AD2000 W2
AD_2000_W_1_2006_Englisch

AD 2000-MerkblattICS 23.020.30July 2006 editionMaterialsforpressure vesselsFlat products of unalloyedand alloy steelsAD 2000-MerkblattW 1The AD 2000-Merkblätter are prepared by the seven associations listed below who together form the “Arbeitsgemeinschaft Druck-behälter” (AD). The structure and the application of the AD 2000 Code and the procedural guidelines are covered by AD 2000-Merk-blatt G 1.The AD 2000-Merkblätter contain safety requirements to be met under normal operating conditions. If above-normal loadings are to be expected during the operation of the pressure vessel, this shall be taken into account by meeting special requirements.If there are any divergences from the requirements of this AD 2000-Merkblatt, it shall be possible to prove that the standard of safety of this Code has been maintained by other means, e.g. by materials testing, tests, stress analysis, operating experience.Fachverband Dampfkessel-, Behälter- und Rohrleitungsbau e.V. (FDBR), Düsseldorf Hauptverband der gewerblichen Berufsgenossenschaften e.V., Sankt Augustin Verband der Chemischen Industrie e.V. (VCI), Frankfurt/MainVerband Deutscher Maschinen- und Anlagenbau e.V. (VDMA), Fachgemeinschaft Verfahrenstechnische Maschinen und Apparate, Frankfurt/MainStahlinstitut VDEh, Düsseldorf VGB PowerTech e.V., EssenVerband der TÜV e.V. (VdTÜV), BerlinThe above associations continuously update the AD 2000-Merkblätter in line with technical progress. Please address any proposals for this to the publisher:Verband der TÜV e.V., Friedrichstraße 136, 10117 Berlin.Contents0 Foreword 1 Scope 2 Approved materials 3 Testing4 Marking5 Certification of quality6 Design strength values0 ForewordThe AD 2000 Code can be applied to satisfy the basic safety requirements of the Pressure Equipment Directive, principally for the conformity assessment in accordance with Modules “G” and “B + F”.The AD 2000 Code is structured along the lines of a self-contained concept. f other technical rules are used in accordance with the state of the art to solve related prob-lems, it is assumed that the overall concept has been taken into account.The AD 2000 Code can be used as appropriate for other modules of the Pressure Equipment Directive or for differ-ent sectors of the law. Responsibility for testing is as specified in the provisions of the relevant sector of the law.1 Scope1.1 This AD 2000-Merkblatt covers flat products (plate, sheet, strip and wide flats; see DIN EN 10079) of unalloyedand alloyed ferritic steels for the fabrication of pressure vessels, which are operated at working temperaturesand at ambient temperatures down to –10 °C and up to the upper temperature limits specified in Clause 2. For working temperatures less than –10 °C, AD 2000-Merkblatt W 10 shall also apply.1.2 Flat products of austenitic steels are covered by AD 2000-Merkblatt W2. Clad plate and sheet are covered by AD 2000-Merkblatt W 8.1.3 The basic requirements regarding materials and material manufacturers are specified in AD 2000-Merkblatt W 0.2 Approved materialsThe following materials may be used:2.1 Unalloyed structural steels S235JR, S235J2, S275JR, S275J2, S355J2, S355K2 according to DI N EN 10025-2 subject to the application limits and delivery conditions as given in Table 1.2.2 Steels for pressure vessels of simple design to DI N EN 10207 subject to the application limits specified inTable 1. Supersedes October 2004 edition; | = Amendments to previous editionAD 2000-Merkblätter are protected by Copyright. The rights of use, particularly of any translation, reproduction, extract of figures, transmission byphotomechanical means and storage in data retrieval Systems, even of extracts, are reserved to the author. Carl Heymanns Verlag has taken all reason-able measures to ensure the accuracy of this translation but regrets that no responsibility can be accepted for any error, omission or inaccuracy. In cases of doubt or dispute, the latest edition of the German text only is valid.w w w .b e u t h .d e© B e u t h V e r l a g G m b H , D -10772 B e r l i nAD 2000-MerkblattPage 2 AD-2000-Merkblatt W 1, 07. 2006 edition2.3 Unalloyed and alloy high-temperature steels P235GH, P265GH, P295GH, P355GH, 16Mo3, 13CrMo4-5 and 10CrMo9-10 to DIN EN 10028-2 subject to the application limits and delivery conditions specified in Table 2 and alloy high-temperature steels 15NiCuMoNb5-6-4, 12CrMo9-10 and 20MnMoNi4-5 to D N EN 10028-2 in conjunction with VdTÜV-Werkstoffblätter (VdTÜV-MaterialSpecification Sheets) WB 377/1, 404/1 and 440/1.2.4 Weldable normalized fine-grained structural steels to DIN EN 10028-3 in conjunction with VdTÜV Werkstoffblät-ter (Material Specification Sheets) 352/1, 354/1 and 357/1. 2.5 Low-temperature steels 11MnNi5-3, 13MnNi6-3,12Ni14, X12Ni5 and X8Ni9 to D N EN 10028-4 up to50 °C, AD 2000-Merkblatt W 10, Table 3a covers short-time operation at higher temperatures. For steel grades 11MnNi5-3 and 13MnNi6-3 the maximum permissible plate thickness is limited to 50 mm. 2.6 Other materials and materials in accordance with 2.1 to 2.5 outside the application limits specified for them,require approval. Such materials shall exhibit the property values characteristic of the standard material and shall meet the following minimum requirements at room tem-perature using transverse specimens: – Elongation at fracture at room temperature A ≥ 16 %, – mpact energy for a V-notched specimen to DI N EN 10045-1 at minimum working temperature but not greater than 20 °C ≥ 27 J (average value from three tests). For specimens of width different from the stan-dardized 10 mm, the impact energy requirements are reduced in proportion to the cross-sectional area of thespecimen.3 Testin g3.1 DI N EN 10025-1 and DI N EN 10025-2 are the stan-dards covering the testing of flat products produced from the steels specified in 2.1. Testing shall be performed per melt (cast). The impact test shall be an additional require-ment in the case of steels in the Quality Group JR with nominal thicknesses ≥ 6 mm.3.2 Flat products produced from steels specified in 2.2 shall be tested in accordance with DIN EN 10207. 3.3 Flat products produced from steels specified in 2.3 shall be tested in accordance with DIN EN 10028-2. One tensile test shall be carried out at the maximum allowable temperature of the pressure vessel per cast and dimen-sion range. I f this is not known, the test shall be per-formed at 300 °C. Unless otherwise agreed in the order, the hot tensile test can be dispensed with if the manufac-turer has proved to the relevant third party that the rele-vant requirements have been met with an adequate de-gree of safety. A reference shall be made in the inspection certificate to the agreement by the relevant third party to dispense with the hot tensile test.3.4 Flat products produced from the steels specified in 2.4 shall be tested in accordance with DI N EN 10028-3. The tensile test shall be performed at the maximum allow-able temperature of the pressure vessel for all steel grades in Series NH. If the temperature is not specified in the order, the test shall be performed at 300 °C. One test shall be performed per cast and dimension range. Unless otherwise agreed in the order, the hot tensile test can be dispensed with if the manufacturer has proved to the relevant third party that the relevant requirements have been met with an adequate degree of safety. A reference shall be made in the inspection certificate to the agree-ment by the relevant third party to dispense with the hottensile test. The impact test shall be conducted on trans-verse specimens.3.5 Flat products produced from the steels specified in 2.5 shall be tested in accordance with DI N EN 10028-4. An impact test on transverse specimens shall be con-ducted on sheets cut from strip and on lengths of strip. 3.6 Flat products produced from other steels specified in 2.6 shall be tested to meet the approval testing require-ments. 3.7 Each alloy steel lot submitted for testing shall besubjected to a materials identification check which shallthen be certified.3.8 The surface condition of each plate/sheet/strip length shall be inspected.3.9 Testing requirements after further processing are covered by AD 2000-Merkblätter in the HP series. 4 Markin g4.1. Flat products shall be marked with at least: – the manufacturer's symbol,– the short designation of steel type or material number, – the cast number,– the mark of the relevant third party (in the case of in-spection certificate 3.2) or works inspector's mark (in the case of inspection certificate 3.1).When delivery is accompanied by a inspection certificate to DI N EN 10204, plates, sheets and strip lengths from which test pieces have been taken for verification of qual-ity shall also be marked with the sample number 1).Plates/sheets shall be marked at one end such that the marking is perpendicular to the main direction of rolling. Marking shall be applied by stamping. With nominal thick-nesses not exceeding 5 mm, indelible colour-coding is permissible.If marking is done by stamping it shall be painted white. In the case of sheets cut from a length of strip, the use of indelible colour-coding, by the manufacturer is permitted irrespective of the nominal thickness provided no other form of marking has been expressly specified in the order. Strip shall be marked with the aid of a tie-on tag. In addi-tion, the external ends of strip shall be marked with an indelible colour-coding with the same information.Where sheets are delivered which have been produced by dividing up a larger rolled panel or a length of strip, the marking shall be transferred to each sheet. I f the sheets are assembled in stacks, the same marking shall also be put on a tie-on tag attached to the stack.4.2 For flat products made of the steels to 2.1 to 2.5 the additional requirements of the delivery standards or VdTÜV material specification sheets mentioned therein shall also apply.4.3 Flat products made of other materials to 2.6 shall be marked to melt the approval testing requirements.5 Certification of quality5.1 Types of Test Certificates to DIN EN 10204 The certification of quality for flat products shall proceed in accordance with the requirements stated in Table 3. The validity of the test certificates according to DI N EN 10204:1995 is covered by 3.4 of AD 2000-Merkblatt W 0.1) The sheet number or the strip number may be used as the sample number.AD 2000-MerkblattAD-2000-Merkblatt W 1, 07. 2006 edition Page 35.2 Content of Test Certificates to DIN EN 10204 The test certificates shall contain the information required in D IN EN 10028-1. In addition, each test certificate shall, show the technical delivery condition (e.g. DI N EN 10028-2) and the technical rules (e.g. AD 2000-Merkblatt W 1) with which the delivery is required to comply.6 Design strength values6.1 For plate, sheet and strip produced from materials specified in 2.1, the room-temperature yield strength val-ues specified in DI N EN 10025 shall apply up to 50 °C. The values in Table 4 shall apply for design temperatures ranging from 100 °C to 300 °C. The wall thickness quoted in this table is the wall thickness of the pressure vessel. The characteristic values given in AD 2000-Merkblatt W 9 shall be applicable for the production of flanges from plate.For flat ends and tube sheets to AD 2000-Merkblatt B 5 and produced from plates, the room-temperature yield strength values quoted in DIN EN 10025 shall apply with temperatures up to 50 °C. The yield strength values in Table 5 shall apply for design temperatures ranging from 100 °C to 300 °C.6.2 The values specified to DIN EN 10207 shall apply to flat products produced from steels to 2.2.6.3 The values specified in DI N EN 10028-2 shall apply to flat products produced from steels to 2.3.6.4 The values specified in DI N EN 10028-3 shall apply to flat products produced from steels to 2.4.6.5 The values specified in DI N EN 10028-4 shall apply to flat products produced from steels to 2.5.6.6 The values obtained from approval testing shall apply to flat products produced from steels to 2.6.6.7 The characteristic values quoted in the material specification or approval testing for 20 °C shall be appli-cable for temperatures up to 50 °C and those quoted for 100 °C shall be applicable at up to 120 °C. In the remain-ing temperature ranges, linear interpolation between the quoted values is necessary (e.g. for 80 °C, between 20 and 100 °C and, for 180 °C, between 100 and 200 °C) but no rounding up is permissible. In the case of individu-ally certified steels (special material appraisals), the inter-polation rule shall only apply if there is a sufficiently close interval 2) between the points of support.2) This is generally understood to mean a temperature interval of 50 K in the elevated-temperature proof stress range and an interval of 10 K in the creep rupturestrength range.Table 1. Application limits for flat products produced from steels to DIN EN 10025-2 and DIN EN 10207Steel typeTechnical delivery specificationSteel nameMaterial No.Product thicknessmmDesign temperature 1)°CNormal delivery condition d i ⋅ p 2)S235JR+N 1.0038 +N 3)4) S235J2+N 1.0017+N 3) S235JR+N 1.0044N 3)4)S275J2+N 1.0145S355J2+N 1.0577 DIN EN 10025-2S355K2+N 1.0596 ≤ 150 P235S 1.0112P265S 1.0130 DIN EN 10207P275SL 1.1100≤ 60 ≤ 300N 3)≤ 20 000 1) See AD 2000-Merkblatt B 0, clause 5.2) Applies only to pressure vessels and attachments to pressure vessels. Product of the maximum internal diameter d i in mm of the pressure vessel or of the attachement and the maximum allowable pressure PS in bar. 3) Normalized or in an equivalent condition obtained by normalising rolling. 4) In the case of product thicknesses > 4,75 to ≤ 25 mm, the products may also be supplied in as-rolled (+AR) condition.Table 2. Application for flat produced from steels to DIN EN 10028-2Steel typeSteel nameMaterial No.Product thickness 1)mmNormal delivery condition 1)P235GH 1.0345 P265GH 1.0425 P295GH 1.0481 P355GH 1.0473 +N 2)16Mo3 1.5415 +N 13CrMO4-5 1.7335 10CrMo9-10 1.7380 ≤ 150 +NT or +QT 15NiCuMoNb5-6-4 to VdTÜV-WB 377/1 to VdTÜV-WB 377/1 12CrMo9-10 to VdTÜV-WB 404/1 to VdTÜV-WB 404/1 20MnMoNi4-5to VdTÜV-WB 440/1to VdTÜV-WB 440/11) For products of other thicknesses and other normal delivery conditions, the requirements of 2.6 apply. 2) Normalized or in an equivalent condition obtained by normalising rolling.AD 2000-Merkblatt Page 4 AD-2000-Merkblatt W 1, 07. 2006 editionTable 3.Type of Test Certificate to DIN EN 10204Technical delivery condition Subclause SteelgradeSteel nameType of inspectioncertificate to DIN EN 102041)S235JR+N 3.12)S235J2+N 3.1S235JR+N 3.12)S275J2+NS355J2+NDIN EN 10025-2 2.1S355K2+N3.1P235SDIN EN 10207 2.2 P265SP275SL3.1P235GHP265GH3.1 P295GHP355GH DIN EN 10028-2 2.3 16Mo33.2(≤ 30 mm 3.13))13CrMo4-510CrMo9-1012CrMo9-1020MnMoNi4-515NiCuMoNb5-6-43.2P275NP275NH3.1P275NL1P275NL23.2P355N P355NH3.2(≤ 30 mm 3.13))DIN EN 10028-3 2.4 P355NL1P355NL2P460NP460NHP460NL1P460NL23.211MnNi5-313MnNi6-3DIN EN 10028-4 2.5 12Ni1412Ni5X8Ni93.22.6 Others in accordance with the requirementswhen ascertaining their suitability forapproval testing1) The validity of the test certificates according to DIN EN 10204: 1995 is covered by 3.4 of AD 2000-Merkblatt W 0.2) Test report for products < 6 mm thick.3) I n the dimension ranges given, an inspection certificate 3.1 is sufficient instead of 3.2, if the manufacturing works have provided the relevant third party with evidence ofadequate statistical reliability. Transition to an inspection certificate 3.1 shall be confirmed to the manufacturing works by the relevant third party. If use is made of this, the confirmation letter of the relevant third party shall be included in the inspection certificates 3.1. The relevant third party shall satisfy itself at certain intervals (approximately 1 to2 years), that the preconditions continue to be maintained, if this does not happen within the context of continuous internal inspections.AD 2000-MerkblattAD-2000-Merkblatt W 1, 07. 2006 edition Page 5Table 4. Design strength values at higher temperatures for steels to DIN EN 10025-2Steel gradeNominal thickness Design strength value K at design temperaturemm100 °C MPa200 °C MPa250 °C MPa300 °C 1) MPa≤ 16 187 161 143 122 S235JR S235J2 > 16 to ≤ 40 180 155 136 117 ≤ 16 220 190 180 150 S275JR S275J2 > 16 to ≤ 40 210 180 170 140 ≤ 16 254 226 206 186 S355J2 S355K2> 16 to ≤ 40249 221 202 1811) The design temperature shall not exceed 300 °C even for heated parts. AD 2000-Merkblatt B 0, Table 1 shall be taken into consideration.Table 5. Design strength values at elevated temperatures for flat ends and tube sheets made of steelsto DIN EN 10025-2Steel gradeNominal thickness Design strength value K at design temperaturemm100 °C MPa200 °C MPa250 °C MPa300 °C 1) MPa≤ 16187 161 143 122 > 16 to ≤ 40 180 155 136 117 > 40 to ≤ 100 173 149 129 112 S235JR S235J2> 100 to ≤ 150 159 137 115 102 ≤ 16 254 226 206 186 > 16 to ≤ 40249 221 202 181 > 40 to ≤ 63 234 206 186 166 > 63 to ≤ 80 224 196 176 156 > 80 to ≤ 100 214 186 166 146 S355J2 S355K2> 100 to ≤ 150194 166 146 126info @beuth.de www.beuth.deBeuth Verlag GmbH Publisher:Source of supply:D-10772 Berlin Tel. +49 30/ 26 01-22 60Fax +49 30/ 26 01-12 60Verband der TÜV e.V.E-Mail: berlin@vdtuev.dehttp://www.vdtuev.de。
ckd w2000参数
ckd w2000参数
CKD W2000是一款工业自动化设备,下面是关于该设备的参数信息:
1. 尺寸,CKD W2000的尺寸为(宽度 x 高度 x 深度)。
2. 重量,CKD W2000的重量是多少。
3. 电源要求,CKD W2000需要的电源输入电压范围是多少,电流要求是多少。
4. 功率消耗,CKD W2000的功率消耗是多少。
5. 工作环境,CKD W2000适用的工作温度范围是多少,湿度要求是多少。
6. 控制方式,CKD W2000的控制方式是采用什么技术或协议进行通信和控制。
7. 输入/输出接口,CKD W2000具备哪些输入和输出接口,用
于连接其他设备或传感器。
8. 运动控制能力,CKD W2000能够实现哪些运动控制功能,例如位置控制、速度控制等。
9. 通信接口,CKD W2000支持哪些通信接口,例如以太网、串口等,用于与其他设备进行数据交换。
10. 可编程性,CKD W2000是否支持编程,如果支持,使用的编程语言是什么,是否具备相关开发工具。
11. 安全性,CKD W2000是否具备安全保护功能,例如密码保护、权限管理等。
12. 可靠性,CKD W2000的可靠性如何,是否具备故障诊断和报警功能。
13. 维护保养,CKD W2000的维护保养要求是什么,是否需要定期进行保养和维修。
14. 应用领域,CKD W2000适用于哪些工业领域,例如自动化生产线、机械加工等。
以上是关于CKD W2000的一些参数信息,具体的参数可能需要参考该设备的官方文档或联系制造商以获取更详细的信息。
AD 2000-规范

AD 2000-规范ICS 23.020.30 2000年10月颁发针对非金属材质的压力容器以电石墨和碳烧结石墨以电石墨和碳烧结石墨 为原料的压力容器为原料的压力容器 AD 2000-规范N 2AD 2000-规范是由 “压力容器工作联盟”(AD)的七个成员协会共同制作完成的。
AD 2000的主要条款和程序规范的结构和应用在AD 2000-规范 G1条款页中有详细介绍。
AD 2000-规范中包含了针对一般企业操作运行条件的安全技术要求。
如果在运行中超过了压力容器工作的一般条件,则必须根据其实际的特殊需求进行操作和设计。
如果在实际操作中的结果发生与AD 2000-规范的偏差,首先要通过不通手段来检查证明操作条件是否完全符合规范中的安全技术标准,如材料测试,设备测试,压力分析,操作经验等。
杜塞尔多夫压力容器及管道安装专业技术协会(FDBR)圣奥古斯汀工业职业合作总协会 法兰克福化学工业协会(VCI)德意志机器及设备制造协会,-- 特种机器设备专业联合会(VDMA),法兰克福德意志冶金工业协会(VDEh),杜塞尔多夫艾森电力科技协会(VGB) 艾森技术控制协会联合总会(VdTÜV)上述协会将随着科技进步,持续更新AD 2000系列规范。
有任何意见及建议请发信至:艾森技术控制协会联合总会艾森技术控制协会联合总会((VdTÜV VdTÜV)) 信箱号信箱号 103834 103834 103834邮编邮编 D D D--45038 Essen 45038 Essen目录及内容0 前言 8 设计准则1 范围 9 公差及表面处理2 综合 10 压力测试3 材料 11 参考文献4 测试 附件 1:压力测试证书样本5 标识 附件 2:AD 2000-规范 N2 说明书6 质量证书 附件 3:测试范例7 强度值0 前言前言AD 2000的规则部分可以用作压力容器设备的操作指令,主要是遵循组件“G ”和“B+F ”条件的对一致性的评估。
AD-2000 HP0中文版-德国标准)

AD-2000 HP0中文版-德国标准)前言AD2000的规则能够用于满足压力设备指令的最差不多的安全要求,原则上符合" G "和“B + F”模式的评估。
AD2000的法规架构是自成一体独立的概念。
如果使用其他技术规则来解决有关咨询题,那就认为整体的概念差不多被考虑。
AD2000的规则能够适用于其它承压设备指令的模式或不同行业的法律。
在所提供的有关法律的章节中规定了试验的责任。
1 范畴1.1 AD2000-Merkblatter HP系列处理有关的牵涉到压力容器设计和制造的规则,以及整套压力容器或要紧在静载荷下的压力容器,以及它们与非承压部件的连接,例如用焊接。
这些Merkblatter是按照AD2000-Merkblatter W 系列的要求,同时是由制造厂或有关的第三个方在制造前、中、后指定的试验。
1.2 如果有AD2000-Merkblatter HP系列中没有包含的某种材料的制作和测试条款,在制造商,客户/用户、有关的第三方之间应该达成一个协议。
关于非金属材料,AD2000-Merkblatter在N系列也要观看。
1.3 对一个容器如有几个腔室组成的地点,它将被按照最高级不的那个腔室来归类。
如果一个腔室内有几种流体,分类应按照流体的要求的最高范畴。
1.4 AD2000在HP系列中包括以下几种:HP0-设计,制造和有关试验的通用规则增补:摘要表:不需要焊后热处理的情形,产品试验和NDT的种类和范畴2 原则2.1 压力容器的制造应基于有关的图样和文件。
2.2 压力容器或压力容器部件的制造厂应安排所有必需的正常工作,确保这是按照良好的工程实践,,专门是要按照AD2000-Merkblatter来进行。
2.3 如果需要满足其他高于AD2000-Merkblatter的压力容器的操作条件,例如动态载荷、耐腐蚀、附加的测试和范畴、降低公差、使用某些特定材料,连接过程和和填充金属、附加的热处理,这些都应该及时通知客户/用户明白,如此他们就能够在压力容器的设计和制造中考虑到。
AD_2000_W0-2006规范中文版

AD 2000-规范ICS 23.020.30 2006年7月出版AD2000-Merkblatter 标准文件是由以下7个协会组成的Arbeitsgemeinschaft Druckbehälter(AD)提供。
AD2000- MerkblatterG1涵盖了AD2000规则主体和程序指导文件的组成和适用范围部份。
AD2000-Merkblatter 包含满足正常运行状态下的安全要求。
如果希望压力容器运行过程中承受超负荷的压力,要考虑本材料标准以满足其特殊要求。
如果对于AD2000-Merkblatter要求存在任何分歧,我们可以采用其它方式例如:通过材料试验、试验、应力分析、运行实验等维护其规范主体安全标准的正确性。
Fachverband Dampfkessel-, Behälter- und Rohrleitungsbau e.V. (FDBR), DüsseldorfHauptverband der gewerblichen Berufsgenossenschaften e.V., Sankt AugustinVerband der Chemischen Industrie e.V. (VCI), Frankfurt/MainVerband Deutscher Maschinen- und Anlagenbau e.V. (VDMA), Fachgemeinschaft Verfahrenstechnische Maschinen undApparate, Frankfurt/MainStahlinstitut (VDEh), DüsseldorfVGB PowerTech e.V., EssenVerband der Technischen Überwachungs-Vereine e.V. (VdTÜV), Essen为了与技术进步同步发展,上述协会组织不断对AD2000-Merkblatter进行升级完善。
艾默生EV2000系列变频器常用参数设置
艾默生EV2000系列变频器常用参数设置艾默生EV2000系列变频器是一种先进的电能调节设备,可根据负载需求自动调整电机的运行速度和输出功率。
为了使变频器能够正常工作,需要对其进行一些常用参数的设置。
以下是EV2000系列变频器的常用参数设置方法:1.额定电压和额定频率:首先需要设置变频器的额定电压和额定频率,这些参数通常可以在电机的标牌上找到。
将这些参数设置到变频器中,以确保变频器与电机的额定工作参数相匹配。
2.输出电压和频率:根据应用需求,需要设置变频器的输出电压和频率。
这些参数可以通过变频器的前面板或者调试软件来设置。
通常情况下,输出电压需要根据电机的额定电压来设置,而输出频率需根据需要进行调整。
3.额定电流和过载保护:根据电机的额定电流设置变频器的额定电流。
额定电流设置过低可能导致电机无法正常工作,而设置过高可能会导致电机过载。
另外,还需要设置过载保护参数,以保护电机在过载情况下不会受到损坏。
4.加速和减速时间:设置变频器的加速和减速时间,以控制电机的启停过程。
加速时间用于控制电机从停止状态到达额定转速的时间,而减速时间用于控制电机从工作状态到停止状态的时间。
这些参数的设置通常需要根据具体的应用需求来确定。
5.刹车方式和刹车电阻:如果需要使用刹车功能,需要设置变频器的刹车方式和刹车电阻。
刹车方式通常分为内部刹车和外部刹车两种,内部刹车是通过变频器内部的电路实现的,而外部刹车则是通过外部设备来实现的。
刹车电阻用于吸收电机的余能,以确保电机在刹车过程中不会受到过电压的损害。
6.控制模式和控制信号:设置变频器的控制模式和控制信号,以确保其能够按照预期进行工作。
常见的控制模式有V/F控制和矢量控制,而常用的控制信号有开关量信号和模拟量信号等。
根据具体的应用需求,选择适合的控制模式和控制信号。
7.保护功能和报警设置:根据需要设置变频器的保护功能和报警设置,以确保电机在异常情况下能够及时报警并采取相应的保护措施。
AD-2000 HP4中文版-德国标准)

AD-2000 HP4中文版-德国标准)前言AD2000的规则能够用于满足压力设备指令的最差不多的安全要求,原则上符合" G "和“B + F”模式的评估。
AD2000的法规架构是自成一体独立的概念。
如果使用其他技术规则来解决有关咨询题,那就认为整体的概念差不多被考虑。
AD2000的规则能够适用于其它承压设备指令的模式或不同行业的法律。
在所提供的有关法律的章节中规定了试验的责任。
范畴AD2000 Merkblatt 里面的要求是关于焊接的压力容器和压力容器部件的NDT治理员和实验员。
一样原则作为规定,AD2000 Merkblatt HP 5/3规定的NDT应该由制造商来做。
通常NDT治理员和实验员差不多上制造商雇佣的。
制造商也能够请不处的实验员来做,只要他是满足3和4的要求能够来操作NDT的就能够。
NDT 治理员和实验员应该按照DIN EN473来进行考试认证,认证由由认可的第3方按照PED 第13节的内容进行。
NDT治理员关于焊接工业来讲NDT治理员应该具备焊接方面的必要知识和差不多体会,同时是按照DIN EN473(2级人员是最低要求)通过培训,认证,同时发证的。
他们应该专门熟悉AD2000 Merkblatt HP 5/3 规定的实验的过程。
他们也应该明确实验者是通过必要培训的,实验设备状态良好。
NDT治理员应该独立于生产部门之外,同时有制造商任命。
NDT治理员应该按照AD2000 Merkblatt HP 5/3给出实验程序的指导书以及实验操作的细节。
他能够在咨询客户后再进行这项工作同时也应该分配工作给实验员。
NDT治理员应该按照AD2000 Merkblatt HP 5/3签署实验报告。
实验员焊接工业的实验员应该是按照DIN EN473对所许使用的方法进行培训,认证,同时发证的。
他们应该具备充分的基础技术知识,如此他们就能按照AD2000 Merkblatt HP 5/3去做那些他们应该胜任的实验了。
光绘WD2000输出

第一章系统简介一.概述WD光绘系统是继WD2000光绘系统后推出的全新版本的CAD/CAM光栅化系统,它是PCB(电路板)行业里制作菲林的输出系统。
其主要功能是将电子CAD或CAM设计编辑后的图形,经过处理,生成激光光绘机绘图所需的光栅化点阵数据,并控制激光光绘机工作,直接接受各种版本的Protel PCB、Gerber-RS274-x及Gerber-RS274-d文件格式,无需任何转换处理。
友好的交互式人机界面,详尽的工艺参数处理,所见即所得的排版处理,无需另外生成光栅化文件,使输出效率大大提高。
作为一个独立的光绘系统软件,可方便连接市场上所有万德光绘机。
对于PCB生产厂家,本系统负责使您的光绘机可以输出满足多层叠加、拷贝、负清除、异或、负叠加、清除、负异或、加、减最细线宽设定等生产工艺的要求;对于开展光绘服务的用户,本系统不但可以输出您的客户要求的工艺菲林片,更能使您在进行工艺处理和排版时直接对PCB文件处理输出,轻松自如、灵活方便。
迄今为止,WD光绘系统软件是目前光绘系统中最完善,处理速度最快,兼容性最好,使用最方便的软件。
它完善的工艺属性方便了光绘中心、线路板生产厂家。
第二章主控计算机环境要求一、主控计算机配置为高效的发挥光绘系统的功能,本公司建议主控计算机按如下配置(仅供参考):二、主控计算机安装环境及使用注意事项安装环境:1. 发排系统应共用同一电源及地。
2. 主控计算机与光绘机距离应小于5米。
使用注意事项:3. 主控计算机与光绘机开启加电的顺序为,首先开启光绘机电源,然后开启主控计算机的电源。
如因意外情况光绘机断电,则在重新开启光绘机电源时,应先关闭主控计算机的电源,光绘机通电后再开启主控计算机的电源。
4. 软件部分:除安装光绘系统软件和光绘输出程序以外,尽可能不要安装过多的其他应用程序,以避免软件安装过多造成的系统资源下降而影响光绘输出的效率。
在光绘机联机输出过程中,局域网联网的各台电脑尽量避免访问光绘机主控发排电脑,防止因数据交换不同步而造成的发排电脑死机或光绘菲林图像异常。
AD-2000 W0中文版-德国标准)

AD-2000 W0中文版-德国标准)AD2000规范W系列适用用于压力容器承压部件的不同产品类型的制造的金属。
AD2000规范规定关于产品的质量,制造和试验的总则。
AD2000规范W系列规定了各种产品类型的适用和要求,例如:板、带、管。
AD2000规范不包含下面材料:-垫圈-附件和安装零件-阀体-其他的附件AD2000规范A4包含阀体AD2000规范N系列覆盖非金属材料。
2.总的要求2.1材料应获得最终结构件所要求的机械性能。
与容器连接的材料既不能有严峻的腐蚀倾向,同时也不能形成危险的化合物。
2.2当采纳正确的工艺,采购商或容器制造商应选择与在役条件完全相容的性能的材料。
应检查规定的最低运行温度范畴是否满足PED附录1中的要求。
2.3供货条件下的材料的质量特性,专门满足2.1和2.2条件,加工过程中阻碍质量采取的措施应在材料规程中有所描述。
这种文件应优先全部或部分参考标准或其他技术供货条件。
2.4产品检验通常由制造商进行。
除非在材料规程中有其他描述(见3.4.1),有关的DIN标准和试验单适用于试验程序。
3.压力容器用材3.1专门要求3.1.1材料规程是压力容器用材适用性评估的基础。
为了满足条款2中的总要求,文件中制定的最低要求是;-规定化学成分和机械性能的要求-考虑加工和热处理方法和惯例的状况-证书的类型和内容的材料试验条件-标识要求-设计特性的条件3.1.2材料制造商应-采纳确保产品制造和试验的设备-聘用有能力的人员进行制造、试验和检验机构进行无损检验(若材料规范中规定)。
-运用恰当的方法制造产品-确保质量操纵和适当的记录,适用的产品制造和加工,同时也要满足材料规范中制定的条件关于原材料制造同样适用。
签发3.1证书的工厂检验师应满足DIN EN10204的条件。
名字和印章应通知有关第三方。
3.2材料适用性的制定材料的适用性应由第三方依据3.1.1材料规范来制定。
如果材料的适用性不能依据材料规范制定时,第三方应采取另外的差不多安全条件和恰当的产品检验。
AD_2000-HP0中文版

AD2000 Merkblatter HP0前言AD2000的规则可以用于满足压力设备指令的最基本的安全要求,原则上符合" G "和“B + F”模式的评估。
AD2000的法规架构是自成一体独立的概念。
如果使用其他技术规则来解决相关问题,那就认为整体的概念已经被考虑。
AD2000的规则可以适用于其它承压设备指令的模式或不同行业的法律。
在所提供的有关法律的章节中规定了试验的责任。
1 范围1.1 AD2000-Merkblatter HP系列处理相关的牵涉到压力容器设计和制造的规则,以及整套压力容器或主要在静载荷下的压力容器,以及它们与非承压部件的连接,例如用焊接。
这些Merkblatter是根据AD2000-Merkblatter W系列的要求,并且是由制造厂或相关的第三个方在制造前、中、后指定的试验。
1.2 如果有AD2000-Merkblatter HP系列中没有包含的某种材料的制作和测试条款,在制造商,客户/用户、相关的第三方之间应该达成一个协议。
对于非金属材料,AD2000-Merkblatter在N系列也要观察。
1.3 对一个容器如有几个腔室组成的地方,它将被根据最高级别的那个腔室来归类。
如果一个腔室内有几种流体,分类应根据流体的要求的最高范畴。
1.4 AD2000在HP系列中包括以下几种:HP0-设计,制造和相关试验的通用规则增补:摘要表:不需要焊后热处理的情况,产品试验和NDT的种类和范围2 原则2.1 压力容器的制造应基于相关的图样和文件。
2.2 压力容器或压力容器部件的制造厂应安排所有必需的正常工作,确保这是按照良好的工程实践,,特别是要按照AD2000-Merkblatter来进行。
2.3 如果需要满足其他高于AD2000-Merkblatter的压力容器的操作条件,例如动态载荷、耐腐蚀、附加的测试和范围、降低公差、使用某些特定材料,连接过程和和填充金属、附加的热处理,这些都应该及时通知客户/用户知道,这样他们就可以在压力容器的设计和制造中考虑到。
AD 2000 W2 08

Supersedes July 2006 edition; completely revisedAD 2000-Merkblätter are protected by copyright. The rights of use, particularly of any translation, reproduction, extract of figures, transmission by photomechanical means and storage in data retrieval systems, even of extracts, are reserved to the author. Beuth Verlag has taken all reasonable measures to ensure the accuracy of this translation but regrets that no responsibility can be accepted for any error, omission or inaccuracy. In cases of doubt or dispute, the latest edition of the German text only is valid.ICS 23.020.30February 2008 editionThe AD 2000-Merkblätter are prepared by the seven associations listed below who together form the “Arbeitsgemeinschaft Druckbehälter”(AD). The structure and the application of the AD 2000 Code and the procedural guidelines are covered by AD 2000-Merkblatt G 1.The AD 2000-Merkblätter contain safety requirements to be met under normal operating conditions. If above-normal loadings are to be expected during the operation of the pressure vessel, this shall be taken into account by meeting special requirements.If there are any divergences from the requirements of this AD 2000-Merkblatt, it shall be possible to prove that the standard of safety of this Code has been maintained by other means, e.g. by materials testing, tests, stress analysis, operating experience.Fachverband Dampfkessel-, Behälter- und Rohrleitungsbau e.V. (FDBR), Düsseldorf Deutsche Gesetzliche Unfallversicherung (DGUV), Berlin Verband der Chemischen Industrie e.V. (VCI), Frankfurt/MainVerband Deutscher Maschinen- und Anlagenbau e.V. (VDMA), Fachgemeinschaft Verfahrenstechnische Maschinen und Apparate, Frankfurt/Main Stahlinstitut VDEh, Düsseldorf VGB PowerTech e.V., EssenVerband der TÜV e.V. (VdTÜV), BerlinThe above associations continuously update the AD 2000-Merkblätter in line with technical progress. Please address any proposals for this to the publisher:Verband der TÜV e.V., Friedrichstraße 136, 10117 Berlin.____________Materials for pressure vesselsAustenitic andaustenitic-ferritic steelsAD 2000-MerkblattW 2Contents0ForewordThe AD 2000 Code can be applied to satisfy the basic safety requirements of the Pressure Equipment Directive, princi-pally for the conformity assessment according to modules “G” and “B + F”.The AD 2000 Code is structured along the lines of a self-contained concept. If other technical rules are used accord-ing to the state of the art to solve related problems, it is as-sumed that the overall concept has been taken into account.The AD 2000 Code can be used as appropriate for other modules of the Pressure Equipment Directive or for different sectors of the law. Responsibility for testing is as specified in the provisions of the relevant sector of the law.1Scope1.1This AD 2000-Merkblatt applies to hot- and cold-rolled plate, sheet and strip, seamless and welded tubes, forged,rolled and drawn bars and forgings, and bolts and nuts (mechanical fasteners) made of austenitic and austenitic-ferritic steels for the construction of pressure vesselsoperated at working temperatures and ambient tempera-tures down to –10°C and up to the upper temperature limits specified in clause 2. In principle, the steels are also suitable for use at temperatures lower than –10°C.For working temperatures below –10°C, AD 2000-Merk-blatt W 10 is also applicable.1.2The basic requirements for the materials and material manufacturer are specified in AD 2000-Merkblatt W 0.2MaterialsThe following materials may be used for the construction of pressure vessels:2.1The austenitic steels and austenitic-ferritic steels listed in Tables 1a to 1c up to the limit temperatures (see Table 7)specified regarding resistance to intergranular corrosion and dimensional limits.For materials not included in Table 7, see Note 2 of 8.3.3 of DIN EN 10028-7. For hot- and cold-formed pressure vessel elements, see AD 2000-Merkblatt HP 7/3.0Foreword 1Scope 2Materials3Material requirements4Tests 5Marking6Verification of quality characteristics 7Design characteristicsPage 2AD 2000-Merkblatt W 2, 02.2008 editionIf bolts and nuts made of austenitic steels as specified in DIN EN10269 are required to have resistance to inter-granular corrosion, the application temperature shall not exceed 300°C.Bars and forgings made of austenitic or austenitc-ferritic steels as specified in DIN EN10222-5 and DIN EN10272 may be used with the applicable cross-sectional area given in these standards up to a maximum of 250mm for bars and 350mm for forgings.2.2The austentic steels of the relevant standards and ma-terial sheets listed in Table1 above the limit temperatures given in these standards. In this case, consideration shall be given, as appropriate, to long-term elevated temperature values if no intergranular corrosion can occur and their suit-ability1) for the specified application temperature has been verified. This also applies to the filler metal of welded tubes.2.3Bolts and nuts of steel groups A 2, A 3, A 4 and A 5, of strength class 50 in sizes M 6 to M 39, of strength class 70 in sizes M 6 to M 30 as specified in DIN EN ISO 3506-1 and DIN EN ISO3506-2, made of the austenitic steel grades list-ed there as long as the bolts and nuts manufactured by hot forming and cold forming contain no more than 0,4% and 0,8% copper respectively up to design temperatures of 400°C.If steel bars are used for manufacturing bolts and nuts in a heat treatment condition other than that given in Table A-2 or A-3 of DIN EN10272 or Table B.1 of DIN EN10269, e.g. warm work-hardened, proof of suitability shall be provided.2.4Bolts and nuts of steels of groups A.2, A.3, A.4 andA.5 manufactured by hot forming and containing more than 0,4% copper, or by cold forming and containing more than 0,8% copper, but a maximum of 3,5%, may be used if the quality characteristics are proven in the first instance by a report from the relevant third party. For percentages by mass of copper greater than 1%, the copper content shall be stated in the inspection certificate.2.5Cold re-drawn bars made of steels with material num-bers 1.4301, 1.4541, 1.4401 and 1.4571 of diameters ≥4 to ≤35mm. As a deviation from DIN EN10272, an upper ten-sile strength of 850MPa and an elongation after fracture A of ≥20% are allowed.2.6The austenitic steels listed in Table 1 in a delivery state other than quenched, e.g. warm work-hardened, or if the dimensional limits given in the standards and Werkstoff-blätter in Table 1 are exceeded, where verification of their suitability1) is provided.2.7Austenitic or austenitic/ferritic steels covered by other specifications if verification of their suitability1) is provided. 3Material requirements3.1The following standards are applicable to the chemical composition, the heat treatment condition, the mechanical and technological properties as a function of the dimension-al limits, the surface quality and the dimensional accuracy of the products2) listed in 2.1 to 2.4:DIN EN 10028-7Flat products made of steels for pressure purposes – Part7: Stainless steelsDIN EN 10222-5Steel forgings for pressure purposes – Part5: Martensitic, austenitic and austenitic-ferritic stainless steelsDIN EN 10272Stainless steel bars for pressure purposesDIN EN 10216-5Seamless steel tubes for pressure purposes – Technical delivery conditions – Part5: Stainless steel tubesDIN EN 10217-7Welded steel tubes for pressure purposes – Technical delivery conditions – Part7: Stainless steel tubesStahl-Eisen Werkstoffblatt 400Stainless rolled and forged steelsDIN EN 10269Steels and nickel alloys for fasteners with specified elevated and/or low temperature propertiesDIN EN ISO 3506-1Mechanical properties of corrosion-resistant stainless steel fasteners – Part1: Bolts, screws and studsDIN EN ISO 3506-2Mechanical properties of corrosion-resistant stainless steel fasteners – Part2: Nuts3.2For pressure vessels where the final test is carried out by the relevant third party, the requirements for the steels specified in 2.2, 2.4, 2.6 and 2.7 are based on the verification of suitability1).3.3For tubes welded by the manufacturer, see the specific requirements of clause 3, Annex 1 of the Pressure Equip-ment Directive.For welded tubes3), the procedures and personnel for manufacture and testing by the relevant third party shall be confirmed. An approval procedure (e.g. according to VdTÜV-Merkblatt 1151 Part 2) aligned with the manufac-turing method shall exist that also contains the type and scope of the non-destructive testing.3.4Welded tubes specified in this AD 2000-Merkblatt shall be designed so that 100 % exploitation of the allowable design stress is allowed in the weld (weld factor 1).For welded tubes not complying with DIN EN10217-7, the scope of testing of the weld zone shall be specified in such a way in the documentation for the approval procedure that it allows 100% exploitation of the allowable design stress. The need for and the type of heat treatment shall also be specified.3.5For bars and forgings made of steels specified in DIN EN10222-5 and DIN EN10272 with a relevant dimension greater than that specified in these standards, the require-ments of the September 1996 edition of DIN17440 are applicable.1)Verification of suitability according to AD 2000-Merkblatt W0. If theverification of suitability has led to a VdTÜV-Werkstoffblatt, see the Index of VdTÜV-Werkstoffblätter (available via www.vdtuev.de or from the TÜV Media GmbH, Am Grauen Stein, D-51105 Cologne).2)See DIN EN10028-1.3)Welded tubes are those manufactured by qualified, mechanizedwelding procedures in continuous production from strip or in series production (as a single length) from lengths of strip. If not specified in the order, the manufacturer specifies the welding procedure. This also applies for the welding procedure not indicated in DIN EN10217-7 (e.g. electron beam welding). Tubes or nozzles manu-factured individually do not come within this definition. The HP series of the AD 2000-Merkblätter are applicable to them.AD 2000-Merkblatt W 2, 02.2008 edition Page 34TestsUnless otherwise specified in the following, the individual products shall be tested according to DIN EN10028-7, DIN EN10222-1, DIN EN 10269, DIN EN 10272, DIN EN 10216-5 or DIN EN 10217-7. This also applies to the non-destructive tests and their evaluation/acceptability categories. Steels conforming to SEW 400 are tested according to the above standards depending on the product form. Steels complying with other material specifications are governed by the stipu-lations of the suitability verification1).4.1Additional tests for plate, sheet and strip4.1.1Tensile testThe test is carried out at the beginning and end of each coil. As long as uniformity and meeting the set requirements over the length of the strip have been proven to the relevant third party with an adequate degree of reliability, the test for strip is carried out on one test section per coil. A reference shall be made in the inspection certificate to the verification of the uniformity over the strip length and the approval by the rele-vant third party.4.1.2Impact testThe impact test shall be carried out within the scope of the tensile test at room temperature:–for austenitic steels listed in Table1 on thicknesses >30mm. When used according to AD2000-Merkblatt W10, on thicknesses >20mm.–for austenitic-ferritic steels on thicknesses >6mm.When used according to AD2000-Merkblatt W10 for temperatures of less than –10°C, the test is carried out at –40°C.4.1.3Resistance to intergranular corrosionFor austenitic and austenitic-ferritic steels belonging to the stainless steels group, the intergranular corrosion test is car-ried out on each cast and heat treatment batch. If agreed with the user, this test may be dispensed with.4.1.4Material identificationAll products shall be subjected to a suitable material identi-fication test by the manufacturer.4.2Tubes4.2.1Welded tubesThe tests are carried out according to DIN EN10217-7, test category 2, with the following additional tests. For tubes made of automatically welded strip, a maximum of 18m is regarded as the “manufacturing length”.4.2.1.1Transverse tensile test on the weldOne test per test unit for an outside diameter >219,1mm (the test shall be carried out according to DIN EN10217-7, option 22).4.2.1.2Impact testThe impact test shall be carried out with half the scope (one test per test unit) of the tensile test at room temperature in the following cases:–for austenitic steels listed in Table1 on the base metal for thicknesses >20mm and transverse to the weld for thicknesses >12mm (the test shall be carried out ac-cording to DIN EN10217-7, option 8).1)See page 2.–for austenitic-ferritic steels listed in T able1 on the base metal for thicknesses >12mm. When used according to AD2000-Merkblatt W10 for temperatures of less than –10°C, the test is carried out at –40°C (the test shall be carried out according to DIN EN10217-7, option 12).4.2.1.3Resistance to intergranular corrosionFor austenitic and austenitic-ferritic steels belonging to the stainless steels group, the intergranular corrosion test is car-ried out on each cast and heat treatment batch. If agreed with the user, this test may be dispensed with (the test shall be carried out according to DIN EN 10217-7, option 13). 4.2.1.4Non-destructive testTesting of the welded joints shall be according to DIN EN 10217-7, test category 2, option 25.Exception: for welded joints with wall thicknesses >40mm, the ultrasonic test method shall be used generally.In addition, for tubes with a wall thickness >40mm, the tube ends shall be tested according to DIN EN 10217-7, test cat-egory 2, option 16.4.2.2Seamless tubesThe tests are carried out according to DIN EN 10216-5, test category 2.Exception: for tubes with an outside diameter ≤42,4mm and nominal wall thickness ≤3,6mm and for internal tubes4), the mechanical-technological tests of test category1 are carried out.In addition, the following tests shall be carried out:4.2.2.1Impact testOne impact test per test unit shall be carried out at room temperature according to DIN EN10216-5 option 6 in the following cases:–For austenitic steels listed in Table1 for thicknesses >20mm.–For austenitic-ferritic steels listed in Table1 for thick-nesses >10mm.4.2.2.2Resistance to intergranular corrosionFor austenitic and austenitic-ferritic steels belonging to the stainless steels group, the intergranular corrosion test is car-ried out on each cast and heat treatment batch. If agreed with the user, this test may be dispensed with. The test shall be carried out according to DIN EN10216-5, option 12. 4.2.2.3Non-destructive testsThe non-destructive testing of the tubes shall be carried out ac-cording to DIN EN10216-5, test category 2, options 14 and 15. For tubes with outside diameters ≤101,6mm and wall thick-nesses ≤5,6 mm, an ultrasonic examination according to DIN EN10246-7 is carried out according to DIN EN10216-5, options 14 and 15, on at least 10% of the tubes. If imperfec-tions are found in the tubes tested in this way, all the tubes shall be tested in a non-destructive manner over their whole length. In addition, for tubes with a wall thickness >40mm, the tube ends shall be tested according to DIN EN10216-5, option 16. Testing of tubes made of steels covered by SEW400 is car-ried out in the same way.For tubes within a pressure vessel (internal tubes)4), the ultrasonic examination may be dispensed with. This is generally the case also if the pressure in the tubes is greater than that in the pressure vessel.4)The order shall specify whether internal tubes are involved.Page 4AD 2000-Merkblatt W 2, 02.2008 edition4.3Additional tests for bars and forgings 4.3.1Impact testThe impact test shall be carried out within the scope of the tensile test at room temperature:–for austenitic steels listed in Table 1 on diameters>100mm. When used according to AD 2000-Merkblatt W 10, on thicknesses >60mm.–for austenitic-ferritic steels on diameters >15mm.When used according to AD 2000-Merkblatt W 10 for temperatures of less than –10°C, the test is carried out at –40°C.For forgings (disk, perforated disk, ring, bush), the relevant dimension according to Table B.1 of DIN EN 10222-1 ap-plies instead of the diameter.4.3.2Resistance to intergranular corrosionFor austenitic and austenitic-ferritic steels belonging to the stainless steels group, the intergranular corrosion test is car-ried out on each cast and heat treatment batch. If agreed with the user, this test may be dispensed with.4.3.3Material identification 4.3.4Non-destructive testingAn ultrasonic examination shall be carried out on bars and forgings with diameters or thicknesses >160mm 5).4.4Additional tests for bolts and nuts4.4.1Bolts and nuts as described in the 1st paragraph of 2.3, 2.4 and 2.5 shall be tested according to DIN EN ISO 3506-1 or DIN EN ISO 3506-2 and DIN EN ISO 3269,taking into account T able 4. For the number of sets of speci-mens, at least the number given in T able 4 is applicable. In the case of numbers >3500, at least 7 sets of specimens shall be tested as long as a higher number is not specified in the rele-vant standard or the number of sets of specimens can be re-duced because of the same cast/heat treatment (see T able 4).The random sample number for the non-destructive test for surface imperfections and for the dimensional test is 20. All specimens shall meet the requirements (acceptance number A C =0).Table 4.Number of random samples for non-destructivetesting of the mechanical properties in tests as specified in DIN EN ISO 3269 4.4.2Bolts and nuts as described in the 2nd paragraph of 2.3, 2.6 and 2.7 shall be tested in line with the verification of suitability 1).4.4.3For bolts and nuts manufactured by machining, the requirements of 4.3 are applicable.5Marking5.1The products shall be marked clearly and permanently according to applicable standards.5.2Bolts and nuts not covered by DIN EN ISO 3506-1 or DIN EN ISO 3506-2 shall bear the manufacturer’s mark and steel grade (abbreviation, material number or other mark to be agreed which shall be indicated in the inspection certifi-cate). Bolts of sizes M 52 and above shall also have the cast number. If an inspection certificate 3.2 as described in DIN EN 10204 is specified, bolts of sizes ≥M 30 shall bear the test stamp of the relevant third party.6Verification of quality characteristics6.1Plate, sheet and strip6.1.1For plate, sheet and strip made of the steels speci-fied in 2.1 and 2.2, the data in Tables 2a to 2c are applicable for verification of the quality characteristics (mechanical properties, visual examination and dimensional test).For plate, sheet and strip made of the steels specified in 2.6and 2.7, the verification of the quality characteristics is based on the suitability verification requirements 1).6.1.2The ladle analysis, verification of resistance to inter-granular corrosion and, where appropriate, non-destructive testing are provided by an inspection certificate 3.1 as spec-ified in DIN EN 10204.6.2Tubes6.2.1Seamless tubes as specified in 2.1 shall be certified with inspection certificate 3.2 as specified in DIN EN 10204for wall thicknesses >5,6mm and inspection certificate 3.1for wall thicknesses ≤5,6mm. Seamless tubes made of steels of material numbers 1.4311, 1.4429 and austenitic-fer-ritic steels shall be certified with inspection certificate 3.2 as specified in DIN EN 10204 regardless of the wall thickness.Welded tubes made of the steels specified in 2.1 shall be certified with inspection certificate 3.2 as specified in DIN EN 10204.If, after conclusion of the approval of the welding procedure (according to VdTÜV-Merkblatt 1151 Part 2), the quality and the uniformity of the production are verified over an adequate-ly long period, the quality characteristics for wall thicknesses ≤10mm may be verified by an inspection certificate 3.1. The decisive factor here is the number of tubes per size, or per size group tested by the relevant third party. This applies only to the austenitic standard grades listed in T able 1a.The transition to an inspection certificate 3.1 shall be con-firmed to the manufacturer and, in agreement with the rele-vant third party, may be made for each size group. If use is made of this provision, the letter of confirmation shall be quoted in the inspection certificate 3.1.For seamless and welded tubes made of the steels specified in 2.2, 2.6 and 2.7, verification of the quality characteristics is based on the suitability verification requirements 1).1)See page 2.5)One possible test consists of applying SEP 1921 or DIN EN 10028-4.The test scope and acceptable limits shall be fixed.Number in batchNumber of sets of specimens forthe mechanical test≤2001>200 to ≤4002>400 to ≤8003>800 to ≤12004>1200 to ≤16005>1600 to ≤30006>3000 to ≤35007>3500DIN EN ISO 3269; min. 7If the bolts come from a consignment that is proven to come from a cast with the same heat treatment, testing 4sets of specimens is adequate regardless of the number in the consignment.AD 2000-Merkblatt W 2, 02.2008 edition Page 56.2.2The provisions of Table 13 and 16 (test category 2) of DIN EN10216-5 and DIN EN10217-7 are applicable to the ladle analysis, verification of resistance to intergranular corrosion, leak test, material identification and the result of the non-destructive testing.6.3Bars and forgings6.3.1For bars and forgings made of the steels specified in 2.1, the data in Tables 3a to 3c are applicable for verification of the quality characteristics (mechanical properties, visual examination and dimensional test). For cold re-drawn bars as specified in 2.5, the quality characteristics shall be certi-fied with an inspection certificate 3.1.6.3.2Bars and forgings made of the austenitic steels specified in 2.1 and 2.2 used as seamless tubular products within the meaning of AD2000-Merkblatt W12 with a work-ing pressure of ≤80bar shall be certified with an inspection certificate 3.1. For working pressures >80bar, the quality characteristics shall be certified with an inspection certifi-cate 3.2 as specified in DIN EN10204.6.3.3For bars and forgings as specified in 2.2, 2.4, 2.6 and 2.7, the verification of the quality characteristics is based on the suitability verification requirements1).6.3.4Verification of resistance to intergranular corrosion is provided by an inspection certificate 3.1 according to DIN EN10204 in all cases.6.3.5The non-destructive test shall be certified with an in-spection certificate 3.1 according to DIN EN10204.6.4Bolts and nuts6.4.1For bolts and nuts as specified in 2.3, an inspection certificate 3.1 according to DIN EN10204 is required. The inspection certificate 3.1 may be replaced by marking with the strength class and manufacturer’s mark if the manufac-turer has continuously carried out the tests used for the ba-sis of issuing an inspection certificate 3.1 and keeps the results available for inspection by the relevant third party. Substituting the test certificates with a stamp and compli-ance with the conditions shall be the subject of an agree-ment (see VdTÜV- Merkblatt 1253/4).For bolts and nuts as specified in 2.4, the verification of the quality characteristics is based on the suitability verification requirements1).6.4.2Bolts and nuts as specified in Table 1 not covered by DIN EN ISO3506-1 and bolts made of other steels shall be certified with an inspection certificate 3.2 according to DIN EN10204.6.4.3In the case of machined bolts, the requirements of 6.3.1 and 6.3.5 are applicable to bars. The design and the di-mensional accuracy of machined bolts according to 2.1 to 2.3 without subsequent heat treatment may be certified by the bolt manufacturer by means of an inspection certificate 3.1 according to DIN EN 10204 supplemented by the inspec-tion certificate 3.1 or 3.2 according to DIN EN 10204 for the semi-finished material. It is assumed that the manufacturer has been certified according to AD2000-Merkblatt W0. 6.4.4Nuts and bars for nuts shall be certified with an in-spection certificate 3.1 according to DIN EN 10204.6.5Content of the inspection certificates accordingto DIN EN 10204The inspection certificates shall contain the data required in the technical delivery conditions/standards. In addition, each inspection certificate shall indicate the technical deliv-ery condition/standard (e.g. DIN EN10028-7) and technical regulations (AD2000-Merkblatt W2) used as a basis for the delivery.6.6The requirements relating to the validity of the inspec-tion certificate according to DIN EN10204 (1995 edition) are contained in 3.4 of AD2000-Merkblatt W0.7Design characteristics7.1For the steels specified in Table1 (except for the steels covered by DIN EN10269), the design characteristic applicable is the 1,0% yield strength values within the given dimensional limits in the relevant DIN EN Standards and SEW400 for the particular products.For the steels listed in Table1, the 1,0% yield strength6) may be used in individual cases as the design character-istic for thicknesses and diameters greater than those giv-en in the relevant standards as long as the elongation after fracture and impact energy values are equal to, or greater than the minimum values given in the relevant standards. If this requirement is not met, the 0,2% proof stress is ap-plicable as the design characteristic.For steels covered by other material specifications, the strength characteristic values for the design shall be speci-fied in the suitability verification1).7.2For bolts as specified in 2.5, the corresponding strength characteristic values in DIN EN ISO3506-1 or Table5 are applicable. The characteristic values in Table6 apply for the 0,2% proof stress.7.3The characteristic values given in the material specifi-cation or suitability verification1) for 20°C are applicable up to 50°C and those given for 100°C are applicable up to 120°C.In the other temperature ranges, linear interpolation be-tween the values given is required (e.g. for 80°C between 20°C and 100°C and for 180°C between 100°C and 200°C), and no rounding is allowed.7.4With regard to long-term values, the temperature is rounded to the nearest 5°C, 10°C, 15°C etc. The interpo-lated strength characteristic values shall be rounded down to the nearest whole number.1)See page 2.6)The minimum value to be adhered to shall be agreed with the mate-rial manufacturer.Page 6AD 2000-Merkblatt W 2, 02.2008 editionTable1a.Allocation of the austenitic steel grades to the relevant DIN EN Standards and SEW 400 Steel gradeAbbreviation MaterialnumberDIN EN10028-7DIN EN10217-7DIN EN10216-5SEW400DIN EN10222-5DIN EN102693)DIN EN10272Standard qualitiesX2CrNiN18-7 1.4318×––––––X2CrNi18-9 1.4307×××–×××X2CrNi19-11 1.4306×××–––×X2CrNiN18-10 1.4311×××–×–×X5CrNi18-10 1.4301×××–×××X5CrNi19-9 1.4315×––––––X6CrNi18-10 1.4948×–×–××–X5CrNi18-12 1.4303–––––×–X6CrNi23-13 1.4950×––––––X6CrNi25-20 1.4951×––––––X3CrNiN18-11 1.4949––––––×X6CrNiTi18-10 1.4541×××–×–×X6CrNiTiB18-10 1.4941×–×–××–X2CrNiMo17-12-2 1.4404×××–×××X2CrNiMoN17-11-2 1.4406×–––×–×X5CrNiMo17-12-2 1.4401×××–×××X6CrNiMoTi17-12-2 1.4571×××–×–×X2CrNiMo17-12-3 1.4432××––×–×X2CrNiMo18-14-3 1.4435×××–×–×X2CrNiMoN17-13-51) 1.4439×××–×–×X4NiCrMoCuNb20-18-22) 1.4505–––×–––X1NiCrMoCuN25-20-51) 1.4539×××–×–×X3CrNiMoTi25-252) 1.4577–––×–––X5NiCrAlTi31-20 / (+RA)2)1.4958(+RA)×–×––––X8NiCrAlTi32-212) 1.4959×–×––––X3CrNiMoBN17-13-32) 1.4910×–×–××–1)In conjunction with VdTÜV-Werkstoffblätter 405 or 421.2)In conjunction with the certificate of production quality according to AD 2000-Merkblatt W 0.3)In the heat treatment condition “+AT” (solution annealed and quenched).。
AD2000M

AD2000-M单门门禁控制器(密码键盘)用户手册(产品使用前请仔细阅读本手册)产品特性:工作电压:DC12V开锁电流:≤1000Ma静态电流:≤40mA储存容量:500张用户卡工作温度:-10℃~70℃工作湿度:10%~90%尺寸:117×117×21mm安装说明:卸下固定面板与底板的十字螺丝,取下底板,使用随机配备的胶塞和螺钉将底板安装在欲控制出入口的入口侧墙壁。
注意上下方向。
按照电路板上的接线标记将电线接好.如下图:接电源 接电锁 接内部开关 接门铃J1跳线 J6跳线注意:1.上电前必需确认电源电压(DC12V)和电源正负极性2.防撬报警开关在电路板右下角,闭合禁声,弹开蜂鸣器连续短鸣报警。
操作说明:一. 门禁控制器初始化方法:1.关闭电源,J6跳线的第1脚和第2脚相接2.接通电源,蜂鸣器连续断续鸣响报警POWER(红)灯、OK(绿)灯、MODE(橙)灯齐闪烁。
3.断电,再接通电源,POWER(红)灯、OK(绿)灯、MODE(橙)灯齐闪烁。
等待J6开关转换。
4. J6的1、2脚断开,2、3脚接通。
5.门禁控制器初始化完成,蜂鸣器鸣响一声,门禁控制器进入用户使用状态。
说明:初始化操作仅删除用户自行设置之密码,并设为缺省密码12345(出厂密码),其它数据不会被删改。
二.电锁设置方法J1的1、2脚连接,输出常开信号(开路);2、3 脚连接,输出常闭信号(+12V)。
三.门禁控制器系统编程设置方法“#”字键:功能键,进入系统编程模式1.按“#”字键6次,POWER(红)灯、OK(绿)灯、MODE(橙)灯齐亮。
2.输入5位用户系统密码,蜂鸣器鸣响一声,OK(绿)灯熄灭,门禁控制器进入系统编程模式。
“1”字键:修改用户系统密码1.按“1”字键,MODE(橙)灯亮、POWER(红)灯、OK(绿)灯熄灭。
2.用户输入5位数字密码(如:23456),输入完毕,蜂鸣器短鸣一声,OK(绿)灯闪亮一次后熄灭,POWER(红)灯、OK(绿)灯亮,密码修改成功。
AD_2000-HP0中文版
AD2000 Merkblatter HP0前言AD2000的规则可以用于满足压力设备指令的最基本的安全要求,原则上符合" G "和“B + F”模式的评估。
AD2000的法规架构是自成一体独立的概念。
如果使用其他技术规则来解决相关问题,那就认为整体的概念已经被考虑。
AD2000的规则可以适用于其它承压设备指令的模式或不同行业的法律。
在所提供的有关法律的章节中规定了试验的责任。
1 范围1.1 AD2000-Merkblatter HP系列处理相关的牵涉到压力容器设计和制造的规则,以及整套压力容器或主要在静载荷下的压力容器,以及它们与非承压部件的连接,例如用焊接。
这些Merkblatter是根据AD2000-Merkblatter W系列的要求,并且是由制造厂或相关的第三个方在制造前、中、后指定的试验。
1.2 如果有AD2000-Merkblatter HP系列中没有包含的某种材料的制作和测试条款,在制造商,客户/用户、相关的第三方之间应该达成一个协议。
对于非金属材料,AD2000-Merkblatter在N系列也要观察。
1.3 对一个容器如有几个腔室组成的地方,它将被根据最高级别的那个腔室来归类。
如果一个腔室内有几种流体,分类应根据流体的要求的最高范畴。
1.4 AD2000在HP系列中包括以下几种:HP0-设计,制造和相关试验的通用规则增补:摘要表:不需要焊后热处理的情况,产品试验和NDT的种类和范围2 原则2.1 压力容器的制造应基于相关的图样和文件。
2.2 压力容器或压力容器部件的制造厂应安排所有必需的正常工作,确保这是按照良好的工程实践,,特别是要按照AD2000-Merkblatter来进行。
2.3 如果需要满足其他高于AD2000-Merkblatter的压力容器的操作条件,例如动态载荷、耐腐蚀、附加的测试和范围、降低公差、使用某些特定材料,连接过程和和填充金属、附加的热处理,这些都应该及时通知客户/用户知道,这样他们就可以在压力容器的设计和制造中考虑到。
APS X Series 12V DC 230V AC 2000W 纯正三尖波形输出无烟气油声电源说
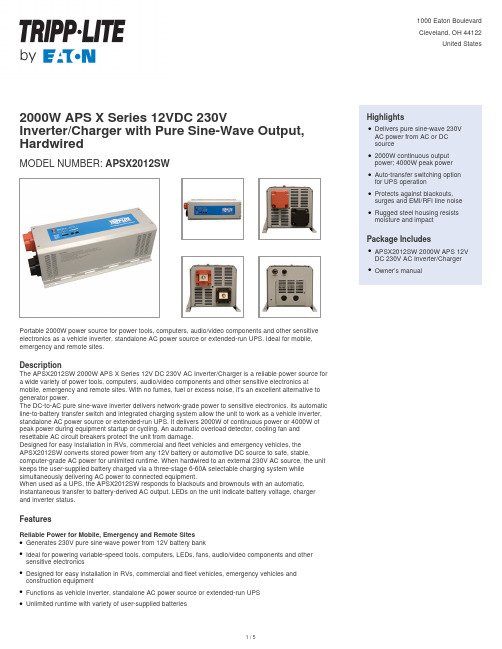
2000W APS X Series 12VDC 230VInverter/Charger with Pure Sine-Wave Output, HardwiredMODEL NUMBER:APSX2012SWPortable 2000W power source for power tools, computers, audio/video components and other sensitive electronics as a vehicle inverter, standalone AC power source or extended-run UPS. Ideal for mobile, emergency and remote sites.DescriptionThe APSX2012SW 2000W APS X Series 12V DC 230V AC Inverter/Charger is a reliable power source for a wide variety of power tools, computers, audio/video components and other sensitive electronics at mobile, emergency and remote sites. With no fumes, fuel or excess noise, it’s an excellent alternative to generator power.The DC-to-AC pure sine-wave inverter delivers network-grade power to sensitive electronics. Its automatic line-to-battery transfer switch and integrated charging system allow the unit to work as a vehicle inverter, standalone AC power source or extended-run UPS. It delivers 2000W of continuous power or 4000W of peak power during equipment startup or cycling. An automatic overload detector, cooling fan and resettable AC circuit breakers protect the unit from damage.Designed for easy installation in RVs, commercial and fleet vehicles and emergency vehicles, theAPSX2012SW converts stored power from any 12V battery or automotive DC source to safe, stable, computer-grade AC power for unlimited runtime. When hardwired to an external 230V AC source, the unit keeps the user-supplied battery charged via a three-stage 6-60A selectable charging system while simultaneously delivering AC power to connected equipment.When used as a UPS, the APSX2012SW responds to blackouts and brownouts with an automatic, instantaneous transfer to battery-derived AC output. LEDs on the unit indicate battery voltage, charger and inverter status.FeaturesReliable Power for Mobile, Emergency and Remote SitesGenerates 230V pure sine-wave power from 12V battery bankqIdeal for powering variable-speed tools, computers, LEDs, fans, audio/video components and other sensitive electronicsqDesigned for easy installation in RVs, commercial and fleet vehicles, emergency vehicles and construction equipmentqFunctions as vehicle inverter, standalone AC power source or extended-run UPSqUnlimited runtime with variety of user-supplied batteriesq HighlightsDelivers pure sine-wave 230VAC power from AC or DCsourceq2000W continuous outputpower; 4000W peak powerqAuto-transfer switching optionfor UPS operationqProtects against blackouts,surges and EMI/RFI line noise qRugged steel housing resistsmoisture and impactqPackage IncludesAPSX2012SW 2000W APS 12V DC 230V AC Inverter/Charger qOwner’s manualqSpecificationsPure Sine-Wave Power for Normal and Peak Power Demands 2000W of continuous powerq 4000W of peak power to accommodate surge power demands during equipment startup and cycling q Automatic overload detector, built-in cooling fan and resettable AC circuit breakers protect unit from damageqHigh-current DC input terminals for simple hardwired installationqAutomatic Transfer SwitchingTransfer relay switches to inverter power during blackout in 10 msq 3-position switch enables Auto, Charge Only or System Off mode q DIP switches configure high and low voltage auto-transferq3-Stage 6-60A Selectable Battery ChargerServes as battery charger when external 230V AC power is supplied and powering connected equipmentq Protects battery from overcharging and overdischarging q Low-battery protection prevents excessive battery depletion q DIP switches configure wet/gel charging profilesqExternal PortsBattery temperature port allows connection of optional remote battery temperature sensor, such as APSSWTEMPq RJ45 communication port allows connection of optional remote control module, such as APSRMSWqFront-Panel LEDsIndicate battery voltage, charger and inverter statusq Rugged Steel HousingResists moisture, vibration and impactq Built-in mounting feet for installation on any rigid horizontal surfaceq© 2023 Eaton. All Rights Reserved. Eaton is a registered trademark. All other trademarks are the property of their respective owners.。
AD2000W0中

AD 2000-Merklatt目录0前言1适用范围2总体要求3压力容器、管路及配件材料4填充金属及其它耗材0 前言AD 2000规范适用于满足压力容器装置指导书中关于安全方面的基本要求,主要是为了按照G模式及B+F模式下的认可评估。
AD 2000规范独立成套。
根据实际的技术发展水平,其他技术规范也可以考虑用于解决相关问题。
AD 2000规范也适用于压力容器装置指导书中的其他模式或者方面。
关于试验责任,在指导书相关章节中有规定。
1 范围本AD 2000-Merkblatt W系列规范适用于制造压力容器用各种钢产品的金属材料。
AD 2000-Merkblatt就产品质量、制造及试验制定了总则。
本AD 2000-Merkblatt W系列规范就各种钢产品(如钢板、钢带和钢管)的应用和要求作了规定。
AD 2000-Merkblatt不涵盖以下材料:- 垫片- 附件和安装部件2 一般要求2.1材料应满足成品结构部分机械性能要求。
压力容器用材料即不能受到严重腐蚀也不能形成危险化合物。
2.2 压力容器、管道及配件买方/用户或者厂家应选用经过正确加工并达到完全符合使用条件的材料。
2.3 交货状态下的材料质量特性需满足2.1和2.2的要求。
同时材料规范中规定,在制造期间应采取质量控制措施。
此资料最好是全部或部分参考标准或其它技术交付条件。
根据压力容器指导书附件1中4.2的要求,只能使用以下类型的材料:- 符合统一标准的材料- 经欧洲认可的压力设备材料- 经认可的特殊材料除了有符合统一标准的材料外,AD 2000-Merkblatter也列出了一些既不符合统一标准也未经过欧洲标准认可的材料。
这些材料(如符合DIN标准、Stahl-Eisen-Werkstoffblatter标准或者VdTUV-Werkstoffblatter标准的材料)经证明能用于建造压力容器、管路及配件。
符合AD 2000系列标准的材料能满足压力容器指导书附件一4.2中规定的要求并视为已经过第三方特殊材料认可,而且无需另作试验即可应用。
AD_2000_W3-2中文
AD 2000-规范ICS 23.020.30 2000年10月出版AD2000-Merkblatter 标准文件是由以下7个协会组成的Arbeitsgemeinschaft Druckbehälter(AD)提供。
AD2000- MerkblatterG1涵盖了AD2000规则主体和程序指导文件的组成和适用范围部份。
AD2000-Merkblatter 包含满足正常运行状态下的安全要求。
如果希望压力容器运行过程中承受超负荷的压力,要考虑本材料标准以满足其特殊要求。
如果对于AD2000-Merkblatter要求存在任何分歧,我们可以采用其它方式例如:通过材料试验、试验、应力分析、运行实验等维护其规范主体安全标准的正确性。
Fachverband Dampfkessel-, Behälter- und Rohrleitungsbau e.V. (FDBR), DüsseldorfHauptverband der gewerblichen Berufsgenossenschaften e.V., Sankt AugustinVerband der Chemischen Industrie e.V. (VCI), Frankfurt/MainVerband Deutscher Maschinen- und Anlagenbau e.V. (VDMA), Fachgemeinschaft Verfahrenstechnische Maschinen undApparate, Frankfurt/MainStahlinstitut (VDEh), DüsseldorfVGB PowerTech e.V., EssenVerband der Technischen Überwachungs-Vereine e.V. (VdTÜV), Essen为了与技术进步同步发展,上述协会组织不断对AD2000-Merkblatter进行升级完善。