纸的1/7~1/4,以手能够撕开而得名为“手撕钢”,同时具备优异的韧性、强度、精度、表面光洁度等性能,是工业4.0、5.0智能制造和微型加工领域的一种非常重要的高端原材料,长期被美国、日本等国家垄断,并且对中国高端制造行业限制出口,严重制约着中国高科技领域的产业发展。
分析超薄精密不锈带钢轧制工艺及设备技术专利情况,掌握国内外科技前沿技术发展现状,明确技术研发方向,对强化基础研究、优化轧制工艺、升级成套设备,提升中国精密不锈钢极薄带产业国际竞争力及引领压力加工新方向具有重要意义,同时对国家、地区及企业的宏观决策具有重要的指导意义。
关键词:不锈带钢;轧制工艺;设备;专利中图分类号:G306文献标志码:ADOI :10.15913/ki.kjycx.2023.S1.025不锈精密带钢是钢铁材料中的精品,尤其是厚度小于0.05mm 的超薄不锈精密带钢是航空航天、军工核电、高端电子、新能源等尖端领域的关键基础材料,一直以来仅有日本等少数国家可以生产,且宽度不足400mm ,价格极高,并且对国内前沿领域限制出口,制约着中国高新技术的快速发展[1]。
该产品主要被应用于航空航天、石油化工、汽车、电子、家电、计算机等领域,还可以为柔性太阳能光伏发电、海洋探测、新型锂电池包覆外壳等高端精密制造业提供新型材料[2-3]。
随着航空航天、国防军工等重大战略领域及太阳能基板、宽幅显示屏等重点新兴领域的高速发展,对超薄精密不锈带钢提出了更高要求。
超薄精密不锈带钢作为板带轧制领域中的高端产品,其厚度仅为0.02mm ,相当于普通A4纸的1/4,可以轻易撕开,因而被称为“手撕钢”,同时具备优异的韧性、强度、精度、表面光洁度等性能,是工业4.0、5.0智能制造和微型加工领域的一种非常重要的高端原材料,由于工艺控制难度大,这种产品长期被极少数国家垄断[4-5]。
“热连轧超薄超高强带钢智能轧制技术开发及应用”项目获得2018年冶金科学技术三等奖

பைடு நூலகம்
本 项 目属 于 板 带 轧 制 技 术 与 自 动 化 交 叉 的 科 学 技 术 领 域 。 批 量 、稳 定 、低 成 本 地 生 产 高 性 能 钢 铁 材 料 是 钢 铁 制 造 技 术 发 展 的重 要 方 向 ,是 实现 绿 色 钢 铁 的必然 选 择 。 本项 目攻 克 了热 连 轧 超 薄 规 格 高 强 钢 的智 能 化 轧 制关 键技 术 ,实 现 了极 限规格 、极 限 性 能 (厚 度 1.2 mm、屈 服 强 度 700 MPa级 )产 品 的 大 批 量 稳 定 生 产 ,使 梅 钢 1780热 轧 高 强薄 规格 产 品轧制 比例在 传统 热连 轧线 巾稳居 国内外 同行前 列 ,厚 度 ≤2.0 mm的带 钢 比 例从 单 月8%增 加 至 21%,/J,H ̄产 量在 同类 产线 中稳 居前 列 ,年 均 经 济效益 8 01 1万元 ; 申请 发 明专  ̄1J26件 ,获 得 软件 著作 权5项 ;发 表 核心 期 刊论 文60余 篇 ,其 中SCI/EI收 录 39篇 。项 目在 智 能化 轧 制 模 型 与稳 定 性 控 制 、轧 机 没备 精 度诊 断 、轧 机 振荡 防治 等 技 术 领 域 进 行 了重 点 突破 ,增 强 了梅 钢热 轧 产 品 的竞 争 能 力 盈 利 能力 ,推 动 了钢 铁行 业 的 绿 色 转 型 ,支撑 了 国 家节 能减 排 战 略 ,对 内外 热 连 轧 机 组 的 升级 改 造 和 新 建项 目具 有 重要 示 范 和推 广 价值 。
“热连 轧超薄 超 高强带 钢 智能 轧制 技术 开发 及应 用’’项 目 获 得2018年 冶 金科学 技术三 等奖
上 海 梅 山 钢 铁股 份 有 限公 司 与武 汉 科 技 大学 合 作 申报 的 “热 连 轧 超 薄 超 高 强带 钢 智 能轧 制 技 术 开 发 及 应 用 ” 项 目获 得 20 1 8年 中 国钢铁 一I 业 协 会 、 中 国金 属 学 会 冶 金科 学 技 术 三 等 奖 。
宝钢1420冷轧

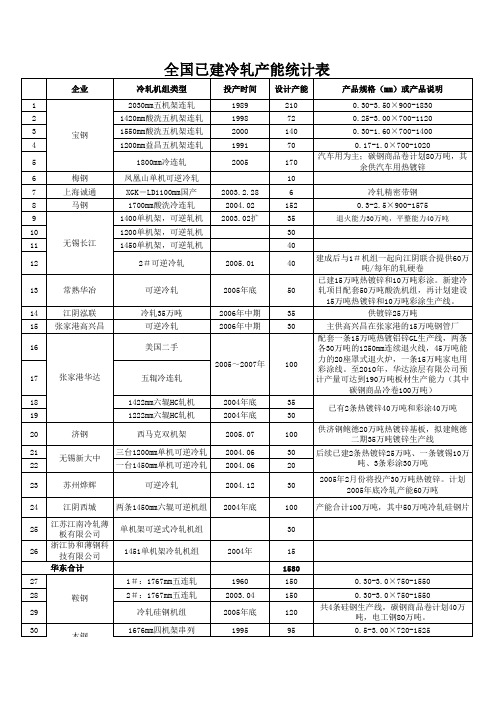
冷轧厂概况酸洗线X2全连续冷连轧X1酸洗一冷连轧联合机组X2罩式退火X1连续退火X3脱脂线X1热镀锌生产线X3电镀锌生产线X2电镀锡生产线X2彩涂板生产线X3电工钢生产线X3精整线X182030单元投产时间:1989年主要品种:以钢种分有:低碳钢、超低碳钢、普碳钢、碳素结构钢、低合金结构钢、IF钢等。
以产品分有:普冷、热镀锌、电镀锌、彩涂、热轧酸洗等汽车、家电、建筑用材等。
酸洗机组设计年产量:210万吨/年产品规格:1.8-6.0X900-1850 mm最大卷重:45t钢卷内径:6760 mm钢卷外径:6 2150 mm工艺段最大速度:360m/min入口活套:720m出口活套:450m拉矫最大延伸率:2.0%工艺特点:浅槽酸洗新酸洗设计年产量:75万吨/年产品品种:低碳钢、结构钢、汽车结构钢、压力容器钢等产品规格:1.0-6.0X800-1650 mm最大卷重:38.6t;钢卷内径:6760 mm钢卷外径:6 2150 mm;工艺段最大速度:120m/min人口活套:340m;出口活套:216m拉矫最大延伸率:3.0%工艺特点:浅槽酸洗2030mm 冷连轧机组设计年产量:210万吨——仅供参考产品品种:以钢种分有低碳钢、超低碳钢、普碳钢、碳素结构钢、低合金结构钢、IF 钢等。
产品规格:0.3-3.5 X 900-1850mm机列布置:五机架全连续机型:G1-G5四辐轧机,G5为CVC或DSR脱脂机组设计年产量:98万吨产品规格:0.3-1.5 X 900-1870mm工艺段速度:600m/min h = 0.3-1.0 mm500m/min h > 1.0mm工艺特点:采用极对极缠绕式高电流密度电极清洗技术2030罩式炉机组设计年产量:100万吨产品规格:0.3-3.5 X 900-1800mm品种:CQ、DQ、DDQ、EDDQ、结构钢炉台数量:全氢炉60座,其中大炉台36座,小炉台24座氮氢炉104座,其中大炉台64座,小炉台40座最大装炉量150t。
科技成果——板带轧机板形控制技术

科技成果——板带轧机板形控制技术成果简介提高板带轧机板形质量的一个重要途径是采用新的板形控制技术。
目前普遍采用的诸如加大弯辊力、采用可移动中间辊等手段在提高了轧机板形控制能力的同时,也带来了轧辊剥落、辊耗增加等负面结果。
目前国内已经投产的板带轧机在板形控制方面均存在一些不足。
本成果在板形控制和辊形设计思想上实现了突破和创新,通过与宝钢和武钢等大型钢铁企业的合作,获得了板形质量明显提高的实际效果,年经济效益超亿元。
获得了包括国家科技进步一等奖、原冶金部科技进步一等奖在内的多项奖励。
技术主要内容1、板带轧机变接触轧制技术板带轧机变接触轧制简称VCR(Varying Contact Rolling),由与轧机形式相适应的辊形设计(“VCR变接触支持辊”、“均压型PPT中间辊”、“轴向移位变凸度工作辊”和“ASR非对称自补偿工作辊”)及配套的工艺制度、控制模型和带钢平坦度检测装置等多项技术所组成。
具有增强轧机对板形的调控能力、提高消化来料板形和规格波动能力、使机架间负荷分配趋于合理、保证轧制过程顺行、提高板形质量和生产率、实现超平材超薄材等极限难轧品种的轧制、降低轧辊及轴承消耗等效果。
武钢和宝钢等企业的冷热连轧机已采用了这项技术。
2、板带轧机板形控制模型板形控制模型与控制系统是现代化板带轧机的重要标志,是实现板形自动控制的关键。
通本单位自主开发了热连轧机板形自动控制模型、板形板厚解耦模型、冷连轧机的弯辊自动设定模型和板形控制目标生成模型,并成功应用于大型工业轧机,属于国内首创。
该技术的开发和应用,不仅提高了轧机板形自动控制的水平,改善了产品质量,提高了生产效率,同时也显示在板形控制这个国际前沿领域,我国的理论研究和技术开发已经达到了国际先进水平。
应用范围及效益本项技术不需要对设备进行大的改造,因此适合国内的各类四辊、六辊轧机,如常规四辊、HC、CVC、WRS、PC等薄带轧机以及中厚板轧机等。
我国已经投产和正在建设的宽带钢轧机和中厚板轧机有几十套,以年产200万吨的连轧机为例,通过提高板形质量,年经济效益可达千万元。
薄板坯连铸连轧无头轧制技术的应用

(TaxgsPax Quaxfeng Sheet Co. , Ltd. , TaxgsPax 063300, Hebei) Abstrcct: Endless rolling technology is avother leap of iron aod steei production technology , renresenting the cotting - enge technology of ho- rollen strin in the worlU, With the rayiO deveNpmen- of the thira generation thin slab continuous costing aod rolling technology characterized by enniess rolling technology , the deveNpment of endless rolling technology for ho- rollen plate chv further improv the yielU of plate aod strin , the acchrach of size aod shape aod the proportion of thin gaoge aod ultra - thin gaoge , reelize partial " heat instead of colU" aod renucc roll consumption. The proccss flow , production line characteristics aod product charac teristics of endless rolling technology are introduccn. Taping Rizhao ESP production line , Shougaog Jingtaog MCCR production line aod Taogshao aonual DSCCR production line as example , the aOvaoWpes aod disabvaoWpes of each production line are comparen. C view of the existing problems of endless rolling , the devetopment aod op/mizz/on direction are put forwara. Key words:thin slab; continuous chsting aod rolling; endless rolling; ESP; MCCR; DSCCR
冷带轧机高精度液压厚度自动控制液压AGC系统关键技术及应用

8.冷带轧机高精度液压厚度自动控制(液压AGC)系统关键技术及应用该项目攻克了高精度板厚质量控制的难题。
高精度液压AGC 控制技术是该领域技术的制高点。
该项目的成功生产运行,打破了我国冷带轧机高端核心控制技术市场长期被国外高价垄断的局面,为我国从钢铁大国向钢铁强国的转变提供了强有力的技术支持。
一.主要技术内容和关键技术高精度液压AGC是长期依赖进口的轧机核心控制技术,包括:1.单机架冷轧机液压AGC ;2.冷连轧机液压AGC;3.从国外买不来的高精度虚拟连轧系统。
其主要关键技术是:1.该系统上位机功能完备,数学模型丰富、精确。
实现了轧制规程自动生成,轧制过程全状态监测,数据库管理;2.下位机实现了位置闭环、压力闭环、厚度闭环、张力闭环和预控等五种扰动补偿,控制手段完备;3.液压伺服系统响应迅速、经济、可靠;4.虚拟轧制系统可以预测机、电、液各实际物理量对轧机性能的影响,评价各种控制策略、预报轧机性能。
二.技术指标及水平1.冷连轧AGC:成品厚度<0.3mm,绝对误差±0.003mm;成品厚度≥0.3mm,相对厚差<1%;轧制速度1260m/min。
达到了国际先进水平。
2.单机架AGC:成品厚度<0.3mm,绝对误差±0.002mm;成品厚度≥0.3mm,相对误差<0.7%;最小轧制带钢厚度0.05mm。
达到了国际领先水平。
3.虚拟连轧系统设备级模型精度:85%。
达到了国际先进水平。
三.应用推广情况冷连轧液压AGC 2006年1月在万达公司投产。
单机架AGC从2004年至今已有七套分别在鸽瑞公司4台650轧机、卓立公司1050轧机、万达公司1150和1422 轧机上成功稳定运行。
获2009年国家科学技术进步奖二等奖。
1450mm四/六辊五机架冷连轧机高精度液压AGC现场单机架四辊可逆冷带轧机高精度液压AGC现场。
国内冷轧产线统计
采用平辊实现自由程序轧制最优横移方案新方法_孔祥伟

收稿日期:2002-05-17基金项目:教育部高等学校博士学科点专项科研基金资助项目(97014515)·作者简介:孔祥伟(1970-),男,辽宁鞍山人,东北大学博士研究生;王国栋(1942-),男,辽宁大连人,东北大学教授,博士生导师·2002年12月第23卷第12期东北大学学报(自然科学版)Journal of Northeastern University (Natural Science )Dec . 2002Vol .23,No .12文章编号:1005-3026(2002)12-1166-04采用平辊实现自由程序轧制最优横移方案新方法孔祥伟,徐建忠,龚殿尧,王国栋(东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳 110004)摘 要:在轧制宽带钢之后轧制窄带钢的轧制次序将会导致宽度方向板厚波动,出现浪形的缺陷·为了防止这些缺陷,对国内某厂2050mm 热连轧机组前5机架采用CVC 工作辊,而F 6、F7机架采用了平工作辊轧制·考虑到横移位置与辊缝轮廓形状之间的关系,开发了适合于平工作辊的最优横移新方式,使得在板带和工作辊的接触区形成光滑的辊缝形状,从而实现自由程序·并将最优横移新方法应用到国内某厂2050mm 热连轧机的改造中,取得了满意的效果·关 键 词:带钢轧制;控制系统;最优横移;轮廓;自由程序轧制中图分类号:TG 335.5 文献标识码:A自由程序轧制是指在一个换辊周期内钢种、厚度、宽度几乎可以不受限制地自由过渡的轧制技术·尤其是带钢宽度过渡可不遵守由宽到窄过渡的“棺”(coffin )型规则,而是可以由窄到宽过渡,即宽度可以逆转而不受宽度过渡的制约,从而实现“逆宽”轧制·“逆宽”轧制的出现将会加剧轧辊的局部磨损和热膨胀分布不均,使得宽度方向板厚分布不均,从而产生质量缺陷·采用工作辊横移技术将会减少这种缺陷的产生,使得板带的宽度方向轮廓平滑[1~3]·本文对“逆宽”轧制时带钢轮廓发生异常的过程进行了解析,在F6、F7机架采用了CVC 轧辊变为平辊的轧制方法,提出了适宜“逆宽”轧制的轧辊最优横移方法,采用离线模拟方式,分析了该方式的对带钢轮廓控制的效果,并将分析计算结果应用到国内某厂2050mm 热连轧机的改造中,取得了满意的效果·1 轧辊辊缝轮廓预测数学模型1.1 轧辊热凸度的预测模型轧辊横移时,由于轧辊中部与带钢非对称接触,所以对轧辊全长进行热凸度计算·为了计算工作辊的温度分布,将轧辊分成有限单元如图1所示·在半径方向的节点位置与轧辊属性相一致,根据经验确定·每一节点的温度根据热平衡原理,轧辊表面是热对流,轧辊内部是热传导·每一节点的热传导的傅立叶(Fourier )方程描述工作辊的热分布·工作辊温度分布事实上是三维热传送的分布,由于轧辊是不断旋转,有限单元可以减少为二维进行计算[4]·图1 轧辊有限差分模型Fig .1 Finited difference model of the roll轧辊径向和轴向的二维热传导方程见式(1),边界条件见式(2)、(3)· ρc θ t = x λ θ x +1r r λr θ r;(1) r =0(轧辊中心):λ θr=0,r =R (轧辊表面):λ θr=-h b (θ-θb );(2) x =0:λ θx =h 0(θ-θb ),x =L :λ θx=-h 0(θ-θb )·(3)式中,ρ为密度;c 为比热容;λ为热导率;h b 为轧辊表面热传导系数;θb 为轧辊表面的环境温度;h 0为轧辊侧端面的热传导系数;θ0为轧辊侧端面的环境温度·1.2 轧辊磨损预测模型工作辊与带钢间及工作辊与支撑辊间的摩擦,都会使工作辊产生磨损·磨损变化是一个缓慢积累的过程,它的计算精度对板凸度设定、板平直度控制、带钢表面质量改善产生影响·轧制一卷带钢后,工作辊的磨损情况如图2所示·磨损分中间定常磨损区和边部集中磨损区两部分·形成边部磨损加剧的主要原因是边部温度降低、负荷在边部区域作用的增强以及轧件金属三维流动·从带钢边部40mm 范围内的磨损情况,可以推定边部局部磨损可以用三次曲线来表示[5]·图2 轧辊磨损示意图Fig .2 Schematic plan of work roll wear轧制一卷带钢时轧辊磨损量为v t =K w×L s ×L D wp LKs,中部v t 1=v t ×K e +yp ,边部(4)其中,K w 为与工作辊材质有关的磨损系数;L s 为该道次轧制带钢的长度,mm ;L 为工作辊压扁接触弧长,m m ;D w 为工作辊直径,mm ; p 为单位宽度的轧制力,kg /mm ;K s 为工作辊磨损指数;K e 为边部磨损倍率;yp 为沿辊身的抛物线修正值·2 横移策略的研究轧辊横移目的是扩大带钢凸度的控制范围,分散轧辊热凸度,减少局部高点,使轧辊磨损平滑·它是进行逆宽轧制、扩大同宽轧制长度,实现自由程序的重要手段之一·平辊横移主要有周期性定步长横移和变步长横移两种[6,7]·2.1 周期定步长横移周期性定步长横移是指在轧辊横移量的范围内每卷带钢均采用恒定步长进行往复横移方式分散轧辊热凸度、使轧辊磨损平滑·其优点是控制过程比较简单,缺点是轧辊不能够移到最大串辊位置·不能够有效利用轧辊有效横移长度·周期定步长横移法用以下几个参量描述:横移量S ,指每个工作辊相对于轧机中线的轴向横移位置;横移幅度S A ,指横移量S 的最大允许值;轧制带钢数n ,相同横移量S 下所轧的卷数;横移步长ΔS ,指轧完n 卷后,横移量S 的增加值·2.2 最优横移方案(变步长横移)平辊横移不像CVC 工作辊对轧辊的等效凸度具有影响,而其主要目的是避免局部高点的产生,使得轧辊的轮廓更加均匀·因此,本方法最初采用周期变步长横移,当产生局部高点时,根据带钢的磨损和热凸度的计算值,用十二次多项式曲线拟合出带钢的出口轮廓曲线,搜索轮廓曲线的局部高点,求出局部极大值和极小值差值,并寻找其差值的最大值,为得到平缓的板带凸度,变换横移位置,确定可以避免产生局部高点的横移位置为最优横移位置(其计算框图如图3所示)[8~10]·其具体的计算模型如下·图3 最优横移方案计算流程图Fig .3 Flowchart of calculation by the optimums hift m ethod(1)计算基本辊缝凸度数学模型S 0=K s +K bc ×(C b -C bB )+K wd ×(D w -D wB )+K bd ×(D b -D bB )+K p ×K ′p ×(P h -P B )+K bm (w bm -w bmB )+k e ×L f ×D q +ads -s +ada -l +G (F b )(5)式中,S 0为基本辊缝值(为40m m 处),mm ;K s 为基础辊缝值,mm ;K bc 为支撑辊凸度对辊缝的影响率;C b 为支撑辊凸度,mm ;C bB 为支撑辊凸度1167第12期 孔祥伟等:采用平辊实现自由程序轧制最优横移方案新方法基本值,mm ;K wd 为工作辊直径对辊缝的影响率;D w 为工作辊直径,mm ;D wB 为工作辊直径的基本值,mm ;K bd 为支撑辊直径对辊缝的影响率;D b 为支撑辊的直径,mm ;D bB 为支撑辊直径的基本值,mm ;K p 为单位轧制力对辊缝的影响率;K ′p 为轧制力对工作辊的修正值;P h 为轧制力,kN ;P B 为轧制力基本值,kN ,为常数;K bm 为支撑辊磨损对辊缝的影响率;W bm 为支撑辊的磨损值,m m ;W bmB 为支撑辊磨损值的基本值,mm ;K e 为带钢边部温降对辊缝的影响率;L f 为与温度有关的负荷分布;D q 为负荷分布影响系数;ada -s 为短期自适应值,mm ;ada -l 为长期自适应值,mm ;G (F b )为弯辊力对辊缝的影响函数,初始计算时为平衡弯辊力对辊缝的影响值,mm ·(2)基本辊缝凸度的二次曲线描述模型y b =-S 0(B -40)2(x b )2·(6)式中,B 为带钢宽度,mm ;S 0为基本辊缝值(40mm 处),m m ·(3)确定各拟合点的实际辊缝凸度值模型S (i )=y b (i )+K wea r (i )+K th (i )·(7)式中,S (i )为各拟合点的实际辊缝值;y b (i )为考虑弯辊修正的辊缝值;K wear (i )为各拟合点的磨损修正值;K th (i )为各拟合点的热凸度修正值·用切比雪夫方法拟合求解板带轮廓曲线系数,根据m 个点板带凸度值求切比雪夫意义下的拟合多项式·(4)局部高点的搜索及最优横移方式在板带距离边部10mm 到距离边部200m m 范围内,每隔5mm 搜索相邻极大值与极小值点,并计算极大值与极小值的差值,判断局部高点是否在允许范围内,即是否大于10μm ·当局部最高点小于10μm 时,对于没有达到极限值的,仍然采用周期变步长横移方式;当局部最高点大于10μm 时,寻找最优横移位置,即计算起始横移位置和终止横移位置,寻找横移位置点使得其差值最小·图4 偏差最大值示意图Fig .4 Maxium deviation position2.3 模拟结果及在线应用根据以上分析,选取一个轧制计划134块带钢进行计算,通过上述磨损和热凸度模型,分别对两种横移方案进行了模拟计算·第七机架采用了最优横移方式·从图中可以看出,在一个轧制计划中,最初是没有局部高点产生的,所以横移步长比较均匀,当出现局部高点时,横移方式按照最优方式进行·图5为实际测量的F7机架工作辊的磨损值,从测量结果可以看出,最优横移方式可以避免局部高点的产生,使得工作辊的辊缝轮廓更加平滑·图6为在线实际应用平直度的测量值,从图中可以看出,平直度的精度可以显著的提高,这样可以在精轧机组实现自由程序轧制·图5 实际测量的F7机架工作辊的磨损Fig .5 Actual meas ure of wear on the F7stand workroll图6 原横移方式与最优横移方式的平直度测量值Fig .6 M eas ured value of the flatness by the originalshift and the optim um method3 结 论从最终的辊缝的计算结果可以确认,板带产生异常轮廓直接受上下工作辊的辊缝的影响·最优横移方式使得轧辊磨损轮廓平稳,从实际测量的结果可以看出,该方式可以避免局部高点的产生·通过在线应用和平直度考核,发现最优横移方案可以提高板带平直度精度·参考文献:[1]Oda T ,Karato A ,Kikuma T .Work roll shift method by prediction of roll profile on hot strip mill [J ].JS TP ,1995,36(417):1151-1156.[2]Guo R M .Characteristics of rolling mills with roll s hift [J ].Iron and S teel Engine e r ,1988,65(12):45-56.[3]Wood G E .M odernization of hot strip mill w ith CVC technology and a new roughing mill w ith automatic w idth control [J ].M PT ,1989,(5):92.[4]王国栋·板形控制和板形理论[M ]·北京:冶金工业出版社,1986·(Wang G D .Shape c on trol and shape the ory [M ].Beijing :1168东北大学学报(自然科学版) 第23卷M etallurgical Industry Press ,1986.)[5]T s eng A A ,Lin F H .Roll cooling and its relationship to roll life [J ].Metallurgica l Transaction ,1989,11(20):2305-2320.[6]Ginzburg V B .High -quality steel rolling :theory a nd p rac tice [M ].New York :M arcel Dekker Inc ,1993.[7]孙一康·板带热连轧数学模型基础[M ]·北京:冶金工业出版社,1979.123·(Sun Y K .Foun dation of mathematical model on hot strip rolling [M ].Beijing :M etal lu rgical Industry Press ,1979.123.)[8]Nakanishi T .Application of w ork roll shift mill HCW to hot strip and plate rolling [J ].Hitachi Rev iew ,1985,34(4):153-160.[9]Kaw anamt T ,M atsumoto H .Development of various method of s hape and crow n control in strip rolling [J ].Te tsu to Haga ne ,1983,69(3):348-356.[10]Tsukamoto H ,M atsumoto H .Shape and crown control mill -crossed roll system [J ].Iron a nd S teel E ngineer ,1984,61(10):26-30.Optimum Shift Scheme of SFR Realized by Adopting Flat RollK ON G Xiang -wei ,XU J ian -z ho ng ,GON G Dian -yao ,W AN G G uo -dong(T he State Key Lab of Rolling &Auto mation ,No rtheastern U niversity ,Shenyang 110004,China .Co rrespondent :KO NG Xiang -w ei ,E -mail :relax2002@so hu .co m )A bstract :T he strip w ave flaws along the width direction w ill appear w hen narrow strip are rolled after wide one has been rolled .In order to ge t rid of such flaw s ,CVC w ork ro ll was adopted from F1to F5w hile flat roll w as ado pted in F6and F7to realize smooth profile co ntour curves .T he rela tio nship betw een shift location and roll gap figure was studied so that proper optimum shift methods were used to form smoo th strip figures by shaping fine roll gap figures in the touch area between strips and work roll to achieve the SFR .Results of analy zing model calculation were applied to a production line and satisfying outcomes w ere obtained .Key words :strip rolling ;control system ;optimum shift ;contour ;SF R(Received M ay 17,2002)待发表文章摘要预报乙酰胺-尿素-硝酸铵体系的研究田 鹏,杨家振,宋溪明,何玲玲在充有高纯氮气的干燥手套箱内,将硝酸铵和乙酰胺-尿素混合,用称重法准确配制不同组成的硝酸铵和乙酰胺-尿素混合样品,利用DSC 方法建立了硝酸铵和乙酰胺-尿素二元相图·提出了室温熔盐窗口和室温熔盐深度两个概念,用来衡量形成室温熔盐的能力及其性质·依据相图,指出了该体系能形成室温熔盐,有一定宽度的室温熔盐窗口和室温熔盐深度·Mycobacterium Phlei 菌对重金属Pb2+、Z n2+、Ni2+、C u 2+的吸附规律朱一民,魏德洲研究了M ycobacterium P hlei 菌株分别对水相中重金属离子Pb 2+、Z n 2+、Ni 2+、Cu 2+的吸附规律·结果表明,M y cobacterium P hlei 菌株对水相中的这四种重金属离子均有一定的吸附作用;吸附过程均在10min 内就达到平衡;pH 对吸附过程影响较大,在pH =3.0~4.0时,My cobacterium Phlei 菌对这四种金属离子的吸附效果最好;温度升高对Pb 2+、Ni 2+和Cu 2+的吸附过程不利,但M ycobacterium Phlei 菌对Zn 2+的吸附则是一个吸热过程·1169第12期 孔祥伟等:采用平辊实现自由程序轧制最优横移方案新方法。
1250mm五机架八辊全连续冷连轧机组过程自动控制系统的设计与实现
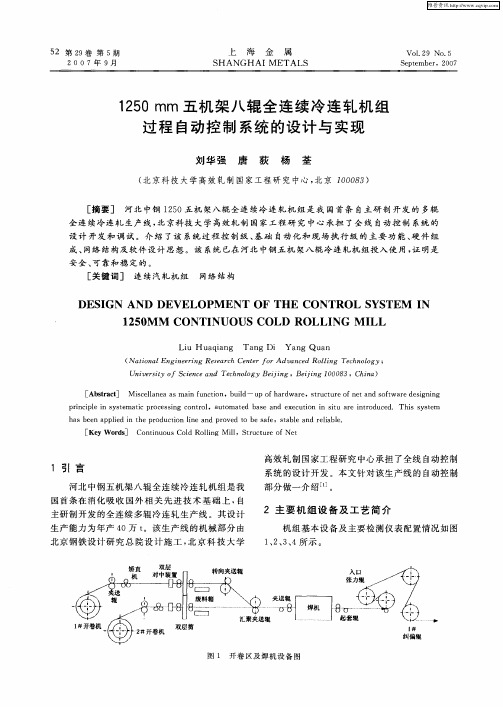
北京 钢铁设 计 研究 总 院设 计施 工 , 京 科 技 大 学 北Leabharlann 图 1 开卷区及焊机设备 图
维普资讯
第5 期
刘华 强 等 : 2 0 1 5 mm 五机 架八 辊全 连续 冷 连轧 机组 ……
5 3
一一 Q
一
■■■I
. I
[ bt c] Mi el e s i fnt n b i — u f ad ae srcue f e a dsf r d s nn A s at r s l n aa n u c o , u d po rw r, t tr o t n ot e ei ig c a ma i l h u n wa g
设 计 开 发 和 调 试 。 介 绍 了该 系 统 过 程 控 制 级 、 础 自动 化 和 现 场 执 行 级 的 主 要 功 能 、 件 组 基 硬
成、 网络 结构及软 件设 计 思想 。该 系统 已在 河 北 中钢五 机 架八辊 冷连 轧机 组投入 使 用 , 明是 证 安全 、 靠和稳 定的 。 可
h sb e p l d i h r d c i n l e a d p o e O b a e t b e a d r l b e a e n a p i n t ep o u t i n r v d t e s f ,s a l n ei l . e o n a
1250轧机介绍
1250轧机介绍按轧制品种、轧机型式和公称尺寸来命名。
“公称尺寸”的原则对型材轧机而言,是以齿轮座人字齿轮节圆直径命名;初轧机则以轧辊公称直径命名;板带轧机是以工作轧辊辊身长度命名;钢管轧机以生产最大管径来命名。
有时也以轧机发明者的名字来命名(如森吉米尔轧机)。
本轧机适用于以铸轧卷材为坯料生产成品卷材,为板材精整和铝箔生产提供坯料。
本轧机轧制范围为来料厚度:max7mm,成品2.0—0.1mm的纯铝及铝合金。
整台轧机装机水平先进,操作维护方便可靠,可为用户带来良好的经济效益。
本公司拥有设计制造多台铝冷轧机及铝箔轧机的成熟经验,并可靠地保证该冷轧机的技术性能,保证整机的协调。
主要技术参数(1)轧机形式:四重不可逆式冷轧机轧辊尺寸:工作辊:φ320mm×1300mm支承辊:φ750mm×1250mm轧辊表面最大速度: 200 m/min穿带速度: 18 m/min压下率: 20~50%前滑值: 0~15%压下形式:液压压上轧制力: max 600t轧制力矩: max 7.5t.m主电机: z500-2a 340kw 44v 350/1000rpm开卷机电机:z4-315-11 98kw 400v 360/1200rpm 卷取机电机:z4-280-31 2x80kw 400v 450/1400rpm 机列方向:从到 (以操作侧看板材流动方向) (2)轧制材料1000系列,3000系列,8011,5052(3)坯料规格宽度: 800~1100 mm650(5052)厚度: 7mm卷重: max6000kg(带套筒)卷材内径:φ510mm(不带套筒时)φ505mm(带套筒时指套筒内径)卷材外径:φ1700mm(最大)φ800(最小)(4)成品规格宽度: 750~1050 mm(切边)厚度: 0.1~2mm卷重: max6000kg(带套筒,不切边)卷材外径:φ1700mm(最大)套筒尺寸:φ505/φ565×1250 mm(5)轧制速度轧辊表面速度: max200m/min开卷速度: max180m/min卷取速度: max230m/min速度变化率:±0.2%(在最大速度时)(6)张力开卷张力: max8000kgf min370kg卷取张力: max8000kgf min200kg张力变化率:±5%额定张力(加减速时)±2%额定张力(稳态时)(7)轧辊冷却能力: max2200 l/min冷却剂:矿物油(8)公用设施ac380v, 50hz 3相ac220v, 50hz单相压缩空气:大于0.58mpa(6kgf/cm2)冷却水:大于0.147mpa(1.5kgf/cm2)实现金属轧制过程的设备。
冷轧生产工艺对热轧原料的质量要求(杨荃)
北京科技大学高效轧制国家工程研究中心
电话:(010) 62332598 传真: (010) 62332947
2018/12/19
第2页
1、酸轧联合机组的生产工艺特点
酸轧联合机组年产冷轧成品100-230万吨,适于大规模连续化生产普碳钢、低合金 钢、深冲钢、高强钢、电工钢等多种产品,产品用途为轻工、家电、建筑、汽车用钢 板等。 原料主要来常规热连轧机、CSP轧机或炉卷轧机,年需要热轧卷110-250万吨。 1.1、热轧原料规格范围 带钢厚度:1.5~6.0mm 带钢宽度:1000~2000mm 钢卷内径:762mm 钢卷外径:1100-2050mm 钢卷重量:43t(max) 钢卷单重:21kg/mm(max) 1.2、冷轧产品规格范围 带钢厚度:0.25~2.5mm 带钢宽度:1000~2000mm 钢卷内径:610/510mm 钢卷外径:1000-2000mm 钢卷重量:43t(max) 钢卷单重:21kg/mm(max)
学术交流
冷轧生产工艺对热轧原料的质量要求
杨 荃
北京科技大学高效轧制国家工程研究中心 2007.08.01
北京科技大学高效轧制国家工程研究中心
电话:(010) 62332598 传真: (010) 62332947
2018/12/19
第1页
内容提要
1、酸轧联合机组的生产工艺特点 2、六辊(四辊)冷连轧机的板形控制能力评价 3、冷连轧机对热轧原料的质量要求
北京科技大学高效轧制国家工程研究中心
电话:(010) 62332598 传真: (010) 62332947
2018/12/19
第6页Biblioteka 1、酸轧联合机组的生产工艺特点
(8)轧辊消耗:由于轧机处于比较平稳状态运行,不再频繁地每卷穿带、甩尾, 轧辊消耗可降低50%,其他导板、压板等消耗也降低了。 (9)生产成本:由于降低了金属消耗、能耗、辊耗,省去了酸洗后的涂油或钝化 及捆带的消耗,减少设备维修费及操作人工费,使生产成本降低。 (10)建设费用:由于减少机电设备及土建费用,又提高了机组生产能力,酸洗 冷轧联合机组吨材处理能力投资比常规机组下降30%以上。
中国热轧及冷轧板带生产技术现状及发展趋势

中国热轧及冷轧板带生产技术现状及发展趋势十一五期间,中国钢材品种结构得到较大幅度的优化调整,钢材质量性能得到明显改善,彻底改变了过去扁平材品种和数量供应不足的局面,基本满足了经济发展和产业结构调整的需要。
在统计的2010年的22大类钢材品种中,17类品种自给率达到100%;有18类品种国内市场占有率≥95%,其他品种也达到85%以上。
其中热轧、冷轧板带生产发展迅速,在数量和质量上均有较大增长。
在热轧宽带钢生产线上,中国开发生产出系列高级别管线钢、高强耐候钢及高强工程机械用钢等,在大型油气管线工程建设、汽车、集装箱、火车车厢及工程机械轻量化制造及生产应用的减量化方面发挥了重要作用。
中国采用薄板坯连铸连轧线实现了大批量生产薄和超薄规格板带,并实现半无头轧制技术集成与创新。
中国通过引进、消化吸收、自主集成和开发,极大地提高了冷轧生产效率,大幅度提高了冷轧产品质量;运用自动化、智能化控制技术及高精度检测技术,显著提高了冷轧产品的尺寸精度和板形质量。
热轧:装备技术进步造就高精度、高性能产品到2010年底,中国已拥有热轧宽带钢轧机72套,设计能力2.13亿吨,其中,2050mm~2300mm超宽带钢线已达12条,薄(中薄)板坯连铸连轧生产线13条,产能3280万t/年。
2010年中国热轧卷板生产量为14050万t,其中,中厚宽带钢和薄宽带钢生产量分别为10289万t和3760万t。
热轧带钢装备技术跨越式发展。
热轧宽带钢的先进技术主要体现在:高精度的断面形状及板形控制、高表面质量控制、柔性轧制、减量化生产、节能降耗、高效生产、热轧超薄带钢生产,以及结合快速冷却和高效冷却路径控制的高性能带钢生产技术等。
基于新的热连轧宽带钢生产线,中国开发出了18.4mm厚X80管线钢、4mm~8mm厚屈服900MPa 高强结构用钢;实现了薄板坯连铸连轧线大批量生产高精度薄和超薄规格板带,有的薄板坯连铸连轧线产品中厚度≤2.0mm的比例达到80%以上,≤1.5mm的比例超过50%,体现了薄板坯连铸连轧产线的优势,半无头轧制2.0mm板带的纵向厚度偏差和板凸度均稳定控制在±30μm以下,楔形值波动在±10μm,Q235薄规格板带的屈服强度和抗拉强度波动在15MPa以内,伸长率波动不超过2%,超薄规格极限厚度达到0.77mm。
高效连铸和近终型连铸生产技术
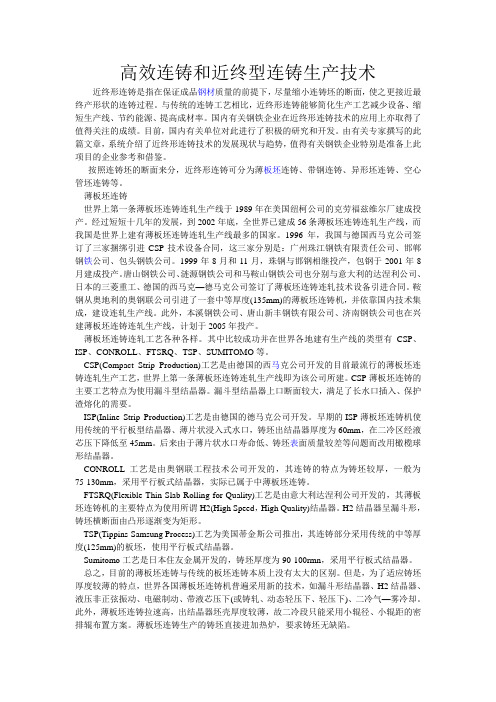
高效连铸和近终型连铸生产技术近终形连铸是指在保证成品钢材质量的前提下,尽量缩小连铸坯的断面,使之更接近最终产形状的连铸过程。
与传统的连铸工艺相比,近终形连铸能够简化生产工艺减少设备、缩短生产线、节约能源、提高成材率。
国内有关钢铁企业在近终形连铸技术的应用上亦取得了值得关注的成绩。
目前,国内有关单位对此进行了积极的研究和开发。
由有关专家撰写的此篇文章,系统介绍了近终形连铸技术的发展现状与趋势,值得有关钢铁企业特别是准备上此项目的企业参考和借鉴。
按照连铸坯的断面来分,近终形连铸可分为薄板坯连铸、带钢连铸、异形坯连铸、空心管坯连铸等。
薄板坯连铸世界上第一条薄板坯连铸连轧生产线于1989年在美国纽柯公司的克劳福兹维尔厂建成投产。
经过短短十几年的发展,到2002年底,全世界已建成56条薄板坯连铸连轧生产线,而我国是世界上建有薄板坯连铸连轧生产线最多的国家。
1996年,我国与德国西马克公司签订了三家捆绑引进CSP技术设备合同,这三家分别是:广州珠江钢铁有限责任公司、邯郸钢铁公司、包头钢铁公司。
1999年8月和11月,珠钢与邯钢相继投产,包钢于2001年8月建成投产。
唐山钢铁公司、涟源钢铁公司和马鞍山钢铁公司也分别与意大利的达涅利公司、日本的三菱重工、德国的西马克—德马克公司签订了薄板坯连铸连轧技术设备引进合同。
鞍钢从奥地利的奥钢联公司引进了一套中等厚度(135mm)的薄板坯连铸机,并依靠国内技术集成,建设连轧生产线。
此外,本溪钢铁公司、唐山新丰钢铁有限公司、济南钢铁公司也在兴建薄板坯连铸连轧生产线,计划于2005年投产。
薄板坯连铸连轧工艺各种各样。
其中比较成功并在世界各地建有生产线的类型有CSP、ISP、CONROLL、FTSRQ、TSP、SUMITOMO等。
CSP(Compact Strip Production)工艺是由德国的西马克公司开发的目前最流行的薄板坯连铸连轧生产工艺,世界上第一条薄板坯连铸连轧生产线即为该公司所建。
五大理念助力石横特钢转型升级

五大理念助力石横特钢转型升级发布时间:2021-06-25T12:25:17.350Z 来源:《中国教工》2021年第7期作者:傅光海[导读] 石横特钢以“创新、协调、绿色、开放、共赢”五大发展理念为指引,大力实施“差异化+精细化”战略,傅光海石横特钢集团有限公司,山东省肥城市,271612摘要:石横特钢以“创新、协调、绿色、开放、共赢”五大发展理念为指引,大力实施“差异化+精细化”战略,筑牢“产品、盈利、创新”三条生命线,深耕钢铁主业,做足经济技术指标提升、绿色环保等文章,走出了一条“核心竞争力持续增强,经营效益连年攀升”的高质量发展之路。
关键词:创新、协调、绿色、开放、共赢转型升级是我国钢铁企业实现健康可持续发展的必由之路。
多年来,石横特钢以“创新、协调、绿色、开放、共赢”五大发展理念为指引,深耕钢铁主业,做足指标提升、绿色环保等文章,走出了一条“核心竞争力持续增强,经营效益连年攀升”的高质量发展之路。
一、创新发展石横特钢秉承“创新是动力源泉”的发展理念,建立健全创新机制,把创新能力列为员工绩效考评的重要指标,并直接与职务、职称、收入挂钩,调动员工创新积极性,持续提升创新投入产出速度,走好具有石横特色的创新发展之路。
1.管理创新激活“原动力”。
强化管理创新的机制建设,建立了科学的立项、管理、评审、奖励模式,有效提升了管理水平。
自2014年开始,石横特钢以价值链为主线,推动核心业务不断进行模式创新,对企业体制、管理流程、各项制度、标准、运行机制等进行再造,实现了“精细化”管理,有效提升了管理团队的活力和企业核心竞争力。
2.技术创新提升“影响力”。
提升科技创新能力,每年产品研发经费占主营业务收入的比重不低于3.5%。
完善技术创新机制,形成了“信息搜集→课题研究→项目转化”的良性循环模式。
与东北大学王国栋院士合作的“热轧角钢超快冷技术”属国内首创,填补国际空白,被工信部列为2016~2020年钢铁工业调整升级规划的重点关键技术;成功实施的小规格螺纹多切分轧制技术、新一代TMCP生产技术、微合金化技术等达到国内领先水平;提高高强度螺纹钢筋比例,减少下游用户的钢材使用量,延长钢材使用寿命,提高了社会资源利用效率;超高强度锚杆钢筋生产、超高强度电力角钢、超高强度预应力精轧钢材生产等先进技术领先全国,构筑了特种建筑用钢领域的国内领先地位。
北京科技大学科技成果——轧机工况在线监测系统
北京科技大学科技成果——轧机工况在线监测系统成果简介轧机出现事故或故障发生后,由于缺少当时的工况数据和波形,所以给事故或故障分析造成很大的困难。
而传动系统出现事故和故障往往又与扭矩的最大瞬时值超过某极限密切相关。
因此为了保护传动系统,在线监测扭矩的瞬时变化成为轧机行为监测的重点。
为了能够更加全面反映轧机的运行状况,将轧机的工艺参数、力能参数和电参数中最有代表性的参数作为在线监测的对象,包括:轧制压力、轧制扭矩、压下辊缝、轧制温度、轧制速度、速度给定、主电机电流等。
本系统已在济钢中厚板粗轧机和南钢中板精轧机上投入使用,达到了在线监测、掌握工况、挖掘潜力、安全高产、设定门槛、指导操作、事故追溯、责任裁判的目的,取得了良好的经济效益和社会效益。
2000年通过了教育部专家鉴定,其成果达到国际先进水平。
硬件配置该系统由工业控制机柜、工控机、信号接口箱、模拟采集卡、数字采集卡、隔离放大器、信号调理器、遥测发射机、遥测接收机、前置放大器、遥测仪、感应电源主机、传感器、大屏数显及报警装置等构成。
软件功能监测专用软件在Windows环境下运行,适合非计算机专业的轧机操作人员使用。
其主要功能有:监测参数的设定-标定参数的设置、报警参数设定、采样参数设置和显示刻度设置等;采集画面切换-在线采集波形显示、数字显示、负荷柱形图、轧制工况表等;数据库及查询-一般数据库查询和事件库查询。
频谱分析-功率谱分析和相关分析等。
技术特点采用高频感应电源供电技术,成功解决了被监测轴上在线长期供电的难题,使轴上发射机和传感器等获得了所需要的直流电源。
利用调制、解调和抗干扰技术,实现了被监测轴扭矩信号的无线传输。
改变了过去主要靠经验和分立的监测仪表来操作轧机的落后状态,使操作工能够在监测系统的指导下科学操作轧机。
经济效益及市场分析可用于中(厚)板轧机和同类大型轧机上,具有很好的推广价值。
该套监测系统售价为30万元,每套可获纯利12万元人民币。
1700mm5机架冷连轧机“甩机架”轧制策略及应用

1700mm5机架冷连轧机“甩机架”轧制策略及应用唐武军【摘要】高轧机作业率是冷连轧机经济高效运行的关键因素,当某种故障导致1个机架不能正常运行时,势必导致5机架轧机停止生产,影响产能.简述了“甩机架”轧制模式在1 700 mm 5机架冷轧机上的应用,介绍了“甩机架”轧制的策略以及实现方式,对“甩机架”后轧机的压下率、张力等轧制规程的变化进行了分析.“甩机架”生产应用的实例表明,该轧制模式切换平稳快速,提高了轧机作业率,降低了故障成本.%High work rate is one of the key factors for the cold tandem mill rolling economically and efficiently. The whole line will stop when one stand is failure because of some troubles, so it brings on a low production. The strategy and application of one stand out-of-service in 1 700 mm 5 stands cold rolling tandem mill was described. The changes of a new rolling schedule such as tensions and reduction coefficients were analyzed. The actual results show that this rolling mode can be exchanged smoothly and quickly. It can enhance the work rate and reduce the trouble cost.【期刊名称】《电气传动》【年(卷),期】2012(042)003【总页数】5页(P48-51,56)【关键词】5机架冷连轧机;甩机架;轧制规程;轧制策略【作者】唐武军【作者单位】武钢股份公司冷轧总厂一分厂,湖北武汉430083【正文语种】中文【中图分类】TP29武钢冷轧总厂一分厂1700mm 5机架轧机1978年投产,2003年完成了酸洗生产线与5机架轧机的联合改造(酸轧联机)。
机械毕业设计(论文)-1400平整机设计【全套图纸】[管理资料]
![机械毕业设计(论文)-1400平整机设计【全套图纸】[管理资料]](https://img.taocdn.com/s3/m/e4c8a48b168884868662d6c1.png)
1400平整机设计摘要现代工业技术和生产工序自动化的迅速发展,对冷轧带钢的数量和质量的要求越来越高。
冷轧带钢平整是带钢生产的一个重要环节,这也促使冷轧生产技术、装备技术和控制技术向更高的方向发展。
而冷轧带钢平整作为冷轧精整生产过程中的一个重要工序,对产品质量的保证有着十分重要的作用。
为了适应冷轧生产高速化、连续化、自动化的发展需要,不断提高产品质量和性能,每个钢铁企业都引进先进的平整设备。
本论文阐述了1400平整机组的装机水平及特点,机组的机械设备组成,着重介绍了机组的主传动系统的设计及其主要零部件的强度校核,为平整机能更好地满足平整精度要求提供了设备支持。
机组设备在满足先进性、实用性的同时,考虑经济性,从研发制造以及设备维护角度考虑所需的费用支出,并且从环保角度考虑其是否适合环保节能生产,是否符合相关规定。
关键词:带钢;平整机;冷轧全套图纸,加153893706Design for 1400 Temper Rolling MillAbstractAs the modem industrial technology and the automation of production processes are developing rapidly,the request to quantity and quality of cold—rolled strip is getting higher and higher.This also contributes to the cold—rolled production technology,equipment and technology and control technology to a higher direction.Cold-rolled strip temper as an important finishing process take an important role in ensuring the quality of products,It is a key to provide users satisfactory products.Its continuity and automation has been widespread concern.In order to adapt to the cold rolling production high speed,continuous,the automated development need,improved the product quality and the performance unceasingly,cold rolling pickled under the normal temperature condition.Temper Can enhance the strip mechanical property,improve the shape of plate,adjust the strip surface roughness and obtain the coil that meeting the requirements.Key words:strip steel;temper Rolling Mill;cold rolling目录1 绪论 (1) (1) (1) (1) (2) (2) (3) (3) (3) (4)2 平整机总体方案的确定 (5) (5) (5) (7) (8) (8) (8) (9) (9)3 力能参数计算 (11) (11) (11) (11) (14) (15) (16) (16) (16) (16)4 主要零件的设计及校核 (18) (18) (18) (19) (21)轧辊轴承的选用与寿命计算 (23) (23) (23) (25) (25) (28) (31)5 润滑方式的选择 (31) (32) (32)6 经济可行性分析 (35) (35) (35) (37) (38)结论 (38)致谢 (39)参考文献 (40)1 绪论冷轧带钢生产的发展,不仅取决于轧钢主要设备(轧钢机)工作速度的提高和轧制周期的缩短,也在很大程度上取决于轧钢辅助设备的不断改善和改进。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘
要: 跟踪功 能是冷连 轧线 高效轧制 、 稳 定运行的基础 。 针对 1 7 5 0 mm不锈钢冷连轧 生产线的快节奏特 点, 进行轧线跟
踪逻辑分 区。 焊点跟踪用于实现对 中心区域带钢焊点的精确定位 , 并提供精确的钢卷跟踪信息。提 出了跟踪逻辑队列概
念, 建立轧制数学模 型共享区和队列存储 区, 进 而实现跟踪数据处理, 最终设计 了适合于工业生产 实践的跟踪 功能模块。 现 场应 用表 明, 该跟踪模块设计人性化 , 跟踪精度 高, 在 线状 态信 息反馈 更为及 时和准确 , 为冷连轧过程控制 系统各项功 能的投入提供 了保证 , 有效地提高 了轧制 节奏和生产效率 , 满足 自动化生产的需求 , 具有 良好的 实际应 用价值 。
关键词 : 不 锈钢 ; 冷连 轧 ; 跟踪 ; 焊 点 探 测器 ; 数 据 处 理
中图分类号 : T H1 6 ; T G 3 3 5 . 1 3
文献标识码 : A
文章编号 : 1 0 0 1 — 3 9 9 7 ( 2 0 1 5 ) 0 3 — 0 1 6 3 — 0 3
Pr o c e s s Tr a c k i n g f o r Ef f i c i e n t l y Ro l l i n g o f S t a i n l e s s S t e e l S t r i p s i n 1 7 5 0 mm Ta n d e m Co l d Ro l l i n g
A b s t r a c t : T r a c k i n g f u n c t i o n i s t h e b a s s i o fh i g h e f i f c i e n t r o l l i n g a n d s t a b l e o p e r ti a o n or f t nd a e m c o l d r o l l i n g l i n e . A i m i n g a t
fw o e l d i n gp o i n t s o f s t r i p s t e e l s i n t h e c e n t r l a re a c &I n o r d e r t o r e li a z e d t a a p r o c e s s i n g ft o r ck a i n g ,t h e c o n c e p t i o n ft o h e
t r a c k i n gl o ic g a l q u e u e W s a p u t f o r w rd a , nd a m e nw a h i l e , s h re a d re a a or f m t a h e m ti a c l a mo d e l o n r o l l i n ga nd q eu u e s t o r a g e re a a w e r e e s t a b l s i h e d r e s p e c t i v e t y . U l t i m t a e , t h e t r ck a i n g f u ct n i o n l a m o d u l e W s a d e s i g n e d nd a p r e s e n t e d w h i c h W s a s u i t bl a e or f
p a r t i t i o n s , nd a w e l d i n g p o i n t t r a c k i n g w h i c h p r o v i d i n g cc a u r a t e t r ck a i n g i n f o r m ti a o n f o r c o i l s W s a u s e d f o r p r e c i s e p o s i t i o n i n g
CHE N J i n - s h a n,L I C h a n g - s h e n g ( S t a t e K e y L a b o r a t o r y o f R o l l i n g a n d A u t o ma t i o n , N o r t h e a s t e r n U n i v e r s i t y , L i a o n i n g S h e n y a n g 1 1 0 8 1 9 , C h i n a )
第 3期
2 0 1 5年 3月
机 械 设 计 与 制 造
Ma c h i n e r y De s i g n & Ma n u f a c t u r e 1 6 3
1 7 5 0 m m冷连轧不锈 带钢 高效轧制 的跟踪 实现
陈金 山 , 李长 生
( 东北大学 轧制技术及连轧 自动பைடு நூலகம் 国家重点实验室 , 辽宁 沈阳 1 1 0 8 1 9 )
t h e c h a r a c t e r s i t i c ft o a n d e m c o l d r o l l i n g fs o t a i n l e s s s t e e l a n d f a s t p ci a n g , t h e w h o l e r o l l i n g l i n e W s a d i v i d e d i n t o t h r e e l o g i c a l