MAGNA303焊芯
不锈钢药心焊丝MAG焊接工艺在工程中的应用

( )MAG 焊是 氩 加 二 氧 化碳 混 合 气 体 熔 化 2 极保 护 焊 , 般 情 况 下 Ar含 量 为 7 ~ 8 , 一 0 o
收 稿 日期 : 0 20 — 0 2 1-13 。
作 者 简 介 : 建 义 , ,9 3年 毕 业 于 南 京 化 工 学 院 化 工 机 闫 男 18
摘
要 : 锈 钢 管道 焊 接 施 工 普 遍 采 用钨 极 氩 弧 焊 打 底 , 条 电 弧 焊 填 充 盖 面 ; 这 种 工 艺效 率 低 、 本 不 焊 但 成
高 , 接 操 作 难 度 大 , 约 了焊接 施 _ 进 度 。 为 了满 足 生 产 需要 , 某 常 减 压 装 置 设 备 、 焊 制 T - 在 管道 安 装 施 工 中 , 采
3 焊 缝 组 对 与 定 位 焊
焊缝充 氩保 护 。焊接前应 先用 氩气将 管 内空气 置
换干净 , 并确 保 内部氩气 纯度 达到焊 接要求 后 , 再
进行 焊接 。采用 高频引 弧和小 电流及 快 的焊接 速
度, 尽量 降低热输 入 。收尾处 打磨 成斜坡 状 , 焊至
斜坡 时 , 停给丝 , 暂 先用 电弧 把斜坡 处预 热并熔 化
不锈 钢管道 的化 学成分 及力 学性能 见表 1 。
表 l 0 r8 i C l N 9不锈 钢 管道 的化 学 成 分 及 力 学 。 洼能
( )坡 口 的 加 工 3
净 。定 位 焊 时 , 点 长 度不 小 于 2 焊 5 mm, 焊厚 点 度 3 5mm。为 便 于 焊 缝 衔 接 , 将 定 位 焊 缝 两 . 应
罔 1 坡 口结 构 示 意
能破 坏坡 口。 ( )每层 焊 接 结 束 后 , 砂 轮 机及 钢 丝 刷 将 4 用
常用焊条说明及用途

焊条及其使用碳钢焊条牌号说明:碳钢焊条适用于碳钢和低强度的低合金钢的焊接。
选择焊条依据钢材的化学成分、力学性能、抗裂性能的要求,同时考虑焊接结构、钢板厚度、工作条件、受力情况、焊机性能等因素综合分析。
必要时,做焊接试验,制订相应的工艺措施,再确定选用焊条。
⒈碳钢的焊接一般选用与钢材强度等级相对应的焊条,同时考虑结构复杂、厚板、刚度大、动负荷、可焊性差的,一般选用塑性好、冲击韧性高、抗裂性能好的低氢型焊条。
对焊接位置有特殊要求的,采用相应专用焊条,如立向下焊条、打底焊条等。
为提高焊接效率可选用铁粉型焊条。
⒉对焊缝冷却速度快、强度增高、焊缝易产生裂纹的,此时可选用比母材强度低一级的焊条;低碳钢与低合金钢之间的异种钢焊接,一般选用与强度等级低的钢材相应的焊条,并且考虑低合金钢因素,以选用低氢型为宜。
⒊对于中碳钢的焊接,由于钢材含碳量较高,增大了焊接裂纹倾向,一般选用低氢型焊条并采用预热、缓冷等方法及相适应的焊接工艺等措施。
⒋铸钢可焊性差,一般含碳量较高,工件厚大,结构复杂,极易产生焊接裂纹,当铸钢合金元素多时,就更为突出。
一般选用低氢型焊条,并采取预热、缓冷等方法及相应的焊接工艺等措施。
⒌为保证焊接质量,对工件焊口应清理干净,不准有油污、铁锈、水分、油漆及污物等,对使用低氢型焊条尤为重要。
⒍对低氢型焊条,焊前焊条须经350℃烘焙1h,并随烘随用,否则易产生气孔、夹渣、裂纹等缺陷。
纤维素焊条一般不需烘焙,若受潮,按说明书规定温度焊前烘焙,但温度过高将破坏焊条的焊接工艺性能。
⒎说明书中规定的焊接电流为参考值,实际操作中应具体掌握,如工件预热,可比正常电流低5%~15%;立焊和仰焊比平焊的电流小10%~15%;采用直流时可比交流减小10%左右。
在使用直流焊机时,注意说明书规定焊接所阶级性,否则影响焊接工艺。
⒏对低氢型焊条一般不应反复烘焙,防止药皮酥脆、脱落。
J421J421FeJ421Fe16J421XJ422J422GMJ422Fe J422Fe16 J423J424J425J426J427J501FeJ501Fe15J501Fe18 J502J503J505J506J506Fe J506Fe-1 J506Fe18J506HJ506D J506XJ507J507FeJ507Fe16J507HJ507D J507X碳钢焊条简明表牌号国家标准美国标准作用及用途J421 E4313 E6013 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
Φ1.6mm药芯焊丝MAG仰焊单面焊双面成形操作技术
Φ1.6mm药芯焊丝MAG仰焊单面焊双面成形操作技术摘要:我公司试制生产的CR240E型矿用工程自卸车,车架外形和质量大,不易翻转,车架组焊时部分焊缝只能进行全位置焊接。
工程自卸车车架结构采用ASTM A710 A组3级高强结构钢,屈服强度550MPa,板厚20mm以上,结构刚性大。
焊材选用抗裂性好的超低氢型药芯焊丝E81T1-Ni1H4,由于焊接填充量大,生产选用直径1.6mm的粗直径焊丝。
本文通过探究1.6mm直径药芯焊丝MAG焊时的焊接特点和各项焊接工艺参数对焊缝成形、焊缝质量的影响,以仰焊对接单面焊双面成形试验形式,采用打底、填充、盖面的多层焊接方式,探索出了能够得到成型好,性能优良的仰焊焊缝的焊接工艺,并将其应用到实际工程车的结构焊接中,填补了粗丝药芯MAG焊仰对接单面焊双面成形操作的空白。
关键词:Ø1.6mm粗直径药芯焊丝仰焊接头间隙单面焊双面成形钝边0引言:由于药芯焊丝MAG焊接适应性好、渗合金易、力学性能好,因此药芯焊丝气体保护焊是继焊条电弧焊和实芯焊丝气体保护焊的又一个被广泛应用的焊接方法。
药芯焊丝一般是通过药芯过渡合金元素,因此可以像手工焊条那样方便地从配方中调整合金成分,以适应被焊钢材的合金元素及力学性能要求。
由于药芯焊丝MAG焊接时电弧比较发散、电弧穿透力差,因此药芯焊丝气体保护焊仰焊的单面焊双面成形是电弧焊难度较大的一种操作技术,尤其以粗直径焊丝更甚。
1药芯焊丝焊的特点药芯焊丝区别于通常采用的实芯焊丝,是在金属外皮的内部包入焊接药剂制成的焊丝。
焊丝外皮中包入的药剂成分向熔池及焊缝中过渡合金成分,在焊接中起到脱氧、稳弧、形成熔渣、添加合金、产生气体的作用。
药剂熔化后以熔渣和渣壳的形式覆盖在熔池表面和焊缝表面,形成对焊接区的气体、熔渣联合保护,抗气孔能力强。
2 φ1.6mm药芯焊丝MAG仰焊焊单面焊双面成形的工艺特点单面焊双面成形技术,是在坡口的正面进行焊接焊后保证坡口正反两面都能得到均匀整齐,成形良好,符合质量要求的焊缝。
MAG-MAG双面双弧焊在输电管塔插接法兰根焊上的应用

7
图2 钢管坡 口与法 兰面在 同一平面
夹渣等缺陷。 电弧电压决定 电弧长短 ,对焊缝
成形有影响 ,M A G 时 ,电弧电压和电流成匹配关
坡 门线 与法兰面 不在同一平面 ’ ~ \
、
系 ,确定好 焊接电流后 ,就选择合适的电压即
可 。副枪位置属于横 焊位置 ,独立使用的焊接 参数和主枪相 近 ,在 主枪熔池尾部起弧 ,副枪 电弧中心始终 跟随主枪 电弧产生的熔池 ,保持 在5 ~ 1 0 m m,同时副枪电弧 中心可 以根据主枪电
枪 电弧中心指向焊缝中心,可以使之熔合 良好。
环缝根焊焊接完成后 ,外观无熔合不 良、 咬边等缺陷 ,经超声波 ( u T) 探伤 ,未发现根
焊内部缺陷,即获得 良好质量的根焊焊缝。
2 . 1 . 2 当钢管环形坡 口线与法兰面不在 同一平
面上时如 图3 ,焊接参数适当改变 ,如电流 、电 压适 当加大 。 此种情况时 ,双面双弧焊接方法同图2 时一
乏 i … |
MA G— MA G双 面 双 弧 焊
在输 电管塔插接法兰根焊上 的应用
M AG- M AG Do u bl e - S i 曲 Do u b l e We n d i ng Ap t  ̄c a i f o n o fRo o t We 1 g i n t h e } d F ̄a g e 0 f T髓璐 Ⅱ s s S t e e l 甜T o we r
{ l 一
・-
— —
— —
— —
—— .. . . . . . .
\
| /
| 7
兰以主枪位置顺时针旋转,主枪起弧焊接后副枪
在主枪电弧产生的熔池尾部起弧焊接 ,焊接时,
焊丝标准
推荐的焊接工艺 线经, mm
适用电流 A 适用电流 V 气体流量 CFH
1.20 – 4.00 -
30 - 40
------------------------------------------------------------------------------------------------------------------------------意大利弗力钢线公司上海代表处
1.00
+ 0.010 - 0.030
1.14
+ 0.010 - 0.030
1.20
+ 0.010 - 0.030
1.60
+ 0.010 - 0.040
推荐的焊接工艺 线经, mm
适用电流 A 适用电流 V 气体流量 CFH
0.80 – 1.60 160 - 250
26 - 33 30 - 50
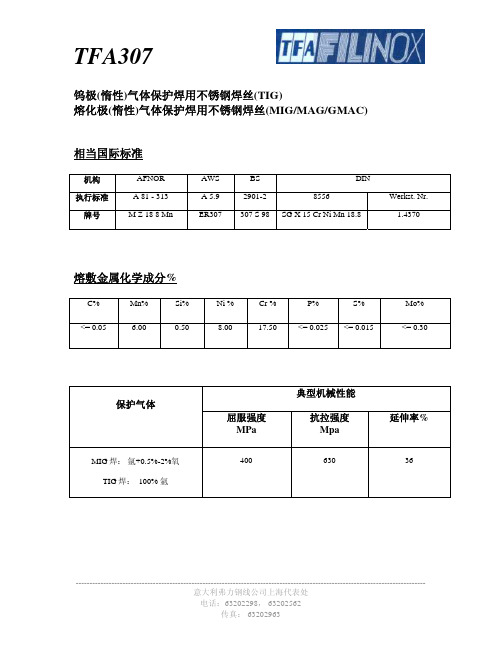
钨极(惰性)气体保护焊用不锈钢焊丝(TIG)特性与用途
电话:63202298, 63202562 传真: 63202963
Werkst. Nr. 1.4370
熔敷金属化学成分%
C%
Mn%
Si%
<= 0.05
6.00
0.50
Ni % 8.00
Cr % 17.50
P%
S%
<= 0.025 <= 0.015
Mo% <= 0.30
保护气体
MIG 焊: 氩+0.5%-2%氧 TIG 焊: 100% 氩
屈服强度 MPa
400
典型机械性能 抗拉强度 Mpa
TFA307
熔化极(惰性)气体保护焊用不锈钢焊丝(MIG/MAG/GMAC)特性与用途
美国(Magna)万能焊条
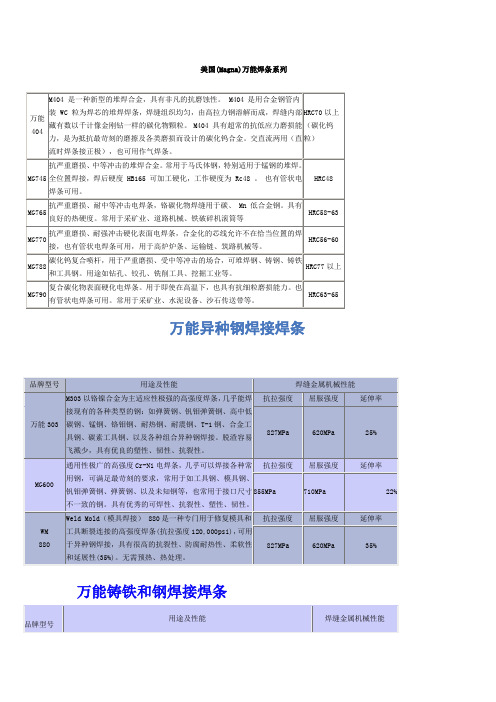
美国(Magna)万能焊条系列万能异种钢焊接焊条万能铸铁和钢焊接焊条万能异种金属间焊接焊条万能铜金属焊接焊条气焊万能 33F 高韧度, 适用于各钢类之气焊条焊金流动性与银焊条相似。
万能 51 适用于铝及铸锌件之修理, 对铝与铜之焊接尤佳, 可做铝之此型T接及搭接, 铝及异指类金属之焊接。
万能 55 本焊条是专门对铝, 铝合金, 铸铝而特吶设计的, 具备有此一种焊材可解决任何铝之焊接问题。
万能 66F 是一种附带药皮的高银含量全功能焊条,适用于维修应用,对几乎所有黑色及有色金属的焊接都有带腐蚀性的出众效果。
万能 67F 最幼细的, 涂以银质焊料之多用途焊枝为特殊之维修工作而配方。
万能 75F 一种多用途的青铜质合金, 用于铸铁和其它金属的焊接。
万能 77F 为焊接因磨损及破坏了的零件而设的超级敏感焊金。
万能 88C 自生熔剂超强力软焊焊合金, 并具超强抗腐蚀之万能合金。
电弧焊万能 8N12 多效的焊条用于焊接抗高温合金钢, 英高镍, 纯镍, 和所有镍合金. 可焊接50种以上的不同合金。
万能 100 是最经济且速度最快之开槽焊条。
万能 150 用来切割和穿洞。
万能 210 具有广泛用途之电焊枝。
万能 303 一种具有高效二相杆敷金属的焊条, 具有优越的抗裂作用。
万能 305 高强度可在任何位置施杆之电杆条,对T-型钢, 管道及圆形管与钢板之焊接最适用。
万能 307 钢合金焊枝。
万能 393 特佳流火烧焊, 防止腐蚀。
万能 395 特制的Duplex不锈钢焊条。
万能 400 完全是针对轧碎而设计, 有优越之填补率而节省许多焊条。
万能 401 用于一般耐冲击及耐磨耗。
万能 402 可耐非常强劲的冲击及锰钢的接合。
万能 403 含钦及铬合金乏耐磨炉条最耐高低重压之磨擦。
万能 404 密度高硬度均匀之碳化钨电焊条, 可作最耐磨损之硬化补面。
( 亦可用于气杆)万能 405 可堆填的焊条。
(强韧可机械加工火焰硬化)万能 440 高速工具钢焊条, 专为耐长期磨损刀刃而设的独有合金。
三类植入医疗器械的异种金属材料激光焊接工艺
三类植入医疗器械的异种金属材料激光焊接工艺【摘要】三类植入医疗器械需要进入人体血管组织并长期植入在人体,其尺寸小且精度要求高,需要通过激光焊接的工艺将显影用的铂、金、钽等材料焊接到不锈钢、钴铬合金、镍钛合金等三类医疗器械上。
【关键词】金属材料激光焊接,异种材料焊接,医疗器械目前三类植入医疗器械以金属零部件为主要组成部分,主要用的金属材料有316LVM不锈钢、L605和MP35N的钴铬合金、镍钛合金、钛合金等,这些金属材料本身在X射线下的显影效果不佳,因此通常要配合铂、铂-铱合金、金、钽等X射线不能透过的金属材料作为显影标记。
例如用形状记忆镍钛合金管材经过激光切割、热处理定型、电解抛光工艺制成的下肢外周血管支架,其两端通常每端需要2-4个显影点用以在手术时显示支架两端的位置。
通常在其由于不同金属材料的物理性能有较大差异,加上三类植入医疗器械本身尺寸小且精度要求高,给医疗器械上异种金属材料焊接带来极大挑战。
1、焊接材料分类和焊接过程1.1按照激光焊接特效对材料分类材料通过吸收激光发热,从固态变为熔融的液态甚至气化为气态,在这个过程中材料对激光的吸收效率是不同的。
当材料处于固态时,不同类型材料对激光的吸收效率有较大差异;当材料从固态变为液态时,激光能量的吸收会发生巨变;当材料气化时,入射的激光几乎全部被有效吸收。
因此选择合适的激光功率密度是激光焊接工艺的一个关键点:激光功率密度不足时,激光能量不足以将固态的金属熔化,达不到激光焊接目的;激光功率密度过高时,金属材料直接气化,会造成焊接孔洞等焊接缺陷。
按照材料熔化、汽化所需的功率密度,可以将材料分为三类。
表1:材料分类所需激光功率密度的目的是确保激光能量有效的耦合到材料表面,这个过程称为表面耦合效应。
建立此新表面通常需要几皮秒(1.0E-12秒)的时间,新表面的厚度通常为0.1um。
表面耦合效应必须得到保证,否则部分激光能量会被反射从而不起作用。
1.2异种材料激光可焊性的判别步骤一:查看每种合金的组成,并将合金元素按照第一部分的三种材料类别进行归类:1)如果合金元素成分属于同一类别,则确信可以焊接。
焊接百科4 MIG焊MAG焊(实芯焊丝)
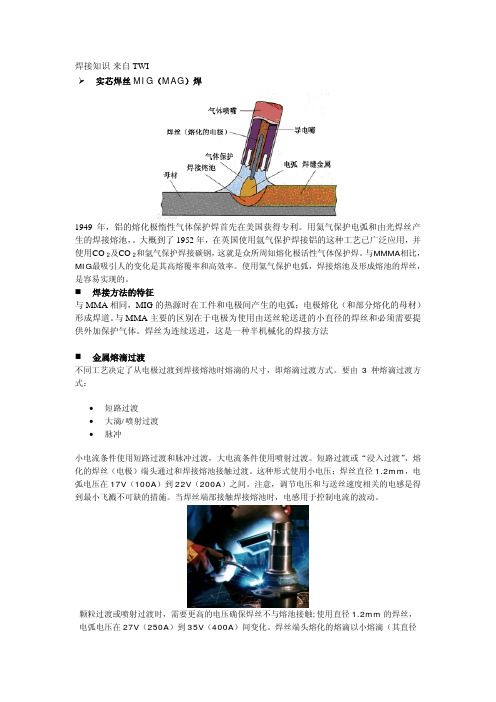
焊接知识-来自TWI¾实芯焊丝MIG(MAG)焊1949年,铝的熔化极惰性气体保护焊首先在美国获得专利。
用氦气保护电弧和由光焊丝产生的焊接熔池,。
大概到了1952年,在英国使用氩气保护焊接铝的这种工艺已广泛应用,并使用CO 2及CO 2和氩气保护焊接碳钢,这就是众所周知熔化极活性气体保护焊。
与MMMA相比,MIG最吸引人的变化是其高熔覆率和高效率。
使用氦气保护电弧,焊接熔池及形成熔池的焊丝,是容易实现的。
焊接方法的特征与MMA相同,MIG的热源时在工件和电极间产生的电弧;电极熔化(和部分熔化的母材)形成焊道。
与MMA主要的区别在于电极为使用由送丝轮送进的小直径的焊丝和必须需要提供外加保护气体。
焊丝为连续送进,这是一种半机械化的焊接方法金属熔滴过渡不同工艺决定了从电极过渡到焊接熔池时熔滴的尺寸,即熔滴过渡方式。
要由3种熔滴过渡方式:•短路过渡•大滴/喷射过渡•脉冲小电流条件使用短路过渡和脉冲过渡,大电流条件使用喷射过渡。
短路过渡或“浸入过渡”,熔化的焊丝(电极)端头通过和焊接熔池接触过渡。
这种形式使用小电压;焊丝直径1.2mm,电弧电压在17V(100A)到22V(200A)之间。
注意,调节电压和与送丝速度相关的电感是得到最小飞溅不可缺的措施。
当焊丝端部接触焊接熔池时,电感用于控制电流的波动。
颗粒过渡或喷射过渡时,需要更高的电压确保焊丝不与熔池接触;使用直径1.2mm的焊丝,电弧电压在27V(250A)到35V(400A)间变化。
焊丝端头熔化的熔滴以小熔滴(其直径大约为焊丝直径或略小)的形式过渡到焊接熔池中。
然而,这需要一最小电流值,已迫使熔滴脱离并通过电弧区。
如果使用小电流,低电弧力将不能阻止熔滴在焊丝端头变大。
这些熔滴将在地球引力作用下不规律过渡。
脉冲模式是低电流(最低电流值)稳定开放式电弧的发展,以避免短路过渡和飞溅。
脉冲电流决定熔滴过渡,每次脉冲电流迫使熔滴过渡。
脉冲MIG使用特殊的控制系统,其电源根据焊丝成分和直径调节(脉冲参数),脉冲频率根据送丝速度调节。
大亚湾核电焊接常见金属材料

使用说明1.本材料表收集了大亚湾核电站安装阶段遇到的经过焊接施工的金属材料100多种,也是焊接维修中会经常遇到的材料,主要是管道、支架、阀门、法兰,以及管道配件,管接头等材料,并不包括许多制造厂预制的大设备材料或不需在现场安装时进行焊接的材料。
2.表中材料序号下标注的字母N、C、B或W分别表示该材料是在核岛安装(N),常规岛安装(C),BOP安装(B),或是焊接工艺评定(W)中所遇到的材料。
3.ASTM标准往往同时采用英制和公制表示,标准号后面加“M”的为公制,本材料表没有把“M”完全标出,如(ASTM105M,ASTM181M)等,但在表中该材料的机械性能已同时列出了英制和公制两种表示数据。
4.在化学成份一栏中,如果原标准中有“产品化学成份分析”的,本表就采用产品化学成份;否则就引用“熔炼分析”(LADLE ANALYSIS)数据。
5.在材料标准中,除了本表摘录的三项机械性能指标之外,往往还有冲击,硬度,晶粒度,可焊性,水压试验等要求,有的还有高温或低温机械性能要求,本材料表为了简化,没有全部罗列。
标准中列出的机械性能往往是在最终热处理状态下的性能,碳钢一般在轧制或回火状态(NORMALIZED),合金钢一般是在正火后回火状态,不锈钢则是在固态状态下的机械性能,更准确的状态要查原标准说明。
6.正因为以上多种性能要求的原因,表中列出的“近似牌号”只是从化学成分和基本的室温机械性能推测的,请使用者在选择代用材料时,注意材料的供货状态(加工,热处理状态),在重要场合还是应当作一下材料性能测试,或者查核一下原标准和设计要求也是十分必要的,希望本材料表只是作为进一步工作的索引,并不是作最后决定的依据。
7.因为时间仓促,本表上收集的数据有些是从手册上转抄来的,难免有错漏,请使用者帮助指正。
技术支持处规范控制科二OO七年七月整理D/AC306室焊接填充材料清单(2007.7整理)大亚湾核电站焊接施工中常见金属材料一览表技术支持处规范控制科二OO七年七月整理目录一、碳钢与碳锰钢类1.230-400M 铸钢NFA32-0512.E24-2 结构钢板NFA35-5013.E24-3 结构钢板NFA35-5014.E28-2 结构钢板NFA35-5015.E28-3 结构钢板NFA35-5016.E36-3 结构钢板NFA35-5017.E36-4 结构钢板NFA35-5018.E24-2 结构钢型材或棒NFA35-5019.E24-3 结构钢型材或棒NFA35-50110.E28-2 结构钢型材或棒NFA35-50111.E28-3 结构钢型材或棒NFA35-50112.E36-3 结构钢型材或棒NFA35-50113.E36-4 结构钢型材或棒NFA35-50114.XC-18 可渗碳结构钢棒NFA35-55115.20M5 结构钢棒NFA35-55216.A37(CP)锅炉及压力容器用钢板NFA36-20517.A42(CP)锅炉及压力容器用钢板NFA36-20518.A48(CP)锅炉及压力容器用钢板NFA36-20519.A52(CP)锅炉及压力容器用钢板NFA36-20520.TU37b 高温流体无缝管NFA49-21121.TU42b 高温流体无缝管NFA49-21122.TUE220A 平头热扎无缝管NFA49-112+某行业标准23.TUE250B 高温流体无缝管NFA49-211+某行业标准24.TU48b 高温流体无缝管NAA49-21125.TU37C 中温(≤350℃)无缝管NFA49-212高温(>350℃)无缝管NFA49-21326.TU42C 中温用无缝管NFA49-212高温用无缝管NFA49-21327.TU48C 高温用无缝管NFA49-21328.5LX52 焊接管或无缝管API(美国石油协会标准)29.5LB 焊接管或无缝管API30.A29-1018 棒材ASTMA2931.A105/A105M 锻件,管路用配件ASTMA105/A105M32.A106 Grade B 高温用无缝管ASTMA10633.A106 Grade C 高温用无缝管ASTMA10634.A181 Glass 60 管路用锻件ASTMA18135.A216 WCB 高温用可焊铸钢ASTMA21636.A216 WCC 高温用可焊铸钢ASTMA21637.A234 WPB 管路配件,管接头ASTMA23438.A234 WPC 管路配件,管接头ASTMA23439.A285 GR.C 低中强度压力容器钢板ASTMA28540.A350LF2 有冲击韧性要求的锻件ASTMA35041.A515GR.60 中高温压力容器钢板ASTMA51542.A516 GR.60 中低温压力容器用板ASTMA51643.A516 GR.70 中低温压力容器用板ASTMA51644.070M20 锻钢BS 97045.151-430B 压力容器钢板BS1501 Pt.146.161-430A 压力容器钢板BS1501 Pt.147.161-430B 压力容器钢板BS1501 Pt.148.P.S.35/091 压力容器钢板BS1501 Pt.1+P.S.35/091(GEC)49.223-490B 压力容器钢板BS1501 Pt.150.221-430 承压锻件BS150351.P.S.35/092 承压锻件BS1503+P.S.35/092(GEC)52.221-490 承压锻件BS150353.223-490/223GR.32 承压锻件BS1503(1980)/(1969)54.P.S.35/096 可焊结构钢棒材P.S.35/096(GEC)55.161 GR.430A 承压铸钢BS 150456.161 GR.480 承压铸钢BS 150457.ERW GR.410 电阻焊或感应焊承压管BS360158.HFS-410 热精整承压无缝管BS360159.HFS-430 热精整高温承压无缝管BS3602 Pt.160.HFS-410 热精整高温承压无缝管BS3602 Pt.161.490Nb/500Nb 高温承压管BS3602 Pt.1(1978/1987)62.410 高温承压埋弧焊管BS3602 Pt.263.460 高温承压埋弧焊管BS3602 Pt.264.43A (GR. 43A) 可焊性结构钢板BS436065.GR.43C 可焊性结构钢板BS436066.GR. 43C 可焊性结构钢型材,棒BS436067.St. 37.3 棒,厚板DIN 1710068.St. 45.8 管DIN1717569.St. 52 管材DIN162970.GS-C25 铸钢DIN1724571.HII 厚板DIN1715572.16MnR 压力容器用钢板GB6654-8673.20 低中压锅炉无缝管GB3087-8274.20g 高压锅炉无缝管GB5310-8575.A3 型钢,板GB700-65二、不锈钢类1. Z2CN18.10 1,2,3级设备管RCCM-M33042. Z5CN18.10 1,2,3级设备管RCCM-M33043. Z2CND17.12 1,2,3级设备管RCCM-M33044. Z5CND17.12 1,2,3级设备管RCCM-M33045. Z3CN20.09M 铸钢RCCM-M3403,3404,34056. F304L 高温用锻件ASTMA1827. F316L 高温用锻件ASTMA1828. F321 高温用锻件ASTMA1829. 304L 承压钢板ASTMA24010. 405 承压钢板ASTMA24011. TP316 一般用途管ASTMA26912. TP304L 焊接管或无缝管ASTMA31213. TP304 焊接管或无缝管ASTMA31214. TP316L 焊接管或无缝管ASTMA31215. TP316 焊接管或无缝管ASTMA31216. TP321 焊接管或无缝管ASTMA31217. TP347 焊接管或无缝管ASTMA31218. 304L 锻造用棒ASTMA31419. CF8 承压件用铸钢ASTMA35120. CF8M 承压件用铸钢ASTMA35121. CR321 锻造管接头ASTMA40322. WP321 锻造管接头ASTMA40323. CR304L 锻造管接头ASTMA40324. WP304L 锻造管接头ASTMA40325. 316S13/316S16 锻钢BS970(1983)/(1970/72)26. 321S12 承压钢板BS1501 Pt.327. 321S31 型材,棒BS150228. 321S31(321S40) 承压锻件BS150329. 304S11 承压锻件BS150330. 1Cr18Ni9Ti 无缝管GB2270-80,GB1220-7531. X10CrNiTi18.9 板,棒,管,锻件DIN 17440三、合金钢类1. F11 Class 1 高温法兰,管接头等ASTMA1822. F11 Class 2 高温法兰,管接头等ASTMA1823. F11 Class 3 高温法兰,管接头等ASTMA1824. F22 Class 1 高温法兰,管接头等ASTMA1825. F22 Class 3 高温法兰,管接头等ASTMA1826. WC9 高温承压铸钢ASTMA2177. P11,WP11,Class1 中高温管道配件ASTMA2348. WP11,Class2 中高温管道配件ASTMA2349. WP11,Class3 中高温管道配件ASTMA23410. WP22,Class1 中高温管道配件ASTMA23411. WP22,Class3 中高温管道配件ASTMA23412. P11 高温用无缝管ASTMA33513. P22 高温用无缝管ASTMA33514. GR.11 Class 1 承压钢板ASTMA38715. GR.11 Class 2 承压钢板ASTMA38716. GR.12 Class 1 承压钢板ASTMA38717. GR.22 Class 1 承压钢板ASTMA38718. GR.22 Class 2 承压钢板ASTMA38719. 620 GR.31 压力容器钢板BS1501 Pt.220. 621 压力容器钢板BS1501 Pt.221. 620-440 压力容器用型材,棒BS150222. 621-460 承压锻件BS150323. 622-560 承压锻件BS150324. P.S. 30/436 承压锻件BS1503+P.S.30/436(GEC)25. GS-22M04 铸钢DIN1724526. 10CrMo910 管材DIN1717527. 15Mo3 管材DIN1717528. 13CrMo44 厚板DIN1715529. 22CrMo44 高温用结构钢DIN1717530. 15NiCuMoNb5 板,锻件DIN,材料号Nb.1.636831. 15CrMo 高压锅炉无缝管GB5310-8532. 18MnD5 压力容器支撑构件钢板RCCM-M2125四、镍基合金和铝1. NC15Fe 1,2级设备锻,轧件,热轧板RCCM-M4102/M41032. 铝3级铝母线GB1196-83GB5585.3-85大亚湾核电站焊接施工中常见金属材料—览表一、碳钢与碳锰钢类大亚湾核电站焊接施工中常见金属材料—览表大亚湾核电站焊接施工中常见金属材料—览表大亚湾核电站焊接施工中常见金属材料—览表。
MAG、MIG焊药芯焊丝气保焊
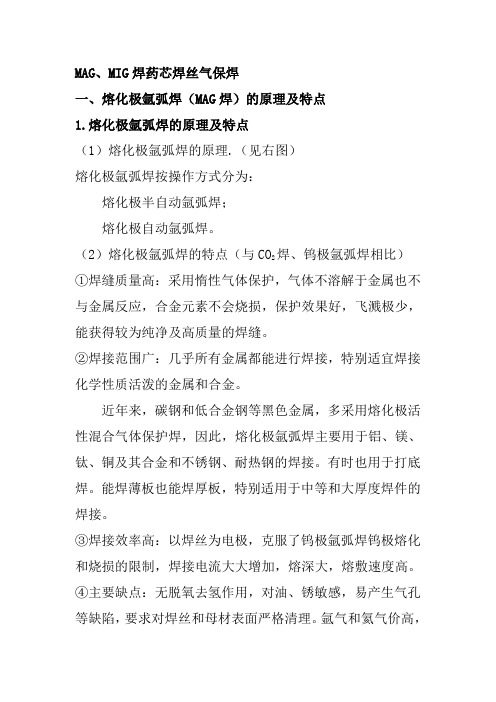
MAG、MIG焊药芯焊丝气保焊一、熔化极氩弧焊(MAG焊)的原理及特点1.熔化极氩弧焊的原理及特点(1)熔化极氩弧焊的原理.(见右图)熔化极氩弧焊按操作方式分为:熔化极半自动氩弧焊;熔化极自动氩弧焊。
(2)熔化极氩弧焊的特点(与CO2焊、钨极氩弧焊相比)①焊缝质量高:采用惰性气体保护,气体不溶解于金属也不与金属反应,合金元素不会烧损,保护效果好,飞溅极少,能获得较为纯净及高质量的焊缝。
②焊接范围广:几乎所有金属都能进行焊接,特别适宜焊接化学性质活泼的金属和合金。
近年来,碳钢和低合金钢等黑色金属,多采用熔化极活性混合气体保护焊,因此,熔化极氩弧焊主要用于铝、镁、钛、铜及其合金和不锈钢、耐热钢的焊接。
有时也用于打底焊。
能焊薄板也能焊厚板,特别适用于中等和大厚度焊件的焊接。
③焊接效率高:以焊丝为电极,克服了钨极氩弧焊钨极熔化和烧损的限制,焊接电流大大增加,熔深大,熔敷速度高。
④主要缺点:无脱氧去氢作用,对油、锈敏感,易产生气孔等缺陷,要求对焊丝和母材表面严格清理。
氩气和氦气价高,焊接成本高。
2. 熔化极氩弧焊的熔滴过渡形式采用短路过渡或颗粒过渡焊接时,飞溅严重,电弧复燃困难,焊件熔化不良容易产生焊缝缺陷。
所以熔化极氩弧焊多采用喷射过渡的熔滴过渡形式。
熔滴过渡:焊丝(条)端头的金属在电弧热作用下被加热熔化形成熔滴,并在各种力的作用下脱离焊丝(条)进入熔池,称之为熔滴过渡。
影响熔滴过渡状态的因素:熔滴过渡状态是指焊条熔化后滴入熔池的状态。
对熔滴过渡产生影响的因素包括保护气体的种类和成分,焊接电流和电压,焊丝(条)的成分和直径等。
临界电流:由大滴过渡向喷射过渡转变的最小电流称为喷射过渡临界电流。
短路过渡小电流、低电压。
熔滴长大受到空间限制而与母材短路,在表面张力及小桥爆破力作用下脱离焊丝。
熔滴过渡的形式大颗粒过渡电弧长度较长,熔滴可自由长大,直至下落力大于表面张力时,脱离焊丝落入熔池。
细颗粒过渡CO2焊时,电流超过一定值,过渡颗粒变小,飞溅小焊缝成型好。
美国MG焊接材料

美国 MAGNA (万能)焊接合金材料MAGNA 焊接合金是专门为设备维修和保养而设计的焊条。
万能公司针对维修焊接中的难题专门制造出用途广泛、高品质的产品,主要用于维修及保养,甚至不熟练的焊工也能圆满完成困难的工作,对于技术高的焊工能结合他的技术和 MAGNA 产品良好的性能得到满意的结果,让工业界安全、快速、可靠地降低成本进行维修保养。
以下是 MAGNA 焊接系列的几种代表产品:金属材料的特殊焊接型号产品性能及应用举例HRC MG700 设计用于高速工具钢等的通用的高硬度合金,焊后硬度可达 Rc58-62 ,600 ℃ 的高温下还可以保持 Rc56 的58-65 硬度。
常用于热冷锻模、热剪机和剪板机刃口、车刀、下料模等30-33 MG701 优质的堆焊焊条,一般无需预热,常用于马氏体及其它工具钢,特别适用于 H-11 及 H-13 工具钢,可加工。
用途:铸铝模具,铸锌模具、修理其它热工作工具。
55-60 MG710 一种通用性极广的工具钢焊条,一般无需预热或只需低温预热,具有高度的抗碎裂性、可锻造性、可回火性和多层焊接性。
焊后硬度为 Rc55-60 。
常用于耐冲击和磨损的各种工具、模具。
如剪裁机刀片、锻模、冷剪裁模、成型模、撕碎机的锤头、轧机滚子等。
MG713 用于装配与修理 H-13 工具钢电焊条。
常用于修整现存模具、加工误差等55-6038-43 MG720 钻基焊条,用于高温条件下抗腐蚀、抗冲击、耐磨损。
550 ℃保持 Rc42 的硬度。
常用于化工设备、热冲裁机、滑阀门、火花塞、冲孔机等。
MG740 可用于大多数钢的中等硬度的堆焊合金。
具有耐高压、耐冲击磨损、优良的抗裂性能,是表面硬化层理想的基33-41 层。
焊缝可加工并可锻造。
48 MG745 抗严重磨损、中等冲击的堆焊合金。
常用于马氏体钢,特别适用于锰钢的堆焊。
全位置焊接,焊后硬度 HB165 可加工硬化,工作硬度为 Rc48 。
也有管状电焊条可用。
新型大电流空冷MAG焊枪研制

文 献标 志(0 2 0 — 0 7 0 1 0 — 9 8 2 1) 2 0 2 — 3
D e eo v l pm e to w pe Hi h— u r ntAi o i AG e d n r h n fNe Ty g c r e r Co l ng M W l i g To c
aisi 303标准
aisi 303标准
AISI 303是一种易加工的不锈钢,其标准包括ASTM A582/A582M(易加工不锈钢棒材的标准规范)、ASTM A581/A581M(易加工不锈钢线材和线材的标准规范)、ASTM A895(易加工不锈钢板、薄板和带材的标准规范)等。
其主要化学成分包括碳(C)≤%,硅(Si)≤%,锰(Mn)≤%,磷(P)≤%,硫(S)≤%,铬(Cr)%,镍(Ni)%。
此外,AISI 303的退火处理温度在1900°F-2000°F之间,每英寸厚度至少保持60分钟,然后进行水淬。
需要注意的是,长时间暴露在800°F至1500°F的温度下会导致脆化和腐蚀特性的丧失。
以上信息仅供参考,如需获取更多详细信息,建议查阅AISI 303的官方标准文档或咨询相关技术人员。
303棒材标准

303棒材标准
303棒材标准包括以下方面:
1. 化学成分:303棒材的化学成分应符合以下标准:碳(C)≤,磷(P)≤,锰(Mn)≤,硫(S)≥,铬(Cr),镍(Ni),钼(Mo)≤。
2. 机械性能:303棒材的抗拉强度σb(MPa)≥520,条件屈服强度σ(MPa)≥205,伸长率δ5(%)≥40,断面收缩率ψ(%)≥50。
3. 硬度:303棒材的标准硬度在HRB 90-100之间,HRC 20-25之间。
4. 尺寸:303棒材的尺寸通常为直径6-50mm的圆棒、六角棒、方棒、扁棒、实心棒等。
需要注意的是,具体的标准可能会根据不同的生产厂家、国家和地区有所差异。
在使用或采购303棒材时,应了解所采购的产品是否符合自己的要求,以及具体用途。
同时,为确保产品的质量,建议选择正规的生产厂家和渠道购买。
303不锈钢棒的用途
303不锈钢棒的用途
1.机械制造:303不锈钢棒常用于机械零件的制造,如轴、螺栓、螺母、销子等。
其特殊的耐磨性和抗腐蚀性能能够保证机械零件在恶劣环境
下的正常运转。
2.医疗器械:303不锈钢棒具有化学稳定性强、内部质量均匀等特点,适用于制造医疗器械,如手术器械、针管等。
其抗腐蚀性能能够保证医疗
器械在与体内液体接触时不会产生任何污染和反应。
3.食品加工:在食品加工和制造业中,303不锈钢棒通常用于制造食
品接触设备、输送带和制作工作台等。
其不会对食物产生任何有害物质,
能够保证食品的安全和卫生。
4.建筑装潢:303不锈钢棒因其外观美观、耐腐蚀性能好等特点,常
用于建筑装潢材料的制造。
如楼梯扶手、门把手、挂钩、装饰花纹等。
其
材料强度高、表面光滑不锈,具有较长的使用寿命。
5.汽车制造:303不锈钢棒可以用于汽车制造中的多个部件,如零件
连接材料、汽车配件、排气歧管等。
因其良好的耐高温、耐磨损性能,能
够满足汽车行驶过程中的需求。
6.特殊工业领域:303不锈钢棒还广泛用于航空航天、船舶制造、化
工等特殊工业领域。
这些领域对材料的耐腐蚀性能和可靠性要求较高,
303不锈钢棒能够满足这些要求。
总之,303不锈钢棒的用途非常广泛,涵盖了机械制造、医疗器械、
食品加工、建筑装潢、汽车制造以及特殊工业领域等多个领域。
其耐腐蚀
性能和良好加工性使其成为一种理想的材料选择。
mag焊接操作流程

mag焊接操作流程
MAG焊接的操作流程如下:
1、准备待焊接的接头,确保接头位置准确。
2、根据焊接材料和工作件厚度,调整焊机的电流和焊接速度。
3、操作人员通过按下开关或脚踏板,启动焊接电弧。
4、电弧预热后,送第一滴焊丝熔化金属在坡口一端,然后电弧摆到坡口另一端,送第二滴焊丝熔化金属,使二滴铁水连接形成焊缝的根基。
5、电弧作横向摆动,两边稍作停留,焊丝均匀地、断续地送进熔池向前施焊。
6、在填丝过程中勿扰乱氩气气流,停弧时注意氩气保护熔池,防止焊缝氧化。
7、焊后半圈时,电弧熔化前半圈仰焊部位,待出现熔孔时给送焊丝,前两滴可以多给点焊丝,避免接头内凹,然后按正常焊接。
8、12点收尾处打磨成斜坡状,焊至斜坡时,暂停给丝,用电弧把斜坡处熔化成熔孔,最后收口。
注意焊到后半圈剩一小半时应减小内部保护气体流量到3L/min,以防止气压过大而使焊缝内凹。
以上流程仅供参考,建议咨询专业人士获取具体信息。
303不锈钢棒的用途
303不锈钢棒的用途
首先,303不锈钢棒在制造业中有着广泛的应用。
由于其具有良好的
可加工性和耐腐蚀性能,303不锈钢棒常用于制造机械零件、轴承、螺栓、螺母、阀门等。
其高强度和机械性能使得它在高压、高温环境下具有良好
的稳定性,因此可用于制造一些重要的工业设备。
其次,303不锈钢棒在建筑和装饰领域也有广泛的应用。
其抗腐蚀能
力使得它可以用于制作室内和室外的装饰品、楼梯扶手、栏杆、门把手等。
此外,303不锈钢棒还常用于制作厨房和浴室等潮湿环境下的家居用品,
并因其不易生锈和易清洁的特性而备受青睐。
另外,303不锈钢棒也常用于制作导电元件。
由于其具有高导电性和
良好的耐腐蚀性能,因此被广泛应用于电子、电器等领域。
303不锈钢棒
可以用于制作电极、连接器、导线、绝缘夹等电子元件,同时其抗高温性
能也使其适用于制作一些高温电子元件。
此外,303不锈钢棒在医疗器械领域也有广泛的应用。
其良好的生物
相容性和良好的耐腐蚀性能使其成为一些外科器械、手术针、牙科器械等
的理想材料。
303不锈钢棒的高强度和耐腐蚀性能还使其适用于制作一些
需要抵抗体液和药物腐蚀的医疗器械。
总之,303不锈钢棒具有多种优良性能,使得其在制造业、建筑和装
饰领域、电子、医疗器械等领域中广泛应用。
无论是在高温高压的工业环
境中,还是在家居和医疗环境中,303不锈钢棒都能够发挥其独特的优势,满足不同领域的需求。
303材料标准和牌号
303材料标准和牌号探秘303材料标准:一种工业界的“硬核”牌号在浩瀚的金属世界中,有一种神秘而强大的存在,那就是我们今天要揭秘的主角——303材料。
这个看似简单的三位数字,背后却蕴含着丰富的科技内涵与卓越的性能表现,堪称是工业界的一枚“瑰宝”。
首先,让我们来拨开迷雾,揭晓303材料的庐山真面目。
所谓303材料,实则是不锈钢大家族中的一员猛将,它依据的是国际公认的标准体系,是一类经过精心设计和严格控制生产工艺制造出的奥氏体不锈钢。
它的全名“UNS S30300”,就像武侠小说中的英雄令,代表着其独特且无可替代的地位。
303牌号不锈钢的魅力在于其独特的化学成分和机械性能。
这种材料含有足够的铬和镍元素,赋予了它优异的耐腐蚀性,就如同披上了一件“铜墙铁壁”的外衣,无论是在酸碱环境还是盐雾条件下,都能保持傲骨铮铮,不为所动。
同时,303材料还通过添加硫或硒等元素进行自由切削加工改良,这就像是给这位“硬汉”配备了一把锋利无比的“内功”,使其在机械加工过程中展现出卓越的可切削性和良好的光洁度,大大提升了生产效率。
然而,303牌号不锈钢并非只是一位“孤胆英雄”,它在各行各业中扮演着举足轻重的角色。
从精密仪器零件、汽车配件到航空航天设备,甚至是我们日常生活中常见的各类紧固件,都有303材料的身影。
它的广泛应用,无疑是对其实力的一种最佳证明,也彰显出其在工业江湖中的“百变金刚”形象。
当然,提到303材料,不得不提的就是它那如同“金钟罩”般的稳定性。
即使面对极端条件下的冷热交替冲击,或是长时间的高温服役,303材料也能保持稳定的力学性能和微观结构,真正做到“风雨不动安如山”。
总而言之,303材料标准及其牌号,不仅凝聚了科研人员的智慧结晶,更是现代工业发展不可或缺的重要支撑。
每一颗闪耀着光泽的303不锈钢零部件,都是工业艺术与技术力量的完美结合,正以其坚毅品质和出色性能,在全球工业舞台上独领风骚,书写着属于自己的传奇篇章!哇塞,这真是令人叹为观止,不禁让人对人类科技创新的力量充满敬意与期待!。
303不锈钢化学成分标准
303不锈钢化学成分标准
303不锈钢是一种常用的不锈钢材料,其化学成分标准是什么呢?下面我们来详细了解一下。
首先,303不锈钢的主要成分是铬、镍和钼。
其中,铬的含量
在17%至19%之间,镍的含量在8%至10%之间,钼的含量在2%至3%之间。
此外,它还含有少量的硫、磷和碳。
铬是不锈钢中最重要的元素之一,它可以增加不锈钢的抗腐蚀性能。
镍可以提高不锈钢的强度和塑性,同时也可以增加其耐腐蚀性。
钼可以提高不锈钢的耐蚀性和耐高温性能。
硫、磷和碳是不锈钢中的杂质元素,它们会降低不锈钢的抗腐蚀性能和机械性能。
因此,在生产过程中需要控制这些元素的含量。
除了以上主要成分外,303不锈钢还含有一些其他元素,如锰、硅、铜、氮等。
这些元素对不锈钢的性能也有一定影响。
总的来说,303不锈钢的化学成分标准是比较严格的,生产厂
家需要控制各种元素的含量,以保证产品质量。
同时,用户在选购303不锈钢材料时也需要了解其化学成分,以便选择合适的材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万能303
说明:MAGNA303焊芯是以铬镍合金为主的高效率、高强度焊条。
几乎可以焊接所有钢材。
可交直流两用,采用直流电源,焊条接正极。
具有优良的焊接工艺性能,电弧稳定,焊缝均匀美观,在有油、水及铁锈的条件下也能焊接效果优异。
焊接时应采用短弧,脱渣容易,飞溅少,具有优良的塑性、韧性、抗裂性能。
可以焊接不同的钢:如高碳钢、工具钢、结构用高强度钢、弹簧钢,奥氏体高锰钢等。
在堆焊时,可用作缓冲层。
用途:常用于工具钢与模具钢的维修,弹簧、钒钼弹簧钢及异种钢的焊补,断螺栓的移除等
:
注意事项:
1:焊缝热膨胀-收缩率较低,使开裂的机会减至最低。
2:厚度较大的工件应先开好90°V型坡口。
3:焊接高碳钢前须预热200℃;焊接弹簧钢时要控制焊接温度,以防弹簧软化。
4:焊接时须用短弧操作,以窄焊道运条。
特别是在带水或水中焊接时,焊条要与工件成一定角度,采用自耗式焊接,接触工件走直线,
5:应待焊缝金属冷却后再除渣。
6:在400℃或以下的工作环境下,焊缝能保持其高强度及耐用性。