美国激光标准
国际电工技术委员会标准_激光安全
国际电工技术委员会标准(ICE)ICE60825.1:2001激光安全序言激光广泛地应用于医疗、工业、教育、娱乐及美容等方面,为我们及日常生活带来不少方便。
市面上的激光产品多不胜数,例如电码阅读器、激光棒、光碟机产品。
在光碟机及一些通讯设备中,激光辐射能量是封闭在系统内,对使用者并无危险。
但在某些应用于医疗或工业用的激光装置中,激光发射的能量是向外的,如不适当使用对眼睛和皮肤有潜在危害。
激光是一种波长范围从极短的紫外线直至远红外的相关电磁辐射能量,属于非电离电磁辐射的一种。
激光(俗称「镭射」)(Laser)一词,是英文Light Amplification by Stimulated Emission of Radiation的缩写。
意思是指借着受激光辐射而产生或放大的光波。
激光是属于强烈、高凝聚性、单方向及单色的光波,包括肉眼可见及不可见的光束。
激光现今普遍应用于家居、商业、工业、学术、科研及医疗方面,例如表演事业、切割、焊接工序、美容、外科手术及光导纤维通讯系统等设备中。
激光装置的基本结构所有激光装置均由三个基本单元构成:1.活性工作介质(固体、液体或气体),主要决定激光的波长。
2.能源(例如电流、增压光源或化学反应)。
3.谐振穴及输出偶联装置(一般是两面镜子)。
大多数非实验室用的激光装置均有光束释放系统,如光导纤维或弯折式反射镜,把激光束引至工作站并聚焦,待进行焊接于物质材料上。
在激光装置中,由增压光源泵将同一种原子或份子趋向激发状态,这时光子(光能的「颗粒」)可刺激处于激发态的原子或份子射出同样能量(波长)的第二光子,并和第一光子以同相位(相干的)和同方向运行。
这就是光的2倍放大。
这一过程以联锁反应方式反复进行并在谐振穴的反射镜之间重复反射。
其中一面反射镜部份透明的,因而部份光能得以从谐振穴中释出成为激光束。
虽然实际构造是将两面平行反射镜弯曲以形成较稳定的谐振穴,但基本原理是一样的。
由于激光装置在使用时(有时称为「激光态」)能产生非常准直的光辐射速(例如紫外线、可见光或红外辐射能量),故其危害的作用距离相当远,这与在一般工作场所遇到的各类危害因素极不相同。
激光测距仪使用教程
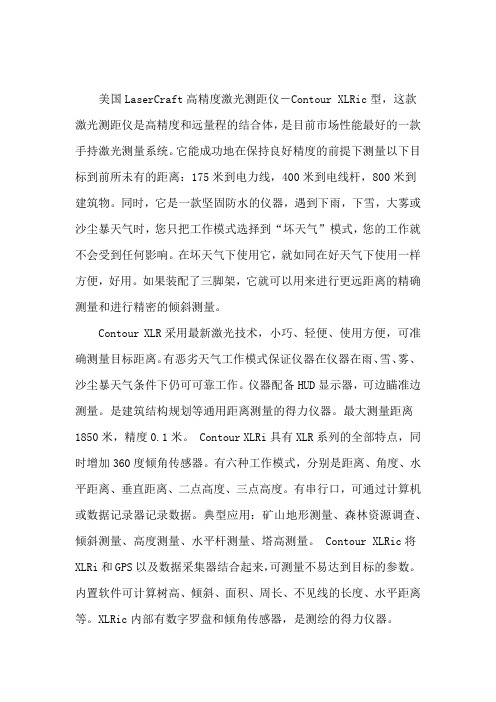
美国LaserCraft高精度激光测距仪-Contour XLRic型,这款激光测距仪是高精度和远量程的结合体,是目前市场性能最好的一款手持激光测量系统。
它能成功地在保持良好精度的前提下测量以下目标到前所未有的距离:175米到电力线,400米到电线杆,800米到建筑物。
同时,它是一款坚固防水的仪器,遇到下雨,下雪,大雾或沙尘暴天气时,您只把工作模式选择到“坏天气”模式,您的工作就不会受到任何影响。
在坏天气下使用它,就如同在好天气下使用一样方便,好用。
如果装配了三脚架,它就可以用来进行更远距离的精确测量和进行精密的倾斜测量。
Contour XLR采用最新激光技术,小巧、轻便、使用方便,可准确测量目标距离。
有恶劣天气工作模式保证仪器在仪器在雨、雪、雾、沙尘暴天气条件下仍可可靠工作。
仪器配备HUD显示器,可边瞄准边测量。
是建筑结构规划等通用距离测量的得力仪器。
最大测量距离1850米,精度0.1米。
Contour XLRi具有XLR系列的全部特点,同时增加360度倾角传感器。
有六种工作模式,分别是距离、角度、水平距离、垂直距离、二点高度、三点高度。
有串行口,可通过计算机或数据记录器记录数据。
典型应用:矿山地形测量、森林资源调查、倾斜测量、高度测量、水平杆测量、塔高测量。
Contour XLRic将XLRi和GPS以及数据采集器结合起来,可测量不易达到目标的参数。
内置软件可计算树高、倾斜、面积、周长、不见线的长度、水平距离等。
XLRic内部有数字罗盘和倾角传感器,是测绘的得力仪器。
ContourMAX最大测量距离达到3000米,重仅1.6公斤,首/末目标可选,门控能力、恶劣天气模式、手持/平台安装可选。
典型应用:火灾控制系统、遥测、GPS偏移测、航空测量等。
和Contour 系列手持激光测量系统中的Contour XLRi比较起来,Contour XLR ic在内部又集成了一个高精度磁通量数字罗盘。
配合高精度磁通量数字罗盘,XLR ic在功能就比XLR和XLRi多了不少。
美国国家点火装置NIF-光束控制与激光分析

DISCLAIMERThis document was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor the University of California nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or the University of California. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or the University of California, and shall not be used for advertising or product endorsement purposes.This report has been reproduceddirectly from the best available copy.Available to DOE and DOE contractors from theOffice of Scientific and Technical InformationP.O. Box 62, Oak Ridge, TN 37831Prices available from (615) 576-8401, FTS 626-8401Available to the public from theNational Technical Information ServiceU.S. Department of Commerce5285 Port Royal Rd.,Springfield, VA 22161University of California • Livermore, California 94551 Technical Information Department• Lawrence Livermore National Laboratory。
激光焊接缺陷标准
激光焊接的缺陷标准因材料、工艺和要求的不同而有所不同。
以下是一些常见的激光焊接缺陷标准:
1.裂纹:是激光焊接中最常见的缺陷之一,通常由于焊接过程中产生的内应
力引起,表现为焊缝上的线状缺陷。
2.孔洞:是一种凹陷缺陷,通常由于焊材中的夹杂物或气泡等引起。
3.气孔:是一种球状凹陷缺陷,通常由于焊材的挥发物引起,依据位置和大
小的不同,气孔又可分为表面气孔和内部气孔。
4.咬边:是指焊缝与母材结合不好,出现坡口,深度大于0.5mm,总长度大
于焊缝长度的10%,或大于验收标准要求的长度。
5.焊缝凹陷:是指焊缝金属表面出现凹陷的现象。
6.焊缝成型不良:包括焊缝波纹不良、焊缝不平整不整齐、焊缝与母材过渡
不平滑、焊缝不良、焊缝不平整等。
7.焊接偏差:是指焊缝金属不会在接头结构的中心凝固。
8.表面夹渣:在焊接过程中,从外面可以看到的表皮夹渣主要出现在层与层
之间。
除了以上常见的缺陷标准外,还有以下可参考的激光焊接缺陷分类方式:
1.美国标准(AWS D17.1):该标准针对航空领域的激光焊接制定,主要适用
于焊缝外观缺陷的评定。
2.欧洲标准(EN ISO 5817):该标准主要适用于激光焊接零件的焊缝内部缺
陷评定,如孔洞、气孔等。
3.中国标准(GB/T 3098.4):该标准适用于弧焊和激光焊接中外观缺陷的评
定,同时采用等级制度对缺陷进行分类,有助于确定焊缝的可接受程度。
在实际应用中,应根据具体的焊接材料、工艺和要求,选用合适的缺陷标准和评定方法,确保焊接质量和安全可靠。
美国fcc认证标准
美国fcc认证标准
美国fcc认证是美国联邦通信委员会认可的一种认证标准,是设备在美国市场
上使用的必备资质。
从1934年,美国联邦通信委员会正式开始施行规章,并实施
认证制度,为设备的技术认证、安全标准认证和电磁辐射认证等提供一定的保障。
尽管美国fcc认证标准已经被全社会采用,还是有很多设备没有通过美国fcc
认证标准。
例如,某些设备由于使用UHF技术、以太网传输、激光技术等,使得其无法达到fcc认证标准中相应的章程要求。
如果要使设备被fcc认证,就必须改变技术及其结构,使其符合fcc认证标准的要求。
美国fcc认证认可的执行者将要求做的不只是在技术上的合规,而且要求在安
全标准和电磁辐射控制方面,针对所有与认证设备相关的电波,必须按照美国fcc
认证标准进行认证。
要求有效避免对其他通信信号的影响,未经检测认证的电源器材、电脑、系统、装置等,都会被认为是不合格的,并受到罚款的处罚。
此外,所有需要发射的设备,如无线电台、网络路由器、蓝牙设备等,都需要通过fcc认证,才能正式推向市场。
乍看起来,美国fcc认证似乎为设备的研发者、生产商和消费者增加了技术制
约和违规风险,实际上,真正有效地减少电磁辐射带来的社会问题和维护消费者合法权益是fcc认证的一个重要目标。
综上所述,美国fcc认证是一项严格的认证标准,它能够实施多方面的技术改进,保证设备及其系统的安全和稳定性,以确保设备满足不同行业用户的需求要求。
防辐射激光防护玻璃板
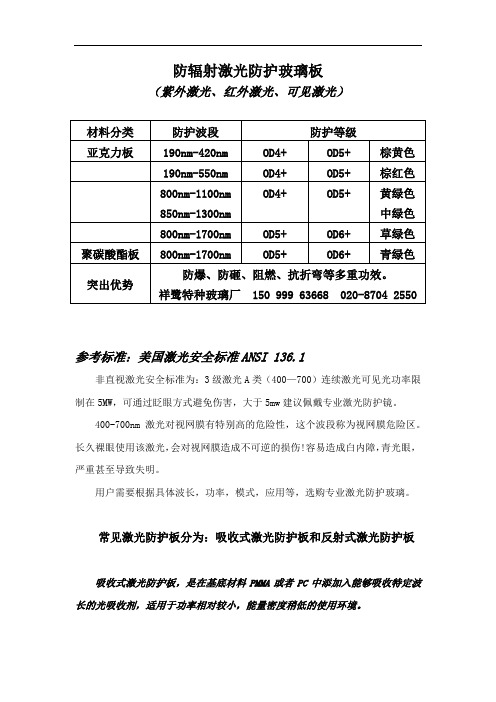
防辐射激光防护玻璃板(紫外激光、红外激光、可见激光)参考标准:美国激光安全标准ANSI 136.1非直视激光安全标准为:3级激光A类(400—700)连续激光可见光功率限制在5MW,可通过眨眼方式避免伤害,大于5mw建议佩戴专业激光防护镜。
400-700nm激光对视网膜有特别高的危险性,这个波段称为视网膜危险区。
长久裸眼使用该激光,会对视网膜造成不可逆的损伤!容易造成白内障,青光眼,严重甚至导致失明。
用户需要根据具体波长,功率,模式,应用等,选购专业激光防护玻璃。
常见激光防护板分为:吸收式激光防护板和反射式激光防护板吸收式激光防护板,是在基底材料PMMA或者PC中添加入能够吸收特定波长的光吸收剂,适用于功率相对较小,能量密度稍低的使用环境。
吸收式激光防护板优点:1、对光源没有选择性,可以安全防护各种漫反射光;任何角度的入射光都得到同样高效的防护。
2、衰减率较高;3、表面不怕磨损,即使有擦划,不影响光的安全防护;4、光反应较快<10-9秒;5、同时对激光器操作中产生的刺眼白光有很好的屏蔽性。
吸收式激光防护板缺点:吸光因子会存在吸收饱和,吸收式激光防护板无法承受大功率激光的考验,激光损伤阈值低,衰减小;可见光透过率较低。
反射式激光防护板,是在光学玻璃表面蒸镀高反射率的反射介质层(在基底光学玻璃表面镀以多层的反射介质层)。
反射式激光防护板的优点:工艺简单,可见光透过率高,衰减率较高,光反应时间快<10-9秒。
反射式激光防护板的缺点:对光源具有严格的选择性,入射光源必须正对防护镜面(入射光为镜面垂直方向),其防护作用才最大,否则会出现蓝漂,入射角越大,防护波长越往短漂移,当防护波段不够宽或防护波长偏短时,可能出现斜入射时的完全失效。
反射介质层需要小心保管,否则容易造成划伤。
反射介质层易可能发生脱落,而且脱落之后不易肉眼观察,这也是最危险的。
国内的反射介质层一般一年左右都会发生脱落。
光衰减率越高镀的介质层越厚,越容易脱落。
激光安全——精选推荐
II. 激光危害使用激光对人可能造成的伤害分以下几类:1.对人眼的伤害:严重暴露在激光下可能会造成对角膜和视网膜的伤害,伤害的位置和范围取决于激光的波长和级别。
长期接触可能造成白内障或者视网膜损伤,严重暴露在高级别激光下也会造成同样的结果。
佩带合适的激光防护眼镜或者其他工程防护手段可以很容易的预防激光对眼睛的损伤。
2.对皮肤的伤害:严重的暴露在强的红外波段激光下可能对皮肤造成烧伤。
而紫外激光可能造成烧伤,皮肤癌以及加速皮肤老化。
3.电学危害:在激光使用的过程中遇到最多的电学伤害是电击。
高压系统是激光系统中潜在的致命的危险。
4.化学危害:激光系统中的一些物质,如染料,准分子等,具有毒性,可能对人体造成危害,同时,激光导致的化学反应可能会产生有害的粒子和气体。
5.火灾危害:染料激光器中的溶剂是非常易燃的。
高压脉冲和灯的闪烁可能会造成火星,引发火灾。
激光工作过程中激光的直接照射,以及连续红外激光的反射光意外照射,都可能引燃易燃品。
其它潜在的火灾隐患包括电路和四级激光附件中的易燃品。
6.相关的非光束危害:包括低温冷却剂的危害,高能激光的噪声危害以及高能激光的电离辐射。
III.危害防护为了安全使用激光所采取的防护措施由以下几个方面决定:激光的等级激光的工作环境激光的操作特性激光器的使用者激光工作环境中的人数激光安全规程最好是根据激光的等级来分类。
回顾不断发生的事故,我们可以发现眼睛发生的事故,皮肤暴露在激光之下往往都是操作者在以下情况下使用造成的:调光路过程中眼睛意外的进入光路光路偏移没有带防护眼镜仪器故障对高压电的不当操作没有采取保护措施的人员暴露在激光下对激光系统的操作不够熟悉对辅助设备的危害缺少防护仪器使用后没有妥善安置粗心的放出激光将易燃品放入光路Ⅶ激光器的分类美国国家标准化组织(ANSI)已经将设立的激光器危险等级系统发布在ANSI Z136.1-1993,激光器的安全使用规定激光器的生产厂家必须按照1985年9月19日(21 CFR Part 1040)发布的等级类型来标定他们的产品。
ASHRAE
ASHRAE标准部分内容整理一、ASHRAE52.2 —1999标准及空气过滤器1999年,美国采暖制冷空调工程师协会(ASHRAE)颁布了一项新的空气过滤器测试方法,ASHRAE52.2—1999标准《一般通风用空气洁净设备分级粒径效率的测试方法》。
该标准改变了传统的空气洁净设备全效率的测试方法,打开了通向建立实际过滤器技术规范的大门。
1、效率检测方法检测空气过滤器效率的方法有很多:如比色法、计重法、浓度法(包括钠焰法、油雾法、荧光法、DOP法)以及粒子计数法等。
由于采用的尘源不同,每种方法所能测量的粒径范围不同,因而使用各种方法的检测的结果差异很大。
所以给出过滤器效率时,必须注明所用尘源种类和检测方法。
各国标准采用的检测方法大致如下:1964年美国过滤器研究所(AFI)标准和美国国家标准局(NRS)标准、1968年美国ASHRAE协会制定的ASHRAE52—68标准,1976年制定的ASHRAE52—76标准,1992年制定的ANSVASHRAE52.1—1992标准以及欧洲空气处理设备制造商协会标准EUROVENT4/5和欧洲标准化协会CEN EN779标准等都采用大气尘比色法与人工尘计重法;中国国家标准GB12218—89采用大气尘分组计数法与人工尘计重法。
可见,在过去40年里,过滤器效率检测方法主要采用大气尘比色法和人工尘计重法。
所谓大气尘比色法,就是以大气尘为尘源,利用滤纸采样前后通光量的变化来测量过滤器效率。
这种过滤器效率被称为大气尘比色效率。
所谓人工尘计重法是以人工尘为尘源,通过测量过滤前后人工尘质量的变化来测定过滤器效率,这时的过滤效率被称为人工尘计重效率。
人工尘的主要成分是经过筛选的规定地区的尘土,并混入规定量的碳黑和短纤维测试期间,分为几个阶段进行发尘,直至达到所要求的终阻力。
测量各阶段的过滤效率,得到过滤器效率随容尘量的变化曲线。
人工尘计重法主要用于对过滤器容尘量及容尘后效率、阻力的变化情况进行测试。
激光等级的测试标准
激光等级的测试标准
激光等级的测试标准通常由国际电工委员会(IEC)或其他相关机构制定。
以下是一些常见的激光等级测试标准:
1. IEC 60825-1:这是一个广泛使用的激光安全标准,用于评估激光产品的安全性。
它定义了不同的激光等级,并规定了相应的测试方法和要求。
2. ANSI Z136.1:这是美国国家标准协会(ANSI)制定的激光安全标准,与IEC 60825-1 类似,但可能有一些细微的差异。
3. FDA 21 CFR 1040.10 和1040.11:这些是美国食品和药物管理局(FDA)制定的激光安全标准,适用于医疗器械中的激光产品。
4. EN 60825-1:这是欧洲标准化委员会(CEN)制定的激光安全标准,与IEC 60825-1 基本相同,但可能有一些地区性的差异。
这些标准通常包括对激光辐射功率、波长、光束直径、发散角、脉冲宽度等参数的测试要求,以及对激光产品的标记和警示要求。
具体的测试标准可能因产品类型和应用领域而有所不同,建议在选择测试标准时咨询专业的测试机构或相关部门。
美国Beckman LS13320激光粒度分析仪的应用
开。由于一直以来缺少统一的标准,相应产品性能参差不齐,因此移 动数据业务网络中行业同关的技术成熟不会一蹴而就,但通过产业链上位 于不同环节的厂商的大力推动.行业网关的成熟应用将指日可待。 ●毒文献 [1]邓庄棒,移动运营商行业应用平台实现方案,(电信挂末),2004 年7期 [2】蒋伟峰.基于cMNET的业务虚拟专鹧装木研究争应用,《移动通 信),2005年29孽4期 [3】技术方案一移动数据行业应用整体解决方案。‘年为置务),2005 年3期
许昌职生技术学院l
f上接102页1
京:新单出版社.2005年
通过对搜孤公司统一支付平台案倒的详细解剖以厦对有代表 性的互联网公司理有支付壤道的分析。作者可以得出以下结论:支
【3】弗雷德里克?衄尼.孛安方等译.罔磐时代的顾客关系蕾理.北京: 阜夏出版社.2001年
付槊道的整合不光能够提高公司的利润,其在整体公司业务流程、控 制成本、人力资源管理、央策辅助方面也有显而易见的积极意义。
4 5扳蛄料酌彰响
料的粒崖影响着塑料的透明度和加工以及使用性能。
板结料是物料在分缓干燥后由许多细小颗粒团聚在一起形成 参考文献
较大颗粒团,在没有很好分散情况下测得的中位径是偏大的.应在 【11王乃宁等.‘颗粒粒径的光学嘲量技术韭善应用’北京:原子能出
加样前就对其进行预先分散(用术和分敬剂加超声分散)。
【4]郭兵。熊光泽.陈掌.嵌入式应用软件开发环境的构造【M】,计算机 应用.1999年
参考文献
【5】罔觳.J2ME MMAPI开发耪动多嫌俸应用【皿/oL】.h印://www.
【1】棘立伟,张克菲。纂舞缸,精通Java手机游戏与应用程序设计 pb.com/.2004-01—27
高端IntraLase飞秒激光近视手术唯一批准应用于宇航员
NASA唯一批准高端IntraLase飞秒激光近视手术应用于宇航员桑塔安娜,加利福尼亚,美国——眼科手术设备和眼保健产品公司眼力键(AMO)宣布:美国国家航空航天局(NASA)已批准将该公司的LASIK技术用于美国宇航员。
NASA的决定是基于广泛的军方临床数据而来,AMO’s Advanced CustomVue(波前像差技术)和the Intralase ®Method(飞秒激光技术)的联合保证了极高的安全性和视力。
(欲浏览多外国媒体新闻发布,可访问/mnr/intralase/29864/)几乎二十年前,LASIK手术被批准应用于患者身上,到目前为止已施行了超过一千一百万例,成为美国最常见到选择项性手术。
但是LASIK发展到全激光过程后,NASA才批准将其应用于在太空中面临极端生理考验的飞行员、有任务负荷的专家。
应用了波前像差引导和飞秒激光的全激光LASIK手术也在美国军方重被解禁,包括最近的空军飞行员也可以接受该手术。
“NASA的批准进一步验证了目前的LASIK手术超越了现有的安全性和有效性标准。
”退役的美国海军上校Steven Schallhorn,M.D说,他是LASIK 及其他屈光手术矫正近视、远视、散光的研究者,也是屈光快讯(Optical Express)的医学指导。
NASA密切关注海军航空临床试验,特别对极端条件下的视觉安全性和有效性感兴趣。
已证实波前像差和飞秒激光能带来出色的安全性和20/20(1.0)或更好的稳定视力。
LASIK 能耐受最极端的战争和飞行条件。
单循着这一特殊例证,普通的患者已经无需担心LASIK 手术的安全性。
LASIK手术由两部分组成。
Intralase®飞秒激光代替了以前的全自动显微角膜刀片,电脑控制超高速度的飞秒激光,实际上已经消除了所有与显微角膜刀有关的LASIK并发症,而这些几乎是最严重、最影响视力的因素。
第二步为保证更好的视觉质量,准分子激光根据波前像差引导的技术图像在角膜瓣下形成一个理想的角膜表面,基于每一眼球个体独有的特点,最终获得个性化视觉矫正。
激光防护
激光防护1 引言1960年诞生激光器以后,1963年就有人根据测得的视网膜和皮肤的损伤阈值,提出激光器了最大允许照射量。
随后几十年,经过实践和探索,人们发现使用激光会对人体和环境带来危害。
主要归类为:辐射危害、电气危害、化学危害和机械危害四类。
人们根据不同的危害,采取了各种各样的应对措施。
2 激光防护标准和等级划分2.1 激光防护安全标准激光发现后,世界上出现了名目繁多的安全标准达二、三十种以上(其中以美国的最多),但由于对操作阈的理解不同(是用显微镜能检查细胞损伤,是用检眼镜能看到损伤,还是可觉察的视觉功能下降),损伤阈是根据急性反应还是慢性反应,安全因素是取10还是1000等原因,使得提出的安全标准相差很大。
对激光辐射采取防护措施的依据是激光安全防护标准。
国际标准主要有国际电工委员会(IEC)标准、世界卫生组织(WHO)标准、国际标准化组织(ISO)标准和国际辐射防护协会(IRPA)标准等。
此外,常用的还有美国国家标准学会(ANSI-Z-136)标准和美国放射卫生局(BRH)标准。
2.1.1全美标准协会(ANSI)激光安全委员会为了安全使用激光器,也是为了减少混乱,全美标准协会(ANSI)设立了激光安全委员会,组织多方面的力量,经过调研,于1973年公布了全美标准协会的“激光安全使用Z-136、1-1973”安全标准。
为了对波长0.2µm~1mm的激光安全使用,推荐合理而恰当的安全指南,该委员会根据激光器原激光束是否强到能够给眼或皮肤造成伤害,将激光器分为五类,例如,第一类因功率密度小,用不着防护,第五类则必须置于于最严格的控制之下。
这本小册子讨论了危害评价和分类、控制措施、激光安全计划、医学监督、其他危害、眼和皮肤的照射判据以及激光参数测量等方面的问题。
激光能够伤害眼睛、皮肤、呼吸道、中枢神经以及整个机体。
目前一般只对眼睛和皮肤提出了安全标准。
鉴于激光目前用于机械加工,对呼吸道危害的可能性在增长,工作者受到激光慢性照射危害的可能性也在增长,因此对激光上述五方面的危害都要重视。
美国联邦 209e标准
美国联邦 209e标准美国联邦标准209e是一项用于洁净室的技术标准,它规定了洁净室内的空气质量等级和相关测试方法。
这一标准的制定对于确保洁净室内的空气质量、保障生产过程的顺利进行具有重要意义。
下面我们将对美国联邦209e标准进行详细介绍。
首先,美国联邦209e标准将洁净室内的空气质量分为不同等级,分别为1至100级。
等级越低,洁净室内的空气质量要求越高。
这些等级的划分主要是根据洁净室内每立方英尺空气中的固体颗粒物数量来确定的。
标准要求在不同等级的洁净室内,空气中的颗粒物数量必须控制在一定范围内,以确保洁净室内的空气质量达到相应的标准。
其次,美国联邦209e标准还规定了洁净室内空气质量的测试方法。
在洁净室内进行空气质量测试时,需要使用一系列的测试设备和工具,如激光颗粒计数仪、空气采样器等。
通过这些测试方法,可以准确地测量洁净室内空气中的颗粒物数量,从而判断空气质量是否符合标准要求。
除了空气质量等级和测试方法外,美国联邦209e标准还对洁净室的设计、建造、运行和维护提出了一系列要求。
例如,洁净室的设计必须符合一定的标准,包括空气循环系统、过滤设备、密封性能等方面的要求。
洁净室的建造和运行必须严格按照标准规定的程序进行,以确保洁净室内的空气质量达到标准要求。
同时,洁净室的维护工作也是至关重要的,必须定期进行空气质量测试和设备检查,及时发现和排除问题,保障洁净室的正常运行。
总的来说,美国联邦209e标准是一项对洁净室内空气质量进行严格要求的技术标准,它涉及了空气质量等级划分、测试方法、洁净室设计、建造、运行和维护等方面。
遵循这一标准,可以确保洁净室内的空气质量达到国际先进水平,为生产和科研提供良好的环境条件。
因此,对于洁净室相关行业来说,必须严格遵守美国联邦209e标准,确保洁净室内的空气质量符合标准要求,从而保障生产过程的顺利进行。
激光的强度等级国标
激光的强度等级国标FDA/CDRH要求器械和放射健康中心(CDRH) 是美国联邦食品和药物管理局(FDA) 下属的一个监管局。
国会授权CDRH激光产品的性能安全进行标准化管理。
所有在1976年8月2日之后生产并进入市场的激光产品都必须符合法规规定。
该法规被称为联邦激光产品性能标准(FLPPS),被标识为21CFR 分章第1040.10(通用要求)和1040.11(特殊要求)部分。
FLPPS将激光分为四大危害等级,具体取决于激光辐射造成生物体损伤的可能性和危害后果。
I类激光产品指激光产品在操作过程中,任何时候人类接触激光辐射水平不超过21 CFR Subchapter J Part 1040.10表I中规定发射限制。
I类级别的激光辐射不被认为是危险的。
II类激光产品指激光产品在操作过程中,任何时候人类接触的可见激光辐射水平超过了21 CFR Subchapter J Part 1040.10表II-A中包含辐射限制,但未超过21 CFR Subchapter J Part 1040.10的表II中包含的激光辐射水平。
II 级激光辐射被认为是一种具有慢性观看危害激光。
IIIa类激光产品指激光产品在操作过程中,任何时候人类接触的可见激光辐射水平超过了21 CFR Subchapter J Part 1040.10表II中包含的辐射限制,但未超过21 CFR Subchapter J Part 1040.10表III-A中的辐射发射限制。
根据辐照度,IIIa光激光辐射被认为是急性光束内观察危险或慢性观察危险,如果直接用光学仪器观察,则认为是急性观察危险。
IIIb类激光产品指激光产品在操作过程中,任何时候人类接触的可见激光辐射水平超过了21 CFR Subchapter J Part 1040.10表III-A中包含的辐射限制,但未超过21 CFR Subchapter J Part 1040.10表III-B中的辐射发射限制。
激光熔覆标准
激光熔覆标准
激光熔覆标准是指对激光熔覆技术应用中所需的操作、质量要求以及技术参数等进行规定和规范的文件。
以下是一些常见的激光熔覆标准:
1. ISO 15614-7:该标准规定了激光熔覆焊接过程的质量要求
和评定方法,包括焊缝几何尺寸、焊缝质量、表面质量等方面。
2. ISO 13919-1:该标准规定了激光熔覆焊接金属材料的焊缝
质量要求和评定方法,主要包括焊缝外观质量、内部缺陷、化学成分等指标。
3. GB/T 33089:该标准是中国国家标准,规定了激光熔覆焊
接的术语、定义、分类、设备、操作要求、技术要求、质量要求等方面的内容。
4. AWS C
5.29/C5.29M:该标准是美国焊接学会(AWS)制定的,涵盖了激光熔覆焊接的常见操作和规范要求,包括焊接材料、设备、参数、质量控制等方面。
这些标准主要用于指导激光熔覆焊接工艺的操作和质量控制,确保激光熔覆焊接工艺的稳定性和焊缝质量。
在实际操作中,还需要根据具体应用和要求选择相应的标准,并结合相关的行业标准和技术要求进行综合应用。
fda激光安全标准
fda激光安全标准一、激光分类和标识根据美国食品药品监督管理局(FDA)的规定,激光设备按照其输出功率和波长范围分为不同的类别。
每一类激光设备都需要进行相应的标识,包括标签、使用指南和安全说明等。
标识应清晰、易读,并包含以下信息:1.激光设备的名称、型号和序列号;2.激光设备的输出功率和波长范围;3.激光设备的操作模式和条件;4.激光设备的危险等级和警告标识;5.激光设备的使用和操作指南。
二、激光设备记录FDA要求对所有激光设备的采购、使用、维修和报废等环节进行记录。
记录应包括以下信息:1.激光设备的采购合同、发票和其他相关文件;2.激光设备的使用日志,包括使用时间、使用人员、操作模式等;3.激光设备的维修和维护记录,包括维修时间、维修人员、更换部件等;4.激光设备的报废记录,包括报废时间、报废原因等。
三、激光设备审查FDA对激光设备的生产和销售实施严格的管理,所有激光设备在上市前都需要经过FDA的审查。
审查内容包括:1.激光设备的结构和设计是否符合安全标准;2.激光设备的输出功率和波长范围是否符合标识要求;3.激光设备的操作模式和条件是否符合标识要求;4.激光设备的使用和操作指南是否清晰、易读,是否包含必要的警告标识;5.激光设备的生产过程是否符合质量管理体系要求。
四、激光设备使用规范FDA要求所有使用激光设备的人员必须遵守以下使用规范:1.使用人员必须经过培训合格才能操作激光设备;2.使用人员必须了解激光设备的危险等级和警告标识,并采取相应的安全措施;3.使用人员必须按照操作指南进行操作,不得擅自更改操作模式和条件;4.使用人员必须定期对激光设备进行检查和维护,确保设备正常运行;5.使用人员必须及时报告任何异常情况或故障,并配合进行故障排查和处理。
五、人员培训FDA要求所有使用激光设备的人员必须接受相关的培训,包括以下内容:1.激光基础知识和分类标识;2.激光设备的操作模式和条件;3.激光设备的安全规范和警告标识;4.激光设备的检查和维护方法;5.应急处理方法和流程。
激光产品ul测试标准-概述说明以及解释
激光产品ul测试标准-概述说明以及解释1.引言1.1 概述激光产品UL测试标准是指针对激光产品在安全方面的测试标准,通过UL(Underwriters Laboratories)认证机构制定。
激光产品UL测试标准旨在确保激光产品在正常使用情况下能够保持安全性,避免对用户和环境造成损害。
激光产品UL测试标准是激光行业的重要标准之一,对企业生产的激光产品进行测试,可以提高产品的质量,增强消费者的信心。
在本文中,将对激光产品UL测试标准进行深入探讨,分析其重要性、内容和要求,以及应用范围。
1.2 文章结构本文主要分为三个部分:引言、正文和结论。
- 引言部分将介绍激光产品UL测试标准的重要性,文章的结构安排,以及撰写本文的目的。
- 正文部分将详细探讨激光产品UL测试标准的重要性、内容和要求,以及应用范围。
- 结论部分将总结激光产品UL测试标准的意义,展望未来的发展方向,并得出结论。
}}}请编写文章1.2 文章结构部分的内容1.3 目的:本文旨在介绍激光产品UL测试标准的重要性、内容和要求,以及其应用范围。
通过深入理解激光产品UL测试标准,可以帮助相关行业从业者了解如何确保产品符合相关安全要求,提高产品的质量和竞争力。
同时,本文也旨在引起更多人对激光产品UL测试标准的重视,促进相关行业的良性发展。
"3.3 结论": {}}}}请编写文章1.3 目的部分的内容2.正文2.1 激光产品UL测试标准的重要性激光产品UL测试标准的重要性在于确保激光产品在使用过程中符合相关的安全标准和法规要求。
UL测试标准是由国际安全性认证机构UL(Underwriters Laboratories)制定的,旨在评估激光产品在设计、生产和使用阶段的安全性能。
通过遵守UL测试标准,制造商可以保证其激光产品符合最高的安全标准,从而降低产品在使用过程中可能引起事故或伤害的风险。
同时,UL 测试标准也可以提升产品的竞争力和市场信誉,使消费者更加信任和选择这些产品。
年美国科学家提出了激光原理1960年第一台
1958年美国科学家提出了激光原理。
1958年,美国科学家肖洛和汤斯发现了激光,它具有亮度极高、单色性好、方向性好三大特点,然后提出了激光的原理。
激光的理论基础起源于物理学家爱因斯坦,1917年爱因斯坦提出了一套全新的技术理论‘光与物质相互作用’。
发展:
1958年,美国科学家肖洛(Schawlow)和汤斯(Townes)发现了一种神奇的现象:当他们将氖光灯泡所发射的光照在一种稀土晶体上时,晶体的分子会发出鲜艳的、始终会聚在一起的强光。
根据这一现象,他们提出了"激光原理",即物质在受到与其分子固有振荡频率相同的能量激发时,都会产生这种不发散的强光--激光。
他们为此发表了重要论文,并获得1964年的诺贝尔物理学奖。
1960年5月15日,美国加利福尼亚州休斯实验室的科学家梅曼宣布获得了波长为0.6943微米的激光,这是人类有史以来获得的第一束激光,梅曼因而也成为世界上第一个将激光引入实用领域的科学家。
1960年7月7日西奥多·梅曼宣布世界上第一台激光器诞生,梅曼的方案是,利用一个高强闪光灯管,来激发红宝石。
由于红宝石其实在物理上只是一种掺有铬原子的刚玉,所以当红宝石受到刺激时,就会发出一种红光。
在一块表面镀上反光镜的红宝石的表面钻一个孔,使红光可以从这个孔溢出,从而产生一条相当集中的纤细红色光柱,当它射向某一点时,可使其达到比太阳表面还高的温度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Safe Use of Lasers
ANSI Z136.2-1997
激光二极管和LED光源的光纤通信系统的安全使用
Safe Use of Optical Fiber Communication Systems Utilizing Laser Diode and LED Sources
ANSI Z136.3-2005
ANSI/EIA/TIA 455-127-1991
多模激光器的光谱特征
Spectral Characterization of Multimode Lasers
ANSI/EIA/TIA 455-48B-1990
光纤包覆层直径的激光类仪器测量
Measurement of Optical Fiber Cladding Diameter Using Laser-Based Instruments
CommercialBuildingTelecommunications Cabling Standard - Part 1: General Requirements - Addendum 4 - Recognition of Category 6 and 850 nm laser-Optimized 50/125 Micron Multi-mode Fiber
CommercialBuildingTelecommunications Cabling Standard - Part 1: General Requirements - Addendum 4 - Recognition of Category 6 and 850 nm laser-Optimized 50/125 Micron Multi-mode Fiber
ASTM F 1457-1994
与激光打印机相关的术语
Standard Terminology Relating to Laser Printers
ASTM F 1457b-1994
与激光打印机相关的标准术语
Standard Termninology Relating to Laser Printers
用脉冲激光磷光光度法测定水中微量铀的标准试验方法
Standard Test Method for Trace Uranium in Water by Pulsed-Laser Phosphorimetry
ASTM D 6187-1997
带有氮激光感应荧光的石油污染位点的锥形透度计技术特性的标准操作规程
Test Method for Determining Particle Size Distribution of Alumina or Quartz by Laser Light Scattering
ASTM D 3460-1998
有白色水印和无水印的票据、油印机、复印机、复照和激光打印机用按尺寸切割的办公用纸的标准规范
美国激光标准(ANSI laser standards)
ANSI|BS|DIN|EN|GB|ISO|JIS|NF|DIC
编号
中文名称
英文名称
ANSI Z136.1 Errata-1993
激光的安全使用.勘误表
Safe use of lasers; Errata
ANSI Z136.1-2000
激光器的安全使用
ASTM D 4464-2000
激光散射测定催化材料粒度分布的标准试验方法
Standard Test Method for Particle Size Distribution of Catalytic Material by Laser Light Scattering
ASTM D 5174-2002
单轴激光陀螺规格导则和试验规程
(Format guide and test procedure for single-axis laser gyros)
编号
中文名称
ASTM A 1006/A1006M-2000
激光束焊、平头、无镀层、钢制总管的标准规范
Standard Specification for Steel Line Pipe, Black, Plain End, Laser Beam Welded
ASTM C 1070-1986
用激光扩散法测定氧化铝和石英粒度分布的试验方法
ANSI/NFPA 115-2003
激光器防火措施
Laser Fire Protection
ANSI/TIA-455-130-2001
激光二极管的高温寿命试验
Elevated Temperature Life Test for Laser Diodes
ANSI/TIA-455-48B-1990
利用激光仪器测量光纤包覆层直径
ANSI/TIA/EIA 455-128-1996
半导体激光器阈值电流的测定程序
Procedures for Determining Threshold Current of Semiconductor Lasers
ANSI/TIA/EIA 455-130-2001
激光二极管的抗高温寿命试验
Elevated Temperature Life Test for Laser Diodes
ASTM F1497a-1999
导管轴耐激光性能测定的标准试验方法
Standard Test Method for Determining Laser Resistance of the Shaft of Tracheal Tubes
ASTM F 1628-1995
激光外科学用套箍和未套箍气管导管及有关治疗的标记和标志的标准规范
Measurement of Optical Fiber Cladding Diameter Using Laser-Based Instruments
ANSI/TIA-568-B.1-4-2003
商用建筑电信电缆敷设标准.第1部分:一般要求.补充件4.第6类850nm激光优选的50/125微米多模纤维的鉴别
用Sirolan激光扫描纤维直径分析仪测定羊毛和其它动物纤维直径的标准试验方法
Standard Test Method for Diameter of Wool and Other Animal Fibers By Sirolan-Laserscan Fiber Diameter Analyser
ASTM D 7134-2005
ANSI Z136.5-2000
教育机构中激光设备的安全使用
Safe Use of Lasers in Educational Institutions
ANSI Z136.6-2005
户外激光器的安全使用
Safe Use of Lasers Outdoors
ANSI/ASME B89.4.19-2006
保健设施中激光器的安全使用
Safe Use of Lasers in Health Care Facilities
ANSI Z136.4-2005
危害评定用激光器安全测量的美国国家标准推荐实施规程
American National Standard Recommended Practice for Laser Safety Measurements for Hazard Evaluation
Standard Specification for Labeling and Marking of Cuffed and Uncuffed Tracheal Tubes and Related Treatments Intended EEE 647-1995
ANSI/TIA/EIA 455-48B-1990
用激光测量仪测量光纤连皮直径
Measurement of Optical Fiber Cladding Diameter Using Laser-Based Instruments
ANSI/TIA/EIA 568-B.1-4-2003
商用建筑电信电缆敷设标准.第1部分:一般要求.附录4.类别6、850nm激光优选50/125微米多模纤维
基于球形坐标测量系统的激光器性能评价
Performance Evaluation of Laser Based Spherical Coordinate Measurement Systems
ANSI/AWS C7.2-1998
激光束焊接、切割和打孔推荐规程
Recommended Practices for Laser Beam Welding, Cutting, and Drilling
ASTM D 7153-2005
航空燃料冻结点的标准试验方法(自动激光法)
Standard Test Method for Freezing Point of Aviation Fuels (Automatic Laser Method)
ASTM E 1458-1992
用光掩模原版校准检验激光绕射粒子定尺寸仪器的试验方法
Standard Specification for White Watermarked and Unwatermarked Bond, Mimeo, Spirit Duplicator, Reprographic, and Laser Printer Cut-Sized Office Papers
Standard Practice for Cone Penetrometer Technology Characterization of Petroleum Contaminated Sites with Nitrogen Laser-Induced Fluorescence