油浆蒸汽发生器管板失效分析
蒸汽发生器失效初步分析与整改方案
水循环计算结果汇总表
发生器 压降 kg/cm2
循环 倍率
下降管 上升管
下降管
出口管
下降管
上升管
总压阻 压头
压降 压降
内径
内径
根数 mH2O mH2O
mm
根叔
mm mH2O mH2O
富裕 压头 mH2O
中段油 0.1336 16.0 1.2230 0.6918 1 150 1 200 3.251 3.7 0.453
用, 一个月后出现蒸汽带油现象。 经切除检查, 发现 4 台蒸汽发生 器有泄漏 ; 2005 年 3 月 30 日、4 月 3 日 、5 月 9 日 、5 月 20 日 其 它几台又陆续发生泄漏现象, 这 里包括返修后又重新投用的。主 要问题有:
蜡油蒸汽发生器浮动管板顶 端处换热管管头出现裂纹, 西侧 管板出现 裂纹。2005 年 4 月 3 日 维修中段油蒸汽发生器 (蜡油) 时, 发现换热管管头存在多处裂 纹。抽检 1/4 管程范围进行 检测, 有 15 处 焊 逢 裂 纹 及 3 处 管 板 裂 纹。2005 年 5 月 9 日, 返修 后投 用的四台设备又发生蒸汽带油现 象。经车间检查确认, 中段油蒸 汽发生器 (蜡油)、蜡油蒸汽发生 器有泄漏。蜡油蒸汽发生器经检 测, 确认为固定管板存在裂纹; 中段油蒸汽发生器 (蜡油) 经确认 为浮动管板存在裂纹, 而蜡油蒸 汽发生器经厂家维修现已投入使 用。5 月 20 日又发 现中段油蒸 汽 发生器 (蜡油) 泄漏……。
该工况下 4 台设备传热均能 满足要求。需要指出的是, 蜡油 蒸汽发生器的面积富裕较大, 实 际操作中采用热旁路调节, 这样 加大了换热管之间的温度差。中 段油蒸汽发生器 (蜡油) 的循环倍
2006.3 39
蒸汽发生器的故障分析

蒸汽发生器的故障分析1. 蒸汽发生器的基本原理在工业生产过程中,蒸汽发生器是一种重要的热源设备。
蒸汽发生器通过将水加热转化为蒸汽,将蒸汽输送至工业生产现场,提供热源。
蒸汽发生器主要由锅炉本体、辅机设备和管线系统等组成。
锅炉本体包括蒸汽室、水箱、燃烧室、整流器、过热器、凝结器等。
2. 蒸汽发生器的故障2.1 蒸汽发生器温度异常升高,超过额定值。
蒸汽发生器的温度异常升高,可能会导致管道膨胀、爆管等问题。
通常情况下,锅炉温度升高意味着它所携带的热量增加。
尽管这可能不是每个人都会遇到的问题,但是这个故障需要及时检修。
解决方法:① 检查锅炉烟道是否仍有空气流过。
② 检查燃烧器是否燃烧均匀,热量是否分散。
③ 检查蒸汽发生器的水位。
2.2 蒸汽发生器内部管道出现堵塞或者磨损,影响蒸汽输出量。
蒸汽发生器内部管道长期使用,可能会导致管道内部出现沉积物、结垢、锈蚀等问题,造成管道堵塞或磨损,导致蒸汽输出量减少。
解决方法:① 对受损管道进行修补。
②对堵塞点进行疏通。
③ 定期对蒸汽发生器进行清洗。
2.3 蒸汽发生器排气异常。
蒸汽发生器会排放一些废气和废水。
废气中含有一些有害气体和粉尘,可能会对环境造成污染。
在日常生产中,需要对蒸汽发生器的废气进行合理排放。
解决方法:① 根据生产需要,合理调整蒸汽发生器的操作时间和操作方式。
② 对废气进行处理,以免对环境造成影响。
3. 蒸汽发生器的维护保养对蒸汽发生器的定期检查和维护保养可以帮助避免锅炉管道堵塞、烟道积烟、水位不稳定等故障。
蒸汽发生器的维护保养重点包括以下方面。
3.1 清理管道。
蒸汽发生器的管道长期使用后,容易产生结垢、石灰、铁锈等有害物质。
这些残留物会影响内部的流量和温度,容易造成故障。
3.2 定期检查水位。
蒸汽发生器内的水位需要始终保持在合适的范围内,太高会可能导致爆炸,太低则会影响蒸汽生成。
3.3 安全阀的检查调整。
安全阀是维护蒸汽发生器正常运行的必要措施,需要定期检查安全阀是否完好,保证安全阀的灵敏度。
对油浆蒸气发生器管板开裂的几点分析
元素 标准值
c
s i
№
s
P
分 析。其机 械性 能
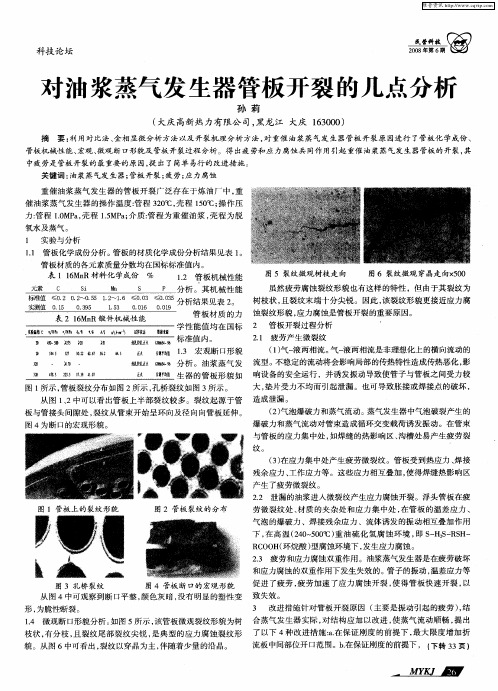
虽然疲劳腐蚀 裂纹形 貌也有这样 的特性 ,但 由于其裂纹为 树枝状 , 且裂纹末端十分尖锐 。因此 , 裂纹形 貌更接近应力腐 该 ’
实测值
盖 05 L3 . 0 析 果 表 。 0 。3 ; : -1 结 见 2 ‘ 1 0 < 。 1 嚣 ̄。 5 6。 分 ‘ . . 1 03 5 9 0 . 0 . 。 0 9
纹。
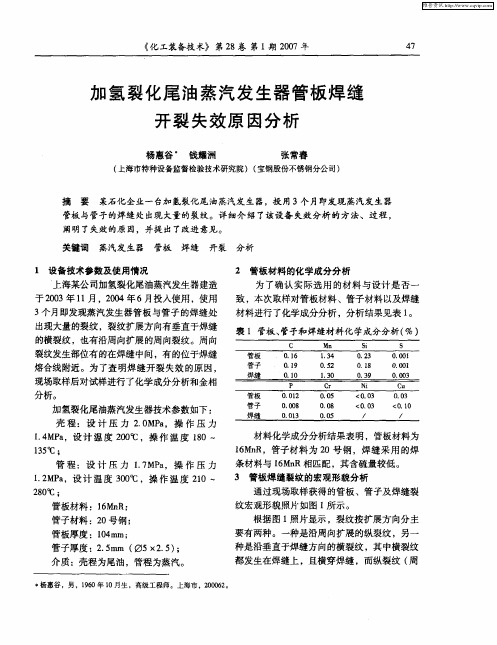
图1 所示 , 管板裂纹分布如 图 2所示 , 孔桥裂纹 如图 3 所示 。 板与管接头 间隙处 , 裂纹从管束开始呈 环向及径 向向管板延伸 。 图 4为断 口的宏观形貌 。
从 图 12中可 以看 出管 板 上 半 部 裂 纹 较 多 。裂 纹 起 源 于 管 造成 泄 漏 。 、
和应力腐蚀 的双重作用下发生失效 的。管子的振 动 , 温差应力等
图 3 孔 桥 裂 纹 图 4 管板 断 口的宏 观 形 貌 从 图 4中可观察到断 口平整 , 颜色灰 暗 , 没有 明显 的塑性变 致 失 效 。 形 , 脆 性断 裂 。 为
促 进了疲劳 , 疲劳 加速 了应力 腐蚀 开裂 , 使得 管板快速 开裂 , 以
() 3 在应力集 中处 产生疲劳微裂纹 。管板 受到热应力 、 焊接
残余应力 、 作应 力等 。这些应力相 互叠加 , 工 使得焊缝 热影响区
产 生 了疲 劳 微裂 纹 。
2 泄漏 的油浆进入微裂纹产生应力腐蚀 开裂。浮头管板在疲 . 2 管板上 的裂纹形貌 图 2 管板 裂纹的分布 劳微裂纹处 、 材质 的夹杂处 和应力 集 中处 , 管板 的温 差应 力 、 在
气 泡的爆破力 、焊接残余应 力 、流体诱发 的振 动相互叠 加作用
关于油浆蒸汽发生器E211 B芯子失效原因分析
关于油浆蒸汽发生器E211 B芯子失效原因分析摘要:催化裂化装置油浆蒸汽发生器在维修时发现因管板部分焊道出现裂纹而报废,笔者从操作卡片入手,结合当时现场操作情况,对油浆蒸汽发生器发生裂纹的原因进行了分析,并就如何避免此类事件的再次发生提出了建议。
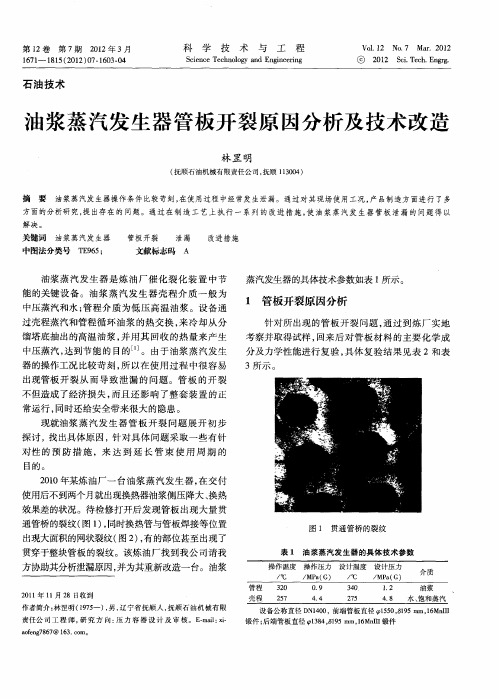
关键词:油浆蒸汽发生器失效原因分析经验教训1 发现E211B芯子失效经过由于油浆蒸汽发生器E211B产汽量由18吨/小时下降至14吨/小时,经过分析认为是油浆系统结焦,6月1日车间对E211A预热,6月2日将E211B切换至E211A,随后机动处安排对E211B抽芯清洗,在打压过程中发现芯子管板上管程部分焊道开裂,且管板母材部分管桥也出现裂纹,经机动处专业人员鉴定后认为:该换热器芯子已不能使用且无修复价值。
2 E211B失效原因分析事后调出6月1日干锅曲线图见图1从图1可以看出,在6月1日14时48分53秒时汽包液位由60%至14时54分23秒V702液位下降至零,持续时间约30秒,然后V702液位迅速回升,液位下降至零到液位恢复正常,整个过程持续约10分钟。
得到的结论:6月1日在E211A预热过程中,操作波动较大,开E211A升气阀后由于E211A壳程空(常压)且与E211B在系统内并联,汽包内水位迅速流入E211A内,造成在用E211B短时过水少(从下图V702液位下降至恢复正常期间发汽量曲线或数据也可以得到证实,当时E211B短时不过水,发汽量迅速减少)且造成V702汽包水位迅速下降,班组发现汽包水位降低,突然上水后,E211B受到温差交变应力作用即交变热载荷作用而产生疲劳破坏造成管板焊道及管桥母材产生裂纹。
从表油浆蒸汽发生器技术参数和事后发汽量、油浆返塔温度变化趋势来分析,当时因温度高,产生裂纹但壳程向管程泄漏不明显,等切除E211B后,温度降低、裂纹加深,打压时才发现泄漏大。
3 当时操作情况:6月1日下午14时48分,副操开E211A的升汽阀,对E211A 进行蒸汽预热,升汽阀开了不到两扣,这期间,V702液位下降很快,14时48分53秒时液位60%开始至14时54分23秒V702液位下降至零,持续时间约30秒,然后V702液位迅速回升,液位下降至液位恢复正常,整个过程持续约10分钟。
高压高温蒸汽管道失效分析

高压高温蒸汽管道失效分析12Cr1MoV材质的蒸汽管道在高压高温以及交变应力的环境中长期运作会发生珠光体球化,严重影响管道的显微组织和性能,降低其使用寿命。
本文以首钢电力作业部蒸汽管道为例,通过金相分析、硬度分析、力学性能对比对管道失效进行分析。
结果表明:管道在高温高压环境中长期运作,管材发生严重珠光体球化,硬度大幅降低,管道基本丧失承压能力。
标签:12Cr1MoV钢;高温高压;金相分析;珠光体球化12Cr1MoV钢作为一种合金结构钢具有较高的热强性和抗氧化性,良好的持久塑性以及持久强度等优良性能[1]。
因此12Cr1MoV钢被廣泛应用于高压、超高压、亚临界电站锅炉过热器、集箱和主蒸气导管。
但是管材长时间在高压高温的环境中工作,其微观组织和性能会发生变化[2],其中珠光体球化是一种比较常见的情况,严重的珠光体球化会大大降低管材的力学性能,影响工业生产的正常运行,甚至对人身安全造成危害。
2016年8月11日湖北宜昌当阳公司某发电公司高压蒸汽管道发生爆炸,致使21人死亡、5人受伤,影响巨大。
本文以首钢电力作业部蒸汽管道为例,研究其在高温高压环境中运行11年后微观组织和性能的变化,对其失效机理进行了探究。
1 实验材料本实验式样取自首钢电力作业部蒸汽管道,管道材质为12Cr1MoV,由首钢设计院于2004年设计,投用于2005年12月,设计压力为5.3 MPa,工作压力为5.1 MPa。
设计温度为455℃,工作压力为450℃以下。
管道规格:主蒸汽连通管Φ325×12mm。
12Cr1MoV钢的化学成分见表1[3]。
2 实验结果2.1 金相分析对主蒸汽连通管道进行了金相分析。
图1(a)和图1(b)分别为原始管材和工作11年后管材在200倍放大倍率下的金相照片。
图1(c)和图1(d)分别是原始管材和工作11年后管材在500倍放大倍率下的金相照片。
从图1(a)和图1(c)可以看出原始管材的显微组织主要是铁素体和珠光体,珠光体晶粒中的铁素体及渗碳体是呈薄片层状相互间夹,晶界清晰,碳化物呈颗粒状分布在铁素体和晶粒边界上[1,4]。
油浆蒸汽发生器泄漏失效分析
油浆蒸汽发生器泄漏失效分析利用失效分析的方法,对重油催化油浆蒸汽发生器管板开裂现象进行了管板化学成分、宏观、微观断口形貌及裂口腐蚀产物分析。
得出疲劳和应力腐蚀共同作用引起重催油浆蒸汽发生器管板的开裂,并提出改进措施。
标签:油浆蒸汽发生器;管板开裂;应力腐蚀某公司重油催化装置4台油浆蒸汽发生器于2013年8月投入运行。
换热器型号为BJS1600-4.32/5.4-678-7.5/32-6I,壳程材质为Q345R,管板材质为16Mn Ⅵ,管子材质为10号钢;壳程介质为饱和蒸汽和水,其操作压力为4.6MPa,操作温度为259℃;管程介质为油浆,其操作压力为1.0Mpa,操作温度为321℃。
2013年10月换热器相继出现管束管头焊缝开裂,2014年5月更换后换热器管束再次出现管束管头开裂现象。
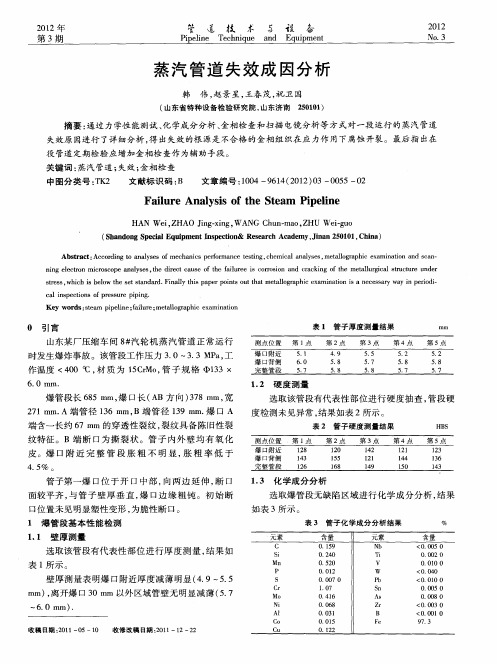
油浆蒸汽发生器是催化裂化装置中的关键节能设备,其管板开裂导致蒸汽泄漏到油浆之中,造成了生产的大幅度波动。
因此,对油浆蒸汽发生器管板开裂原因进行分析并提出有效的预防措施是很有必要的。
1 试验与分析1.1 管板化学成分分析对管板及管子截取化学成分分析试样,分析结果见表1。
管板及管子材质的各元素质量分数均在国际标准值内。
表1 管板及管子化学成分分析(Wt%)1.2 宏观断口形貌分析分别对换热器固定管板和浮动管板的管程侧表面进行表面PT检查,检查发现固定管板上的裂纹主要集中在Ⅳ程出口和Ⅴ程入口,浮动管板上的裂纹主要集中在Ⅲ程出口和Ⅳ程入口,出现裂纹的部位相对集中于管程的边缘处。
油浆蒸汽发生器不带角焊缝裂纹局部的宏观形貌如图1所示。
油浆蒸汽发生器带角焊缝裂纹局部的宏观形貌如图2所示。
裂纹断裂面的宏观形貌如图3所示。
从图1可以看出,裂纹分布于管桥、管板和换热管板孔内。
图2中裂纹大多数位于角焊缝上,也有穿过角焊缝在管桥上的,角焊缝上的裂纹既有径向,也有环向。
从图3中可观察到断口腐蚀较严重,断裂面较平整,表现出脆性开裂特征。
图3 裂纹断裂面宏观形貌1.3 微观断口形貌分析对管桥裂纹断口用扫描电镜进行微观分析,由于断裂面腐蚀严重,只能在裂纹尖端附近局部区域观察到裂纹,主要为解理脆性开裂(见图4)。
加氢裂化尾油蒸汽发生器管板焊缝开裂失效原因分析
4 8
加氢裂化尾 油蒸汽发生器管板焊缝开裂失效原因分析
分布于柱状晶界上 ,少量的粒状贝氏体从晶界 伸向晶内,这 是焊缝冷却速度 增大 的特征组
织。
( )取样 的外观形貌 a
( )管板端焊缝裂纹 ( 6 ) a × 0
( )局部裂纹宏观形 貌 b
() 管板焊缝 裂纹 ( 6 ) h x 0
维普资讯
《 工装备技术》 第 2 卷 第 1 20 化 8 期 07年
4 7
加 氢裂化尾油蒸汽发 生器管板谷 钱耀洲 张常舂
( 上海市特种设备监督检验技术研究院 ) ( 宝钢股 份不锈钢 分公 司)
摘
要 某石化企业一台加 氢裂化尾油蒸汽发 生器,投 用3个月即发现蒸汽发生器
裂纹且两侧有 “ 发芽状”小裂纹特 征。这种
()局部 高倍断 口形貌 ( 10 ) c × 20
图 3 焊 缝裂 纹断 口的微观形貌
貌, 该断 口呈柱状形的特征 。图 3 b 、 c 是 ()()
该部位 的局部高倍断口形貌照片 ,断口形貌呈 “ 胶乳状 ”断 口特征 ,这是焊缝组织的不均匀
为了查 明裂纹的扩展途径以及材料的组织 有无异常 ,本次对裂纹部位进行取样 ,经抛光 侵蚀后的金相组织及裂纹扩展形貌见图 2 。 4 1 材料组织的分析 . ( )焊缝组织 :该组织为共析的铁素体 1
( )管板热影响区裂纹 (×6 ) d 0
维普资讯
熔合线附近。为 了查明焊缝开裂失效 的原 因, 现场取样后对试样进行了化学成分分析和金相
分析。
管板 管子 焊缝
0 1 .6
n 9 l n 0 1 P
O5 .2 13 .O
0. 9 3
油浆蒸汽发生器管板裂纹成因分析
能和抗腐蚀性能降低 。图 1( )是熔合 区组织 , b
可 以看到 在 焊 肉一侧 的柱状 晶和 在热 影 响 区一 侧 的等轴 晶组 织 。图 1 ( )是 热 影 响 区过 热 区 组 c
蒸 汽发 生 器 管束 管 头焊 缝 开裂 ,8月 份 对 油 浆 蒸
织 ,其中含有铁素体贝氏体和魏 氏组织 ,上贝 氏
体 的出现 会 使材 料 变脆 ,这种 组 织 强度 较 高 ,但 其 韧性 和 塑性差 。上 贝 氏体 的形 成 与 冷却 速 度 有
关 ,冷却速度 过大 ,也 必将 引起残 余 应力 的增
加 。根 据 这些 组织 可 以初 步 确定 ,在 管 板 和管 头 焊 接 时 ,可 能焊前 未 预热 ,焊后 未 进 行 去应 力处
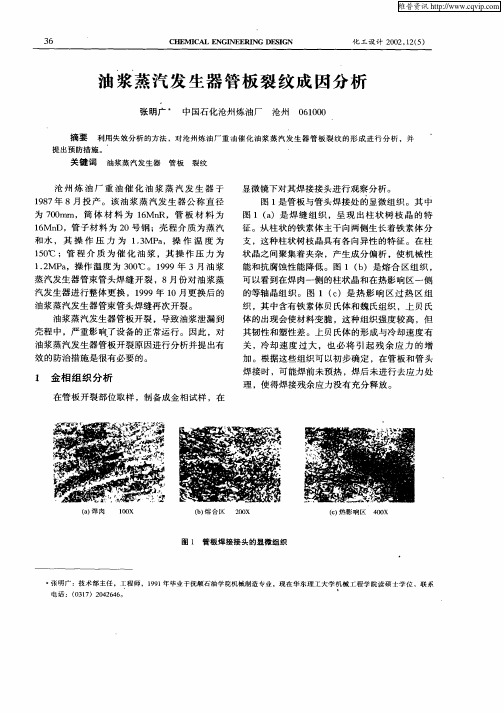
1 金 相 组 织 分 析
在管 板 开 裂部 位 取 样 ,制 备成 金相 试 样 ,在
理 ,使得焊接残余应力没有充分释放 。
() 肉 a焊
10 0X
() 合 区 2 0 b熔 0X
() 影 响 区 c热
40 0X
图 l 管板 焊接接头的显微组 织
张 明广 :技术部 主任 ,工程师 ,19 年 毕业 于抚顺石油学院机械制造专业 ,现在华东 理工大 学机械 工程学 院读硕 士学 位。联 系 91
6 1 预热 和 焊接 .
3 硬 度测试
管板 硬 度测 量 结果 见 表 1 。
表 l 管板硬度测量 结果
管束 与 管板 的焊 接 采用 钨 极氩 弧 焊 ,主 要 是
由于 其 热 量 集 中 ,保 护 效 果 好 ,熔 池 体 易 于 控 制 ,使用 钨 极 氩 弧 焊 的 焊 缝 及 近 缝 区 均 不 易 过
蒸汽发生器管头焊缝撕裂的失效分析和解决办法
K e y w o r d s :S t e a m g e n e r a t o r ;T u b e j o i n t w e l d ;H e a t e x c h a n g e r ; C r a c k ;We l d i n g ;O i l s l u r r y ;O l e i f n u n i t
原 因就在 于折 流板 间距 设计 过大 ,导 致换 热 管在 使
用 过程 中振 动 失稳 。此 外 ,管板 与管 子 的连接 用平
焊 加 贴胀 的方法 进行 处 理考 虑得 也 比较 简 单 ,使 管
头焊 缝在 拉脱 力作 用下 呈剪 切性 破坏 。 本文 分析 了蒸 汽发 生器 管头 焊缝 发生 撕 裂事 故
4 2
化 工装备技 术
第3 5卷 第 1 期 2 0 1 4年 2月
蒸汽发 生器管 头焊晓 升 束 润 涛
贺优 优
武 汉 市 润之 达 石 化 设 备 有 限 公 司 ) ( 山 东 高速 海 南 发 展 有 限公 司 ) (
摘 要 分析 了蒸汽 发 生器 管头 焊缝发 生撕 裂 事故 的原 因 ,提 出 了有针 对性 的改进 措施 ,取
Tu b e J o i n t o f S t e a m Ge n e r a t o r
L a n Xi a o s h e n g S h u Ru n t a o He Y o u y o u Ab s t r a c t :A n a l y z e d t h e r e a s o n s o f w e l d s t e a r i n g o f s t e a m g e n e r a t o r t u b e j o i n t , p u t f o r w a r d t h e i m p r o v e me n t
蒸汽发生器的故障分析

蒸汽发生器的故障分析蒸汽发生器是现代工业中不可或缺的设备之一,它在工厂、电厂等场所中发挥着重要的作用。
然而在使用过程中蒸汽发生器也会遇到一些故障,这些故障会影响蒸汽发生器的正常工作。
本文将介绍蒸汽发生器的故障分析和故障排除方法。
故障一:排污不畅蒸汽发生器在长时间运转过程中,会产生大量的污物,如果排污不畅,就会导致管路的阻塞,从而导致发生器不能正常工作。
这种故障的解决方法可以通过以下步骤进行:1.清洗排污阀门:定期将排污阀门进行清洗,保证阀门通畅。
2.开启排污管道阀门:在发生器运转的过程中,定期开启排污管道阀门,清除管道中的污物,保证管道通畅。
3.更换排污阀门:如果排污阀门已经严重损坏且无法修复,需要更换新的排污阀门。
故障二:水位控制不准确水位控制不准确也是蒸汽发生器经常会遇到的问题。
这种情况一般是由于水位控制阀门失效或故障导致,如遇到此类问题可采取以下方法进行解决:1.检查水位控制阀门:检查水位控制阀门是否正常工作或被阻塞,若阀门损坏,需要尽快更换。
2.检查水位控制传感器:定期检查水位控制传感器,保证传感器的灵敏度和准确性。
3.更换水位控制设备:如果以上方法无法解决问题,需要更换水位控制设备以确保蒸汽发生器的正常工作。
故障三:泄漏蒸汽发生器出现泄漏也是一种常见故障。
可以通过以下步骤来解决:1.检查泄漏处:在发现泄漏时,必须尽快确定泄漏位置以及泄漏的原因。
2.更换密封件:如果泄漏是由密封件磨损或老化所导致,需要更换新的密封件。
3.检查管路连接:检查管路的连接是否牢固,如有松动或裂缝,需及时修复。
故障四:燃烧不良蒸汽发生器出现燃烧不良,会导致燃气消耗增加以及设备寿命缩短。
以下是解决方法:1.清洗燃烧器和火焰探测器:经常清洗燃烧器和火焰探测器,保证燃烧器的清洁度和火焰探测器的准确性。
2.检查燃气供应:定期检查燃气供应系统,确保燃气的供应充足。
3.更换燃气喷嘴:如果燃气喷嘴磨损导致燃烧不良,需要更换新的燃气喷嘴。
蒸汽管失效案例分析
1 . 概 况介 绍 1 1研 究 的意义
2 O 钢 一般 在轧 制或 正火状 态 下使用 , 其组 织为 细珠 光体 或索 氏体 加铁 素 体, 在 高温 下长期 服役 后 , 在 服役条 件 下由于质量 恶化 而产 生失 , 钢管表 面 层不仅 会发生氧化 和脱碳 , 而且 其基体组 织也会 因碳化物球 化甚至于 石墨化 而 使其强度 下 降, 并最 终导致失 效。 另外 , 2 嘲 钢管 在使用 过程 中还 经常 发生腐蚀 破坏 , 其腐 蚀损 坏形 式受到钢 管 的运行环 境 的管 内输运的 流体介 质种类 有 关。
工及 其 它行 业 中_ 】 】 。 2 嘲 的正常金 相组织是 铁素体和珠 光体 。 其 中的珠 光体是 由呈薄片状 的铁 素 体和 渗碳 体交 互排 列 , 从而获 得 良好 的力学 性 能[ 2 1 。 2 0 钢具备 优 良的焊 接性 能及 冷热加 工性能 , 无 回火脆 性 , 所 以2 O 钢常 用于制造 压力不 高、 使 用温度低 于
2 嘲 是 一种 应用广 泛 的结构钢 , 常 用于 生产输送 流体 的管道 。 在 油 田生 产 过程 中 , 2 O 钢被广泛 使用制 作污水 管 、 稠 油区块开 采用高 温高压注 汽管等 ; 在居 民生 活采 暧 、 化工厂 和火 电厂 中 , 2 O 钢则 主要用 于制作 蒸汽 锅炉 的省煤 器和水 冷壁 炉 管 。 石 油化工装 置 中管道 的投资 占整个装置投 资的相 当部分 。 如 何正确选 择管 道材 料 , 无论 从装置 操作 的安全 性 , 还是在 节约 装置一 次性 投资方 面都起 到非 常 关键 的作用 。 多年 来 , 2 嘲 以其 优 良的性能 和适 宜的价格 广泛 应用于 石油 化
内表 面带状 组织较 为明显 , 带状 组织 级别为A系y J l 2 . 5 级。 带状 组 织沿管 壁 向外 逐渐 弱化 。 将 带状组 织明显 和不明显 的区域进 行放大对 比观 察 。 可以看 出 , 管 材 正常 组织 中珠光 体均匀 分布 在铁索 体之 间 , 无任何 方 向性 ; 管近 内表面 局部 区 域, 珠光 体 则呈 现一 定 的方 向性 , 平行 条状 分布 [ 9 】 。 带状组织 的产 生与冶 炼浇注后 的压力成 型加工过 程密切相 关 , 原因归纳 起 来大 致有 : 由硫磷 等有害杂质 成分偏 析引 起的带状 组织 ; 由热加 工温度 不 当 引起 的带状 组织 , 即 热加工停 锻温度 处于二 相 区时 ( Ar l 和Ar 3 之 间) , 铁素 体沿 着 金属流 动方 向从奥 氏体 中呈带状 析 出 , 尚未分 解的 奥 氏体被 割 成带状 , 当冷 却 到A r l 时, 带状奥 氏体转 化为带 状珠 光体 。 由上表 可 以看 出 , 钢 材的硫 磷杂 质 含量 很少 , 带状组 织 的产生 可能 是第二 个 原 因引起 的 。 带状组织 的存在会使 金属 的力 学 陛能 呈各 向异性 , 相 关资料表 明沿带状 组 织 的方 向明显 优于 其垂 直方 向 。 由于热加 工温度不 当引起 的带 状组织 , 可 以通过正火 或退火 的方法加 以消 除。 3 . 1 . 4常规 力学性 能 测试 沿管 子的纵 向, 参考GB 2 6 5 1 — 8 9 和G B 2 6 5 0 - 8 9 , 分 别加 工拉伸 和 冲击试 样 各 三个并进 行试验 , 由于 不清楚原 管材产 地 , 按 照我 国国标规 定进行对 比评 价。 蒸 汽管 的纵向力学 性能与 国标规定 的2 的力学 陛能相 比, 没有 恶化 , 完全满 足 使 用要 求 。 通 过前面 对实验 结 果的分 析 , 可 以得 出以 下结论 : 蒸汽管 虽然外表 面锈蚀严 重 , 但 内表面 没有明显 变化 , 整体壁厚 损失 不大 。 化 学成分 分析表 明管材为2 O g 。 管 材组织 中存在较 多夹杂 , 管 子内表面 的金相 组 织 中存 在带状 组织 。 夹 杂和带 状组 织对力 学性 能的 影响不 大 , 使 用后 管材 的常 规 力学 性能 与 国标规定 相 比没有 恶化 , 完 全满 足使 用要 求 。 建议 继 续使用 。 参 考 文 献
蒸汽管道失效成因分析
%
含量
<0 0 5 0 .0 O o 2O . o 0 01 . 00
度检 测未 见异 常 , 果如 表 2所示 。 结
表 2 管子硬பைடு நூலகம்测量结果
测点位置 第 1 点
爆 口附 近 爆 口背侧 完 整 管段 18 2 13 4 16 2
端 含一 长 约 6 m 的 穿透 性裂 纹 , 纹具 备 陈 旧性 裂 7m 裂 纹 特征 。B端 断 口为 撕 裂 状 。管 子 内 外 壁 均 有 氧 化 皮 。爆 口 附 近 完 整 管 段 胀 粗 不 明 显 , 粗 率 低 于 胀
摘要 : 过 力 学性 能 测试 、 学成 分分 析 、 相检 查 和 扫描 电镜 分析 等 方 式对 一段 运行 的蒸 汽 管道 通 化 金 失 效原 因进行 了详 细分析 , 出失效 的根 源是 不合 格 的金 相 组 织在 应 力作 用 下腐 蚀 开裂 。 最后指 出在 得
役 管道 定期检 验 应增 加金 相检 查 作为 辅助 手段 。 关键 词 : 蒸汽 管道 ; 效 ; 相检 查 失 金
2 2在 01
麓 道 技 术
Pi ln Te h q e pei e c ni u
设 备
Eq pme t ui n
2 2 01
No 3 .
第 3期
蒸 汽 管 道 失效 成 因分 析
韩 伟, 赵景 星 , 王春 茂 , 卫 国 祝
( 山东省 特种 设备检验研究 院, 山东济南 2 0 0 ) 5 1 1
中 图分 类 号 :K T2
文献 标识 码 : B
文章编 号 :0 4— 6 4 2 1 )3— 0 5— 2 10 9 1 (0 2 0 0 5 0
油浆蒸汽发生器管板开裂原因分析及技术改造
第 7期 2 1 3月 02年
科
学
技
术
与
工
程
Vo. 2 N . Ma .2 1 11 o 7 r 02
17 — 11 2 1 ) 7 10 .4 6 1 8 5( 0 2 0 — 6 3 0
S in e T c n l g n n ie r g ce c e h oo y a d E gn e i n
器 的操作 工 况 比较 苛 刻 , 以在 使 用 过 程 中很 容 易 所 出现管板 开 裂 从 而 导 致 泄 漏 的 问 题 。管 板 的 开 裂 不 但造成 了经济损 失 , 而且 还 影 响 了整 套装 置 的正 常 运行 , 同时还 给安全 带来很 大 的 隐患 。 现 就油 浆 蒸 汽 发 生 器 管 板 开 裂 问题 展 开 初 步
1 14 腐蚀 因素 ..
熔炼分析 0 1 O 1 02 0 6 12 . 3一 .9 .0~ . 0 . 0~16 0 0 0 0 0 0 .0 .3 . 2 复验值 0 1 .6 03 .9 13 .3 00 5 0 0 4 . 1 .0
公称厚度/ mm
热 处 理 状 态
在使用过程 中管束 可能产生振动 。又 由于蒸汽 J 发生器壳程 的汽液两相流 的不稳定性 和漩 涡脱落
特 征造成 的管 束 振 动 , 振 动 加 剧 。剧 烈 的振 动 会 使 造 成管 子 与管 板 的 连接 接 头焊 缝 长 期 处 于 交 变 载 荷 状态 , 最终 导致 管头 出现疲 劳裂 纹而泄 漏 。
由于油浆蒸汽发生器管程工作温度高 , 在油浆 介质的高温冲蚀下 , 造成焊缝 和管板过热氧化和腐
蚀, 削弱 了焊 缝 和 管 板 的强 度 , 而 很 容 易 在 焊 缝 从
油浆发汽设备的失效分析
出管道 末端物 料颗 粒速 度与气 体速 度的 比值 : /
。
笔 者所 提 出 的观 点 虽 是 在 实 际 计 算 中总 结 归纳
出来 的 , 疏 漏 和不 完 善 之 处 在所 难 免 。 但
() 3 把 / 和 : 的值 代 人公 式 6 行 计 进 算。 这 种 方法 是基 于输 送 管 道 内气 体 密度 不 变 的 假 设 , 与实 际情 况 是 有 一 定差 别 的 。 在 实 际计 算 中 这 但 对 吸送 系统 中某一 段 直 段 来说 , 绝 大 多数 情况 下 , 在 管 段两 端 气 体 密度 值 相 差 是 很 小 的 ,对 于 工 程 计 算
2 内浮 头 螺 栓 及 螺 母 断裂 原 因 的 分 析
2ቤተ መጻሕፍቲ ባይዱ1 观检 查 .宏
铁 素 体 、珠 光 体 和 魏 氏 体 。 其 中魏 氏体 组 织 呈 针 状 无腐 蚀 及 磨损 、减 薄 现 象 。 断 口光 亮 ,断 口周 围无 分布 ,这 种 针 状 的魏 氏体 组 织 会 增 加 材 料 的 脆 性 。 任何 塑 性 变形 痕 迹 。说 明 螺栓 为低应 力脆 性 断 裂 。 利 用 金 相 显 微 镜 对 分 叉 裂纹 尖 端 的微 观形 貌 及 走 向 2 2化 学 成分 及 机械 性 能 测试 . 进 行 分 析 ,发 现 裂 纹 弯 弯 曲 曲 ,沿 着魏 氏 体 组 织 的 对 螺 栓 进 行 化 学 成 分 分 析 发 现 ,其 成 分 符 合 晶 界 行 走 ,属 于 沿 晶 开 裂 ,呈 现 应 力 腐 蚀 开 裂 特
物料 速 度 为 。
来 说 是 可 以忽 略 的 。所 以这 种 方 法 是 有 广 大 的适 用
( )由此 组 合 管 段求 管 段 末 端物 料 颗 粒速 度 与 范 围的 。 2 气 流 速 度之 比 :V 。 / a 对 于组 合 管 段 :
油浆蒸汽发生器泄漏分析与设计改进措施
山 东 化 工 收稿日期:2019-04-02作者简介:吕洪强(1981—),重庆潼南人,工程师,学士学位,主要从事炼油及石油化工工程的设备设计櫂櫂櫂櫂櫂櫂櫂櫂櫂櫂櫂櫂殬殬殬殬。
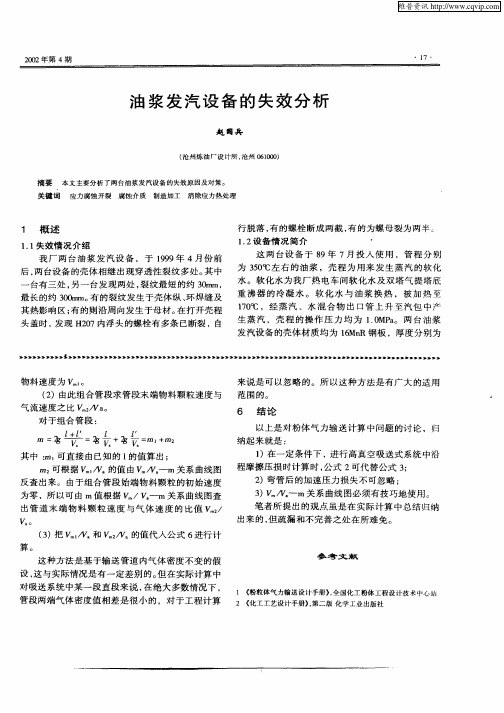
化工设计油浆蒸汽发生器泄漏分析与设计改进措施吕洪强(上海河图工程股份有限公司,上海 201203)摘要:油浆蒸汽发生器的操作工况比较苛刻,在运行过程中管子与管板连接接头及法兰密封面频繁出现泄漏事故,影响了装置的稳定、安全运行。
文章对蒸汽发生器发生泄漏的主要原因进行了分析,并针对这些问题在设计中提出了优化改进措施。
经过优化设计后,油浆蒸汽发生器的泄漏问题得到了有效的解决,为设备的平稳、长期运行提供了保证。
关键词:油浆蒸汽发生器;泄漏;分析;改进中图分类号:TE966 文献标识码:A 文章编号:1008-021X(2019)12-0116-03TheLeakageAnalysisandDesignImprovementSolutionsofSlurryOilSteamGeneratorLyuHongqiang(ShanghaiHotoEngineeringInc.,Shanghai 201203,China)Abstract:Theoperationconditionsofslurryoilsteamgeneratorareverysevere,theleakageaccidentsoftenoccuronthetubetotubesheetjointandsealingfaceofflangeduringoperation,itisaffectedthestabilityandsafeoperationofthedevice.Thearticleanalyzesthemaincausesofleakageofthesteamgenerator,inviewoftheseproposes,optimizationandimprovementsolutionsareputforwardinthedesign.Afteroptimizationdesign,theleakageproblemsoftheslurryoilsteamgeneratoriseffectivelysolved,itprovidesaguaranteeforthestableandlong-termoperationoftheequipment.Keywords:slurryoilsteamgenerator;leakage;analysis;improvement 油浆蒸汽发生器作为炼油厂中催化裂化装置的分馏系统里重要的设备之一,其作用是将分馏塔塔底高温油浆的热量进行回收以生产饱和中压蒸汽,为装置的节能降耗和保证分馏塔正常运行有着非常重要的意义[1]。
油浆蒸汽发生器管板减应力槽的设计
板孔直径为 25. 25 mm,最大名义孔桥宽度 Bmax 为 6. 75 mm; 最大管板孔直径为 25. 35 mm,允许孔
的开槽尺寸应相同并且与换热管中心距的垂直平 分线对称。这样是为了避免由于两边开槽尺寸不
桥数不 小 于 96% 的 最 小 孔 桥 宽 度 Bmin 为 6. 65 mm; 焊接时槽边与管孔边缘要有一定的距离 ε,
果。减应力槽的作用是减小或者消除焊接加热和 冷却过程中周围低温金属对焊缝高温金属的拘
Bmin,ε 仍 为 2 mm,最 后 孔 桥 宽 度 还 剩 余 2. 65 mm,所以槽宽只能在小于 2. 65 mm 的范围内进
束,因此减应力槽的深度只要能够满足焊缝金属 行取值。若换热管外径为 32 mm 时,则槽宽只能
的熔融深度就可以。对于 25 mm × 2. 5 mm 的换 在小于 3. 5 mm 的范围内进行取值。
同和结构不对称导致产生温差和变形量不一致, 这样可以通过打磨管孔周边以获得较大的熔深。
进而产生变形力。减应力槽深度的选择要同时考 虑机械加工的实际情况和焊接残余应力降低的效
在使用Ⅰ级管束时,若取 ε 为 2 mm,Bmax 减去两 倍的 ε 值,最 后 剩 余 2. 75 mm。若 孔 桥 宽 度 为
油浆蒸汽发生器管板减应力槽的设计
陆清婉1 ,高 磊2
( 1. 沈阳石油化工设计院有限公司,辽宁省沈阳市 110004; 2. 辽宁石油化工大学,辽宁省抚顺市 113001)
摘要:油浆蒸汽发生器在使用过程中管板处经常出现开裂的情况。试验表明,管板受到温差交变应力,即交变 的热载荷作用而产生疲劳破坏。同时又存在拉应力的作用,并且设备长期承受介质腐蚀和应力腐蚀,导致管板开 裂。经理论和实验验证,焊接接头在管板的减应力槽上的位置产生了一个应力低谷,开槽管板焊接热影响区的低 应力区范围较不开槽的有所扩大,能够有效预防径向裂纹的萌生和扩展,因此大大延长了设备使用寿命,满足装置 的正常运行。以油浆蒸汽发生器的管板结构为例,在符合 GB / T 151—2014《热交换器》要求的情况下进行减应力 槽的设计。分别设计了换热管直径为 25 mm 和 32 mm 的管板减应力槽,满足了实际生产和设备运行需要。
蜡油蒸汽发生器管板开裂原因分析
() 1 由单 弓或 多 弓形 的数块 折流板 支撑管 束, 管孔与换热管之间有环 向间隙支撑。常规弓
形折流板 的 z字型 流动方式会产生较大死 区及
管进入蒸汽发生器的底部 , 加热后逐渐产生气相 ,
在蒸汽发生器的顶部气 相分率达到最大 , 在密度 差的推动下 , 通过上升管返 回汽包 , 因此要求蒸汽
身弯曲可吸收一定的膨胀差 , 缓解温差应力 , 同时
收稿 1期 : 0 — 2— 1 3 2 5 1 0。 0
对于蒸汽发生器选用螺旋式折流板的管柬结 构, 从理论分析 , 其不适合 的原因如下 : 1 ( ) 于蒸汽发生 器, 1对 由于壳程介质 为等温
作者简介 : 文浩 , 郭 辽宁石油化工 大学在 读硕士研究 生 , 主要
根据设备 的工艺参数确定机械设计参数。管 板 的理论计算步骤如下 : () 1 根据布 管尺寸计算 d4 , ,根 据法兰 , D ; 连接密封面型式 和垫片尺寸计算 D 。 () 2 计算 P, 1o查表得 C 。 以 / 。 () 3 确定管板设计压力。
炼
油
技
术பைடு நூலகம்
与
工
程
20 0 6年第 3 6卷
也会造成换热管失稳 和振动 , 没有折流杆结构优
越 。而螺距 30m 0 m的螺旋折 流板将换 热管紧紧
续 的状态之中 , 加之壳程饱和水汽化 , 汽泡的长大
及运动会使介质体积急剧膨胀 , 两者结合 引起 了
箍住 , 刚性很高 , 不会受压失稳而弯曲, 变形协调
高度返混。死区会增加壳侧垢阻从而降低传热效 率; 返混会造成对数平均温差的混乱及下降。
发生器的壳程应尽 可能达 到均匀流 动场 和温度
重催油浆蒸气发生器管板开裂原因及防治
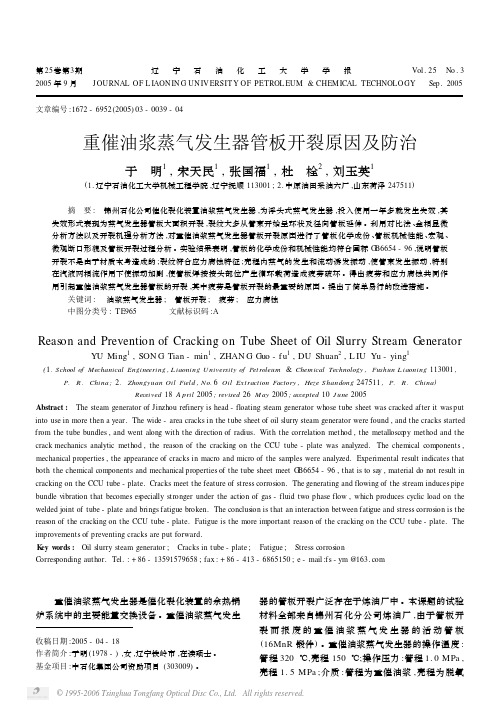
第25卷第3期 辽宁石油化工大学学报 Vol.25 No.3 2005年9月 JOURNAL OF L IAON IN G UN IV ERSIT Y OF PETROL EUM&CHEMICAL TECHNOLO GY Sep.2005文章编号:1672-6952(2005)03-0039-04重催油浆蒸气发生器管板开裂原因及防治于 明1,宋天民1,张国福1,杜 栓2,刘玉英1(1.辽宁石油化工大学机械工程学院,辽宁抚顺113001;2.中原油田采油六厂,山东荷泽247511)摘 要: 锦州石化公司催化裂化装置油浆蒸气发生器,为浮头式蒸气发生器,投入使用一年多就发生失效,其失效形式表现为蒸气发生器管板大面积开裂,裂纹大多从管束开始呈环状及径向管板延伸。
利用对比法、金相显微分析方法以及开裂机理分析方法,对重催油浆蒸气发生器管板开裂原因进行了管板化学成份、管板机械性能、宏观、微观断口形貌及管板开裂过程分析。
实验结果表明,管板的化学成份和机械性能均符合国标G B6654-96,说明管板开裂不是由于材质本身造成的;裂纹符合应力腐蚀特征;壳程内蒸气的发生和流动诱发振动,使管束发生振动,特别在汽液两相流作用下使振动加剧,使管板焊接接头部位产生循环载荷造成疲劳破坏。
得出疲劳和应力腐蚀共同作用引起重催油浆蒸气发生器管板的开裂,其中疲劳是管板开裂的最重要的原因。
提出了简单易行的改进措施。
关键词: 油浆蒸气发生器; 管板开裂; 疲劳; 应力腐蚀中图分类号:TE965 文献标识码:AReason and Prevention of Cracking on Tube Sheet of Oil Slurry Stream G enerator YU Ming1,SON G Tian-min1,ZHAN G Guo-fu1,DU Shuan2,L IU Yu-ying1(1.School of Mechanical Engineering,L iaoning U niversity of Pet roleum&Chemical Technology,Fushun L iaoning113001,P.R.China;2.Zhongyuan Oil Field,No.6Oil Ext raction Factory,Heze S handong247511,P.R.China)Received18A pril2005;revised26M ay2005;accepted10J une2005Abstract: The steam generator of Jinzhou refinery is head-floating steam generator whose tube sheet was cracked after it was put into use in more then a year.The wide-area cracks in the tube sheet of oil slurry steam generator were found,and the cracks started from the tube bundles,and went along with the direction of radius.With the correlation method,the metallosco py method and the crack mechanics analytic method,the reason of the cracking on the CCU tube-plate was analyzed.The chemical components, mechanical properties,the appearance of cracks in macro and micro of the sam ples were analyzed.Experimental result indicates that both the chemical components and mechanical properties of the tube sheet meet G B6654-96,that is to say,material do not result in cracking on the CCU tube-plate.Cracks meet the feature of stress corrosion.The generating and flowing of the stream induces pipe bundle vibration that becomes es pecially stronger under the action of gas-fluid two phase flow,which produces cyclic load on the welded joint of tube-plate and brings fatigue broken.The conclusion is that an interaction between fatigue and stress corrosion is the reason of the cracking on the CCU tube-plate.Fatigue is the more important reason of the cracking on the CCU tube-plate.The improvements of preventing cracks are put forward.K ey w ords: Oil slurry steam generator; Cracks in tube-plate; Fatigue; Stress corrosionCorresponding author.Tel.:+86-135********;fax:+86-413-6865150;e-mail:fs-ym@ 重催油浆蒸气发生器是催化裂化装置的余热锅炉系统中的主要能量交换设备。
油浆蒸发器管板应力腐蚀开裂的防治
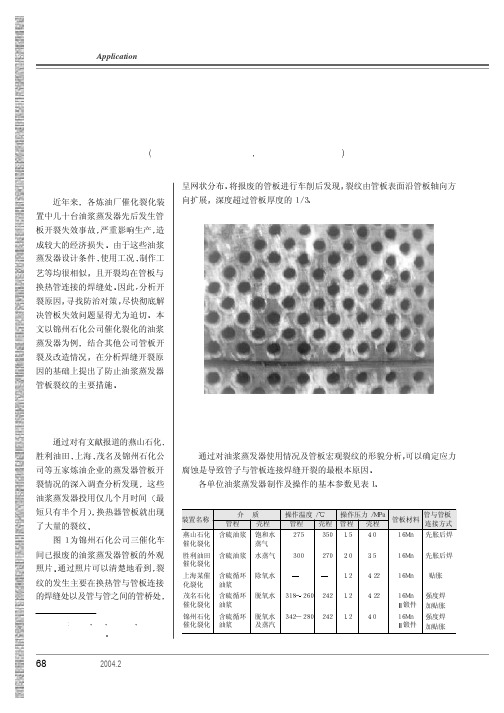
682004.2化工设备与防腐蚀应用广场版Application1 前 言近年来各炼油厂催化裂化装置中几十台油浆蒸发器先后发生管板开裂失效事故严重影响生产造成较大的经济损失由于这些油浆蒸发器设计条件使用工况制作工艺等均很相似且开裂均在管板与换热管连接的焊缝处因此分析开裂原因寻找防治对策尽快彻底解决管板失效问题显得尤为迫切本文以锦州石化公司催化裂化的油浆蒸发器为例结合其他公司管板开裂及改造情况在分析焊缝开裂原因的基础上提出了防止油浆蒸发器管板裂纹的主要措施2 油浆蒸发器管板开裂情况 介绍通过对有文献报道的燕山石化胜利油田上海茂名及锦州石化公司等五家炼油企业的蒸发器管板开裂情况的深入调查分析发现这些油浆蒸发器投用仅几个月时间最短只有半个月换热器管板就出现了大量的裂纹图1为锦州石化公司三催化车间已报废的油浆蒸发器管板的外观照片通过照片可以清楚地看到裂纹的发生主要在换热管与管板连接的焊缝处以及管与管之间的管桥处呈网状分布将报废的管板进行车削后发现裂纹由管板表面沿管板轴向方向扩展深度超过管板厚度的1/3图1 失效管板的外观照片3 管与管板焊缝开裂的原因分析通过对油浆蒸发器使用情况及管板宏观裂纹的形貌分析可以确定应力腐蚀是导致管子与管板连接焊缝开裂的最根本原因各单位油浆蒸发器制作及操作的基本参数见表1表1 油浆蒸发器基本参数统计表/ 操作压力318锻件342锻件油浆蒸发器管板应力腐蚀开裂的防治王 岚 戚 欣锦州石化公司设备研究院辽宁 锦州 121001第一作者王岚女工程师现从事设备研究及防腐工作692004.2化工设备与防腐蚀应用广场版Application 从表1可以看出各炼油厂重油催化裂化装置中油浆蒸发器使用压力和温度及操作工艺接近虽然各厂原料油性质不同油浆成分差别也较大但这些原料油有一个共同的特点就是均含有腐蚀性介质硫对油浆蒸发器而言其管程介质为油浆壳程介质为水和蒸汽虽然油浆中含硫但是正常工况下介质的腐蚀性不大一般不会造成严重的均匀腐蚀应力腐蚀是指受应力的材料在特定环境下产生滞后裂纹甚至发生滞后断裂的现象不存在应力时腐蚀非常轻微当应力超过某一临界值后金属会在腐蚀并不严重的情况下发生脆裂产生应力腐蚀的基本条件是具有应力腐蚀开裂敏感性的金属材料与容易引起金属应力腐蚀开裂的介质接触受到拉应力作用并超过该金属介质系统的应力腐蚀开裂的临界应力值在上述条件同时存在时才发生应力腐蚀开裂各厂油浆蒸发器管板材料均为16Mn在制作安装和使用的过程中管板与管子连接处存在相当大的拉应力焊接残余应力胀接残余应力安装的装配应力工作时管内外压力差及温差作用而产生的工作应力以及由载荷操作或振动等引起的外加应力热应力等在这些组合拉应力的作用下低合金钢16Mn在高温含硫介质内很容易发生应力腐蚀再加上蒸发器因操作不当引起的压力温度频繁波动壳程内水和蒸汽的流体诱发振动使得管板长期遭受疲劳载荷的作用还会诱发腐蚀疲劳图2 焊缝区的金相组织(100倍图3 裂纹区的金相图组织(100倍图4 母材区的金相组织(100倍4 焊接对H2S应力腐蚀的影响图2图4是用现场金相显微镜所测的锦州石化公司油浆蒸发器管板表面焊缝区裂纹区及母材区的金相组织图谱这些图的组织皆系用4%硝酸酒精溶液浸蚀的通过这些金相照片可以看到管板母材的金相组织为较细的均匀的铁素体与珠光体是正常的金相组织结构没有缺陷存在而焊接热影响区由于焊接时的过热组织变得粗大中间有大量魏氏组织存在该组织在原奥氏体粗大晶界上网状分枝呈羽毛状已向晶粒内部长大这种组织强度高韧性低表现为具有高硬度经测量裂纹处最大硬度值达HB 340应力腐蚀裂纹正是发生在焊接热影响区这就意味着焊接时造成的组织702004.2化工设备与防腐蚀应用广场版Application变化焊缝及其热影响区的硬度变化对H2S应力腐蚀敏感性影响很大5 防止油浆蒸发器管板裂纹的主要措施油浆蒸发器管板与换热管的焊缝隙处开裂最根本的原因是硫化氢应力腐蚀而一般认为发生应力腐蚀断裂需具备三个基本条件即敏感材料特定环境和拉伸应力因此控制应力腐蚀开裂的基本途径有三条一是改变金属的成分与组织二是改变材料的受力状态三是改变材料所处的环境条件对于油浆蒸发器换热管-管板连接处应力腐蚀开裂而言由于蒸发器的工作环境是特定的无法改变所以只有从焊接材料的匹配焊接工艺的调整以及焊接残余应力的控制入手抑制应力腐蚀5.1 换热管与管板的匹配改进大量的试验及统计数字表明Mn对H2S应力腐蚀是十分敏感的因此在H2S应力腐蚀比较严重的环境中应尽量避免使用含Mn合金锦州石化公司在蒸发器改造过程中管板选用锻钢 16Mn+TP347L表面堆焊不锈钢堆焊层厚度6mm换热管材质选取0Cr18Ni9Ti这种选材既实现了将16Mn管板材质与含硫介质分开又因焊接接头为两不锈钢材料相互焊接而降低了焊接应力同时因管板只是堆焊不锈钢层减少了设备投资5.2 改进焊接接头的结构提高焊接质量适当增加换热管管头的伸出长度管板的管孔处坡口选用U形结构焊接由熔管头焊改为不熔管头焊并采用氩弧焊接使焊接过程更稳定焊缝质量更可靠5.3 控制焊接线能量避免发生热影响区硬化晶 粒长大和各种脆化焊缝及热影响区的硬度及组织形貌对蒸发器管板硫化氢应力腐蚀的影响很大接头硬度提高容易产生应力腐蚀裂纹硬度越高产生应力腐蚀开裂的临界应力σth越低粗晶粒存在增大应力腐蚀开裂的倾向晶粒粗大裂纹尖端集中的位错数量增大并可形成大的滑移阶梯从而利于应力腐蚀裂纹的形成和扩展因而为了避免或降低硫化氢应力腐蚀焊接工艺的出发点是保证不发生硬化组织和晶粒严重粗化的现象这就要求必须将焊缝及其热影响区的硬度控制在一限定值内一般在选择焊接工艺时应根据钢种不同设法满足两方面不同的要求即防止淬硬焊接线能量过小和防止晶粒严重长大线能量过大由于作者选择的换热管与管板连接材料均为奥氏体不锈钢因而无硬化问题所以只需采用小的焊接线能量即可防止晶粒长大5.4 焊接过程的应力控制在焊接过程中采用一些简单的工艺措施往往可以调节内应力降低残余内应力的峰值避免在大面积内产生较大的拉应力并使内应力分布更为合理这些措施不但可以降低残余应力而且也可以降低焊接过程中的内应力减小应力腐蚀裂纹发生的可能性5.4.1 用合理的焊接顺序和方向对于蒸发器的换热管与管板焊缝应根据管板直径的大小由24名焊工同时对称施焊换热管焊接顺序应遵循从中心开始均匀错开逐渐向外施焊的原则5.4.2 锤击或辗压焊缝每焊一道焊缝用带小圆弧面的风枪或小手锤击打焊缝区使焊缝得到延伸从而降低内应力5.4.3 焊缝表面制造压应力层采用机械方法或逆焊接温差处理等方法在焊接的接头区内的表面层造成压应力使其工作时和其他应力叠加后此层的实际应力低于发生应力腐蚀的临界应力这样可减少焊接结构的应力腐蚀敏感性有效防止应力腐蚀另外在可能的情况下亦可采用局部热处理超声振动等方法进行焊后消除应力处理以降低焊接残余应力6 结 论锦州石化公司于2001年8月对其油浆蒸发器进行改造在制作蒸发器过程中结合其他单位的改造经验通过改善管板与换热管的匹配改进焊接接头结构合理选择焊接工艺参数严格控制焊接过程等措施来实现控制管板焊缝应力腐蚀开裂的目的改造后的蒸发器运行状况良好一个运行周期内未发生泄漏事故2003年装置大修时对蒸发器进行解体检查管板与换热管间的焊缝处亦未发现裂纹这说明防护措施是有效的可供其他公司借鉴。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
月后 管板 又发 生泄漏 。管板 的腐蚀 开裂 不 仅造 成
了巨 大经济损 失 , 而且 严 重 影 响 了整 套装 置 的正 常生产 , 带来 了很 大 的安全 隐患 。所 以 , 分析 管板 腐蚀 开 裂原 因 , 找出正 确 的解决 方 案 , 长管 束 的 延 操作周期和使用寿命 , 确保 装 置 “ 、 、 、 、 安 稳 长 满 优” 运行 , 高经 济效益 就 成为 当务 之 急 。 提 油 浆蒸 汽 发 生 器 型 号 为 B S 3 00 9 / . — J 1 0 —. 8 5 1 4 06 2 — 主要 技术 数据 如下 : 2 — / 54I, 管 程设计 压力 0 9 MP ; .8 a 管 程设计 温度 3 4C; 4。 壳 程设计 压力 5 1 a . MP ;
维普资讯
腐蚀与防护
P 化 设calEqu2e,( ・gy 石ro—工m备 术i0nt8)5・ 油Che i 技 ,021ol7 7Techn o e t p m
油 浆蒸 汽 发 生器 管板 失效 分 析
刘 丙 会
( 中国 石 油 前 郭 石 化 分 公 司 , 吉林 松 原 18 0 ) 3 0 8
J 4 2 - 2 o B 76 o o
口) 经 打磨 、 色发 现 , 管板 的 I、 Ⅲ象 限的 , 着 在 Ⅱ、 管板与 换热 管连 接焊缝 处 有裂 纹 。
表 1 油 浆 蒸 汽 发 生 器 管 束 的 使 用 环 境
环境 参 数 介 质 工作 温 度 ( / / 人 出) ℃ 最 高 工 作压 力 / P M a 壳 程 水、 汽 25 6 50 . 管 程 油 浆 3420 2 9 / 08 .
油浆从 分馏 塔 ( 2 1 底 先 与原 油 换 热 , 热 TO) 换
业 于 吉 林 化 工 学 院 化 学 工 程 专 业 , 工 程 学 士学 位 。 现 在 中 获
国石 油 前 郭 石 化 分 公 司 重 整 加 氢 车 间 工 作 , 程 师 。 工
后 的油浆分 三 部分 : 一部 分直 接 作 为 分 馏 塔 的 回
维普资讯
石
油
化
工
设
备
技
术
产生 的裂纹 形 态为 平行 、 垂直 焊缝 的微裂 纹 ( 子 麻
( )管板 材质 的化 学成 分分 析 1 化 学成 分分 析结 果见 表 2 。
表 2 1 Mn 锻 ) 料 的 化 学 成 分 6 I 材
元 素
20 0 4年 7月 , 国石 油 前 郭 石化 分 公 司 重 油 中 催 化裂 化装 置进 行 技 术 改 造 , 装 置 投 入 运行 至 从 达到设 计 能力 正常生 产 , 先后 开 、 工 4次 。装 置 停 正常运 行 1个 月后 , 浆 蒸 汽发 生 器 E 1 B管板 油 21 发生 泄 漏 , 把原 管 束 抽 出 , 更换 新 管 束 , 行 两个 运
油 浆 中的 硫 ) 拉 应 力 的共 同作 用 下 , 及 又使 管板 受 到 应 力 腐 蚀 。并 提 出 了相 应 的 改进 及 预 防措 施 。
关 键 词 : 浆 蒸 汽发 生 器 ; 油 管板 开 裂 ; 劳破 坏 ; 力 腐 蚀 ; 疲 应 改进 措 施
中 图 分 类 号 : 99 文 献 标 识 码 : 文 章 编 号 :0 68 0 ( 0 7 0—0 70 TE 6 B 1 0—8 5 2 0 ) 10 5—5
摘 要 : 郭 石化 分 公 司 重 油 催 化 裂 化 装 置 的 蒸汽 发 生 器 管 板 与 换 热 管 焊 接 处 及 管桥 大 面积 开 裂 , 纹 前 裂 大 多从 管 束 开 始 沿 平 行 或 垂 直 于焊 缝 的 方 向 向 管 板 延 伸 。通 过 对 管板 开 裂 原 因 进 行 的 多 方 面分 析 , 为 管 认 板 开 裂 不 是 由于 材 质 本 身造 成 的 , 是 由于 改 造 投 入 使 用初 期 , 繁 的 开 、 工 , 成 管板 处 于 热胀 冷 缩 的 交 而 频 停 造 变状态 , 导致 管板 受到 温 差 交 变 应 力 作 用 即交 变热 载 荷 作 用 而产 生 疲 劳破 坏 , 及 在 腐 蚀 介 质 ( 蒸 气 、 、 以 水 氧
I U A ቤተ መጻሕፍቲ ባይዱ
壳程 设计 温度 2 5C; 8。 固定 管板 规格  ̄ 4 9 1 3 mm, 1 2 m, 质 为 厚 7r 材 a
1 M n 锻 , 火 ) 6 ( 正 ;
图 1 油 浆 系 统 原 则 工 艺 流 程 示 意
1 2 油 浆蒸汽 发 生器 管束 的使 用环 境 .
浮动 管板 规格 1 7 mm, 1 2 m, 质 为 25 厚 7r 材 a
1 M n 锻 , 火 ) 6 ( 正 ;
油 浆蒸汽发 生器管束 的使用环境 如表 1 所示 。
1 3 失效 部位 及 形式 .
管板 与 换 热 管 的 连 接 形 式 为 “ 度 焊 + 贴 强
胀 ” ;
失效 都发 生在 管 子 与 管 板 的焊 接 热 影 响 区 ,
管板 设计 压力 5 1 a . MP 。
1 1 油 浆 蒸 汽 发 生 器 工 艺 流 程 .
收 稿 日期 : 0 60 - 2 2 0 - 41 。
作 者 简 介 : 丙 会 :1 7 一 ) 男 , 林 扶 余 县 人 。 1 9 刘 (90 , 吉 9 4年 毕
流返 塔 ; 一部 分作 为燃 料 油外甩 ; 余部 分进 入油 其 浆蒸 汽 发 生 器 ( 2 1 E 1 B)的 管 程 与 锅 炉 来 的 3 5 a 中压除 氧水换 热 , . MP 的 除氧水 在油 浆蒸 汽发 生 器 ( 2 1 中 从 油 浆 侧 吸 热 , 入 汽 包 产 生 E 1 B) 进 3 5 a 中压饱 和蒸 汽 。如 图 1 示 。 . MP 的 所