TAP项目X100钢管的制造
x100管线钢标准
x100管线钢标准管线钢是一种特殊的钢材,用于制造输送液体或气体的管道系统。
在不同的国家和地区,对于管线钢的标准制定会有一定的差异。
在中国,当前广泛使用的管线钢标准是X100管线钢标准,下面将从管线钢的特点、应用、标准制定等方面进行详细的介绍。
首先,让我们了解一下管线钢的特点。
管线钢具有高强度、良好的可塑性和韧性,能够承受较大的压力和温度。
它具有耐热、耐腐蚀、耐磨损等特性,适用于各种不同的工况环境。
此外,管线钢的焊接性能也非常优秀,能够满足管道系统的连接需要。
管线钢广泛应用于石油、天然气、化工、水利等领域。
在石油和天然气工业中,管线钢被用于输送石油、天然气等能源资源。
在化工工业中,管线钢用于输送各种化工介质。
在水利工程中,管线钢被用于输送水资源。
这些应用领域对于管线钢的性能要求非常严格,对于管线钢的标准制定也具有重要的意义。
在制定管线钢标准时,需要考虑以下几个方面。
首先,需要确定管线钢的化学成分和力学性能要求。
这包括确定元素含量、抗拉强度、屈服强度、延伸率等。
其次,需要规定管线钢的制造方法和工艺要求,包括热处理、冷加工、退火等。
再次,需要制定管线钢的外观和检测要求,如表面质量、尺寸、无损检测等。
最后,还需要考虑管线钢的交货状态和包装要求。
X100管线钢是中国当前广泛使用的管线钢标准之一。
X100代表着钢材的抗拉强度为100ksi或690MPa。
X100管线钢在中国已经得到了广泛应用,在重大石油、天然气管道工程中发挥着重要的作用。
它具有较高的强度和韧性,并且能够满足高压、高温等复杂工况的要求。
X100管线钢标准包含了完整的化学成分、力学性能和工艺要求的规定。
它要求管线钢的化学成分符合相应要求,包括铁素体、贝氏体和珠光体的含量。
此外,它还规定了管线钢的抗拉强度、屈服强度、延伸率等力学性能指标。
另外,X100管线钢还规定了管线钢的制造方法和工艺要求,包括钢坯制备、热轧、热处理等。
除了力学性能和工艺要求外,X100管线钢标准还对管线钢的外观和检测要求进行了规定。
X100高钢级管线钢的发展及组织设计
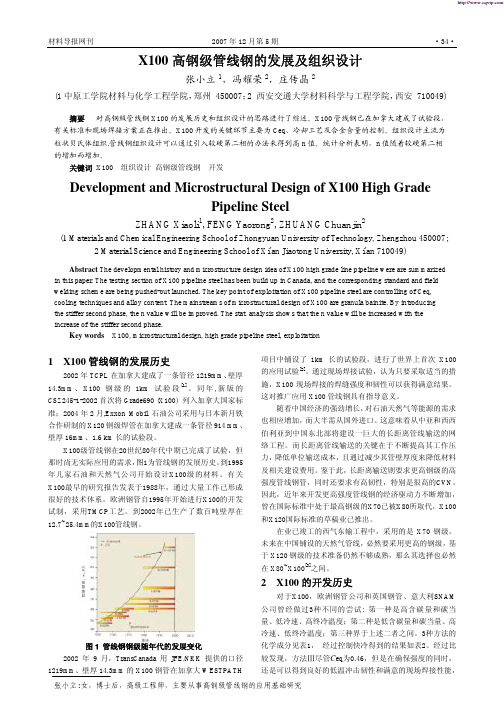
1 X100管线钢的发展历史2002年TCPL 在加拿大建成了一条管径1219mm 、壁厚14.3mm 、X100钢级的1km 试验段[1]。
同年,新版的CSZ245-1-2002首次将Grade690 (X100) 列入加拿大国家标准;2004年2月,Exxon Mobil 石油公司采用与日本新月铁合作研制的X120钢级焊管在加拿大建成一条管径914 mm 、壁厚16mm 、1.6 km 长的试验段。
X100级管线钢在20世纪80年代中期已完成了试验,但那时尚无实际应用的需求,图1为管线钢的发展历史。
到1995年几家石油和天然气公司开始设计X100级的材料。
有关X100最早的研究报告发表于1988年,通过大量工作已形成很好的技术体系。
欧洲钢管自1995年开始进行X100的开发试制,采用TMCP 工艺。
到2002年已生产了数百吨壁厚在12.7~25.4mm 的X100管线钢。
图1 管线钢钢级随年代的发展变化2002年9月,TransCanada 用JFE/NKK 提供的口径1219mm 、壁厚14.3mm 的X100钢管在加拿大WESTPATH项目中铺设了1km 长的试验段,进行了世界上首次X100的应用试验[2]。
通过现场焊接试验,认为只要采取适当的措施,X100现场焊接的焊缝强度和韧性可以获得满意结果。
这对推广应用X100管线钢具有指导意义。
随着中国经济的强劲增长,对石油天然气等能源的需求也相应增加,而大半需从国外进口。
这意味着从中亚和西西伯利亚到中国东北部将建设一巨大的长距离管线输送的网络工程。
而长距离管线输送的关键在于不断提高其工作压力,降低单位输送成本,且通过减少其管壁厚度来降低材料及相关建设费用。
鉴于此,长距离输送则要求更高钢级的高强度管线钢管,同时还要求有高韧性,特别是很高的CVN 。
因此,近年来开发更高强度管线钢的经济驱动力不断增加,曾在国际标准中处于最高钢级的X70已被X80所取代,X100和X120国际标准的草稿业已推出。
X100试验管线钢管的规范和生产
Qnxa 6 6 8 H biC ia4 J l gSel i nf c r gC m a yo N CB h i qim n i in0 25 , ee,hn ;. u n t p Ma uat i o p n g o eP e un fC P o a E u e t p
焊 管 . 3 卷第4期 .01 4 第 4 21 年 月 ● 国外 焊 管
・ 3 6・
XI 0试 验 管 线 钢 管 的 规 范 和 生产 O
纪 海 涛 ,王 晓香 ,马 亚静 ,张 军 峰 编 译
( . 国石 油集 团渤海 石 油装备 制 造有 限公 司第 一 机械 厂 ,河北 青县 0 2 5 ; 1中 6 6 8 2 中 国石油 集 团渤海 石 油装 备 制造有 限公 司钢管 制造 分公 司 ,河 北 青 县 0 2 5 ; . 6 6 8 3 中 国石 油集 团渤海 石油 装备 制 造有 限公 司华 油钢 管 有 限公 司 ,河 北 青 县 0 2 5 ; . 6 6 8 4 中 国石 油集 团渤海 石油 装备 制 造有 限公 司 巨龙 钢管公 司 ,河 北 青 县 0 2 5 ) . 6 6 8
2 S e Pp nf tr gC m ayo C P oa E u m n Ma u tr gC . t , ig in02 5 , . t l i Ma ua ui o p n N CB h i q i et nf ui o, d Qnxa 6 6 8 e e c n f p c a n L.
x100管线钢标准

x100管线钢标准
X100管线钢是一种高强度、高韧性的钢材,主要用于石油、天然气等输送管道的建设。
其标准主要包括以下几个方面:
1. 化学成分:X100管线钢的主要成分是铁和碳,同时还含有少量的硅、锰、磷、硫等元素。
这些元素的含量需要严格控制,以保证钢材的性能。
2. 机械性能:X100管线钢的机械性能主要包括抗拉强度、屈服强度、延伸率和冲击韧性等。
这些性能指标需要达到一定的标准,以保证管道在高压、高温等恶劣环境下的安全运行。
3. 焊接性能:X100管线钢需要具有良好的焊接性能,以便进行各种复杂的焊接操作。
这包括焊缝的强度、韧性、硬度等性能指标。
4. 耐腐蚀性:由于X100管线钢主要用于输送石油、天然气等腐蚀性介质,因此需要具有良好的耐腐蚀性。
这包括耐酸、耐碱、耐盐等腐蚀性能。
5. 尺寸精度:X100管线钢的尺寸精度要求较高,需要保证管道的直径、壁厚等尺寸符合设计要求。
6. 表面质量:X100管线钢的表面质量也非常重要,需要保证无裂纹、夹杂、
氧化皮等缺陷。
7. 检验标准:X100管线钢的生产和使用都需要按照相关的国家标准和行业标准进行检验,以确保其质量和性能。
以上就是X100管线钢的标准,不同的国家和地区可能会有不同的标准要求。
在选择和使用X100管线钢时,需要根据具体的工程条件和要求,选择合适的产品和标准。
X100管线钢管的技术要求及研究开发

X100管线钢管的技术要求及研究开发马秋荣;张对红;郭志梅【摘要】结合X100管线钢管开发研究成果,对X100管线钢管开发研究中普遍关注的断裂控制、高屈强比、各向异性、缺陷容限和韧脆转变行为等主要问题进行了分析讨论。
研究结果表明,用DWTT试验和Battelle总结的85%SA对应温度经验方法能准确预测X100钢管的韧脆转变温度和断裂行为;目前只有全尺寸实物爆破试验法是适用于X100管线裂纹止裂行为预测的可靠方法。
因此, X100管线钢管的应用还需根据具体管线服役工况,在API SPEC 5L标准基础上,补充屈强比、止裂韧性及DWTT等关键技术指标的要求,以保证X100管线的服役安全。
%In combination of research results on X100 line pipe, it discussed common interested problems such as fracture control, higher yield ratio, anisotropy, defect tolerance, ductile to brittle transition, etc. The researched results showed that the ductile-brittle transition temperature and the fracture behavior of X100 steel pipe can be accurately predicted through corresponding temperature of 85%SA of DWTT test; and only full-scale burst test is a reliable method to predict fracture behavior of X100 pipeline. Therefore, at present the additional technical requirements shall be made according to the actual engineering situation, to determine the various technical indicators based on API SPEC 5L standard, such as the yield ratio, arrest toughness, DWTT and so on, to ensure the service safety of X100 line pipe.【期刊名称】《焊管》【年(卷),期】2016(039)012【总页数】5页(P4-8)【关键词】焊管;X100;屈服强度;抗拉强度;冲击韧性;止裂韧性【作者】马秋荣;张对红;郭志梅【作者单位】中国石油集团石油管工程技术研究院,西安 710077; 石油管材及装备材料服役行为与结构安全国家重点实验室,西安 710077;中国石油集团管道建设项目经理部,北京 100101;中国石油集团管道建设项目经理部,北京 100101【正文语种】中文【中图分类】TG142.1从1990年起,国际上就开始了X100管线钢管开发及工程应用的研究。
X90及X100管线钢管规模应用的若干技术问题
2. 国外X100的研究现状
在近年来X100的研究开发进程中,最重要的事件可能是2006年完成的 大规模的X100试验段--斯提兹维尔(Stittsville)试验段的建设。 1)项目实施地点位于加拿大南部安大略省的3类地区(以前的两个试 验段都在1类地区实施 );
2)完全采用了基于应变的设计(以前的两个X100建设项目是基于应
二、国内外X90/X100钢的研究现状
2. 国外X100的研究现状
加拿大TransCanada管道公司是高钢级管线钢应用的主要推动者; TransCanada管道公司主要与JFE钢铁公司合作;也与新日铁、住友、欧洲 钢管以及英国石油公司(BP)等合作进行了广泛的研究与开发,以保证X100 的初步实施。 X100开发研究内容,包括管材性能及测试方法,环缝焊接工艺及性能、 无损检测、现场冷弯、基于应变的设计方法、相关标准和规范的建立和完 善,X100钢管整体性能对天然气长输管道适用性的研究,包括两次全尺寸 爆破试验,以国际合作的方式完成了两次全尺寸爆破试验,试验采用直径 914mm的X100钢管,壁厚分别为13.2 mm和14.8 mm,试验压力为13,6MPa 和18MPa。两次试验均获得成功,并且成功预测了断裂的止裂。
2006年 (试验段)
Stittsville (基于应变设计) (Transcanada)
X100钢管的基于应变设 计研究,并且对研制的 X100钢管的应变容量、 环焊工艺和环焊缝性能 进行了深入的研究。
2003年 (示范段)
TAP项目 (ENI Group)
X100钢管, 48” x 16.6、18.4mm UOE 钢 管。2010年完成。钢管制造商: Europipe, NSC, JFE, Sumitomo.
X100螺旋预精焊钢管制造工艺研究

w lig rcs, ti dhg uh es e ig i n u i edw i ee eeoe yB o e oem Sel edn oes uiz ih og ns l n r adf x t g s e hc w r dvl db ajP t lu te p le t w d we l ah h p h p i r
东 输 四线 、西 气 东 输 五 线 、陕 京 三 线 、陕 京 四 线 、中缅管 线 以及 中贵管 线 等一 大批 天然 气 管道
将 陆续 开工 建设 。 十二 五 ”期 间预计 每 年建设 的 “ 管道 长度 在 7 0 m 以上 …。提高 天然 气 管道 的 0k 0
1 XI 0卷 板 的主 要 性 能 O
d sa n l n t g s d l h p l n en l e d n . a h p r r n e me t e h ia e u r me t f e lg a d ei a i a d es a e wed i t r a l i g e c e f ma c e c n c r q i mi n w o t l e n so P L API EC 5 S
中图分 类号 : E 0 T 96
文献 标志码 : B
文章编 号 :0 1 3 3 (0 2 0 — 0 5 0 10 — 9 8 2 1 ) 7 0 3 — 6
Re e r h o M an f c urng Pr c s fX1 0 S s a c n u a t i o e s o 0 AW H pe Two Pi -St p W edi e l ng
缝及热影响 区冲击韧性 了细丝大 电流 高速 MA . 4 G焊
接 。精焊采用 内三丝 、外双 丝的焊接 工艺 ,使 用 宝鸡钢 管 自主 开发 的高韧性 焊丝和高速焊剂 ,成 功 制造 出 了西1 2 m 1 .m 螺旋埋弧焊 管。焊缝边缘整 齐、光 滑 ,脱 渣较好 ,消除 了内焊 “ 2 m ̄ 5 m 4 3 马鞍 形”焊缝。钢 管各项性能达到 了A I P C 5 (4版 ) X1 0螺旋缝埋弧焊管技 术条件的要 求。 P E L 4 S 及 0 关 键词 :X10管线钢 ;螺旋埋弧 焊管 ;预精焊 ;“ 0 马鞍 形”焊缝
超高强度X100_X120钢管的止裂性能

国外钢铁超高强度X100、X120钢管的止裂性能(日)牧野宽之等1 前言随着天然气用量的不断增加,要求输送管线进一步高强化。
使用超高强钢管的高压管线可降低天然气输送的总成本。
为适应市场要求,日本钢管生产商已成功开发出X100、X120超高强度钢管。
将这些超高强度钢管用于管线干线,必须对其结构的完整性进行论证。
尤其是为了防止由高速延性断裂引起的大规模灾害,必须在使用前弄清钢管的性能。
但近年来的研究结果表明,使用传统方法评价上述超高强钢管的止裂性能是很困难的。
解决该问题的唯一方法是采用称之为全尺寸模型破裂试验的实物大型断裂试验方法。
根据该试验结果,还不能断定超高强度钢管自身的止裂性能是否足够,在管线干线使用时,还必须采用止裂装置。
在上述背景下,本文介绍了超高强度X100、X120钢管的全尺寸模型破裂试验的结果、止裂能的分析结果以及影响止裂能预测精度各因素可信度的研究结果。
2 X100、X120钢管全尺寸模型破裂试验结果2.1 X100的ECSC程序于1998年和2000年采用CS M、S NAM、Eu2 r op i pe共同研究的ECSC程序,对X100钢管进行了两次全尺寸模型破裂试验。
试验采用Eur op i pe 产钢管,在CS M的Perdasdef ogu试验场进行,加压介质为空气。
1998年实施的第一次ESCS试验采用56英寸(1422.4mm)×19.1mm(W T)钢管,压力约为12.6MPa,试验结果如图1所示。
该试验特征是试验管路断裂,与之连接的钢管放射性断裂。
2000年实施的第二次ECSC试验采用36英寸(914.4mm)×16.0mm(W T)钢管,压力约为18.1MPa,试验结果如图2所示。
该试验特征是西侧和东侧有不对称的裂纹扩展长度。
此现象不能用钢管夏比冲击功数组说明,但可以用DW TT 能数组说明东侧突然止裂现象。
图1 第一次ECSC试验结果管号994479945839946099461994569945799446供应商Eur op i pe长度/m10.510.510.5 6.510.510.510.5YS/MPa724750711709761740766TS/MPa780819797802844811826YS/TS0.930.920.890.880.900.910.93 20℃夏比V型冲击功/J297252202165259253274 DW TT/J110968540435150859974882410569 3:圆棒。
海工用X100管线钢管的焊接工艺及接头质量分析
海工用X100管线钢管的焊接工艺及接头质量分析引言海工用X100管线钢管因其高强度、耐腐蚀和耐磨损的特性,被广泛应用于海洋石油钻井平台、海底管道等领域。
海工环境的特殊性要求对管线钢管的焊接工艺和接头质量有更高的要求。
本文将围绕海工用X100管线钢管的焊接工艺进行分析,探讨其接头质量问题,并提出改进建议。
1.1 焊接工艺选择海工用X100管线钢管的焊接工艺主要包括手工电弧焊、埋弧焊、焊丝焊接等。
对于海工环境下的管线钢管,一般采用埋弧焊和焊丝焊接。
埋弧焊适用于对接焊、角焊和搭接焊,适用于直焊或环焊。
而焊丝焊接适用于自动焊和半自动焊。
1.2 焊接参数控制在进行海工用X100管线钢管的焊接时,需要对焊接参数进行严格控制,包括焊接电流、电压、送丝速度、焊接速度等。
焊接电流和电压要根据材料的厚度、宽度、传导率等因素进行合理调整,送丝速度和焊接速度要根据焊接工艺选择合适的参数。
1.3 焊接前的准备工作在进行海工用X100管线钢管的焊接前,需要进行充分的准备工作,包括对接管的清洁、除氧、预热等。
清洁工作可以采用打磨、去锈等方式,除氧工作可以采用气氛保护、机械除氧等方式,预热工作可以采用明火预热或者感应加热等方式。
二、接头质量分析2.1 接头质量标准海工用X100管线钢管的接头质量要符合相关的国家标准和行业标准,包括焊缝外观质量、尺寸偏差、力学性能等方面。
焊缝外观质量主要包括焊缝形状、焊缝表面平整度、焊缝表面缺陷等;尺寸偏差主要包括焊缝尺寸偏差、管道圆度、管道直线度等;力学性能主要包括焊缝强度、韧性、硬度等。
2.2 接头质量问题在海工用X100管线钢管的焊接过程中,可能会出现一些接头质量问题,如焊缝不良、焊接变形、气孔等。
焊缝不良可能是由于焊接参数控制不当、准备工作不到位等原因造成的;焊接变形可能是由于焊接时的热影响区引起的;气孔可能是由于焊接环境中氧气和水分引入造成的。
2.3 接头质量改善针对接头质量问题,可以通过改进焊接工艺、加强焊接控制、提高操作技术等方式进行改善。
钢管制造流程

钢管制造流程
钢管制造的流程如下:
1. 切割原材料:将钢板或钢带按照规定的大小和厚度进行切割。
2. 弯曲和卷制:通过专用设备将钢板或钢带弯曲成合适的形状,并将其卷制成管状。
3. 焊接:将钢板或钢带的两端进行焊接,形成一段无缝或有缝的钢管。
4. 热处理:对钢管进行热处理,提高其物理性能,如强度和硬度。
5. 钢管精整:通过校直机和轧辊机等设备对钢管进行进一步加工,提高其几何形状的精度。
6. 成品检验和标记:对成品进行检验并做好标记,以便于安装施工。
7. 运输装卸:在运输装卸过程中严禁抛摔撞击,以免造成变形。
8. 出厂附带资料:产品出厂时应附材质书一册,每批号的产品应附有质量证明书。
9. 定制服务:本厂可根据用户需求定做特殊规格型号的无缝钢管,可承接来料加工业务,可为用户订做大口径非标螺旋钢管。
钢管制造的具体步骤可能会因工艺和规格而异,请根据实际需求进行选择。
X90_X100管线钢的开发与应用

Development and Application of X90/X100 Pipeline Steels at Home and Aboard
康永林 北京科技大学 材料学院
主要内容
1、前言
2、X90/X100级管线钢国内外研究现状
3、 X90/X100级管线钢的标准要求
国外X100管线试验段概况
时间
项目
试验段概况
目的
2002年 (试验段)
WESTPATH (基于应力设计) (Transcanada)
全长20.9km,X100长度为1km,规 格为ф1219×14.3mm,其余为 ф1219×12.0mm的X80钢管。所有钢 管由JFE(原NKK)提供。
主要是获取X100的制造和夏 季建设经验,以便它能被应 用于未来的高压项目。
2019/12/5
5
一、国外X90/X100管线钢研究开发和应用现状
X90/X100级管线钢国内外研究现状
国外X90管线钢研究开发和应用现状
一些最近生产的X80和X100钢管满足了X90的要求,他们可被认作“实质上”的X90。 下图为X80和X100钢管的力学性能,方框内为满足X90级管线钢力学要求的区间。
X100热连轧钢带的组织发展目标
2019/12/5
14
以下为国外专利陈述的X100管线钢成分及工艺
2019/12/5
15
X90/X100级管线钢国内外研究现状
X100管线钢国外各厂申请专利成分对比
单位
C
Si
Mn
P
S
Nb
V
Ti
Cr
Exxon Mobil 0.03~0.10 ≤0.6 1.6~2.1 ≤0.015
管子的制作流程

管子的制作流程
制作管子听起来好像很复杂,但其实它就像做一道菜一样,一步步来就对了。
想象一下你要做个无缝钢管,你可以按照这样的步骤来:
1. 让材料变软:就像做饼干前要先软化黄油一样,制作无缝钢管的第一步也是要让材料变软,这样更容易切割和塑形。
2. 剪裁:把不锈钢板卷剪成你想要的宽度,这就像是切菜一样,把大的食材切成适合烹饪的大小。
3. 焊接:这是制作无缝钢管的重要一步,就像我们用火烹饪食物一样,这里也要用焊接的方式把材料连接起来。
4. 抛光:焊好了之后,我们要把它焊的地方磨得光滑一些,这样看起来更漂亮,也更容易使用。
5. 塑形:接下来,我们要把管子塑成我们想要的形状,比如方形或者矩形。
这就像是我们用模具做蛋糕一样,把材料放进模具里,然后它就会变成我们想要的形状。
6. 切割和抛光:最后,我们要把管子切成我们需要的长度,再把它磨得更光滑一些,这样我们的无缝钢管就做好了!
当然,这只是制作无缝钢管的一种方法,其他类型的管子制作方法可能会有些不同。
不过,无论做什么,我们都要注意安全,也要保证做出来的产品质量好,这样我们才能用得放心。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
力 管线 的经 济 可行 性 、技 术可 靠性 以及 可施 工性 是 否 满足 要 求。 简要 介 绍 了 T P项 目的概 A
况和 新 开发 的 X10钢 板 的制 造 。 重点 分析 了用新 开发 的 X10钢 板 所 制 造 的钢 管 的 性 能 . 0 0
以及 涂敷 热 处理 对 钢 管性 能 的影 响 ,结 果表 明 。涂敷 热处 理会 导致 钢 管横 向和纵 向拉 伸 性 能有所 变化 。最后 ,简要 介 绍 了止裂 器的制 造及 应 用。
约 5 0 6 0 ( 同于 X10 的钢管 ,其外径 为 0 mL 9 MC 等 0) l 1.r 4 i) 29 a 2 m(8n ,壁厚 分别为 1.rm和 1.m 6a 6 8 m。 4 用 于生产此种规格钢管 的钢板分别 由 Ma n s a . n em n
n6 rnMah i 和 D ln e tt rhe le m iigrH ie的 钢 厂 轧 制 , l t
( 大 于 传 统 的 8 1 a 和 高 钢 级 ( 8 远 ~ 0MP ) x o和
整 性 相 关 的 问 题 )仍 在 讨 论 之 中 。T P项 目 由 A Sa rgt 领 导并 与 E I nmpoei t N 内有 实力 的公 司合作 。 具 体 的 实 施 方 法 是 整 合 实 验 室 和 全 尺 寸 试 验 程 序 ,其 中包含位 于意 大利 的撒 丁岛 ,佩尔 达斯 代 福古 及 C M 全 尺寸试 验站 X10实 际操作 和模 拟 S 0
度 和韧性 ,极其 精 细的 贝氏体 微观 组织 是绝 对必
要 的 。因此 ,如何 在最 终 冷却 前 的 T P ( MC 控轧
控冷 )处 理过程 中获取较 小 的奥 氏体 组 织成 为 特 别关 注 的焦点 。化学 成分 满足 规定要 求 后 ,精 轧 后通 过适 当 的冷 却 可 以得 到完 全 的贝 氏体微 观组
操作试 验 区等 。 20 0 4年 ,E R PP U O IE公 司为 T P项 目生产 了 A
XI0 的长 距 离 ( 0 0 m) 送 管 线 ,将 O) 400 60 0k 输 天然 气从 开采地 通 过恶劣 自然 环境 输送 到销 售地 的优 化方 案 。E I目前 正在 进行 一 个为 期 3年 的 N
3 钢 管 制造
钢 管 由位 于 MOh i 的 E R PP le m U O IE公 司 的
U E制 管厂生 产 。钢板 经 6 0 0t O 0 0 压力机 0成 型 后 ,分别采用 4丝和 5丝进 行内 、外焊缝 的埋 弧焊
接 ,焊接及无损检测完成之后 ,通 过扩径使钢管 直 考 虑 到钢管 成型 和扩径 过程 中的冷变 形 .选
项 目T P (rsot G s l rsin ) A Tapr a t Pes e ,该 项 目 o Aa o
不仅 要为 即将建 设 的天然 气长 输管 线项 目定 义 和
规定 新技 术 ,还要研 究 现代 高钢级 管线 钢管 的 可
・
7 6・
焊 管
21 年1 月 01 1
择钢板 力学 性能 的 目标 值尤 为重 要 。 径达 到最 终的几何 尺寸和 圆度 按照客 户 的规定 ,
在外观和几何尺寸形状的终 检之前进行第二 次无 损 检测 ,若终检满足要求就表 明完成 了钢管的生产 。
用 于 T P项 目的 L 9 MC钢 管 横 向力 学 性 A 60
tegn rl i ai f A r et n nfc r o e l dvl e O t laa zds e pp rpre h eea sut no P po c a dmauat e f wy eeo dXI0s e,nl e t l i po e i t o T j u n p e y e e ts
图 1 完 全 的 贝 氏体 微 观 组 织
现有 的 X10钢板 和钢 管 的开 发经 验 为 基础 .选 0
择 了相 配套 的炼 钢和 轧制工 艺 ,其 中包含 了化 学
成分 的选 取等 ,X1 0钢 的主要 化学 成分见 表 1 0 。
表 1 X1 0钢 的 主 要 化 学 成 分 0 %
器交付 给 T P项 目。 A
2 钢 板 制 造
用 于 制 造 X10钢 管 的 厚 度 为 1 . m 和 0 66 m
1 . mm 的 钢 板 分 别 由位 于 D ln e u t 8 4 iig rH e e和 l t M n eman6 rnMth i 钢厂 的 轧机 轧制 以 a n s n rhe i em l
1 概
述
施 工性 以及现 场使 用特性 。
近 年来 ,E I 团尽 管 在 X10研究 项 目上 N 集 0
E I 团于 2 N集 0世 纪 9 0年代 中期 耗 巨资 进行
了一 项 研 究 ,着 力 于寻 求 一 种 通 过 使 用 高 压力
投入 巨大 ,但 还有 一系列 未解决 的问题 ( 主要 是 与高 钢级 管线 钢管在 真实 工况下 生命 周期 内的完
纯 净 钢处理 工艺是 获取 高韧 性钢 的基 础 。适 当 的连铸 工艺 可以减少偏 析 ,使 二次 冶金 后 的夹
杂物 比例保 持在 较低 的范 围 内 ,要获 取超 高 的强
能 要求见 表 2 。
表 2 用 于 T P 项 目的 L 9 M C 钢 管横 向 力学 性 能 要 求 A 60
p e s r i ei e c n me t e u r me t , i h wee ma u a t r d b O te . n t i a t l , r f nr d c d r su e p p l a e q i n r e n s wh c r n f cu e y XI 0 se 1 I h s r ce i b il i t u e i t ey o
关 键词 :X10 0 ;强度 ;韧 性 ;各 向异性 ;时效 ;止 裂 器
中图分 类号 :T 9 3 E 7
文献 标志 码 :A
文章 编号 : 10 — 982 1) 10 7 —6 0 1 33 (0 1l- 05 0
T eMa uatr f O te Pp s o APP oet h n fcu eo 0Sel ie rT rjc XI f
注 :拉 伸 试验 采 用 圆棒 状 试 样
为 了获得更 高 的统计置 信度 ,对 每根 钢管 均
平 的 圆棒试 样 ( 径 8 直 取 自 12壁 厚 位 置 ) mm, / ,
进行 试 验 ,而 未 采 用按 炉 号 抽 样 检 验 的 常 规 方
法 。为 了减少包 辛格效 应 的影 响 ,采 用横 向非 展
党
民 等 编译 :A T P项 目 X10钢 管 的 制造 0
・ 7・ 7
试 验结果 表 明 ,除 了个 别试 样 的屈强 比超 出
当前 ,人 们 对 高 强 度 钢 如 X 0 /6 O 1 0L 9 MC在 基 于应 变设计 中的适 用性方面进行 了研究和开发 。 尽管 传统 的拉 伸性 能如屈 服强 度 、抗拉 强度 和断 后伸 长率 判定 用于基 于应 力设计 的 材料性 能 已经 很充 分 了 ,但是 ,应 用于 基于应 变设 计 中的 管线 钢还 需要 做进一 步研 究 。一旦 塑性 变形量 和最 大
Ab t a t I r e t d ei t g ai f O n i e i e vc f n e cu l o k n o d t n, sr c : n o d rt s y t n e r l yo o u h t XI 0 l e p p s r iel eu d r t a r ig c n i o ENI r u i n i a w i op g
分 别对 壁厚 为 1. m 和 1. m 的钢管 进 行 了 66m 8 4m
横 向拉 伸试验 ,结果 见 表 3 。
表 3 用 于 T P项 目的 L 9 M C钢 管横 向力 学 性 能 实 测 结 果 A 60
注 :表 中的 数 据 为 4 0个 试样 的平 均 值
第3 4卷 第 1 期 1
E i d a d T a sae yDANG n, V Ne g L —u dt n rn ltd b e Mi L n , IYuk n
C e k d b IYu —o g, h c e y L n l n YANG in n L— e g t N C T b l o d ee c s tt , ia l o 5 C ia P u u rG o sR s a hI tue X ’n 7 o 6 。 hn ) C a r ni
wh c n fc u e y t e n w y d v l p d X1 0 s e lt a l a h f c fh a r a me to te i e i h ma ua t r d b h e l e eo e 0 t lp ae,s wel s t e ef t o e tt t n n s lp p e e e e p r r a c . h e u t i d c td t a e t ra me t l c u et n i e o a c f te i e c a g r n v re ef m n e T e rs l n i ae h t a e t n l a s sl p r r n eo e l p h n e i t s e s o s h t wi e e fm s p n a a dl n i dn l i c in F n l , t d c d t ema u a t r n p l ai no r c re t r n g t i a r t . ia l i i r u e n f cu e a d a p i t f a k ar se . o u d e o y tn o h c o c Ke r s X1 0 sr n t ; u h e sa ior p ; gn a i ain;r c r se y wo d : 0 ;te g h t g n s ;n s t y a i g l t c a k ar tr o o v d o e