坐便器的制作步骤
一体式马桶的制作方法
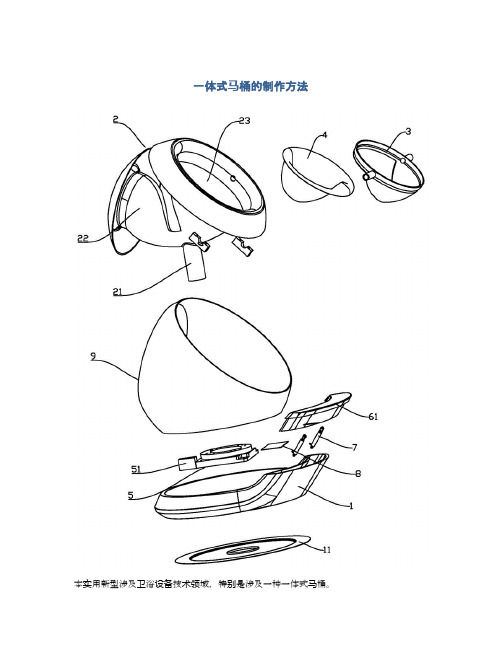
一体式马桶的制作方法本实用新型涉及卫浴设备技术领域,特别是涉及一种一体式马桶。
背景技术:现有市面上的便器大体分为蹲式便器、坐便器即马桶、小便池几类。
蹲式便器在使用时间过久后,双腿会产生麻痹,且蹲便时容易让腿部血流受阻,脑血管的压力增大,容易导致脑溢血,若蹲便时间太长,还可能出现脑部血流的突然减少而出现眩晕,再者如果在下蹲时用力过猛,还可能导致肛裂及脱肛的症状发生。
而对于现有技术中的马桶,人体与马桶的接触面呈水平状态,导致坐便时腹内压低,容易出现排便不畅的情况,且坐便时间过长后,手臂和后背都容易发生麻痹,从而增强了用户如厕时的劳累和疲惫感。
技术实现要素:本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供一种能够促进排便顺畅的一体式马桶。
根据本实用新型实施例的一体式马桶,包括有底座;主体,可转动安装在所述底座上,包括排污管、与所述排污管连通的小便池腔和坐便腔,所述排污管向下延伸并贯穿底座;冲水机构,配置在所述坐便腔内;坐凳,设置在所述坐便腔内,包括大腿接触部、与所述大腿接触部相连的背靠部,所述大腿接触部和背靠部的连接处中间设有通孔,所述大腿接触部与背靠部之间形成15~75°的夹角。
根据本实用新型实施例的一体式马桶,至少具有如下有益效果:该一体式马桶,包括底座和可转动安装在底座上的主体,其中主体包含了排污管、与排污管连通的小便池腔和坐便腔,将小便池与坐便器结合为一体,实现了功能分类,且应用于公共卫生间时则无需另外设置小便池,能够极大地减小投入成本;再者,坐便腔内设置有坐凳,坐凳包括大腿接触部、与大腿接触部相连的背靠部,大腿接触部与背靠部之间形成15~75°的夹角,使得用户在坐上坐凳后,大腿与上半身之间会形成夹角,使耻骨直肠肌能处于放松的状态,腹压和肛直肠角得以增大,有利于促进用户排便的顺畅,从而有效减少因排便不畅导致痔疮生成的状况发生。
根据本实用新型的一些实施例,所述大腿接触部、背靠部的上边沿分别向外翻折形成曲面。
马桶构造原理

马桶构造原理马桶是我们日常生活中不可或缺的卫生设施,它的构造原理直接关系到我们的生活质量和健康。
马桶的构造原理主要包括水箱、冲水阀、排水口、坐圈和下水道等部分。
下面我们将逐一介绍这些部分的构造原理。
首先,我们来看水箱。
水箱是储存冲洗水的地方,它通常位于马桶的背部。
水箱内部有一个浮球或者浮盘,当水箱内的水位下降时,浮球或者浮盘会下降,触发冲水阀的开启,从而使水箱内的水重新注入到一定的水位。
这样就为下一次的冲洗做好了准备。
接下来,我们来看冲水阀。
冲水阀是控制水流进入马桶的装置,它的构造原理是通过浮球或者浮盘的上升和下降来控制水阀的开关。
当水位下降时,浮球或者浮盘下降,冲水阀打开,水流进入马桶,完成冲洗。
排水口是马桶的另一个重要部分,它位于马桶内部底部,用于排放污水。
排水口的构造原理是通过排水管道将污水输送到下水道。
排水口的设计通常会考虑到排水的速度和冲洗的效果,以确保污水能够迅速而彻底地排出。
坐圈是我们用来坐在马桶上的部分,它的构造原理是通过合理的设计和材料选择来保证舒适性和卫生性。
坐圈通常采用防菌材料制成,表面光滑易清洁,以确保使用者的舒适和健康。
最后,我们来看下水道。
下水道的构造原理是通过管道将排放的污水输送到污水处理系统或者下水道。
下水道的设计需要考虑到排水的速度、防止堵塞和清洁等因素,以确保污水能够顺利地排出并得到处理。
总的来说,马桶的构造原理涉及到多个部分的协同工作,通过合理的设计和制造,可以保证马桶的正常使用和卫生排放。
对于我们日常生活中的马桶使用,了解其构造原理有助于我们更好地使用和维护马桶,保障我们的健康和生活质量。
马桶生产工艺流程
马桶生产工艺流程
马桶的生产工艺流程主要包括以下步骤:
1. 配料:根据生产需要,将各种原材料按照配方进行混合搅拌。
2. 注浆:将混合好的原材料倒入模具中进行成型,形成马桶的雏形。
3. 脱模:待坯体干燥后,将模具打开,取出坯体。
4. 修坯:对坯体表面进行修整,使其表面光滑平整。
5. 上釉:将坯体放入上釉机中,对坯体表面进行施釉,使其具有防水、防滑等功能。
6. 烧成:将上好釉的坯体放入窑中进行烧制,使釉料与坯体紧密结合在一起。
7. 打磨:对烧好的马桶进行打磨处理,使其表面光滑,无瑕疵。
8. 组装:将马桶盖、水箱等配件与马桶主体进行组装,形成完整的马桶。
9. 检测:对组装好的马桶进行检测,确保其符合质量要求。
10. 包装:对检测合格的马桶进行包装,准备出厂。
以上是马桶的生产工艺流程,每个步骤都对最终产品的质量至关重要,因此需要严格控制每一个环节的质量和细节。
3L水坐便器的研制
良坐便 器 产 品的管 道结 构 , 进行 了大 量 的试 验 , 并 确定
了粗管 径双 水封 管 道设 计 的新 思 路 , 保证 第 一道 水 并 封其 高度 大于 5 m 第 二道 水封 高度 在 1 m 0m , 5m 左右 。
1 技 术 思路
1对 管道 结构 进 行 科 学 合 理 的 设计 , 括管 道 的 ) 包 粗细 、 长短及 弯曲度 等 , 现 管道 变粗 ( 实 能通 过 直径 4 8
mm
2 2 解 决 的技术 关键 . 有 了 优 良的管 道结 构 , 不 一 定 能 达 到 良好 的排 并 污功能 效 果 , 还应 从 坐便 器的 各方 面进 行合理 的 调配 ,
包 括 锅 型 、 封 面 积 、 眼 大 小 、 量 及 分 布 、 上 过 水 水 圈 数 圈
的球 体 ) 设计 一种 双 水 封 结 构 , 管 道 内封 闭一 定 ; 使
在使 用时 瞬 间产生 虹 吸而达 到节水 的 效果 。 4 对 坐便 器 整 体 结 构综 合 考 虑 , 行 优 化合 理 设 ) 进
计 , 括各 种 口眼 的 大 小 、 置 、 包 位 数量 、 向 的安 排 , 方 盆
腔 的结构 、 度 的设 计 , 弧 使其 达到节 水 的预期 效果 。
开发 生产 经 验 , 开 发 粗 管 径 3L水 其 难 度 相 当大 。 但 多年 的开 发经验 得 知 , 坐便 器 节 水 的关 键在 于 虹 吸作
用 产 生 的 快 慢 , 吸 越 早 产 生 越 省 水 , 晚 产 生 越 费 虹 越
水 。外 出通 过参 观 学 习 , 细研 究 市 场 上 排 污 功 能优 仔
验 , 点解决 了以下 问题 。 重
莲花马桶坐垫的制作工艺
莲花马桶坐垫的制作工艺
莲花马桶坐垫的制作工艺通常包括以下步骤:
1. 物料准备:准备所需的材料,如坐垫面料、填充物、缝线、饰边等。
2. 制作坐垫面料:将所选的面料根据规格进行裁剪,并进行一定的处理,如熨烫等。
3. 缝制坐垫:使用缝纫机将坐垫面料的两层布料进行缝合,通常是反面对内层进行缝制,将正面样式保持完整。
4. 填充坐垫:将坐垫缝制好之后,将填充物(如海绵、棉花、记忆棉等)填充到坐垫内部,提供舒适的坐感。
5. 缝合边缘:使用缝纫机或手工将坐垫的边缘进行缝合,保证坐垫的整体牢固。
6. 饰边处理:根据设计需求,如果需要在坐垫的边缘镶嵌饰边,可以使用缝纫机或手工进行装饰性的缝制。
7. 清洁和整理:对制作好的莲花马桶坐垫进行清洁整理,确保质量和外观。
这些步骤是一般制作莲花马桶坐垫的流程,具体工艺可能会因厂商和产品而有所
差异。
陶瓷马桶工艺流程
陶瓷马桶工艺流程Creating a ceramic toilet involves a complex and precise process that requires meticulous attention to detail at every step. 制作陶瓷马桶涉及一个复杂而精密的流程,需要在每个步骤都要非常仔细地注意细节。
From the initial design phase to the final assembly and quality control, each stage plays a crucial role in ensuring the durability and functionality of the finished product. 从最初的设计阶段到最后的组装和质量控制,每个阶段在确保最终产品的耐久性和功能性方面都发挥着至关重要的作用。
The process begins with the creation of a prototype, where designers conceptualize the shape, size, and features of the toilet. 流程始于原型的制作,设计师在这一阶段构思出马桶的形状、尺寸和特点。
This stage is crucial as it sets the foundation for all future steps in the production process. 这个阶段非常关键,因为它为生产过程中的所有未来步骤奠定了基础。
The prototype is then used to create a mold, which will be used to form the ceramic material into the desired shape. 接着使用原型制作模具,模具将用于将陶瓷材料成型为所需的形状。
曲靖蹲坑改马桶的最佳方法
曲靖蹲坑改马桶的最佳方法
要将曲靖蹲坑改造成马桶,可以采取以下步骤:
1. 确定改造方案:根据现有蹲坑的结构和尺寸,设计适合的马桶改造方案,包括马桶安装位置、水箱安装方式等。
2. 准备材料和工具:购买适合的马桶、水箱、水管等材料,准备好所需的工具,如扳手、螺丝刀等。
3. 拆除原有蹲坑:先关闭进水阀门,然后拆除原有蹲坑的陶瓷部分,清理干净。
4. 安装马桶:根据马桶改造方案,按照马桶的安装说明进行安装。
通常需要将马桶的底座固定在地面上,连接好底座和水箱,并调整好位置。
5. 连接水源:连接水箱和水源,确保水箱能够正常供水。
6. 安装水管:将水管连接到水箱和马桶上,确保水流畅通。
7. 测试使用:打开进水阀门,测试马桶的使用效果,检查是否有漏水或其他问题。
8. 收尾工作:清理工作区域,将废旧材料和工具清理干净。
以上是将曲靖蹲坑改造成马桶的一般步骤,具体操作还需根据实际情况进行调整。
如果不确定自己能否完成,建议请专业人士进行改造。
坐蹲两用马桶及其使用方法与制作流程

一种坐蹲两用马桶及其使用方法,像抽屉的蹲厕主体安装在马桶主体的内部,马桶主体内安装有动力推动装置,动力推动装置包括蹲厕主体上部安装的水平的无杆气缸总成,能推动蹲厕主体像抽屉一样在马桶主体下方伸出或缩回,还包括蹲厕主体进退装置和冲水装置。
本技术的优点是:1、蹲便器安装在坐式马桶中,不占空间。
2、控制灵活、简单。
3、不改变原有使用习惯,便于人们接受,同时满足不同人群的需求。
4、适宜在公共厕所、宾馆酒店和家庭中安装使用。
5、不影响加装电控冲洗和智能控制设备。
权利要求书1.一种坐蹲两用马桶,包括马桶主体,其特征在于,像抽屉的蹲厕主体安装在马桶主体的内部,马桶主体内安装有动力推动装置,能推动蹲厕主体像抽屉一样在马桶主体下方伸出或缩回,还包括蹲厕主体进退装置和冲水装置。
2.根据权利要求1所述的一种坐蹲两用马桶,其特征在于,动力推动装置包括蹲厕主体5上部安装的水平的无杆气缸总成2,无杆气缸总成(2)的两端通过无杆气缸固定件(202)固定在马桶主体(1)上,无杆气缸总成(2)包括滑杆(204)和安装在滑杆(204)上的无杆气缸滑块(201),无杆气缸滑块(201)和无杆气缸内部的磁性活塞通过磁力连接在一起,无杆气缸滑块(201)通过滑块固定板(203)和蹲厕冲水连接件(8)相连,当无杆气缸滑块(201)向外滑动,蹲厕主体(5)伸出至最大位置时,蹲厕冲水连接件(8)和马桶主体(1)的水道接通。
3.根据权利要求1所述的一种坐蹲两用马桶,其特征在于,蹲厕主体进退装置包括马桶主体(1)的水箱上安装的蹲厕伸缩操作杆(102),蹲厕伸缩操作杆(102)与蹲厕伸缩控制阀(9)相连,蹲厕伸缩控制阀(9)通过水管使其与无杆气缸总成(2)和冲水切换气缸(10)相连,扳动蹲厕伸缩操作杆(102)时,与之相连的蹲厕伸缩控制阀(9)工作,使冲水切换气缸(10)产生运动,同时无杆气缸总成(2)上的滑块(201)也产生运动,无杆气缸滑块201和滑块固定板203相连,滑块固定板203通过蹲厕踏板转动箱体7和蹲厕主体5相连,从而带动蹲厕主体(5)从马桶主体(1)内伸出或缩回。
新型节水马桶的制作流程

本技术新型涉及一种新型节水马桶,包括马桶体、水槽、下水管和储水箱,水槽的底部与下水管通过备用管连接,水槽底部开设有节水装置;节水装置包括触发活动盘和固定底盘两部分,触发活动盘的上面固定设有连杆,触发活动盘的内部设置有第一磁体,触发活动盘的边缘开设入水孔;固定底盘的中心设置有空腔,空腔内部设置有第二磁体和流水通道,泄水孔下端的孔口高度低于第二磁体的高度。
本技术新型设计巧妙,结构简单,使用方便,微量冲刷时用水量少,节水效果好,解决现有虹吸式马桶结构不合理,在微量冲刷时用水量大,水资源浪费严重等技术问题,具有很好的市场前景和发展空间。
技术要求1.一种新型节水马桶,包括马桶体(1)、水槽(2)、下水管(3)、储水箱(4)和虹吸管道(5),储水箱(4)内的水经水槽(2)向下排,经过虹吸管道(5)排入下水管(3),其特征在于:所述的水槽(2)的底部与下水管(3)通过一备用管(7)连接,水槽(2)底部开设有一安装口,安装口上设置有节水装置(6),备用管(7)的进水端通过节水装置(6)与水槽(2)连接;所述节水装置(6)包括触发活动盘(9)和固定底盘(10)两部分,其中,触发活动盘(9)的上面固定连接设置有连杆(8),触发活动盘(9)的内部设置有第一磁体(14),触发活动盘(9)的底部边缘开设有若干入水孔(11);固定底盘(10)的中心设置有一上端封闭,下端开口的空腔,空腔内部设置有与第一磁体(14)匹配的第二磁体(15),空腔的四周竖直方向开设有流水通道(16),流水通道(16)的底部与空腔下部连通,且泄水孔(17)下端的孔口高度低于第二磁体(15)的高度;固定底盘(10)的下部焊接有导磁平板(13),固定底盘(10)和导磁平板(13)之间安装有起紧固作用的垫片(12),导磁平板(13)焊接在水槽(2)底部的安装口处,导磁平板(13)的中心处开设有一泄水孔(17);触发活动盘(9)的第一磁体(14)靠近固定底盘(10),吸引固定底盘(10)中心的第二磁体(15)上升,流水通道(16)与空腔内部连通,水流沿触发活动盘(9)边缘的入水孔(11)、流水通道(16)、空腔和泄水孔(17)排出。
马桶生产流程
马桶生产制作工艺流程大家俗知的座便器也叫马桶,也称卫生陶瓷。
那它是如何由一堆瓷土生产出来呢。
1.泥浆配对一进土打浆马桶烧制使用的陶瓷土由石英,黏土,长石等调配,先经过球磨与机械搅拌形成均匀泥浆,再通过高压管道输送到生产车间进行下一步制作-注浆。
2.注浆成型生产区的工人将泥浆注入到石灰模具中在形成一定坯体厚度后,进行退浆,固坯,开模,翻坯,修坯,至此马桶的雏形形成了,这时还只是“土坯”。
3.高温烤干这时马桶虽成型但仍含有大量水分,需要进一步干燥。
烤干后马桶需要进行多次检验,修整打磨使土坯表面平整,曲线优美。
4.进行喷釉喷釉前坯体要经过专业人员全面煤油查裂,上水,修坯吹坯检查,接下来才能进行关键的一步喷釉。
5.修底刮脚施完釉后,还要为马桶“刮脚”,修掉马桶盖上和脚部多余的残釉,确保每一处釉面平整。
6.登窑待釉面晾干之后,工人会将马桶搬上窑架,准备入窑烧制,俗称登窑。
7.高温烧制再次检验完成后,经过1200-1280℃高温烧制,这过程非常关键12-14小时后冷却卸窑,一只洁白光亮的马桶便新鲜出窑啦。
8.产品出炉即使前面所有环节都确保无误,也很难保证出窑后收成率百分之百。
这时需要质检人员对每一个出窑的马桶进行筛选分级。
9.检验试水装置水件后,在检测试水方面,都是要经过一套严格的出品标准。
每只马桶都经过24小时隔水测试。
通过多重测试合格的马桶才被包装入库,销往全国各地。
就是大家在市面上所看到的成品。
看似很简单每一道工序都经过严格的把关,品牌厂商是按照优等品出厂的原则,一般是70-80%,比国家的标准要严,存在隐患的马桶我们绝不允许出厂。
光这个过程就涉及十几个岗位人员的辛勤汗水一款马桶产出不易,看完这篇有没感觉马桶这钱花得真值了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设置系统单位为“毫米”。
选择“自定义/单位设置”命令,在打开的“系统单位设置”对话框中,设置“显示单位比例”区域的“公制”为“毫米”,单击“系统单位设置”按钮,在打开的“系统单位设置”对话框中,设置“1个单位=1.0毫米”。
1、顶:创建一个切角长方体(长度:170,宽度:480,高度:180,圆角2,长度、宽度、高度分段:1,圆角分段:3)。
2、添加“编辑多边形”修改器,进入“顶点”级别,调整顶点改变其形状。
3、顶:创建一个切角长方体(长度:70,宽度:190,高度:120,圆角:2,长度、高度分段:1,宽度分段:4,圆角分段:3),调整其位置。
4、添加“编辑多边形”修改器,进入“顶点”级别,在“前”视图中调整顶点改变其形状。
5、选中小切角长方体,在“顶”视图中沿Y轴向下移动复制一个,在视图中调整其位置。
中的“布尔”按钮,与小切角长方体进行“差集”运算,将运算后的造型命名为“坐便器底”。
位置。
分段:4,宽度分段:5,圆角分段:3),命名为“坐便器”,调整其位置。
9、添加“FFD4*4*4”修改器,进入“控制点”级别,调整控制点改变其形状。
10、添加“平滑”修改器,勾选“自动平滑”。
分段:1,宽度、圆角分段:3),命名为“水箱”,调整其位置。
(高度:16,轮廓量:-7)。
高度、圆角分段:3),命名为“按钮”,调整其位置。
14、前:创建一个长方体(长度:30,宽度:470,高度:260;长度分段:4,宽度、高度分段:1),命名为“坐便器边”。
添加“编辑多边形”修改器,进入“顶点”级别,在“前”、
“左”视图中调整顶点的位置改变造型。
15、添加“平滑”修改器,勾选“自动平滑”,调整造型的位置。
宽度分段:1,高度、圆角分段:3),命名为“坐便器盖”。
17、添加“FFD4*4*4”修改器,进入“控制点”级别,调整控制点改变造型。
18、设置材质
“白色”材质:明暗器为“Blinn”,环境光、漫反射为白色,高光反射为灰白色,高光
级别:44,光泽度:49,自发光:20。
将该材质赋予所有造型。