部品的使用方法练习1
常用量具使用方法

3、 注意事项 A 使用时要做到规范操作,不可草率行事。 B 每次使用完后,要关掉电源。 C 高度尺要经常保持清洁,以防止灰尘、油污将高度尺污染,影响功能。
第四节、 分厘卡的使用
a) 结构(图1-1)
尺架
测微螺杆 测砧
固定套管
微分筒
测力装置
锁紧装置
隔热装置
图1-1:分厘卡的结构 2、使用方法及读数 (1)使用方法
若太多灰尘,测定就不正确,且平台亦容易受损伤,平常要注意清扫,为了避免平台的损 伤,要注意测定辅助具等的使用。
第七节、万能角度尺的使用
1、 结构 Ⅰ型万能角度尺的结构
直角尺
游标
主尺
Ⅱ型万能角度尺的结构
直尺
基尺 制动头 扇形板
卡块
直尺
卡块
主尺
制动器 小圆盘 放大镜 Page 9 of 13
90
90
基尺
(2)杠杆百分表的结构
Page 7 of 13
2、使用方法及读数 (1)百分表的读数 带有测头的测量杆,对刻度圆盘进行平行直线运动,并把直线运动转变为回转运动传送到长
(完整版)夏米尔EDM的操作方法1

确认
作成
2013/05/01
新规作成
金型部
朱芳
作业指示书
文件编号
夏米尔EDM操作指示书
制订日期
2013-05-01
页次
2/2
版次
10.将电极粗、幼公深度先对好记录下来,切记粗公加工时千万不可到幼公位置。
11.将记录下来的深度火花位旋转方向输入到程式里面,保存下来,然后再较表定在电极某一位置,但不可伤到电极,将此程式先用“リード”数据模拟一次确认,数据无问题方可加工如发现有问题要马上提出向上级报告且不可加工,电极或“リード”数据OK较表是不动,如果电极或“リード”数据NG而较表会不停跳动。
三、注意事项:
1.机台周围及地面的“6S”。
2.机台定期保养,将机台的油渍擦干净和加润滑油。
3.经常检查压缩空气是否带有水份。
4.电极在机台上面严禁用力按钮,否则会损坏C轴。
12.图面上有“高精度部品”标记和不标记的图面,有“高精度部品”标记的工件全部不可两件重叠加工要一件一件加工非高精度部品工件方可两件重叠加工而且是按实际情况而定的厚度太厚的绝不可以,考虑吸油问题及精度。
13.在每次准备加工时要仔细确认工件图纸和铜公图纸的数据,如有铜公检查表,图纸的要认真确认清楚。没有检查表要从图面袋找出或到技术课打印出来再同工件图纸对照清楚,确认无误后再可开机加工避免错误发生。
7.注意冲油方法,尽可能利用中间冲油方法,油不能对冲,因为冲油的好坏会导致工件的积碳,寸法超差表面光洁度。
8.在机台加工的过程中,应该利用时间准备下一个电极,将电极检查修理毛刺确认加工位置及深度。
9.斜齿加工前电极用千分表调较正同心度(即上、下两个较表)保证在0.002mm以内。
记号
TQM-1QC实例

供应商来料合格率比较表(2002/1-2003/7) 7月供应商来料合格率:94.74%(来货次数为5226次,合格次数为4951次)。 来料最差的五个主要供应商 供应商 产品名称 名称 来货次数 主要问题 合格率 时裕 859 屏风板、机关 来错货,划伤,尺寸不符 92.32% 显发 156 五星爪、机关支架 来错货,色差,划伤,黑点 92.31% 升辉 249 美案板、贴面 色差,变形,划伤,喷涂不良 89.56% 宏晟 167 面盖、机关 试装不合格,变形,脱焊,喷涂不良 89.22% 华洲 57 拉手 色差,拉痕,划伤,碰伤 85.96%
公 共 区 域
○ ◎ △ ◎ ◎
OQA
IQC
○ ○ × ○ ◎ ○ ○ ○
○ ○ ○ △ ○ × ○
△ ○ ○ ○ ○ △ ○
检查表没有固定的格式,根据目的制作便于使用的表格. ○ ○ ○ ◎ ○ ○ ○ ◎ 一.明确目的所在 二. 决定查检项目 ○ △ ○ ○ 三. 决定抽样方法 四. 决定查检方式 五. 设计表格实施查检 六. 记下资料相关条件
序 号 1 2 3 4 5
不良内容 污迹刮痕 断裂 变形 缺件 其他
件 数
195 90 65 45 19
比例
(100%)
10.9 4.5 68.8 84.6 95.5 100
不 良200 数
100
47.1%
●
累 积 比 率
27.1% 15.8% 10.9% 4.5%
技 术 办 公 室
5/6 7 8 9 10 12 13 14 火 水 木 金 土 月 火 水
○ 普通 技术部 试 验 室
◎ ◎ ○ ◎ ◎ ◎ ◎ ◎
△ 有部分不好 生产管理部
MISUMI_塑膜操作手册
3
在对应的零件上点击带有 就可找到相对应的产品。 例:导柱。
的标志,
1
选择按图索骥按键。 (第一界面)
4
或者点击下拉的三角框,会显示 所有的标准件的中文名称。会直 接跳到相对应的第二界面。 例:导向零件
2
在此区域内选择所要设计的模具 类型。(三板模一)
【要点】
5
通过限制条件,逐步缩小范围,进行产品选择 (高级检索) 返回
编辑・发行 米思米(中国)精密机械贸易有限公司
本指导手册所登载之内容是由MISUMI公司独立选择开发而成,一切知识产权均属MISUMI所有。 凡模仿、复制本指导手册均属违法行为。 2012.06.01
0
更加高效灵活的使用Mold EX-Press
■
2 3 4 5 6 7 8 查询上次使用过的零件。(历史记录检索) 选择标准部品,每次都是相同的零件,只是尺寸不同(我的收藏夹) 查询上次使用过的零件,将相同的零件快速的增加到部品表当中。(历史记录、我的收藏夹) 公司在培养新的设计师,或者对其他非设计部门培训时。(按图索骥) 通过限制条件,逐步缩小范围,进行产品选择。(高级检索) 可自由添加信息到产品备注,再通过关键字即可找到产品。(备注检索1) 参考自己所添加的备注,进行产品选择。(备注检索2) 可以通过形状、材质等条件进行筛选。 使用性价比较高的产品,来降低产品成本时(可选择C-VALUE产品、与现在的产品有什么不同呢?) 日常维修、维护想选择交期较短的产品。 仍然习惯于纸质目录、想通过纸质目录来进行确认。
在选择产品室,如果想通过材质或形状等来进行筛选时,使用 此功能会非常的方便。
3
可通过特殊项目进行进一步筛选。 (特点的选择)
部品数量: 3
1 显示选择产品型号的界面。 (第二界面)
装配式装修技术与部品应用手册
装配式装修技术与部品应用手册
装配式装修技术与部品应用手册是指一本介绍和指导如何使用装配式装修技术和相关部品的手册。
在这个手册中,会详细介绍装配式装修技术的相关知识和技术要点,以及各种装配式装修部品的使用方法和应用场景。
该手册通常会包含以下内容:
1. 装配式装修技术概述:介绍装配式装修技术的定义、特点、优势和应用范围。
2. 部品选择和应用:介绍装配式装修常用的各种部品,如墙板、天花板、地板、门窗等,以及它们的特点、材质选择和使用方法。
3. 施工工艺和流程:详细介绍使用装配式装修技术进行施工的步骤和流程,包括安装工具的选择、部件的拆装、连接和调整等。
4. 装配式装修案例分析:通过实际的装修案例,展示和分析装配式装修技术在不同场景下的应用效果和实际效益。
5. 装配式装修质量控制:介绍装配式装修质量控制的方法和要点,包括验收标准、检测方法和常见问题解决等。
6. 装配式装修技术发展趋势:展望装配式装修技术的未来发展方向和趋势,分析其可能的创新和应用领域。
装配式装修技术与部品应用手册可以帮助施工人员和装修从业者更好地理解和应用装配式装修技术,提高装修效率和质量。
同时,也可以为设计师、业主和相关从业者提供参考和指导,帮助他们更好地选择和应用装配式装修部品和技术。
TPS标准作业教程〈第1部分〉

目标工数
◆
பைடு நூலகம்
②
实质作业工数C.T
时间
工 程
作业工程
①红线:工时 定时劳动时间/必要数 ②黑线:循环时间 实质时间/个 ③:非劳动时间 由生产实际数计算的实际循 环时间( ⑧ )与循环时间的差 ④:段取时间 替换所需时间 ⑤: 附带时间 刀具替换、托盘替换、 品质检查时间等(时间/个) ⑥ 离中趋势Ⅰ 观测中(至少10回以 上)顺利地进行作业的循环时间的最大值。 ⑦离中趋势Ⅱ 观测中异常处置时,原因 把握比较容易的循环时间的离中趋势的最大值。 ⑧●实际循环时间 劳动时间/生产实绩 ⑨◎改善后的实际循环时间 ⑩◆目标循环时间
③立棒的心理准备
(a)要有耐心和气力直到弄明白真正的原因为止
(b)监督工作的全过程 (c)加以改善(要行动) 图:看的不同
区分 内容 远眺 (眺望) 旅行眺望 看 (参观) 工厂参观学 习 观 (观察) 植物观察作 调查 看护 (看护) 象护士放在 手里看(付 诸行动) ◎
立棒的心理 准备
×
×
×
三、标准作业的作成 1.标准作业作成的程序 程序1 各工程能力表的作成 程序2 标准作业组合票的作成 程序3 标准作业票的作成 2.记入列里提及的工程概要
五、靠VTR活用的动作改善 1.动作改善的进度和每改善一件的效果工数。 2.VTR的机能和活用 六、实习方法 1.作为团队的活动〈VTR活用〉 2.标准作业的改善 3.监督者的职能 七、改善发表会的资料准备 八、总结
何谓标准作业
(1)一般的定义 用IE等来讲,为制造某一物品所需时间而 规定的标准动作,或在某一期间内持续动 作。
加工能力加工能力在一定时间内每一班加工出来的个数在一定时间内每一班加工出来的个数一班的工作时间一班的工作时间460460分加工能力加工能力完成时间个数完成时间个数换刀具时间个数换刀具时间个数科长科长工长工长各工程能力表各工程能力表产品产品编号编号型式型式所属所属姓名姓名品名品名个数个数工程工程名称名称机种机种本本时时刀具刀具加工加工能力能力7878备注备注手作业手作业时间时间自动输自动输送时间送时间完成完成时间时间交换交换个数个数交换交换时间时间11基准面基准面切削切削ls023ls023分分55分分2828分分333360060012012083183122端面切端面切削削ls024ls0243325252828600600120120978978331010开开dr085dr08555191924245005003003001121112144dr086dr086662121272750050030030010001000552020开开dr060dr060772525323250050030030084684666洗净洗净cl034cl0345530303535788788项目项目说明说明基本时间基本时间记录手作业时间自动输送时间及完成时间记录手作业时间自动输送时间及完成时间手作业时间手作业时间测定作业者用机器操作时手作业时间并记录下来不包括步行时测定作业者用机器操作时手作业时间并记录下来不包括步行时自动输送时间自动输送时间记录从机械设备启动时到加工后各装置恢复原位置各部件停止的时记录从机械设备启动时到加工后各装置恢复原位置各部件停止的时完成时间完成时间完成每个机器工程的部品所必须的时间
扭力扳手使用方法与注意事项
扭力扳手使用方法与注意事项我国经济经济发展迅速,随着扭力扳手的使用和要求提升,传统的扭力扳手中也逐渐演变出了设定式棘轮扭力扳手、数显式的扭力扳手和预置式扭力扳手等等。
扭力扳手原理扭力扳手也称扭矩扳手或力矩扳手。
它发出卡塔声音的原理很简单。
扭力扳手在发出“卡塔”声后是提示已达到你要求的扭矩值了;扭力扳手所发出的“卡塔”是由本身内部的扭矩释放结构产生的,其结构分为压力弹簧、扭矩释放关节、扭矩顶杆三结构所组成。
首先在扭力扳手上设定所需扭矩值(由弹簧套在顶杆上向扭矩释放关节施压),锁定扭力扳手,开始拧紧螺栓。
当螺栓达到扭矩值(当使用扭力大于弹簧的压力)后,会产生瞬间脱节的效应。
在产生脱节效应的瞬间发出关节敲击,扳手金属外壳所发出的“卡塔”声。
由此来确认达到扭矩值的提醒作用(其实就像我们手臂关节成15度弯曲放在铁管里瞬间申直后会碰到钢管的原理一样)。
扭力扳手种类按动力源可分为:电动扭力扳手、气动扭力扳手、液压扭力扳手及手动扭力扳手;按测量原理可分为:预置式、示值式、指针式、数字式、电子式以及定值式扳手。
扭力扳手的使用方法扭力扳手的使用是先调节扭矩,再紧固螺栓。
在严酷的工业环境下,一般的对于高强螺栓的紧固都要先初紧再终紧,而且每步都需要有严格的扭矩要求。
1、扭力扳手使用时,当听至广啪”的一声时,此时是最合适的。
2、在扭力扳手的使用中,首先要根据测量部品的要求选取适中量程,所测扭力值不可小于扭力器在使用中量程的百分之二十,太大的量程不宜用于小扭力部品的加固,小量程的扭力器更不可以超量程使用。
3、在使用扭力扳手时,先将受力棘爪连接好辅助配件(如套筒,各类批嘴),确保连接已经没问题。
在加固扭力之前,设定好需要加固的力值,并锁好紧锁装置,然后调整好方向转换钮到加力的方向。
预置式扭力扳手的使用方法(图解)预置式扭力扳手的特点是具有预设扭矩数据和声响装配。
当紧固件的拧紧扭矩达到预设数据时,能自动拍发讯号“卡嗒”(c1ick)的一声,同时伴有明显的手抚摸时的感觉振动,提示工作完成。
力矩扳手的原理及使用方法
力矩扳手的原理及使用方法力矩扳手的原理及使用方法,力矩扳手的广泛用途让越来越多的用户选购了这样的一款产品。
随着科技的进步,行业的快速发展,力矩扳手的使用也更加精准,如传统的力矩扳手演变为设定式棘轮力矩扳手,数显式的力矩扳手,预置式力矩扳手等等,虽然类别会有所不同,但是他们的原理大致相同,下面分三个步骤去说明:力矩扳手的原理及使用方法1、首先在力矩扳手上设定所需扭距值(由弹簧套在顶杆上向扭距释放关节施压),锁定扭距扳手开始拧紧螺栓,当螺栓达到扭距值后(当使用扭力大于弹簧的压力后)会产生瞬间脱节的效应.在产生脱节效应的瞬间发出关节敲击扳手金属外壳所发出的"卡塔"声.由此来确认达到扭距值的提醒作用.(其实就象我们手臂关节成15度弯曲放在铁管里瞬间申直后会碰到钢管的原理一样)。
2、力矩扳手所发出的"卡塔"是由本身内部的扭距释放结构产生的,其结构分为压力弹簧,扭距释放关节,扭距顶杆三结构所组成。
3、力矩扳手在发出"卡塔"声后是提示以达到你要求的扭距值了。
对上述原理有所了解,下面谈谈力矩扳手的技术操作,力矩扳手就是这样使用的:1、力矩扳手使用时,当听到“啪”的一声时,此时是最合适的。
2、在力矩扳手的使用中,首先要根据测量部品的要求选取适中量程,所测扭力值不可小於扭力器在使用中量程的百分之二十,太大的量程不宜用於小扭力部品的加固,小量程的扭力器更不可以超量程使用。
3、在使用力矩扳手时,先将受力棘爪连接好辅助配件(如套筒,各类批嘴),确保连接已经没问题.在加固扭力之前,设定好需要加固的力值,并锁好紧锁装置,然后调整好方向转换钮到加力的方向。
4、测量时,手要把握住把手的有效范围,沿垂直於管身方向慢慢地加力直至听到到达已设定的量值后发出的声音.在施力过程中,按照国家标準仪器操作规范,其垂直度偏差左右不应超过10度.其水平方向上下偏差不应超过3度,我厂在使用过程中操作人员应保证其上下左右施力范围均不超过15度。
电子部品基础知识
常用电子部品知识一、电阻 代码:R 单位:Ω(欧姆) 1、电阻的种类常见的种类:金属膜电阻(RJ )、金属氧化膜电阻(RY )、碳膜电阻(RT )、线绕电阻(RX )、等。
电阻器的种类:固定电阻、可变电阻、热敏电阻、电位器。
金属膜电阻:体积小、噪声低、元件本身耐热;性能好,成本高。
线绕电阻:电阻值小而准;精密度较高,耐热性能好。
电阻的结构:电阻由碳膜、碳质、金属膜、金属氧化膜、瓷管引出端子组成。
热敏电阻:是利用半导体的电阻值随温度显著变化这一特性制成的热敏元件。
是一种将温度变换成电量的敏感元件。
主要用于温度控制、温度测量、温度补偿及过载保护等场合。
2、什么叫电阻器?在电路中作降压作用,限制电流并且有一定的电阻值的元件称电阻器,简称电阻。
作用:降压、限流;在电源电路中作为去耦电阻使用等,作用很多,电路中无处不使用电阻。
3、电阻的单位一般用欧姆“Ω”表示,比其大的单位有千欧“K Ω”及兆欧“M Ω” 它们的换算关系: 1兆欧=1000千欧=10 欧姆 1M Ω=1000K=10Ω66按外形区分:色环电阻、片状电阻、排阻。
按功能区分:固定电阻、热敏电阻、压敏电阻、可变电阻、电位器。
按功率区分:4/16W、1/8W、1/4W、1/2W、1W等,功率由形状大小可区分,体积越大,功率越大。
4、电阻的基本特征:电阻器对于电路中流过的电流,电压的阻碍大小,也就是用来控制电路中的电流大小及电压高低,阻碍的大小为电阻器的电阻值也叫电阻值细标称值。
5、电阻命名符号及意义第一部分第二部分第三部分第四部分主称材料分类序号符号意义符号意义符号意义一般用数字表示产品的序号,R电阻器T炭膜1普通以区分外形尺寸和性能指标。
J金属膜2普通Y氧化膜3超高频H合成膜 4 高阻S有机实心5高温N无机实心6I玻璃釉膜7精密X线绕8高压9特殊G高功率T可调例如,RX22表示普通线绕电阻,RJ75表示精密金属膜电阻。
常用的RJ为金属膜电阻;RX为线绕电阻;RT为炭膜电阻。
BLM教育训练资料
二.部品介紹
1-2. 各光源特性比較:
¦¨ ¥ ® ¯Ó ¹q ¬ » ø y
LED(°¼ à ) C ä § LED(© ³¡ ) i¥ ³ EL CCFL
| i ©¥ ª ° C § ¶ ´ ³q ¶ ´ ³q ª °
¹Ø © R
i¥ (>20000hrs) u µ (>2000hrs)
G× ««
反組:
1.順序: DCT-1貼附 置入BEF-2 置入BEF-1 DIF 組立L/G 反射片貼附 2.代表型號:1216WT等
置入
THE
END!!!
Thanks All
Prepared By 常劍
Î ¨
³ À
Î ¥
ø ª (>100000hrs) © ¥ Cellular phonePDA | i AutomobileOA/IA
| i © ¥ PDA Color STNInstruments
| i © ¥ (>10000hrs) À u
二.部品介紹
2. Reflector REF(反射片) 反射片(Reflector):為一種具高反射率之膜片
4-2. DIF原理:
二.部品介紹
5. Bright Enchance Film BEF(增光片):
5-1 BEF作用:
修正光的方向,達到聚光的效果,提昇 正面的亮度。
5-2BEF分類:
一般依工作原理及使用方法可分為BEF 及DBEF(Dual BEF) 兩大類.
三.BLM組立方式
正組:
1.順序: H/S與L/G組立 置入DIF 置入BEF-1 置 入BEF-2 DCT-1貼附 反射片貼附 (單屏) 2.代表型號:X1313W等
部品图纸熟悉一般方法1-4

部品图纸熟悉一般方法
全观部品图纸
正式图面有:
1.标题栏.部番
2.注记栏
3.公差标注栏
4.外框栏(分布区域)
5.内容(详细部品图面)
1.标题栏:
1)部番.尾标
2)品名
3)表面有无处理要求(如:电镀.烧炖.沁碳.涂装等)
4)图面更改日期及更改内容记事.
5)材料厚度及材质规格
6)图面设计者及绘图方式.
7)所用绘图纸面规格.
2.注记栏:
1)图面描绘不清楚或绘制区域不方便时,另记有.
2)客户要求记事栏(如要使用环保材料或要符合环保要求等)
3)另类公差要求及规格记事(如R角,平面度,翘曲度,面压等)
4)加工方向
5)后工序要求(铆接,点焊,溶接要求等)
3.公差标注栏:
1)一般寸法公差区分要求
2)一般角度公差区分要求
4.外框栏:标示正文图面寸法分布区域,便于查找.
5.正文(内容)
1)部品详细图面(包括部品图面,寸法标注,公差标注,要求事项标注,基准标注,立体图参考等)
2)正文图面一般有:正视图面(能直观反映产品形状)
辅助图面(如侧视图,左视图,俯视图等)
3)一般产品图纸读识不同于国内机械制图读识,区分为:左视图绘制在左面,右视图绘制在右面,
即哪个方向看图则图面绘制在哪个方向.。
品质基础知识试题答案-V1
品质基础知识试题班別:姓名:分數:填充题:1、广义上说品质就是物品达到其( 使用目的)而必须具备的性质,即是物品的(作用、功效、机能)。
2、实际上品质不只是产品的品质,还包括:(研發、生产、售后)服务的质量等。
3、让用户满意的全部条件总称为( 市场品质)。
4、为了能促使顾客购买,必须满足顾客的期待與要求,在制造品质上必需具備魅力能给客户带来( 激动)和( 喜悦)的產品。
5、( 设计品质)=色彩和部品均应与车辆相匹配,并保证容易制造。
6、(制造品质)=工序内采用与基准相符合的精工细作方法。
7、( 出厂品质)=出厂时的外观效果。
8、( 使用品质)=对客户来说是既方便乘坐又舒适9、( 社会品质)=贡献的是与社会要求相吻合的车辆。
10、品质管理种类:1.( 样式) 2.( 组装) 3. ( 漏装) 4.( 松装) 5.( 二次伤)11、在客户的不同要求车辆在生产过程中有车型的区分,務必依照( 生产指示單)进行区分組裝。
12、依照生产指示,将所需部品一件不漏地组装在正确的位置,完畢后務必再次( 进行确认)。
13、确认部品( 样式正确)後再进行组装。
14、组装完毕后,利用( 目視、手觸摸、回拉)以及工治具对工件部品进行確認。
15、装配作业后( 務必确认)部品( 當台料件)是否装配完畢。
16、组装時發現前工程如有遺漏組裝時!( 務必立即拉鈴)向班長或指導員反應問題。
17、如果有装配不良的情况,会造成车内( 异音、漏水、功能缺失)等缺陷。
18、为保证插头不虚插,漏插,退/脫端子!組裝完畢後務必依照规定自检方式( 目視及回拉确认)。
19、依据车间着装规格要求,作业者要有(责任心)去进行作业区域防护措施20、通过判定基准学习,才能够( 正确且迅速)的进行品质确认。
21、漆面二次伤造成( 外观不良)!漏水會造成( 钣金生锈)!22、任何一个制造工场都必须( 遵守標準)的原则,也是我们做工作的( 宗旨與方向)。
23、要时时保持(客户第一)的意识概念24、为了不向后工序流出不良品,就应( 不接受、不生产、不流出)不良品来保证!25、以人的活动为中心,把各阶段的最有效的做法安全、品质、生产作为( 全员必须遵守)的规则予以确定、表现的方式。
机械加工の基础知识
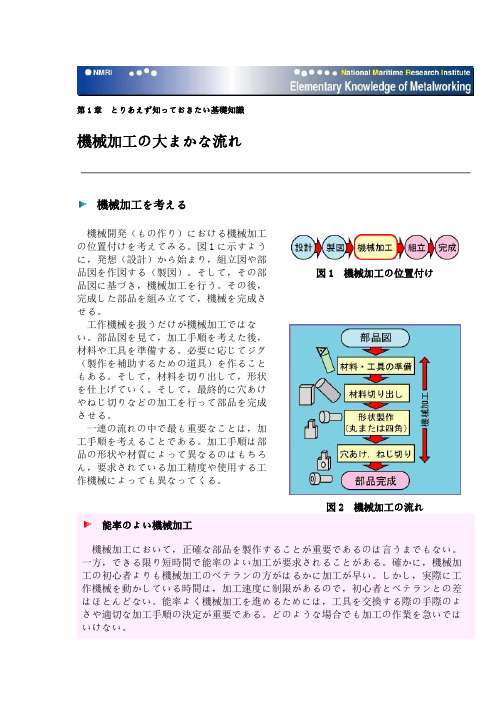
第1章とりあえず知っておきたい基礎知識機械加工の大まかな流れ機械加工を考える機械開発(もの作り)における機械加工の位置付けを考えてみる。
図1に示すように,発想(設計)から始まり,組立図や部品図を図1 機械加工の位置付け作図する(製図)。
そして,その部品図に基づき,機械加工を行う。
その後,完成した部品を組み立てて,機械を完成させる。
工作機械を扱うだけが機械加工ではない。
部品図を見て,加工手順を考えた後,材料や工具を準備する。
必要に応じてジグ(製作を補助するための道具)を作ることもある。
そして,材料を切り出して,形状を仕上げていく。
そして,最終的に穴あけやねじ切りなどの加工を行って部品を完成させる。
一連の流れの中で最も重要なことは,加工手順を考えることである。
加工手順は部品の形状や材質によって異なるのはもちろん,要求されている加工精度や使用する工作機械によっても異なってくる。
図2 機械加工の流れ能率のよい機械加工機械加工において,正確な部品を製作することが重要であるのは言うまでもない。
一方,できる限り短時間で能率のよい加工が要求されることがある。
確かに,機械加工の初心者よりも機械加工のベテランの方がはるかに加工が早い。
しかし,実際に工作機械を動かしている時間は,加工速度に制限があるので,初心者とベテランとの差はほとんどない。
能率よく機械加工を進めるためには,工具を交換する際の手際のよさや適切な加工手順の決定が重要である。
どのような場合でも加工の作業を急いではいけない。
切削加工とプレス加工機械加工の代表的なものとして,切削加工とプレス加工(あるいは塑性加工)がある。
切削加工とは,刃もので材料を削る加工であり,切り屑が出るのが特徴である。
その代表的な工作機械として旋盤やフライス盤があり,これらは一つの工作機械で様々な形状の部品を製作できるという特徴がある。
そのため,実験装置などの単品製作に適している。
一方,プレス加工は,金属材料の塑性(一度曲げるとそのままの形状を保つ性質)を利用した加工である。
常用尺寸量具使用方法

厚度测量
径向测量(轴 钉 柱)
精度要求高的部件长、宽、高
2.2、千分尺使用注意事项
◆千分尺点检 测定轴动作确认:转动套筒,测定轴活动时,应感觉通畅没有阻碍;
◆ 使用前应在干净的白纸边缘进行测量,其目的是:将两测量面上的脏污及异物清理 干净;
◆ 归零: 当两测量面接触时,旋转微分筒听到“咔,咔,咔”三声响后按ZERO(归零
错 误 方 法
底面与被测面产生了间隙
1.10、保养注意事项
1.使用温度:0-40℃ 存放温度:-10-60℃
酒精是乙醇的水溶液,
2 .存放时测定面之间留有0.2mm-2.0mm距离,锁紧放入专用盒中
酒精是混合物,而乙 醇是纯净物,无水酒
3. 固定后不可再反复拉动
精只是纯度较高的乙
醇水溶液,99.5%的
度左右,避免水洒落在上面。) 8、测量器具使用完后要清扫、能关闭电源的及时关闭, 如:高度规、电子数显游
标卡尺等。 9、使用完后放在指定的位置。
1、卡尺
◆卡尺的种类:数显卡尺、带表卡尺、游标卡尺 ◆数显卡尺结构
内尺寸测量面
左边是公英制设定键, 右边原点设定键
固紧螺丝
显示屏
段差测量面
外尺寸测量面
电源开关
卡尺外测量面 与部品被测面
平行
③深度测量
测量时卡尺 测量面与部 品被测面充
分接触
②内尺寸测量
卡尺测量面 与部品被测
面平行
④段差测量
测量时,A面与 B面充分接 触,C面与D面 充分接触。
卡尺整体用途: ◆物体的 长度 、 宽度、 深度、槽长度、宽度测量; ◆ 圆的 内径 、外径 测量(尺寸公差较大时) ◆ 孔距 (节距补偿游标卡尺)
扭力扳手使用方法 扭力扳手知识大全

扭力扳手使用方法扭力扳手知识大全随着科技的进步,行业的快速发展,扭力扳手的使用也越来越普遍,扭力扳手的使用也更加精准,接下来,买购网装修界小编就带领大家了解扭力扳手知识大全,通过扭力扳手的原理来一起分享扭力扳手的使用方法。
力矩扳手又叫扭矩扳手、扭力扳手、扭矩可调扳手,是扳手的一种。
扭力扳手又称扭力计、扭力螺钉旋具。
它是依据梁的弯曲原理、扭杆的扭力扳手弯曲原理和螺旋弹簧的压缩原理而设计的,能测量出作用在螺母上的力矩大小。
也叫力矩扳手,力矩就是力和距离的乘积,在紧固螺丝螺栓螺母等螺纹紧固件时需要控制施加的力矩大小,以保证螺纹紧固且不至于因力矩过大破坏螺纹,所以用扭矩扳手来操作。
最常用的是手动扭力扳手,除此之外还有电动扭力扳手、风动扭力扳手等。
扭力扳手的原理传统的扭力扳手演变为设定式棘轮扭力扳手,数显式的扭力扳手,预置式扭力扳手等等,虽然类别会有所不同,但是他们的原理大致相同,下面分三个步骤去说明:1、首先在扭力扳手上设定所需扭距值(由弹簧套在顶杆上向扭距释放关节施压),锁定扭距扳手开始拧紧螺栓,当螺栓达到扭距值后(当使用扭力大于弹簧的压力后)会产生瞬间脱节的效应.在产生脱节效应的瞬间发出关节敲击扳手金属外壳所发出的”卡塔”声.由此来确认达到扭距值的提醒作用.(其实就象我们手臂关节成15度弯曲放在铁管里瞬间申直后会碰到钢管的原理一样)。
2、扭力扳手所发出的”卡塔”是由本身内部的扭距释放结构产生的,其结构分为压力弹簧,扭距释放关节,扭距顶杆三结构所组成。
3、扭力扳手在发出”卡塔”声后是提示以达到你要求的扭距值了。
扭力扳手使用方法对上述原理有所了解,下面谈谈扭力扳手的技术操作,扭力扳手就是这样使用的:1、扭力扳手使用时,当听到“啪”的一声时,此时是最合适的。
2、在扭力扳手的使用中,首先要根据测量部品的要求选取适中量程,所测扭力值不可小於扭力器在使用中量程的百分之二十,太大的量程不宜用於小扭力部品的加固,小量程的扭力器更不可以超量程使用。
装配式钢结构建筑施工 课程 1

2.1.2 多、高层钢结构 ➢ 高层钢结构一般是指10层及10层以上(或28m以上),主
要是采用型钢、钢板连接或焊接成构件,再经连接而成 的结构体系。 ➢ 高层钢结构常采用钢框架结构、钢框架-支撑结构、钢框 架-混凝土核心筒(剪力墙)结构等形式。
➢ 多层及高层结构的类型: 1. 多层结构房屋 ①框架体系
式楼板。 叠合楼板整体性好,刚度大,可节省模板,而且板的上下表面
平整,便于饰面层装修,适用于对整体刚度要求较高的高层建筑 和大开间建筑。
叠合楼板跨度一般为4—6m,最大跨度可达9m。
钢筋桁架叠合楼板是将 楼板中的钢筋在工厂采用先 进设备加工成钢筋桁架,预 浇筑±80mm混凝土,现场施 工需要先将预制叠合楼板使 用栓钉固定在钢梁上,再放 置钢筋进行绑扎,验收后浇 筑混凝土。
⑥整体顶升法:适用于支点较少的多点支承网架。
2.2 装配式钢结构建筑体系的分类
➢ 国内钢结构建筑体系 1. 以传统钢结构形式为基础,开发新型围护体系,改进型建 筑体系。
新型维护体系
2. “模块化、工厂化”新型建筑体系
工厂化框架及装配式墙板
3. “工业化住宅”建筑体系
钢管束组合结构体系
2.3 常见装配式建筑部品部件
⑥梯形桁架:和三角形桁架相比,杆件受力情况有所改善,而 且用于屋架中可以更容易满足某些工业厂房的工艺要求。 ⑦多边形桁架:也称折线形桁架。在均布荷载作用下,桁架外 形和简支梁的弯矩图形相似,因而上下弦轴力分布均匀,腹杆 轴力较小,用料最省,是工程中常用的一种桁架形式。 ⑧空腹桁架:基本取用多边形桁架的外形,上弦节点之间为直 线,无斜腹杆,仅以竖腹杆和上下弦相连接。优点是在节点相 交会的杆件较少,施工制造方便。
2.1.3 钢桁架结构 1. 钢桁架结构:钢桁架与实腹梁相比是用稀疏的腹杆代替整体 的腹板。钢桁架的腹杆体系通常采用人字式或单斜式等形式。
制造部品质工艺培训计划
制造部品质工艺培训计划一、培训目的品质工艺是制造部品的关键环节,直接关系到产品的质量和客户满意度。
为了提升员工的品质工艺水平,确保产品质量,提高生产效率,制定本次品质工艺培训计划。
通过培训,提高员工的工艺技能,加深对品质工艺的理解,提升产品质量,为企业的可持续发展提供良好的保障。
二、培训对象制造部门所有从事产品生产和工艺控制的员工。
三、培训周期本次培训计划为期一个月,每周进行两次培训,每次培训两个小时。
具体安排如下:第一周:基础知识和工艺流程介绍第二周:产品工艺要点和关键工艺环节第三周:品质工具和检验方法第四周:案例分析和实操练习四、培训内容1. 基础知识和工艺流程介绍a. 产品工艺定义和重要性b. 工艺流程图解析c. 工艺流程的监控和调整方法2. 产品工艺要点和关键工艺环节a. 产品工艺要点和规范b. 关键工艺环节的控制方法c. 复杂工艺环节处理方案3. 品质工具和检验方法a. 品质管理工具的使用方法b. 检验方法和设备的使用c. 实际产品检验案例分析4. 案例分析和实操练习a. 品质工艺案例分析b. 实际操作和工艺调整实操练习c. 品质工艺改进方案讨论五、培训方式1. 理论培训通过课堂讲解、案例分析等方式,传授相关理论知识,提高员工的品质工艺水平。
2. 实操练习在实际的生产环境中进行操作练习,加深员工对品质工艺的理解和掌握。
3. 现场指导邀请资深的品质工艺师进行现场指导,针对具体问题提供解决方案和建议。
六、培训人员1. 品质工艺师负责培训的品质工艺师需具备丰富的实践经验和深厚的专业知识,能够有效地传授相关知识和技能。
2. 制造部门主管在培训过程中,制造部门主管需要全程参与,负责培训效果的评估和指导,确保培训计划的顺利进行。
七、培训评估1. 培训前评估调查员工的基础知识和技能水平,根据调查结果进行培训计划的制定。
2. 培训中评估每次培训结束后进行学员的学习情况评估,及时调整培训内容和方式。
3. 培训后评估培训结束后进行培训效果评估,确保培训计划达到预期效果。
员数管理(平1)

108个/次 取出。
6个×18次 取出。
在哪种情况下,每次出 现的错误会少一些? 84枚/次 取出。 7个×12次 取出。
人绝对不会数错的 数在5以内。 但是这个数太少, 即使多的话,用10 的倍数来数是最理 想的。
5.在员数管理中不能进行的事项
(5)在通常情况下,用员数管理是可以防止欠品的, 但不能防止部品的仕样出错。 为了防止出错,有必要研究更多的员数管理机制。 (6)在进行员数管理的过程中绝对禁止以下行为。 ① 批量完了之后,部品不足,又重新拿出新部品。 ② 批量完了之后,部品多余,又把多余部品返回。
5.在员数管理中不能进行的事项 (2)即使是相同部品,如果汇总后再拿出,也会产生问题 仕样部品一览表 A部品 B部品 C部品 D部品 AA仕样 ○ ○ ○ AB仕样 ○ ○ A部品 AA仕样部品 C部品 分离。 D部品 AA+AB 的量汇总 分离。
AB仕样部品
B部品
5.在员数管理中不能进行的事项
产品 拿取一张纸 就记数 做减法,变 为0时就OK。
(6)用部品和产品的累计数量进行确认。 标签
123 123
产品
确认两边的累计值。
4.员数管理的研究 (1)在员数管理中能清楚地了解数量的方法才是好方法 拿出8个 部品。 在隔板中放入8 个部品,能轻易 知道个数。 知道忘记拿出来 拿出6枚部品。
在隔板中放入6 枚部品,能轻易 知道个数。
4.员数管理的研究 (2)每次拿出1箱分量的部品。(和成套供给方式是一样的)
问题:运载部品的 卡板会增多。 (3)对标签进行员数管理时,要用更容易理解的表现方式。 拿出必要数量
切掉
把超过必要 数量的部分 贴上。
4.员数管理的研究 (4)滚筒纸仕样的情形 标签剪 使用完必要的枚数 之后,再重新移动. 员数管理的数量
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
休息
• (本题共14分)电路如图所示,负载电阻 RL可调。 • (1) 当RL为何值时,获得最大功率,并 计算最大功率。(10分) • 将RL换成电容C=100µF,求此回路的时间常 数为多少?若换为交流电源,则该回路的 截止频率为多少?(4分)
2I1 4 - + I1 2 + 6V - 2 4I1 RL
• • • • •
等效电压U=6V ----------------(4分) 等效电阻R=4欧姆 ----------------(4分) 当时功率最大 ------------------------(1分) • P=2.25w -------------------------(1分) (2)时间常数T=RC=400us -----------------------(2分) =398Hz
部品的述回路的衰减度为多少dB?
• -15dB/倍频程时,当频率由f1变为 倍频程时,当频率由 变为 变为10f1时, 倍频程时 时 衰减多少dB? 衰减多少 ?
补充: 在图3所示电路中,电压U =
。
• 某回路输入电压为0.5V,输出电压为10V, 则该回路的增益为 dB。 • 输入电压0.5V为 dBV。 • 倍频程(OCT)表示 , • -12dB/OCT的特性下,相对于1KHz在 10KHz的衰减为 dB。