CNC加工中心 精加工切削参数计算表
CNC加工中心-精加工切削参数计算表

以下仅供参考
1.一般的选择原则是中等的每刃进给量,较小的轴向切深
p ,适当的径向切深
e
,高的切削速度。
2.使用球刀的切削速度要高于平刀的切削速度。
3.刀具的伸出长度不能超过直径的4倍,刀具过长切削参数需往下调整
4.适用刀具直径:D4-D12
高速铣削加工用量的确定主要考虑加工效率、加工表面质量、刀具磨损以及加工成本。
不同刀具加工不同工件材料时,加工用量会有很大差异,目前尚无完整的加工数据,可根据实际选用的刀具和加工对象参考刀具厂商提供的加工用量选择。
二、切削速度的计算
Vc=(π*D*S)/1000
Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)
S:转速(rpm)
例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpm
Vc=πds/1000
25=π*25*S/1000
S=1000*25/ π*25
S=320rpm
三、进给量(F值)的计算
F=S*Z*Fz
F:进给量(mm/min) S:转速(rpm) Z:刃数
Fz:(实际每刃进给)
例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
值)为多少?(Fz=0.25mm)
F=S*Z*Fz
F=2000*2*0.25
F=1000(mm/min)
(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供参考,感谢您的
支持)。
加工中心切削参数表

加工中心切削参数表CNC加工切削刀具参数⑴一般大小的钢料开粗时尽量选用Φ30R5,较大型的钢料尽量选用Φ63R6;⑶铜公2D外形光刀,高度50mm以下选用M12刀具;高度在50-70mm 之间,选用M16刀具;高度在70-85mm之间,选用M20;高度在85-120mm 之间,选用M25;超过120mm以上用Φ25R0.8、Φ32R0.8飞刀把加工;⑷较平坦的曲面或较高的外形曲面尽量选用Φ20R4、Φ25R5、Φ40R6作为光刀刀具;5. 钢料开粗时,Z下刀量0.5-0.7mm。
铜料开粗时Z下刀量1.0-1.5mm(内部开粗1.0mm,基准边开粗1.5mm)6. 平行式精铣时,ma×imum stepover按“精加工平行式最佳等高参数表”来设定。
精铣前余留量尽量留小点,钢料0.10—0.2mm。
铜料0.2--0.5mm。
不要使用R刀精锣面积大的平面8. 快速下刀至3mm高度使用F速下刀(相对加工深度)正常下刀F 速一律300mm/m,有螺旋下刀和外部进刀的Z下刀F速一律是900 mm/ m,有踩刀地方的Z下刀F速一律150mm/m,内部快速移动F 速一律是6500mm/m(必须走G01)。
9. 使用Φ63R6、Φ40R6、Φ30R5飞刀开粗时,余量留单边0.8mm,不能出现踩刀现象,不能使用Φ63R6加工范围较小的内型框。
挖槽开完粗后,要使用同一把刀具,将较大的平面再加工,保证底部留0.2mm余量,方便下一把刀具可以直接精加工工件底部。
10. 精铣前必须先用较小直径的刀将角位的余量粗清角,无法清角的地方,必须做曲面挡住,避免精铣时角位余量过多导致刀具损坏2、在二次开组选用参考刀具易造成过切或撞刀" R; _, b2 g q0 ^& f解决方法﹕在选用参考刀具时我们应当设置参考的刀具S" w+ N: m$ h) g! 比实际上一把刀具的直径大2~~3MM 牛鼻刀9 @( k* |/ z# q0 L/ S的话也要比之前的R角设置大点。
CNC数控加工常用计算公式,值得收藏!

CNC数控加工常用计算公式,值得收藏!一、三角函数计算1.tgθ=b/a ctgθ=a/b2.Sinθ=b/c Cos=a/c二、切削速度的计算Vc=(π*D*S)/1000Vc:线速度(m/min)π:圆周率(3.14159)D:刀具直径(mm)S:转速(rpm)三、进给量(F值)的计算F=S*Z*FzF:进给量(mm/min)S:转速(rpm)Z:刃数Fz:(实际每刃进给)四、残料高的计算Scallop=(ae*ae)/8RScallop:残料高(mm)ae:XY pitch(mm)R刀具半径(mm)五、逃料孔的计算Φ=√2R2X、Y=D/4Φ:逃料孔直径(mm)R刀具半径(mm)D:刀具直径(mm)六、取料量的计算Q=(ae*ap*F)/1000Q:取料量(cm3/min)ae:XY pitch(mm)ap:Z pitch(mm)七、每刃进给量的计算Fz=hm * √(D/ap )Fz:实施每刃进给量hm:理论每刃进给量 ap:Z pitch(mm) D:刀片直径(mm)八、冲模刀口加工方法刀口加工深度=板厚-刀口高+钻尖(0.3D)D表示刀径九、钻头钻孔时间公式T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vfL:钻孔全长N:回转数f:进刀量系数D:钻头直径v:切削速度钻头系数表fz直径mm进刀mm/rev1.6~3.20.025~0.0753.2~6.40.05~0.156.4~12.80.10~0.2512.8~250.175~0.37525以上0.376~0.625十、管牙计算公式1英寸=25.4mm=8分十一、马力(枪钻)W=Md*N/97.410W:所要动力(KW)Md:扭矩(kg-cm)N:回转数(r.p.m)十二、扭矩计算公式如下:Md=1/20*f*ps*r2f为进给量mm/rev系数r为钻头半径赛(mm)α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为300kg/m㎡;。
加工中心切削参数表

1450 -0.025--0.047 高速推荐侧刃切削
E10
高速涂层 4 S(转/min) 不提倡底刃切削 1750
7950 -0.025--0.047 高速推荐侧刃切削
E10
高速涂层 4 寿命(min) 不提倡底刃切削
60
60 -0.025--0.047 高速推荐侧刃切削
E10
高速涂层 4 金属去除率 不提倡底刃切削 1.087
1500 -0.025--0.047 高速推荐侧刃切削
E2
高速涂层 4 S(转/min) 不提倡底刃切削 5500
13000 -0.025--0.047 高速推荐侧刃切削
E2
高速涂层 4 寿命(min) 不提倡底刃切削
50
60 -0.025--0.047 高速推荐侧刃切削
E2
高速涂层 4 金属去除率 不提倡底刃切削 0.783
E12
高速涂层 4 S(转/min) 不提倡底刃切削 2000
E12
高速涂层 4 寿命(min) 不提倡底刃切削
60
E12
高速涂层 4 金属去除率 不提倡底刃切削 1.566
1450 6600 60 6.26
-0.032--0.059 高速推荐侧刃切削 -0.032--0.059 高速推荐侧刃切削 -0.032--0.059 高速推荐侧刃切削 -0.032--0.059 高速推荐侧刃切削
4.35 -0.025--0.047 高速推荐侧刃切削
E12
高速涂层 4 aa(mm)
不提倡底刃切削 0.25-0.5
18 -0.032--0.059 高速推荐侧刃切削
E12
高速涂层 4 ar(mm)
不提倡底刃切削
CNC数控加工参数计算

30012000来自0.025加工时间
Vf 每分钟工作台进给速度mm/min
L(加工总长度) /mm
Tc(加工时间)
500
4000
8
备注说明: Vc :切削速度 (m/min) n :主轴转速(rev/min)
Zn :刃数 Vf :每齿进给量(mm/z)
D :工件直径(mm) f :每转进给量(mm/rev) l :每分钟切削长度(mm/min) T :切削时间(min) R :已加工表面粗糙度理论值(um) rc :刀尖圆弧半径(mm) fn :每旋转一周进给量 ap :切削深度
∏ :圆周率 =3.14 Tc :加工时间(min)
切削用量是指切削时各运动参数的数值,它是调整机床的依据。切削用量包括切削速度v、进给量f和切削 这三者常称为切削用量三要素。 1.切削速度V: 切削速度是指主运动的线速度,单位为m/s(或m/min)。
V = pDn/1000
式中D:刀具最大切削直径。(mm) n:刀具的转速(r/s或r/min,应与V对应)。
2.进给量f: 进给量是指工件或刀具每转一周,刀具与工件之间沿进给方向的相对位移。 铣削时,由于铣刀是多齿刀具,所以规定了每齿的进给量af,单位是mm/z。
3.切削深度: 铣削时,这是指待加工表面与已加工表面的垂直距离,单位为mm。
度 速 给量
量 量
1000 1000
Vc(切削速度)m/min 32.028
Dc(铣刀公称直径)mm 10
n(主轴转速)rev/min 955.4140127
Vf(工作台进给量)进给速度 mm/min
300
fz(每齿进给量)mm/min 0.05
间
削速度v、进给量f和切削深度ap,
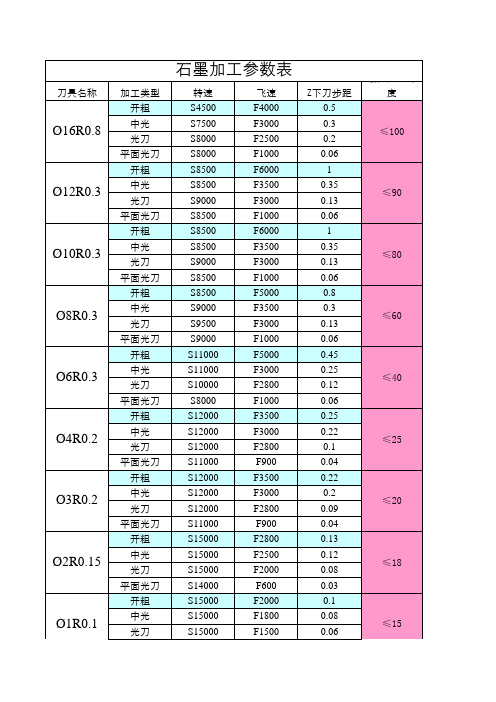
最全面的CNC切削参数表

≤60
≤50
≤45
≤35
≤30
≤28
≤25
≤25
≤20
≤15
≤6
≤4
开粗
S4500 S7500 S8000 S8000 S8500 S8500 S9000 S8500 S8500 S8500 S9000 S8500 S8500 S9000 S9500 S9000 S11000 S11000 S10000 S8000 S12000 S12000 S12000 S11000 S12000 S12000 S12000 S11000 S15000 S15000 S15000 S14000 S15000 S15000 S15000 S15000
≤15
R6 R5 R4 R3 R2.5 R2 R1.5 R1 R0.75 R0.5 R0.3 R0.2
中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀
F4000 F3000 F2500 F1000 F6000 F3500 F3000 F1000 F6000 F3500 F3000 F1000 F5000 F3500 F3000 F1000 F5000 F3000 F2800 F1000 F3500 F3000 F2800 F900 F3500 F3000 F2800 F900 F2800 F2500 F2000 F600 F2000 F1800 F1500 F500
Ø16R0.8
Ø12R0.3
Ø10R0.3
Ø8R0.3
Ø6R0.3
Ø4R0.2
Ø3R0.2
加工中心刀具切削用量表

线速度(米/分钟) 铝 高速钢铣刀 镀层硬质合金铣刀 硬质合金铣刀
加工中心刀具切削用量表
45# 60 100~300 100~300
淬硬钢 15~20
60
铸铁 15~20
30
15~20 60 30
S(转速)=线速度×1000/(直径×3.14) F(进给量)=刃数×每刃切削量×转速
每刃切削量 粗加 ~ 0.05
例:20MM硬质合金4刃铣刀精铣45#钢,线速度取60。每刃切0.05。则转速=60×1000/(20×3.14) =955,进给量=4×0.05×955=191。
以上是比较笼统的概括,适用于大多数铣刀、钻头、镗刀(不包括绞刀)加工工艺的计算。在实 际加工中还要针对不同实际情况做出调整。如:工件形状、余量大小、冷却条件、刀具磨损等。
每刃切削量参数的选择:如果太小小于0.02,那不是在切削,是在磨刀,如果太大大于0.2,那也 不是切削,是在撞击。所以并非转速越高,进给量越小越好切削,刀具必须处在一个合理的运动 状态下,才是均质、稳定的切削。
刀具加工中,对刀具寿命影响最大的是线速度,刀具商提供刀具的同时,应该会提供一份刀具针 对各种材料的线速度表,但刀具供应商的参数是在理想状态下得到的,在实际加工中,得打个 7~8折的。
面的CNC切削参数表
0.3
≤50
光刀
S10000
F2800
0.15
开粗
S11000
F3500
0.4
R4
中光
S11000
F3000
0.25
≤45
光刀
S12000
F2500
0.14
开粗
S12000
F3500
0.35
R3
中光
S13000
F3000
0.25
≤35
光刀
S13000
F2500
0.12
开粗
S12000
F3500
ቤተ መጻሕፍቲ ባይዱ
0.35
S8500 S9000
F3500 F3000
0.5 0.3
≤60
平面光刀
S8500
F1000
0.06
开粗
S8500
F5000
0.8
Ø8
中光
S9000
F3500
0.35
光刀
S9500
F3000
0.25
≤45
平面光刀
S9000
F1000
0.06
开粗
S11000
F5000
0.5
Ø6
中光 光刀
S11000 S10000
≤15
光刀
S15000
F1500
0.05
开粗
S16000
F1500
0.05
R0.3
中光
S16000
F1400
0.04
≤6
光刀
S16000
F1200
0.03
开粗
S16000
F1200
CNC加工切削参数表

備註:
1.以上參數主要針對銅材(電極銅)設定,不適合其他材質.
2.球刀加工步距以表面粗糙度作为标准(祥見注解).
3.筋條精加工程序F以正常值的40%为參考,Ap以正常值的50%为參考.
4.標注La\Lb為安全值,如超出安全刃長和刀長則F以正常70%為參考.
5.此參數為永進機床參數,牧野機床S和F可以1.5~2倍的正常值為參考,原則上保證S和F的正比變化.
6.預留給精加工程式的餘量以0.05~0.2mm為宜,如留量過大,須考慮增加中加工或以正常F的70%為參考.
7.以上粗加工參數以等高加工模式為依據,精加工標注"側刃〞以側面加工模式為依據,標注〞平面〞以平面加工模式為依據 球刀以投影加工模式為依據,其他則以等高加工為依據.。
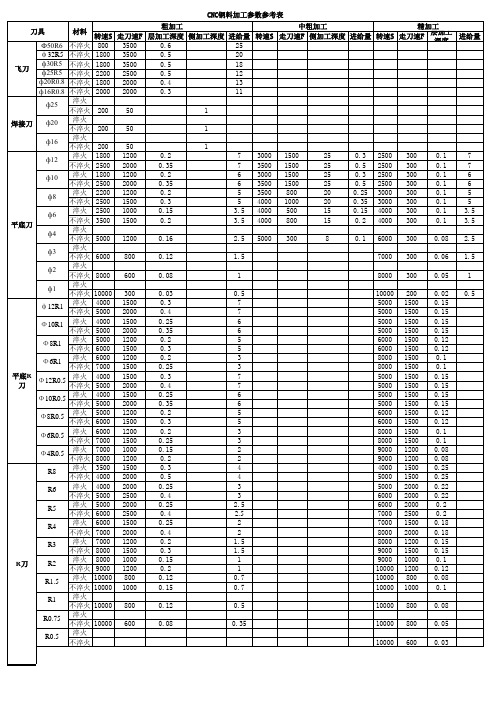
CNC加工中心切削参数表

粗加工参数指材料 硬度在HRC30-50, 对于低0-50, 对于低于此硬度的 材料,切深可增大
刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长250-350 刀长250-350 刀长250-350 刀长250-350 刀长250-350 刀长250-350
0.8-2 36 1800 700-1000 4800 72 0.6 36 1800 1000 4800 72 0.5 36 800 1000 4800 72
0.3 0.5 1400 1400 600 0.225 0.3 0.5 1400 1200 600 0.225 0.3 0.5 1000 1200 600 0.225
E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E25R5 E25R5 E25R5 E25R5 E25R5 E25R5 E32R6 E32R6 E32R6 E32R6 E32R6 E32R6
普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通
aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率
加工中心切削速度和进给速度参数
加工中心在切削过程中,切削速度和进给速度是两个重要的参数,它们直接影响到加工效率和加工质量。
下面分别介绍如何计算和选择切削速度和进给速度。
1. 切削速度计算:
切削速度(Vc)是根据刀具的材质、工件材料、切削深度和刀具齿数等因素来选择的。
一般来说,切削速度越高,加工效率越高,但同时也会导致刀具磨损加剧。
切削速度的计算公式如下:
Vc = fz * z * s / 1000
其中:
- Vc:切削速度,单位为m/min;
- fz:每齿进给量,单位为mm/r;
- z:刀具齿数;
- s:刀具转速,单位为r/min。
2. 进给速度计算:
进给速度(F)是根据加工中心的主轴转速、刀具齿数和切削深度等因素来选择的。
进给速度越高,加工效率越高,但同时也会影响加工质量。
进给速度的计算公式如下:
F = Vc * n / 1000
其中:
- F:进给速度,单位为mm/min;
- Vc:切削速度,单位为m/min;
- n:主轴转速,单位为r/min。
3. 参考数值:
在实际加工中,不同材料和刀具的切削速度和进给速度会有所不同。
以下是一些常见的参考数值:
- 高速钢刀具:切削速度Vc 约为10-50 m/min;
- 硬质合金刀具:切削速度Vc 约为50-200 m/min;
- 涂镀刀具:切削速度Vc 约为100-300 m/min;
- 陶瓷或钻石刀具:切削速度Vc 约为300-1000 m/min。
切削用量表

附2:切削用量表:
1.铣削速度V :指铣刀旋转时的圆周线速度,单位为m /min 。
计算公式:v=1000
n
d π
式中:d------铣刀直径,mm
n------主轴(铣刀);转速,r /
mm
从上式可得到:主轴(铣刀);转速 n=
d
v
1000 π 铣削速度v 推荐值
2.进给量F: 在铣削过程中,工件相对铣刀的移动速度称为进给量。
有三种表示方法:
1) 每齿进给量a f :mm/z 2) 每转进给量f :mm/r 3)
每分钟进给量v f :mm/min
三种进给量的关系为:v f=f·n=a f·z·n
1)铣削宽度a e:铣刀在一次进给中所切掉工件表层的宽度,单位为mm。
一般取铣刀直径的50%~60%
2) 背吃刀量a p:铣刀在一次进给中切掉工件表层的厚度,单位为mm。
一般粗加工立铣不得超过7mm,端铣2~5mm,精铣约0.1mm~0.5mm。
加工中心CNC切削参数表(大全)
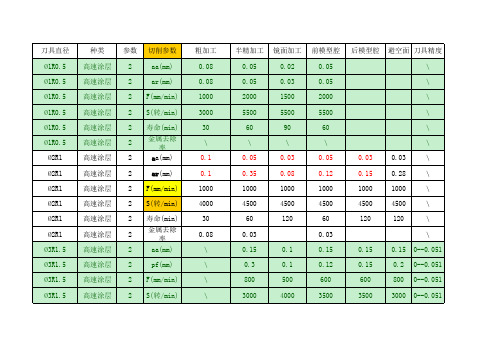
高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层
飞刀 飞刀
2 S(转/min)
\
1500
2 寿命(min)
\
60
2
金属去除 率
\
\
2
aa(mm)
\
0.3
2
ar(mm)
\
0.78
2 F(mm/min)
\
参数 切削参数
2
aa(mm)
2
ar(mm)
2 F(mm/min)
2 S(转/min)
2 寿命(min)
2
金属去除 率
2
aa(mm)
2
ar(mm)
2 F(mm/min)
2 S(转/min)
2 寿命(min)
2
金属去除 率
2
aa(mm)
2
pf(mm)
2 F(mm/min)
2 S(转/min)
粗加工 0.08 0.08 1000 3000 30
ar(mm)
\
Ø8R4
高速涂层 2 F(mm/min)
\
40
60
0.2 0.3 1000 3000 50
0.1 0.12 600 3500 70
0.3 0.6 1200 2000 60 \ 0.3 0.69 1100
0.15 0.15 1400 2200 90
\ 0.15 0.17 1300
40
0.1 0.18 800 3200 50
0.2 0.37 1400 1800 90
0.3 0.38
1500 0--0.051 90 0--0.051
CNC加工参数参考表
加工中心切削用量选用表

加工中心切削用量选用
表
The manuscript was revised on the evening of 2021
加工中心切削用量参照表
表1 8-20高速钢立铣刀粗铣切削用量参考值
表2 硬质合金面铣刀加工平面时的切削用量
表3 涂层硬质合金铣刀的切削用量
注:铣削端面时切削深度为轴向切削深度,铣削侧面时切削深度为径向切削深度。
表4 高速钢钻头钻孔时的进给量
加工中心切削用量参照表
表1 8-20高速钢立铣刀粗铣切削用量参考值
表2 硬质合金面铣刀加工平面时的切削用量
表3 涂层硬质合金铣刀的切削用量
注:铣削端面时切削深度为轴向切削深度,铣削侧面时切削深度为径向切削深度。
表4 高速钢钻头钻孔时的进给量。
切削参数表(铣刀)

铣削用量的选择
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000
式中D——铣刀直径,mm;
N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D
铣削速度V推荐值
2进给量
在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:
铣刀每转过一个齿,工件沿进.给方向移动的距离, (1) 每齿进给量a
f
单位为mm/z。
(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距
离, 单位为mm/r.。
(3) 每分钟进给量V f铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.
zn
三种进给量的关系为: V f=a
f
——每齿进给量,mm/z。
.
式中a
f
z——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
(mm/z.) 推荐值
铣刀每齿进给量, a
f
3铣削层用量
铣刀在一次进给中所切掉工件表面的宽度,单位为(1)铣削宽度a
e
mm。
.
一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(切削深度) 铣刀在一次进给中所切掉工件表面的厚(2)背吃刀量a
p
度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
一般立铣刀粗铣时的背吃刀量以不超过铣刀半径为原则,以防背吃刀量过大而造成刀具的损坏,精铣时约为0.05~0.30mm;端铣刀粗铣
时约为2~5mm,精铣时约为0.10~0.50mm.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
以下仅供参考
1.一般的选择原则是中等的每刃进给量,较小的轴向切深
p ,适当的径向切深
e
,高的切
削速度。
2.使用球刀的切削速度要高于平刀的切削速度。
3.刀具的伸出长度不能超过直径的4倍,刀具过长切削参数需往下调整
4.适用刀具直径:D4-D12
高速铣削加工用量的确定主要考虑加工效率、加工表面质量、刀具磨损以及加工成本。
不同刀具加工不同工件材料时,加工用量会有很大差异,目前尚无完整的加工数据,可根据实际选用的刀具和加工对象参考刀具厂商提供的加工用量选择。
二、切削速度的计算
Vc=(π*D*S)/1000
Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)
S:转速(rpm)
例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpm
Vc=πds/1000
25=π*25*S/1000
S=1000*25/ π*25
S=320rpm
三、进给量(F值)的计算
F=S*Z*Fz
F:进给量(mm/min) S:转速(rpm) Z:刃数
Fz:(实际每刃进给)
例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
值)为多少?(Fz=0.25mm)
F=S*Z*Fz
F=2000*2*0.25
F=1000(mm/min)。