injection molding machine
伊之密A5標準型高端伺服注塑機說明書说明书

A5標準型高端伺服注塑機New A5, Excellent As Always一樣的傑出不一樣的A5A5 Series Standard High-end ServoInjection Molding Machine地址:中國廣東省佛山市順德區大良五沙居委會順昌路12號Address: No.12, Shunchang Road, Daliang, Shunde, Foshan, Guangdong Province, China 528306TEL:86-757-29262215Email:*****************D e s i g n e d b y Y i z u m i i n N o v e m b e r 2018廣東伊之密精密注壓科技有限公司Guangdong Yizumi Precision Injection Molding and Die Casting Technology Co., Ltd.About Yizumi0102We aspire to becomea world-class enterprise in our field!伊之密順德容桂總部Yizumi’s headquarters in Ronggui, Shunde蘇州吳江生產基地Wujiang production base in Suzhou順德五沙生產基地Wusha production base in Shunde宗旨:使命:願景:Aim: Mission: Vision:伊之密公司簡介立志成為所在領域世界級企業輕合金及高分子複合材料模型成型工藝的廣泛應用,改變了近代的工業製造模式,使低成本大批量生產成為可能。
今天,以鋁、鎂、鋅為代表的輕合金,及以塑膠、橡膠為代表的高分子複合材料,已成為工業製品和消費產品不可或缺的重要組成原料,從而帶動相關的模壓成型裝備的飛速發展。
2002年,公司在佛山市順德區容桂鎮四基生產出第一台伊之密塑膠注射成型機,隨後,伊之密相繼推出鋁、鎂、鋅合金壓鑄機、橡膠注射機和機器人自動化集成系統,並得到了越來越多模壓成型行業知名客戶的認可和信賴。
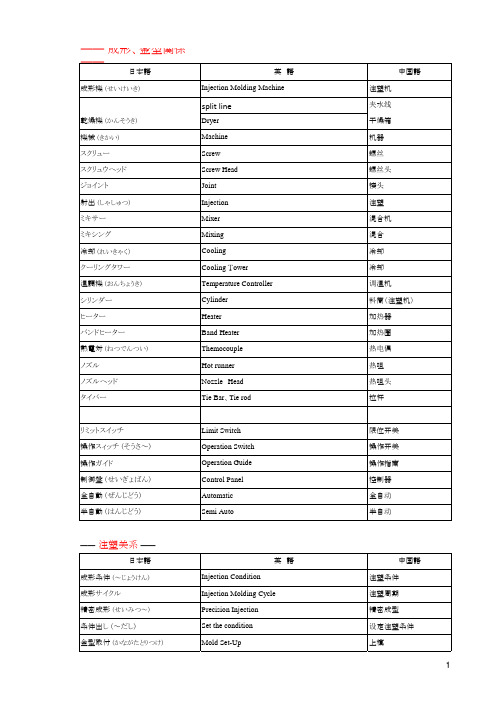
日语机械模具术语

マスター.バッチ マスター.バッチ Master Batch 色母
パウダー パウダー Powder 色粉,粉,粉末
ドライ.カラー ドライ.カラー Dry Color 色粉,干色料
ペレット ペレット Pellet 粒,塑胶粒
ガラス繊維 ガラス.せんい Glass Fiber / Fibrous Glass 玻璃纤维
センターゲート センター.ゲート Center Gate 中心浇口
スプルーランナー スプルー.ランナー Sprue Runner 注口,流道料
クリアランス クリアランス Clearance 间隔,余隔
スプルー スプルー Sprue 注流道,注塑口
ランナー ランナー Runner 流道,流道料
パージ材 パージ.ざい Purge Material 清机胶料,过料
樹脂温度 じゅし.おんど Resin Thermal 胶料温度
型温 かたおん Mold Thermal 模温
ヒートアップ ヒート.アップ Heat UP 升温,升热
空打ち からうち Air Shot 空射胶,空打
エアベント エア.ベント Air Vent 散气孔,通风口
ガス抜き ガス.ぬき Breathing 排气,排气
アニール アニール Anneal 热处理,退火
オーバー.パッキング オーバー.パッキング Over Packing 过充填
型傷 かたきず Mold Mark 模伤,模痕
ショック ショック Shock 冲击,打击 ダメージ ダメージ Damage 损坏,损伤
金型取付 Mold Set-UP 上模,安装模具
型降ろし かながた.おろし Mold Down 落模,下模
注塑工艺流程英文简介

注塑工艺流程英文简介Injection Molding Process Flow.Injection molding is a manufacturing process for producing parts by injecting molten plastic material into a mold. It is commonly used for mass-producing plastic products such as toys, containers, and automotive parts. The process involves several key steps:1. Mold Design and Construction:The first step is to design and construct the mold. The mold consists of two halves (a cavity and a core) that come together to form the desired shape of the part. The cavity is the negative form of the part, while the core creates any internal features or holes. The mold is typically made of steel or aluminum and is designed to withstand the high pressures and temperatures involved in the injection molding process.2. Material Selection:The next step is to select the plastic material to be used. There are a wide variety of plastic materials available, each with its own unique properties and applications. Some of the most common plastic materials used in injection molding include polyethylene (PE), polypropylene (PP), polystyrene (PS), and acrylonitrile butadiene styrene (ABS).3. Material Preparation:Once the plastic material has been selected, it is prepared for injection molding. This involves drying the material to remove any moisture, which can cause defects in the molded part. The material is then typically pelletized or granulated into small, uniform particles.4. Injection Molding Machine:The injection molding machine is the equipment used to inject the molten plastic material into the mold. Themachine consists of a hopper, a heating chamber, aninjection unit, a mold clamping unit, and a cooling system.5. Injection Process:The injection process begins by feeding the plastic pellets into the hopper. The pellets are then heated in the heating chamber until they melt. The molten plastic is then injected into the mold cavity by the injection unit. The injection unit is a plunger or screw that forces the molten plastic into the mold under high pressure.6. Molding:Once the molten plastic has been injected into the mold, it is held under pressure until it cools and solidifies.The cooling time varies depending on the size andcomplexity of the part, as well as the type of plastic material used.7. Ejection:After the part has cooled and solidified, it is ejected from the mold. This is typically done using ejector pins or a knockout mechanism.8. Finishing:The ejected part may require additional finishing operations, such as trimming, sanding, or painting. These operations are typically performed to remove any imperfections or to improve the appearance of the part.Advantages of Injection Molding:High production rates and short cycle times.Ability to produce complex and intricate parts.Precision and dimensional accuracy.Wide range of material options.Cost-effective for mass production.Disadvantages of Injection Molding:High initial investment costs for mold design and construction.Limited to thermoplastic materials.Potential for defects and rejects.Environmental concerns related to plastic waste.。
国际品牌注塑机汇总注塑机排行榜
国际品牌注塑机汇总注塑机排行榜注塑机(Injection Molding Machine)是一种广泛应用于制造业的设备,主要用于将熔化的塑料注入模具中,进行成型和制造各种塑料制品。
国际品牌的注塑机注重技术创新和质量保证,具有高效、稳定和可靠的性能。
本文将对一些知名的国际品牌注塑机进行汇总和排行。
以下是一些常见的国际品牌注塑机:1. Engel:奥地利的Engel公司是世界上最大的注塑机制造商之一、Engel注塑机以其先进的技术和高品质的性能而闻名。
该公司的系列产品覆盖了从微型注塑机到大型注塑机的各个范围。
Engel注塑机具有高效的能耗、精确的注塑过程控制和高度自动化的生产。
2. Arburg:德国的Arburg是一家专注于注塑机制造的公司。
Arburg注塑机具有卓越的质量和性能,广泛应用于各个行业。
该公司的注塑机产品线包括全电动注塑机、液压注塑机和混合动力注塑机。
Arburg注塑机以其高度的精确性和可靠性而受到行业的广泛认可。
3. Haitian:中国的Haitian是世界上最大的注塑机制造商之一、Haitian注塑机以其高性价比和稳定的性能而受到广泛欢迎。
该公司的注塑机产品线包括从小型注塑机到大型注塑机的各个尺寸。
Haitian注塑机具有先进的控制系统和高效的能耗。
4. Sumitomo:日本的Sumitomo注塑机以其高品质和可靠性而出名。
该公司的注塑机产品线包括全电动注塑机和液压注塑机。
Sumitomo注塑机具有高度的精确性和稳定性,可以满足不同行业的生产需求。
5. KraussMaffei:德国的KraussMaffei是一家知名的注塑机制造商。
该公司的注塑机产品线包括全电动注塑机、液压注塑机和混合动力注塑机。
KraussMaffei 注塑机以其高质量、高性能和高度的创新性而受到行业的认可。
6. Toshiba:日本的Toshiba是一家具有悠久历史的注塑机制造商。
该公司的注塑机产品线包括全电动注塑机和液压注塑机。
模具专用语中日英对照
Color Change Resin Thermal Mold Thermal Heat Up Air Shot Try ,Trial Mold Release Mold Release Agent
英 語 Mold Mark Damage Sink Mark Short Shot Flash String Flash White Mark Flow Mark Burm Mark black Spot Sticking Weld Flash Oil Mark Cracking Jetting Deform Warping Bend Torsion Uneven Color 模印 损伤 缩痕 没满胶 批锋 胶丝 顶白 流纹 烧黑印
中国語
粘模 无法脱模 进胶口 注口 流道料 注塑口 主流道 流道 流道料 散气孔 排气 加工中心 铣床 车床 平面磨床 钻床 火花机 线切割 氮化处理
熱処理 (ねつ~) 焼き入れ (やきいれ) 焼き戻し (やきもどし) アニーリング プリハードン鋼 硬度 (こうど) 柔らかい (やわらかい) 電極 (でんきょく) 入れ子 (いれこ) スライド ―― 成形、金型関係 ―― 日本語 染み (しみ) 剥がれ (はがれ) ネジバカ
中国語
异点,黑点 粘模 熔接线 结合线 料花 油印 裂开 气纹 变形 弯曲 翘曲 扭曲 颜色不均匀
3
偏肉 (へんにく) 気泡 (きほう) 縞 (しま) ―― 成形、金型関係 ―― 日本語 防錆剤 (ぼうせいざい) 抜けない (ぬけない) ゲート スプルーランナー スプルー ランナー エアベント ガス抜き (~ぬき) マシニングセンター 万能フライス盤 (ばんのう~ばん) 旋盤 (せんばん) 平面研削盤(へいめんけんさくばん) ボール盤 (~ばん) 放電 (ほうでん) ワイヤーカット 窒化処理 (~しょり)
Injection Molding Machine注塑行业必备

Injection molding machine selection tips1. Select right type injection molding machine:There is various type injection molding machines, such as standard injection machine, servo motor injection molding machine, high speed injection molding machine, double color injection molding machine.You should choose the right type according to your product and plastic material.For example, for big and thick product, if you want to save power, you can choose servo motor injection machine, because servo motor can control more precision. For some product made in special material, there is its special machine, like PET special machine, PVC special machine and PC special machine.It is important to choose the right type injection molding machine, because it can reach higher production efficiency.2. Make sure that the mould can be put into the injection molding machineFor each injection machine there are four tie bars, the mould size must small than the tie bar distance to ensure that the mould can be put into it.For example, if your mould size is 600*600*500, then the machine tie bar distance must bigger than 600*600. Someone may ask if the mould size is 500*600*500, how I can select tie bar distance. For this situation, you can select the machine according to the small length, that is to say, the machine with tie bar distance 510*510 is ok.Except tie bar distance, you also need to check the min and max mould height of injection machine to see whether the mould height is in this range.3. Make sure the product can be taken out after molding.For this you need to check the toggle stroke, if your product is not very high, generally, this is not the problem. But while your product is a pail which is deep, then you need to check the toggle stroke, as show in follow pic, toggle stroke must be more than twice of product height.Injection molding machine’s ten common waste1、Test mould/ change the mould often (product design/ mould design problem).2、Mechanical have many people (manufactured large, mould quality poor).3、Injection molding machine often stop production to repair the mould (mould maintenance work are poor).4、Injection molding machine fault, stop work to maintenance for a long time (injection molding machine maintenance poor).5、Unreasonable staffing (division unknown, duty is not clear)6、Don’t attach importance to training (training is the highest rate of return on investment).7、Each staff with low job skills, working quality poor.8、Technical/ management still stay in last level.9、Raw materials waste large, high rate of defective products, lot reject, power consumption, accommodation note or beyond yield production, high cost.10、Production planning arrangement inappropriate, often change injection molding machine.How to choose injection molding machine Typically, the important factors when choosing plastic injection molding machine include mold, product, molding requirements and so on. Therefore, you must collect or have the following information before making a choice: mold dimension (width, height, thickness), weight and special design; types and amount of the plastic (single or multiple plastic materials); dimensions and weight of injection molding product (length, width, height, thickness); molding requirements, such as quality condition, production speed and so on. In obtaining the above information, you can follow these steps to choose a suitable plastic injection molding machine:Choose the right type of plastic injection molding machine: make decision by the products and plasticThe plastic injection molding machine has a lot of types, so at the beginning, you should determine that what kind or which series of plastic injection molding machine is fit for the product. For example, for thermoplastic plastic or Bakelite resin or PET, the product is single color, two-color, multi-color, laminated or blending. In addition, some product requires high stability (closed loop), high precision, high injection speed, high injection pressure and rapid production (multi-loop) and so on.Able to put it on: the size of mold determine whether the internal spur of large column, the mold thickness, the minimum mold dimension and the mold plate size of plastic injection molding machine are suitable or not, to make sure that it is able to put mold on.The mold width and height must be less than or at least less than the internal spur of large column; The mold width and height must in the mold plate size range; the mold thickness should be between the thickness of plastic injection molding machine; The mold width and height must be fit with the minimum mold size recommended by the plastic injection molding machine.Able to put it out: the mold and product judge whether the “Opening Stroke” and “Ejector Stroke” are enough to remove the finished product.The opening stroke should at least larger than the product height along the opening direction more than twice, including the length of vertical sprue; ejector stroke should long enough to eject the finished product.Able to maintain locked: the product and plastic determine the tonnage of “clamping force”.When the raw materials inject into the mold cavity in a high pressure, it will create a bulging force, so the clamping unit of the plastic injection molding machine should provide sufficient “clamping force” so that the mold was not subject to distraction. The need of clamping force is calculated as follows:Clamping force = projected area of product in the direction of opening and closing mould (cm2) ×the number of mold cavity×in-mold pressure (kg/cm2);Projected area of product in the direction of opening and closing mould is generated by the product appearance size.In-mold pressure is different with different materials, generally take 350-400 kg/cm2. The machine clamping force is usually greater than 1.17 times of the bulging force.Enough injection quantity: the weight of product and the number of mold cavity determine the “injection quantity” and select the appropriate “screw diameter”.For stability purpose, the injection volume required for more than 1.35 times of the product, which means the product weight should less than 75% of the injection amount.Good injection: plastic determine “screw compression ratio” and “injection pressure” and other conditions.Some plastic requires a higher injection pressure and appropriate screw compression ratio for a good molding. So when choosing screw, it should considered about the demand of injection pressure and the problems of compression ratio. In general, smaller diameter screw provides higher injection pressure.High injection speed: confirm the injection speed.Some product requires a high injection speed to stabilize the injection molding, such as ultra-thin wall product. In this case, it is necessary to make sure that whether the injection speed and injection rate are enough or not, and whether accumulator and closed-loop control are necessary or not. Generally speaking, in the same condition, a screw in the plastic injection molding machine with high injection pressure has a lower injection speed, on the contrary, a screw with low injection pressure has a higher injection speed. So when choosing the screw diameter, injection volume, injection pressure, and injection rate (injection speed) should be cross considered.Dakumar is one of the Chinese leading innovators for plastic molding machine's researching and developing. It provides various plastic injection molding machines and plastic molding auxiliary machines, you can get what you want in Dakumar machinery Co.,Ltd.Injection molding machine classificationInjection molding machine by working ability classification, it is the injection molding machine most commonly used classification methods.Injection molding machine working ability, it that the injection molding machine injection volume. According to working ability classification, injection molding machine can divide into the following types:1、Subminiature injection molding machine clamping force is less than 160KN, a theoretical injection volume is less than 16cm32、Small injection molding machine clamping force are between the 1600~2000KN, a theoretical injection volume are between the 16~630cm33、Medium-sized injection molding machine clamping force are between the 2500~4000KN, a theoretical injection volume are between the 800~3150cm34、Large injection molding machine clamping force are between the 5000~12500KN, a theoretical injection volume are between the 4000~10000cm35、Huge injection molding machine clamping force is greater than 16000KN, a theoretical injection volume is greater than 16000cm3injection molding machineMost of the machines we use today are produced through injection molding machine. These machines are produced from most of our household equipment as well as many parts of vehicles, office and other industrial machinery. These machines have the real industry that is behind most of the industries we see today. The products of these machines are used widely and required in all spheres of the economy to run secondary industry and the economy.These injection molding machines are now produced with very high technology with the capability of producing small air conditioner vents to large plastic equipment that can weigh more than a ton. Therefore, the machines also vary in size starting from table tops and going up to many tons. The capabilities of the machine and their costs vary proportionately. Some machines have multiple moulds and can be used to produce a variety of products through one machine with various qualities while others are more generic and depend on producing only one machine.The injection moulding machines is called the same because it works by injecting the liquid plastic into the molds to produce the required products. Thermoplastic and thermosetting plastics are two types of polymers used as raw materials.The polymers are heated to a certain level so that they become liquid and then are injected into the cavity of the injection molding machine. The cavity is the strongest part of the machine, designed specifically to hold the liquid plastic in it until it solidifies and takes the shape. The cavity needs to be the toughest part of the machine as it has to me more resistible to temperature changes. As all products are required to be of the same quality, if the cavity expands or contracts due to the temperature changes, the quality of the products will suffer.The injection molding machines have two processes. The first process is called the injection process wherein the polymers are injected into the injection barrel and heated to the melting point to form the liquid. This plastic fluid is injected into the mold or the cavity where it will cool off and take the desired shape. The hydraulic or mechanical pressure is then applied to ensure that there is no trapped air in the mold. The liquid plastic is then left to solidify and take the desired shape without any problems due to uneven spread or trapped air. Once the plastic has solidified in the desired shape, an ejection process begins using the ejection mold and pins that carefully remove the plastic without any damage to it. The process is simplistic and the changes in technology have mainly changed the quality of work and no substantial change in the major molding process has come out for some time.The mold can be used repeatedly until it maintains the desired thickness and uniformity. Once the mold changes its appearance, wither the mold or the entire machine needs to be replaced. These machines are very expensive and specialized machines. A high quality machine can start go above a million dollars.Injection molding machine fault managementTo do well injection molding machine fault management and prevention work, we must grasp the causes of injection molding machine occurs, the typical accumulation of faults and failures often made of information and data, conduct failure analysis, emphasis on fault and fault mechanism of the law, strengthen routine maintenance, inspection and pre-repair. Fault management, to start proceedings following eight areas:Improving information and education, so that workers and maintenance workers operate consciously serious fault on the injection molding machine records, statistics, analysis, rationalization proposals put forward.In close connection with actual production and injection molding machine injection molding characteristics of the situation, the injection molding machine in use is divided into A, B, C three categories to determine the fault management focus.Use of monitoring instruments, the focus on key parts of injection molding machine in a planned monitoring, and found signs of failure and degradation of information.General injection molding machine to go through people’s senses and the general testing tools for routine check-point, roving inspection, regular inspection (including the accuracy check), good condition inspection, focusing on master failure-prone parts, bodies and parts technical condition and abnormal the phenomenon of information. At the same time to formulate inspection standards to determine the injection molding machine to normal, abnormal, fault boundaries.To carry out failure analysis, training, machine maintenance man to master fault injection analysis method.Fault record is to achieve the basis of injection molding machine fault management information, but also to conduct failure analysis, processing of the original basis, records must be complete and accurate. Injection molding machine maintenance workers on-site inspection and fault repair, it should be in accordance with “Repair of a single injection molding machine,” the contents of the fill, workshop mechanic on a monthly basis and submitted to the statistical analysis of injection molding machine, managing director.Injection molding machine repair workshop members In addition to routine failure to master circumstances, shall be assessed together, “Repair of single-” and the maintenance records. Through the fault data statistics, collate, analyze, calculate the frequency of various types of faultinjection molding machine, with an average failure interval, analyzing a single injection molding machine fault dynamics and key cause of the malfunction, failure to identify the occurrence of the laws in order to highlight the focus to take response, the fault information and analyzed data will be fed back to the planning department to arrange for repair or improvement of prevention programs, but also can be used as modify the periodic inspection interval, inspection based on the content and standards.Maintenance of an Injection Molding MachineThere are a number of important issues to address as far as the process ofcleaning injection molding machines is concerned. As these machines are widely used their maintenance, efficiency and uniform production of products are some issues that should be kept in mind.A deep understanding of your plastic injection molding machine and how it works is highly recommended. This is important both for the producer and the people depending upon products made by your machine.To keep up things working correctly, you have to care for them. For plastic injection molding machines you have to literally watch every component. The idea of taking preventive measures definitely applies when it comes to using and maintaining your plastic injection machines.It involves observation of such flaws which could cause breakdown and may stop work, which can result in a total loss for a company (Especially your company’s reputation).So a plan is needed in order to fully watch and avoid the machine from any possible damaging materials, processes and other related things in the main process of cleaning injection molding machines.1, Counteractive maintenance (A), fluid dynamic parts 1. Fluid dynamic reduction will result in increased fluid temperature, ready to mix the fluid with the atmosphere, and this puts a bad effect on the system. Shortage of fuel is resulted from an open hole in the system, maintenance flaw etc, so these things should be checked regularly for the system to work correctly.2. Fluid temperatureFluid temperature has an ideal range, from 45 to 50 degrees. In this range the system works perfectly fine. As the changes in temperature affect the viscous characteristic of the fluid, which in effect turns the pressure low or high. The pressure should also be in a fix range, many vital mechanic parts like valves and cylinders depend upon this pressure to work correctly. There is precision involved in the work and the system reflexes depend upon the pressure, so to maintain accuracy and efficiency, pressure should be in the correct range.3. Scheduled MaintenanceNo matter what you do, schedule the maintenance of your plastic injection molding machines and stick to it, this simple tip will ensure that your keep making quality product for a long time.The Technology of Injection Molding Machines(2011-05-27 10:14:30)Do you ever wonder how your plastic parts are made? In the plastic industry, the system of injection molding machine has been an integral part of providing different sectorsplastic products essentially used in healthcare, domestic areas, automotive, fashion and the like.In the process of manufacturing plastic parts, the technological capacity of the molding machine is significant to note. Triumph in this industry is established in superior technology, reliability and customer’s satisfaction and the largest suppliers of plastic products and services such as Husky and Nissei Corporation know this as truth. As we know, these plastic providers supply the automotive market of over 40% of plastic goods and half to the medical sector.Versatile ProcessSubstantial use of thermoplastics or a polymer that melts when heated is the main material for injection molding machine apart from thermosets, resin pellets or rubber. A uniform melt viscosity is needed for the process and care must be given to avert degradation of the polymer through the thermal course. The process is simple to understand in which the material is initially heated to become viscous and then forced into a ready made mold. The molten plastic solidifies instantly so the injection molding machine can operate to produce one solid plastic to the next.Mass ProductionInjection molding machine is the largest quantity processing approach that massively produces plastic parts in various shapes, sizes and dimensions. The manufacturers who utilize such ingenuity supply the whole market with needed plastic components and some people argue that these components can replace existing metal, glass, wood and other synthetic elements in the make and structure of several products, equipment and devices.VariationsThe injection molding machine covers a lot of bases. They are able to produce numerous amounts of plastic parts for different purposes. For instance, the Nissei’s hybrid injection molding machine has improved molding stability, energy saving function and an outstanding injection holding pressure that provide for an excellent molding performance. Other machines such as the electric and hydraulic types offer more and are mainstreamed in the market today.The injection molding machine has plenty of desirable features and it generates a considerable number of plastic products and this machine has developed to the more sustainable and practical equipment that greatly sustains the plastic industry as of this moment.Molding machine manufacturer,Injection molding machine manufacturerDo you know Dakumar Machinery Co., LTD?OK, now I’ll introduce Dakumar Machinery Co., LTD Zhejiang. Dakumar Machinery Co., LTD is an injection molding machine manufacturer,is a professional manufacturer of injection molding machine. In China, Dakumar Machinery Co., LTD is very famous, the team with the professional technology and rich experience.Dakumar Machinery Co., LTD is mainly production injection molding machine, the injection molding machine with top-level configuration, high technology and precision controlling.In recent years, in order to better meet the world markets, Dakumar keep on increase investment, from Germany, Japan, South Korea and Taiwan buy high precision equipments. Dakumar pursuit of excellence in manufacturing injection molding machines, to providing a complete injection molding strategy to customer’s requirements.Dakumar offering a complete configuration system, user can according to needs to choose a suitable injection molding machine. Such as standard injection molding machine, variable injection molding machine, servo power-save injection molding machine PVC injection molding machine, PET injection molding machine, high speed injection molding machine and so on. You can view Dakumar web site.Are you want to be an injection molding machine manufacturer, if you have other question you can contact us, send email for me,service10@.Injection molding machine classification characteristicsInjection molding machine according to injection unit and clamping device arrangement, can be divided into vertical injection molding machine and horizontal injection molding machine and vertical-horizontal injection molding machine.Their respective characteristics are as follows:Vertical injection molding machine features:1) Injection unit and clamping devices in the same vertical center line, and mould is along the direction opening and closing. The area is only about half of the horizontal injection molding machine, therefore, converted into an area about twice as productive or so.2) Easy insert molding, because the mould surface facing up, insert into the positioning easy, are used the template fixed, up template can moved machine, conveyor belt tension and robot each combination, it can easily achieve automatic insert molding.3) Mould by the level of the template bearing the weight up and down opening and closing movements, can’t happen this similar to the horizontal injection molding machine, due to mould weight caused forward, make template can’t open and close. Beneficial to keep the injection molding machine and the mould precision.4) Through simple robot can remove the plastic parts of each cavity is conducive to precision molding.5) Generally around the clamping device is open clamping, easy to configure various types of automate devices, adapted to the complex, sophisticated product’s automatic molding.6) Pull belt conveyer easy to install through the middle of the mould, is easy to realize automatic molding production.7) Easy to ensure the mold resin flow and mold temperature distribution of the consistency.8) Equipped a rotary table, move table and tilt table, easy to implement insert molding, composite molding mold.9) Small series production, the mould structure is simple, low cost and easy to uninstall.10) Withstood the test of many earthquakes, vertical injection molding machine due to the low gravity, relative to horizontal injection molding machine seismic is better. Horizontal injection molding machine features:1) That is big machine due to the injection molding machine low body, for the placement of the plant without height restrictions.2) The product can automatically fall occasions, without used of robot also can be automatically formed.3) Due to the injection molding machine low body, easy feeding, maintenance easy.4) Mould need through the crane to be installed.5) Multiple parallel arrangement, molding mold is easy to collect packages from the conveyor belt.Injection molding machine maintenance and fault cause analysis1.Injection molding machine large investment in fixed assets, production scale, consumption of more raw materials, labor productivity, high production value large. Is a labor-efficient production organization.2.Injection molding machine by mechanical, hydraulic, electrical, special auxiliary equipment, injection molding technology in accordance with the needs of organically combined high degree of automation, closely related to each other;injection molding machine in 3 straight Class 24h operation. If a component injection molding machine failure will result in downtime.3,injection molding machine, though simple, less workers, but the injection molding machine management and maintenance of high technical content, a large workload.So often to ensure the injection molding machine in good condition, we must strengthen the management of injection molding machines, and strictly control the fault injection molding machine. To achieve lower failure rates, reduced maintenance costs, extend theservice life of purpose.Fault injection molding machine, generally refers to the injection molding machine or system in use or reduce the loss of function of the event or phenomenon provisions.Injection molding machine Injection molding products to meet the enterprise requirements of the production process with the. Function of injection molding machine injection molding products embody its production activities in the existing value and the assurance of the injection molding (TodayHot) level. In the modern production of injection molding machine,injection molding machine as complicated structure, high degree of automation, hydraulic, electric and mechanical connection is very close, so injection molding machine failure, even a partial failure, will result in the injection molding machine shutdown .Injection molding machine failures directly affect the quantity and quality of products.Choosing the best injection molding machineChoosing the best injection molding machine can be a bit tricky for both the new entrepreneurs and those wanting to expand their business. In order to guarantee that your products will be of top quality, you need to consider the kind of injection molding machine for your operation.In the injection molding machine world, there are manufacturers that has come a long way. This includes Toshiba, Nissei, Engel, Boy, Arburg, Reed, Nigata, UBE, DeMaag, Mitsubishi, Toshiba, Husky, HPM, Sandretto, Cincinnati and Van Dorn. Although there are other manufacturers that produce injection molding machines, this list covers the most common among them all.All manufacturers listed produce multi shot, co-injection and the standard horizontal injection molding machines. Due to technological advancements, electricinjection molding machines have also been produced.What is the best injection molding machine?The answer to this question will depend largely on what you’re planning to produce. Of course, you first need to decide on your target market. Then, you should consider the desired product for your market and determine what molding process is used to manufacture these products.Upon gathering all the information you need, you will have a clearer idea of what kind of injection molding machineyou need to operate your business. For instance, if you’re aiming for simple molding products without special needs, then you should be shopping around for hydraulic clamps or standard toggle machines.If you wish to go for automobile parts, then a co-injection machine or a multi-shot injection molding machine will do the job. On the other hand, if your product will undergo insert molding, you should look around for vertical shuttle machines.Choose injection molding machineInjection molding machine before used for its type and size choose right or not, forinjection molding products production cost、quality and production efficiency have a greater impact. Before in choose injection molding machine, first should view injection molding machine manufacturer product instruction of the injection molding machine performance parameters. These values are expressed injection molding machine main performance characteristics, according to the some technical requirements of the production of plastic products (such as products with the raw material, brand, product quality and shape size) to find the instructions with the close parameter values, this parameter values corresponding to the injection molding machine model is to you want to buy injection molding machine. We should also look at the injection molding machine precision, speed and products precision level whether match condition with the products molding.In Specification mainly look data include: plastic injection products quality and shape size with equipment parameter values proportionate relationships, between the plastic injection products quality with the injection molding machine theory injection quantity proportionate relationships;another, should verify that the injection molding machine to be installed in the mold structure size and condition of injection molding machine match:Pull rod separationdistance should be larger than the mould width and height size, toconvenient mould assembly;Mould board size coincidence molding mould install time size requirement;The mold width and height dimensions should condition with the injection molding machine minimum mould size.RIM plastic molding productsRIM plastic molding products, it put two or more are provided with reactivity low viscosity liquid, according to certain proportion, mixing under in certain pressure and temperature condition, inject in a airtight molding mould immediately, after mould to move forward a single step reaction formed plastic products, this reaction process of plastic products called RIM.RIM plastic molding products used range, including automotive, electrical, electronic technology, furniture and construction, etc. This RIM plastic molding products mainly use polyurethane, another have polyurea, epoxy resin, unsaturated breast augmentation ester and nylon, etc.The reaction injection characteristics1) The reaction injection molding mould internal pressure is lower (general in 0.2~0.7MPa), so the clamping force is not large, like this mould manufacture can use aluminum alloy, able molding large area products.2) Can injection molding various structural complex shape (include sinews, convex。
中英文单词对照
high pressure soft tube Inner hexagon spanner Spanner Adjustable spanner Cross screwdriver straight screwdriver grease-gun high pressure soft tube wear resist ring tie bar seal dust proof ring approaching switch high pressure soft tube lubricant 制品名称 HTV LSR arrester bushing Cable joint nipple rotary drum auto shock absorption part dust-proof boot medical butyl rubber insulator skeleton oil seal auto rubber parts
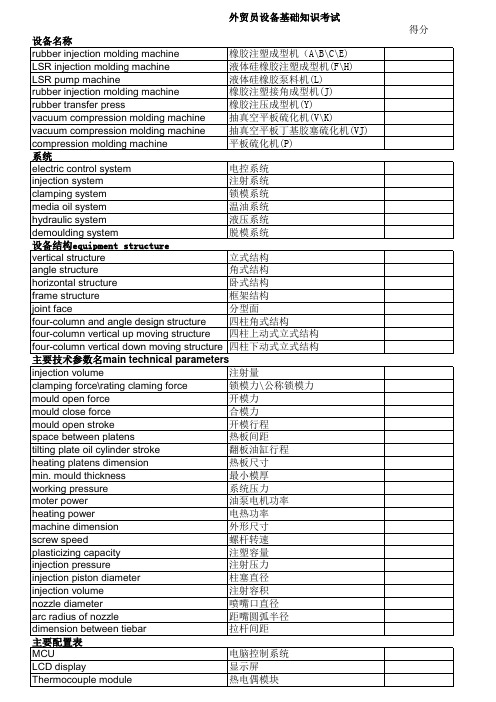
外贸员设备基础知识考试 得分 设备名称 rubber injection molding machine 橡胶注塑成型机(A\B\C\E) LSR injection molding machine 液体硅橡胶注塑成型机(F\H) LSR pump machine 液体硅橡胶泵料机(L) rubber injection molding machine 橡胶注塑接角成型机(J) rubber transfer press 橡胶注压成型机(Y) vacuum compression molding machine 抽真空平板硫化机(V\K) vacuum compression molding machine 抽真空平板丁基胶塞硫化机(VJ) compression molding machine 平板硫化机(P) 系统 electric control system 电控系统 injection system 注射系统 clamping system 锁模系统 media oil system 温油系统 hydraulic system 液压系统 demoulding system 脱模系统 设备结构equipment 设备结构equipment structure vertical structure 立式结构 angle structure 角式结构 horizontal structure 卧式结构 frame structure 框架结构 joint face 分型面 four-column and angle design structure 四柱角式结构 four-column vertical up moving structure 四柱上动式立式结构 four-column vertical down moving structure 四柱下动式立式结构 主要技术参数名main technical parameters 主要技术参数名 injection volume 注射量 clamping force\rating claming force 锁模力\公称锁模力 mould open force 开模力 mould close force 合模力 mould open stroke 开模行程 space between platens 热板间距 tilting plate oil cylinder stroke 翻板油缸行程 heating platens dimension 热板尺寸 min. mould thickness 最小模厚 working pressure 系统压力 moter power 油泵电机功率 heating power 电热功率 machine dimension 外形尺寸 screw speed 螺杆转速 plasticizing capacity 注塑容量 injection pressure 注射压力 injection piston diameter 柱塞直径 injection volume 注射容积 nozzle diameter 喷嘴口直径 arc radius of nozzle 距嘴圆弧半径 dimension between tiebar 拉杆间距 主要配置表 MCU 电脑控制系统 LCD display 显示屏 Thermocouple module 热电偶模块
lesson7 The Injection-molding Machine

Text
The Advantages of Injection Molding Are:
1.A high molding speed adapted for mass production is possible. 2.There is a wide choice of thermoplastic materials providing a variety of useful properties 3.It is possible to mold threads, undercuts, side holes, and large thin sections.
Text
In-line reciprocating screw injection-molding machine
Text
Injection-molding machine
Text
Reciprocating-screw Injection
1.The screw acts as a combination injection and plasticizing unit. 2. As the plastic is fed to the rotating screw, it passes through three zones as shown: feed, compression, and metering. 3. After the feed zone, the screw flight depth is gradually reduced, forcing the plastic to compress. The work is converted to heat by shearing the plastic, making it a semifluid mass. 半流质
注塑机行业的英文资料

注塑机行业的英文资料注塑机行业的英文资料IntroductionInjection molding is a widely used manufacturing process in the plastic industry. It involves injecting molten plastic into a mold cavity and allowing it to cool and harden, resulting in the production of various plastic products. The injection molding machine, also known as an injection molding press, is a crucial piece of equipment in this process. In this document, we will provide valuable English resources and information about the injection molding machine industry.1. Types of Injection Molding MachinesThere are different types of injection molding machines available, each designed for specific applications. Some common types include:Hydraulic Injection Molding MachinesElectric Injection Molding MachinesHybrid Injection Molding MachinesEach type has its advantages and disadvantages, and the choice depends on factors such as production requirements, cost, and energy efficiency. Understanding the different types of injection molding machines can help manufacturers make informed decisions.2. Components of an Injection Molding MachineTo better understand how an injection molding machine works, it is essential to familiarize oneself with its components. The main components of an injection molding machine include:Injection unit: responsible for melting and injecting the plastic material into the mold.Clamping unit: holds the mold in place and applies pressure during the injection process.Mold temperature controller: maintains the temperature of the mold to ensure proper cooling and solidification of the plastic.Control system: controls and regulates the various functions of the injection molding machine.Having a good understanding of these components will enable operators to troubleshoot and maintain the machine efficiently.3. Key Considerations in Selecting an Injection Molding MachineWhen selecting an injection molding machine, several factors should be taken into account. These include:Production volume: the required number of plastic products to be produced.Material: different materials have unique characteristics and may require specific injection molding machines.Mold size: the size of the mold determines the size and tonnage capacity of the injection molding machine.Automation and customization options: some machines offer advanced automation and customization features, which can improve productivity and efficiency.By carefully evaluating these considerations, manufacturers can choose the most suitable injection molding machine for their specific needs.4. Challenges and Solutions in the Injection Molding Machine IndustryThe injection molding machine industry faces a range of challenges, but solutions have been developed to overcome these issues. Some common challenges include:Energy consumption: injection molding machines can consume a significant amount of energy. However, newer models are designed with energysaving features to reduce power consumption.Material waste: minimizing material waste is crucial for costeffectiveness and environmental sustainability. Advanced injection molding machines are equipped with precise control systems that can optimize material usage.Maintenance and troubleshooting: regular maintenance is essential for the efficient operation of injection molding machines. Manufacturers provide comprehensive manuals and guidelines to assist operators in troubleshooting common issues.5. Future Trends in the Injection Molding Machine IndustryThe injection molding machine industry continues to evolve, driven by technological advancements and changing market demands. Some future trends include:Introduction of electric and hybrid machines: electric injection molding machines are gaining popularity due to their energy efficiency and reduced environmental impact. Integration of Industry 4.0 technologies: smart manufacturing concepts are being integrated into injection molding machines, allowing for improved monitoring, control, and predictive maintenance.Development of new materials: as the demand for innovative materials grows, injection molding machines need to be capable of processing these materials effectively.ConclusionThe injection molding machine industry plays a vital role in the production of plastic products. Understanding the different types of machines, their components, and key considerations for selection is essential for manufacturers in this industry. Overcoming challenges and keeping up with future trends will ensure the continued success and growth of the injection molding machine industry.。
注入机pfg的工作原理

注入机pfg的工作原理
注入机(Injection Molding Machine)是一种用于塑料制品制造的机械设备,以下是它的工作原理:
1. 装料:工作开始时,塑料粒子(通常为颗粒状)被放入注入机的料斗(Hopper)中。
然后,这些塑料粒子通过一个螺杆(Screw)或柱塞(Plunger)被推进到注射缸(Injection Cylinder)内。
2. 加热和熔化:注射缸内的塑料粒子被一个加热器(Heater)加热,使其熔化成为可注射的熔融塑料。
在螺杆驱动下,熔融塑料被从注射缸中推进到射嘴(Nozzle)。
3. 注射:当熔融塑料到达射嘴时,它会堆积在射嘴前端的射嘴孔(Nozzle Orifice)中。
注射动作开始时,射嘴会进一步向模具(Mold)移动,并将熔融塑料注入到模具的腔腹(Cavity)中。
4. 塑料制品成型:注射完成后,模具中的熔融塑料开始冷却和凝固。
一旦塑料充分冷却,模具会分离并打开,形成成品。
5. 模具循环:模具分离后,注射机螺杆会开始后退,将新的塑料粒子推送到注射缸中,准备下一次注射过程。
模具两侧再次闭合,开始新的注射循环。
注入机的工作原理基于物料熔化和注射的过程,通过控制温度、压力和注射速度等参数,可以实现对塑料的精确注射,用于制造各种形状和尺寸的塑料制品。
这一流程通常自动化进行,确保高效率、高质量的生产。
注塑成型工艺流程及条件介绍中英文对照

成型工艺流程及条件介绍Molding technique procedure and parameter introduction第一節成型工艺Section 1 molding technique.1.成型工艺参数类型Sorts of molding parameter.(1). 注塑参数Injection parameter.a.注射量Injection rate.b.计量行程Screw back positionc.余料量Cushiond.防诞量Sucking back ratee.螺杆转速Screw speedf.塑化量Plastic0 rateg.预塑背压Screw back pressureh.注射压力和保压压力Injection pressure and holding pressurei.注射速度Injection speed(2)合模参数Clamping parametera.合模力Clamping forceb.合模速度Clamping speedc.合模行程.Clamping stroked.开模力Opening forcee.开模速度Opening speedf.开模行程Opening positiong.顶出压力Ejector advance pressureh.顶出速度Ejector advance speedi.顶出行程Ejector advance position2.温控参数Temperature parametera.烘料温度Dry resin material temperatureb.料向与喷嘴温度Cylinder temperature and nozzle temperaturec.模具温度Mold temperatured.油温Oil temperature3.成型周期Molding cyclea.循环周期Cycle timeb.冷却时间Cool timec.注射时间Injection timed.保压时间Holding pressure timee.塑化时间Plant timef.顶出及停留时间Knocking out and delay timeg.低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置.Molding technique parameter setting differs depending on type of product第二节成型条件设定Section 2 Molding parameter Setting按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating injection and knocking out. 开锁模条件:Mold opening parameter:快速段中速度低压高压速度High-speedmid-speedLow pressure high pressure speed锁模条件设定:Mold closing parameter setting1锁模一般分: 快速→中速→低压→高压Mold closing: high-speed →low-speed →low pressure→high pressure2.快锁模一般按模具情况分,如果是平面二板模具,快速锁模段可用较快速度,甚至于用到特快,当用到一般快速时,速度设到55-75%,完全平面模可设定到 80-90%,如果用到特快就只能设定在45-55%,压力则可设定于50-75%,位置段视产品的深浅(或长短)不同,一般是开模宽度的1/3.In high-speed section, Mold closing speed depends on type of mold. For two –plate mold it can set quick and even especially quick usually, it set speed within 55-75%. F or full-plate mold it set speed within80-90% while using especially high speed it set speed within 45-55% and pressure within 50-75% position distance setting differs depending on the volume of product and usually it can be set 1/3 of mold opening position.3.中速段,在快速段结束后即转换成中速,中速的位置一般是到模板(包括三板模,二板模)合在一块为止,具体长度应视模板板间隔,速度一般设置在30%-50%间,压力则是20%-45%间.In mid-speed section: Mold closing speed changes into mid-speed after high-speed section fin ish. Mid-speed start position is where two plates meet (include three-plate mold and two-pla te mold ) Distance of mid-speed is up to distance of two plates plate it speed within 30-50% and pressure 20-45%.4.低压设定,低速设定一般是在模板接触的一瞬间,具体位置就设在机台显示屏显示的一瞬间的数字为准,这个数字一般是以这点为标准,,即于此点则起不了高压,高于此点则大,轻易起高压.设定的速度一般是15%-25%,视乎不同机种而定,压力一般设定于1-2%,有些机则可设于5-15%,也是视乎不同机种不同.Low-pressure section: Mold closing sets low-pressure when plates meeting. This position is s et to the data of machine screen on this time. This point is the gage of the data. Data lowe r the point there is no high-pressure. Data higher the point there is high-pressure easily. It set speed within 15-25% and pressure within 1-2% depending on type within 1-2% depending on type of injection molding machine.5.高压设定,按一般机台而言,高压位置机台在出厂时都已作了设定,相对来讲,是不可以随便更改的,比如震雄机在50P.速度相对低压略高,大约在30-35%左右,而压力则视乎模具而定,可在55-85%中取,比如完全平面之新模,模具排气良好,甚至于设在55%即可,如果是滑块较多,原来生产时毛边也较多,甚至于可设在90%还略显不足.High-pressure section: To normal injection molding machine, high-pressure position had been set before they were sent to customer. It can not be modified. For example high-pressure pos ition of CHENHSONG machine is 50P.The speed of high-pressure section is about 30-35% and hig her than that of low-pressure. The pressure is up to mold, it can set within 55-85% For full -plate mold, it’s eject air well, it can set pressure 55% .If mold has a lot of slides and flash rate high i n production, pressure can set 90%.加热工艺条件设定Heating technique parameter setting1.加热段温度设定必须按照产品所使用的原料的不同而不同,但却必须遵循一个这样的规则,即由射口筒到进科段温度是逐步递减的.且递减温度是以10.度为单位.The proper temperature setting differs depending on type of resin material, but it must be a bide by a rule that temperature setting should diminish in step 10.C from nozzle to feeding resin material position.2特殊情况下.如料头抽丝,则射口筒温度应降低,如果是比较特殊的原料冷凝比较快的.则射口筒温度则不止比第二节法兰温度高10度.比如PPS. 尼龙等.Nozzle temperature setting should low if product line. If resin material such as PPS, PA, co ol very soon , Nozzle temperature should higher more 10.C than the second cylinder temperatu re.3.机台马达启动温度视乎机台不同而不同,一般出于对机台油路中的油封保护需要,油温最好能控制在40度-60度,以免油封长期高压而变化,缩短使用寿命,造成成型不稳定.Pump turning on temperature is different depending on type of injection molding machine. To protect oil seal of machine it set oil temperature within 40.C-60.C, If oil seal work on con dition that high pressure and damaged It’s work time will be shorter, it can cause molding stable.第三节注射及熔胶(加料)工艺条件设定Injection and plastic Technique parameter setting一.注射Injection第四节常见塑料原料的有关温度值.原料Resin名称Name熔点℃Melt’s成型温度℃Molding Temperature(’c)分解温度℃Decomposing Temperature(‘C)模具温度℃Mold Temperature(‘c)干燥温度℃Resin dry temperature(‘c)注射是把塑料原料经加热后射进模腔的过程,它一般可分为第一级,第二级,第三级,第四级及保压几段: Injection is a step which inject melt resin material into mold. It consists of stepl,step2 , step3,step4 and holding pressure step:1.第一级注射一般是注射料头段.具注射量一般可根据料头的轻重来估计其行程,当然也可以依据公式来计算,如公式:Step l injects usually tunnel material, Injection Volume can be estimated according to the w eight of course it can be calculated by formula:L=Si=Vi/0.785Ds2L:注射行程; Si: 注射行程;L: injection stroke Si: injection strokeVi:理论注射容积; Ds:螺杆直径;Vi: injection volume of theoretical Ds: diameter of screw0.785:是Ω/4的值.0. 785: value of Ω/4.当然,如果我们在成型时每设定一个参数都要计算一次,要成型出一个产品就要几个小时才能完成了.But it cost a lot of time to produce one product if every time molding parameter is setting by calculation.2.第二级是注塑产品约2/3的阶段,当然,根据产品特殊需要,也允许成型不到2/3阶段,比如避免结合线问题,这一阶段的成型速度及压力一般是整个成型段的最大值段,如果排的产品与机台基本是相吻合的.模具结构合理,排气良好,这一段的压力一般也不会超过80%.速度侧视产品需变,可能大到95%也可,自然一般都是在55%-80%间.Step 2 inject 2/3 of product. It can lower 2/3 of product according to requirement of produc t. For example to prevent weld line. Molding speed and pressure on this step is the maximum of whole molding section. If Mold suit the injection molding machine and mold structure reas onable and eject air well, pressure of this step should lower 80%. Molding speed setting wit hin 55-80% but it may setting 95% for especial product.3.第三段是注射余下的1/3段,其速度和压力根据产品的需要,一般是小于第二段,速度和压力存在于一个往下降的过程.主要是为了防止产品毛边的产生,但同时又必须把产品充填饱满.Step3 inject remain 1/3 of product. According to product molding speed and pressure lower th an that of step2 To prevent flash speed and pressure should decrease but it can’t shot short.4.第四段:一般有机台还有第五,第六段,这段的成型速度和压力相同前,都存在两段一个递减过程.其作用都是起到一个再次充满的作用.Step4 section: Some injection machines have step5,step6 which are same as former molding spe ed and pressure this step should diminish and inject once more.5.保压段:不论成型什么产品,都存在一个保压过程.任何产品都不同程度的存在一个厚薄不一的问题,正常情况下,较厚的部分都可能存在一个收缩凹陷的现象,为了解决这种现象,就应应用到保压,保压一般来讲都应用较慢的射速,而压力的设置则应看缩水的情况如何,小到25%,大到80%都有可能.Holding pressure step: No matter what product there is a holding pressure step. Any product can’t molding a same thickness. Usually the deeper section may sink mark . To prevent this defec t it should set holding pressure, The injection speed of holding pressure step is slow but h olding pressure setting within 25-80% depending on sink mark.二.熔胶段工艺Plastic Technique1.再复杂的熔胶旋转过程最多不会超过三段,因为熔胶本身就是存在于把胶熔进料筒的过程,如果原料粘度大,熔胶压力则大,但速度则应取决于原料的分解温度,熔胶速度越快,原料中的剪切力则会越大,料管温度则越高,局部原料产生分解的可能性则会越大,故一般熔胶会采用中速为宜,如45%-75%,熔胶同时会碰到一个比较重要的环节,那就是背压的使用,产品精度要求越大,背压的使用则更大,背压可使原料分子间结构更紧密,成型出的产品则尺寸更稳定,外观越好.当然,背压太大,则会产生流涎,所以背压的使用又应考虙到其它原因.Plastic should lower 3 steps, because plastic is a step to add melt resin material to cyclin der , Higher stick of resin material ,higher screw back pressure. Screw speed differs depend ing on decomposing temperature of resin material ,Higher screw speed ,Higher trim force of r esin, higher cyclinder temperature. Some resin material may decomposes so it set screw speed in mid-speed such as 45-75%, In plastic step setting screw back pressure is very important, Higher screw back pressure ,higher quality of product screw back pressure make resin struct ure order, Molding product is beautiful and volume stable. But ,it maybe flow if screw back pressure too high . So all factors should be considered when using screw back pressure. 2.熔胶过程还有一个比较重要的环节,那就是松退,松退分前松退和后松退,其作用一般是为了防止流涎和抽丝,设定值速度和压力都在20%-50%间,设定的行程一般在2-5cm间,太长的行程可能会使料筒里面贮存空气,导致下一模出现不期望的气泡.In plastic step sucking back is very important too. Sucking back include front sucking back and back sucking back It setting sucking back to prevent flow and line. It sets sucking back speed and pressure within 20-50% and distance within 2-5cm. TOO long distance make cyclinde r reserve air and cause bubble at next molding.顶出的工艺设定knocking out technique setting产品经冷却定型后则有一个开模的过程,开模基本上是合模的反过程.开模的未段则有一个慢速设置,开模完成后,产品必须顶出的过程.There is a mold opening step after product cooling taking shape. Mold opening is a reverse s tep of mold closing. The last step of mold opening speed set slow. Product should be knocked out after mold opened.一.顶前:Knocking out顶前最好分两个阶级,第一阶可分为中压慢速,即是把产品轻轻顶出一部分,然后是中压中速顶,中压中速一般指的是35%-55%,而低速则有可能低到5%,这需视产品不同而言,顶出行程设定是顶出长度稍比产品垂直深度大1-2cm即可.Knocking out includes two steps, Step1 section setting mid-speed, knocks product out partly step2 section setting mid-pressure and mid-speed . Depending on different product, mid-press ure and mid-speed sets within 35-55% but low-speed can set 5%. Distance of knocking out long er 1-2cm than the vertical thickness of product.二.退针Back顶退包括两个过程与顶落的过程基本一致,顶退的终点应预留1-3cm的空间,以保护顶针油管不被顶坏. The same as knocking out, ejector back includes 2 steps. To protect the ejector oil jar, it should make a 1-3mm distance in the ending point of ejector back.三.顶针方式还包括一个多次顶,单次顶及顶针停留的选择,机械手取产品,脱模顺利的情况都采取多项,为了顶针油缸寿命的延长,多次顶就以不超过三次为宜,顶针停留一般用在顶针带着产品退回有可能对增品产生损伤的模具,同时为配合机械手使用,有时也需要较短的顶针停留.The way of knocking out includes knocking out once, Knocking out repeat and ejector delay. T ake product by manipulator or take product easy, it should select knocking out once. To long er the work time of ejector oiljar, times of knocking out lower 3 times. Ejector delay used when product will be damaged if ejector back or suit manipulator.成型时间的设定Molding time setting在保证产品质量的前提下,周期时间是越短越好,周期时间又包括如下几项:射胶时间,保压时间,熔胶时间,冷却时间,顶出时间,锁模低压时间,甚至乎关系到时间因素的还有还开模与锁模,及顶出的快慢.Cycle time should shorter on condition that product quality well. Cycle time includes: injec tion time , holding pressure time, plastic time, cure time, knocking out time and mold prote ct time. Even mold opening closing sopeed and knocking out speed affect cycle.1. 射胶时间包含保压时间,一般看起来,射胶时间越长,产品越饱和,但我们在讲求质量时,同时也须考虑产能,更何况,射胶时间过长,有可能会造成产品过于饱满而寻致粘模顶的变形呎寸偏大等一系列问题,故我们在设置射胶时间时应综合考虑,尽量在合乎质量要求时缩短射胶时间.Injection time consists holding pressure time. Longer injection time, fuller product, we sho uld consider production quantity when we suit for quality. If injection time too long, it may cause a series of defects suck as flash strain. So all sorts of factors should be consider ed, injection time should be shout if quality suit for requirement.2. 熔胶时间的长短取决于熔胶速度设定的快慢,背压设定的大小,但有一点,熔胶时间控制的长短一定要比冷却时间短.Plastic time depends on plastic speed and screw back pressure, but plastic time must shorter than cure time.3. 冷却时间:冷却时间的长短直接影响到成型的周期,冷却时间越长,成型时间就越长,造成产能就越低,故我们在设定高压冷却时间时,只要能保证到产品成型顺利,不会直接影响到变形等问题,设定的时间也是越短越好.Cure time: Cure time affects molding cycle. Longer cure time, longer molding cycle, lower pr oduction quantity. So it sets cure time short on condition that product molding succed and c an’t deformation..4. 在大量使用机械手的塑胶公司,我们的顶出时间一般是与机械手配合为宜,全自动使用机械手时顶出停留时间一般保持1.5-2秒,半自动生产,如因顶针退回会导致产品掉落或卡紧,而取不下产品,停留时间则应保持5秒左右.In PCE company, for using manipulator in abundence , knocking out time suits manipulator, Kn ocking out delay keeps 1.5-2 second when using manipulator full-manipulator, knocking out d elay keeps about 5 second when using manipulator semi-manipulator and product will fall or c an’t be taken off if ejector back.5. 低压保护时间对保护我们人身安全,模具安全起很大作用,配合好模具低压位置和低压压力的调整,低压保护的时间应取1-3秒,保护时间越短,可能造成的危害则越小.Low-pressure protect is very important for safety and protect mold, Mold protect time should adjust within 1-3 second suit low pressure and position of mold protect, shorter protect ti me, make damaged.。
注塑词汇
注塑专业术语1,注塑,吸塑,吹塑以及搪塑的区别注塑injection molding是一种工业产品生产造型的方法。
产品通常使用橡胶注塑和塑料注塑。
注塑还可分注塑成型模压法。
和压铸法。
注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。
橡胶注塑:.橡胶注塑成型是一种将胶料直接从机筒注入模型硫化的生产方法。
橡胶注塑的优点是:虽属间歇操作,但成型周期短,生产效率高取消了胚料准备工序,劳动强度小,产品质量优异。
2.塑料注塑:.塑料注塑是塑料制品的一种方法,将熔融的塑料利用压力注进塑料制品模具中,冷却成型得到想要各种塑料件。
有专门用于进行注塑的机械注塑机。
目前最常使用的塑料是聚苯乙烯。
所得的形状往往就是最后成品,在安装或作为最终成品使用之前不再需要其他的加工。
许多细部,诸如凸起部、肋、螺纹,都可以在注射模塑一步操作中成型出来。
吸塑:Blister molding一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。
吸塑包装的主要优点是,节省原辅材料、重量轻、运输方便、密封性能好,符合环保绿色包装的要求;能包装任何异形产品,装箱无需另加缓冲材料;被包装产品透明可见,外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。
【吸塑成型对材料的要求】:吸塑成型只能生产壁厚比较均匀的产品,(一般倒角处稍薄),不能制得壁厚相差悬殊的塑料制品吸塑成型的壁厚一般在1到2mm范围之内或更加薄(小包装用吸塑包装的片材最常用的厚度为0.15到0.25mm)吸塑成型制品的拉伸度受到一定的限制,吸塑成型的塑料容器直径深度比一般不超过1,极端情况下亦不得超过1.5.吸塑成型的尺寸精度差,其相对误差一般在百分之一以上。
吹塑:blow molding也称中空吹塑,一种发展迅速的塑料加工方法。
模具日本语(中日英对照)
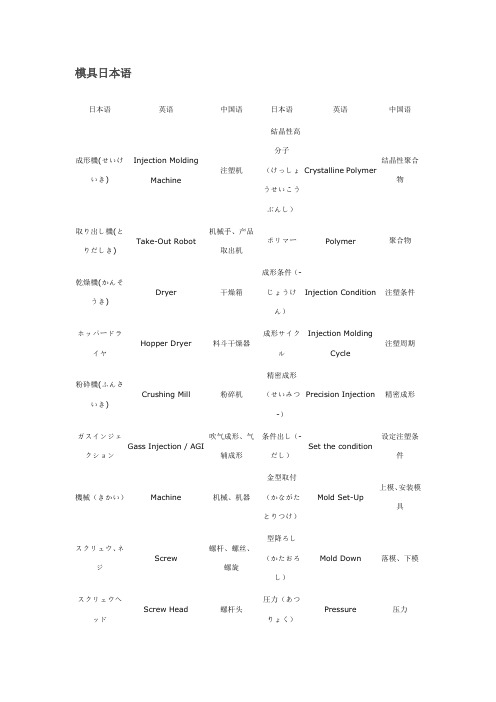
模具日本语日本语英语中国语日本语英语中国语成形機(せいけいき) Injection MoldingMachine注塑机結晶性高分子(けっしょうせいこうぶんし)Crystalline Polymer结晶性聚合物取り出し機(とりだしき) Take-Out Robot机械手、产品取出机ポリマーPolymer 聚合物乾燥機(かんそうき) Dryer 干燥箱成形条件(-じょうけん)Injection Condition 注塑条件ホッパードライヤHopper Dryer 料斗干燥器成形サイクルInjection MoldingCycle注塑周期粉砕機(ふんさいき) Crushing Mill 粉碎机精密成形(せいみつ-)Precision Injection 精密成形ガスインジェクションGass Injection / AGI吹气成形、气辅成形条件出し(-だし)Set the condition设定注塑条件機械(きかい)Machine 机械、机器金型取付(かながたとりつけ)Mold Set-Up上模、安装模具スクリュウ、ネジScrew螺杆、螺丝、螺旋型降ろし(かたおろし)Mold Down 落模、下模スクリュウヘッドScrew Head 螺杆头圧力(あつりょく)Pressure 压力ジョイントJointo 接头、接缝あつ)Low Pressure 低压射出(しゃしゅつ)Injection 注塑、注射低圧型締め(-かたじめ)Low PressureClamping低压锁模フィダーFeeder送料(加料)器保圧時間(ほあつじかん)Holding Time 保压时间コンパウンドCompound混炼料;化合物背圧(はいあつ)Back Pressure 背压、返压ブしンドBlend 混和、调合型締力(かたじめりょく)Clamping Force锁模力、合模力ミキサーMixer混合器、搅拌器型締圧力(-あつりょく)Hold Clampingpressure锁模压力ミキシングMixing 混合、搅拌型締ストロークClamping Stroke 合模行程冷却(れいきゃく)Cooling 冷却型締装置(-そうち)Clamping Unit 锁模装置クーリングタワーCooling Tower 冷却塔型開き(かたびらき)Mold Opening 开模チラーChiller冷水机、冷水装置型閉じ(かたとじ)Mold Closing 合模温調機(おんちょうき)TemperatureController温调机スピ-ドSpeed 速度シリンダーCylinder 料筒(注塑机)射出スピード(しゃしInjection Speed 射出速度ヒーターHeater加热器、发热器射出量(-りょう)Injection Capacity 注塑量バンドヒーターBand Heater加热圈、热器带計量(けいりょう)Charging 计量熱電対(ねっでんつい)Themocouple 热电偶計量ストロークCharging Stroke 计量行程ノズルNozzle 射嘴、喷嘴リブRib骨位、筋位、加强筋ノズルヘッドNozzle Head射嘴头、喷嘴头インサートInsert 镶件、嵌入タイバーTie Bar 、Tie rod 拉杆、拉杠肉厚(にくあつ)Wall Thickness 胶厚、壁厚タイバー間隔(-かんかく)Distrnce BetweenTie rods拉杆间隔可塑化(かそか)Plasticizing 塑化リミットスイッチLimit Switch限位(限制)开关熱分解(ねつぶんかい)ThermalDecomposition热分解操作スイッチ(そうさ-)Operation Switch 操作开关収縮(しゅうしゅく)Shrinkage 收缩操作ガイドOperation Guide 操作指南樹脂(じゅし)Resin 树脂制御盤(せいぎょばん)Control Panel控制器、控制盘原料(げんりょう)Material 原料、材料全自動(ぜんじどう)Automatic 全自动プラスチックPlastics塑料、塑胶制品半自動(はん-)Semi Auto 半自动ラバーRubber 橡胶手動(しゅどう)Hand 手动マスターバッチMaster Batch 色母ハンドルHandle手柄、把手、操纵バウダーPowder色粉、粉、粉末押出し機(おしだしき)Extruder押出机、挤塑机ドライカラーDry Color 色粉、干色料押出しExtrusion Molding 挤塑ペレットPellte 粒、塑胶粒ブロー成形機(-せいけいき)Blow MoldingMachine吹塑机ガラス繊維Glass Fiber FibrousGlass玻璃纤维ブロー成形Blow Molding 吹塑ホースHose 软管、管日本语英语中国语日本语英语中国语プログラム制御(-せいぎょ)Program Contorol 程序控制オーバーパッキングOver Packing 过充填プロセスProcess工艺、工序、过程型傷(かたきず)Mold Mark 模伤、模痕インジェクトバイザーInjectvisor注塑工艺程序控制装置ショックShock 冲击、打击インジェクトロールInjectrol注塑程序控制装置ダメージDamage 损坏、损伤コールドスラグCold Slug 冷料、早凝料引け(ひけ)Sink Mark 缩水、收缩コールドスラグウエルCold Slug Well 冷料井ショートショットShort Shot充填不足、欠料凍結(とうけつ)Freeze 冷凝ばりFlash 毛刺、披峰油圧(ゆあつ)Hydraulic 液压、油压糸ばり(いと-)Steing Flash 胶丝油圧押出(-おしだし)Hydraulic Ejector液压顶出、液压脱模白化(はっか)White Mark 白化、顶白油圧ポンプHydraulic Pump 液压泵シルバーSilver 银白、银痕油圧モータHudrulic Motor 液压马达フローマークFlow mark 流纹エアコンプッレサーAir Compressor空器压缩机、空压机焼け(やけ)Burm Mark 烧黑、烧焦油漏れ(あぶらもれ)Oil Leakage 漏油異物(いぶつ)Black Spot 异物、黑点オイルタンクOil tank 油箱、油槽取られ(とられ)Sticking 粘模ピストンPistor 活塞ウエルドWeld溶接线、结合线エアシリンダーAir Cylinder 气缸フラッシュFlash 料花アラームAlarm 报警油汚れ(あぶらよごれ)Oil Mark 油污、油渍安全ドア(あんぜん)Safety Gate 安全门打痕(だこん)Damage 打痕、击伤非常停止(ひじょうていし)Emergency Stop 紧急停止割れ(われ)/ヒビCraking 裂、开裂色変え(いろかえ)Color Change 换色ジヱッデングJetting 气纹パージ材(ざい)Purge Material清机塑料;过料変形(へんけい)Deform 变形樹脂温度(じゅしおんど)Resin Thermal 胶料温度反り(そり)Warping弯曲、翘曲、外倾型温(かたおん)Mold Thermal 模温曲がり(まがり)Bend 弯曲ヒートアップHeat Up 升温、升热ねじれTorsion 扭曲空打ち(からうち)Air Shot 空射胶、空打色斑(いろむら)Unever Color 颜色不均匀試作(しさく)Try 试模偏肉(へんにく)Eccentric WallTheckness壁厚不均匀離型(りけい)Mold Release 脱模気泡(きほう)Boid、Cell气泡、空洞、空隙離型剤(りけいざい)Mold Release Agent 脱模剂縞(しま)Stripes 条纹防錆剤(ぼうせいざい)Rust Preventatives 防锈剂染み(しみ)Dirty污垢、污点、渗溢抜けない(ぬけない)Can’t Release(产品)无法脱模;粘模剥がれ(はがれ)Flaking 脱落、剥落シヨットShot 注、射、啤捲れ(めくれ)Tear Off 翻卷ゲートGate 进点,浇口浮き(うき)Float 浮起センターゲートCenter Gate 中心浇口ネジバカScrew Damage 螺丝滑牙スプルーランナーSprue Runner水口,注口、流道料員数不足(いんずうふそく)Shortage员数不足、欠品クリアランスClearance 间隔、余隔振れ(ぶれ)Runout 跳动度、偏心スプルーSprue 主流道、注収縮(しゅContraction 收缩(塑)口うしゅく)ランナーRunner 流道、流道料勘合不良(かんごうふりょう)Assembly NG嵌合不良、装配不良エアベントAir Vent散气孔、通风口応力(おうりょく)Stress 应力ガス抜き(-ぬき)Breathing 排气、散气内部応力(ないぶ-)Intermal Stress 内应力アニールAnneal 热处理、退火段取り(だんどり)Preparation 安排、准备日本语英语中国语日本语英语中国语金型(かながた)Mold 模具ストッパーStopper 挡块マシニングセンターMachining Center 加工中心ストリッパーStripper 推板、脱模板万能フライス盤(ばんのう-ばん)Universal MillingMachine铣床、锣床敷板(しきいた)Spacer Plate 垫板旋盤(せんばん)Latter 车床モールドべースMould Base 模胚平面研削盤(へいめんけんさくばん)Surface Grinder 平面磨床サポートプレートSupport Plate 托板ボール盤(-ばん)Grinding Drilling 钻床サポートピラSupport Pillar 撑头放電(ほうでん)Electric DischargeMachine火花机加工プラロックPuller Lock 拉塞ワイヤーカットWire EDM 线切割プラボルトPuller Bolt 拉杆窒化鋼(ちつかこう)Mitrided Steel 氮化钢取付板(とりつけいた)Top Llamp Plate工字板、水口板窒素ガス(ちつそ-)Mitrogen 氮气ボトムポレートBottom Plate 底板窒化処理(しょり)Nitrize 氮化处理リタンRetum 回针チタンTitanium 钛ガイドピンGuider Pin 导柱熱処理(ねつ-)Heat Treatment 热处理ガイドブッシュGuider Bush 导套焼き入れ(やきいれ)Hardening 淬火ダイDie模具、动模、移动模板焼き戻し(やきもどし)Temper 回火ダイプレートDie Plate 模板、载模板アニーリングAnnealing 退火モジュールModule模块、模件、模数プりハードン鋼Prehaden 预加硬钢パーツParts零件、模具零件硬度(こうど)Hardness 硬度吊ボルト(つり-)Eye Bolt 吊环螺栓柔らかい(やわらかい)Soft 软、软的クーレンCrane起重机、吊车、天车電極(でんきょく)Electrodes 铜公フックHook 勾、吊勾入れ子(いれこ)Insert 镶件ワイヤーWire 钢丝、钢丝绳スライドSlide 行位、滑块鑢(やすり)File 锉刀勾配(こうばい)Taper 斜度油砥石(あぶらといし)Oil Stone 油石テーパTaper斜度、锥度、锥形的サンドペーパーSand Paper 砂纸抜き勾配(ぬきー)Draft 脱模斜度メッシュMesh 节号、目ガイドピンGuide Pin 导向柱刻印(こくいん)Engrave 刻印スリーブピンSleeve Pin 司筒针シボTexture 蚀纹角ピン(かく-)Squrae Pin 扁顶针放電目(ほうでんめ)EDM Texture 火花纹傾斜突出し(けいしゃつきだし)Angular Ejector 斜顶针粗い(あらい)Rough 粗的キャビテイCavity模腔、前模、母模細い(こまかい)Trifling 细的、幼的コアCore模心、后模、公模ダイやカットDiamond Cut 钻石纹取数(とりすう)Mumber of Cavities 取数、模腔数ローレットRoulette 滚花刀、刻痕ロケットリングRocket Ring 定位环(圈)ブラストBlast 喷沙OリングO RingO环;胶圈(模具水管处)ホットランナーHot Runner 热流道肉厚(にくあつ)Wall Tickness 肉厚、胶厚修理(しゅうり)Repair 修理肉付け(にくづけ)Add Material 加胶溶接(ようせつ)Welding 溶接、烧焊肉盛り(にくもり)Building 加胶溶接機Welder 焊机、电焊机肉盗み(にくぬすみ)Cut Material 减胶溶接棒(-ぼう)Welding Rod 焊条、电焊条型改造(かたかいぞう)Modity the tooling改模(因设变修理)アルゴンアーク溶接Argon Arc Welder 氩弧焊型修正(かたしゅうせい)Repairing the tooling 模具修理トーチバーナTorch Bumer喷燃烧器、火焰燃烧器日本语英语中国语日本语英语中国语設計(せっけい)Design 设计突出し(つきだし)Ejector Pin 顶出設計図(-ず)Design Drawing 设计图ェジエクタピンEjector Pin 顶针設計変更(-へんこう)Design Change设计变更、设变ゲード方式(ほうしき)Gate Type 水口方式設計者(-しゃ)Designer设计者、设计人员トンネルゲ-トTunner Gate遂道式浇口、潜水口テザイナーDesigner 设计者ピンポイントPin Point Gate针孔形浇口、细水口金型設計(かながた-)Mold Design 模具设计サイドゲートSide Gate侧水口、大水口金型製作仕様書(-せいさくしようしょ)Mold Specification模具制作仕样书ダイレクトゲートDirect Gate 直接浇口仕様(しよう)Specification 规格マルチゲートMulti Gate 复式浇口型構造(かたこうぞう)Mold Construction模具构造、模具结构フアンゲートFan Gate 扇形浇口インプットInput 输入フイルムゲートFilm Gate 扇形浇口プログラムミングProgramming 编程ジャンプゲートJump Gate 搭接浇口3D図3D Drawing 3D图、3维图ゲートバランスGate Balance 浇口平衡2D図2D Drawing 2D图、平面图アンダーカットUndercut 凹槽、倒扣正面図(しょうめんず)Front Elevation 正面图水管(すいかん)Cooling Line 水管、运水平面図(へいめんず)Plan 平面图湯溜り(ゆだまり)散水断面図(だんめんず)Cross-sectionalDrawing剖面图冷却回路(れいきゃくかいろ)Cooling冷却回路、运水キャドデータCAD Date CAD数据モデリングModeling 模型制造二次元データ(にじげん-)2D Date 平面图数据モックアップMock-up模型、原尺寸模型ソフトウエアSoftware软件、程序系统手作りサンプル(てづくり-)Hand Made Sample手板、手工样品金型図面(かながたずめん)Mold Drawing 模具图モジュールModule模数、模量;模件部品図(ぶひんPart Drawing 零件图ギャーGear 齿轮;传动装ず)置略図(りゃくず)DiagrammaticSketch草图はすば歯車(-はぐるま)Helical Gear 螺旋齿轮図面を書く(ずめんをかく)Drawing 画图ソリッドSolid 整体的;固体図面訂正(-ていせい)RevisedDrawing 图订変換(へんかん)Transformation 变换、转换寸法記入(すんぽうきにゅう)Dimensioning 记入尺寸フロッピーFloppy Disk 磁盘、软盘抜き方向(ぬきほうこう)Out Mold Direction 出模方向コンピュータComputer 电脑、计算机抜き勾配(ぬきこうばい)Draft 出模斜度パソコンPersonal Computer私人电脑、手提电脑ピッチPitch 间距;齿距バージョンVersion 形式、种类角度(かくど)Angle 角度読み込み(よみこみ)Reading 读取投影面積(とうえいめんせき)Projected Area 投影面积読み出し(よみだし)Readout 读出テーパーTaper 锥度;斜度データの読取(-よみとり)Reading 读数アンダーカットUnder cut 倒扣圧縮(あっしゅく)Compression 压缩二枚プレート(にまい-)2 Plate 两板模開く(ひらく)Open打开;读出文件(软件)三枚プレート(さんまい-)3 Plate 三板模開けない(ひらけない)Not Open打(解)不开、读不出オフセットOffset 偏置、偏移ミスMiss 错误、失误型割り(かたわり)Mold Layout 分模進捗状況(しんちょくじょうきょう)Condition of theprogress进度状况割型(わりかた)Split Mold 对开式模具仕上げ(しあげ)Finishing 抛光、磨光スライドコアSlide Core 滑动模芯磨き(みがき)Polish 研磨、打磨ルーズコアLoose Core 活动模芯狙い(ねらい)Target目标、目的、瞄准ルーズモールドLoose Mold 活动模具日程表(にっていひょう)Schedule 日程表日本语英语中国语日本语英语中国语プレスPress冲压、压床、压メンテナンスMainteance 维护、保养プレス機Press Machine 冲床ダイカストDid Casting 压铸順送(じゅんそう)Progressive 级进焼結(しょうけつ)シンタリングSintering 烧结単発(たんぱSingle 单冲モンキMonkey 活动扳手つ)パッキングプレートPacking Plate 垫板クランプClamp夹具(固定模具用)パンチPunch冲头、凸模、冲床スクラップScrap废铁;废料、废渣パンチプレスPunch Press 冲孔机錆び(さび)Rust 生锈ダイDie 下模防錆剤(ぼうせいざい)Rust Indhibitor 防锈剂ダイセットDie Set 模座、模架洗浄剤(せんじょうざい)Washing Agent 清洗剂プレス型Press Mold冲压模、五金模超音波洗浄(ちょうおんぱせんじょう)Ultrasonic Cleaning 超音波清洗レベラLeveler整平滚;矫平机だれ塌边、塌角フイーダFeeder送料机;加料机かえりBraa 反边、毛刺絞り(しぼり)Drawing 拉伸シンナーThinner天纳水;稀薄剂バーリングBurring 去毛刺トリクレンTriclene三氯乙烯脱脂剂総抜き(そうぬき)Blank 复合三価クロム(さんか-)TrivalentChromium六价铬抜き落とし(ぬCutting] 落料、冲孔六価クロムHexavalent 六价铬きおとし)(ろくか-)Chromium曲げ(まげ)Bending 折弯脱脂(だっし)Degreasing 脱脂、去油ベンドBend 折弯、弯曲有害物(ゆうがいぶつ)Harmful Metal 有害物箱曲げ(はこまげ)Box-Bending 箱弯曲カットCut 切割L曲げL-Bending L拆弯板金(ばんきん)Press;Sheet Metal 板金V曲げV-Bending V折弯切断(せつだん)Cut 切断、割断穴あけ(あな-)Punching 冲孔、钻孔鉄板(てっぱん)Iron Plate 铁板パンチングPunching 冲孔、钻孔SECC SECC 镀锌板抜き(ぬき)Cutting 冲压、抽去シレバートップSilver Top 镀锌板逃げ(にげ)Shirk 避空ステンレスStainless 不锈钢カシメCalking 铆接銅(どう)Copper 铜タップTap 丝锥真鍮(しんちゅう)Brass 黄铜ダイスDies 板牙鋼(はがね)Steel 钢リーマー通し(-とおし)Reamer 铰孔アルミニュームAluminium 铝リーマーReamer 铰刀;扩孔器巾(はば)Width 宽度エンドミルEnd Mill 铣刀板厚(いたあつ)Thickness 板厚グラインダーGrinder 砂轮机、磨床密度(みつど)Density 密度バレルBarrel 滚筒コイルCoil 卷材バレル仕上げ(-しあげ)Barrel Tumbing 滚(桶抛)光幅きり(はば)Width Cut 片材鍍金(メッキ)Mlating 电镀ナットNut 螺母、螺帽真空メッキ(しんくう-)ElectroplaingVacumn真空电镀ボルトBolt 螺栓、螺杆真空蒸着(-じょうちゃく)ElectroplaingVacumn真空电镀スポット溶接(-ようせつ)Spot Welding 点溶接、点焊クロムメッキChromeplating 镀铬治具(じぐ)Jip 夹具亜鉛メッキ(あえんー)Galvanization 镀锌クリアランスClearance 间隙削り(けずり)Shave 切、削マッチングMatching 接口日本语英语中国语日本语英语中国语組立て(くみたて)/アッセンブリAssembly 装配、组装カウンターCounter 计数器組立てュニットAssembly Unit 装配组件カウンター法(-ほう)Count Method 计数法組立工数(-こうすう)Assembly Time 装配工数タイマーTimer 定时器生産ライン(せいさん)Line 生产线、拉线デジタル(でじだる)Digital数字(的)、数码セル方式(-ほSelf 单人装配デジタルDigital Camera 数码照相机うしき)カメラ(デジカメ)コンベアConveyer 传送带コンセントConcent 插座、插口U字ライン(じ)U Line U形生产线プラグPlug 插头、塞子コンデンサCapacitor 电容器ランプLamp 灯抵抗(ていこう)Resistor 电阻器点灯(てんとう)Lighting 点灯、灯亮ダイオードDiode 二极管ヒューズFuse 保险丝発光ダイオード(はっこうー)LED 发光二极管電源コード(でんげんー)Power Code 电源线トランジスターTransistor 晶体管ワイヤーハーネスWire Hamess 电线导线IC IC 集成电路バーコードBar Code 条纹码液晶デイスプレ(えきしょうー)LCD 液晶显示器ビニールテープVinyl Tape 绝缘带センサーSensor 传感器異音(いんおん)/ノイズNoise异音、杂音、噪音リレーRelay 继电器デシベルDecibel分贝(声强单位)コネクターConnector 连结器作業指導書(さぎょうしどうしょ)Instruction Sheet 作业指导书トランスTransformer 变压器作業台(さぎょうだい)Access Platform 作业台ブレカーBreaker 断路器直列(ちょくれつ)/シレーズSeries 串联ブザーBuzzer 蜂鸣器並列(へいれつ)Parallel 并联プリント基板(-きばん)Printed CircuitBuard/PCB印刷电路板クラッチClutch连轴器、离合器ドライバーDriver 螺丝刀、起子ソレノイドコイルSolenoid Coil 电磁线圈プラスドライバーDriver 十字批(起)コイルCoil 线圈マイナスドライバーDriver 一字批(起)静電(せいでん)Static Electricity 静电電動ドライバー(でんどう)Erictric Driver电动螺丝刀、电批静電防止(-ぼうし)Prevent Electricity 防静电トルクTorque 扭矩、转矩フアンモータFan Moter 风扇马达ネジ/スクリューScrew 螺丝グリースGrease 润滑油ワッシャ-Washer 垫圈(片)塗布(とふ)Apply 涂油E-リングE-Ring 卡环版下(はんした)Block Copy 底板、草图半田(はんだ)Solder 焊锡、软钎料フイルムFilm 菲林、胶片半田鏝(はんだSolering iron 烙铁シルク印刷Silk Print 丝印ごて)(-いんさつ)錫(すず)Tin 锡パット印刷Pat Print 移印アースEarth 接地、地线ホットスタンプHot Stamp 烫印アルコールAlcohol 酒精、乙醇インクInk 印字油墨足踏みスイッチ(あしぶみー)Foot Switch 脚踏开关色見本(いろみほん)Colour Sample 色板端子(たんし)Terminal 端子印刷不良(いんさつふりょう)Print NG 印刷不良端子台(たんしだい)Terminal Block 端子板滲み(にじみ)Bleeding 渗溢、飞油ラベルLabel 标贴、标签捺印(なついん)Stamp 捺印バーコードBar Code 条纹码、条码塗装(とそう)Spray 涂装、喷涂マイラーMile胶片;聚酯树脂木目付け(もくめつけ)Wood Graining 木纹加工日本语英语中国语日本语英语中国语品質管理(ひんしつかんり)Qualiy Control 品质管理サンプルSample样品、样本、样板検査(けんさ)Inspection 检查限度見本(げんどみほん)Boundary Sample 限度样板受入検査(うけいれけんさ)I Q C验收、受入检查承認サンプル(しょうにん)Approval Sample 承认样板出荷検査(しゅっかけんさ)O Q C 出货检查公差(こうさ)Tolerance 公差工程検査(こうていけんさ)P Q C 工程检查プラスPlus 正、加号抜取検査(ぬきとりけんさ)Sampling 抽检マイナスMinus 负、减号全数検査(ぜんすうけんさ)Total Inspection 全检バラッキDisperse 不稳定、波动目視検査(もくしけんさ)Visual Inspection 目视检查不安定(ふあんてい)Unstable 不稳定外観検査(がいかんけんさ)Appearance Check 外观检查バランスBalance 平衡、均衡パトロール検査Patrol 巡检工程能力(こうていのうりょく)ProcessCapability/CP工程能力測定器(そくていき)Measurement 测量仪検知(けんち)Detection 检测測定(そくてい)Measurement 测量、测定チエックポイントCheck Point 检验(重)点測定方法(-ほうほう)Measuring Method 测量方法チエック漏れ(-もれ)No Check 漏检目盛り(めもり)Clogging 刻度、分度特採申請(とくさいSpecal AdoptionApplication特采申请メモリーMemoy 存储、记忆暫定対策(ざんていたいさく)ProvisionalCountermeasure暂定对策三次元測定器(さんじげんそくていき)Three-DimensionalMeasuring Machine三次元测量仪恒久対策(こうきゅうたいさく)PemanentCountermeasure恒久对策工具顕微鏡(こうぐけんびきょう)Microscope 工具显微镜クレームClaim投诉、报怨、索赔投影機(とうえいき)Profile Projector 投影机評価(ひょうか)Appraisal 评价ノギスSlide Callipers 游标卡尺判定(はんてい)Decide 判定マイクロMicrometer 千分尺検査基準(けんさきじゅん)Check Stardard 检查基准スモールテストLever Type Dial Test 百分表検査基準表(けんさきじゅんひょう)Inspection Sheet 检查基准表トルクゲージTorquc Gauge 扭力计QC工程表(-こうていひょう)QC Flow Chart QC工程表スクールScale 刻度尺鏡面(きょSpeclar Face 镜面スコアSquare 直角尺艶面(つやめん)Mirror Face 光面、光泽面巻尺(まきじゃく)Steel Tate 卷尺シボ面Texture Face 蚀纹面ハイトゲージHeight Gauge 高度尺一級面(いっきゅうめん)First the face 一级面ピンゲージPin Gauge 柱规外観面(がいかんめん)Appearance 外观面シックネスゲージThickness Gauge 塞片外観部品(がいかんぶひん)Appearance Part 外观产品分度器(ぶんどき)Protractor 角度仪機能部品(きのうぶひん)Function Part 机能部品テンションゲージTension Gauge 张力计摺動面(しゅうどうめん)Slide 滑动面インジゲーターIndicator 千分表平面度(へいめんど)Flatness 平面度硬度計(こうどけい)Hardness Testar 硬度计矯正(きょうせい)Reform 矫正テスターMultitester 万用表検査治具(けんさじぐ)Check Jig 检查用治具定盤(じょうばSurface Plate 平台、平板フイードバFeed Back 反馈ん)ックVブロックV Blok V形块コミュニケーションCommunication 信息、报怨、ブロックゲージGauge Blok 方块规マニュアルManual 指南、手册ダイヤルゲージDial Gauge千分表、百分表フロチャートFlow Chart 流程图データData 数据工程監査(こうていかんさ)Process Inspection 工程监查データシートData Sheet 数据单認定(にんてい)Qualification 认定パラメーターParameter 参数グラフGraph 图表、曲线图日本语英语中国语日本语英语中国语倉庫(そうこ)Warehouse 仓库税関(ぜいかん)Customhous 海关パレットPallet 卡板通関(つうかん)Customs Clearance 报关、通关段ポール(だんー)CorrugatedFiberboard纸箱通関手続き(-てつづき)Customs Clearance 报关手续仕切り(しきり)Partition 刀卡EDI通関Eleclronic DataInterchange电子报关通い箱(かよいばこ)Recycle Box 周转箱コンテナー車(くるま)Container 货柜车プラダンPlastics Box 折叠式周转箱フイートFoot 英尺コンテナContainer 塑料周转箱パッキングリストPacking List 装箱单ポリ袋(-ぶくろ)Polybag 胶袋リストList 清单テープTape 封箱胶纸申告(しんこく)Declaration 申报ロープRope 绳子、线輸入(ゆにゅう)Import 进口先入れ先出し(さきいれさきだし)First in First out 先入先出輸出(ゆしゅつ)Export 出口フオークリフトFork Lift 叉车薫蒸処理証明書(くんじょうしょりしょうめいしょ)FumigationCertificate薰蒸证明书ハンドリフトHand Lift 手推叉车無木質証明書(むもくしつしょうめいしょ)No Wood PackingCertificate无木质包装证明书台車(だいしゃ)Bogie 台车木箱(きばこ)Wooden box 木箱トラックTruck 卡车商検局(しょうけんきょく)商检局棚(たな)Shelf 货架ライセンスLicense 批文、许可在庫数(ざいこStock 在库数転廠(てんLicense Document 转厂すう)しょう)棚卸(たなおろし)Shelf 盘点枠(わく)Limits指标、配额指标デッドストックDead Stock死库存、积压品輸入わくImport Limits 进口指标購買(こうばい)Purchasing 采购アンバランスUnbalance 数量不平衡支給品(しきゅうひん)Supply Parts 支给品合同(ごうどう)Contract 合同購入品(こうにゅうひん)Purchase Parts 采购品手帳(てちょう)Contract 手册リードタイムLead Time交货期、订货期関封(かんふう)关封発注(はっちゅう)Order Placement 发订单繰越し(くりこし)Transfer;CarryOver转余料、拔余料有償(ゆうしょう)Pay 有偿抹消(まっしょう)Erase 核消無償(むしょう)Free of Charge 无偿追加申請(ついかしんせい)Provision ofInformation加签ベンダー/業者(ぎょうしゃ)Vender 供应商書類提出(しょるいていしゅつ)Submit Document 递单見積書(みつもりしょ)Quotation 报价单商品名(しょうひんめい)Brand Name 商品名称請求書(せいきゅうしょ)Invoice 发票、请款单(-ばんごう)Doods No 商品编码デポジットDeposit 订金、保证金外資企業(がいしきぎょう)Foreign Enterprise 外资企业支払い(しはらい)Payment 付款独資企業(どくしきぎょう)Owned Enterprise 独资企业支払い条件(-じょうけん)Payment Condition 付款合弁工場(ごうべんこうじょう)PartnershipEnterprise合资工场月末締め(げつまつじめ)Month Payment 月结材料加工(ざいりょうかこう)Processing 来料加工残業(ざんぎょう)Over Time加班(正常工作日加班)委託加工(いたくかこう)BailmentProcessing委托加工残業手当て(ざんぎょうてあて)Over Time Fee 加班费人件費(じんけんひ)Labor Cost 人工费休日出勤(きゅうじつしゅっきん)Holiday Work加班(节假日上班)償却費(しょうきゃくひ)Amortization 折旧费二交替(にこうたい)Two shift 两班制アワーチャージHour Charge加工费;工时费昼勤(ひるきん)Day Shift 白班(かわせー)Exchange Rate 汇率夜勤(やきん)Night Shift 夜班材料証明書(ざいりょうしょうめいしょ)Material Certificate 材料证明书休憩時間(きゅうけいじかん)Rest Time 休息时间タイプ机种/类型日本语中国语英语日本语中国语英语打ち合わせ(うちあわせ)商討見積もり报价ブロー成型吹气成形加工する、仕上げ加工システム、系統(けいとう)系统ピン针点进胶圧粉成型(あつふんせいけい)粉末成形トンネール潜水进胶凹部テカ凹部亮度ランナー流道ゴム成型橡胶成形選定(せんてい)选定セーパ定形模套前倒し(まえだおし)提前押出しダイス挤压模結構(けっこう)结构センターピン中心梢株式会社(かぶし有限公司き)コスドダワン降低成本cost down デザイン设计,构思,图案丸ピン圆顶针アンダーカット倒扣捩れ(ねじれ)变形,扭曲ハッチング阴影线,加水线傾斜ピン(けいしゃ)斜梢データム基准タイト紧张,紧急矢印(やじるし)箭头キズ伤痕チョコブレ方盖ダコン打痕カドスミ拐角ウェルドライン结合线対策(たいさく)对策フローマーク流痕落下(らっか)落下ヒケ缩水末筆(まっぴつ)顺致,顺请色ムラ色差ズレ错位メーカ厂商ツヤ光泽カジリ拉伤接続(せつぞく)连续,连接グレード等级狙う(ねらう)把…作为目标デンキョク(電極)铜公Electodes催す(もよおす)举办,举行,主办あきスペース空隙,间隙,空白エッジ尖角喰い切り(くい靠破ダコン凹痕きり)突き出し(つきだし)伸出,挺起,推出去カット消减,切,插图cut パワースイッチ动力开关スプリング弹簧版下(はんした)菲林逃がし(ニゲ)避空ブロック方块ガイドピン导柱ランナロックピン拉料针艶無し(つや無し)雾面傾斜角(けいしゃかく)斜顶艶有り(つやあり)亮面リンガ环艶消し(つやけし)消光/哑光直締め(じかじめ)拧シェア占有率既に(すで)以前,已经ハーレス电线余裕(よゆう)余地,予留シャープエッジ锐利端,尖端強靭性(きょうじんせい)韧性油溝(あぶらみぞ)油槽水道(すいどう)水路リミッドスイッチ安全开关低減(ていげん)低减更更(さらざら)根本(、、、不)サブマリンゲート潜水进胶ざらざら不光滑,粗糙。
注射成型设备
(2)立式注射机:注射机的注射装置轴线与合模装 置运动轴线呈一直线垂直排列。 占地面积小,模具拆装方便。但制品顶出后不易自动 脱落,不易实现全自动化操作,且机身高,加料、维修 不方便。目前这种形式主要用于小型注射机。
4. 根据物料在注射机料筒中的塑化方式不同,还可以 将注射机分为柱塞式注射机和螺杆式注射机两大类。
这将在下面注射机的注射系统部分作详细介绍。
第二节 注射机的基本参数与型号
一、注射机的规格型号
我国塑料注射成型机的型号编制方法由基本型号和 辅助型号两部分组成。基本型号和辅助型号之间用短线 隔开。
(3)角式注射机:注射机的注射装置与合模装置轴 线互成垂直排列(L型)。 其优缺点介于立式和卧式之间,使用也较普通,大、 中、小型注射机均有。
(4)多模注射机:多模注射机是一种多工位操作 的特殊注射机。合模装置有多个,按多种形式排列。
多模转盘式注射机
2.按机器加工能力分类 注射机加工能力可用机器的注射量和合模力两个参 数表示。
液压系统:由动力油泵、执行机构(油缸、油马达)、 各种控制阀组成。 电器控制系统:由各种电器、仪表、计算机控制部件组 成。
主要作用:为注射成型提供动力,实现动作控制,保 证注射成型正常进行。
四、注射机的分类
目前使用较多的分类方法有以下几种:
1 按设备外形特征分类 (1)卧式注射机:注射机的注射装置和合模装置的运动轴 线呈一直水平直线徘列。
1.注射装置:由塑化部件(料筒、螺杆、喷嘴等)、料斗、 计量装置、注射和移动油缸等组成。
主要作用:使聚合物均匀地塑化成熔融状态,并以足够的 压力和速度将定量的熔料注入模腔中。
模具术语中英双语对照
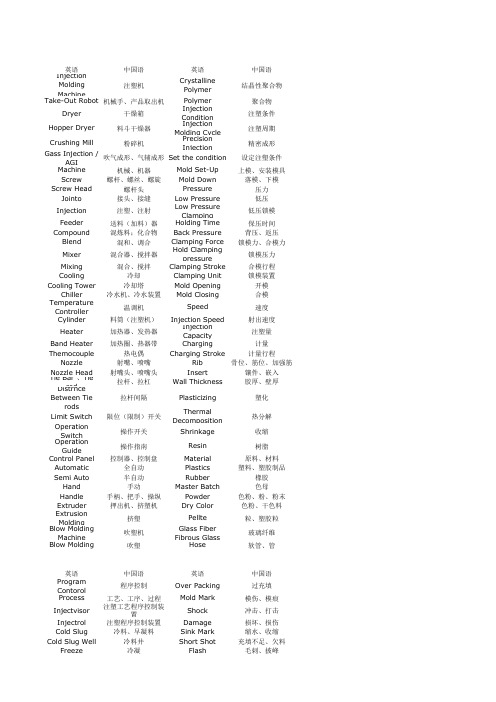
英语中国语英语中国语Injection Molding Machine注塑机Crystalline Polymer 结晶性聚合物Take-Out Robot 机械手、产品取出机Polymer 聚合物Dryer 干燥箱Injection Condition 注塑条件Hopper Dryer 料斗干燥器Injection Molding Cycle 注塑周期Crushing Mill粉碎机Precision Injection精密成形Gass Injection /AGI 吹气成形、气辅成形Set the condition 设定注塑条件Machine 机械、机器Mold Set-Up 上模、安装模具Screw 螺杆、螺丝、螺旋Mold Down 落模、下模Screw Head 螺杆头Pressure 压力Jointo 接头、接缝Low Pressure 低压Injection 注塑、注射Low PressureClamping低压锁模Feeder 送料(加料)器Holding Time 保压时间Compound 混炼料;化合物Back Pressure 背压、返压Blend 混和、调合Clamping Force 锁模力、合模力Mixer 混合器、搅拌器Hold Clampingpressure锁模压力Mixing 混合、搅拌Clamping Stroke 合模行程Cooling 冷却Clamping Unit 锁模装置Cooling Tower 冷却塔Mold Opening 开模Chiller 冷水机、冷水装置Mold Closing 合模TemperatureController 温调机Speed 速度Cylinder 料筒(注塑机)Injection Speed 射出速度Heater 加热器、发热器InjectionCapacity注塑量Band Heater 加热圈、热器带Charging 计量Themocouple 热电偶Charging Stroke 计量行程Nozzle 射嘴、喷嘴Rib 骨位、筋位、加强筋Nozzle Head 射嘴头、喷嘴头Insert 镶件、嵌入Tie Bar 、Tierod 拉杆、拉杠Wall Thickness 胶厚、壁厚DistrnceBetween Tie rods拉杆间隔Plasticizing 塑化Limit Switch 限位(限制)开关ThermalDecomposition热分解OperationSwitch 操作开关Shrinkage 收缩OperationGuide 操作指南Resin 树脂Control Panel 控制器、控制盘Material 原料、材料Automatic 全自动Plastics 塑料、塑胶制品Semi Auto 半自动Rubber 橡胶Hand 手动Master Batch 色母Handle 手柄、把手、操纵Powder 色粉、粉、粉末Extruder 押出机、挤塑机Dry Color 色粉、干色料ExtrusionMolding 挤塑Pellte 粒、塑胶粒Blow Molding Machine 吹塑机Glass FiberFibrous Glass 玻璃纤维Blow Molding 吹塑Hose 软管、管英语中国语英语中国语Program Contorol 程序控制Over Packing 过充填Process 工艺、工序、过程Mold Mark 模伤、模痕Injectvisor 注塑工艺程序控制装置Shock 冲击、打击Injectrol 注塑程序控制装置Damage 损坏、损伤Cold Slug 冷料、早凝料Sink Mark 缩水、收缩Cold Slug Well冷料井Short Shot 充填不足、欠料Freeze冷凝Flash毛刺、披峰Hydraulic 液压、油压Steing Flash 胶丝HydraulicEjector液压顶出、液压脱模White Mark 白化、顶白Hydraulic Pump 液压泵Silver 银白、银痕Hudrulic Motor 液压马达Flow mark 流纹Air Compressor 空器压缩机、空压机Burm Mark 烧黑、烧焦Oil Leakage 漏油Black Spot 异物、黑点Oil tank 油箱、油槽Sticking 粘模Pistor 活塞Weld 溶接线、结合线Air Cylinder 气缸Flash 料花Alarm 报警Oil Mark 油污、油渍Safety Gate 安全门Damage 打痕、击伤EmergencyStop紧急停止Craking 裂、开裂Color Change 换色Jetting 气纹Purge Material 清机塑料;过料Deform 变形Resin Thermal 胶料温度Warping 弯曲、翘曲、外倾Mold Thermal 模温Bend 弯曲Heat Up 升温、升热Torsion 扭曲Air Shot 空射胶、空打Unever Color 颜色不均匀Try 试模Eccentric Wall Theckness 壁厚不均匀Mold Release 脱模Boid 、Cell气泡、空洞、空隙Mold ReleaseAgent 脱模剂Stripes 条纹RustPreventatives 防锈剂Dirty污垢、污点、渗溢Can’t Release (产品)无法脱模;粘模Flaking脱落、剥落Shot 注、射、啤Tear Off 翻卷Gate 进点,浇口Float 浮起Center Gate 中心浇口Screw Damage 螺丝滑牙Sprue Runner 水口,注口、流道料Shortage 员数不足、欠品Clearance 间隔、余隔Runout 跳动度、偏心Sprue 主流道、注(塑)口Contraction 收缩Runner 流道、流道料Assembly NG 嵌合不良、装配不良Air Vent 散气孔、通风口Stress 应力Breathing 排气、散气Intermal Stress 内应力Anneal 热处理、退火Preparation 安排、准备英语中国语英语中国语Mold 模具Stopper 挡块Machining Center加工中心Stripper 推板、脱模板Universal MillingMachine 铣床、锣床Spacer Plate 垫板Latter车床Mould Base 模胚Surface Grinder 平面磨床Support Plate 托板Grinding Drilling钻床Support Pillar 撑头Electric Discharge Machine 火花机加工Puller Lock 拉塞Wire EDM 线切割Puller Bolt 拉杆Mitrided Steel 氮化钢Top Llamp Plate 工字板、水口板Mitrogen 氮气Bottom Plate底板Nitrize 氮化处理Retum 回针Titanium 钛Guider Pin 导柱Heat Treatment热处理Guider Bush导套Hardening 淬火Die 模具、动模、移动模板Temper 回火Die Plate 模板、载模板Annealing 退火Module 模块、模件、模数Prehaden 预加硬钢Parts 零件、模具零件Hardness 硬度Eye Bolt 吊环螺栓Soft 软、软的Crane 起重机、吊车、天车Electrodes 铜公Hook 勾、吊勾Insert 镶件Wire 钢丝、钢丝绳Slide 行位、滑块File 锉刀Taper斜度Oil Stone油石Taper 斜度、锥度、锥形的Sand Paper砂纸Draft 脱模斜度Mesh 节号、目Guide Pin 导向柱Engrave 刻印Sleeve Pin 司筒针Texture 蚀纹Squrae Pin 扁顶针EDM Texture火花纹Angular Ejector 斜顶针Rough 粗的Cavity 模腔、前模、母模Trifling 细的、幼的Core 模心、后模、公模Diamond Cut 钻石纹Mumber ofCavities 取数、模腔数Roulette 滚花刀、刻痕Rocket Ring 定位环(圈)Blast 喷沙O RingO 环;胶圈(模具水管处)Hot Runner 热流道Wall Tickness 肉厚、胶厚Repair 修理Add Material 加胶Welding 溶接、烧焊Building 加胶Welder 焊机、电焊机Cut Material 减胶Welding Rod 焊条、电焊条Modity thetooling 改模(因设变修理)Argon Arc Welder 氩弧焊Repairing thetooling 模具修理Torch Bumer 喷燃烧器、火焰燃烧器英语中国语英语中国语Design 设计Ejector Pin 顶出Design Drawing 设计图Ejector Pin 顶针Design Change 设计变更、设变Gate Type 水口方式Designer 设计者、设计人员Tunner Gate 遂道式浇口、潜水口Designer 设计者Pin Point Gate 针孔形浇口、细水口Mold Design 模具设计Side Gate 侧水口、大水口MoldSpecification 模具制作仕样书Direct Gate 直接浇口Specification 规格Multi Gate 复式浇口MoldConstruction模具构造、模具结构Fan Gate 扇形浇口Input 输入Film Gate 扇形浇口Programming 编程Jump Gate 搭接浇口3D Drawing 3D 图、3维图Gate Balance 浇口平衡2D Drawing 2D 图、平面图Undercut 凹槽、倒扣Front Elevation 正面图Cooling Line 水管、运水Plan 平面图散水Cross-sectionalDrawing 剖面图Cooling 冷却回路、运水CAD Date CAD 数据Modeling 模型制造2D Date 平面图数据Mock-up 模型、原尺寸模型Software 软件、程序系统Hand Made Sample 手板、手工样品Mold Drawing 模具图Module 模数、模量;模件Part Drawing 零件图Gear 齿轮;传动装置DiagrammaticSketch 草图Helical Gear 螺旋齿轮Drawing 画图Solid整体的;固体RevisedDrawing 图订Transformation 变换、转换Dimensioning 记入尺寸Floppy Disk 磁盘、软盘Out Mold Direction出模方向Computer 电脑、计算机Draft 出模斜度Personal Computer 私人电脑、手提电脑Pitch 间距;齿距Version 形式、种类Angle角度Reading 读取Projected Area投影面积Readout 读出Taper 锥度;斜度Reading 读数Under cut倒扣Compression压缩2 Plate 两板模Open 打开;读出文件(软件)3 Plate 三板模Not Open 打(解)不开、读不出Offset 偏置、偏移Miss错误、失误Mold Layout 分模Condition of theprogress 进度状况Split Mold对开式模具Finishing抛光、磨光Slide Core 滑动模芯Polish 研磨、打磨Loose Core 活动模芯Target 目标、目的、瞄准Loose Mold 活动模具Schedule 日程表英语中国语英语中国语Press冲压、压床、压Mainteance 维护、保养Press Machine 冲床Did Casting 压铸Progressive 级进Sintering 烧结Single 单冲Monkey 活动扳手Packing Plate垫板Clamp 夹具(固定模具用)Punch 冲头、凸模、冲床Scrap 废铁;废料、废渣Punch Press冲孔机Rust生锈Die 下模Rust Indhibitor 防锈剂Die Set 模座、模架Washing Agent 清洗剂Press Mold 冲压模、五金模Ultrasonic Cleaning 超音波清洗Leveler 整平滚;矫平机塌边、塌角Feeder 送料机;加料机Braa 反边、毛刺Drawing 拉伸Thinner 天纳水;稀薄剂Burring 去毛刺Triclene 三氯乙烯脱脂剂Blank 复合Trivalent Chromium 六价铬Cutting]落料、冲孔Hexavalent Chromium 六价铬Bending 折弯Degreasing 脱脂、去油Bend 折弯、弯曲Harmful Metal有害物Box-Bending 箱弯曲Cut切割L-Bending L 拆弯Press ;SheetMetal 板金V-Bending V 折弯Cut 切断、割断Punching 冲孔、钻孔Iron Plate 铁板Punching 冲孔、钻孔SECC 镀锌板Cutting 冲压、抽去Silver Top 镀锌板Shirk 避空Stainless 不锈钢Calking 铆接Copper 铜Tap 丝锥Brass 黄铜Dies 板牙Steel 钢Reamer 铰孔Aluminium 铝Reamer 铰刀;扩孔器Width 宽度End Mill 铣刀Thickness 板厚Grinder 砂轮机、磨床Density 密度Barrel滚筒Coil 卷材Barrel Tumbing滚(桶抛)光Width Cut片材Mlating 电镀Nut螺母、螺帽Electroplaing Vacumn 真空电镀Bolt 螺栓、螺杆Electroplaing Vacumn 真空电镀Spot Welding 点溶接、点焊Chromeplating 镀铬Jip 夹具Galvanization镀锌Clearance 间隙Shave 切、削Matching 接口英语中国语英语中国语Assembly 装配、组装Counter 计数器Assembly Unit 装配组件Count Method计数法Assembly Time装配工数Timer 定时器Line 生产线、拉线Digital数字(的)、数码Self 单人装配Digital Camera数码照相机Conveyer 传送带Concent 插座、插口U Line U 形生产线Plug 插头、塞子Capacitor 电容器Lamp 灯Resistor 电阻器Lighting 点灯、灯亮Diode 二极管Fuse 保险丝LED 发光二极管Power Code 电源线Transistor晶体管Wire Hamess 电线导线IC集成电路Bar Code条纹码LCD 液晶显示器Vinyl Tape 绝缘带Sensor 传感器Noise 异音、杂音、噪音Relay 继电器Decibel 分贝(声强单位)Connector 连结器Instruction Sheet作业指导书Transformer 变压器Access Platform作业台Breaker 断路器Series 串联Buzzer 蜂鸣器Parallel并联Printed Circuit Buard/PCB 印刷电路板Clutch 连轴器、离合器Driver 螺丝刀、起子Solenoid Coil电磁线圈Driver 十字批(起)Coil线圈Driver 一字批(起)Static Electricity静电Erictric Driver 电动螺丝刀、电批Prevent Electricity 防静电Torque 扭矩、转矩Fan Moter 风扇马达Screw 螺丝Grease 润滑油Washer 垫圈(片)Apply 涂油E-Ring 卡环Block Copy底板、草图Solder 焊锡、软钎料Film 菲林、胶片Solering iron烙铁Silk Print 丝印Tin 锡Pat Print 移印Earth 接地、地线Hot Stamp烫印Alcohol 酒精、乙醇Ink印字油墨Foot Switch 脚踏开关Colour Sample色板Terminal 端子Print NG 印刷不良Terminal Block端子板Bleeding 渗溢、飞油Label 标贴、标签Stamp 捺印Bar Code 条纹码、条码Spray涂装、喷涂Mile 胶片;聚酯树脂Wood Graining 木纹加工英语中国语英语中国语Qualiy Control 品质管理Sample 样品、样本、样板Inspection 检查Boundary Sample限度样板I Q C 验收、受入检查Approval Sample承认样板O Q C 出货检查Tolerance 公差P Q C 工程检查Plus 正、加号Sampling 抽检Minus 负、减号Total Inspection全检Disperse不稳定、波动Visual Inspection 目视检查Unstable 不稳定Appearance Check外观检查Balance 平衡、均衡Patrol 巡检Process Capability/CP 工程能力Measurement 测量仪Detection 检测Measurement 测量、测定Check Point 检验(重)点Measuring Method 测量方法No Check 漏检Clogging 刻度、分度Specal Adoption Application 特采申请Memoy 存储、记忆Provisional Countermeasure 暂定对策Three-Dimensional Measuring Machine 三次元测量仪Pemanent Countermeasure 恒久对策Microscope 工具显微镜Claim 投诉、报怨、索赔Profile Projector 投影机Appraisal 评价Slide Callipers 游标卡尺Decide判定Micrometer 千分尺Check Stardard 检查基准Lever Type DialTest百分表Inspection Sheet 检查基准表Torquc Gauge扭力计QC Flow Chart QC 工程表Scale 刻度尺Speclar Face 镜面Square 直角尺Mirror Face 光面、光泽面Steel Tate 卷尺Texture Face 蚀纹面Height Gauge高度尺First the face一级面Pin Gauge 柱规Appearance 外观面Thickness Gauge 塞片Appearance Part 外观产品Protractor 角度仪Function Part机能部品Tension Gauge 张力计Slide 滑动面Indicator 千分表Flatness 平面度Hardness Testar 硬度计Reform 矫正Multitester 万用表Check Jig 检查用治具Surface Plate平台、平板Feed Back 反馈V Blok V 形块Communication信息、报怨、Gauge Blok 方块规Manual 指南、手册Dial Gauge千分表、百分表Flow Chart 流程图Data 数据Process Inspection 工程监查Data Sheet 数据单Qualification认定Parameter 参数Graph 图表、曲线图英语中国语英语中国语Warehouse 仓库Customhous 海关Pallet 卡板Customs Clearance 报关、通关Corrugated Fiberboard 纸箱Customs Clearance 报关手续Partition 刀卡Eleclronic Data Interchange 电子报关Recycle Box 周转箱Container 货柜车Plastics Box 折叠式周转箱Foot 英尺Container 塑料周转箱Packing List装箱单Polybag 胶袋List 清单Tape 封箱胶纸Declaration 申报Rope绳子、线Import 进口First in First out先入先出Export 出口Fork Lift 叉车Fumigation Certificate 薰蒸证明书Hand Lift 手推叉车No Wood Packing Certificate 无木质包装证明书Bogie 台车Wooden box 木箱Truck 卡车商检局Shelf 货架License 批文、许可Stock 在库数License Document 转厂Shelf 盘点Limits 指标、配额指标Dead Stock 死库存、积压品Import Limits 进口指标Purchasing 采购Unbalance 数量不平衡Supply Parts 支给品Contract 合同Purchase Parts 采购品Contract 手册Lead Time 交货期、订货期关封Order Placement发订单Transfer;CarryOver 转余料、拔余料Pay 有偿Erase 核消Free of Charge无偿Provision of Information 加签Vender 供应商Submit Document 递单Quotation 报价单Brand Name 商品名称Invoice 发票、请款单Doods No 商品编码Deposit 订金、保证金Foreign Enterprise 外资企业Payment 付款Owned Enterprise 独资企业Payment Condition 付款Partnership Enterprise 合资工场Month Payment月结Processing 来料加工Over Time加班(正常工作日加班)Bailment Processing 委托加工Over Time Fee 加班费Labor Cost 人工费Holiday Work 加班(节假日上班)Amortization 折旧费Two shift 两班制Hour Charge 加工费;工时费Day Shift 白班Exchange Rate汇率Night Shift夜班MaterialCertificate材料证明书Rest Time休息时间机种/类型中国语英语中国语英语商討报价吹气成形加工系统针点进胶粉末成形潜水进胶凹部亮度流道橡胶成形选定定形模套Shaper 成型机提前挤压模Dise 钢模结构中心梢有限公司降低成本cost down设计,构思,图案圆顶针倒扣变形,扭曲阴影线,加水线斜梢基准紧张,紧急箭头伤痕方盖打痕拐角结合线对策流痕落下缩水顺致,顺请色差错位厂商光泽拉伤连续,连接等级把…作为目标铜公Electodes举办,举行,主办空隙,间隙,空白尖角靠破凹痕伸出,挺起,推出去消减,切,插图cut 动力开关弹簧菲林避空方块导柱拉料针雾面斜顶亮面环消光/哑光拧占有率以前,已经线束余地,予留锐利端,尖端韧性油槽水路安全开关低减根本(、、、不)潜水进胶不光滑,粗糙。
DWELL CONTROL METHOD FOR INJECTION MOLDING MACHINE

专利名称:DWELL CONTROL METHOD FOR INJECTION MOLDING MACHINE发明人:SAKAI KOICHI申请号:JP14781088申请日:19880615公开号:JPH01316241A公开日:19891221专利内容由知识产权出版社提供摘要:PURPOSE:To prevent residual strain from being generated in a molded product by switching over the injection control volume of injection pressure, injection speed and the like corresponding with the state of volume variation of a molding material more accurately. CONSTITUTION:A position sensor 32 is mounted on an injection screw 10 and a hydraulic sensor 40 is connected with an injection cylinder 16, while a temperature sensor 41 is disposed in a mold 20. The sensing signals which are output respectively from sensors 32, 40 and 41, a revolving sensor 48 to sense the revolving speed of the injection screw 10 and a hydraulic sensor 50 sensing the working hydraulic pressure of a hydraulic motor 14 are fed to a CPU 38 through an interface circuit 34. The number of divided control intervals of the injection process are set by a setting device 52, and the control values of the injection speed and injection pressure in respective control intervals are set up, and also injection time, the position of a screw and the mold temperature are set up. The control value of injection pressure or injection speed is switched over to control value set up for the following control interval by comparing the actual measuring value of the mold temperature and the set value of the mold temperature set up correspondingly with the boundary position between the present control interval andthe following control interval.申请人:MEIKI CO LTD更多信息请下载全文后查看。
Toyo injection molding machine 说明书
专业词汇汇总

综合类一步法机器:single-stage machine或者one-stage machine两步法机器:two-stage machine注射吹瓶机(有这样描述的机器就是一步法的机器):injection blow molding machine注塑机:injection molding machine拉伸吹瓶机(也就是我们的PET吹瓶机):stretch blow molding machine挤出吹瓶机(也就是PE吹瓶机):extrude blow molding machine管胚模具:preform injection mold吹瓶模具:blow mold瓶盖模具:cap injection mold注塑模具:injection mold辅机:auxiliary equipment 英 [ɔːg'zɪlɪərɪ; ɒg-] 美 [ɔːɡ'zɪlɪəri]原料类聚乙二醇对苯二甲酸酯(简称:聚酯):PET聚乙烯:PE低密度聚乙烯:LDPE中密度聚乙烯:MDPE高密度聚乙烯:HDPE聚酰胺:PA聚碳酸酯(简称:聚碳):PC聚丙烯:PP聚苯乙烯(简称:透苯):PS聚氯乙烯:PVC丙乙烯-丁二烯-苯乙烯共聚物:ABS注塑机类机器各部件名称:喷嘴:nozzle 英 ['nɒz(ə)l] 美 ['nɑzl]螺杆:screw 英 [skruː] 美 [skru]螺杆头:screw head止逆环:anti-reverse ring reverse 英音:[ri'və:s] 美音:[rɪ'vɝs] ring 英音:[riŋ] 美音:[rɪŋ]止逆垫:anti-reverse washer washer 英 ['wɒʃə] 美 ['wɑʃɚ]料筒:barrel 英 ['bær(ə)l] 美 ['bærəl]前料筒:front barrel加热圈:heating ring或者heater注射台:carriage推力座:pushing frame联轴节(用来连接电机和油泵):shaft coupling shaft 英 [ʃɑːft] 美 [ʃæft]couple英 ['kʌp(ə)l] 美 ['kʌpl] n. 对;夫妇;数个vt. 结合;连接;连合vi. 结合;成婚轴承(安装在推力座中):bearing bear 英 [beə] 美 [bɛr]前模板:front mold-plateplate 英 [pleɪt] 美 [plet] n. 碟;金属板;金属牌;感光底片vt. 电镀;给…装甲定位圈:locating ring中模板:middle mold-plate后模板:rear mold-plate拉杆:tie-bar顶出杆:ejection bar ejection 英 [i'dʒekʃən] 美 [i'dʒekʃən] n. 喷出;排出物自润滑型石墨铜套:self-lubricating graphite copper bushes铜套:copper bush吸油过滤器:oil filter油位表:oil level meter压力表:pressure meter油冷却器:oil condenser液压管:hydraulic hose分水器:mold cooling water regulator油封(也就是油缸中的密封圈):oil seal机械防震脚垫:mechanical leveling pad模具安装压块:mold installation block备用零件:spare parts kit工具箱:tool box机器各个动作描述:合模:mold close开模:mold open注射:injection保压:holding pressure塑化(或者叫“储料”):plasticization (or “charge”)冷却:cooling顶出:ejection顶出进:ejection forward顶出退:ejection backward射台移动:carriage moving防流涎:suck back清料:purge调模:mold-height adjustment电脑及电气、液压元气件的描述:PLC控制主板:main board of PLC电子尺板:linear potentiometer boardMM板:MM board显示屏板:displaying screen board按键板:key board变压器:transformer电源开关:power switch语言程序块:language program chip主程序块:main program chip固态继电器:solid-state relay交流接触器:AC contactor断路器:breaker保险丝:fuse空气开关:air switch或者air break switch恒温开关:thermostatic switch热继电器(或者叫热保护器):thermal relay安培表:ammeter电压表:voltmeter热电偶:thermocouple接近开关:limit switch行程开关:position switch报警灯:alarm lamp电子尺:linear potentiometer电动机:electrical motor塑化马达:hydraulic motor for plasticization调模马达:hydraulic motor for mold-height adjstment定量油泵:constant oil pump变量油泵:variable oil pump方向控制电磁阀:electromagnetic directional-control valve背压阀:back-pressure control valve比例控制阀:proportion control valve,也叫PQ valve机器标准功能描述:锁模部分Clamping Unit5点式双曲肘锁模机构:5-piont rigid toggle system机械、电气安全装置:Mechanial, electrical mold close safety interlock device高速闭模:High speed clamping低压模保:Low pressure mold protection function多级压力、多级速度开合模调整:Multi-stage mold open/close pressure & speed control多次顶出:Multi-stroke hydraulic ejection function中央润滑系统:Concentrated auto lubrication system液压油马达驱动齿圈调模:Mold height adjstment using hydraulic motor合模、顶出电子尺控制:Linear potentiometer control for clamping & ejection.自动调模功能:Automatic mold height adjustment funciton for clamping force setting.铰链部分自润滑铜套:Self-lubricating graphite bushes for toggle system注射部分Injection Unit双缸平衡式注射系统:Balanced double cylinder injection system双缸整进系统(蓄能器机器除外):Double-cylinder carriage moving device (except for the machine with nitrogen accumulator)多级压力、多级速度注射、保压、储料调整:Multi-stage pressure & speed adjustment system for injection, holding-pressure & plasticizing.注射电子尺控制:Linear potentiometer control for injection.螺杆冷启动(防止)功能:Plasticizing cold start prevention function螺杆转速监控装置:Screw rotation speed testing device自动清料功能:Automatic purging function防滑铝花纹盖板:Injection unit anti-slip aluminum cover高扭矩油马达驱动螺杆预塑装置:High torque motor for screw plasticization倒索防流涎:Suck back function运用固态继电器的料筒温度PID控制:PID barrel temperature control with solid-state relay 喷嘴温度PLC控制:PLC control for machine nozzle’s temperature背压调节装置:Back pressure adjsutment function料筒加热防护罩:Barrel heater insulating cover液压Hydraulics低噪音定量泵系统:Low-noise system with constant pump液压油油温过高报警:System hydraulic oil tempertaure alarm function润滑油低油位报警:L ubricating oil short alarm function系统压力表:System pressure gauge背压表:Back-pressure gauge油箱液位计:Oil tank level电控Electronics全电脑控制:All computer control system彩色LCD显示:Color LCD screen display模具记忆系统:Multiple molding data memorizing system参数资料保护锁:Unattended running operation lock switch实时检测显示各动作运作情况:Molding condition monitoring function异常报警功能:Abnormal alarm function外供预留电源插头1组:1 set of auxiliary power outlet socket前门后门急停开关:Emergency-stop button on both front door & rear door报警灯:Alarm lamp机器选装功能描述:双抽查芯装置:Double core pulling device液压螺旋脱模马达:Unscrew doffing hydraulic motor多级气顶装置:Multi-stages pneumatic ejector system前门液压保护装置:Hydraulic safety device for front door旁路过滤器装置:Bypass oil filter流量温度显示分水器:Mold cooling water regulator (with flow indicator glass tube)全套自润滑轴套:Self-lubricating graphite bushes for tie-bar and injection unit加大油冷却器:Enlarged oil condenser比例背压控制:Proportion back-pressure control by PLC蓄能器辅助快速注射:Fast injection by nitrogen accumulator变量泵:V ariable pump drive吹瓶机类机器部件及零件名称:前模板:front mold-plate中模板:middle mold-plate后模板:rear mold-plate拉杆:tie-bar封口拉伸汽缸:2-in-1 seal-stretch cylinder拉伸杆:stretching rod密封圈:seal ring封口头:sealing head封口橡胶片:rubber sealV型圈:v-ring合模汽缸:clamping cylinder快插接头:Tie-in节流阀:throttle valve高压阀:high-pressure solenoid valve(这是完整的讲法,也可以说是high-pressure valve)低压阀:low-pressure solenoid valve(这是完整的讲法,也可以说是low-pressure valve)气动三联件:filter-lubricator-decompresor(或者说是pneumatic 3-in-1 device)高压压力表:high-pressuer pressure gauge高压减压阀:high-pressure decompressed valve消音器:silencer(或者加muffler)电源开关:power switch变频器:inverter启动开关:start-up switch急停开关:emergent-stop switch保险丝:fuse保险丝座:fuse frame电压表:voltmeter电源指示灯:power indicator调压表:voltage regulator时间继电器:time relay速度控制器:speed controller温度显示器:temperature indicator温度传感器:temperature sensor可控硅元件:thyristor散热片:radiation fin交流接触器:contactor空气开关:airbreak switch加热灯管:heating lamp支流风扇:DC fan自转电机:rotation motor冷却风机:cooling fan排风电机:exhausting motor驱动电机:driving motor联轴节:coupling joint管胚托盘安装座:installing frame for preform holder可调整的管胚托盘:adjustable preform holder不可调整的管胚托盘:nonadjstable preform holder黄油嘴:grease mouth专用扳手:special spanner滑轨:sliding rail滑块:sliding block缓冲器:buffer磁性开关:magnet switch光电开关:photoswitch机器各个动作描述:合模:mold close开模:mold open封口:mouth seal拉伸:stretch预吹:pre-blow吹气:blow排气:exhausting或者ventilating调模:mold-height adjustment管胚模具类模具各个零件描述:型芯:core型芯座:core frame型腔:cavity型腔压块:cavtiy pressing block螺口:neck铜喷嘴(圆头):copper nozzle (round head)铜喷嘴(尖头):copper nozzle (cone-shaped head) 塑料隔热片:plastic heat-insulated washer塑料隔热片:plastic heat-insulated piece喷嘴座:nozzle frame金属隔热圈:metal heat-insulated ring封口针:sealing needle汽缸:cylinder活塞:piston密封圈:sealing ring喷嘴加热圈:nozzle heater加热棒:heating rod磁接头:porcelain insulator调压表:voltage regulator温度控制器:temperature controller可控硅元件:thyristor热电偶:thermocouple空气开关:airbreak switch电压表:voltmeter电流表:ammeter圆形插头和插座:round shape plug & socket方形插头和插座:square shape plug & scoket水嘴:water nipple气嘴:air nipple电磁阀:electromagnetic valve气动三联件:filter-lubricator-decompresor(或者说是pneumatic 3-in-1 device)偏芯测量装置:eccentricity measuring device顶出延长杆:extended ejection bar模具各块模板描述:型芯安装板:Core installing plate推料板:pushing plate滑块:sliding plate型腔板:cavity plate喷嘴板:nozzle plate热流道板:manifold plate汽缸板:cylinder plate相关名词针阀式:valve-gate type热流道:hot runner螺口类型:neck finish几种标准螺口的代名词:28PCO,28BPF,30/25 high,30/25 low,48/41,dropless(这个代表是油瓶压口)瓶盖模具类模具各个零件描述:滑块上的镶片:slinder insert斜导柱:oblique guiding pillar矩形弹簧:rectangular spring圆形弹簧:round spring铜喷嘴头:copper nozzle tip铜封料垫:copper sealing wahser卡簧:circlipPID温度控制器:PID temperature controller喷嘴加热圈:nozzle heater加热棒:heatng rod可控硅:thyristor电压表:voltmeter电流表:ammeter热电偶:thermocouple相关名词热流道:hot runner冷流道:cold runner料把:runner frame顶部点式进料口:top-point-type material input mouth潜伏式侧面浇口:side-cryptic-type material input mouth防盗型瓶盖:thief-proof type cap翻盖:flip-top type cap运动盖:sport type cap压盖:dropless type cap辅助机械类辅机名称高压空压机:high-pressure air compressor低压空压机:low-pressure air compressor螺杆式空压机:screw air compressor增压机:booster储气罐:air storing tank干燥过滤一体机:2-in-1 air dryer & air filter自动上料机:autoloader热风干燥机:hopper dryer磁铁底座:magnetic base移动式脚架:moveable floor stand吸料盒:material sucktion box蜂巢式除湿干燥机:honeycomb ferriswheel type dehumidifying dryer 落地式旋风集尘器:floor-stand type cyclone dust collector模具除湿机:mold sweat dehumidifier风冷式冷水机:air-cooling type water chiller水冷式冷水机:water-cooling type water chiller冷却水塔:cooling tower辅机配件名称空压机类活塞环:piston ring活塞:piston吸气阀组:sucking valve group排气阀组:exhausting valve group安全阀:safety valve单向进气阀:one-way entry valve纸垫片:paper gasket轴瓦:bearing bush油位表:oil level gauge磁力启动器:magnetic starter电磁阀:electromagnetic valve压力控制器:pressure controller高压皮管:high-pressure hose空气滤清器:air filter油过滤器:oil filter油水分离器:oil/water separator干燥过滤器类过滤器滤芯:filter element电子自动排水器:electrical automatic drain冷却水塔类水泵:water pump扬程:lift其他类。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
For years so-called product innovation was the only rich source of new developments, such as reducing the number of molded product components by making them able to perform a variety of functions or by taking full use of material’s attributes. In recent years, however, process innovation has also been moving into the forefront (Fig. 1-16). The latter includes all the means that help tighten up the manufacturing process, reorganizing and optimizing it. All activity is targeted for the most efficient application of production materials, a principle which must run right through the entire process from plastic materials to the finished product (Fig. 1-15 and Chap. 4). 28
2 Injection Molding Machines
INJECT ION (OR PLASTICIZING) UNIT
29
Fig. 2-1 General layout for an injection molding machine.
designer should also review Chap. 15 regarding micro injection molding. The type and size of IMM to be used are dependent on the molded product dimensions and volume, which determine the processing ) requirements and the shot size (Chap. 4 , as well as the required pressure and material behavior (Chap. 6). Examples of product dimensions that directly influence the size of the machine required include all part dimensions; the number of parts to be molded in a single cycle; the mold runner system needed to produce required number of parts; the mold width, length, stack height (if stacking is
used), and opening distance; and the ejector rod spacing. This information will determine the preliminary requirements for the IMM. Reciprocating (Single-Stage) Screw Machines Reciprocating, or single-stage, IMMs are a conventional type where plastic is melted using a combination of conductive heat from heater bands surrounding the barrel and frictional heating created by a rotating screw inside the barrel (Figs. 2-2 and 2-3). The screw
2
Injection Molding Machines
Introduction
The injection molding machine (IMM) is one of the most significant and rational forming methods existing for processing plastic materials. A major part in this development has been by the forward-thinking machinery industry, which has been quick to seize on innovations and incorporate them into plastic molded products. The most recent examples are the all-electric and hybrid IMMs. A major focus continues to be on finding more rational means of processing the endless new plastics that are developed and also produce more cost-efficient products. A simplified general layout for an IMM is shown in Figs. 2-1 and
30
2 Injection Molding Machines
2 Znjection Molding Machines moves back to allow melted plastic to accumulate ahead of it, then moves forward, injecting all the melt into the mold in a single stage. The accumulation of melt at the screw tip forces the screw towards the rear of the machine until enough melt is collected for a shot. The back pressure required on the screw during this plasticating action is low, and when the shot size is produced, the screw stops rotating. With the mold halves closed, the nonrotating screw acts as a plunger and rams the melt into the cavity or cavities, using controlled injection pressure and rate of travel. After injection of the melt is complete, the screw rotates to prepare the next shot. The advantages of the reciprocating screw IMM over the two-stage IMM include the following: (1)reduced residence time, (2) self-cleaning screw action, and (3) responsive injection control. These advantages are key to processing heatsensitive plastics. Figure 2-4 describes a simplified sequence of operations for a reciprocating screw ma-
EXTRUDER SCREW
FLOW VALVE
I Iபைடு நூலகம்
HYDRAULIC INJECTION CYLINDERS
I
JR AIR LIFT FOR SCREW REMOVAL
I
PULL-IN CYLINDER
HEATING BANDS
Fig. 2-2 In-line reciprocating screw unit with hydraulic drive schematic.
Even though modern IMM with all its ingenious microprocessor control technology is in principle suited to perform flexible tasks, it nevertheless takes a whole series of peripheral auxiliary equipment to guarantee the necessary degree of flexibility. Examples include (1) raw material supply systems; (2) mold transport facilities; (3) mold preheating banks; (4) mold-changing devices, including rapid clamping and coupling equipment; ( 5 ) plasticizer-cylinder-changing devices; (6) molded-product handling equipment, particularly robots with interchangeable arms allowing adaptation to various types of production; and (7) transport systems for finished products and handling equipment to pass molded products on to subsequent production stages. There are different types and capacities of IMMs to meet different product and costproduction requirements. The types are principally horizontal single clamping units with reciprocating and two-stage plasticators. They range in injection capacity (shot size) from less than an ounce to at least 400 oz (usually from 4 to 100 oz) and in clamp tonnage up to at least 10,000 tons (usual from 50 to 600 tons). Other factors when specifying an IMM include clamp stroke, clamping speed, maximum daylight, clearances between tie rods, plasticating capacity, injection pressure, injection speed, and SO on, as reviewed in this chapter and Chap. 4. The