关于数控机床的CNC系统与变频器的连接图
数控机床系统连接与调试-项目3 FANUC 数控机床硬件连接

项目3 FANUC 数控机床硬件连接
3.相关参数设置
数控机床模拟主轴相关参数设置 见表3-3所示。
项目3 FANUC 数控机床硬件连接
3.2.2数控机床串行主轴控制 1.串行主轴认知
在FANUC 0i系列数控系统中,FANUC CNC控制器与FANUC主轴伺服放大器之间数据 控制和信息反馈采用串行通信进行。
项目3 FANUC 数控机床硬件连接
2.串行主轴硬件连接
数控机床为串行主轴时,JA41连接的是主轴指令信号,如果主轴放大器是βiSVSP 伺服放大器,则JA41连接在JA7B接口,而数控系统的JA40接口空着,而主轴的速 度反馈则连接到βiSVSP主轴放大器的JYA2接口上。
图3-10 数控系统与串行主轴模块连接示意图
图3-6三菱变频器
项目3 FANUC 数控机床硬件连接
表3-2三菱变频器参数设置说明
项目3 FANUC 数控机床硬件连接
(4)变频器在数控机床主轴上的应用
三菱变频器数控机床主轴连接如图2-3所示,其中M是变频主轴电动机。KA11、KA12 是继电器,控制变频器正、反转信号。变频器上C、B端子为系统提供变频工作状态 信息,一般接入PLC输入点,产生报警提示。模拟信号来自数控系统JA40端口。
项目3 FANUC 数控机床硬件连接
2.变频器认知 (2)三菱变频器的端子功能
以三菱变频器为例,讲解变频器各端子的功能,见图3-5所示。
图3-5三菱变频器的端子
项目3 FANUC 数控机床硬件连接
(3)三菱变频器的设置画面与参数
三菱变频器的外观与设置画面如图3-6所示,相关参数设置说明见表3-2所示。
图3-13伺服放大器光缆连接
数控机床结构结构图
可编程控制器
数控车床 数控车床的工艺用途 的组成 数控车床的组成
影响车床布局形式的因素
操作面板
输入输出设备 CNC装置
伺服单元、驱动装置和测量装置
PLC、机床I/O电路和装置 机床主机
数控车床 主轴箱和尾座的布局形式 水平床身配置水平滑板
数 的布局 床身和导轨的布局形式
倾斜床身配置倾斜滑板 水平床身配置倾斜滑板
按照技术水平的高低分类 1.数显及打字型 2.带有小型电子计算机
进行数据处理型 3.计算机数字控制型
其他分类方法 大型、中型、小型;精密型、生产型
三
三坐标测量 机的构成
坐
三坐标测量机的主体 三坐标测量机的测量系统 三坐标测量机计算机控制系统和软件
标
三坐标测量机
直接测量方法 程序测量方法
测 的测量方式
床概述 数控冲床的工作原理
数控冲床的
数控冲床的组成
主机
数控装置
冲 组成与结构 数控冲床的结构
床
典型数
ZX数控冲床 性能特点
技术参数
控冲床
伺服复合小型精密钣金加工冲床
主要特点 技术参数
三坐标测 量机概述
三坐标测量机的功能 按照工作方式分类 1.点位测量法 2.连续扫描测量方式 三坐标测量机的类型 按照结构形式分类 1.悬臂式 2.桥式 3.龙门式 4.立柱式 5.坐标镗床式
冷却润滑技术(冷却
轨
数控机床导轨的类型与特点 滚动导轨
静压导轨
数控机床自动排 屑装置
平面链式排屑装置 刮板式排屑装置 螺旋式排屑装置 磁性排屑器
摩擦阻力小
位置检测装置
位置检测装置的要求(4点) 数字式与模拟式
的要求与类型
2.1数控系统硬件的连接

1
任务引入
2
任务目标
3
任务实施
4
知识内容
5
任务拓展
6
任务巩固
FANUC i系列机箱共有两种形式,一种是内装式,另
一种是分离式。
内装式CNC与LCD的实装
FANUC i系列分离式系统
FANUC 0i-TD系统结构示意图
数控系统主机硬件
发那科0iD 数控系统主机方框图
FANUC 0i系统各板插接位置图
SP
FANUC 0i系统与计算机通信连接图
(1)远程缓冲器接口
远程缓冲器接口及原理图
电缆接线图
(2)与电池单元的连接
与电池单元的连接
二、典型故障——电源不能接通的维修
故障现象:按电源ON按钮后,数控系统不启动,实际上没有 系统电源接入CNC。
FANUC i 系 列仅接受DC 24V电源
结构图
数控机床电气系统装调与维修一体化教程
I/O连接图
4.远程缓冲器接口
远程缓冲器类型印刷电路板
类型
名称
备注
连接槽
包括在多轴卡中,第5和
SUB CPU卡
A
第6轴可作为PMC轴控制。 SUB
控制单元B的远程缓冲器 不能连接第5和第6轴。
B 控制单元A的远程缓冲器 也可用于DNC2接口
扩展接器 JA1和JA2
C 控制单元B的远程缓冲器 也可用于DNC2接口
FANUC 0i系统控制单元
数控机床电气系统装调与维修一体化教程
一、数控系统硬件的连接
基本版
FANUC Oi系统连接
选项版
1.CRT/MDI单元 (1)视频信号接口
图形卡(GR)的接线
FANUC数控系统的硬件连接介绍PPT(35张)

任务1.1 发那科数控系统的硬件连接
➢ 知识目标: 1、FANUC数控装置接口 2、FANUC进给伺服放大器(数字伺服)接口 3、FANUC模拟主轴伺服(主轴变频器)接口 4、FANUC电源装置接口 5、FANUC I/O LINK模块接口 6、FANUC分离器接口 7、FANUC数控系统总体连接
变频器控制端子说明:
STF:正转启动。 STR:反转启动。 RH、RM、RL:多段转速选择。 SD:端子STF、STR、RH、RM、RL 的公共端子。
端口号 COP10A
JA1 JA2 JD36A/JD36B JA40 JD1A JA7A CP1
用途 伺服FSSB总线接口
CRT MDI RS-232-C 模拟主轴 I/OLINK总线接口 主轴编码器反馈接口 24V电源
布置任务:现场认识FANUC Oi-C系统主板接 口。 步骤: 1)学生使用六角扳手打开系统后板; 2)观察系统接口,掌握每个接口的作用。
2、讲解FANUC 0i数控装 置接口定义
二、FANUC 进给伺服放大器接口
进给伺服系统主要由进给伺服驱动装置及其伺服电动机组 成。
伺服驱动装置接受从主控制单元发出的进给速度和位移指令 信号,作一定的转换和放大后,驱动伺服电动机,从而通过机 械传动机构,驱动机床的执行部件实现精确的工作进给和快速 移动。
开环控制
开环控制特点:结构简单、价格低廉,调试和维修都比较方便, 但精度较低。
FANUC 系统交流伺服放大器的分类:
α系列伺服单元
伺服单元
具有(串J行S1数B)字接口
交 流
(SVU)
β伺服单元
具有伺服总线接口 (COP10A/COP10B)
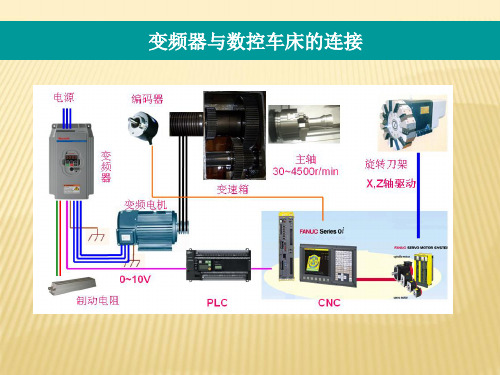
变频器与数控车床的连接
系统 二、保护:
短路保护、过压保护、欠压保护、过流保护、其它保 护 三、电压变换: 升压变换\降压变换\交直流转换(AC/DC、DC/AC) \极性变换 四、稳压:
交流市电供电\远程直流供电\分布式电源供电系统\电 池供电
五、降噪: 有源滤波
(1)α 系列专用电源装置的型号参数 专用电源装置的型号参数如下所示:
FANUC系统α 系列主轴模块的连接
CX1A:交流200V电压输入 连接到电源模块的CX2B
CX2A:DC24V输入接口 与电源模块的CX2B相连
JX1A:模块之间信息接口 连接到电源模块的JX1B
JY2:主轴电动机内装传感 器信号及定子绕组温度开关 信号
DC Link:DC300V输入,连接 到电源模块的直流电压输出
SPM口-口口 ① ② ③④ ①主轴驱动装置型号; ②电动机类型,“无”为α 系列,C为α C系列; ③额定输出功率; ④输入电压,“无”为200 V,HV为400 V。
串行主轴连接
FANUC系统α 系列主轴模块的端子功能
Link:DC300V直流电源 CX1A/CX1B:200V交流控制电路的电源输入/输出接口。 CX2A/CX2B:24V输入/输出及急停信号接口。 JX4:主轴伺服信号检测板接口。 JX1A/JX1B:模块之间信息输入/输出接口。 JY1:外接主轴负载表和速度表的接口。 JA7B:串行主轴输入信号接口连接器。 JA7A:用于连接第二串行主轴的信号输出接口。 JY2:连接主轴电动机速度传感器(主轴电机内装脉冲发生器和电机过热信 号)。 JY3:作为主轴位置一转信号接口。 JY4:主轴独立编码器连接器(光电编码器)。 JY5:主轴CS轴(回转轴)控制时,作为反馈信号接口。 U、V、W:主轴电动机的动力电源接口。
FANUC数控系统机床电气原理图
设备名称
F
制图
标准化
阶段标记
项目代号
=B02/2
审核
批准
共 46 页
第 3页
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
A
A
B
B
控制面板
XT3
C
C
D
停止 启动 急停
P24 K P24 K P24 K
19
20 21
22 23
24
E
F
1
2
3
-XT105
-XT106
D
手摇灯 Y7.7
+L -L
手摇倍率
X2.0
X2.1
项目代号
=B02/1
审核
批准
共 46 页
第 1页
1
2
3
4
5
6
7
8
9
10
1
2
3
A
4
5
6
7
8
9
10 A
B
B
XT1
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 U34 V34 W34 U1 V1 W1 U72 V72 W72 U31 V31 W31 U32 V32 W32 U41 W41 U42 W42 U43 W43 U46 W46 U33 V33 W33 U43 1
XS83PLC信号
WS28-12JTD WS28-12-kZ
XS43主轴 风扇、润滑 电机、冷却电机
数控机床第7章 典型数控系统通信接口与系统连接(2015-08)
周德卿 2015.8
14
图7-7 802S/802C型经济型数控系统组成各主要单元连接示意图
周德卿 2015.8
15
(3)802D普及型数控系统
SINUMERIK 802D是输出数字量插补指令信号的半闭环数控系统, 核心部件是CNC的面板控制单元(PCU210),可控制4个联动进给轴和1 个模拟主轴或串行数字主轴。
【教学课时】 6课时
周德卿 2015.8
1
7.1 典型数控系统产品简介
根据我国机床行业数控系统应用和发展的水平情况,机床数控系统 产品大致可分为经济型(步进电动机,二至三轴联动开环控制)、普及 型(交流伺服电动机、三轴联动、半闭环控制)、中高档或高档型(交流 伺服电动机、三轴以上联动、全闭环控制)。随着我国国民经济的发展, 机械加工制造业技术水平正在迅速提高,近年来主流数控机床也以普 及型和中高档数控系统为主。
新系统与同类产品相比,具有精度高、硬件结构简单可靠、操作 便捷、智能编程、连接与安装调试容易、性价比高及采用了现场总 线技术等特点,有的功能甚至巳达到原高档系统才具有的水平。西 门子公司机床数控系统产品系列型谱进程表如图7-6所示。
周德卿 2015.8
11
图7-6 西门子SINUMERIK机床数控系统产品系列型谱进程表
802D无论在处理速度、功能等都提供了良好的性能/价格比,到了 中档数控系统水平,被广泛应用于数控铣床、加工中心上。但是目前 有被性能价格比更高的828D系统取代的趋势。
3
图7-1 KND-100Ti-D数控系统各单元产品图
项目二 数控系统硬件综合连接

●机床运动部件 限位开关、电磁 阀 ●液压、气压、 润滑装置 ●继电器电路 ●机床其它强电 电路
1.数控系统主板结构与接口(11)
(4)模拟主轴接口JA40
■如果采用非FANUC公司主轴电机,则可以采用变频器驱动。 ■变频器和CNC之间通过JA40接口连接,这时CNC通过JA40 接口给变频器提供-10V~+10V模拟指令信号。 ■CNC、变频器、主轴电机连接图如图所示。
SPM JYA2
JA41
JA7B
1.数控系统主板结构与接口(6)
关于串行主轴接口,有以下几点需要说明:
1)该接口所连接的放大器一定是串行主轴放大器;
2)当系统使用模拟主轴时应使CNC模拟主轴接口
与放大器连接,JA41接口此时连接模拟主轴位置编码器;
1.数控系统主板结构与接口(7)
关于串行主轴接口,有以下几点需要说明:
3.数控系统主轴放大器SPM(Spindle Amplifier Module)接口 (10)
3.数控系统主轴放大器SPM(Spindle Amplifier Module)接口 (11)
15—JY3。磁感应开关信号接口。 数控铣床、加工中心主轴具有定向或准停功能, 这样才能实现镗孔加工循环指令(G76、G86)
⑤—CX2A。直流24V输出接口。
该接口与电源模块CX2B接口连接。
⑥—CX2B。直流24V输入接口。 该接口与紧邻伺服放大器的CX2A相连接。
3.数控系统主轴放大器SPM(Spindle Amplifier Module)接口 (7)
⑦—直流回路连接点状态指示。 在该指示灯完全熄灭后,方可对模块电缆进行 各种操作,否则有危险。 ⑧—JX4。主轴放大器工作状态检查接口。 ⑨—JX1A。模块连接接口。
5.第五章 数控机床电气控制线路

1
第一节 数控车床电气控制线路
数控车床的机械部分比同规格的普通车床更为紧凑简洁。 主轴传动为一级传动,去掉了普通机床主轴变速齿轮箱, 采用了变频器实现主轴无级调速。进给移动装置采用滚 珠丝杠,传动效率高、精度高、摩擦力小。
2
1.1 数控车床的主要工作情况
一般经济型数控车床的进给均采用步进电动机,进给电 动机的运动由NC装置实现信号控制。 数控车床的刀架能自动转位。换刀电动机有步进、直流 和异步电动机之分,这些电动刀架的旋转、定位均由NC 数控装置发出信号,控制其动作。而其他的冷却、液压 等电气控制跟普通机床差不多。 现以经济型CK0630型数控车床为例,说明普通数控车床
20
图 5.11 数控系统控制步进驱动接线图原理图
21
4、数控系统对电动刀架的控制:
(1)、直流型电动机电动刀架
数控系统控制电动刀架,主要控制刀架电动机的正反转, 所反应的刀号数送给数控系统.从数控系统输入信号接 口来看,低电平有效。由于电动机电流不是太大,故 选用数控系统能驱动的功率继电器。
数控系统控制电动刀架电动机的接线原理图如图5.12 所 示 。 P3 口 的 O6(P3.6) 和 O7 ( P3.7) 控 制 KA3 、 KA4继电器,由于输出低电平有效,故中间继电器另一端 接+24V。三个微动开关信号SQ1~ SQ3分别接P3口 的I1(P3.21)、I2(P3.22)、I3(P3.23),信号低 电平有效。图5.12中,用 KA3、KA4的触点控制直流 电动机正反转,而直流电源 DC27V的产生通过变压器 和整流桥等电路产生。
31
图5.19 CLK脉冲与DIR信号波形
图5.20 数控系统与步进驱动的接口图
3.2(8)主轴接口

1.系统参数
停机或故障复位
3.2.3 主要控制参数
• 目前我国生产的数控机床包括从国外引进的数控 机床,都有很多的参数要进行设定,其中有很多 项的参数又是八位的,每一位都有其独立的含义。 这些参数设定的正确与否将直接影响机床的正常 工作及其性能的充分发挥。因此,了解和掌握这 些参数无论是对机床制造厂还是对用户厂都是非 常重要的。特别是用户厂如果能熟练地掌握和应 用这些参数,将会使现有的数控机床的使用和性 能的发挥上升到一个新水平
2.主轴变频器的运行操作
• 图3-11为艾默生EV2000变频器的操作面板, 其操作如表3-1,变频器接收运行命令的通 道有3种:操作面板、控制端子和串行口
表3-1 EV2000变频器面板功能表
键
MENU/ESC ENTER/DATA ▲
名 称
编程/退出键 功能/数据键 增键 减键
功 能
进入或退出编程状态 进入下级菜单或数据确认 数据或功能码的递增 数据或功能码的递减
3.2 主轴接口连接与控制
3.2.1 主轴编码器和变频器接口 1.主轴编码器接口
1.主轴编码器接口 GSK980TD数控 系统通过XS32接口与主轴编码器连接, 接口定义及连接女口图3-6和图3-7所示, 连接时采用双绞线。
图3-6 XS32编码器接口定义
图3-7 GSK980TD与编码器的连接
移位键
PANEL/REMOTE JOG RUN 运行命令通道切换键
在编辑状态下,可以选择设定数据的修改位; 在其他状态下,可切换显示状态参数
顺序选择运行命令通道,按下ENTER/DATA 键确认 在操作面板方式下,按该键点动运行 在操作面板方式下,按该键运行
点动键 运行键
STOP/RESET
cnc控制器接线图【图解】
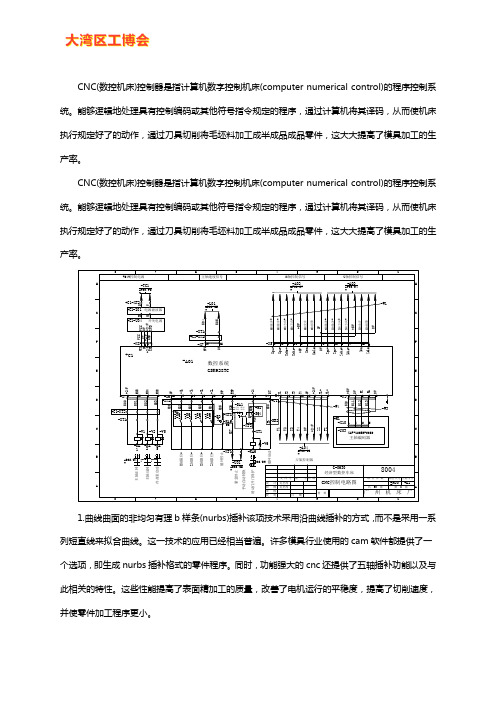
CNC(数控机床)控制器是指计算机数字控制机床(computer numerical control)的程序控制系统。
能够逻辑地处理具有控制编码或其他符号指令规定的程序,通过计算机将其译码,从而使机床执行规定好了的动作,通过刀具切削将毛坯料加工成半成品成品零件,这大大提高了模具加工的生产率。
CNC(数控机床)控制器是指计算机数字控制机床(computer numerical control)的程序控制系统。
能够逻辑地处理具有控制编码或其他符号指令规定的程序,通过计算机将其译码,从而使机床执行规定好了的动作,通过刀具切削将毛坯料加工成半成品成品零件,这大大提高了模具加工的生产率。
87654321HGFEDCBA12345678ABCDEFGH标记处数吴圣茂制 图审 核校 对日 期材 料广 州 机 床 厂第 8 张共 33 张=M00+A1位置代号高层代号每 台 件 数8004G-0630经济型数控车床CNC 控制电路图日 期签 字文 件 号设 计吴圣茂主轴编码器-X5-A02-A03-X331151387110412614159X p u +X p u -X d i r +X d i r -+5VX e nX a l m0VZ p u +Z p u -Z d i r +Z d i r -Z e nZ a l m3761+5V0VP ZP A 1425-X10+M1510511512513-A04-X4T 1T 2T 3T 40V+24VT L +T L -31141210219-X60V-X L-Z L+X L+Z LS PE S P+24S T1418152222110916520521522523524525526529528530-SB2-V6-KA6-SQ4-SA1-SB 3-SQ 3-2-SQ 2-3-SQ 3-3-SQ 2-2+M1+M1-X712298M 08M 04M 03500501502503-KA 1-KA -KA25-V1-V2-V5-X81573V C C 0V +24V G N D-A01GSK928TC数控系统-Z01电源滤波器-U04STS 1T 1-XT1-XT2-U0120V T 1T 2T 3T 40V+24VZ ZF ZX 轴脉冲+X 轴脉冲-X 轴方向+X 轴方向-+5VX 轴允许X 轴报警0VZ 轴脉冲+Z 轴脉冲-Z 轴方向+Z 轴方向-+5VZ 轴允许Z 轴报警0V=D01/E2=D02/D4=D02/D4=D02/D3C5-X71325S V C0V504505-L01=D02/G5V C C 0V +24V G N D-U03ZLF-120BM-C05D+24V=F00/F2-TC1=F00/C7=F00/C4=F00/C2V C C 0V +24V G N D=D02/G5+C1+C1+C1-W1-W3-W4开关电源+24V 控制电源主轴速度信号X 轴控制信号Z 轴控制信号主轴正转主轴反转冷却泵启动X 轴限位-Z 轴限位-X 轴限位+Z 轴限位+循环启动紧急停止手动自动转换循环停止滑动门开门保护刀架控制器-KA6B5-XT1-XT1-XT1-XT2+C1-XT2+C1+C1527121:自动(断开)2:手动(闭合)-XT1-XT2+C1-XT21.曲线曲面的非均匀有理b 样条(nurbs)插补该项技术采用沿曲线插补的方式,而不是采用一系列短直线来拟合曲线。
数控铣床电路原理图
前言尊敬的客户:对您惠顾选用广州数控设备有限公司的GSK983Me铣床加工中心数控系统,我们深感荣幸!GSK983Me铣床加工中心数控系统是具有总线通信的高速、高精、高稳定、高性价比的中高档数控系统。
安全警告!操作不当将可能导致产品、机床损坏,工件报废甚至人身伤害的严重意外事故!必须要具有相应资格的人员才能操作本系统!在对本产品进行安装连接、编程和操作之前,必须详细阅读本产品手册以及机床制造厂的使用说明书,严格按手册与使用说明书等的要求进行相关的操作。
目录!连接安装注意事项 (1)1 NC单元接口一览 (3)2 互连方框图 (4)3 NC单元与DA98D驱动单元的连接(不带抱闸) (5)4 NC单元与DA98D驱动单元的连接(Z轴带抱闸时) (6)5 NC单元与主轴伺服驱动单元的连接 (7)6 NC单元与主轴变频器的连接 (8)7 NC单元与I/O单元的连接 (9)8 机床操作面板接口 (10)9 NC单元与操作面板连接 (11)10 外置手脉与操作面板连接 (12)11 NC单元与PC机连接 (13)12 Z轴抱闸、系统上电控制连接方法 (14)13 外置I/O单元(X1)接口概述 (15)14 I/O单元(X1)输入输出信号连接原理 (16)15 I/O单元(X1)输入输出点定义 (17)16 安装主轴定向机械位置检测开关的相关说明 (20)17 安装Z轴第2参考点机械位置检测开关的相关说明 (21)附录安装尺寸图 (22)GSK983Me-H/V铣床加工中心数控系统连接手册版本升级登记表 (27)连接安装注意事项1、系统配套的电源盒,是仅为本数控系统提供的专用电源,严禁将此电源给其他设备供电,如抱闸、电磁阀等,否则将产生极大危险!2、机床电柜箱的要求安装系统和驱动单元的机床电柜箱应该采用全封闭防尘设计,电柜箱内外的温差不能超过10℃。
如果不能满足此要求必须安装热交换系统。
系统周围环境温度最高不能超过45℃,必须防止润滑油、冷却液等液体进入系统任何部件内部。
数控铣床电气图参考

数控铣床电气图分析数控机床的电气册由数控机床厂商提供,电气原理图一般包括主电路、控制电路、进给伺服驱动电路、主轴驱动电路、CNC接口电路和PLC输入输出电路。
除此之外还提供电气元件安装位置图等,便于维修。
机床厂在设计电气图册时一般考虑多种不同情况,如不同的主轴变频器,全闭环或半闭环系统等,因此电气图上会用虚线框标示出来一些选件,这些选件在实际机床电气配置不一定都有,因此在利用电气图进行维修时首先应清楚机床实际的电气配置。
(一)主电路数控机床主电路主要包括电源的进线,总开关,冷却、润滑、排屑、散热风扇等辅助功能的电机连接,如果因伺服动力电不是380V,还需要动力变压器和控制变压器的变压电路。
图3-6-1 主电路图一由图3-6-1可以看到,该机床采用三相五线制供电,电网三相380V电L1,L2,L3经总开关QF1输入至电气柜,给各支路供电,QF1带有分离脱扣,当机床执行指令M30时,中间继电器KA11得电,QF1断开,实现了机床关机。
机床排屑、冷却及主轴风扇电动机都配有过载保护开关QM,QM的作用相当于QF 和FR的作用。
FV为限压保护器件,在电动机频繁起停时起干扰作用。
在图纸上标注的3/E4表示此处与第3页E4区标有320和0线号的地方连接,2/B1表示与第2页B1区是相同的三条线。
XB0是地线的接线排,此外在图纸上还标明了连接线的线径和QM的型号及电流设定值。
图3-6-2 主电路图二在第2张主电路图当中,通过一个两相的QF2接到单相变压器上,变压器有24V和220V两个抽头,其中24V用于机床照明灯EL1,EL2;220V用于给其它设备供电,包括热交换器,机床润滑泵,以及两个开关电源。
此处开关电源VC1用于系统和PLC输出继电器供电,开关电源VC2用于电磁阀和三色灯供电。
在图中320,0,306,307,308,309,310,311,312,0N,+24A,0D,+24D等都表示线号,在接线或查找机床故障时,应该对应找标有这些线号的线去测试。
数控机床主轴变频调速系统的连接与调试

上一页 下一页 返回
任务5.1数控机床主轴控制系统的认知
• 当然根据生产厂家和型号的不同, 主轴驱动装置也可以支持脉冲指令 、总线、RS232、RS422、RS485 甚至网络等控制接口。
• 3.驱动装置及电动机运行状态控制接口 • 主轴驱动装置都提供控制电动机正/ 反转的开关量接口, 进给驱动装置
• 1.调速范围宽 • 保证加工时选用合适的切削用量, 以获得最佳的生产率、加工精度和
表面质量。特别对于具有自动换刀功能的数控加工中心, 为适应各种 刀具、工序和各种材料的加工要求, 对主轴的调速范围要求更高, 要求 主轴能在较宽的转速范围内根据数控系统的指令自动实现无级调速, 并减少中间传动环节, 简化主轴箱。
上一页
返回
任务5.2交流变频主轴驱动系统的连接与 调试
• 一、异步电动机的概念
• 三相异步电动机要旋转起来的先决条件是具有一个旋转的磁场, 三相 异步电动机的定子绕组就是用来产生旋转磁场的。三相电源相与相之 间的电压在相位上相差120°, 这样, 当在定子绕组中通入三相电源时, 定子绕组就会产生一个旋转磁场, 其原理如图5 -2 - 1 所示。图中分四 个时刻来描述旋转磁场的产生过程。电流每变化一个周期, 旋转磁场 在空间旋转一周, 即旋转磁场的旋转速度与电流变化是同步的。
FANUC_0i_Mate_数控系统主轴驱动的连接

FANUC_0i_Mate_数控系统主轴驱动的连接1、FANUC 0i MateC 数控系统模拟主轴的连接如下图:图5-6 802C系统与变频器的连接系统与主轴有关的系统接口有:JA40:模拟量主轴的速度信号接口(0~10V),CNC输出的速度信号(0-10V)与变频器的模拟量频率设定端连接,操纵主轴电机的运行速度。
JA7A:串行主轴/主轴位置编码器信号接口,当主轴为串行主轴时,与主轴变频器的JA7B连接,实现主轴模块与CNC系统的信息传递;当主轴为模拟量主轴时,该接口又是主轴位置编码的主轴位置反馈接口。
2、FANUC Oi Mate主轴有关参数表5.7 FANUC Oi Mate主轴有关参数参数号符号意义0i-Mate 3701/1 ISI 使用串行主轴O3701/4 SS2 用第二串行主轴O3705/0 ESF S和SF的输出O3705/1 GST SOR信号用于换挡/定向3705/2 SGB 换挡方法A,B3705/4 EVS S和SF的输出O3706/4 GTT 主轴速度挡数(T/M型)3706/6,7 CWM/TCW M03/M04的极性O3708/0 SAR 检查主轴速度到达信号O3708/1 SAT 螺纹切削开始检查SAR O3730 主轴模拟输出的增益调整O3731 主轴模拟输出时电压偏移的补偿O3732 定向/换挡的主轴速度O3735 主轴电机的承诺最低速度3736 主轴电机的承诺最低速度3740 检查SAR的延时时刻O3741 第一挡主轴最高速度O3742 第二挡主轴最高速度O3743 第三挡主轴最高速度O3744 第四挡主轴最高速度O3751 第一至第二挡的切换速度3752 第二至第三挡的切换速度3771 G96的最低主轴速度O3772 最高主轴速度O4019/7 主轴电机初始化O4133 主轴电机代码O TCW、CWM为主轴速度输出时电压极性。
其次,通过变频器参数选择频率操纵输入信号的类型,以FUJ I FRENIC-Multi为例,设置F01为1。
数控机床主轴变频调速系统的连接与调试
• 1.调速范围宽 • 保证加工时选用合适的切削用量, 以获得最佳的生产率、加工精度和
表面质量。特别对于具有自动换刀功能的数控加工中心, 为适应各种 刀具、工序和各种材料的加工要求, 对主轴的调速范围要求更高, 要求 主轴能在较宽的转速范围内根据数控系统的指令自动实现无级调速, 并减少中间传动环节, 简化主轴箱。
上一页 下一页 返回
任务5.1数控机床主轴控制系统的认知
• 二、主轴电动机的分类与特点
• 为了满足数控机床对主轴驱动的要求, 主轴且在大的调速范围内速度要稳定,恒功率调速范
围宽。 • ②在断续负载下电动机转速波动要小。 • ③加速、减速时间短。 • ④温升低,噪声和振动小,可靠性高,寿命长。 • ⑤电动机过载能力强。 • 常见主轴电动机可以分为以下三类: • 1.直流主轴电动机
上一页 下一页 返回
任务5.1数控机床主轴控制系统的认知
• 采用强切削电动机后, 由于无需机械调速, 主轴箱内省去了齿轮和离合 器, 主轴箱实际上成了主轴支架, 简化了主传动系统。
• 三、主轴驱动装置的接口
• 主轴驱动装置的接口与进给驱动装置有许多类似, 进给驱动装置具备 的接口, 在主轴驱动装置上一般都可以找到, 只是不同厂家不同档次的 主轴驱动装置所包含的接口类型不同,例如, 主轴伺服装置的接口类型 比变频器的接口要丰富; 具备矢量控制功能的变频器又比简易型变频 器接口丰富。不同的是: 进给驱动装置主要工作在位置控制模式下, 而主轴驱动装置主要工作在速度控制模式下; 同一台数控机床上主轴 输出功率比进给轴输出功率要大得多。
数控机床的电气连接与调试

840C型数控装置是32位微处理机系统,具有计算机辅助设计 (CAD)功能,能控制多轴,可5轴联动。
⑤SINUMERIK8型
8型数控装置时用于柔性制造的控制系统,它采用多微处理器, CPU均为8086
2021/9/15
7
项目1:数控系统的连接及调试
⑥SINUMERIK840D型 SINUMERIK 840D系统适用于所有的数控场合,10个加工通道,从2轴 到31轴控制。系统有三种基于不同计算机性能主板而分别适用于高级、 中级和基本的应用范围。840D系统控制器和相关的软件均按照模块化 结构进行配备,可以实现从复杂的多轴运动控制直到高速切削所需要 的数控系统基础平台和应用范围很广的应用操作知识库。零件的编程 以易于操作使用为原则,可使用循环方式和轮廓方式直接进行编程, 用通俗易懂的图形模拟方式验证切削路径和几何尺寸,可选定一个面、 顶部或三维观察的方式,采用带刀尖轨迹或不带刀尖轨迹进行模拟显 示
2021/9/15
1
项目1:数控系统的连接及调试
④F16系列
F16系列的性能位于F15系列和F0系列之间,结构为多主控总线, 它采用CISC处理器的基础上增加了用于高速运算处理的32位RISC 高速处理器
⑤F18系列
F18系列是在F16系列之后推出的32位数控装置,性能位于F15系列 和F0系列之间。但低于F16系列
简单的操作编程支持工具MANUAL GUIDE 0i
针对磨床的独特控制功能
以太网功能
数据服务器功能
2021/9/15
3
项目1:数控系统的连接及调试
2021/9/15
CP1:系统直流24V输入电源接 口FUSE:系统DC24V输入熔断
器(5A)。 JA7A:串行主轴/主轴位置编码器
数控技术专业《49数控机床变频器接线方式》

变频器接线方式——输出到电机、接地
主 轴 电 机 主轴电机/变频器使用的是 380V强电为防止漏电必须 接地!
从变频 器输出 接到电 柜底部 端子排 连接到 主轴三 相电机 。
变频器接线方式——主轴正反转输入
IO接 口
Plc信号需提供直流电源此时需了解是高 电平还是低电平有效
变频器接线方式——主轴正反转输入
该端口为速度到达
56为频率到达
IO接 口
本卷须知
1. 接线后的零碎线头应该清理干净,零碎线头可能造成异常、失灵和故 障。必须保证变频器清洁。
2. 变频器本身有较强的电磁干扰,会干扰一些设备的工作,因此我们可 以在变频器的输出电缆上加上电缆套。又或变频器或控制柜内的控制 线距离动力电缆至少100mm。
3. 运行后改变接线的操作,必须要在切一段时间以后电容仍有高压电残存。
4. 由于变频器有漏电流,为了防止漏电必须接地
目录
一、变频器硬件及接线图 二、变频器接线方式 三、接线时本卷须知
变频器硬件及接线图
反响
PLC
系 统 和 内 置
发出命令
主轴和主轴电机
变频器
变频器接线方式——电源空开的连接
电源输入、空开 连接
电源输入变频器U1、 V1、W1—R、S、T
我们把各个元器件通过接线联系起来,实现系统到PLC到变频器到执行器〔主轴电 机〕的联动控制!
数控系统FANUC-0i Mate C系统的组成与连接
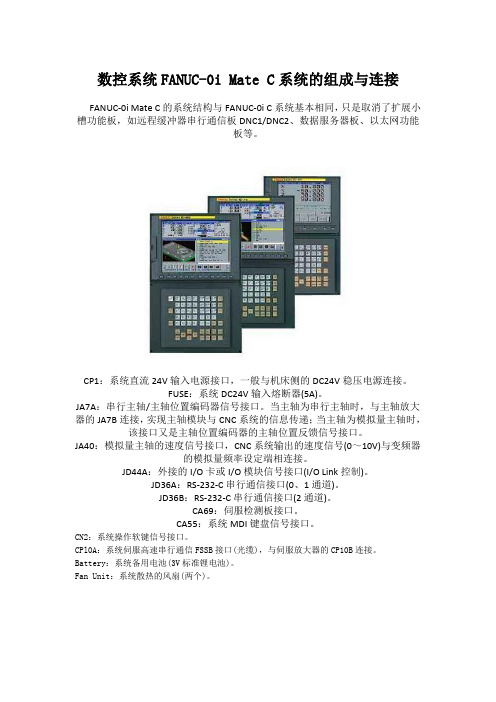
数控系统FANUC-0i Mate C系统的组成与连接FANUC-0i Mate C的系统结构与FANUC-0i C系统基本相同,只是取消了扩展小槽功能板,如远程缓冲器串行通信板DNC1/DNC2、数据服务器板、以太网功能板等。
CP1:系统直流24V输入电源接口,一般与机床侧的DC24V稳压电源连接。
FUSE:系统DC24V输入熔断器(5A)。
JA7A:串行主轴/主轴位置编码器信号接口。
当主轴为串行主轴时,与主轴放大器的JA7B连接,实现主轴模块与CNC系统的信息传递;当主轴为模拟量主轴时,该接口又是主轴位置编码器的主轴位置反馈信号接口。
JA40:模拟量主轴的速度信号接口,CNC系统输出的速度信号(0~10V)与变频器的模拟量频率设定端相连接。
JD44A:外接的I/O卡或I/O模块信号接口(I/O Link控制)。
JD36A:RS-232-C串行通信接口(0、1通道)。
JD36B:RS-232-C串行通信接口(2通道)。
CA69:伺服检测板接口。
CA55:系统MDI键盘信号接口。
CN2:系统操作软键信号接口。
CPl0A:系统伺服高速串行通信FSSB接口(光缆),与伺服放大器的CP10B连接。
Battery:系统备用电池(3V标准锂电池)。
Fan Unit:系统散热的风扇(两个)。
下图为一台采用FANUC-0i Mate C系统的数控铣床电气系统连接图。
机床的伺服放大器采用可靠性强、价格性能比卓越的βi系列伺服驱动模块。
该伺服驱动模块集电源模块、主轴模块、伺服模块为一体的伺服驱动单元,使机床的电气系统所占空间大大缩小。
而且伺服电动机采用价格性能比卓越的βis进给伺服电动机及βi串行主轴电动机,在具有充足的性能和功能的前提下,充分体现了价格性能比卓越的特点。
下图为FANUC-0i Mate的总连接图。
FANUC-0i Mate总连接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。