表面样品检测记录
化学实验中的常见表面分析方法

化学实验中的常见表面分析方法在化学实验中,为了研究和分析物质的性质和组成,常常需要进行表面分析。
表面分析是指通过对物质表面的性质和组分进行研究,以了解其物理和化学特性。
本文将介绍一些在化学实验中常见的表面分析方法。
1. X射线光电子能谱(XPS)X射线光电子能谱是一种常见的表面分析技术,它可以用来研究材料的元素组成、化学状态以及电子能级结构。
该方法通过利用高能X射线照射样品,并测量样品表面发射的光电子的能谱来分析。
通过分析光电子能谱,可以确定元素的种类、含量以及氧化态等信息。
2. 扫描电子显微镜(SEM)扫描电子显微镜是一种常用的表面形貌分析工具,它能够通过电子束在样品表面的扫描来观察和记录样品的形貌和微观结构。
SEM可以提供高分辨率的显微镜图像,帮助研究者观察样品的微观形貌和表面结构,从而了解样品的表面形貌特征。
3. 傅里叶红外光谱(FTIR)傅里叶红外光谱是一种用来研究物质分子振动和化学键结构的技术。
该方法通过使用红外辐射照射样品,测量样品在红外区域的吸收光谱来进行分析。
通过不同波数处的峰值和谱带,可以确定样品中的化学基团和化学键类型,从而了解分子的结构和组成。
4. 原子力显微镜(AFM)原子力显微镜是一种用来研究样品表面形貌和微观结构的高分辨率显微镜。
它通过在样品表面扫描探针,测量探针与样品之间的相互作用力来生成和记录样品表面的形貌和结构图像。
AFM的分辨率可以达到亚纳米级别,能够观察到样品表面的原子和分子级别的细节。
5. 表面增强拉曼光谱(SERS)表面增强拉曼光谱是一种用来研究分子振动和化学键信息的技术。
它利用金属纳米颗粒或表面纳米结构的电磁增强效应,使样品的拉曼散射信号被放大,从而提高了拉曼光谱的灵敏度。
SERS可以用于检测极低浓度的分子,并提供有关分子结构和组成的信息。
6. 电化学阻抗谱(EIS)电化学阻抗谱是一种研究电极和界面电化学特性的技术。
通过在电位或频率范围内测量电极上的电荷传递和电荷分布的变化,可以获得电化学阻抗谱图像。
涂层厚度检测记录

涂层厚度检测记录项目名称:涂层厚度检测检测单位:XXX公司检测时间:20XX年XX月XX日一、背景介绍涂层是一种常用的工业防腐材料,广泛应用于建筑、船舶、桥梁等领域。
涂层厚度是决定涂层防腐性能的重要参数。
本次检测旨在对已施工涂层的厚度进行定量测量,以评估其防腐性能和质量。
二、检测目的1.确定涂层厚度是否符合设计要求;2.评估涂层质量和防腐性能;3.为后续施工提供工艺控制和质量控制参考。
三、检测方法本次涂层厚度检测采用了非破坏性测试方法,结合万能铅尺和超声波测量仪器进行测量。
万能铅尺主要用于对平面表面涂层的厚度进行测量,而超声波测量仪主要用于对不规则表面涂层的厚度进行测量。
四、检测内容1.对涂层表面进行全面观察,并记录涂层存在的缺陷情况,如气泡、嵌杂物等;2.使用万能铅尺对平面表面涂层进行厚度测量,并记录测量结果;3.使用超声波测量仪对不规则表面涂层进行厚度测量,并记录测量结果;4.对涂层进行风刮检测,使用铅笔或金属物体轻刮涂层表面,观察涂层是否有剥离现象,并记录结果;5.对涂层进行耐候性测试,将部分涂层样品暴露在户外环境,观察其经过一段时间后的变化,并记录结果。
五、检测结果1.涂层厚度测量结果如下表所示(单位:μm):测量点,1,2,3,4,5--------,---,---,---,---,---位置,A,B,C,D,E万能铅尺测量结果,350,370,380,350,360超声波测量仪测量结果,360,380,380,340,3502.涂层存在的缺陷如下:-涂层表面气泡:10处;-涂层表面嵌杂物:5处。
3.风刮检测结果:-涂层表面出现部分剥离现象,剥离面积约占总面积的5%。
4.耐候性测试结果:-经过3个月的户外暴露,涂层无明显变化,防腐性能良好。
六、结论与建议1.涂层厚度符合设计要求,提供了良好的防腐保护;2.鉴于涂层表面存在气泡和嵌杂物,建议加强工艺控制,减少涂层缺陷的产生;3.风刮检测发现涂层存在剥离现象,建议对剥离部位进行修复,确保涂层的完整性和防腐性能;4.耐候性测试结果良好,涂层具备较好的耐候性能。
热镀锌质量检测记录

热镀锌质量检测记录1.引言热镀锌是将钢铁制品浸入熔融的锌溶液中,以形成一个具有均匀致密锌铁合金层的工艺。
热镀锌可以提供钢铁制品的耐腐蚀性和长期使用寿命。
在进行热镀锌质量检测时,主要关注镀层的均匀性、附着力、厚度和表面质量等指标。
2.检测项目2.1镀层厚度检测使用非破坏性测量仪器(如磁性涂层测厚仪)对热镀锌镀层的厚度进行检测。
在不同位置上随机挑选多个样品进行测量,并计算平均值。
确保镀层厚度符合相关标准要求。
2.2镀层附着力检测使用刀片进行划痕试验,评估热镀锌镀层与基材的附着力。
在样品表面进行一系列划痕,观察镀层的脱落情况。
评级镀层的附着力,以确保其能够承受外力,不易脱落。
2.3镀层均匀性检测在镀层表面使用光学显微镜或局部测厚仪进行观察,检测热镀锌镀层在不同区域的厚度均匀性。
确定镀层的均匀性,排除可能存在的不均匀镀层,避免因镀层不均匀导致的腐蚀等问题。
2.4表面质量检测使用目视检查、光学显微镜、扫描电子显微镜等设备对热镀锌表面进行观察。
检测表面是否存在气孔、嵌入物、杂质等缺陷,并进行评级。
确保表面质量符合相关标准要求,避免因缺陷导致的镀层脱落和腐蚀。
3.检测结果记录样品编号:______日期:______检测项目:镀层厚度检测测量位置:______测量值(μm):______测量值(μm):______测量值(μm):______平均值(μm):______检测项目:镀层附着力检测划痕位置:______划痕结果:______检测项目:镀层均匀性检测检测区域:______厚度测量(μm):______厚度测量(μm):______厚度测量(μm):______检测项目:表面质量检测检测区域:______表面缺陷:______评级:______4.结论根据上述检测结果,判断热镀锌质量是否符合相关标准要求。
若检测结果均满足标准要求,则认为质量合格。
若存在不合格项目,则需对原因进行分析,并采取相应的措施进行改进和修复。
建筑涂料(内墙)检测原始记录表(示例)
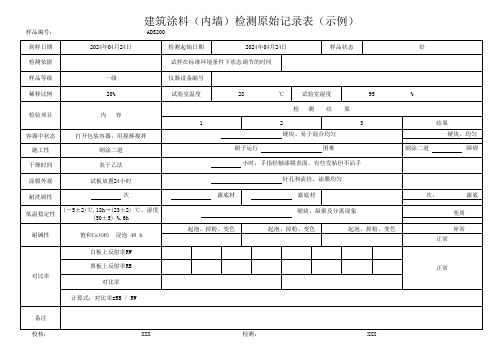
建筑涂料(内墙)检测原始记录表(示例)
ADS200
到样日期
2024年04月24日
检测起始日期
2024年04月24日
样品状态
好
检测依据
试样在标准环境条件下状态调节的时间
样品等级
一级
仪器设备编号
稀释比例
20%
试验室温度
28
℃
试验室湿度
95
%
检验项目
内容
容器中状态 施工性 干燥时间
打开包装容器,用搅棒搅拌 刷涂二道 表干乙法
露底材
露底材
次,
露底
硬块、凝聚及分离现象
变质
起泡、掉粉、变色
起泡、掉粉、变色
起泡、掉粉、变色
异常 正常
正常
计算式:对比率=RB / RW
备注
校核:
XXX
检测:
XXX
涂膜外观
试板放置24小时
耐洗刷性
次
低温稳定性
(-5±2)℃,18h→(23±2) ℃,湿度 (50±5) %,6h
耐碱性
对比率
白板上反射率RW 黑板上反射率RB源自对比率检测 结 果1
2
3
硬块、易于混合均匀
刷子运行
困难
小时,手指轻触漆膜表面,有些发粘但不沾手
结果 硬块、均匀
刷涂二道
障碍
针孔和流挂、涂膜均匀
(物体表面)菌落总数测定原始记录表
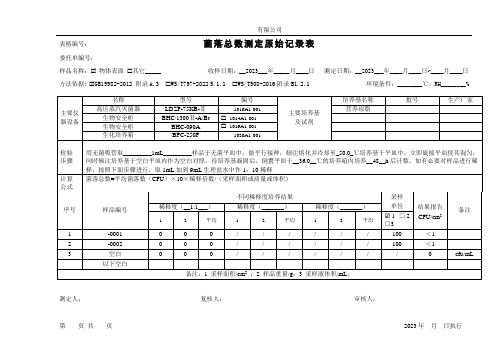
样品编号
-0001 -0002 空白 以下空白
稀释度(__1:1___)
1
2
平均
0
0
0
0
0
0
0
0
0
不同稀释度培养结果 稀释度(_______)
1
2
平均
/
/
/
/
/
/
/
/
/
稀释度(_______)
1
2
平均
/
/
/
/
/
/
/
/
/
采样 单位 ☑ 1 □2 □3 100100/结果报告 CFU/cm2
<1 <1 0
主要仪 器设备
名称 高压蒸汽灭菌器
生物安全柜 生物安全柜 生化培养箱
型号 LDZF-75KB-Ⅱ BHC/1300Ⅱ-A/B3
BHC-090A BPC-250F
编号
1016A1-001
1014A1-001 1019A1-001
1020A1-001
主要培养基 及试剂
培养基名称 营养琼脂
批号
生产厂家
检验 步骤
计算 公式
序号
1 2 3
用无菌吸管取_________1mL_________样品于无菌平皿中,做平行接种,倾注熔化并冷却至_50.0_℃培养基于平皿中,立即旋摇平皿使其混匀, 同时倾注培养基于空白平皿内作为空白对照,待培养基凝固后,倒置平皿于__36.0__℃的培养箱内培养__48__h 后计数。如有必要对样品进行稀 释,按照下面步骤进行,取 1mL 加到 9mL 生理盐水中作 1:10 稀释 菌落总数=平均菌落数(CFU)×10×稀释倍数/(采样面积或质量或体积)
农产品检测记录范文
农产品检测记录范文
样品编号:2021-xxx
检测日期:2021年xx月xx日
检测机构:xxx农产品检测中心
被检农产品:xxx
检测项目:xxx
检测结果:
1. 外观检查:经外观检查,样品表面无异常,无明显病害、虫害、变质、腐烂等情况。
2. 生理性状:经生理性状检测,样品果实成熟度适宜,色泽良好,表皮紧致,无明显畸形。
3. 酸度测定:经酸度测定,样品酸度为x.x%,符合国家标准要求。
4. 残留农药检测:经残留农药检测,样品中未检出任何农药残留,符合国家标准要求。
5. 重金属检测:经重金属检测,样品中重金属含量均在国家标准允许范围内,符合安全标准。
6. 营养成分分析:经营养成分分析,样品中含有丰富的蛋白质、维生素、矿物质等营养成分,符合营养需求。
结论:
经综合检测,该批农产品符合国家标准要求,品质优良、安全放心。
生产车间检查记录表
生产用水水质检查记录编号:JS/QS-S001-1-A/0-2005生产车间消毒液有效氯检查记录编号:JS/QS-S008-1-A/O-2005 年月日试剂配置记录表编号:JS/QS-Q019-5-001-A/O-2005微生物培养箱检查记录编号:JS/QS-Q020-2-001-A/O-2005无菌室环境检查记录表编号:JS/QS-S002-3-A/O-2005表面样品检测记录编号:JS/QS-Q019-2-001-A/O-2005审核:原料进厂检验记录表编号: JS/QS-Q015-1-003-A/O-2005审核:原(辅)料检验报告单编号:JS/QS-Q015-1-002-A/O-2005 年月日制表:审核:检验报告编号:检验人:审核:仪器损坏登记表编号:JS/QS-Q020-1-002-A/O-2005感官、理化检测原始记录编号:JS/QS-Q019-1-002-A/O-2005审核:检验通知单编号: JS/QS-Q015-1-001-A/O-2005 知会人:通知人:年月日检验通知单编号:知会人:通知人:年月日成品出厂检验单编号:JS/QS-Q019-6-001-A/O-2005 年月日制表:审核:产品标示单编号:JS/QS-Q017-1-A/O-2005合格证产品名称:不合格品单编号:JS/QS-Q022-1-A/0-2005报废单编号:JS/QS-Q022-2-A/0-2005让步同意单编号:JS/QS-Q022-3-A/0-2005不合格品处理记录表编号:JS/QS-Q022-4-A/O-2005审核:硬化室温湿度记录表编号:JS/QS-Q018-2-001-A/0-2005彭化加工记录表编号:JS/QS-Q018-1-003-A/0-2005 班次:切片加工记录表编号:JS/QS—Q018-1-004-A/0--2005 班次:计量加工记录表编号:JS/QS—Q018-1-005-A/0--2005 班次:成品检验报告单编号:JS/QS-Q019-4-002-A/O-2005样品名称:检验日期:审核:检验人:报告日期:原材料检验报告单样品名称:样品来源:采样日期:数量:生产批号:报告日期:二次包装记录表编号:JS/QS-Q018-1-006-A/0-2005 班次:内包装材料以及包装工具的消毒记录编号:JS/QS-S005-2--A/O-2005加工过程中人员出入车间记录编号:JS/QS-S004-2--A/O-2005 日期:班次:(员出入车间2小时超过3次,查询缘故。
镀锌板检测报告
镀锌板检测报告前言本报告对一批镀锌板进行了全面的检测和评估。
镀锌板是一种用锌涂层保护钢材免受腐蚀的材料,在建筑、制造和农业等领域被广泛使用。
通过对该批镀锌板进行检测,我们旨在评估其质量和性能,确保其满足相关标准和客户要求。
1. 检测标准本次检测参考了以下国家标准和行业规范:•GB/T 2518-2019《镀锌层扁平钢产品》•ISO 1461:2009《金属及其他无机覆盖物——镀锌或镀铝镀的钢铁产品以及铁件形式上其他表面产品的镀层》2. 检测项目及方法2.1 外观检测外观检测是评估镀锌板涂层表面质量的重要方法。
我们使用肉眼和显微镜对样品表面进行检查,并记录任何可见的缺陷,如气泡、剥离、划痕等。
2.2 锌层厚度测量锌层厚度是评估镀锌板耐腐蚀性能的关键指标。
我们采用了非破坏性测量方法——磁性涂层厚度测量仪对样品进行测试。
根据测量结果,计算出平均锌层厚度,并与标准要求进行对比。
2.3 防腐性能测试防腐性能的测试是判断镀锌板抗腐蚀能力的重要手段。
我们使用了盐雾试验、湿热试验和酸雾腐蚀试验等方法对样品进行测试。
通过对样品在不同环境条件下的暴露和观察,评估其防腐性能。
2.4 成分分析镀锌板的成分分析是评估其材料特性的关键环节。
我们使用了化学分析方法对样品进行成分分析,包括锌含量、铁含量等。
通过分析结果,判断镀锌板是否符合相关标准和要求。
3. 检测结果3.1 外观检测结果经过外观检测,共发现15块样品有气泡缺陷,5块样品有剥离现象,2块样品有明显划痕。
其他样品表面未发现明显缺陷。
3.2 锌层厚度测量结果进行锌层厚度测量后,获得了每块样品的锌层厚度数据。
对所有样品求平均后,得到平均锌层厚度为80μm,符合GB/T 2518-2019标准中的要求。
3.3 防腐性能测试结果经过盐雾试验、湿热试验和酸雾腐蚀试验后,样品表面未出现锌层明显腐蚀或剥落情况。
样品的防腐性能符合ISO 1461:2009标准中的要求。
3.4 成分分析结果通过化学分析,我们得到了每块样品的锌含量和铁含量数据。
速冻面米食品检验原始记录

速冻面米食品检验原始记录日期:_______检验员:_______1.样品信息样品名称:速冻面米生产日期:_______批号:_______储存条件:_______2.外观检验2.1外观检验方法:观察样品外观,包括颜色、形状以及表面是否有明显瑕疵。
结果:样品外观整齐,颜色均匀一致,表面无明显瑕疵。
3.水分含量检验3.1水分检验方法:使用电子式水分仪检测样品水分含量。
结果:样品水分含量为_________。
4.蛋白质含量检验4.1 蛋白质含量检验方法:使用Kjeldahl法测定蛋白质含量。
结果:样品蛋白质含量为_________。
5.淀粉含量检验5.1淀粉含量检验方法:使用加碘液滴定法测定淀粉含量。
结果:样品淀粉含量为_________。
6.脂肪含量检验6.1脂肪含量检验方法:使用离心机离心法测定脂肪含量。
结果:样品脂肪含量为_________。
7.糖含量检验7.1糖含量检验方法:使用酶法测定糖含量。
结果:样品糖含量为_________。
8.酸度检验8.1酸度检验方法:使用滴定法测定酸度。
结果:样品酸度为_________。
9.微生物检验9.1大肠菌群检验方法:使用涂布法进行大肠菌群检验。
结果:样品大肠菌群检出值为_________。
9.2需氧菌检验方法:使用平板计数法进行需氧菌检验。
结果:样品需氧菌检出值为_________。
9.3酵母和霉菌检验方法:使用涂布法进行酵母和霉菌检验。
结果:样品酵母和霉菌检出值为_________。
10.加工质量10.1添加剂检验方法:使用液质谱法检验样品中的添加剂。
结果:样品未检出添加剂。
10.2食品中毒物检验方法:使用液相色谱法检验样品中的食品中毒物。
结果:样品未检出食品中毒物。
10.3品质评分:通过观察样品颜色、口感和气味等进行品质评分。
结果:样品的品质评分为_________。
11.结论样品符合速冻面米的质量标准,可以作为商品投放市场销售。
12.备注(在此备注任何特殊情况、测试条件等)____________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ________________________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ________________________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ __________以上是对速冻面米食品进行的检验原始记录,共计_______字。
喷漆检验记录范文

喷漆检验记录范文1.前言喷漆检验是车辆制造过程中非常重要的一环,它关系到车辆的外观质量和使用寿命。
本文将详细记录喷漆检验过程中的各项检测指标和结果。
2.检验项目2.1喷漆涂层厚度使用涂层厚度测量仪对喷漆涂层的厚度进行检测,按照车辆制造商的要求,喷漆涂层的最低厚度为XXmm,最高厚度为YYmm。
通过测量,我们发现该车喷漆涂层的平均厚度为XXmm,各个部位的厚度均在要求范围内。
2.2喷漆涂层硬度采用硬度计对喷漆涂层的硬度进行检测,按照车辆制造商的要求,喷漆涂层的硬度应达到ZZH。
经过测试,我们发现该车的涂层硬度为ZZH,符合要求。
2.3喷漆涂层附着力使用附着力测试仪对喷漆涂层的附着力进行测试。
按照标准要求,涂层的附着力应该达到标准值。
我们测试了该车的涂层附着力,结果显示各个部位的附着力均在要求范围内,没有出现剥离或脱落的情况。
2.4喷漆涂层颜色一致性使用颜色测量仪对喷漆涂层的颜色进行测量,并与标准样品进行对比。
结果显示该车的涂层颜色与标准样品一致,不存在色差。
2.5喷漆涂层表面平整度通过目测和触摸来评估喷漆涂层的表面平整度。
我们对该车进行了仔细观察和触摸测试,发现表面平整度良好,没有出现凹凸或砂眼等问题。
2.6喷漆涂层光泽度采用光泽度测试仪对喷漆涂层的光泽度进行测试。
按照车辆制造商的要求,喷漆涂层的光泽度应达到标准值。
我们测试了该车的涂层光泽度,结果显示各个部位的光泽度都在要求范围内。
3.检验结论通过以上检验项目的测试结果,我们得出以下结论:1)喷漆涂层的厚度、硬度、附着力、颜色、表面平整度和光泽度均符合要求;2)喷漆涂层没有出现剥离、脱落或色差等质量问题;3)喷漆涂层的外观质量良好,符合车辆制造的标准。
4.建议和改进方案在喷漆检验过程中,我们发现需要改进的地方:1)需要加强对喷漆涂层厚度的测试,尽量减小各个部位的厚度差异,以提高涂层的均匀性;2)对涂层硬度和附着力的测试结果需要进行更详细的记录,以备后续使用。
卫生标准操作程序(SSOP)卫生监控与记录

卫生标准操作程序(SSOP)——卫生监控与记录在食品加工企业建立了标准卫生操作程序之后,还必须设定监控程序,实施检查、记录和纠正措施。
企业设定监控程序时描述如何对SSOP的卫生操作实施监控。
它们必须指定何人、何时及如何完成监控。
对监控要实施,对监控结果要检查,对检查结果不合格者还必须采取措施以纠正。
对以上所有的监控行动、检查结果和纠正措施都要记录,通过这些记录说明企业不仅遵守了SSOP,而且实施了适当的卫生控制。
食品加工企业日常的卫生监控记录是工厂重要的质量记录和管理资料,应使用统一的表格,并归档保存。
(一)水的监控记录生产用水应具备以下几种记录和证明:1、每年1-2次由当地卫生部门进行的水质检验报告的正本。
2、自备水源的水池、水塔、贮水罐等有清洗消毒计划和监控记录。
3、食品加工企业每月一次对生产用水进行细菌总数、大肠菌群的检验记录。
4、每日对生产用水的余氯检验。
5、生产用直接接触食品的冰,自行生产者,应具有生产记录,记录生产用水和工器具卫生状况,如是向冰厂购卖者应具备冰厂生产冰的卫生证明。
6、申请向国外注册的食品加工企业需根据注册国家要求项目进行监控检测并加以记录。
7、工厂供水网络图(不同供水系统,或不同用途供水系统用不同颜色表示)(二)表面样品的检测记录表面样品是指与食品接触表面,例如加工设备、工器具、包装物料、加工人员的工作服、手套等等。
这些与食品接触的表面的清洁度直接影响食品的安全与卫生,也是验证清洁消毒的效果。
表面样品检测记录包括:1、加工人员的手(手套)、工作服。
2、加工用案台桌面、刀、筐、案板。
3、加工设备如去皮机、单冻机等。
4、加工车间地面、墙面。
5、加工车间、更衣室的空气。
6、内包装物料检测项目为细菌总数、沙门氏菌及金黄色葡萄球菌。
经过清洁消毒的设备和工器具食品接触面细菌总数低于100个/cm2为宜,对卫生要求严格的工序,应低于10个/cm2,沙门氏菌及金黄色葡萄球菌等致病菌不得检出。
试验检测样品、记录、报告编号规则

附件4:
试验检测样品、记录、报告等的编号规定
一、编号规则
按“样品/ 记录/报告的首字母(大写)—所辖合同段编号—日期(年月)—样品标识—流水号”五区段的格式进行编号。
说明:
1、样品/记录/报告的首字母(大写):即样品用“ YP”表示,记录用“ JL”表示,报告用“ BG” 表示, 流水号按各个标段单独进行流水号连接。
2、所辖合同段编号:按下表规定选择。
3、日期(年月):年份采用4 位数表示。
4、样品标识:按身份识别编号规则,具体参照下表选择对应的样品标识。
委托单、任务单、样品、记录、报告身份识别编号规则示例
样品(对象)标识身份识别编号规则示例
5、流水号: 采用 3 位数字表示, 根据样品或试验先后顺序连续编号, 按月流水, 不得间断,
如 001、 002、 003 。
二、样品描述
三、结论填写
试验规范结论填写一览表
三、其他事项
1、试验条件:用于描述试验时的环境条件。
例:室内:温度:20℃;相对湿度:50% 。
现场检测:室外。
2、试验日期:记录表格落款区时间为复核时间,报告落款区时间为签发时间。
采用8 位数字表示,年
月日中间用“ -”间隔。
例:2018-08-15。
试验用时间跨度的两个日期中用“~”连接。
例:2018-08-15 ~2018-08-16 。
3、仪器设备:规格型号+仪器名称+内部编号或有唯一性的编号
4、空格:如无内容填写,在空白的适中位置画一横线,如纵向有几行无内容填写,可用一斜线代之。
扫描电镜检测报告

扫描电镜检测报告1. 引言扫描电镜(Scanning Electron Microscope,SEM)是一种常用的高分辨率显微镜,可用于观察样品表面的微观结构。
扫描电镜检测报告记录了对样品进行扫描电镜观察的结果和分析。
2. 检测目的本次检测的目的是对样品进行表面形貌分析,以了解其微观结构和特征。
3. 检测方法使用型号为XXXX的扫描电镜对样品进行观察。
检测过程中,首先将样品固定在扫描电镜的样品台上,然后通过电子束扫描样品表面,并获得高分辨率的图像。
4. 检测结果通过扫描电镜观察,我们获得了样品的高清图像,可以清晰地看到其表面的微观结构。
以下是我们观察到的几个重要特征:4.1 粗糙度样品表面呈现出一定的粗糙度,可以观察到微小的凹凸结构。
这些凹凸结构可能是由于加工过程中的磨削或其他物理力作用导致的。
4.2 颗粒分布在样品表面,我们还观察到均匀分布的微小颗粒。
通过进一步分析,我们发现这些颗粒的尺寸大致在1-10微米之间,形状多样,可能是杂质或其他微粒的沉积。
4.3 裂纹和缺陷在观察过程中,我们还发现样品表面存在一些细微的裂纹和缺陷。
这些缺陷可能是由于材料的应力集中、热膨胀等因素引起的,需要进一步的分析来确定其具体原因。
5. 结论通过扫描电镜的观察和分析,我们对样品的表面形貌有了更深入的了解。
样品表面呈现出一定的粗糙度,存在颗粒分布和细微的裂纹和缺陷。
这些观察结果对于进一步分析样品的性能和品质具有重要意义。
6. 建议基于本次检测结果,我们建议进一步研究以下几个方面:•对样品表面的粗糙度进行进一步的测量和分析,以确定其对材料性能的影响程度。
•对颗粒分布进行成分分析,以确定其来源和对样品性能的潜在影响。
•对细微裂纹和缺陷进行更详细的调查,以确定其成因并采取相应的措施进行修复。
7. 参考文献[1] Smith, J. K. Scanning electron microscopy. Materials Characterization Techniques, 2017.[2] Chen, L., & Wang, Q. Applications of scanning electron microscopy in material science. Journal of Materials Science & Technology, 2019.8. 致谢感谢本次检测中参与实验和数据分析的所有人员的辛勤工作和贡献。
型钢检验检测原始记录
型钢检验检测原始记录检验单位:XXXX检验有限公司检验日期:XXXX年XX月XX日1.型钢基本信息型钢材质:XXXX型钢牌号:XXXX型钢规格:XXXX型钢批号:XXXX型钢生产厂家:XXXX2.检验设备信息检验设备名称:XXXX检验设备型号:XXXX检验设备编号:XXXX3.检验方法采用XXXX方法进行检验4.检验过程及结果4.1外观检验首先对型钢进行外观检验,通过目测观察型钢表面是否存在明显的凹凸、麻面、氧化、裂纹、夹渣等缺陷。
经检验发现型钢外观无明显缺陷。
4.2尺寸检验按照型钢的规格要求,采用相应的测量工具,对型钢的长度、宽度、高度、厚度等尺寸进行测量。
测量结果如下:- 长度:XXXXmm- 宽度:XXXXmm- 高度:XXXXmm- 厚度:XXXXmm4.3化学成分检验采集型钢的样品,送往实验室进行化学成分分析。
检验结果如下:-碳含量:XXXX%-硅含量:XXXX%-锰含量:XXXX%-磷含量:XXXX%-硫含量:XXXX%4.4物理性能检验4.4.1强度检验采用XXXX方法,对型钢进行强度测试。
测试结果如下:-屈服强度:XXXXMPa-抗拉强度:XXXXMPa-伸长率:XXXX%4.4.2硬度检验采用XXXX方法,对型钢进行硬度测试。
测试结果如下:-布氏硬度:XXXXHB-洛氏硬度:XXXXHRC4.5表面质量检验通过目测观察型钢表面的光洁度、氧化程度和粗糙度等指标。
经检验发现型钢表面质量良好,无明显缺陷。
5.检验结论经过上述检验项目的检测,型钢样品达到了相关标准要求,符合规定的技术规范和质量要求。
6.检验人员检验人员1:XX检验人员2:XX审核人员:XX备注:检验过程中发现无其他异常情况。
以上为本次型钢检验检测的原始记录,供参考使用。
卫生标准操作程序
第三节卫生标准操作程序•一、卫生标准操作程序概况•二、卫生标准操作程序的内容•三、卫生监控与记录•四、卫生标准操作程序的编写案例:冷鲜猪肉细菌总数超标•什么是冷鲜肉:⑪严格执行检疫制度后屠宰的畜禽胴体,⑫迅速冷却到0-4℃,24h内,⑬加工、运输、零售中保持低温。
•优点:质地好;营养损失少;安全卫生质量事件•顾客在某大型超市购买冷鲜肉放入4 ℃冰箱中保存1天后,发现猪肉出现异味,并且表面发黏,经过检测猪肉细菌数达到2.15×106cfu/g。
•NY/T632-2002《冷却猪肉》猪肉细菌总数≤1×106cfu/g,7d。
调查分析•生猪收购→淋浴→麻电→放血→剥皮→去内脏→劈半称重→分割剔骨→冷却→排酸→检验→运输→销售整改措施• 1 严格监控销售和储存温度,小于4 ℃• 2 控制销售和贮存环节的卫生:刀具,案板•案板清洗程序:清除→冲洗→清洁剂刷洗→后冲洗→84℃热水消毒。
销售过程1次/2h。
•刀具、磨刀石,1次/h。
二、案例分析•1、面包虾生产过程中微生物超标•工艺流程:•原料清洗去头去壳开背成蝴蝶虾拌生粉上预裹粉蘸面浆裹面包糠速冻包装•质量事件:•①成品检验发现粪大肠菌群超过内控指标,客户要求MPN值3/g,检验值39/g•②现场检验发现,使用的面浆和食品接触面存在大肠菌群调查分析:•①实验室和水质没有问题;•②仓库辅料的袋口有被老鼠肯噬过的迹象;•③进车间洗手消毒人多拥挤不达标;•④现场人多,消毒点不能满足需要,临时工卫生意识淡薄•⑤打浆人员又拆袋又调浆,打浆工器具随处乱放;•⑥面浆在使用过程中,不符合生产工艺要求;•⑦使用到碗底的面浆,回收后与新浆一起使用;•污染源是在哪一个环节?•在哪一个环节形成繁殖?•哪个环节形成循环污染?请提出整改措施。
整改措施•①辅料库改造,增加捕鼠笼数量;•②进车间洗手处设卫生监督岗;•③车间增设流动消毒车;•④用夹子去夹半成品蘸面浆,减少手和面浆接触•⑤加强工人操作教育,示范卫生程序,讲解SSOP;•⑥打浆处,加设消毒点,回来的浆桶清洗消毒;•⑦规范生产现场的工艺操作,减少污染;•⑧禁止使用回收面浆;•⑨加大车间洗手消毒频率;•⑩化验室加大抽检力度。
SSOP-专业培训
用水要求
标准
国家饮用水标准 GB5749-85 35项
微生物指标:细菌总数<100个/ml 37℃ 培养
大肠菌群<3个/ml
致病菌不得检出
0.05ppm
游离余氯:水管末端不低于
海水水质标准 GB3097-1997
PPT文档演模板
软饮料用水的质量标准为GBS1SO0P7_专9业-培8训9
用水要求
欧盟指标: 80/778/EEC 62项 细菌 总数<10个/ml 37℃培 养 48 小 时 <100 个 /ml 22℃培养72小时
纠偏
在检查发现问题时应采取适当的方法及时纠正,如再清洁、消毒、检 查消毒剂浓度、培训员工等。
记录
—每日卫生监控记录
—检查、纠偏记录
PPT文档演模板
SSOP_专业培训
防止发生交叉污染
造成交叉污染的来源
—工厂选址、设计、车间不合理 —加工人员个人卫生不良 —清洁消毒不当 —卫生操作不当 —生、熟产品未分开 —原料和成品未隔离
污染物的来源
—被污染的冷凝水
—不清洁水的飞溅 —空气中的灰尘、颗粒 —外来物质 —地面污物
无保护装置的照明设备/润滑剂、清洁剂、杀虫剂等/化学药品的残留 /不卫生的包装材料
PPT文档演模板
SSOP_专业培训
防止食品被掺杂
防止与控制
包装物料的控制
包装物料存放库要保持干燥清洁、通风、防霉, 内外包装分别存放,上有盖布下有垫板,并设 有防虫鼠设施。 —每批内包装进厂后要进行微生物检验
6、有毒化学物质的标 记、储存和使用
7、雇员的健康与卫生 控制
8、虫害的防治
SSOP_专业培训
SSOP的作用
材料进厂检验记录
材料进厂检验记录日期:2024年5月1日地点:XX公司材料仓库一、检验目的本次进厂检验旨在确保所购材料的质量符合相关标准要求,并确保材料的安全可靠,以便于后续生产使用。
二、检验项目及标准1.外观检验:根据《材料外观检验标准》进行检查,主要包括表面是否平整、无明显划痕或凹凸等。
2.尺寸检验:根据《材料尺寸检验标准》进行测量,主要检查材料的长度、宽度、厚度等尺寸是否符合要求。
3.化学成分检验:根据材料规格书要求,采用化学分析仪器对材料的主要化学成分进行检验,确保其符合标准要求。
4.机械性能检验:根据标准要求,对材料进行拉伸、冲击等机械性能的检验。
三、检验过程1.材料接收材料进厂时,仓库管理员按照送检单进行材料接收,检查材料是否按照订单要求进行包装,并记录相应信息。
2.外观检验将材料取样进行外观检验,对材料表面进行仔细观察,记录其外观情况。
经检验,材料外观无明显问题。
3.尺寸检验根据材料规格书要求,使用相应测量工具对材料的尺寸进行检测,记录尺寸数据。
4.化学成分检验取样后,将样品送至化验室进行化学成分检验,根据规定的检验方法和仪器进行测试,记录检验结果。
5.机械性能检验选取一定数量的样品进行机械性能检验,采用拉伸试验机和冲击强度试验机进行检验,记录相应数据。
6.检验结果判定根据检验数据和标准要求,对材料的质量进行判定,确定其是否符合要求。
7.检验记录和报告完成以上检验工作后,将检验记录整理并存档,为每批次材料编制进厂检验报告。
四、检验结论根据本次进厂检验的结果,检验人员认为所采购的材料质量符合相关标准要求,可用于生产。
五、后续处理1.合格材料放入专门的存放区域,进行严格管理,并按照生产计划进行使用。
2.不合格材料应报告购买部门,由其与供应商商讨后续处理措施。
以上为本次材料进厂检验的记录,目的在于确保所购材料的质量和安全可靠,保证后续生产的顺利进行。
救生衣外观检测记录表
7.救生衣所适用的胸围的范围应不小于700 mm且不大于1350 mm。若救生衣不适用于体重达140 kg、胸围达1750 mm的人员,则应提供合适的附件使救生衣能系于此类人员的身上。
8.穿着人员在水中处于静平衡状态时,水面以上的救生衣外表面所贴逆向反光带的总面积应不少于400 cm2。
试验设备
检测环境
温度 ℃
相对湿度: %RH
试验开始时间
年 月 日 时 分
试验结束时间
年 月 日
1
外观
2
最后检测
(综合结论)
□符合要求
□不符合要求
救生衣外观检测记录表
记录编号: 共 页 第 页
样品编号
型号规格
检测地点
检测依据或要求
1.救生衣面子颜色应为橙红色或明显易见的颜色。
2.救生衣应能正反面无差别穿着。若只能单面穿着,应在救生衣上明示。
3.救生衣的系固应采用扣件形式。
4.救生衣的配件不应有尖角、毛刺等导致穿着者受伤的缺陷。
5.救生衣应具备用于不同的救生衣在水中相互连接、系固的可释放浮绳或其他装置。
aB射线表面污染(技术记录)
某某省职业卫生技术服务资质证书卫职技字(2004)第011号某某省疾病预防控制中心同位素表面污染检测原始记录疾控()检字第()号分编号()共页,第页受检单位:单位地址:样品名称:检测点数:核素标记:样品来源:现场检测检验类别:委托、其它()样品性状:固态、液态、其它检验项目:表面污染检测日期:技术依据:1. GB18871-2002 《电离辐射防护与辐射源安全基本标准》1. GBZ120 -2002 《临床核医学卫生防护标准》检测仪器及状态:1. FJ-2207型α·β表面污染仪:先将“α”或“β”探头与仪器连接,开机后选择“α”或“β”档,用“低压”档检查电池“电压”在2V以上。
再将电压开关选择置“高压”,时间可选择“1"、6"、60"、自动”档,按下高压检查按钮,将高压调至α或β高压工作点,打开探头前塑料罩进行测量,记录显示值。
计算公式:(1CPs=1Bq/㎝²)(1 CPm=计数/min)计数/(计数/min或Bq/㎝2)-本底/(计数/min或Bq/㎝2) 表面污染比活度(Bq/㎝2)=仪器刻度系数(计数/min或Bq/㎝2) 计数率(计数/min或Bq/㎝2)=累计计数除以测量时间检测记录核素名称:半衰期:日最大操作活度:Bq仪器刻度:α=()CPm β=()CPs 温度:()℃室内本底:α=()CPm β=()CPs 湿度:()%检测位置面积测量时间探头类型读数值表面污染比活度㎝2s·m α·β(计数/min或Bq/㎝2) (Bq/㎝2)测试者:校准:审核:2005年月日2005年月日2005年月日某某省职业卫生技术服务资质证书卫职技字(2004)第011号某某省疾病预防控制中心同位素表面污染检测报告底稿疾控()检字第()号分编号()共页,第页受检单位:单位地址:样品名称:检测点数:核素标记:样品来源:现场检测检验类别:委托、其它()核素性状:固态、液态、其它检验项目:表面污染检测日期:技术依据:1. GB18871-2002 《电离辐射防护与辐射源安全基本标准》1. GBZ120 -2002 《临床核医学卫生防护标准》检测结果核素名称:半衰期:日最大操作活度:Bq仪器刻度:α=()CPm β=()CPs 温度:()℃室内本底:α=()CPm β=()CPs 湿度:()%检测位置面积测量时间探头类型检测点数表面污染比活度㎝2s·m α·β(Bq/㎝2)表面污染控制水平(Bq/㎝2):工作台、设备、地面、墙壁控制区(α放射性物质)极毒性4;其它4×10。
镀锌扁铁镀锌层检测原始记录
平均值(g/m2)
外径(mm)
公称壁厚(mm) 长度(mm)
试样硫酸铜溶液中浸渍5次观察颜色变化
试验:
记录编号: 样品名称 样品编号
检测依据和方法
检测项目
镀锌层厚度
1
***有限公司
收样日期 委托编号
主要设备及编号
上表面
厚度单个值(µm)
2
3
4
5
镀锌扁铁镀锌层检测原始记录
规格尺寸 样品状态 检测开始时间
产品标记 环境条件 检测结束时间
页码:第1页 共1页
厚度平均值(µm)
6
1
下表面
厚度单
厚度平均值
厚度平均值
(µm)
6
(µm)
检测项目
序号
镀锌层附着量 1 2 3
检测项目
序号
1 镀层匀质性试验 2
3 4 5 备注
主要设备及编号
厚度(mm)
宽度(mm)
主要设备及编号 公称口径(mm)
审核:
长度 (mm)
试样溶解前质量 (g)
试样溶解后质量 (g)
试样溶解后表面积(mm2)
镀层附着量(g/m2)