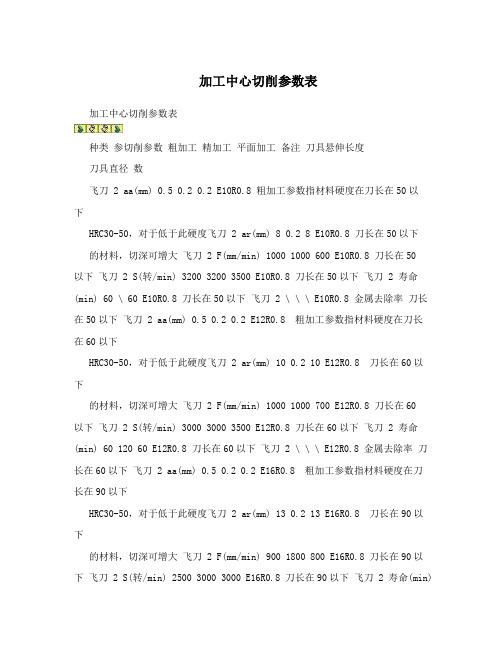
加工中心切削参数表
加工中心常用刀具参数
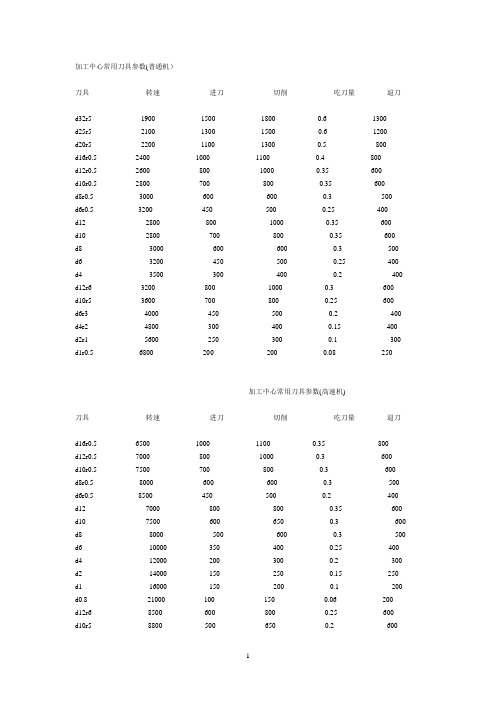
加工中心常用刀具参数(普通机)刀具转速进刀切削吃刀量退刀d32r5 1900 1500 1800 0.6 1300d25r5 2100 1300 1500 0.6 1200d20r5 2200 1100 1300 0.5 800d16r0.5 2400 1000 1100 0.4 800d12r0.5 2600 800 1000 0.35 600d10r0.5 2800 700 800 0.35 600d8r0.5 3000 600 600 0.3 500d6r0.5 3200 450 500 0.25 400d12 2800 800 1000 0.35 600d10 2800 700 800 0.35 600d8 3000 600 600 0.3 500 d6 3200 450 500 0.25 400 d4 3500 300 400 0.2 400 d12r6 3200 800 1000 0.3 600d10r5 3600 700 800 0.25 600d6r3 4000 450 500 0.2 400 d4r2 4800 300 400 0.15 400d2r1 5600 250 300 0.1 300 d1r0.5 6800 200 200 0.08 250加工中心常用刀具参数(高速机)刀具转速进刀切削吃刀量退刀d16r0.5 6500 1000 1100 0.35 800d12r0.5 7000 800 1000 0.3 600d10r0.5 7500 700 800 0.3 600d8r0.5 8000 600 600 0.3 500 d6r0.5 8500 450 500 0.2 400d12 7000 800 800 0.35 600 d10 7500 600 650 0.3 600 d8 8000 500 600 0.3 500 d6 10000 350 400 0.25 400 d4 12000 200 300 0.2 300 d2 14000 150 250 0.15 250 d1 16000 150 200 0.1 200 d0.8 21000 100 150 0.06 200d12r6 8500 600 800 0.25 600d10r5 8800 500 650 0.2 6001d6r3 11000 450 400 0.25 400 d4r2 14000 350 250 0.2 300 d2r1 17000 250 200 0.15 250 d1r0.5 19000 200 150 0.1 200常用G代码G00快速定位G01直线G02顺圆G03逆圆G04暂停G08加速G09 试建G17xy平面G18xz平面G19yx平面G20英制G21公制G28返回机床参考点G33螺纹切削G40刀补取消G41左补偿G42右补偿G43刀正偏G44刀负偏G80固定循取消G81固定循环G90绝对坐标G91增量坐标G92工件原点G96--G97恒线速控制G98没分进给G99每转进给常用M代码M00程式停M01选折停M03主轴顺转M04主轴反转M05主轴停M06换刀M07冷却液开(液态)M09------------(雾状)M10卡盘加紧M30程式结束M98调用子程式M99子程式并反回主程式文件(F)-新建(N)... Ctrl+N文件(F)-打开(O)... Ctrl+O文件(F)-保存(S) Ctrl+S文件(F)-另存为(A)... Ctrl+Shift+A 文件(F)-绘图(L)... Ctrl+P文件(F)-导出(E)-部件(P) 0文件(F)-执行(T)-图形交互编程(G)... Ctrl+G文件(F)-执行(T)-Grip 调试(D)... Ctrl+Shift+G 文件(F)-执行(T)-NX Open(N)... Ctrl+U编辑(E)-撤消列表(U)-1 进入“建模”Ctrl+Z编辑(E)-修剪(T) Ctrl+X编辑(E)-粘贴(P) Ctrl+V编辑(E)-删除(D)... Ctrl+D Delete 编辑(E)-选择(L)-最高选择优先级- 特征(F) F编辑(E)-隐藏(B)-隐藏(B)... Ctrl+B2编辑(E)-隐藏(B)-反向隐藏全部(R) Ctrl+Shift+B编辑(E)-隐藏(B)-取消隐藏所选的(S)... Ctrl+Shift+K编辑(E)-隐藏(B)-显示部件中所有的(A) Ctrl+Shift+U编辑(E)-变换(N)... Ctrl+T编辑(E)-对象显示(J)... Ctrl+J编辑(E)-特征(F)-移除参数(V)... Y视图(V)-刷新(R) F5视图(V)-操作(O)-缩放(Z)... Ctrl+Shift+Z视图(V)-操作(O)-旋转(R)... Ctrl+R视图(V)-操作(O)-剖面(C)... Ctrl+H视图(V)-布局(L)-新建(N)... Ctrl+Shift+N视图(V)-布局(L)-打开(O)... Ctrl+Shift+O视图(V)-布局(L)-充满所有视图(F) Ctrl+Shift+F视图(V)-可视化(V)-高质量图像(H)... Ctrl+Shift+H视图(V)-重设方位(E) Ctrl+F8插入(S)-草图(S)... S插入(S)-基准/点(D)-点(P)... P插入(S)-曲线(C)-基本曲线(B)... L插入(S)-设计特征(E)-拉伸(E) (X)插入(S)-设计特征(E)-回转(R)... R插入(S)-联合体(B)-求差(S)... C插入(S)-联合体(B)-求交(I)... Ctrl+C插入(S)-裁剪(T)-修剪的片体(R)... T插入(S)-细节特征(L)-边倒圆(E)... B插入(S)-扫掠(W)-变化的扫掠(V) (V)插入(S)-直接建模(I)-偏置区域(O)... O格式(R)-图层的设置(S)... Ctrl+L格式(R)-视图中的可见层(V)... Ctrl+Shift+V格式(R)-移动至图层(M)... Shift+Z格式(R)-复制至图层(O)... Shift+X格式(R)-WCS-显示(P) W工具(T)-日记(J)-播放(P)... Alt+F8工具(T)-日记(J)-编辑(E) Alt+F11工具(T)-宏(R)-开始记录(R)... Ctrl+Shift+R工具(T)-宏(R)-回放(P)... Ctrl+Shift+P工具(T)-宏(R)-步进(S)... Ctrl+Shift+S工具(T)-特定于工艺(O)-注塑模向导(M)-模具工具(T)-分割实体(O) (4)信息(I)-对象(O)... Ctrl+I分析(L)-距离(D).. K分析(L)-角度(A)... G分析(L)-曲线(C)-刷新曲率图表(R) Ctrl+Shift+C首选项(P)-对象(O)... Ctrl+Shift+J首选项(P)-选择(E)... Ctrl+Shift+T应用(N)-建模(M)... Ctrl+M3M应用(N)-外观造型设计(T)... Ctrl+Alt+S 应用(N)-制图(D)... Ctrl+Shift+DD应用(N)-加工(N)... Ctrl+Alt+MN应用(N)-钣金(H)-NX 钣金(H)... Ctrl+Alt+N 应用(N)-船舶设计(S)... Ctrl+E应用(N)-装配(L) A应用(N)-基本环境(G)... Ctrl+W帮助(H)-根据关联(C)... F1适合窗口(F) Ctrl+F缩放(Z) F6Z旋转(O) F7定向视图(R)-正二测视图(T) HomeF4定向视图(R)-正等测视图(I) End定向视图(R)-俯视图(O) Ctrl+Alt+T 定向视图(R)-前视图(F) Ctrl+Alt+F 定向视图(R)-右(R) Ctrl+Alt+R 定向视图(R)-左(L) Ctrl+Alt+L 捕捉视图(N) F8常用材质缩水none 1.000nylon 1.016abs 1.005ppo 1.010ps 1.006pc+abs 1.0045abs+pc 1.0055pc 1.0045pmma 1.002pa+60%gf 1.001pc+10%gf 1.00354。
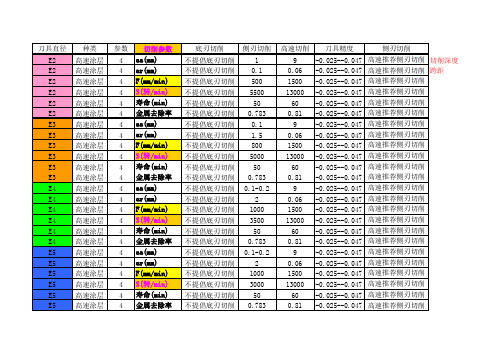
加工中心硬质合金刀具切削参数表经典
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
刀具直径
E6 E6 E6 E6 E6 E6 E8 E8 E8 E8 E8 E8 刀具直径
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
高速切削 刀具精度
侧刃切削
15 -0.025--0.047 高速推荐侧刃切削
侧刃切削
0.2-0.3 4
1200 2950 50 0.783 0.2-0.3
6 1300 2800 50 0.783 侧刃切削
0.25-0.5 8
1500 1750 60 1.087 0.25-0.5 10 1500 2000 60
高速切削 刀具精度
侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
加工中心切削参数表

加工中心切削参数表CNC加工切削刀具参数⑴一般大小的钢料开粗时尽量选用Φ30R5,较大型的钢料尽量选用Φ63R6;⑶铜公2D外形光刀,高度50mm以下选用M12刀具;高度在50-70mm 之间,选用M16刀具;高度在70-85mm之间,选用M20;高度在85-120mm 之间,选用M25;超过120mm以上用Φ25R0.8、Φ32R0.8飞刀把加工;⑷较平坦的曲面或较高的外形曲面尽量选用Φ20R4、Φ25R5、Φ40R6作为光刀刀具;5. 钢料开粗时,Z下刀量0.5-0.7mm。
铜料开粗时Z下刀量1.0-1.5mm(内部开粗1.0mm,基准边开粗1.5mm)6. 平行式精铣时,ma×imum stepover按“精加工平行式最佳等高参数表”来设定。
精铣前余留量尽量留小点,钢料0.10—0.2mm。
铜料0.2--0.5mm。
不要使用R刀精锣面积大的平面8. 快速下刀至3mm高度使用F速下刀(相对加工深度)正常下刀F 速一律300mm/m,有螺旋下刀和外部进刀的Z下刀F速一律是900 mm/ m,有踩刀地方的Z下刀F速一律150mm/m,内部快速移动F 速一律是6500mm/m(必须走G01)。
9. 使用Φ63R6、Φ40R6、Φ30R5飞刀开粗时,余量留单边0.8mm,不能出现踩刀现象,不能使用Φ63R6加工范围较小的内型框。
挖槽开完粗后,要使用同一把刀具,将较大的平面再加工,保证底部留0.2mm余量,方便下一把刀具可以直接精加工工件底部。
10. 精铣前必须先用较小直径的刀将角位的余量粗清角,无法清角的地方,必须做曲面挡住,避免精铣时角位余量过多导致刀具损坏2、在二次开组选用参考刀具易造成过切或撞刀" R; _, b2 g q0 ^& f解决方法﹕在选用参考刀具时我们应当设置参考的刀具S" w+ N: m$ h) g! 比实际上一把刀具的直径大2~~3MM 牛鼻刀9 @( k* |/ z# q0 L/ S的话也要比之前的R角设置大点。
加工中心切削参数表

底刃切削
不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
0.06 -0.025--0.047 高速推荐侧刃切削
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
高速切削 刀具精度
侧刃切削
15 -0.025--0.047 高速推荐侧刃切削
刀具直径
E2 E2 E2 E2 E2 E2 E3 E3 E3 E3 E3 E3 E4 E4 E4 E4 E4 E4 E5 E5 E5 E5 E5 E5
种类
高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层
加工中心切削参数表
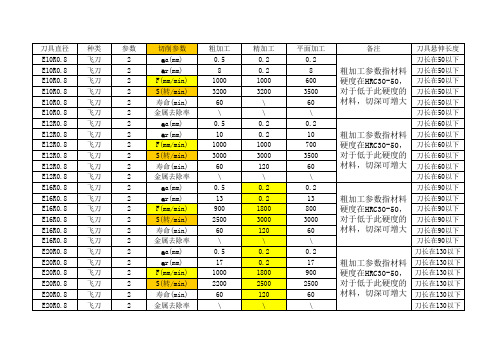
加工中心切削参数表加工中心切削参数表种类参切削参数粗加工精加工平面加工备注刀具悬伸长度刀具直径数飞刀 2 aa(mm) 0.5 0.2 0.2 E10R0.8 粗加工参数指材料硬度在刀长在50以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 8 0.2 8 E10R0.8 刀长在50以下的材料,切深可增大飞刀 2 F(mm/min) 1000 1000 600 E10R0.8 刀长在50以下飞刀 2 S(转/min) 3200 3200 3500 E10R0.8 刀长在50以下飞刀 2 寿命(min) 60 \ 60 E10R0.8 刀长在50以下飞刀 2 \ \ \ E10R0.8 金属去除率刀长在50以下飞刀 2 aa(mm) 0.5 0.2 0.2 E12R0.8 粗加工参数指材料硬度在刀长在60以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 10 0.2 10 E12R0.8 刀长在60以下的材料,切深可增大飞刀 2 F(mm/min) 1000 1000 700 E12R0.8 刀长在60以下飞刀 2 S(转/min) 3000 3000 3500 E12R0.8 刀长在60以下飞刀 2 寿命(min) 60 120 60 E12R0.8 刀长在60以下飞刀 2 \ \ \ E12R0.8 金属去除率刀长在60以下飞刀 2 aa(mm) 0.5 0.2 0.2 E16R0.8 粗加工参数指材料硬度在刀长在90以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 13 0.2 13 E16R0.8 刀长在90以下的材料,切深可增大飞刀 2 F(mm/min) 900 1800 800 E16R0.8 刀长在90以下飞刀 2 S(转/min) 2500 3000 3000 E16R0.8 刀长在90以下飞刀 2 寿命(min)60 120 60 E16R0.8 刀长在90以下飞刀 2 \ \ \ E16R0.8 金属去除率刀长在90以下飞刀 2 aa(mm) 0.5 0.2 0.2 E20R0.8 粗加工参数指材料硬度在刀长在130以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 17 0.2 17 E20R0.8 刀长在130以下的材料,切深可增大飞刀 2 F(mm/min) 1000 1800 900 E20R0.8 刀长在130以下飞刀 2 S(转/min) 2200 2500 2500 E20R0.8 刀长在130以下飞刀 2 寿命(min) 60 120 60 E20R0.8 刀长在130以下飞刀 2 \ \ \ E20R0.8 金属去除率刀长在130以下飞刀 2 aa(mm) 0.5 0.2 0.2 E25R0.8 粗加工参数指材料硬度在刀长在150以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 22 0.2 22 E25R0.8 刀长在150以下的材料,切深可增大飞刀 2 F(mm/min) 1200 1800 1000 E25R0.8 刀长在150以下飞刀 2 S(转/min) 2000 2300 2300 E25R0.8 刀长在150以下飞刀 2 寿命(min) 60 120 60 E25R0.8 刀长在150以下飞刀 2 \ \ \ E25R0.8 金属去除率刀长在150以下飞刀 2 aa(mm) 0.5 0.2 0.2 E32R0.8 粗加工参数指材料硬度在刀长在200以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 29 0.2 29 E32R0.8 刀长在200以下的材料,切深可增大飞刀 2 F(mm/min) 1500 2000 1000 E32R0.8 刀长在200以下飞刀 2 S(转/min) 2000 2200 2200 E32R0.8 刀长在200以下飞刀 2 寿命(min) 60 120 60 E32R0.8 刀长在200以下飞刀 2 \ \ \ E32R0.8 金属去除率刀长在200以下飞刀 2 aa(mm) 0.4 0.25 0.2 E25R5 粗加工参数指材料硬度在刀长在100以下HRC30-86,对于低于此硬度飞刀 2 ar(mm) 14 0.3 14 E25R5 刀长在100以下的材料,切深可增大飞刀 2 F(mm/min) 2000 2000 500 E25R5 刀长在100以下飞刀 2 S(转/min) 2000 2200 2000 E25R5 刀长在100以下飞刀 2 寿命(min) 240 \ E25R5 刀长在100以下飞刀 2 11.2 \ \ E25R5 金属去除率刀长在100以下飞刀普aa(mm) 0.8 0.1-0.5 0.2 E32R6 粗加工参数指材料硬度在刀长在150以下通 HRC30-50,对于低于此硬度飞刀普ar(mm) 25 0.1-0.5 25 E32R6 的材料,切深可增大刀长在150以下通飞刀普F(mm/min) 2000 2000 700 E32R6 刀长在150以下通飞刀普S(转/min) 2000 2200 2000 E32R6 刀长在150以下通飞刀普寿命(min) 480 \ E32R6 刀长在150以下通飞刀普64 0.21 \ E32R6 金属去除率刀长在150以下通飞刀普aa(mm) 0.8 0.1-0.5 0.2 E40R6 粗加工参数指材料硬度在刀长在200以下通 HRC30-50,对于低于此硬度飞刀普ar(mm) 33 0.1-0.5 32 E40R6 的材料,切深可增大刀长在200以下通飞刀普F(mm/min) 2000 2000 800 E40R6 刀长在200以下通飞刀普S(转/min) 2000 2000 1800 E40R6 刀长在200以下通飞刀普寿命(min) 480 \ E40R6 刀长在200以下通飞刀普64 0.21 \ E40R6 金属去除率刀长在200以下通飞刀普aa(mm) 0.8-2 0.3 0.2 E52R6 粗加工参数指材料硬度在刀长在160以下通 HRC30-50,对于低于此硬度飞刀普ar(mm) 30 0.5 40 E52R6 的材料,切深可增大刀长在160以下通飞刀普F(mm/min) 2000 1400 500 E52R6 刀长在160以下通飞刀普S(转/min) 800-950 1200 1400 E52R6 刀长在160以下通飞刀普寿命(min) 480 \ E52R6 刀长在160以下通飞刀普64 0.21 \ E52R6 金属去除率刀长在160以下通飞刀普aa(mm) 0.6 0.3 0.2 E52R6 粗加工参数指材料硬度在刀长160-250 通 HRC30-50,对于低于此硬度飞刀普ar(mm) 30 0.5 40 E52R6 的材料,切深可增大刀长160-250通飞刀普F(mm/min) 1800 1600 500 E52R6 刀长160-250通飞刀普S(转/min) 950 1400 1400 E52R6 刀长160-250通飞刀普寿命(min) 480 600 \ E52R6 刀长160-250通飞刀普64 0.24 \ E52R6 金属去除率刀长160-250通飞刀普aa(mm) 0.5 0.3 0.2 E52R6 粗加工参数指材料硬度在刀长250-350 通 HRC30-50,对于低于此硬度飞刀普ar(mm) 36.4 0.5 40 E52R6 的材料,切深可增大刀长250-350通飞刀普F(mm/min) 1200 1600 500 E52R6 刀长250-350通飞刀普S(转/min) 950 1400 1400 E52R6 刀长250-350通飞刀普寿命(min) 480 600 \ E52R6 刀长250-350通飞刀普64 0.24 \ E52R6 金属去除率刀长250-350通飞刀普aa(mm) 0.8-2 0.3 0.2 E63R6 粗加工参数指材料硬度在刀长在160以下通 HRC30-50,对于低于此硬度飞刀普ar(mm) 36 0.5 50 E63R6 的材料,切深可增大刀长在160以下通飞刀普F(mm/min) 1800 1400 500 E63R6 刀长在160以下通飞刀普S(转/min) 700-1000 1400 1200 E63R6 刀长在160以下通飞刀普寿命(min) 4800 600 \ E63R6 刀长在160以下通飞刀普72 0.225 \ E63R6 金属去除率刀长在160以下通飞刀普aa(mm) 0.6 0.3 0.2 E63R6 粗加工参数指材料硬度在刀长160-250 通 HRC30-50,对于低于此硬度飞刀普ar(mm) 36 0.5 50 E63R6 的材料,切深可增大刀长160-250通飞刀普F(mm/min) 1800 1400 500 E63R6 刀长160-250通飞刀普S(转/min) 1000 1200 1200 E63R6 刀长160-250通飞刀普寿命(min) 4800 600 \ E63R6 刀长160-250通飞刀普72 0.225 \ E63R6 金属去除率刀长160-250通飞刀普aa(mm) 0.5 0.3 0.2 E63R6 粗加工参数指材料硬度在刀长250-350通 HRC30-50,对于低于此硬度飞刀普ar(mm) 36 0.5 50 的材料,切深可增大 E63R6 刀长250-350通飞刀普F(mm/min) 800 1000 500 E63R6 刀长250-350通飞刀普S(转/min) 1000 1200 1200 E63R6 刀长250-350通飞刀普寿命(min) 4800 600 \ E63R6 刀长250-350通飞刀普72 0.225 \ E63R6 金属去除率刀长250-350通。
孔加工的切削参数表格(精)
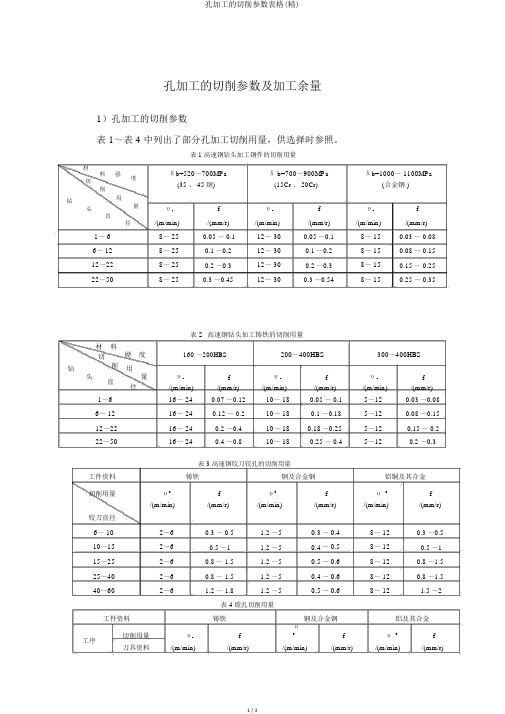
孔加工的切削参数及加工余量1)孔加工的切削参数表 1~表 4 中列出了部分孔加工切削用量,供选择时参照。
表 1 高速钢钻头加工钢件的切削用量材料强δb=520~700MPa δ b=700~900MPa δb=1000~ 1100MPa 切度(35 、 45 钢) (15Cr 、 20Cr) (合金钢 )削钻用量 f f f头υc υ c υc 直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~ 6 8~ 25 0.05 ~ 0.1 12~ 30 0.05 ~0.1 8~ 15 0.03 ~ 0.08 6~ 12 8~ 25 0.1 ~0.2 12~ 30 0.1 ~0.2 8~ 15 0.08 ~ 0.15 12~22 8~ 25 0.2 ~0.3 12~ 30 0.2 ~0.3 8~ 15 0.15 ~ 0.25 22~50 8~ 25 0.3 ~0.45 12~ 30 0.3 ~0.54 8~ 15 0.25 ~ 0.35表 2 高速钢钻头加工铸铁的切削用量材料硬度160 ~200HBS 200~400HBS 300~400HBS 切钻削用量υ c f υ c f υ c f 头直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~6 16~ 24 0.07 ~0.12 10~ 18 0.05 ~ 0.1 5~12 0.03 ~0.08 6~ 12 16~ 24 0.12 ~ 0.2 10~ 18 0.1 ~0.18 5~12 0.08 ~0.15 12~22 16~ 24 0.2 ~0.4 10~ 18 0.18 ~0.25 5~12 0.15 ~ 0.2 22~50 16~ 24 0.4 ~0.8 10~ 18 0.25 ~ 0.4 5~12 0.2 ~0.3表 3 高速钢铰刀铰孔的切削用量工件资料铸铁钢及合金钢铝铜及其合金切削用量υc f υc f υ c f /(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 铰刀直径6~ 10 2~6 0.3 ~ 0.5 1.2 ~5 0.3 ~ 0.4 8~ 12 0.3 ~0.5 10~15 2~6 0.5 ~1 1.2 ~5 0.4 ~ 0.5 8~ 12 0.5 ~1 15~25 2~6 0.8 ~ 1.5 1.2 ~5 0.5 ~ 0.6 8~ 12 0.8 ~1.5 25~40 2~6 0.8 ~ 1.5 1.2 ~5 0.4 ~ 0.6 8~ 12 0.8 ~1.5 40~60 2~6 1.2 ~ 1.8 1.2 ~5 0.5 ~ 0.6 8~ 12 1.5 ~2表 4 镗孔切削用量工件资料铸铁钢及合金钢铝及其合金工序切削用量υc fυc f υ c f刀具资料/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r)高速钢20~2515~300.35 ~0.7100~ 150 0.5 ~ 1.5粗加工35~50 0.4 ~0.45100~ 250 合金 50~70高速钢20~35 15~50 0.15 ~0.45100~ 2000.2 ~ 0.5半精加工50~70 0.15 ~ 0.45 合金 95~135高速钢70~90D1 级<0.08 0.02 ~0.15150~ 4000.06 ~ 0.1精加工100~135合金D 级 0.12 ~0.152)孔加工的加工余量表 5 中列出在实体资料上的孔加工方式及加工余量,供选择时参照。
加工中心训练图纸高级
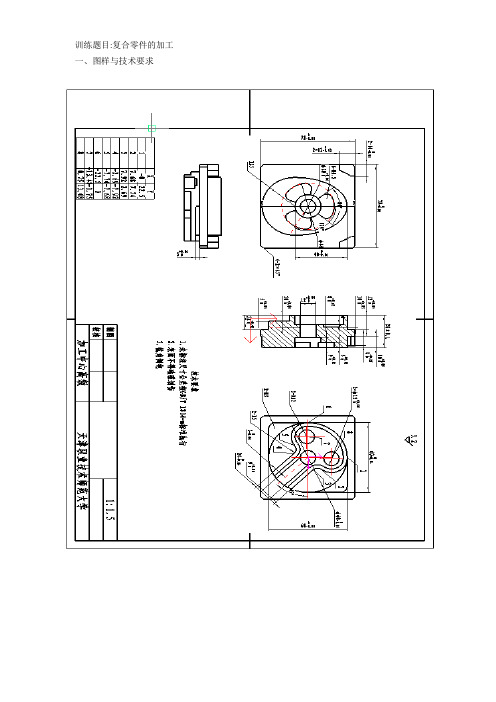
训练题目:复合零件的加工一、图样与技术要求零件立体图 零件图训练要点:1.能够编制平面铣削程序2.能够编制含直线插补、圆弧插补二维轮廓的加工程序3.能够宏程序编制椭圆程序 二、工艺规程设计1. 刀具及切削参数选择选择合理的刀具加工参数,对于金属切削加工能取到事半功倍的效果。
根据加工对象的材质,刀具的材质和规格,从金属切削参数书籍中查找刀具线速度、单刃切削量,确定选用刀具的转速、进给速度,参考切削参数如表1-1:表1-12.工艺规程安排如下:(工艺路线)从图纸分析,零件加工第一次装夹,夹持75mm 的外形加工72 0 -0。
04x72 0 —0。
04mm 方,深10+0.04mm 椭圆与圆相接的外轮廓,深8+0.04 0mm 的两个小突台,深9+0。
04 0mm ø20+0.040mm 的圆槽,深5+0.04 0mm 的三个扇形内轮廓和ø12+0.04 0mm 的通孔。
零件加工第二次装夹,夹持72mm 的外形加工薄壁轮廓外侧深5+0.04 0mm ,薄壁轮廓内侧8+0.04 0mm ,ø60 0 -0。
04mm 的外圆深9+0.04 0mm ,深12+0.04 0mm60 0 —0.04x60 0 —0。
04mm 方和薄壁轮廓内侧深10+0。
04 0mm 的槽,及2—ø12深10+0。
04 0mm 的两个圆槽。
表1-2 零件加工工艺卡刀具 切削速度v (mm/min )每刃进给量f (mm/刃)主轴转速S (r/min ) 进给速度F (mm/min )备注 ø 12mm 立铣刀 60 0.05 1600 200 粗加工 ø8mm 立铣刀30 0.05 1200 240 粗加工 600.052400300精加工三、参考程序表2-2 零件加工程序加工简图程 序说 明25粗铣薄壁轮廓内侧深10+0.04 0mm 的槽 T2 ø8 H02 D02 1200 240 T2 26 粗铣2—ø12深10+0.04 0mm 圆槽 T2ø8 H02 D02 1200 240 T2 27 精铣薄壁轮廓外侧深5+0.04 0mm T2ø8 H02 D02 2400 300 T2 28精铣薄壁轮廓内侧8+0。
加工中心常用切削参数表
E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E25R5 E25R5 E25R5 E25R5 E25R5 E25R5 E32R6 E32R6 E32R6 E32R6 E32R6 E32R6
0.5 22 1200 2000 60 \ 0.5 29 1500 2000 60 \ 0.4 14 2000 2000 11.2 0.8 25 2000 2000 480 64
0.2 0.2 1800 2300 120 \ 0.2 0.2 2000 2200 120 \ 0.25 0.3 2000 2200 240 \ 0.1-0.5 0.1-0.5 2000 2200 0.21
0.2 22 1000 2300 60 \ 0.2 29 1000 2200 60 \ 0.2 14 500 2000 \ \ 0.2 25 700 2000 \ \
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-86, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在100以下 刀长在100以下 刀长在100以下 刀长在100以下 刀长在100以下 刀长在100以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下
CNC各种材料选用刀具与转速参数表

CNC各种材料选用刀具与转速参数表
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
(完整版)加工中心新刀具常用切削参数参照表1
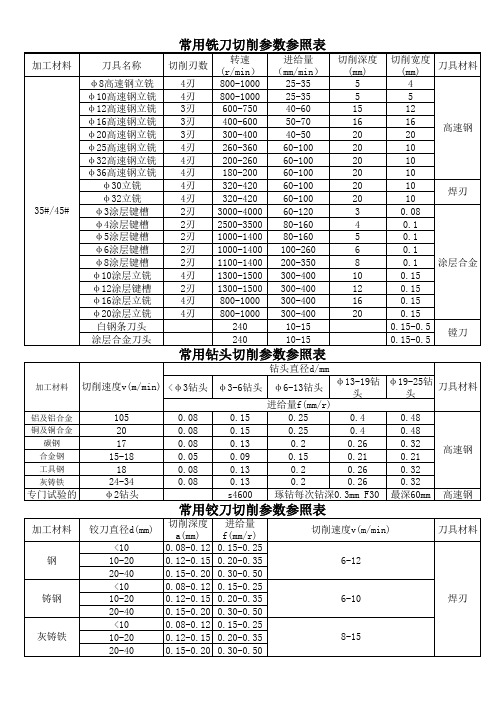
常用圆鼻刀切削参数参照表
加工材料 ZG275-485H
35#/45#
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
2刃 1100-1400 200-350
8
0.1 0.1 涂层合金
φ10涂层立铣
4刃 1300-1500 300-400
10
0.15
φ12涂层键槽
2刃 1300-1500 300-400
12
0.15
φ16涂层立铣
4刃 800-1000 300-400
16
0.15
φ20涂层立铣
4刃 800-1000 300-400
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
切削宽度 (mm)
刀具材料
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
铜料加工参数参考表
进给 1500-1800 1500-1600 1300-1500 1300-1500 1300-1500 1000-1300 800-1000 800-1000 700-900 500-600
400
每刀切削深度
步距 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 50%(刀具直径) 50%(刀具直径) 50%(刀具直径) 50%(刀具直径) 50%(刀具直径) 50%(刀具直径) 50%(刀具直径) 为50%-75%,平面光面时步距一般为30%刀具直径
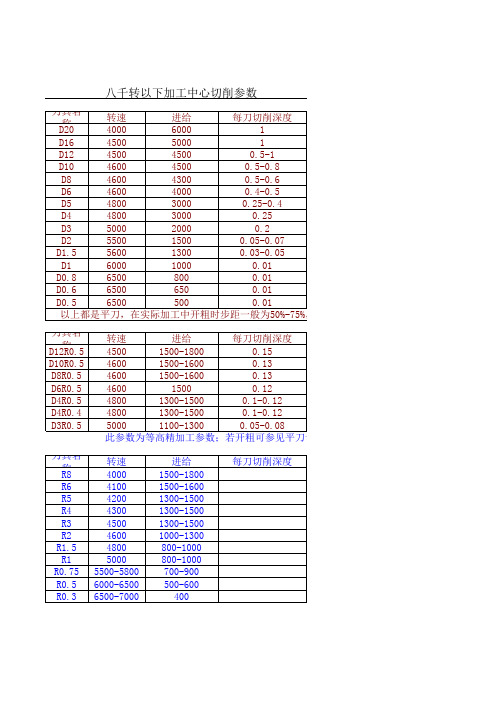
八千转以下加工中心切削参数
刀具名 D称20
转速 4000
进给 6000
每刀切削深度 1
D16
4500
5000
1
D12
4500
4500
0.5-1
D10
4600
4500
0.5-0.8
D8
4600
4300
0.5-0.6
D6
4600
4000
0.4-0.5
D5
4800
3000
0.25-0.4
D4
0
0.1-0.12
5000
1100-1300
0.05-0.08
此参数为等高精加工参数;若开粗可参见平刀切削参数,并可适当加快。
刀具名 称R8 R6 R5 R4 R3 R2 R1.5 R1
R0.75 R0.5 R0.3
转速 4000 4100 4200 4300 4500 4600 4800 5000 5500-5800 6000-6500 6500-7000
0.25
加工中心刀具切削参数

加工中心刀具切削参数
CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。
光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
本参数针对普通CNC机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
表一(飞刀开粗以45号钢为例)
表二(进口白钢平刀开粗铝合金 45号钢)
表三(白钢球刀光刀铝合金 45号钢)
表四(钨钢球刀光面 45号钢不锈钢)
表五(钨钢平刀光刀 45号钢不锈钢)
表六(白钢平刀光刀铝合金 45号钢)。
CNC加工中心切削参数表

粗加工参数指材料 硬度在HRC30-50, 对于低0-50, 对于低于此硬度的 材料,切深可增大
刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长250-350 刀长250-350 刀长250-350 刀长250-350 刀长250-350 刀长250-350
0.8-2 36 1800 700-1000 4800 72 0.6 36 1800 1000 4800 72 0.5 36 800 1000 4800 72
0.3 0.5 1400 1400 600 0.225 0.3 0.5 1400 1200 600 0.225 0.3 0.5 1000 1200 600 0.225
E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E25R5 E25R5 E25R5 E25R5 E25R5 E25R5 E32R6 E32R6 E32R6 E32R6 E32R6 E32R6
普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通
aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率
钢料加工参数参考表

每刀切削深度
钢料加工参数参考表
步距 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 刀具名称 D16 D12 D10 D8 D6 D5 D4 D3 D2 D1.5 D1 D0.8 步距 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 75%(刀具直径) 50%(刀具直径) 50%(刀具直径) 50%(刀具直径) 50%(刀具直径) 50%(刀具直径) 50%(刀具直径) 50%(刀具直径) D0.6 D0.5
R0.3
要尽量避免中
步距 0.18-0.2(步进) 0.15-0.18 0.13-0.16 0.13-0.15 0.12-0.15 0.1-0.12 0.06-0.08 0.02-0.03 0.02 0.01 0.01
数参考表
最低转速为5000的雕铣机
转速 6000 9000 12000 12000 13000 13000 13000 14000 15000 15000 15000 15000 15000 15000 进给 9000 9000 9000 7000 6000 5000 4000 3500 3000 1200 1000 800 600 400 每刀切削深度 0.05 0.05 0.03-0.05 0.05 0.03-0.05 0.03 0.02 0.02 0.01 0.01 0.01 0.01 0.01 0.01 步距 75%刀具直径 75%刀具直径 75%刀具直径 75%刀具直径 75%刀具直径 75%刀具直径 75%刀具直径 75%刀具直径 50%刀具直径 50%刀具直径 50%刀具直径 50%刀具直径 50%刀具直径 50%刀具直径 50%刀具直径
数控加工参数表
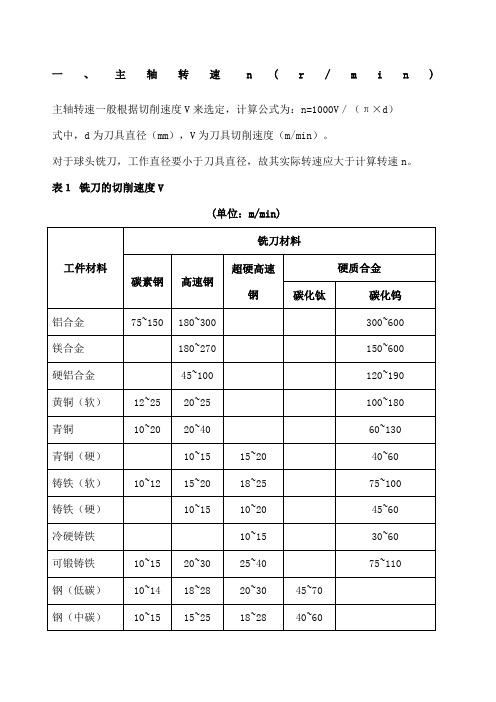
一、主轴转速n(r/m i n)主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
表1铣刀的切削速度V(单位:m/min)二、进给速度Vf(mm/min)Vf = fz×z×n式中n为主轴转速,z为铣刀齿数,fz为每齿进给量(mm/齿).每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。
工件材料的强度和硬度越高,fz越小;反之则越大。
硬质合金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,fz就越小。
1.铣削加工表2 铣刀每齿进给量fz(单位:mm/齿)2.镗削加工表3 镗孔切削用量3、攻螺纹攻螺纹前底孔直径的确定:攻米制螺纹螺距P<1mm:d0=d-PP>1mm:d0=d-(~)P式中P —螺距(mm)d0 —钻头直径(mm)d—螺纹公称直径(mm)攻不通孔螺纹钻孔深度=所需螺孔深度- d表4 攻普通螺纹前的底孔直径表5 攻英制螺纹前的底孔直径表6 攻螺纹切削速度(单位:m/min)4、钻孔加工表7 用高速钢钻头钻孔切削用量(f单位:mm/r)5、铰孔加工铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为~底孔直径=铰刀直径-(~)mm铰削加工时切削速度V取3~15m/min进给量f取~r注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择注:以上各表是加工中心和数控铣床常用的加工参数,供参考。
数控加工参数表

数控加工参数表 The manuscript was revised on the evening of 2021一、主轴转速n(r/min)主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
表1铣刀的切削速度V(单位:m/min)二、进给速度V f (mm/min)Vf = fz×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/齿).每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。
工件材料的强度和硬度越高,f z越小;反之则越大。
硬质合金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,f z就越小。
1.铣削加工表2 铣刀每齿进给量f z (单位:mm/齿)2.镗削加工表3 镗孔切削用量3、攻螺纹攻螺纹前底孔直径的确定:攻米制螺纹螺距P<1mm:d0=d-PP>1mm:d0=d-(~)P式中P —螺距(mm)d0 —钻头直径(mm)d—螺纹公称直径(mm)攻不通孔螺纹钻孔深度=所需螺孔深度- d表4 攻普通螺纹前的底孔直径表5 攻英制螺纹前的底孔直径表6 攻螺纹切削速度(单位:m/min)4、钻孔加工表7 用高速钢钻头钻孔切削用量(f单位:mm/r)5、铰孔加工铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为~底孔直径=铰刀直径-(~)mm铰削加工时切削速度V取3~15m/min进给量f取~r注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择注:以上各表是加工中心和数控铣床常用的加工参数,供参考。
加工中心刀具切削参数
加工中心刀具切削参数
CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。
光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
本参数针对普通CNC机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
表一(飞刀开粗以45号钢为例)
表二(进口白钢平刀开粗铝合金45号钢)
表三(白钢球刀光刀铝合金45号钢)
表四(钨钢球刀光面45号钢不锈钢)
表五(钨钢平刀光刀45号钢不锈钢)
表六(白钢平刀光刀铝合金45号钢)。
铜料加工参数参考表

Байду номын сангаас
步距 50%(刀具直径去圆角后的50%) 50%(刀具直径去圆角后的50%) 50%(刀具直径去圆角后的50%) 50%(刀具直径去圆角后的50%) 50%(刀具直径去圆角后的50%) 50%(刀具直径去圆角后的50%) 50%(刀具直径去圆角后的50%) 可参见平刀切削参数,并可适当加快。 步距 0.18-0.2(步进) 0.15-0.18 0.13-0.16 0.13-0.15 0.12-0.15 0.1-0.12 0.08-0.1 0.05-0.06 0.03-0.04 0.01 0.01
八千转以下加工中心切削参数
刀具名称 转速 进给 每刀切削深度 D20 4000 6000 1 D16 4500 5000 1 D12 4500 4500 0.5-1 D10 4600 4500 0.5-0.8 D8 4600 4300 0.5-0.6 D6 4600 4000 0.4-0.5 D5 4800 3000 0.25-0.4 D4 4800 3000 0.25 D3 5000 2000 0.2 D2 5500 1500 0.05-0.07 D1.5 5600 1300 0.03-0.05 D1 6000 1000 0.01 D0.8 6500 800 0.01 D0.6 6500 650 0.01 D0.5 6500 500 0.01 以上都是平刀,在实际加工中开粗时步距一般为50%-75%,平面光面时步距一般为30%刀具直径 刀具名称 D12R0.5 D10R0.5 D8R0.5 D6R0.5 D4R0.5 D4R0.4 D3R0.5 转速 进给 每刀切削深度 4500 1500-1800 0.15 4600 1500-1600 0.13 4600 1500-1600 0.13 4600 1500 0.12 4800 1300-1500 0.1-0.12 4800 1300-1500 0.1-0.12 5000 1100-1300 0.05-0.08 此参数为等高精加工参数;若开粗可参见平刀切削参数,并可适当加快。 进给 1500-1800 1500-1600 1300-1500 1300-1500 1300-1500 1000-1300 800-1000 800-1000 700-900 500-600 400 每刀切削深度
CNC加工中心 常用球刀精加工参数表

切削线速度(M/MIN) 150.72 226.08 301.44 301.44 314
切削线速度(M/MIN) 87.92 150.72 169.56 200.96 219.8
每刃进给 (MM) 0.04 0.08 0.1 0.12 0.14
刀具刃数 转速(RPM/MIN) 进给(MM/MIN)
2
加工材料:铝
球刀半径R(MM) 歩距(MM)
1
0.04
2
0.08
3
0.1
4
0.12
5
0.14
加工材料:普通 模具钢
球刀半径R(MM) 歩距(MM)
1
0.06
2
0.08
3
0.12
4
0.14
5
0.16
备注:
1. 以上是常用球刀精 加工参数 2. 刀具的伸出长度应 控制在刀径的4倍 内,超出此长度时请 适 3. 刀当具的的降偏低摆S与应F控制 在0.01MM内,超出 此值时请适当的降低 S与F
24000
1920
2
18000
2880
2
16000
3200
2
12000
2880
21Leabharlann 0002800每刃进给 (MM) 0.06 0.08 0.12 0.14 0.18
刀具刃数 转速(RPM/MIN) 进给(MM/MIN)
2
14000
1680
2
12000
1920
2
9000
2160
2
8000
2240
2
7000
2520
4. 请选择适合高速加 工的刀柄 5.请根据使用刀具品 牌,加工精度,加工 表面,加工形状的不 同适当调整加工参数
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
-0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.032--0.059 -0.032--0.059 -0.032--0.059 -0.032--0.059 -0.032--0.059 -0.032--0.059
刀具直径 E2 E2 E2 E2 E2 E2 E3 E3 E3 E3 E3 E3 E4 E4 E4 E4 E4 E4 E5 E5 E5 E5 E5 E5
种类 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层
E6 E6 E6 E6 E6 E6 E8 E8 E8 E8 E8 E8 E10 E10 E10 E10 E10 E10 E12 E12 E12 E12 E12 E12
高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层
侧刃切削 1 0.1 500 5500 50 0.783 0.1 1.5 800 5000 50 0.783 0.1-0.2 2 1000 3500 50 0.783 0.1-0.2 2 1000 3000 50 0.783
高速切削 9 0.06 1500 13000 60 0.81 9 0.06 1500 13000 60 0.81 9 0.06 1500 13000 60 0.81 9 0.06 1500 13000 60 0.81
底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削
高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削
4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4
aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率
0.2-0.3 4 1200 2950 50 0.783 0.2-0.3 6 1300 2800 50 0.783 0.25-0.5 8 1500 1750 60 1.087 0.25-0.5 10 1500 2000 60 1.566
9 0.06 1500 13000 60 0.81 9 0.06 1500 13000 60 0.81 15 0.2 1450 7950 60 4.35 18 0.24 1450 6600 60 6.26
参数 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4
切削参数 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率
侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削 高速推荐侧刃切削
刀具精度 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047
不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削