钻同一圆周上4个孔组合机床设计说明书
四工位组合机床PLC设计说明书
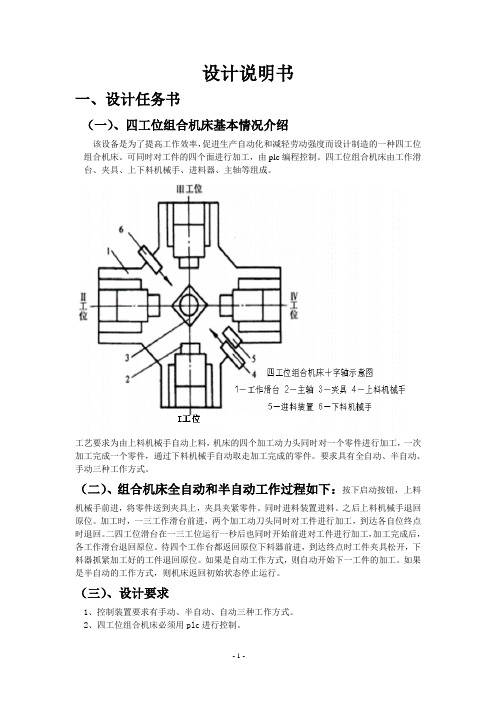
设计说明书一、设计任务书(一)、四工位组合机床基本情况介绍该设备是为了提高工作效率,促进生产自动化和减轻劳动强度而设计制造的一种四工位组合机床。
可同时对工件的四个面进行加工,由plc编程控制。
四工位组合机床由工作滑台、夹具、上下料机械手、进料器、主轴等组成。
工艺要求为由上料机械手自动上料,机床的四个加工动力头同时对一个零件进行加工,一次加工完成一个零件,通过下料机械手自动取走加工完成的零件。
要求具有全自动、半自动、手动三种工作方式。
(二)、组合机床全自动和半自动工作过程如下:按下启动按钮,上料机械手前进,将零件送到夹具上,夹具夹紧零件。
同时进料装置进料。
之后上料机械手退回原位。
加工时,一三工作滑台前进,两个加工动刀头同时对工件进行加工,到达各自位终点时退回。
二四工位滑台在一三工位运行一秒后也同时开始前进对工件进行加工,加工完成后,各工作滑台退回原位。
待四个工作台都返回原位下料器前进,到达终点时工件夹具松开,下料器抓紧加工好的工件退回原位。
如果是自动工作方式,则自动开始下一工件的加工。
如果是半自动的工作方式,则机床返回初始状态停止运行。
(三)、设计要求1、控制装置要求有手动、半自动、自动三种工作方式。
2、四工位组合机床必须用plc进行控制。
3、有急停、预停两种停止按钮。
4、滑台的进退,夹具的夹紧、松开以及上下料之间都进行互锁保护。
5、绘制电器原理图、选择电器元件、编制元件目录表。
6、绘制总接线图、控制面板布置图与接线图等工艺图样。
7、编制设计使用说明书。
8、设计用户程序,编写设计报告。
二、设计过程(一)、总体方案选择说明1、四工位组合机床四个主轴转动分别用M1~M4电机作为动力源。
2、四个滑台的进退以及夹具、上下料机械手和进料装置有一个液压系统进行控制,只需选用一个液压泵。
而冷却装置单独用一个液压系统进行控制。
3、四个滑台上都设有行程开关,来保证主轴与工件的相对位置的准确性。
4、M1~M4为自动控制连续运转,采用热继电器实现过载保护5、滑台的进退,夹具的夹紧、松开以及上下料之间都进行互锁保护。
四工位组合机床控制系统设计说明书
四工位组合机床控制系统的设计【摘要】作为现代机械设备实现传动与控制的重要技术手段,液压技术在国民经济各领域得到了广泛的应用。
与其他传动控制技术相比,液压技术具有能量密度高﹑配置灵活方便﹑调速范围大﹑工作平稳且快速性好﹑易于控制并过载保护﹑易于实现自动化和机电液一体化整合﹑系统设计制造和使用维护方便等多种显著的技术优势,因而使其成为现代机械工程的基本技术构成和现代控制工程的基本技术要素。
液压压力机是压缩成型和压注成型的主要设备,适用于可塑性材料的压制工艺。
如冲压、弯曲、翻边、薄板拉伸等。
也可以从事校正、压装、砂轮成型、冷挤金属零件成型、塑料制品及粉末制品的压制成型。
四工位组合机床由四个工作滑台,各带一个加工动力头,组成四个加工工位。
除了四个加工工位外,还有夹具,上下料机械手和进料器四个辅助装置以及冷却和液压系统共四个部分。
机床的四个加工动力头同时对一个零件的四个端面进行加工。
一次加工完成一个零件。
要求具有全自动、半自动、手动三种工作方式,总体的控制流程,当按下启动按扭后,上料机械手向前,将零件送到夹具上,夹具加紧零件,同时进料装置进料,之后上料机械手退回原位,进料装置放料,然后四个工作滑台向前,四个加工动力头同时加工(洗端面),加工完成后。
由四工位加所实现的是加工按次序加工。
本次加工按次序分为在一工位装卸、二工位打中心孔、三工位钻孔、四工位加工螺纹。
本文运用大学所学的知识,提出了四工位组合机床的结构组成、工作原理以及液压回转工作台液压系统、动力头液压系统的组成,构建了四工位组合机床机械、液压控制系统总的指导思想,从而得出了该四工位组合机床的优点是高效,经济,并且运行平稳的结论。
关键词:液压技术四工位组合机床液压系统结论The design of the control system of the four working position combination machine tool 【ABSTRACT】As one of the modern machinery equipment ransmission and control important technical means, hydraulic technology in the field of national economy has been widely used. Compared with other transmission control technology, hydraulic technology has high energy density, flexible and convenient configuration, large speed range, rapid and smooth work ability, easy to be controlled and overload protection, easily rintegration ,system integration design ,easy maintenance in manufacturing operation and other significant advantages n technology which make it become the basic technology of modern mechanical engineering.it can be engaged in the adjustment, the mounting indentation, the grinding wheel formation, the swaging metal parts formation, the plastic products and the powder products suppressed formation.including the choice of motor, a crank connecting rod transmission design, shaft design, bearing design, selection of the key and the design of the frame, trying to through the design, so that the transport mechanism of walnut is simple, and can improve the efficiency, and also can reduce the energy consumption.Vibrating conveyer is the eccentric wheel drives a connecting rod to generate centrifugal force, the materials can be separated. This paper is divided into several parts to illustrate the design process, so I did about graduation design walnut vibration conveyi ng equipment.Graduation project this time is a tube axial compressive loading machine. This paper introduces the theoretical calculation to design sleeve pressing machine structure, working principle and main parts of the strength check and the advantages of the sleeve, pressing machine is efficient.Keywords:eneryoperationintergrtindesign modern advantages目录1 绪论 (1)1.1 课题的意义、背景及现状 (1)1.2 组合机床概述 (2)1.3 液压系统的基本组成 (3)2 组合机床液压系统的工况分析 (7)2.1 负载分析 (8)2.2 运动分析 (9)3 液压系统主要参数的确定 (10)4 确定液压系统方案和拟定液压系统原理图 (13)4.1 确定液压系统方案 (14)4.2 确定基本回路 (15)4.3将液压回路综合成液压系统 (16)5 选择液压元件 (17)5.1 液压泵 (18)5.2 阀类元件及辅助元件 (19)5.3 油管 (19)5.4 油箱 (20)5.5 密封件的选择 (21)6 液压缸在实际中的应用情况分析 (22)结束语 (23)谢辞 (24)参考文献 (25)1 绪论由于液压工程的知识总量已经远远超越个人掌握所有,一些专业知识是必不可少的。
组合机床设计说明书

work position is processed , reach the precision requirement of
product pattern ".According to this train of thought , have designed
production in trade of manufacture mostly depends on the advanced
producing equipment-machine tool .
In mass production in order to increase productivity, we must
结论
结论结论
结论………………………………………………………………………30
谢辞
谢辞谢辞
谢辞………………………………………………………………………31
参考文献
参考文献参考文献
参考文献…………………………………………………………………32
pay attention to shorten the processing time to time and to the extent
possible and processing time, so that each of the various parts
installed at the same time more knife processing, implementing
processes highly concentrated, so widely used Combination Machine
四工位钻床课程设计
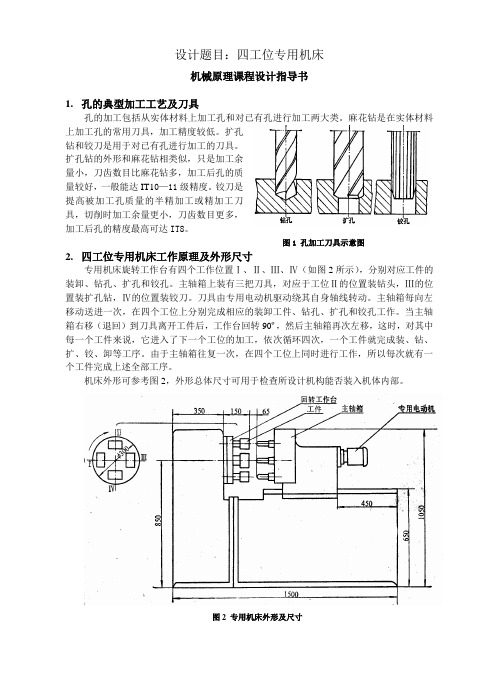
设计题目:四工位专用机床机械原理课程设计指导书1.孔的典型加工工艺及刀具孔的加工包括从实体材料上加工孔和对已有孔进行加工两大类。
麻花钻是在实体材料上加工孔的常用刀具,加工精度较低。
扩孔钻和铰刀是用于对已有孔进行加工的刀具。
扩孔钻的外形和麻花钻相类似,只是加工余量小,刀齿数目比麻花钻多,加工后孔的质量较好,一般能达IT10—11级精度。
铰刀是提高被加工孔质量的半精加工或精加工刀具,切削时加工余量更小,刀齿数目更多,加工后孔的精度最高可达IT8。
图1 孔加工刀具示意图2.四工位专用机床工作原理及外形尺寸专用机床旋转工作台有四个工作位置Ⅰ、Ⅱ、Ⅲ、Ⅳ(如图2所示),分别对应工件的装卸、钻孔、扩孔和铰孔。
主轴箱上装有三把刀具,对应于工位Ⅱ的位置装钻头,Ⅲ的位置装扩孔钻,Ⅳ的位置装铰刀。
刀具由专用电动机驱动绕其自身轴线转动。
主轴箱每向左移动送进一次,在四个工位上分别完成相应的装卸工件、钻孔、扩孔和铰孔工作。
当主轴箱右移(退回)到刀具离开工件后,工作台回转90º,然后主轴箱再次左移,这时,对其中每一个工件来说,它进入了下一个工位的加工,依次循环四次,一个工件就完成装、钻、扩、铰、卸等工序。
由于主轴箱往复一次,在四个工位上同时进行工作,所以每次就有一个工件完成上述全部工序。
机床外形可参考图2,外形总体尺寸可用于检查所设计机构能否装入机体内部。
图2 专用机床外形及尺寸3.设计步骤1)执行机构的选型根据专用机床的功能要求,回转工作台做单向间歇运动,主轴箱做往复直线运动。
实现工作台单向间歇运动的机构有棘轮机构、槽轮机构、凸轮机构、不完全齿轮机构等,实现主轴箱往复直线运动的机构有连杆机构和凸轮机构等。
上述机构的结构、工作原理及特点见参考材料1、2。
机构选型应遵循以下原则。
表1 选用执行机构的原则与方法2)机械运动方案的评价对上述两执行机构,做其形态学矩阵,可得到为数众多的方案。
机械运动方案的拟定,最终要求通过分析比较提供最佳方案。
组合机床及其主轴箱设计说明书
摘要组合机床,是由大量的通用部件和少量专用部件组成的工序集中的高效率机床。
其特点有:结构紧凑、工作质量可靠、设计和制造周期短、投资少、经济效果好、生产率高等。
本次设计的题目是铣削组合机床及主轴组件。
首先针对所要加工的零件入手,对机床进行总体方案设计,进而确定机床的总体布局,随后,对主轴组件进行设计。
在设计主轴组件时,以主轴为线索,在满足刚度、精度等要求下,完成其它(如轴承、轴向调节机构、锁紧机构等)所有零件的设计。
设计机械加工工艺规程遵循如下原则:1)保证零件图样上所有技术要求的实现。
2)必须能满足生产纲领的要求。
3)在满足技术要求和生产纲领要求的前提下,要求工艺成本最低,低耗节能。
4)尽量减轻工人的劳动强度,保障生产安全。
维护环境卫生。
本产品是按用户要求而设计的,用户讨论合格后,投入生产,希望指导、鉴定。
关键词:组合机床,主轴组件,主轴,轴承,轴向调节机构AbstractModular Machine, by the large number of common parts and a small number of specialized components of the process focused efficient machine. Its features include compact, reliable quality, design and manufacturing cycle shorter, less investment and economic effects, and higher productivity.The design is the subject of combined milling machine spindle components. First of all, for the processing of parts to start with a general program of machine design, machine tool and then determine the overall layout, then the design of the main components. Components in the design of the spindle to spindle for clues, to meet the stiffness and precision required to complete the other (such as bearings, axial adjustment agencies, locking, etc.) the design of all parts.Design mechanical processing order to follow the following principles1) To ensure that all parts drawings on the realization of the technical requirements.2) Program must be able to meet production requirements.3) To meet the technical requirements and requirements of the production program, under the premise of the minimum requirements of cost, low energy.4) Minimize the labor intensity of workers, protection of production safety.This product is based on user requirements and design, the user discussion after passing the production, hope the guide, identified.Keywords:Modular Machine, spindle components, spindle, bearings, axial adjustment目录绪论 (1)第1章机床总体设计 (1)1.1 机床总体方案设计的依据 (1)1.2工艺分析 (1)1.3机床主要技术参数的确定 (3)1.4进给驱动电动机功率的确定 (5)第2章主轴组件要求与设计计算 (6)2.1主轴的基本要求 (6)2.2主轴组件的布局 (9)2.3主轴结构的初步拟定 (12)2.4主轴的材料与热处理 (13)2.5主轴的技术要求 (13)2.6主轴直径的选择 (14)2.7主轴前后支承轴承的选择 (15)2.8主轴内孔直径 (16)2.9主轴前端悬伸量 (17)2.10主轴支承跨距 (18)2.11主轴结构图 (18)2.12主轴组件的验算 (18)第3章主轴组件相关部件 (23)3.1主轴轴承的润滑 (21)3.2主轴组件的密封 (21)3.3轴肩挡圈 (23)3.4挡圈 (23)3.5圆螺母 (23)3.6套筒 (24)3.7前、后支承的轴承盖 (25)3.8主轴用套筒及其锁紧部分 (26)3.9主轴尾部的内花键 (27)3.10主轴组件轴向调节机构 (28)3.11箱体设计 (30)第4章结论 (31)参考文献 (32)致谢 (33)1 绪论机械制造业在国民经济中占有重要的地位,是国民经济各部门赖以发展的基础,是国民经济的重要支柱,是生产力的重要组成部分。
钻同一圆周上4个孔组合机床设计说明书
江苏大学京江学院毕业设计(设计)说明书设计(论文)题目曲轴箱体前端面8×M8孔钻孔专用机床设计(加工部位在a视图)进行日期2011年03月14日至2011年06月10日学生姓名:专业班级:机械设计制造及其自动化J机械0702指导教师:系主任:前言摘要 (Ⅰ)Abstract (Ⅱ)1 绪论 (1)1.1 机床在国民经济的地位及其发展简史 (1)1.2 组合机床的国内、外现状 (3)1.2.1 国内组合机床现状 (3)1.2.2 国外组合机床现状 (4)1.3 机床设计的目的、内容、要求 (6)1.3.1设计的目的 (6)1.3.2 设计内容 (6)1.3.3 设计要求 (6)1.4 机床的设计步骤 (7)1.4.1调查研究 (7)1.4.2 拟定方案 (7)1.4.3 工作图设计 (7)2 零件分析 (8)2.1 零件的结构特点及其技术要求 (8)2.1.1 零件结构特点 (8)2.1.2 技术要求 (8)2.2. 零件的生产批量及其机床的使用 (9)2.2.1 零件的生产批量 (9)2.2.2 机床的使用条件 (9)2.3 零件工艺方案 (9)1.3.1 生产工艺方案 (9)3 组合机床的总体设计 (10)3.1 组合机床方案的制定 (10)3.1.1制定工艺方案 (10)3.1.2 确定组合机床的配置形式和结构方案。
(11)3.2 确定切削用量及选择刀具 (12)3.2.1 确定工序间余量 (12)3.2.2 选择切削用量 (13)3.2.3 确定切削力、切削扭矩、切削功率 (13)3.2.4 选择刀具结构 (14)3.3钻孔组合机床总设计“三图一卡”的编制 (14)3.3.1 被加工零件工序图 (15)3.3.2 加工示意图 (17)3.3.3 机床联系尺寸图 (21)3.3.4 生产率计算卡 (24)3.4 多轴箱的设计 (26)3.4.1 绘制多轴箱设计原始依据图 (26)3.4.2 齿轮模数选择 (27)3.4.3 多轴箱的传动设计 (27)3.4.4 绘制传动系统图 (30)3.4.5 传动零件的校核 (31)2.5 确定机械重块平衡机构 (35)4 夹具设计 (37)3.1 机床夹具的概述 (37)3.1.1机床夹具的组成 (37)3.1.2机床夹具的类型 (37)3.2夹紧方案和夹紧元件的设计 (38)3.3夹具的性能及优点 (38)3.4夹具体的设计 (38)3.5夹具精度分析计算 (39)3.6 夹具操作的简要说明 (40)5 结论 (41)参考文献 (42)致谢 (43)前言组合机床是以通用部件为基础,配以少量专用部件,对一种或若干中工件按预先确定的工序进行加工的机床。
卧式组合钻床设计说明书

目录一、前言 (1)二、设计任务及组合机床介绍1、加工内容及要求 (2)2、工作循环 (2)3、夹具设计方案 (2)4、确定切削用量及刀具 (2)5、确定切削力扭矩、功率及刀具耐用度 (3)6、初定主轴直径 (4)7、主轴箱所需动力 (5)三、组合机床总体设计 (6)Ⅰ、三图一卡设计 (6)Ⅱ、主轴箱轮廓尺寸 (9)Ⅲ、传动装置润滑 (10)Ⅳ、机床技术特性 (10)Ⅴ、计算生产率 (10)四、组合机床主轴箱设计 (12)1、原始依据图 (12)2、主轴结构形式及动力计算 (13)3、传动方案。
(14)4、主轴箱的坐标计算 (19)5、主轴箱的润滑及手柄轴位置 (20)6、绘制装配图主轴箱 (21)五、总结 (30)六、参考资料 (31)前言毕业设计是完成工程技术人员基本训练的最后一个重要环节,目的是培养学生综合运用所学专业和基础知识、独立解决本专业一般工程技术问题的能力。
在设计方案的选定、设计资料的收集、手册和国家标准、规范的运用,设计方案的应用、零件图及总装图的绘制等方面有一定较全面的锻炼,并使每个学生树立起正确的设计思路和良好的工作风。
一个零件的同一面上,往往有多个孔,如果在普通机床上加工。
通常要一个一个孔的钻,生产率低下,同时,各加工孔的形状和它的位置公差以及尺寸精度都难以保证,工人劳动强度大。
特别是大批大量生产的工艺,更是大大地增加了生产周期,而且成本也很高。
为了克服多孔零件普通机床加工不利的一面,行之有效的方案就是在普通机床的主轴上装上多头轴,但是对于大型箱体零件,采用变种方案也不行,而采用组合钻床才是最佳方案。
组合机床是按系列化、标准化设计的通用部件与按被加工零件的形状及加工工艺要设计的专用部件所组成的专用机床。
二 设计任务及组合机床介绍1、加工内容及要求要求设计一台组合钻床,加工175-Ⅱ型柴油机一面上的六个孔(详见加工工序图)。
被加零件其材料为HT200,硬度HB170-220。
多工位钻—攻组合机床毕业设计正文最终
多工位钻—攻组合机床设计序言在工业高速发展的现代化浪潮中,各种机械设计和制造业中,组合机床的应用越来越广泛,越来越转化为生产力,从这个意义上讲,对组合机床的研究具有重要的现实意义。
组合机床是根据工件加工需要,以通用部件为基础,配以少量专用部件组成的一种高效专用机床。
组合机床是按系列化标准化设计的通用部件和按被加工零件的形状及加工工艺要求设计的专用部件组成的专用机床。
组合机床兼有低成本和高效率的优点,在大批、大量生产中得到了广泛的应用,并可用以组成自动生产线。
总体方案的设计主要包括制定工艺方案(确定零件在组合机床上完成工艺内容及加工方法,选择定位基准和夹紧部位,决定工步和刀具种类及其结构形式,选择切削用量等)、确定机床配置形式、制订影响机床总体布局和技术性能的主要部件的结构方案。
总体方案的拟定是设计组合机床最关键的一步。
方案制定得正确与否,将直接影响机床能否达到合同要求,保证加工精度和生产率,并且结构简单、成本较低和使用方便。
对于同一加工内容,有各种不同的工艺方案和机床配置方案,在最后决定采用哪种方案时,必须对各种可行的方案作全面分析比较,根据工件的加工要求和特点,按一定的原则、结合组合机床常用工艺方法、充分考虑各种影响因素,并经技术经济分析后拟订出先进、合理、经济、可靠的工艺方案。
在组合机床诸多零件中,多轴箱和夹具与组合机床密切相关,是组合机床的重要组成部件。
它是选用通用零件"按专用要求设计的,所以是组合机床设计过程中工作量较大的零部件,就多轴箱设计来说,工作量主要集中在传动系统的设计上,轴的设计必须保证各轴的转速、旋向、强度和刚度,而且应当考虑有无让刀,有无调位机构等。
因此,本课题基于使设计出的机床结构简单、使用方便、效率高、质量好提出的要求,着重选择最佳的工艺方案,合适地确定机床工序集中程度,合理地选择组合机床的通用部件,恰当的组合机床的配置型式,合理地选择切削用量,以及设计高效率的夹具、刀具、主轴箱和液压系统就是本次设计主要内容。
四工位专用钻孔机床设计(全套CAD图纸)
四工位专用钻孔机床设计(全套CAD图纸)全套CAD图纸,联系 695132052 第1章绪论1.1 机床的发展与现状金属切削机床是人类在改造自然的长期生产实践中,不断改进生产工具的基础上产生和发展起来的。
最原始的机床是依靠双手的往复运动,在工件上钻孔。
随着加工对象材料的变化和社会的进步,机床的种类也随着增加,功能也越来越多。
近年来,由于新技术的发展并在机床领域得到应用,使机床的发展更加迅猛。
多样化、精密化、高效化、自动化是这一时代机床发展的基本特征。
也就是说,机床的发展紧密迎合社会生产的多种多样和越来越高的要求。
我国的机床工业是在新中国成立后建立起来的。
50多年来,我国的机床工业获得了高速发展。
目前我国已经形成了布局比较合理、比较完善的机床工业体系。
机床的性能也在逐渐提高,有些机床的性能已经接近世界先进水平。
但与世界水平相比,还是有较大的差距。
因此,要想缩短与先进国家的差距,我们必须开发设计出我国自己的高性能机床。
现代金属切削机床的主要发展趋势是:提高机床的加工效率,提高机床的自动化程度以及进一步提高机床的加工精度和减小表面粗糙度值。
1.2 机床的用途及分类钻床是孔加工用机床,主要用来加工外形较复杂,没有对称回转轴线的工件上的孔。
在钻床上加工时,工件不动,刀具作回转主运动,同时沿轴向移动,完成进给运动。
钻床可完成钻孔、扩孔、铰孔等工作。
钻床可分为:立式钻床、卧式钻床、台式钻床、摇臂钻床,深孔钻床及其它钻床等。
本次设计的四工位专用钻孔机床是卧式钻床,四工位专用机床是在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作,如图1.1所示。
它的执行机构有两个:一是装有四工位工件的回转工作台,二是装有专用电动机的带动的三把刀具的主轴箱。
主轴箱每向左移动送进一次,在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作。
当主轴箱右移退回到刀具离开工件后,工作台回转90度,然后主轴箱再次左移。
很明显 ,对某一个工件来图1.1 四工位专用机床执行动作图说,要在四次工作循环后完成装、钻、扩、铰、卸等工序。
毕业设计:组合机床设计2 说明书 全套 有图纸

中文摘要在了解组合机床的、基本配置方式、工艺范围、加工精度、经济分析及发展趋势的基础上,在了解组合机床的各通用部件的功能及特点的基础上,进行组合机床的总体设计和主轴箱设计。
所设计的机床用来进行钻孔加工柱塞泵体的某个面,年产量为六万件。
前者要做的具体工作是分析影响组合机床方案制定的主要因素,制定工艺,确定机床配置型式及结构方案,选择切削用量三要素,选择刀具,确定切削力、切削扭矩、切削功率、刀具耐用度,完成“被加工零件工序图”(A1图纸一张)、“加工示意图”(A2图纸一张)、“机床联系尺寸图”(A0图纸一张)、“机床生产率计算卡”(A4图纸一张)此“三图一卡”。
后者要做的具体工作是了解通用主轴箱的组成,在“三图一卡”基础上绘制主轴箱设计的原始依据图,选择主轴结构型式,进行动力计算,设计传动方案并计算,进行主轴箱的主轴坐标计算绘制主轴向装配总图(A0图纸一张)。
主轴箱传动方案为:驱动轴0轴通过5轴上的第4排齿轮带动中间传动轴5轴,传动比为1;5轴上有4排齿轮,第一排齿轮带动主轴1轴和泵轴6轴,传动比为1.41、1;第二排齿轮带动主轴2、3、4轴,传动比为1.41;第三排齿轮带动手柄轴7轴,传动比为1。
关键字钻孔组合机床切削用量刀具三图一卡主轴箱Title: Designing a kind of Modular mother machinefor some aspect of the Piston PumpAbstractLearn about the category of modular mother machine, the basical configuration, process range, machining accuracy, economic analysis, development trends. Further, comprehend the function and feature of every general components of the modular mother machine. And then, carry out entire design and the design of spindle box. The modular mother machine designed is used to drill holes on some aspect of a Piston Pump and about sixty thousand pieces needs to be produced.For the former, what do we need to do is to analyze the major factors which affect the selection on proposal ,to prepare process proposal, to decide the configuration and proposal for structure ,to choose cutting data and tools , to determine the cutting force , torque , power and the durability of tools, to complete three graphs and one card . And for the latter, we need to learn about the composition of spindle box, draw the original graphs, select spindle structure, calculate the power, design transmission program,draw the gross assembly drawing of spindles.The transmission program is as follow:the spindle which offers power is numbered zero,it delivers the power to 5-axis through the gear ranked No. 4 among the 5-axis shaft, the transmission ratio is 1; the gear ranked No.1 among the 5-axis shaft delivers the power to 1-axis and 6-axis,the transmission ratio is 1.41、1; the gear ranked No.2 among the 5-axis shaft delivers the power to 2-axis,3-axis and 4-axis,the transmission ratio is 1.41; the gear ranked No.3 among the 5-axis shaft delivers the power to 7-axis,the transmission ratio is 1.Keywords: modular mother machine , entire design , the design of spindle box , three graphs and one card , gross assembly drawing目录第1章组合机床设计 (4)1.1 组合机床设计的步骤 (4)1.1.1 拟定方案阶段 (4)1.1.2 技术设计阶段 (4)1.1.3 工作设计阶段 (4)1.2 组合机床方案的制定 (4)1.2.1 影响组合机床方案制定的主要因素 (4)1.2.2 制定工艺方案应考虑的问题 (5)1.2.3 确定机床配置型式及结构方案应考虑的问题 (5)1.3 确定切削用量及选择刀具 (6)1.3.1 选择切削用量 (6)1.3.2 确定切削力、切削扭矩、切削功率及刀具耐用度 (7)1.3.3 选择刀具结构 (9)1.4 组合机床总体设计——三图一卡 (9)1.4.1 被加工零件工序图 (9)1.4.2 加工示意图 (10)1.4.3 机床联系尺寸图 (12)1.4.4 机床生产率计算卡 (16)第2章组合机床主轴箱设计 (17)2.1 概述 (17)2.1.1 组合机床主轴箱的用途 (17)2.1.2 通用主轴箱的组成 (17)2.2 主轴箱的设计步骤和内容 (19)2.2.1 绘制主轴箱设计原始依据图 (19)2.2.2 主轴结构型式的选择及动力计算 (20)2.2.3 传动系统的设计与计算 (21)2.2.4 主轴箱坐标计算 (23)2.2.5 主轴箱总图设计 (24)参考文献 (26)总结 (27)致谢 (28)第1章组合机床设计1.1 组合机床设计的步骤1.1.1 拟定方案阶段1.制定工艺方案这是设计组合机床最重要的一步。
攻丝组合机床设计毕业设计说明书
目录摘要 (I)ABSTRACT (4)1 绪论 (5)1.1 机床在国民经济的地位及其发展简史 (5)1.2 组合机床的国内、外现状 (6)1.2.1 国内组合机床现状 (7)1.2.2 国外组合机床现状 (8)1.3 机床设计的目的、要求 (9)1.3.1 设计的目的 (9)1.3.2 设计要求 (9)2 总体方案设计 (10)2.1工艺方案 (10)2.2 配置形式 (10)2.2.1确定组合机床的配置形式和结构方案 (10)2.3 “三图一卡”的编制 (11)2.3.1.被加工零件图 (11)2.3.2 加工示意图 (12)2.3.3 绘制加工示意图的有关计算 (12)2.3.5 机床联系尺寸图 (16)2.3.6 生产率卡 (20)3. 主轴箱设计 (24)3.1 绘制主轴箱设计原始依据图 (24)3.2主轴结构形式的选择及动力计算 (26)3.2.1初步确定齿轮模数 (26)3.2.2主轴箱的动力计算 (26)3.3传动系统的设计与计算 ....................................................................... 错误!未定义书签。
3.3.1传动系统设计............................................................................ 错误!未定义书签。
3.3.2 验算各主轴转速......................................................................... 错误!未定义书签。
3.4主轴箱的坐标计算 ............................................................................... 错误!未定义书签。
3.4.1 计算各传动轴的坐标............................................................... 错误!未定义书签。
组合机床设计说明书
被加工零件:法兰盘 工件材料:Q235A 生产纲领:万件/年(单班)
1.1.1零件的尺寸 (1).孔直径,孔深。 (2).工件强度,抗拉强度
1.1.2结构方案分析和定方案的选择 组合机床是针对某种零件或零件某道工序而设计的。正确选择加工
用定位基准是确保加工精度的重要条件,同时也有利于实现最大限度的 集中工序,从而实现减少机床台数的效果。 1.1.3选择定位基准的原则及应注意的问题
1拟定机床总体设计方案
组合机床是以通用部件为基础,配以少量专用部件,对一种或若干 种工件按预先确定的工序进行加工的机床,它能够对工件进行多刀、多 面、多轴、多工位同时加工。在组合机床上可以完成钻孔、扩孔、绞 孔、镗孔、攻丝、车削、铣削、磨削及滚压等工序。随着组合机床技术 的发展, 它能完成的工艺范围日益扩大。它时针对被加工零件的特点 及工艺要求 ,按高集中工序原则设计的一种高效率的专用机床。设计 组合机床前,首先应根据组合机床完成工艺的一些限制及组合机床各种 工艺方法能达到的加工精度、表面粗糙度及技术要求,解决零件是否可 以利用组合机床加工以及采用组合机床加工是否合理的问题。如果确定 零件可以利用组合机床加工,那么,为使加工过程顺利进行,并达到要 求的生产率,必须在掌握大量的零件加工工艺资料基础上,统盘考虑影 响制定零件工艺方案、机床配置型式、结构方案的各种因素及应注意的 问题。经过分析比较,以确定零件在组合机床上合理可行的加工方法 (包括安排工序及工艺流程,确定工序中的工步数,选择加工的定位基 准及夹压方案等)、确定工序(或工步)间加工余量、选择合适的切削 用量、相应的刀具结构、确定机床配置型式等,这些便是组合机床方案 制定的主要内容。
固定式夹具单工位组合机床加工精度最高。这种机床由于零件采用 固定导向的位置度可达到0.2mm。而工件要求的位置度为。可见,这种 型式的组合机床加工此零件能稳定的保证加工精度。 1.3.3选择机床配置型式应注意的问题
机械机床毕业设计187四轴头多工位同步钻床设计

机械机床毕业设计187四轴头多工位同步钻床设计一、设计目标:本毕业设计的设计目标是设计一台能够实现四轴头多工位同步钻孔的机床。
该机床能够实现多个工位之间的同步运动,并在同一工件上进行钻孔加工,提高加工效率。
二、设计内容:1.结构设计:根据钻孔加工的要求,设计一台具有四个工位的机床。
每个工位都装有一个钻头,通过四个独立的主轴来实现钻头的运动。
设计合理的结构,使得每个工位的钻头可以同步进行钻孔操作。
2.控制系统设计:设计一个控制系统,实现对四个主轴的同步控制。
该控制系统应具备高精度的位置控制和运动控制能力,能实时监测工件位置和主轴运动状态,实现对工件加工过程的精确控制。
3.传动系统设计:设计合理的传动系统,使得四个主轴能够实现同步运动。
选择适当的传动方式和传动比,确保每个主轴在运动过程中具有相同的速度和加速度。
4.安全设计:设计合理的安全装置,保障操作人员的人身安全。
在机床运行时,通过传感器和控制系统实时监测机床的运行状态,一旦发现异常情况,及时停机并发出警报。
5.选材和加工:根据机床设计的要求,选取适当的材料和加工工艺。
确保机床具备足够的刚性和稳定性,能够在高速运动中保持精确的位置控制。
三、设计步骤:1.确定设计要求和目标,明确功能需求。
2.进行结构设计,确定机床的整体布局和各部件之间的关系。
3.设计传动系统,选择适当的传动方式,并进行传动比计算。
4.设计控制系统,包括位置控制和运动控制。
5.考虑安全设计,选择合适的安全装置,并与控制系统进行集成。
6.选取合适的材料和加工工艺,进行零部件的设计和制造。
7.进行机床的组装和调试,确保机床能够实现设计要求。
8.进行试运行和测试,对机床进行性能评估和优化。
四、设计结果:通过以上设计步骤,设计出一台能够实现四轴头多工位同步钻孔的机床。
该机床具备高精度的位置控制和运动控制能力,能够实现多个工位之间的同步运动,并在同一工件上进行钻孔加工,提高加工效率。
同时,该机床还具备安全设计,保障操作人员的安全。
蜗轮箱体四孔钻削组合机床设计说明书

摘要设计:蜗轮箱体四孔钻削组合机床设计首先,根据加工工件(涡轮箱)尺寸图,完成该机床各部件及系统的设计。
其次,合理的拟定设计方案,主要包括加工工序的制定,主轴、刀具、多轴箱、液压滑台的合理选用,主轴箱内传动系统、夹具的设计,液压滑台和控制系统。
最后,设计过程中,应该保证相互间的合理配合,这样才能从整体上把握组合机床的性能。
机床控制方面,钻削组合机床采用PLC控制系统来控制机床的工作,PLC控制是具有功能完善、简单易懂、操作方便和价格便宜等优点,这样不仅满足了企业对生产的需要,同时也体现了设计的人性化。
本设计采用立式结构关键词:组合机床、主轴箱、夹具、PLCABSTRACTThe design is the combination drilling machine for the 4×Ф13 . Firstly,according to the dimensional measurement, the design which I finish for every part and system of this machine tool.Secondly,the design which we should choose proposal reasonable,mainly includes the arrangement of the working procedure,choose the main axis ,the cutting tool,the multi-axle-box,the sliding table and control system.Secondly,in the design process,the mutual concert reasonability which we should make sure that we can totally grasp the capability and the structure of the combination drilling machine overall the performance.In the aspect of the control,the combined drilling machine adopts the PLC to control the revolving of machine ,the PLC has so many advantages ,such as general use ,understand easily, operate undifficultly, cheap .Thus, it not only meets the company's demand of production in the recent years,but also reflects the humanized design.This design adopts vertical structure.Key words: combination machine, axis boxes, clamp apparatus, PLC目录摘要 (1)Abstract (2)1 前言(或绪言) (6)1.1总体设计要求1.1.1钻孔组合机床研究目的及意义 (7)1.1.2钻孔组合机床国内外同类研究概况 (7)1.2组合机床概述1.2.1组合机床的组成及特点 (8)1.2.2钻孔组合机床的结构方案 (8)1.2.3组合机床发展趋势 (9)2 组合机床的总体设计2.1钻孔组合机床方案的拟定 (10)2.1.1被加工零件特点 (10)2.1.2机床布局和工件定位基准确定 (10)2.1.3工件定位基准 (10)2.1.4夹压表面及夹紧方式 (10)2.2确定切削用量及选择刀具 (11)2.2.1组合机床用量选择的特点和注意点、切削用量选择 (11)2.2.2确定切削力、切削扭矩、切削功率和刀具耐用度 (12)2.2.3选择刀具结构 (13)2.3组合机床“三图一卡”设计 (14)2.3.1绘制被加工零件工序 (14)2.3.2绘制加工示意图........... (16)2.3.3选定主轴的结构类型、规格尺寸及外伸长度 (17)2.3.4刀具选择........ ....................... .. (18)2.3.5 初定主轴类型、尺寸和外伸长度和选择接杆浮动卡头 (18)2.3.6绘制夹具总体装配图 (21)2.3.7绘制组合机床多轴箱图 (25)2.3.8绘制机床总体装配图 (25)2.3.9编制生产率计算卡 (26)2.4通用部件 (27)3 组合机床夹具设计3.1夹具的功能 (28)3.2夹具的组成部分 (29)3.3工件的定位 (29)3.4工件的夹紧方式 (30)3.5夹具总图 (31)4 组合机床多轴箱设计 (32)4.1绘制多轴箱设计原始依据图 (32)4.2主轴、齿轮的确定及动力计算 (32)4.2.1主轴型式和直径、齿轮模数的确定 (32)4.2.2多轴箱所需动力计算 (32)4.3多轴箱传动设计 (34)4.4传动零件的校核 (35)4.5多轴箱传动系统拟定 (36)4.6传动系统的校核计算 (37)5 液压系统设计 (38)5.1液压系统原理图 (38)5.2滑台原位停止...............................................5.3滑台快进...............................................5.4滑台工进...............................................6 PLC控制系统设计............................................... 6.1动作循环图...............................................6.2端子分配图...............................................6.3梯形图...............................................6.4指令程序...............................................总结...............................................致谢...............................................参考文献............................................... 附录...............................................1 前言最早的组合机床是1911年在美国制成的,用于加工汽车零件。
(完整word版)四工位机床课程设计说明书

机械创新设计(一)课程设计说明书图纸(30%)说明书(30%)答辩(20%)考勤(20%)总评(100%)专业班级:机械103学号:08030511306姓名:王瑞设计题目:四工位专用机床指导老师:唐宏日期:2012.1.6一、设计任务1.工作原理及工艺动作过程四工位机床是在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作。
它的执行动作有两个:一是装有四工位工件的回转运动;二是装有专用电动机带动三把专用的主轴箱的刀具转动和移动。
2.原始数据和设计要求(1)刀具顶端离开工作表面65mm,快速移动送进60mm后,再匀速送进60mm (包括5mm刀具切入量、45mm工件孔深、10mm刀具切入量),然后快速返回,回程和工作行程的平均速度之比K=2。
(2)刀具匀速进给速度为2mm/s,工件装、卸时间不超过10s。
(3)生产率为每小时75件。
(4)执行机构能装入机体内。
3.设计方案提示(1)回转台的间歇转动可采用槽轮机构、不完全齿轮机构、凸轮式间歇运动机构。
(2)主轴箱的刀具移动可采用圆柱凸轮机构、移动从动杆盘形凸轮机构、凸轮-连杆机构、平面连杆机构等。
(3)由生产率可求出一个运动循环所需时间T=60/(75÷60)s=48s,刀具进送时间t=60/2s=30s,刀具其余移动(包括快速送进60mm,快速返回120mm)共需18s,回转工作台静止时间为36s,因此足够工件装卸所需时间。
目录一、功能分解和运动分析 ............................................................................................................ - 1 -1.功能分解.............................................................................................................................. - 1 -2.运动分析.............................................................................................................................. - 2 -二、执行机构选型......................................................................................................................... - 3 -三、传动机构选型......................................................................................................................... - 4 -四、机械运动方案的选择 ............................................................................................................ - 4 -1.方案的设计....................................................................................................................... - 5 -2、方案比较 ........................................................................................................................... - 8 -五.画出机械运动方案简图......................................................................................................... - 10 -1.机器整体轮廓大小的确定............................................................................................... - 11 -2.减速器的传动计算............................................................................................................ - 11 -3.槽轮的尺寸计算................................................................................................................ - 12 -4.直动推杆圆柱凸轮的尺寸设计....................................................................................... - 13 -六、课程设计小结....................................................................................................................... - 14 -七、参考文献 ............................................................................................................................... - 14 -一、功能分解和运动分析1.功能分解通过对设计任务的了解,可以看出,四工位专用机床的加工部分可以分为如下几个工艺动作:1)安装工作台的间歇转动。
机床四合一智能说明书

亚龙YL-115型四合一机床电气培训考核装置说明书亚龙科技集团有限公司目录设备安全使用维护保养须知 (1)设备使用时注意事项 (2)第一章 X62W万能铣床电路智能实训单元 (5)一、电路分析 (5)二、技术指标 (7)三、X62W万能铣床电路实训单元故障现象 (8)四、电气原理图 (9)第二章 T68镗床电路智能实训单元 (10)一、电路分析 (10)二、技术指标 (11)三、T68镗床电路实训单元故障现象 (11)四、电气原理图 (13)第三章 CA6140车床电路智能实训单元 (14)一、电路分析 (14)二、技术指标 (14)三、CA6140车床电路实训单元故障现象 (15)四、电气原理图 (16)第四章 M7120平面磨床电路智能实训单元 (17)一、电路分析 (17)二、技术指标 (19)三、M1720平面磨床电路实训单元故障现象 (19)四、电气原理图 (21)第五章 Z3050摇臂钻床电路智能实训单元 (22)一、电路分析 (22)二、技术指标 (24)三、Z3050摇臂钻床电路实训单元故障现象 (24)四、电气原理图 (26)第六章电动葫芦电路智能实训单元 (27)一、电路分析 (27)二、技术指标 (27)三、电动葫芦电路智能实训单元故障现象 (27)四、电气原理图 (29)第七章 M1432A型万能外圆磨床电路智能实训单元 (30)一、电路分析 (30)二、技术指标 (31)三、M1432A万能外圆磨床故障现象 (31)四、电路原理图 (33)第八章 M7475B型磨床电气电路实训单元 (34)一、电路分析 (34)二、技术指标 (35)三、M7475B型磨床电气故障点及对应现象说明 (36)四、M7475B型磨床电气故障图 (37)第九章 Z3040摇臂钻床智能实训单元 (38)一、电路分析 (38)二、技术指标 (39)三、Z3040钻床电路实训单元故障现象 (39)四、电气原理图 (41)第十章 X62W万能铣床电路智能实训单元(浙江版) (42)一、电路分析 (42)二、技术指标 (45)三、X62W万能铣床电路实训单元故障现象 (46)四、电气原理图 (47)第十一章 T68镗床电路智能实训单元 (浙江版) (48)一、电路分析 (48)二、技术指标 (50)三、T68镗床电路实训单元故障现象 (50)四、电气原理图 (52)设备安全使用维护保养须知教育技术装备是教育改革进程的重要环节,在教学实验与实习、技能培训和考核,应知应会等鉴定方面,在理论与实践相结合,教学与生产相联系及培养学生动手能力、思维能力、创新能力有着不可替代的作用,正确使用及保养至关重要,不仅能方便您的工作和学习,而且能延长使用寿命和应用周期,更能发挥有形资产的功能、培育无形资产的人才。
同时加工4等分孔装置的设计大学论文

西安科技大学高新学院毕业设计(论文)同时加工4等分孔装置的设计系别:机电信息专业:机械设计制造及其自动化学生姓名:学号:设计(论文)题目:同时加工4等分孔装置的设计起迄日期: 年月日—年月日设计(论文)地点:指导教师:专业教研室负责人:发任务书日期: 2012年月日摘要根据设计任务书的要求, 某厂需在盘类零件ф150上加工4等份ф6通孔,由于批量大,为提高效率和保证孔距质量,改造立钻(Z525),同时加工4等份ф6通孔;设计该装置。
本设计说明书针对盘类零件同时加工4等分孔装置的设计设计进行说明。
主要内容包括装置工艺方案的制定、装置配置型式的选择、装置总体设计以及主轴箱设计。
全文主要包括装置的总体设计和主轴箱设计两部分。
机床总体设计主要是在选定工艺方案并确定机床配置形式、结构方案基础上确定“三图一卡”,主轴箱设计根据“三图一卡”,整理编绘出主轴箱原始依据图,重点分析传动系统,经过各种方案的比较,最后确定最优方案。
全套设计请加197216396或401339828关键词:主轴箱;4等份;机构设计,盘类零件IAbstractAccording to the requirements of the mission design, a plant in the disc partф 150 processing 4 equal parts of ф 6 through hole, as large quantities, to improve efficiency and ensure the quality of drill hole distance, transformation (Z525 ), while processing the 4 portions of ф 6 through hole; design of the device.The design specifications for disk type parts at the same time 4 equant holes processing device design design explanation. The main contents include device craft plan formulation, device configuration choice, device design and the headstock design.The full text mainly includes system design and the headstock design in two parts. Machine tool design is mainly in the selected process scheme and determine the form of machine configuration, structure scheme is determined on the basis of the " three drawings and one card ", the headstock design according to the " three drawings and one card ", reorganizes the compilation to the headstock primitive basis chart, the key analysis transmission system, through the comparison of the various programs, and finally determine the optimal scheme.Key Words:spindle box; 4 portions; mechanism design, plate parts1目录摘要 (I)Abstract (1)目录 (2)第1章绪论 (5)1.1 课题研究意义 (5)1.2等分装置应用 (5)1.3 等分装置的设备 (6)1.3.1多轴头 (6)1.3.2 多轴箱 (7)1.3.3多轴钻床 (7)1.3.4 自动更换主轴箱机床 (7)1.4 等分装置趋势 (8)第2章同时加工4等分孔装置总体方案 (8)2.1生产任务 (8)2.2 普通立式钻床的选型 (9)2.2.1 计算所需电机功率 (9)第3章多轴带轮传动箱的设计 (10)3.1设计前的计算 (10)3.2 传动系统的设计与计算 (12)第4章多轴箱的结构设计与零部件的绘制 (16)4.1箱盖、箱体和中间板结构 (16)4.2多轴箱轴的设计 (16)4.3 轴坐标计算 (36)第5章导向装置的设计 (36)第6章接杆刀具 (36)第7章装置夹具设计 (37)7.1 夹具概述 (37)7.2 定位支承系统概述 (39)27.2.1定位支承系统 (39)7.2.2夹紧机构 (40)总结 (42)参考文献 (45)致谢 (46)34第1章绪论1.1 课题研究意义市场的开放性和全球化使产品的竞争日趋激烈。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
江苏大学京江学院毕业设计(设计)说明书设计(论文)题目曲轴箱体前端面8×M8孔钻孔专用机床设计(加工部位在a视图)进行日期2011年03月14日至2011年06月10日学生姓名:专业班级:机械设计制造及其自动化J机械0702指导教师:系主任:前言摘要 (Ⅰ)Abstract (Ⅱ)1 绪论 (1)1.1 机床在国民经济的地位及其发展简史 (1)1.2 组合机床的国内、外现状 (3)1.2.1 国内组合机床现状 (3)1.2.2 国外组合机床现状 (4)1.3 机床设计的目的、内容、要求 (6)1.3.1设计的目的 (6)1.3.2 设计内容 (6)1.3.3 设计要求 (6)1.4 机床的设计步骤 (7)1.4.1调查研究 (7)1.4.2 拟定方案 (7)1.4.3 工作图设计 (7)2 零件分析 (8)2.1 零件的结构特点及其技术要求 (8)2.1.1 零件结构特点 (8)2.1.2 技术要求 (8)2.2. 零件的生产批量及其机床的使用 (9)2.2.1 零件的生产批量 (9)2.2.2 机床的使用条件 (9)2.3 零件工艺方案 (9)1.3.1 生产工艺方案 (9)3 组合机床的总体设计 (10)3.1 组合机床方案的制定 (10)3.1.1制定工艺方案 (10)3.1.2 确定组合机床的配置形式和结构方案。
(11)3.2 确定切削用量及选择刀具 (12)3.2.1 确定工序间余量 (12)3.2.2 选择切削用量 (13)3.2.3 确定切削力、切削扭矩、切削功率 (13)3.2.4 选择刀具结构 (14)3.3钻孔组合机床总设计“三图一卡”的编制 (14)3.3.1 被加工零件工序图 (15)3.3.2 加工示意图 (17)3.3.3 机床联系尺寸图 (21)3.3.4 生产率计算卡 (24)3.4 多轴箱的设计 (26)3.4.1 绘制多轴箱设计原始依据图 (26)3.4.2 齿轮模数选择 (27)3.4.3 多轴箱的传动设计 (27)3.4.4 绘制传动系统图 (30)3.4.5 传动零件的校核 (31)2.5 确定机械重块平衡机构 (35)4 夹具设计 (37)3.1 机床夹具的概述 (37)3.1.1机床夹具的组成 (37)3.1.2机床夹具的类型 (37)3.2夹紧方案和夹紧元件的设计 (38)3.3夹具的性能及优点 (38)3.4夹具体的设计 (38)3.5夹具精度分析计算 (39)3.6 夹具操作的简要说明 (40)5 结论 (41)参考文献 (42)致谢 (43)前言组合机床是以通用部件为基础,配以少量专用部件,对一种或若干中工件按预先确定的工序进行加工的机床。
它能够对工件进行多刃多轴多面多工位同时加工。
在组合机床上可以完成钻孔、扩孔、镗孔、攻丝、车削、铣削、磨削及液压等工序,随着组合机床的发展它能完成的工艺范围将日益扩大。
组合机床所使用的通用部件具有特定功能,按标准化、系列化、通用化原则设计制造的组合机床基础部件,每种通用部件有合理的规格尺寸系列,有适用的技术参数和完善的配套关系。
组合机床与通用机床、其它机床比较具有以下特点:(1)组合机床上的通用部件和特征零件越占全部机床零部件的70%-80%,因此设计和制造周期短,经济效益好。
(2)用于组合机床采用多刀加工,机床自动化程度高,因此比通用机床生产效率高,产品质量稳定,劳动强度低。
(3)组合机床的通用部件是经过周密设计和长期生产实践考验的,又有专门厂家成批生产,它与一般专用机床比较,其结构稳定,工作可靠,使用和维修容易。
(4)组合机床加工工件,采用专用夹具,组合刀具和导向装置等,产品加工质量靠工艺装备保证,对操作工人的技术水平要求不高。
(5)当机床被加工的产品更新时,专用机床的大部分的部件报废,组合机床的通用部件是根据国家检验设计的,并等效于国际检验,因此其通用部件可以重复使用,不必另行设计和制造。
(6)组合机床易于联成组合机床自动线,以适应大规模和自动化生产需要。
目前,我国组合机床以广泛用于大批量生产和使用,例如:汽车、拖拉机、柴油机等。
摘要组合机床及其自动线所使用的通用部件是具有特定功能,按标准化,系列化,通用化原则设计、制造的组合机床基础部件。
每种通用部件有合理的规格尺寸系列,有适用的技术参数和完善的配套关系。
组合机床设计应根据机床性能要求配套液压、气压和电控等系统。
关键词:组合机床气压系统AbstractThe modular machine-tool and its the general part which uses from the generatrix has the specific function, according tostandardization, seriation, universalized principle design,manufacture aggregate machine-tool foundation part. Each kind ofgeneral part has the reasonable specification size series, has thesuitable technical parameter and the consummation necessary relations.The aggregate machine-tool design should act according to engine bedsystem and so on performance requirement necessary hydraulic pressure,barometric pressure and electric control.Key word:Modular machine-tool Baromeric system1 绪论1.1 机床在国民经济的地位及其发展简史现代社会中,人们为了高效、经济地生产各种高质量产品,日益广泛的使用各种机器、仪器和工具等技术设备与装备。
为制造这些技术设备与装备,又必须具备各种加工金属零件的设备,诸如铸造、锻造、焊接、冲压和切削加工设备等。
由于机械零件的形状精度、尺寸精度和表面粗糙度,目前主要靠切削加工的方法来达到,特别是形状复杂、精度要求高和表面粗糙度要求小的零件,往往需要在机床上经过几道甚至几十道切削加工工艺才能完成。
因此,机床是现代机械制造业中最重要的加工设备。
在一般机械制造厂中,机床所担负的加工工作量,约占机械制造总工作量的40%~60%,机床的技术性能直接影响机械产品的质量及其制造的经济性,进而决定着国民经济的发展水平。
可以这样说,如果没有机床的发展,如果不具备今天这样品种繁多、结构完善和性能精良的各种机床,现代社会目前所达到的高度物质文明将是不可想象的。
一个国家要繁荣富强,必须实现工业、农业、国防和科学技术的现代化,这就需要一个强大的机械制造业为国民经济各部门提供现代化的先进技术设备与装备,即各种机器、仪器和工具等。
然而,一个现代化的机械制造业必须要有一个现代化的机床制造业做后盾。
机床工业是机械制造业的“装备部”、“总工艺师”,对国民经济发展起着重大作用。
因此,许多国家都十分重视本国机床工业的发展和机床技术水平的提高,使本国国民经济的发展建立在坚实可靠的基础上。
机床是人类在长期生产实践中,不断改进生产工具的基础上生产的,并随着社会生产的发展和科学技术的进步而渐趋完善。
最原始的机床是木制的,所有运动都是由人力或畜力驱动,主要用于加工木料、石料和陶瓷制品的泥坯,它们实际上并不是一种完整的机器。
现代意义上的用于加工金属机械零件的机床,是在18世纪中叶才开始发展起来的。
当时,欧美一些工业最发达的国家,开始了从工场手工业向资本主义机器大工业生产方式的过度,需要越来越多的各种机器,这就推动了机床的迅速发展。
为使蒸汽机的发明付诸实用,1770年前后创制了镗削蒸汽机汽缸内孔用的镗床。
1797年发明了带有机动刀架的车床,开创了用机械代替人手控制刀具运动的先声,不仅解放了人的双手,并使机床的加工精度和工效起了一个飞跃,初步形成了现代机床的雏型。
续车床之后,随着机械制造业的发展,其他各种机床也陆续被创制出来。
至19世纪末,车床、钻床、镗床、刨床、拉床、铣床、磨床、齿轮加工机床等基本类型的机床已先后形成。
上世纪初以来,由于高速钢和硬质合金等新型刀具材料相继出现,刀具切削性能不断提高,促使机床沿着提高主轴转速、加大驱动功率和增强结构刚度的方向发展。
与此同时,由于电动机、齿轮、轴承、电气和液压等技术有了很大的发展,使机床的转动、结构和控制等方面也得到相应的改进,加工精度和生产率显著提高。
此外,为了满足机械制造业日益广阔的各种使用要求,机床品种的发展也与日俱增,例如,各种高效率自动化机床、重型机床、精密机床以及适应加工特殊形状和特殊材料需要的特种加工机床相继问世。
50年代,在综合应用电子技术、检测技术、计算技术、自动控制和机床设计等各个领域最新成就的基础上发展起来的数控机床,使机床自动化进入了一个崭新的阶段,与早期发展的仅适用于大批大量生产的纯机械控制和继电器接触器控制的自动化相比,它具有很高柔性,即使在单件和小批生产中也能得到经济的使用。
综观机床的发展史,它总是随着机械工业的扩大和科学技术的进步而发展,并始终围绕着不断提高生产效率、加工精度、自动化程度和扩大产品品种而进行的,现代机床总的趋势仍然是继续沿着这一方向发展。
我国的机床工业是在1949年新中国成立后才开始建立起来的。
解放前,由于长期的封锁统治和19世纪中叶以后帝国主义的侵略和掠夺,我国的工农业生产非常落后,既没有独立的机械制造业,更谈不上机床制造业。
至解放前夕,全国只有少数城市的一些规模很小的机械厂,制造少量简单的皮带车间、牛头刨床和砂轮等;1949年全国机床产量仅1000多台,品种不到10个。
解放后,党和人民政府十分重视机床工业的发展。
在解放初期的三年经济恢复时期,就把一些原来的机械修配厂改建为专业厂;在随后开始的几个五年计划期间,又陆续扩建、新建了一系列机床厂。
经过50多年的建设,我国机床工业从无到有,从小到大,现在已经成门类比较齐全,具有一定实力的机床工业体系,能生产5000多种机床通用品种,数控机床1500多种;不仅装备了国内的工业,而且每年还有一定数量的机床出口。
我国机床行业的发展是迅速的,成就是巨大的。
但由于起步晚、底子薄,与世界先进水平相比,还有较大差距。
为了适应我国工业、农业、国防和科学技术现代化的需要,为了提高机床产品在国际市场上的竞争能力,必须深入开展机床基础理论研究,加强工艺试验研究,大力开发精密、重型和数控机床,使我国的机床工业尽早跻身于世界先进行列。