1Cr18Ni9Ti双金属复合材料的真空扩散连接-论文
1Cr18Ni9Ti激光表面强化工艺的研究
采用JHM-lGx_200B型脉冲激光器(波长为1.06斗m,最大
【收稿日期]2007一12一03 【作者简介】韩莉(1978一),女,山西太原人,讲师,硕士,主要从事表面 改性方面的研究。
工作电流400A,脉冲宽度0.1一15ms,最大单脉冲能量60J)处 理试样。选择电流、扫描速度2个基本实验参数,电流分别取 120、140、150、160、170A,扫描速度分别取1.4、1.2、1.O、0.8、0.6 mm/s,进行组合实验25次。试样经激光表面强化处理后,采用 )(Jz_6A型金相显微镜观察并拍摄处理层的显微组织;采用 HVS.1000型显微硬度计测量处理层的显微硬度(加载O.98N, 加载时间为20s);以从试样的表面垂直测至比基体显微硬度值 高HV。.20—30处的距离为处理层厚度po。然后运用数学方法 分析试样表面硬度的分布,并进行曲线拟合。
硬度高于基体硬度的强化层,最高硬度达224HV;在一定范围内电流越大,硬度越高;扫描速度越慢,硬度越高。
[关键词] 激光表面强化;晶粒细化;奥氏体不锈钢
【中图分类号]TGl56.99
[文献标识码]A
【文章编号]1001—3660(2008)ol一0062—02
Study on the Laser Surface Strengthen Process of 1 Crl 8Ni9Ti HAN Li。JlANG wei
至
魁 瞽 眨 姑
瑚珊瑚瑚啪啪m啪啪
图4激光表面强化后硬度分布的曲线拟合图 Figure 4 Distribu虹on curve fitli“g 0f degree 0f IIlicro.hardn髓8 by la靶r surf如e吼reng山ening
在图4中,横坐标代表测量点至表面的距离(一),纵坐标
1Cr18Ni9Ti真空钎焊表面发黑机制研究

1Cr18Ni9Ti真空钎焊表面发黑机制研究
聂贵茂;李娟;李波;王善林
【期刊名称】《现代焊接》
【年(卷),期】2016(000)001
【摘要】本文采用真空钎焊工艺对1Cr18Ni9Ti不锈钢进行了焊接,焊后通过扫描电镜、电子探针扫描、XRD等分析测试手段对试样进行分析研究。
研究结果表明:试样表面生成了碳化物,为TiC和Ti8C5;表面碳化物的生成过程是在真空高温环境下,Ti元素与环管中向外扩散的C发生固相扩散反应生成TiC,过量的Ti再与TiC反应生成Ti8C5。
【总页数】4页(P60-63)
【作者】聂贵茂;李娟;李波;王善林
【作者单位】江西省电力设备总厂;南昌航空大学轻合金加工重点实验室
【正文语种】中文
【中图分类】TG454
【相关文献】
1.CuMnNiAgSi合金与1Cr18Ni9Ti不锈钢的真空钎焊性能研究 [J], 王轶;贾志华;郑晶;
2.5005铝合金与1Cr18Ni9Ti的真空钎焊分析 [J], 张丽霞;孟德强;郑文龙;冯吉才
3.Mo-Cu合金与1Cr18Ni9Ti不锈钢真空钎焊接头的组织性能 [J], 王娟;郑德双;李亚江
4.GH4169和1Cr18Ni9Ti真空钎焊接头组织和力学性能 [J], 陈志凯;李雪飞;吕威;
郝飞飞;王硕;邢斌;彭铮
5.新型Ni55Fe35Si10钎料对1Cr18Ni9Ti不锈钢的真空钎焊 [J], 祁凯;张明铭;于治水;李瑞峰
因版权原因,仅展示原文概要,查看原文内容请购买。
钛与不锈钢扩散连接工艺的研究

森 林 工 程
F0 REST E NG IN EER IN G
维普资讯
V o1.18 NO.4 J . 2002
钛 与 不 锈 钢 扩 散 连 接 工 艺 的 研 究
凌 人 蛟
(哈 尔滨新 霖 现代建筑 材料有 限公 司 )
关 于 钛 与 钢 的 压 焊 ,各 种 文 献 中 的报 道 也 是 较 多 的 。从 资 料 中可 以 得 知 ,电阻 焊 和 超 声 焊 可 以采 用 铝 、银 、镍 、钒 、铌 等 中间 层 来 焊 接 钛 与 钢 ,但 对 焊 接 规 范 的选 择 尤 为 重 要 。例 如 :钛 合 金 与 不 锈
现有 的大多数焊接方法 ,不能保证接 头同时具 有 高 强 度 和 高 塑 性 ,这 是 由于 钛 及 其 合 金 的性 能所 决 定 的。 扩 散 连 接 作 为 一 项 古 老 又 年 轻 的 工 艺 方 法 ,已引 起 了 国 内 外 学 术 界 和 工 程 界 的极 大 关 注 , 而 真 空 扩 散 焊 是 获 得 与 基 体 金 属 等 强 度 的 钢 与 钛 及 其 合 金 接 头 的有 效 方 法 。尤 其 是 前 苏 联 、美 国 和 Et 本 ,在 这 方 面 开 展 了大 量 的研 究 工 作 ,在 理论 和 应 用 上 都 取 得 了一 定 的成 果 。 由于 我 国 的 扩散 焊 研 究 起 步 较 晚 ,对 钛 和 不 锈 钢 的扩 散 焊 接 的研 究大 多仍 旧停 留在 实 验 室 研 究 或 理 论 研 究 的水 平 ,仍 然 没 有 推 广 到 工 业 生 产 中去 。面 对 这 样 的现 状 ,结 合 我 单 位 自身 的条 件 及我 国的 实 际 情 况 ,对 钛 和 不 锈 钢 的 扩 散 焊 接 展 开 了研 究 。 下 文 就 此 项 研 究 内容 作 简要 介 绍 。 2 试 验 方 法 2.1 试 验 材料 及 试 件 加 工
浅析扩散连接技术在钛合金加工中的应用及研究进展

浅析扩散连接技术在钛合金加工中的应用及研究进展摘要:钛合金虽然易加工,能够实施切割、研磨、化铣和幢孔,也可以钎焊和焊接,但对于高性能的用途来说,扩散连接可增加这些钛合金的利用性,扩散连接的必需条件是接合面之间的紧密而均匀的接触,这些接合面就是在严格控制的高温下和延长的时间周期内照此保持接触。
关键词:扩散连接技术;钛合金加工;应用;研究进展引言钛合金的优点有很多,如:强度和比刚度高、耐腐蚀性好以及高温力学性能优良等,因而被广泛应用于航空、航天和其他工业领域。
在一些钛合金复杂结构、薄壁精密结构的制造工艺中,由于扩散焊连接具有独特的优势而愈来愈受到重视,对钛合金的研究也逐渐成为扩散焊领域研究的热点之一。
1扩散焊原理及特点所谓固态的扩散焊接是一种获取整体接头的方式,其是通过高温下材料外表的局部塑性变形使接触面之间紧贴来保障连接材料表层上的互扩散,因而产生了原子量级上的结合,便形成了整体的接头。
扩散焊是在可以控制的压力作用下,把处于紧密接触状态的零件,加热到预定的温度并保温一定时间的过程。
这些条件使两个需要连接的零件的表面产生塑性变形与达到最大程度的接近和原子的扩散,从而保证接头与基体材料的强度相同。
扩散焊具有一系列优点,不需要昂贵的钎料、焊条、熔剂和保护气体;此外,也不需要焊后机械加工,因为没有氧化皮、焊渣和焊瘤,从而消除了昂贵金属的损失;不会增加构件的质量,这一点是其他形式的焊接、钎焊和胶接所无法避免的;零件不会发生翘曲以及连接区的金属性能不会发生变化。
真空扩散焊是获得与基底金属等强度的钛及其合金接头的有效方法之一。
首先,零件的形状及尺寸大小允许应用此方法;其次,允许在接头的周围形成真空和施加压力以保证焊接表面间的紧密接触。
扩散焊与熔化焊的不同之处在于:扩散焊时,连接材料的表面并不熔化,因为焊接温度低于基体金属的熔化温度。
它与钎焊的区别在于,熔化了的中间夹层,在扩散的过程中,完全弥散到被焊接的基体材料中去了。
《2024年异种金属铝、铜和钨的真空扩散焊研究》范文

《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接问题越来越受到关注。
其中,铝、铜和钨作为重要的金属材料,在航空航天、电子工程和能源等领域有着广泛的应用。
然而,由于它们各自具有不同的物理和化学性质,使得它们之间的焊接成为一项具有挑战性的任务。
本文旨在研究铝、铜和钨三种异种金属的真空扩散焊接技术,探讨其焊接过程中的关键因素和影响因素,为实际应用提供理论依据。
二、研究背景及意义真空扩散焊是一种利用高温和压力使金属原子相互扩散,从而实现金属连接的技术。
铝、铜和钨作为具有不同特性的金属材料,其焊接过程中涉及到的物理化学过程复杂。
研究这三种金属的真空扩散焊,不仅可以丰富金属焊接理论,还能为实际生产过程中的异种金属连接提供技术支持。
此外,这种技术还能提高金属材料的力学性能、耐腐蚀性和导电性等,具有广泛的应用前景。
三、实验方法与步骤1. 材料选择与准备:选择纯度较高的铝、铜和钨板材作为研究对象。
为保证焊接质量,需对金属表面进行预处理,如去油、除锈等。
2. 真空扩散焊工艺:将预处理后的金属板材置于真空环境中,通过加热和加压使金属原子相互扩散,从而实现焊接。
在此过程中,需控制加热速率、焊接温度、保温时间和冷却速度等参数。
3. 检测与评价:对焊接后的样品进行宏观和微观检测,包括金相组织观察、硬度测试、拉伸试验等,以评估焊接质量。
四、实验结果与分析1. 焊接温度对扩散焊的影响:随着焊接温度的提高,金属原子扩散速度加快,有利于提高焊接强度。
然而,过高的温度可能导致金属材料发生相变或熔化,影响焊接质量。
因此,需根据具体材料选择合适的焊接温度。
2. 保温时间对扩散焊的影响:保温时间越长,金属原子扩散越充分,有利于提高焊接接头的力学性能。
然而,过长的保温时间可能导致材料过度软化或变形。
因此,需在保证充分扩散的前提下,尽量缩短保温时间。
3. 异种金属的焊接特点:铝、铜和钨的物理化学性质差异较大,导致其在焊接过程中出现明显的界面反应。
扩散连接Al/Ni/0Crl8Ni9Ti复合材料的界面组织
为 金 属 间化 合 物 Al 2AlNi Al 5 3 、 3 及 Ni 3 . Ni
关键词 :复合材 料 ; 属 间化 合物 ; 面 ; 散 连接 金 界 扩
中 图分 类号 :TB 3 文献 标识 码 :A 文章 编号 : 2 39 7 2 0 ) 70 6 —3 31 0 5 —8 X( 0 7 0 —8 70
成小乐 ,高义民,邢建东 ,廖熠 ,尹敏
( 西安交通大学金 属材 料强度 国家重点实验室 , 10 9 7 0 4 ,西安)
摘要 :选取 纯 Ni 箔作 过渡 层 , 用真 空 热压 扩 散 工 艺 , 加 热 温度 40o 压 力 1 a 真 空度 采 在 8 C、 0MP 、
10 0 P . ×1 a的 工艺条件 下 , 制备 了 变形 铝合 金 2 2 0 4和不锈 钢 0 r8 9 双金 属 复合 材料 . 用 C 1 NiTi 利
Abt c :C o s g p r i e fi a h rn i o a e ,A10 r 9 i i tlccmp st s a t h o i u enc l ol st eta s in l r r n k t y / C 1 NiT meal o o i 8 b i e
( t t yLa o a o yf rM e h nc lB h vo a eil,Xi nJa tn ie st S aeKe b r t r o c a ia e a irofM tras ioo g Un v riy,xia 1 4 ,Chn ) a n 7 00 9 ia
1Cr18Ni9Ti超高强度不锈钢丝的微观组织分析

1Cr18N i9T i超高强度不锈钢丝的微观组织分析毛萍莉1,苏国跃2,孔凡亚2,程谦1(1.沈阳工业大学材料科学与工程学院;辽宁沈阳110023;2.中科院金属研究所,辽宁沈阳110015)摘 要:分析了超高强度奥氏体不锈钢丝在多道次拉拔过程中的组织变化。
结果表明,当拉拔变形量大于30%时,组织中开始出现形变马氏体,且变形量越大形变马氏体数量越多,尺寸越小。
并分析了拉拔时产生形变马氏体的原因。
关键词:不锈钢丝;微观组织;形变诱发马氏体相变中图分类号:T G142.71 文献标识码:A 文章编号:100123814(2004)022*******Study of M icrostructure of Super-h igh Strength1Cr18N i9T i Sta i n less Steel SilkMAO P ing2li1,SU Guo2yue2,K ONG Fa n2ya2,CHENG Q ia n1(1.S chool of M a ter.S ci.and E ng.,S heny ang Institu te of T echnology,S heny ang110023,Ch ina;2.Institu te of M eta l R esea rch,Ch inese A cad e m y of S cience,S heny ang110015,Ch ina)Abstract:T he m icro structu res change of super2h igh strength of au sten ite stain less still silk in m u lti2p ly draw ing w ere analysed.T he resu lts show that w hen the defo rm ati on degree excess30%the defo rm ati on m arten site can be found in the m icro structu re,and the greater defo rm ati on degree the mo re con ten t of defo rm ati on m arten site,and the s m aller size of m arten site grain.T he reason of deduces defo rm ati on m arten sit in the draw ing p rocess is analysed also.Key words:stain less still silk;m icro structu re;defo rm ati on deduce m atern site tran sfo rm ati onΞ 奥氏体不锈钢由于从高温到室温均为单一的组织形态,在从高温到低温的冷却过程中没有发生任何的组织转变,因此它不能通过热处理手段进行强化。
钛合金与不锈钢的超声波扩散焊接

第1期(总第146期)2008年2月机械工程与自动化M ECHA N ICAL EN GI NEER IN G & AU T O M A T IO N N o.1F eb.文章编号:1672-6413(2008)01-0125-03钛合金与不锈钢的超声波扩散焊接张秋峰(南京航空航天大学机电学院,江苏 南京 210016)摘要:研究了1Cr 18N i9T i 与T C4异种金属的固态扩散焊接工艺,在现有的工艺方法上采用超声波加载固态扩散焊接的工艺,并对比超声波加载扩散焊接工艺与传统扩散焊接工艺。
金相分析结果表明:采用超声波加载扩散焊接工艺,使不锈钢与钛合金实现了良好的连接。
关键词:1Cr 18N i 9T i ;T C 4;超声波加载;扩散焊接中图分类号:T G456.9 文献标识码:A收稿日期:2007-05-09;修回日期:2007-09-01作者简介:张秋峰(1981-),男,江苏徐州人,硕士研究生。
0 引言随着材料科学的发展,新材料不断涌现。
在生产应用中,经常遇到异种金属的连接问题。
焊接异种金属的方法有很多,主要有超声波焊接、熔焊、固相压力焊、熔焊-钎焊及液相过渡焊等。
钛合金与不锈钢的复合构件,能充分体现两种材料在性能与经济上的优势互补,在核动力装置、航空航天、武器装备、电子产业、医疗器械和机械制造等民用和军用行业,具有非常广阔的应用前景。
钛合金与不锈钢焊接时,由于两者的物理化学性能相差较大,且容易形成硬而脆的金属间化合物,使得接头性能难以提高。
扩散焊作为先进的焊接技术,特别适用于常规熔焊、接触焊、钎焊等难以解决的塑性差、熔点高和互不相溶的异种材料的连接。
在扩散焊接的过程中加入超声波振动,对焊接件施加纵向超声波,能够提高焊接的质量,缩短焊接的时间,提高焊接的效率。
1 超声波扩散焊接的原理和过程扩散焊接是压焊的一种,它是指相互接触的表面,在高温、高压的作用下相互靠近,局部发生塑性变形,经一定时间后结合层原子间相互扩散而形成整体的可靠连接的过程。
GH4169和1Cr18Ni9Ti真空钎焊接头组织和力学性能
GH4169和1Cr18Ni9Ti真空钎焊接头组织和力学性能陈志凯;李雪飞;吕威;郝飞飞;王硕;邢斌;彭铮【摘要】采用厚50μm的BNi82CrSiB钎料,在1060 ℃/20 min、1000 ℃/60 min规范下对GH4169和1Cr18Ni9Ti异种金属进行真空钎焊试验.利用扫描电子显微镜(SEM)及能谱分析仪(EDS)观察和分析接头的界面组织;采用Instron 1186型万能试验机测试接头的室温剪切强度,并对接头进行水压强度试验.研究表明,间隙60 μm的钎焊接头钎缝致密完整,钎缝主要由镍基的固溶体组成.接头在水压20 MPa、保压10 min的情况下,钎缝无渗漏;接头常温剪切强度318 MPa,断口分析结果表明接头的断裂有韧性断裂的特征.【期刊名称】《电焊机》【年(卷),期】2016(046)010【总页数】5页(P125-128,136)【关键词】异种金属;钎焊接头;断口分析【作者】陈志凯;李雪飞;吕威;郝飞飞;王硕;邢斌;彭铮【作者单位】首都航天机械公司,北京100076;首都航天机械公司,北京100076;首都航天机械公司,北京100076;首都航天机械公司,北京100076;首都航天机械公司,北京100076;首都航天机械公司,北京100076;首都航天机械公司,北京100076【正文语种】中文【中图分类】TG454近年来,随着科学技术和现代工业的不断发展,对材料的要求也越来越高,在运载火箭、卫星等领域体现得尤为明显,这些领域要求使用的材料在低温和高温下都有很高的比强度,同时在振动、高速的运动状态下,也具有足够强度,以保证长期工作的可靠性。
目前对材料的性能分析表明,单独使用任何一种材料都难以满足上述要求。
通常情况下,任何一种构件在使用过程中,各部分承受的载荷并不一样,一部分零件的工作条件较差,可能接近许用应力的极限值,而另一部分零件可能只承受很小的应力。
在这种情况下,采用异种金属焊接结构件就能满足上述要求[1]。
1cr18ni9ti扩散钎焊接头组织及性能
获得了合适的工艺参数:焊接温度1 060 P 温时间
乡么必力乡務龙生产应用,殍
20 min、扩散处理温度1 000 P保温60 min、钎料厚度
50 pm。
(2) 对钎焊接头显微组织 分析,钎料与母材形
成了 ,
焊, 组织 。
(3) 对 焊接头
温力学性能测试,
焊
接头抗拉强度与不 母材相当,而断后伸长率及断
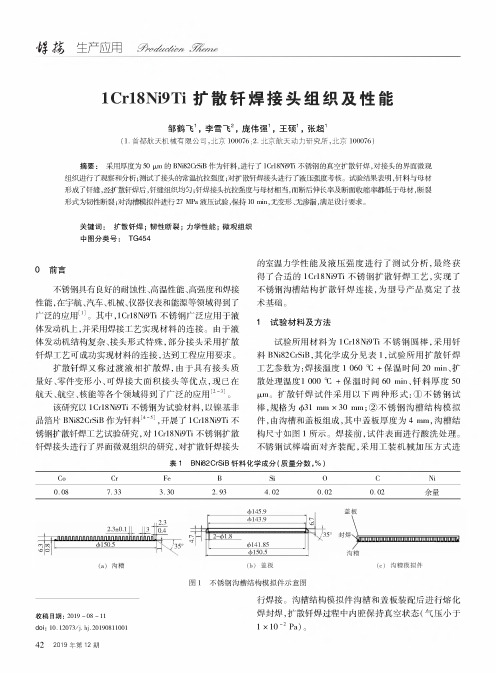
(a)沟槽模拟件截面
图5沟槽模拟件扩散钎焊外观形貌
(")钎缝微观组织形貌
图7沟槽模拟件截面及钎缝微观组织形貌
(a)钎缝成分分析
图6沟槽模拟件30 MPa液压试验变形情况
2.2.2 界面微观组织分析
图7为 模拟件截面及 微观组织形貌,可
以看
与盖板已形成了 ,
和母材界面
存在溶蚀现象。图8
模拟件的焊接头常温拉伸试件外观形貌,从图
中可以看 焊接头都断裂在 ,断
齐平,拉
长和缩颈现象不明显,说明接头断后伸长率及断面收
缩率都低于母材#
类别-
表2扩散钎焊接头力学性能
拉度心/MPa
断后伸长率断面收缩率
实测值
值
'(%)
((%)
534
24
21
613
38.5
27
接头
601
590.8
37
26
605
。
对 模拟件 27 MPa保持10 min
度考核
(产品设计要求),试件无变形、无 。纟
30 MPa,试件边缘出现鼓起现象, 增
部位
,
,如图6所示。由
模拟件边缘采
用熔焊 封焊,导 边缘区域出现焊接变形,同时在
瞬时液相扩散焊接CuAlBe合金和1Cr18Ni9Ti不锈钢

瞬时液相扩散焊接CuAlBe合金和1Cr18Ni9Ti不锈钢
于治水;吴铭方;王凤江;王宇
【期刊名称】《焊接学报》
【年(卷),期】2000(021)003
【摘要】采用CuMn合金为中间层对CuAlBe合金和1Cr18Ni9Ti不锈钢进行了
瞬时液相扩散焊接.通过扫描电镜、电子探针和X射线衍射分析等手段对接头的微
观组织和相结构进行了分析,并用拉伸试验评价了接头的连接强度.研究结果表明,焊接压力、焊接温度、焊接时间及CuMn合金中间层Mn的含量等焊接参数对接头
强度影响很大.在本试验中,当CuMn中间层中Mn元素含量为30%、Tb=1223K、tb=40min、P=1MPa时接头强度最高达到487MPa,其断口是韧性断裂.通过分析Mn的作用机理,发现Mn元素能够显著改善晶界结构,从而提高接头的连接强度.【总页数】4页(P32-35)
【作者】于治水;吴铭方;王凤江;王宇
【作者单位】华东船舶工业学院,镇江,212003;华东船舶工业学院,镇江,212003;华
东船舶工业学院,镇江,212003;华东船舶工业学院,镇江,212003
【正文语种】中文
【中图分类】TG456.9
【相关文献】
1.瞬时液相扩散焊在焊接修补中的应用研究 [J], 王岚;俞建荣;王磊
2.瞬时液相扩散焊接技术在低碳合金钢管对接焊中的应用 [J], 王亮;汪海涛;和平安;
余晗;王维亮;李栋
3.X70管线钢的瞬时液相扩散焊接头组织和力学性能 [J], 王磊;俞建荣;岳龙
4.瞬时液相扩散连接在镍及镍基合金焊接中的应用 [J], 王非森;陈思杰;高增;文申柳;陈玲
5.基于20钢瞬时液相扩散焊焊接过程的研究 [J], 陈思杰;王振江
因版权原因,仅展示原文概要,查看原文内容请购买。
《异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着科技的不断进步,异种金属之间的连接技术在工业生产中扮演着越来越重要的角色。
其中,真空扩散焊作为一种有效的连接方法,在铝、铜和钨等金属的连接中具有广泛的应用前景。
本文旨在研究铝、铜和钨三种异种金属的真空扩散焊接过程及其性能特点。
二、实验材料与方法1. 实验材料本实验采用纯铝、纯铜和钨三种金属作为研究对象。
首先将这三种金属材料进行表面处理,以去除表面的氧化物和其他杂质,确保焊接质量。
2. 实验方法(1)制备焊接试样:将处理后的铝、铜和钨金属板材切割成合适大小的试样,并进行预处理,如去油、除污等。
(2)真空扩散焊:将预处理后的试样放入真空扩散焊机中,进行真空扩散焊接。
在焊接过程中,控制焊接温度、时间和压力等参数,以确保焊接质量。
(3)性能测试:对焊接后的试样进行性能测试,包括拉伸强度、硬度、金相组织等。
三、实验结果与分析1. 真空扩散焊过程分析在真空扩散焊过程中,铝、铜和钨三种金属在高温高压的条件下发生原子扩散,形成冶金结合。
其中,铝与铜之间的扩散速度较快,而钨与铝、铜之间的扩散速度相对较慢。
这主要是由于不同金属的原子结构、化学性质以及物理性质等方面的差异所导致的。
2. 力学性能分析通过对焊接后的试样进行拉伸强度测试,发现铝-铜和铝-钨的接头强度均达到了一定的水平。
其中,铝-铜接头的拉伸强度较高,而铝-钨接头的拉伸强度相对较低。
这可能与不同金属的物理性质和化学性质有关。
此外,通过对硬度测试的结果进行分析,发现接头的硬度分布均匀,未出现明显的硬度降低或突变现象。
3. 金相组织分析通过金相显微镜观察焊接接头的金相组织,发现铝、铜和钨三种金属在焊接过程中形成了良好的冶金结合。
接头的微观组织致密、无气孔和裂纹等缺陷。
同时,通过对不同参数下接头的微观组织进行比较,发现适当的焊接温度和时间对提高接头的性能具有重要意义。
四、讨论与展望本文研究了铝、铜和钨三种异种金属的真空扩散焊接过程及其性能特点。
瞬时液相扩散焊接CuAlBe合金和1Cr18Ni9Ti不锈钢_于治水
瞬时液相扩散焊接CuAlBe合金和1Cr18Ni9Ti不锈钢于治水,吴铭方,王凤江,王 宇(华东船舶工业学院,镇江 212003)摘 要: 采用CuMn合金为中间层对Cu AlBe合金和1Cr18Ni9Ti不锈钢进行了瞬时液相扩散焊接。
通过扫描电镜、电子探针和X射线衍射分析等手段对接头的微观组织和相结构进行了分析,并用拉伸试验评价了接头的连接强度。
研究结果表明,焊接压力、焊接温度、焊接时间及Cu M n合金中间层Mn的含量等焊接参数对接头强度影响很大。
在本试验中,当CuMn中间层中Mn元素含量为30%、T b=1223K、t b=40min、P=1MPa 时接头强度最高达到487MPa,其断口是韧性断裂。
通过分析Mn的作用机理,发现Mn 元素能够显著改善晶界结构,从而提高接头的连接强度。
关键词: CuAlBe合金;CuMn合金;中间层;1Cr18Ni9Ti不锈钢;瞬时液相扩散焊接中图分类号:TG456.9 文献标识码:A 文章编号:0253-360X(2000)03-32-04于治水0 序 言CuAlBe合金基于热弹性马氏体晶界可动性内耗机制而具有高强度、良好的耐海水腐蚀性、高阻尼性及好的形状记忆特性[1,2]。
将该材料应用于替代振动部位的关键零部件,可起到减振降噪效果,因而实现该合金与异质材料可靠焊接对进一步拓宽其应用范围具有深远的意义。
目前,对形状记忆材料的研究大都是关于CuZnAl、CuAlNi合金本身成分、组织与性能的关系,而关于CuAlBe合金的研究报道甚少[3,4]。
对有关形状记忆合金焊接性的研究仅在文献[5,6]中见有对Ti-Ni材料及其它铜基形状记忆合金的报道,而对于CuAlBe合金及该合金与不锈钢的焊接则未见报道。
另外,关于瞬时液相扩散焊接的研究主要是对于镍基合金[7]、钛合金、铝基复合材料及陶瓷等材料进行的[8]。
本文就CuAlB e合金和1Cr18Ni9Ti不锈钢之间的瞬时液相扩散焊接进行了研究,由于两种材料物理、化学性能的不同,特别是CuAlBe合金中含Al约10%左右,易与1Cr18Ni9Ti 不锈钢中各元素形成金属间化合物恶化接头性能,本文主要采用CuMn合金作为中间层对CuAlBe合金和1Cr18Ni9Ti不锈钢进行瞬时液相扩散焊接研究。
(材料加工工程论文)tc4钛合金与1cr18ni9ti不锈钢的扩散焊接工艺研究

南京航空航天大学硕士学位论文TC4钛合金与1Cr18Ni9Ti不锈钢的扩散焊接工艺研究姓名:张秋峰申请学位级别:硕士专业:材料加工工程指导教师:谢兰生20080101南京航空航天大学硕士学位论文iv摘要研究钛合金与不锈钢异种金属的焊接,对于合理、充分、高效地利用钛合金材料具有重要意义,同时为综合发挥两种合金各自优良的性能,提高相关产品的适用性开辟了一条新的途径。
本文研究了TC4钛合金与1Cr18Ni9Ti不锈钢的恒温恒压扩散焊接、超声波加载扩散焊接和相变超塑性扩散焊接三种不同的扩散焊接工艺。
在恒温恒压扩散焊接试验中,研究了焊接温度、焊接压力、焊接时间对接头性能的影响,确定了焊接的最佳工艺参数:T=880℃、 P=10MPa、t=30min;在超声波加载扩散焊接试验中,研究了加载次数对焊接接头性能的影响,确定了最佳工艺参数:T=880℃、P=10MPa、t=30min、N=10次;在相变超塑性扩散焊接试验中,研究了循环上限温度Tmax对接头性能的影响,确定了焊接的最佳工艺参数:Tmin=800℃、Tmax=890℃、P=10MPa、N=30次。
本文分析了扩散焊接的界面结合过程,找到了提高焊接质量的方法。
分析了三种不同的扩散焊接工艺,通过对比它们的最佳接头的金相照片、线扫描照片和显微硬度分布图可以得知:在扩散焊接中超声波加载和循环相变确实能起到促进扩散和提高焊接质量的作用。
关键词:钛合金,不锈钢,扩散焊接,相变,超声波加载TC4钛合金与1Cr18Ni9Ti不锈钢的扩散焊接工艺研究ABSTRACTStudying the conjunction of titanium alloy and stainless steel is significant for reasonably, efficiently and fully using titanium alloy. It also develops a new way to synthesize the good properties of two alloys and improve the applicability of the correlative products.The certain temperature and pressure solid-state diffusion process, ultrasonic concussion solid-state diffusion bonding process and phase transformation super plastic diffusion bonding process of the three different proliferations of bonding technology between TC4 titanium alloy and 1Cr18Ni9Ti stainless steel are investigated in this paper. The parameters of bonding temperature, bonding pressure, bonding times’ effect on the quality of joints are determined and found the optimal bonding parameters are T = 880°C, P =10MPa, t =30 min under the certain temperature and pressure solid-state diffusion process; The parameter of the loading times’ effect on the quality of joints are determined and found the optimal parameters are T = 880° C, P = 10MPa, t = 30 min, N = 10 under the ultrasonic concussion solid-state diffusion bonding process; The parameter of the maximum temperature cycle T-max’s effect on the quality of joints are determined and found the optimal bonding parameters are T-min = 800°C, T-max = 890° C, P = 10MPa, N = 30 under the phase transformation super plastic diffusion bonding process.The methods to improve the quality of bonding are found through the discussion of the interface diffusion bonding process. The cycle phase transformation and ultrasonic pressing can really play a role in promoting diffusion bonding by comparing the best joints of the three different bonding processes’ phase photographs, line scanning photos and micro hardness distribution maps.Key Words: Titanium Alloy, Stainless Steel, Diffusion Bonding, Phase Transformation Super Plastic, Ultrasonic Pressingv南京航空航天大学硕士学位论文viii图清单图2. 1试样的微观组织形态 (11)图2. 2扩散焊接设备 (12)图2. 3超声波焊接机的组成图 (13)图2. 4恒温恒压扩散焊接和超声波加载扩散焊接示意图 (17)图2. 5相变超塑性扩散焊接示意图 (18)图2. 6 恒温恒压扩散焊接工艺示意图 (19)图2. 7超声波加载扩散焊接工艺示意图 (19)图2. 8相变超塑性扩散焊接工艺示意图 (20)图2. 9 计点法测量网格 (21)图3. 1不锈钢和钛合金接头的宏观形貌 (23)图3. 2典型焊接接头金相照片(T=880℃ ,P=10MPa, t=30min) (23)图3. 3为不同温度条件下焊接接头的金相照片(P=10MPa, t=30min) (25)图3. 4不同压力条件下焊缝的金相照片(T=880℃,t=30min) (27)图3. 5不同保温时间下的焊接接头金相照片(T=880℃ ,P=10MPa) (28)图3. 6不同保温时间下焊接接头对应的钛合金组织(T=880℃ ,P=10MPa)29图 3. 7不同超声波加载次数下焊接接头金相照片(P=10MPa,T=880℃,t=30min,f=20KHz) (31)图3. 8不锈钢和钛合金接头的宏观形貌 (33)图3. 9焊接接头的金相照片(Tmin=800℃,Tmax=890℃,P=10MPa ,N=30次) (34)图 3. 10齿顶焊缝组织扫描电镜图片(Tmin=800℃,Tmax=890℃,P=10MPa ,N=30次) (34)图 3. 11齿根焊缝组织扫描电镜图片(Tmin=800℃,Tmax=890℃,P=10MPa ,N=30次) (35)图3. 12氩气保护焊接下出现的气孔 (36)图3. 13含不同成分气体的界面气孔变化过程 (37)图3. 14不同循环上限温度下的金相照片(P=10MPa ,N=30次, Tmin=800℃)38图4. 1两表面间接触的空间示意图 (40)TC4钛合金与1Cr18Ni9Ti不锈钢的扩散焊接工艺研究图4. 2界面接合过程示意图 (41)图4 .3界面金属间化合物长大过程示意图 (42)图4. 4扩散机制 (44)图4 .5三种扩散焊接接头的金相组织 (46)图4. 6恒温恒压扩散焊接接头的扫描电镜图片 (46)图4 .7超声波加载扩散焊接接头的扫描电镜图片 (47)图4. 8相变超塑性扩散焊接接头的扫描电镜图片 (47)图4. 9不同焊接工艺下焊接接头的硬度分布曲线 (48).ix承诺书本人郑重声明:所呈交的学位论文,是本人在导师指导下,独立进行研究工作所取得的成果。
《多物理场耦合条件下金属与陶瓷(金属)的扩散连接界面结构特征及力学性能研究》范文
《多物理场耦合条件下金属与陶瓷(金属)的扩散连接界面结构特征及力学性能研究》篇一摘要:本文系统地研究了多物理场耦合环境下,金属与陶瓷材料通过扩散连接所形成的界面结构特征及力学性能。
利用先进的分析技术和实验方法,详细解析了扩散连接的微观界面形态,以及其在不同环境因素影响下的变化规律和强度性能,为实际工程应用中复合材料连接性能的优化提供理论支持和实践指导。
一、引言随着材料科学的快速发展,金属与陶瓷(或金属)的复合材料因其独特的物理和化学性质在众多领域得到广泛应用。
如何实现金属与陶瓷之间的有效连接,特别是多物理场耦合条件下的连接界面性能研究,成为当前材料科学研究的热点问题。
本文通过深入研究界面结构特征及力学性能,为提升复合材料的整体性能提供理论依据。
二、多物理场耦合条件概述多物理场耦合条件主要指在高温、高压、高真空等极端环境下,同时伴随有电场、磁场等物理场的综合作用。
这些环境因素对金属与陶瓷的扩散连接过程产生显著影响,导致界面结构的形成和力学性能的差异。
三、实验方法与材料选择本研究采用先进的透射电子显微镜(TEM)、扫描电子显微镜(SEM)以及X射线衍射等分析手段,对金属与陶瓷的扩散连接界面进行微观结构观察和成分分析。
同时,结合拉伸、弯曲等力学性能测试,全面评估界面的力学性能。
实验材料选用具有代表性的金属和陶瓷材料,确保研究结果的普遍性和适用性。
四、扩散连接界面结构特征在多物理场耦合条件下,金属与陶瓷的扩散连接界面呈现出独特的结构特征。
界面处形成了连续且致密的扩散层,金属与陶瓷之间的原子相互渗透和结合程度较高。
同时,界面的微观结构受温度、压力和时间等工艺参数的影响显著,合适的工艺参数有助于形成均匀、稳定的扩散连接界面。
五、力学性能研究通过对扩散连接界面的力学性能测试发现,多物理场耦合条件下的界面具有较高的强度和韧性。
这得益于界面处形成的连续扩散层和原子间的紧密结合。
此外,界面的力学性能还受到材料本身的性质、工艺参数以及环境因素的影响。
1Cr18Ni9Ti的热处理工艺与耐蚀性研究

目录1 绪论 (4)1.1 不锈钢的历史起源及分类 (5)1.1.1 铁素体不锈钢 (6)1.1.2 马氏体不锈钢 (6)1.1.3 奥氏体不锈钢 (6)1.2 不锈钢的应用及工作环境 (7)1.2.1 不锈钢在建筑业中的应用 (7)1.2.2 不锈钢在海洋装置上的应用 (8)1.3 国内外不锈钢的发展情况 (10)1.3.1 彩色不锈钢 (10)1.3.2 日本废不锈钢利用 (12)1.3.3 国内外不锈钢焊条使用现状 (12)1.4 本论文的目的与意义 (14)2. 奥氏体不锈钢1Cr18Ni9Ti的热处理工艺过程 (15)2.1 奥氏体不锈钢1Cr18Ni9Ti的冶炼研究及锻造处理 (15)2.1.1 1Cr18Ni9Ti的凝固行为 (15)2.1.2 1Cr18Ni9Ti的锻造处理 (19)2.2 奥氏体不锈钢热处理设备—真空热处理炉 (20)2.2.1 真空热处理炉概述 (20)2.2.2 真空热处理炉设计 (23)2.3 奥氏体不锈钢1Cr18Ni9Ti的固溶处理与稳定化处理 (27)2.3.1 奥氏体不锈钢1Cr18Ni9Ti的固溶处理 (27)2.3.2 奥氏体不锈钢1Cr18Ni9Ti的稳定化处理 (29)2.3.3 奥氏体不锈钢1Cr18Ni9Ti的化学热处理 (33)2.3 全腐蚀试验 (35)2.4 晶间腐蚀试验 (36)3 奥氏体不锈钢1Cr18Ni9Ti的抗蚀性处理 (38)3.1 造成不锈钢腐蚀的原因及机理 (38)3.2 奥氏体不锈钢1Cr18Ni9Ti常用的抗蚀热处理方式 (40)3.3 固溶处理与稳定化处理对耐蚀性能的影响 (41)3.4 讨论与结论 (42)4 奥氏体不锈钢1Cr18Ni9Ti热处理后检验 (44)4.1 试验方法与结果 (44)4.2 结果分析 (45)4.3 小结 (47)5结论 (48)致谢 (49)参考文献 (50)1 绪论奥氏体不锈钢1913年在德国问世,在不锈钢中一直扮演着最重要的角色,其生产量和使用量约占不锈钢总产量及用量的70%钢号也最多,当今我国常用奥氏体不锈钢的牌号就有40多个,最常见的就是18-8型。
异种材料扩散连接综述

异种材料扩散连接综述摘要:扩散焊是将两个被连接件紧压在一起置于真空或保护性气体中加热,使两个连接件表面微观凸凹不平处产生塑性变形。
从而达到紧密接触,再经保温,原子间相互扩散而形成良好的冶金连接的一种固相焊接方法。
本文主要介绍钢-铜异种材料扩散连接的方法过程和特点。
关键词:异种材料;扩散连接;固相焊接1、引言扩散连接技术出现于上世纪年代初,这一焊接方法不仅能够获得同种金属和合金的牢固接头,而且能够获得异种金属和合金的牢固接头,尤其是在航空、航天领域利用扩散焊技术可以解决许多新材料的连接问题。
随着我国航空技术的发展,扩散焊技术的研究和应用也在不断发展,年代实现了同种金属和合金的扩散焊技术应用,目前我国运用扩散焊技术解决异种材料连接已经在航空产品上得到一定程度的应用[1]。
2、扩散连接技术的原理扩散连接(diffusion bonding)是指相互接触的表面,在温度和压力的作用下,被连接材料表面相互靠近、相互接触,局部发生塑性变形,经一定时间结合层原子间相互扩散,在接头焊缝中形成了新的扩散反应层,而形成整体可靠的连接过程。
为了获得优质的焊接接头,必须保证焊接材料不受空气的影响,扩散焊时需在真空或惰性气体保护介质中进行,目前真空扩散焊应用最多。
真空扩散焊是在真空氛围中金属不熔化的条件下通过原子之间的相互扩散并通过原子之间的引力形成新的金属键,从而获得一定强度的焊接接头。
薄膜学说、能量学说、位错理论、再结晶理论等这些扩散连接机理非常复杂[2]。
扩散焊分为固相扩散焊和瞬时液相扩散焊,这取决于焊接过程中所加的压力能否使基体材料表面产生塑性变形,例如超塑性成形扩散焊、常规固相扩散焊、热等静压扩散焊等。
超塑性成形扩散连接技术是针对在高温下金属材料具有超塑性,且金属材料这种超塑性成形温度与扩散焊加热温度很接近,并在压力较低、温度较高和一定的真空环境氛围中进行。
热等静压扩散技术是指从各个方向对待连接材料均匀施加一定压力,在一定温度和真空环境中,通过原子间的相互扩散反应形成焊接接头的一种固相扩散连接方法;扩散连接分为加中间层和不加中间层的连接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铺好 的石 墨坩 埚 中 ,保 证 C u C r 合 金置 于不 锈 钢 之
1 2 5
《 热加 工 工艺》2 0 1 2年 第 4 l卷 第 l 4期
表 面氧 化膜 , 再用 丙酮 擦洗 , 并用 冷 风吹 干 。
再将 1 C r l 8 Ni 9 T i 、 C u C r 按顺 序 装入 用石 墨纸填
作者简介: 刘彦峰( 1 9 8 2 - )  ̄, 陕西宝鸡人, 助教, 硕士, 主要研究方向为金属
基复合材料; 电话: 1 5 l 0 9 1 4 5 3 9 7 ; E — ma i l : s l x y l y f @1 2 6 . t o m
S c i e n c e a n d E n g i n e e i r n g , Xi a n U n i v e r s i y t o f T e c h n o l o g y , Xi ’ n a 7 1 0 0 4 8 , C h i n a )
Ab s t r a c t : Cu C r / 1 C r l 8 Ni 9 T i b i me t a l c o mp o s i t e wa s p r e p a r e d wi t h v a c u u m d i f f u s i o n b o n d i n g .T h e i n l f u e n c e o f me l t — c a s t i n g t e mp e r a t u r e o n t h e mi c r o s t r u c t u r e o f b o n d i n g p a d ,t h e t h i c k n e s s o f he t i n t e r f a c i a l r e a c t i o n l a y e r a n d he t mi c r o h a r d n e s s o f i n t e fa r c e r e g i o n we r e i n v e s t i g a t e d . Th e r e s u l t s s h o w t h a t he t d i me n s i o n nd a d i s t r i b u t i o n o f he t p r e c i p i t a t e d p h a s e f r o m he t c o mp o s i t e b o n d i n g a t 1 0 9 0  ̄ C a r e e v e n e s t . Th e i n t e r f a c i a l r e a c t i o n l a y e r i s a l s o wi d e s t , a n d he t mi c r o h a r d n e s s o f t h e i n t e fa r c e r e g i o n h a s a t r e n d o f b u l g i n g . Ke y wo r d s : Cu C r ; 1 C r l 8 Ni 9 T i ; v a c u u m d i f u s i o n b o n d i n g
Va c uu m Di fus i o n Bo ndi ng o f CuCr / 1 Cr l 8 Ni 9 Ti Bi me t a l Co m po s i t e
L I U Ya n f e n g .ZOU J u n t a o
( 1 . De p a r t me n t o f C h e mi s t r y& C h e mi c a l E n g i n e e in r g , S h a n g l u o Un i v e r s i t y , S h a n g l u o 7 2 6 0 0 0 , C h i n a ; 2 . S c h o o l o f Ma t e ia r l s
炮弹 , 不 仅 经济 , 且 其 弹 道性 能 优 越Ⅲ 。在 汽 车 工业
中, 可 制造 热交 换 器 、 同步器 锥环 、 减 速机 蜗轮 、 轴 瓦 等; 在 冶 金 工业 中 , 可作 电镀 技 术 用 电极 、 放 电用加 工 电极 、 接 地 棒 等[ 2 1 。鉴 于此 。 本文对 C u C r合 金 和 1 C r l 8 Ni 9 T i 不 锈 钢 进行 了真 空扩 散 连 接 , 并 对 结合
下半 月 出版
Ma t e r i a l &H e a t T r e a t m e n t  ̄ 材 料热 处理 技术
●复合材料 ●
C u C r / 1 C r 1 8 N i 9 T i 双金属 复合材料 的 真 空扩 散 连 接
刘彦 峰 ,邹 军涛
f 1 . 商 洛 学 院 化 学与 化 学 工 程 系,陕 西 商 洛 7 2 6 0 0 0 ; 2 . 西 安 理 工 大 学 材 料 科 学 与 工程 学 院,陕西 西安 7 1 0 0 4 8 )
随着 现代 工程 对材 料综 合性 能 的要 求及 稀 贵金 属 的 日益 紧缺 。双 金属 复合 材料 以其 特有 的物理 性 能 和力 学 性 能得 到 了青 睐 。铜 / 钢 复合 材料 具 有 良 好 的导 热 导 电及 耐 腐蚀 、耐磨损 性 能 ,可应 用在 军 事、 电子 、 造 币等 方 面 , 如 军事 方 面 , 代 替 弹壳 黄铜做
将 1 C r l 8 Ni 9 T i 不 锈 钢 表 面 在 砂 轮 上 磨 削 后 经 水磨 砂 纸磨光 ,再经 W5金 刚研磨 膏 抛光 。并置 于 1 0 %Na OH 水溶 液 浸 泡 中 , 在8 0 ℃ 下浸 泡 2 0 mi n脱 掉油 脂 , 用 清水 冲洗后 烘干 , 用 1 0 %H C I 水 溶 液酸洗
区域 的组织 和性 能 进行 了研 究 。
C
S i
Mn
C r
Ni C r b / MP a 6 s ( %)
4 0
( %)
5 5
≤ 0. 1 2 ≤1 . 0
≤2 . 0 1 7 ~1 9 8 ~1 4 5 3 O ~5 6 0
1 . 2 试 验 方 法
原材料为 C u C r 合金和 1 C r l 8 Ni 9 T i 不锈钢 , 采 用 真 空扩 散 连接 法 在
C u C r 合金 中 C r 质 量百 分 比为 1 . 0 %, 1 C r l 8 Ni 9 T i 不 锈 钢 的合金 化学 成分 和力 学性 能见 表 1 。
摘 要: 采 用 真 空 扩 散连 接 法 制 备 了 C u C r / 1 C r l 8 N i 9 T i 双金属复合材料 , 研 究 了 熔铸 温 度 对 结 合 区 组 织 形 貌 、 界 面
反 应 层 宽 度 和 界 面 区 域 显 微 硬 度 的 影 响 。结 果 表 明 , 在 1 0 9 0  ̄ C下 连 接 的 C u C r / 1 C r l 8 Ni 9 T i 复 合 材 料 界 面 析 出 相颗 粒 的
表1 1 Cr l 8 Ni 9 T i 合 金化 学成 分 ( 质量分数 。 %) 及 力 学 性 能
Ta b. 1 Ch e mi c a l c o mp o s i i t o n( wt , %) a n d me c h a n i c a l
p r o p e r i t e s o f 1 Cr l 8 Ni 9 Ti s t a i n l e s s s t e e l
1 实 验 材 料 及 方 法
1 . 1 材 料
收 稿 日期 : 2 0 1 2 — 0 3 — 0 6
去 除 表 面 氧化 膜 。将 C u C r 合金用 1 0 %Na O H 水 溶
液在 8 O ℃下浸 泡 2 0 mi n脱 掉 油脂 后 , 用钢 丝刷 去 除
基 金 项 目: 陕 西 省 教 育 厅 专 项 科 研 计 划 项 目( 1 1 J K0 8 1 6 ) ; 商 洛 学 院 项 目( 1 0 s k y l 0 0 2 1
尺寸和分布最均匀 , 反应层也最宽 , 界 面反 应 层 的显 微 硬 度 呈 现 “ 凸起 ” 趋势。
关键词 : C u C r ; 1 C r 1 8 Ni 9 T i ; 真 空扩 散 连 接 中 图分 类 号 : T B 3 3 l 文献标识码 : A 文章编号 : 1 0 0 1 — 3 8 1 4 ( 2 0 1 2 ) 1 4 — 0 1 2 5 — 0 3