转炉煤气回收控制系统中滑模控制法应用
PLC在转炉煤气回收控制系统中的设计与应用
PLC在转炉煤气回收控制系统中的设计与应用肖有洋刘征陈春桥(莱钢自动化部,山东莱芜271104)摘要:主要介绍了安丰钢铁转炉煤气回收控制系统的设计及系统功能. 该系统的投入使用,不仅实现了资源的可再利用,而且极大的保护了环境,降低了操作人员的劳动强度,取得了良好的经济利益和社会效益.关键词: 转炉煤气回收,PLC控制系统Application and design of Simens 300PLC in Waste gas recover from converter controlsystem(LAIWU Iron Automation Department 271104)XiaoYouYang LiuZheng ChenChunQiaoAbstract:This article mainly described the system technological and function of automatic control system for waste gas recover from converter in anfeng steel.The system put into use, not only to achieve the resources can be reused, but also protect the environment, reduce the labor intensity of operators, gained good economic benefits and social benefits.Key words:Waste gas recover from converter PLC control system0引言转炉在吹炼时炉内发生剧烈的氧化反应,在此过程中产生大量的以一氧化碳为主要成分的烟气,对这些烟气进行冷却、洗涤、净化、回收,不仅可以避免环境污染,还可以实现资源的再利用。
转炉煤气回收系统的自动化控制

2 k/ 。由此可见 , 炉 煤 气 中 c 0gt 转 0含 量很 高 , 烟
尘 中铁 含量 也很高 , 有很 高 的回收利 用价值 。 具
转 炉炼钢 净化 系统 采用 煤气 湿 法 ( G法 ) 化 O 净 回收 系统 , G法 系统 主 要 由烟气 冷 却 、 化 、 气 O 净 煤
生 大量含 有 C O和氧 化 铁类 粉 尘 的 高 温 烟气 时 , 为
大地满 足 了操作 人员 对于数 值 监测 , 备控 制 以及 设
数 据记 录 的需要 。
2
2. 基 本控制流 程 2
冶金
20 月 一 0 年2 第 期 1
具体 P C控制 过程如下 : L
在 整个 烟气净化 与 回收 的过 程 中 , 由于烟气 温
模块 ,E 3 1 Gnu 控 制 器模 块 , 通过 Gnu B M 3 为 eis 它 ei s 网与 现场 站 模 块 通 信 。每 个 O G系 统 带 4个 现 场
站 。主干 网采 用 WID WS20 resnlP C N O 00Po si a,L f o
回收利 用转 炉煤 气是 一 项改善 环境 , 节约 能 源、 高炼钢 质 量 的 重 大措 施 。 为保 证煤 气 回收 的数 提
量、 质量和 运行 安全 , 炉煤 气回收 系统是 关键 设备之 一 。 转
关 键词 : 炉煤 气 ; 转 回收 ; 自动化控 制
U 日 U吾
了防 止污染 , 保护 环境 , 转炉分 别设 置烟气净 化 4座 系统 , 对烟气 进行 净化 处理 并 回收 煤气 。 当转 炉炼
煤 气 回收系 统 。煤气 回收时 , 风机 旁装 有 在线 式 在 煤 气分 析仪 。 当满 足煤气 回收条 件 时 , 体通 过 三 气
炼钢转炉煤气回收及其连锁控制方案技术应用

中图 分类号 : F T7
文 献标 识码 : A
文章 编号 :0 9 9 4 (0 0 0 — 1 4 0 10 — 1X2 1) 30 8— 2
1概 述 邯钢 集 团邯宝钢 铁有限 公司炼 钢厂两 座20 转炉~ 次除尘 采用静 电干法 5t 煤气 净化 回收方 式, 煤气 回收及一 次除尘 自动控制系 统 以西 门子公司 的s—0 74 0 PC L 为核 心, ID W P 操作系 统, 以WN O SX 为 以西 门子公 司 的W N C IC 软件为 操作 界 面, 实现直观 、方 便地操 作 。本系统 的特 点 是在传 统 的 P C控制 系统 之上 配 L 合计 算机 的优 点, 在操 作方 面 实现 一键炼 钢 , 工艺上 实 现 负能炼 钢 。 在 2生 产 工艺 转炉炼钢 时, 烟气从 炉 口进入 烟道, 先经过蒸 发冷却器冷 却并除去粗 灰后, 烟气温 度下 。
t e f l r c v r f g s h u 1 eo eyo a . Ky od e w r s: G s e o e y a r c v r T e c a n f c n r lp o r m G s d t c i n h h i o o t o r g a a e e t o
应用 技术
I- ■
炼钢转炉煤气 回收及其连锁控制方 案技术应用
卢 崇波 马红云z 李
(. 邯钢集 团邯 宝钢铁 有 限公司设 备动 力部 13 邯郸
岩 。 程 志呜
邯郸 0 6 0) 5 03
0 60 : 2 邯郸 钢铁 集团有 限责任 公 蟊冷轧厂 50 3 . = 』
[ 要] 摘 邯钢 新区炼钢 厂在 煤气 回收 系统 中采用 静 电除尘器 的干式 除 尘法去 除转 炉煤气 中 的粉尘 , 用激 光气 体分析 仪检 测烟气 中 c 利 O和 O 含 量, 2 并制 定 严 谨的连 锁控制 条件 , 保证 煤气 安全 高效地 得到 回收 。本文介 绍 了炼钢 转炉 煤气 回收 的工艺 流程 以及 系统详 细 的 自动 控制连 锁方 案, 括煤气 的 回收条件 、放 包 散 条件 、煤气 柜 的连 锁条 件等 , 有效 的避 免 了安全 事 故 的发 生, 最终 使 煤气 得 到充 分回 收 。 [ 关键 词] 煤气 回收 连锁 控制 烟气检 测
转炉煤气回收自动化控制系统的应用

转炉煤气 回收 自动化 控制系统 的应 用
穆 杰
行 第一 次洗 涤 除尘 , 再经 过 喉 口调节 阀控 制 烟 气 量 ,经 9 。 0 弯头 脱 水 器 、湿 旋脱 水器 脱 水 后 由鼓 风机 抽 出,再通 过 三 通 阀、水封 逆 止 阀进 入 煤气 柜 。 同 收条 件 不满 足 时 ,则 在 通 过 三 通 阀放 散位 或 旁 通 阀 经 放散 烟 肉 高 空 点燃 后 排放 。 本文 重 点介 绍 除尘 风机控 制 和 煤 气 自动 回收 。
风 机 房 操 作 站 主 要 有 一 次风 机 画 面 和 煤气 同 收画 面 。 次风机 画面显 示 :风机 的转速 ,风 门 开度 ,液 偶 开度设 定和反 馈 ,风机 的温 度 、 振动 监控煤 气管道 流量与 力 ,冷却 水流量 与压力 , 油站 的运行转 台显 示及其控制等 。 稀 煤 气 回收 画面 显示 : 气 柜是 否允 许 同 煤 收 ,三通 阀的控 制及 监控 ,水封 逆 』 阀阀位 } : 及 水位 的控 制 及监控 ,一氧 化 碳含 、氧气 含 量 、煤气 回收流 量等 的监控 。 4 2风 机 调速 与炼钢 操 作 的 的联 锁控 制 . 风 机采 用 液力 耦合 器 渊 速 , 即通过 P C L
一
3 控 制 系 统 的硬 件 配 置
O 系统采用一套 P C 控制系统 ,选甩 G L SMA I 7 0 P , I TC¥ - 0 U 采用 P O IUSDP现 4 C R FB . 场总线技术 ,E 2 0分站 集 L放置在控制室 。 T0 卜 I 该 系统 通 过 交 换 机 与 转 炉 一级 以太 网 相 连 ,实现 P C与 P C之 间 的通 讯 ,HMI L L 选 用 WI C . NC 62软件 包 。 OG 系统 为转 炉 系 统 的一部 分 , 机房 操作 D 生 要监 控 风机 系 风 - ・ 统 、煤 气 分析 、煤 气 同收 与 放 散 的控 制 等 。 oG 系统 的硬 件配 置 如 下 图所 示 。
转炉煤气回收技术的研究与应用9.26

Page 24
五、经济效益
2、社会效益:
通过这次技术研究,转炉煤气回收技术取得重大
突破,煤气回收量达到了国内同类转炉先进水平,有 效减少了煤气放散对大气的严重污染及对周围人群的 毒害,同时也减少了对煤气设备的损失及放散能源的 消耗,提高了二次能源的利用率。
Page 25
炼钢大学堂
莱芜钢铁集团有限公司炼钢厂
γ:废钢中 碳含量
0.25%
每炉钢可回收转炉煤气 (m3/炉) 吨钢可回收转炉煤气量(m3/t)
17113
125
Page 12
三、具体方案措施
4.对转炉煤气回收量相应参数进行研究 第一步:对转炉煤气回收量提高途径的理
论分析图进行研究,提高煤气回收量就是
要增加烟气量,提高 CO 含量。转炉煤气回
收量提高途径分析如下图3 :
Page 6
二、现状分析 (二)目前并网的有利条件
条件一:2012年2月,能源动力厂新增转炉煤气并特钢
和宽厚板管线,开发了转炉煤气新用户。
条件二:当前钢铁市场形势严峻,降低钢铁生产成本, 就要从各个环节入手,而二次能源的利用,更是经济效益 挖潜的强力股。 条件三:公司对于能源管理的重视,加大了对煤气的产 生和消耗的整体调度。
并且 CO 含量在 22% 启动压差调节,大于 24%
开始回收,回收后期CO小于20%开始放散,
扩大了回收区间。
Page 16
三、具体方案措施
4.对转炉煤气回收量相应参数进行研究 第四步:调整副枪测温时间。 转炉煤气回收后期,因副枪测温, O2 含 量
迅速提升,此时CO含量一般在45%左右,通过采取
Page 4
二、现状分析 (一)并网受限的主要原因
煤气分析仪在转炉煤气回收过程的应用
煤气分析仪在转炉煤气回收过程的应用1.引言1.1.系统结构分析系统由取样探头,探头排水(转炉专有)、伴热取样管道及分析柜组成。
分析柜前面板装有分析仪器、流量计、膜式过滤器、电源开关、按钮控制面板等。
柜内由取样预处理及控制部分组成。
所有阀件及过滤器等均集成于一块板上,结构紧凑,便于安装,气路短,反应快,无系统冷凝现象。
系统整体结构紧凑,美观。
1.2.控制功能对于转炉煤气分析系统,具有自动和手动两大控制状态。
系统处于手动状态时,不受外部信号控制,可以进行反吹,分析、校对仪器和系统试漏等各项工作。
手动状态下可以全面检查系统是否正常并具备工业运行条件。
此状态用于开机和定期检修。
工业运行时,系统处于自动状态,可接受外部信号(如升罩、降罩信号等)。
这时系统发出“自动”触点闭合信息,说明分析系统已具备投入工业运行条件。
在此状态下,系统进行采样、分析、反吹。
此时气体浓度上、下限报警时,发出相应的开关量报警信号。
当接受降罩(或相当于降罩的)信号时,系统进行分析,当接收到升罩信号后,系统进行排水反吹。
如此循环进行。
2.工作原理2.1.气体流程原理系统在正常分析时,手动球阀V1、V3开、电磁阀YV1开,气体经探头过滤器过滤m1,进入SE1气液分离器(KLTL402)、SE2陶瓷过滤器(KLTL301),经过分析电磁阀YV1、抽气泵(PU)抽取样气、CG除湿器(KLCG11-B)、m3硫过滤器(KLTL302)、m4膜式过滤器(KLTL303)、L流量计(KL-L),进入分析仪器,分析完成后进入H缓冲器(KLTL406)排空。
L起调节分析流量,V4调节旁路流量,V5调节小排空流量,将除湿器中的冷凝水带出,进入缓冲器H。
在反吹的前20秒的后10秒打开排水阀自动排液,因转炉煤气管道中含有较大量的水分,所以特意在探头出口处增加一排水预处理单元,其组成为SE1、YV5、YV6,系统分析完成后,该探头反吹6分钟,反吹方式为直吹和脉冲反吹相结合的方式,首先为直吹20秒,在直吹的20秒的后10秒打开排水阀自动排液。
转炉煤气回收控制系统
me s eCO o tn n o t l u tb ewa e p a mo n a e b c met ek y p o lm. I ed fe e t r s u e tmp r t r n au r c n e t d c n r i l t r r y a u t v e o h e r b e a o s a s h n t i r n e s r , e e a u ea d h p
F z o to yse f rc a a e ol ci nfo o v re uz y c n r ls t m o o l sr c l to r m c n e tr g e
L U a — u . S I Xio y e UN i . HOU o we Je Ba — n
tec u s ft igc nr leuncrut tefz y c nr la t si p t owado eaee p r n ei o ie t x e y tm h o eo m n o to tr i i h z o t ci u r r p rt x ei c sc mbn dwi e p r s se t r i r c , u ot c s f e h t o
转炉煤气高效回收利用技术

转炉煤气高效回收利用技术一、所属行业:钢铁行业二、技术名称:转炉煤气高效回收利用技术三、适用范围:大中小型转炉炼钢企业四、技术内容: 1.技术原理采用电除尘净化转炉运转时的热烟气,并回收煤气,收集的除尘灰,进行热压块后又回到转炉中,作为转炉的冷却剂。
转炉煤气干法烟气除尘处理、煤气回收及可以部分或全部补偿转炉炼钢过程中的能耗。
主要特点是:采用LT干法电除尘净化和除尘灰热压块技术,不消耗水资源,同时降低了除尘风机的电力消耗,除尘灰经热压块后返回转炉用于炼钢,利用流程短且污染物排放少。
结合干法烟气除尘处理将转炉除尘灰回收压块或制成化渣剂(冷固球团) 回用于转炉生产,可提高转炉的产量1%~2%,转炉炼钢指标得到显著改善,煤气及外排烟气粉尘小于10mg/Nm3。
2.关键技术1)蒸发冷却器系统主要技术之一是蒸发冷却器,它精确要求通过雾状喷水直接冷却烟气,并根据烟气含热量精确调节喷水量,所喷的水完全变成蒸汽。
2)圆筒型电除尘器系统3)ID-Fan子午加速轴流风机4)切换站和煤气冷却器5)放散烟囱6)控制系统3.工艺流程见下图所示。
20五、主要技术经济指标: 1)烟气含尘量可以达到≤10mg/m 3;2)煤气含尘浓度低,一般在10mg/m 3以下; 3)吨钢耗电量为6.2kWh/t 。
六、 技术应用情况: 1994年,我国宝钢二炼钢最先引进LT 法回收技术。
此后,山东莱芜钢铁公司、包钢二炼钢等转炉先后也采用了该技术。
七、典型用户及投资效益:包钢薄板坯连铸连轧厂,将现有2×210t 转炉改造为干法除尘系统。
干法除尘运行后,水耗降低了60%,吨钢电耗降低了9kW·h ,平均吨钢多回收煤气多20 m 3 左右,转炉煤气回收处于稳定状态,煤气的热值保证在1800大卡左右,每期的回收量均在18000m 3以上,最大可达到28000m 3,煤气中CO 的含量最大可达到85%,回收煤气的含尘量只有0.2mg/m 3,远低于标准的10 mg/m 3。
安徽工业大学科技成果——转炉煤气回收智能优化控制技术
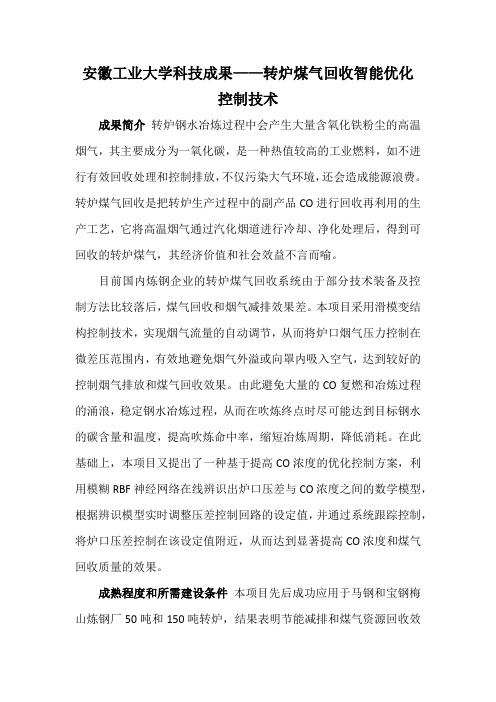
安徽工业大学科技成果——转炉煤气回收智能优化控制技术成果简介转炉钢水冶炼过程中会产生大量含氧化铁粉尘的高温烟气,其主要成分为一氧化碳,是一种热值较高的工业燃料,如不进行有效回收处理和控制排放,不仅污染大气环境,还会造成能源浪费。
转炉煤气回收是把转炉生产过程中的副产品CO进行回收再利用的生产工艺,它将高温烟气通过汽化烟道进行冷却、净化处理后,得到可回收的转炉煤气,其经济价值和社会效益不言而喻。
目前国内炼钢企业的转炉煤气回收系统由于部分技术装备及控制方法比较落后,煤气回收和烟气减排效果差。
本项目采用滑模变结构控制技术,实现烟气流量的自动调节,从而将炉口烟气压力控制在微差压范围内,有效地避免烟气外溢或向罩内吸入空气,达到较好的控制烟气排放和煤气回收效果。
由此避免大量的CO复燃和冶炼过程的涌浪,稳定钢水冶炼过程,从而在吹炼终点时尽可能达到目标钢水的碳含量和温度,提高吹炼命中率,缩短冶炼周期,降低消耗。
在此基础上,本项目又提出了一种基于提高CO浓度的优化控制方案,利用模糊RBF神经网络在线辨识出炉口压差与CO浓度之间的数学模型,根据辨识模型实时调整压差控制回路的设定值,并通过系统跟踪控制,将炉口压差控制在该设定值附近,从而达到显著提高CO浓度和煤气回收质量的效果。
成熟程度和所需建设条件本项目先后成功应用于马钢和宝钢梅山炼钢厂50吨和150吨转炉,结果表明节能减排和煤气资源回收效果显著,经济和社会效益明显。
技术指标应用该技术使马钢50吨转炉的煤气回收水平提高了大约17%,即由原来平均90m3/t提高到目前平均值103m3/t,煤气热值由原来平均1450kCal/m3提高到目前平均值1680kCal/m3,在梅钢150吨转炉的实施使转炉煤气回收水平提高了大约20%,即由原来平均90m3/t提高到目前平均值107m3/t,煤气热值由原来平均1610kCal/m3提高到目前平均值1780kCal/m3,节能降耗效益显著。
120t转炉煤气回收及一次除尘自动控制系统技术应用
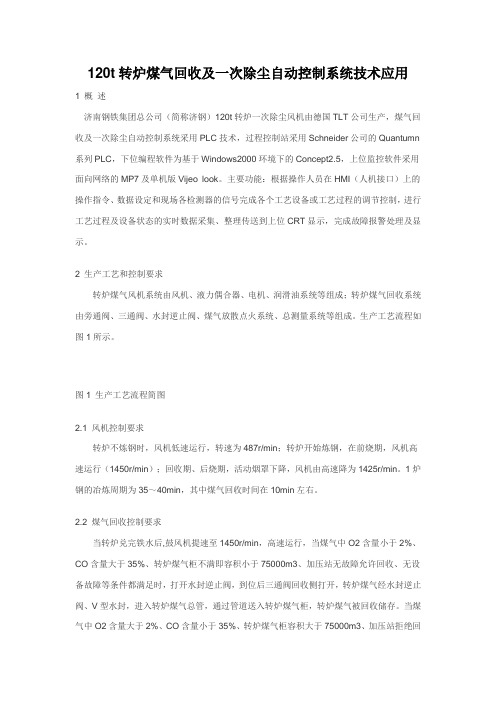
120t转炉煤气回收及一次除尘自动控制系统技术应用1 概述济南钢铁集团总公司(简称济钢)120t转炉一次除尘风机由德国TLT公司生产,煤气回收及一次除尘自动控制系统采用PLC技术,过程控制站采用Schneider公司的Quantumn 系列PLC,下位编程软件为基于Windows2000环境下的Concept2.5,上位监控软件采用面向网络的MP7及单机版Vijeo look。
主要功能:根据操作人员在HMI(人机接口)上的操作指令、数据设定和现场各检测器的信号完成各个工艺设备或工艺过程的调节控制,进行工艺过程及设备状态的实时数据采集、整理传送到上位CRT显示,完成故障报警处理及显示。
2 生产工艺和控制要求转炉煤气风机系统由风机、液力偶合器、电机、润滑油系统等组成;转炉煤气回收系统由旁通阀、三通阀、水封逆止阀、煤气放散点火系统、总测量系统等组成。
生产工艺流程如图1所示。
图1 生产工艺流程简图2.1 风机控制要求转炉不炼钢时,风机低速运行,转速为487r/min;转炉开始炼钢,在前烧期,风机高速运行(1450r/min);回收期、后烧期,活动烟罩下降,风机由高速降为1425r/min。
1炉钢的冶炼周期为35~40min,其中煤气回收时间在10min左右。
2.2 煤气回收控制要求当转炉兑完铁水后,鼓风机提速至1450r/min,高速运行,当煤气中O2含量小于2%、CO含量大于35%、转炉煤气柜不满即容积小于75000m3、加压站无故障允许回收、无设备故障等条件都满足时,打开水封逆止阀,到位后三通阀回收侧打开,转炉煤气经水封逆止阀、V型水封,进入转炉煤气总管,通过管道送入转炉煤气柜,转炉煤气被回收储存。
当煤气中O2含量大于2%、CO含量小于35%、转炉煤气柜容积大于75000m3、加压站拒绝回收、出现设备故障等任一条件满足时,三通阀放散侧打开,到位后关闭水封逆止阀,转炉煤气经三通阀送入燃烧放散塔,经点火装置点燃放散。
转炉煤气干法(LT)净化回收技术在转炉的应用
转炉煤气干法(LT)净化回收技术在转炉的应用发布时间:2021-12-27T10:29:04.465Z 来源:《中国科技人才》2021年第22期作者:郭华[导读] 本文阐述转炉煤气干法(LT)净化回收技术的技术要点及投产初期的相关关键点山西建邦集团通才工贸有限公司摘要:本文阐述转炉煤气干法(LT)净化回收技术的技术要点及投产初期的相关关键点;关键词:转炉煤气干法(LT)净化与回收一概述今年是“十四五”开局之年,中央经济工作会议将做好“碳达峰”、“碳中和”工作作为今年经济工作 8 项重点任务之一;为应对气候变化,我国提出“二氧化碳排放力争于 2030 年前达到峰值,努力争取 2060 年前实现碳中和” 等庄严的目标承诺。
随着“碳达峰,碳中和”相关理念的深入人心,作为钢铁企业,更是要做到节能减排,2021 年,转炉煤气干法(LT)除尘技术得到了广泛应用,该系统具有能耗低,除尘效率高,并取消了污泥系统,转炉煤气与粉尘均得到了综合利用,并可以部分或完全补偿转炉炼钢过程的全部能耗,有望实现转炉负能耗炼钢的目标,因而获得业内的普遍重视和采用;如果一个年产 300 万吨钢的大型氧气转炉炼钢车间由 OG 法改用 LT 法干式电除尘,假定它们回收的能量和烟尘相等,仅节电,节水和节约生产费用三项合计的年经济效益年,按最保守的估计也在 1700 万元以上。
此外,含铁粉尘压球后代替转炉废钢和矿石也将是一笔可观的附加收入。
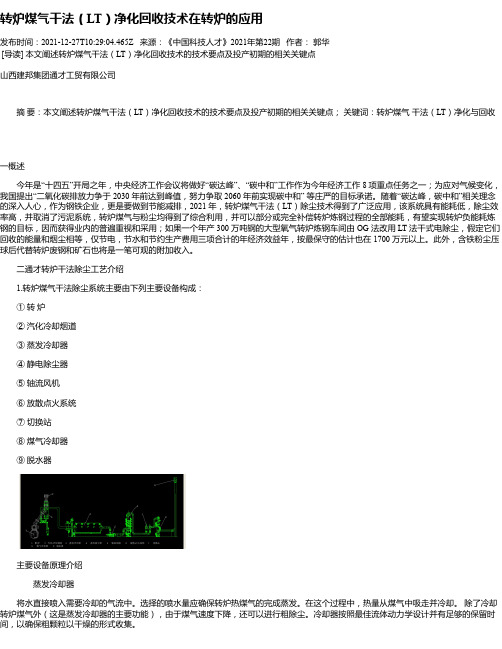
二通才转炉干法除尘工艺介绍1.转炉煤气干法除尘系统主要由下列主要设备构成:①转炉②汽化冷却烟道③蒸发冷却器④静电除尘器⑤轴流风机⑥放散点火系统⑦切换站⑧煤气冷却器⑨脱水器主要设备原理介绍蒸发冷却器将水直接喷入需要冷却的气流中。
选择的喷水量应确保转炉热煤气的完成蒸发。
在这个过程中,热量从煤气中吸走并冷却。
除了冷却转炉煤气外(这是蒸发冷却器的主要功能),由于煤气速度下降,还可以进行粗除尘。
冷却器按照最佳流体动力学设计并有足够的保留时间,以确保粗颗粒以干燥的形式收集。
转炉煤气柜控制功能技术应用与研究
转炉煤气柜控制功能技术应用与研究张子健①(唐山钢铁集团有限责任公司设备机动部 河北唐山063000)摘 要 转炉煤气柜作为转炉煤气回收系统中重要的组成部分,在整个工艺控制过程中起到承上启下的作用。
转炉煤气柜在整个转炉煤气回收过程中,作为转炉煤气的临时储气容器,不仅要利用煤气柜平衡管网压力,完成转炉煤气的回收,而且要通过减少放散量提高煤气回收率,有效利用二次能源,达到节能减排,满足用户需求的目的。
为此我们通过对转炉煤气柜控制系统功能的开发应用,不断研究适合转炉煤气柜安全生产的一些方法。
关键词 转炉煤气柜 自动控制 联锁保护 新型智能点检中图法分类号 TG155.4 文献标识码 ADoi:10 3969/j issn 1001-1269 2023 Z2 0151 前言唐钢不锈钢新5万m3转炉煤气柜采用的是威金斯干式煤气柜结构形式。
为满足不锈钢三座转炉的煤气回收要求,完成不锈钢节能环保任务,利用转炉煤气回收再利用的二次能源发电。
不锈钢新建5万m3转炉煤气柜煤气回收系统通过设备改造、工艺控制优化、联锁保护机制、自动控制监测、新智能点检等应用设计,解决了原有煤气柜控制保护手段单一,柜体老化泄露,大修将影响转炉煤气回收和造成大气环境污染的环保问题。
新智能点检的研发开辟了无人智能化、信息化系统的先河,进一步为企业降本、节能、增效注入新思路。
新柜的投入使用,实现了不锈钢三座转炉同时煤气回收的任务,并提供可靠的转炉和高炉烤包用转炉煤气源,同时利用转炉煤气回收二次能源再利用创造出客观的环保和发电效益。
2 工艺介绍唐钢不锈钢新5万m3转炉煤气柜通过收集炼钢吹炼过程产生的大量转炉煤气,由炼钢转炉、一次风机房、电除尘设备回收至煤气柜储气罐内,实现煤气回收管网压力平衡,经过加压机加压输送给热电发电、三座转炉炼钢以及高炉、转炉烤包的二次能源利用。
图1 工艺流程示意图3 控制功能技术应用3.1 PLC系统应用设计特点与实现功能本设计应用国内最先进的软硬件设计,完全满足转炉煤气柜生产工艺,始终以“基础研究、技术开发和工程应用携手,探索钢铁工业智能化和绿色化协同”的主题需求,贯彻数字化、信息化、环保化理念,使钢铁企业生产数据的进一步智能应用成为现实。
西门子PLC在转炉煤气回收系统中的应用
西门子PLC在转炉煤气回收系统中的应用文章简述了西门子S7-400PLC应用于昆钢炼钢厂4号转炉煤气回收控制系统的技改项目中。
在炼钢过程中,通过HMI人机操作界面用鼠标点击活动烟罩的下降按钮,烟罩下降到位后,远方除尘风机房的烟气气体分析仪自动启动,当一氧化碳、氧气成份达到回收要求,以及其他联锁条件均满足时,即可对转炉煤气进行自动回收,提高了煤气回收的质量及回收率。
标签:PLC;煤气回收;分析仪;联锁1 前言随着自动控制技术的不断发展,自动控制得到了广泛的应用,传统的人工手动操作控制方式已不能满足当前快节奏生产的需要。
由于转炉氧气顶吹炼钢的特点决定,烟气量及烟气成分随冶炼周期不断变化,要安全有效地进行转炉煤气回收,先进的回收工艺、自动控制的实现是非常必要的。
可编程控制器(简称PLC)是一种通用性很强的新一代工业控制设备,广泛地应用在工厂自动化控制中,拥有抗干扰能力强、工作可靠、组态及编程灵活方便、易于系统扩展和维护等特点,它的出现有力地推动了生产力的发展。
2 4号转炉除尘风机房煤气回收系统PLC改造4号转炉除尘风机房煤气回收系统原来采用控制方式较为落后的继电器控制,由于控制系统较为复杂,联锁报警信号多,继电器输出触点经常出现接触不良或误动作现象,导致控制点无输出或误输出,使煤气回收系统得不到有效控制,影响着煤气回收的质量和回收率,决定用PLC对煤气回收控制系统进行改造。
改造最终采用的是西门子S7-400系列PLC。
设备选型的理由如下:(1)目前各PLC厂家的PLC控制系统都是成熟而可靠的产品。
就改造的技术要求而言,无论是GE、Siemens还是AB的PLC都能满足,Siemens价格较为适中。
(2)Siemens PLC在冶金行业应用比较多,且代理商多,比较容易获得技术支持。
(3)我厂现有的PLC控制系统绝大多数采用西门子S7系列PLC,技术人员无需经过专业培训即可操作维护。
3 4号转炉风机房煤气回收系统工艺简介在转炉吹炼过程中,产生的煤气通过冷却烟罩与烟道冷却后,经过除尘系统净化装置的过滤,在除尘风机的抽引下,纯净的煤气进入风机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
转炉煤气回收控制系统中滑模控制法的应用
【摘要】本文通过分析八钢转炉炼钢厂煤气回收现状,结合生产实际进行了控制方法的调整,采用滑模控制法,提高了转炉煤气吨钢回收量。
【关键词】煤气回收;滑模控制;炉口微差压
0 前言
转炉煤气回收是把转炉生产过程中的附产品co进行回收再利用的生产工艺。
转炉生产时.氧枪顶吹脱碳过程中产生的co高含量的烟气在经过冷却、除尘、分析、回收进柜、精除尘、利用(如发电)的全过程统称为转炉煤气回收再利用。
这项工作的安全可靠性、科学回收性及产能提高性的技术是转炉煤气回收的关键,目前在全国有很多转炉炼钢厂都实现了煤气的回收。
由于该技术在各家的运用的不同特点和各自的技术、技巧。
因此最终的产能也有较大的差异。
效益也不尽相同。
新疆八一钢铁股份有限公司120t转炉煤气回收是一项新型技术,以往转炉冶炼吹氧时所产生的煤气都被放散掉,这不仅对大气造成严重的污染,而且还极大地浪费了能源。
八钢从节能减排的高度出发,积极推进这一新型技术的应用,将转炉煤气回收工程做为120吨转炉的重要项目来抓,同时转炉煤气回收是实现负能炼钢的重要措施,也是企业落实节能减排的重要组成部分。
1 煤气回收控制系统现状分析
八钢120 t转炉煤气回收控制系统采用炉口微差压控制法,分冶
炼的前期、中期、后期三个阶段设定不同的rd喉口或环缝的开度、微差压的值,pide功能块利用实际检测的炉口微差压与设定的微差压对比,使环缝的开度达到设定值。
这种控制方法环缝、风量波动大,随动性差,导致八钢转炉煤气回收水平一直较低,吨钢回收量不到120m3。
根据八钢转炉烟气状况,对照设定的回收条件,理论上每炉能回收煤气8-10分钟,回收煤气量15000-20000m3左右,吨钢回收煤气可达130m3。
实际上每炉能回收煤气5-9分钟,回收煤气量12000- 17000m3 左右,吨钢回收煤气达100m3。
图1 炉口微差压控制法煤气回收系统曲线图
2 控制法的确定
通过长期的跟踪调试,采用了滑模控制,滑模控制的优点是能够克服系统的不确定性,对干扰和未建模动态具有很强的鲁棒性,尤其是对非线性系统的控制具有良好的控制效果。
由于变结构控制系统算法简单,响应速度快,所以滑模控制在八钢转炉煤气回收控制系统中起到了很大的作用,体现了它的优点。
2.1 滑模控制的建模
针对滑模控制的特性,首先确定了参与控制的条件,即炉口微差压、冶炼时间、co浓度、风机风量四个控制条件。
每个条件单独控制又联锁控制,在风机风量低于最低设定值时,给环缝固定开度,保证除尘效果;在开始吹氧1分钟前环缝设为固定开度,保证除尘效果与煤气浓度的迅速提升,1分钟后co浓度低于36时,通过微
差压与co浓度将环缝开度由17-23分为7个阶段设定环缝开度;co浓度大于36或者炉口微差压大于5时,根据炉口微差压与co浓度将环缝开度由23-40分为13个阶段设定环缝开度。
图2 分段控制环缝开度
同时还增加了控制条件滤波与故障判定功能,控制条件滤波排除了外界干扰导致信号突变;故障判定功是当微差压或co分析仪检测出现故障时,给环缝设定固定开度,保证除尘效果。
图3 滤波功能
图4 故障判定
2.2 滑模控制的应用效果
在使用滑模控制法后,每炉能回收煤气10-13分钟,回收煤气量18000-24000m3 左右,吨钢回收煤气可达160m3。
3 结语
炉口微差压控制法与滑模控制法对比表如下:
图5 滑模控制法煤气回收系统曲线图
表1
转炉煤气回收是一项实践性很强的技术,与炼钢及相关系统的设备、工艺条件及操作水平密切相关。
提高转炉煤气回收量,八钢结合自身设备特点,不断在炼钢生产中大胆尝试一些好的举措与方法,积累成功经验,发现并改进设备、操作上的不足与缺陷,形成转炉煤气回收的良性循环状态,取得转炉煤气回收量的突破。
如今能达到单月吨钢煤气回收量160m3。
实现负能炼钢,达到了国际先
进水平。
经济效益、社会效益明显。
对此,八钢在展开负能炼钢攻关过程中已作了有益的探索。
[责任编辑:杨扬]。