plc对融雪剂系统的控制
除雪剂在除雪中的应用及对环境危害的防治

1、化学法
化学法除冰是目前被广泛使用的一种除雪方式。主要原理是利用化学药剂来 降低冰雪的融点,优点是使用方便,能同时除冰、防冻。但该方法受环境温度影 响大,低温环境中使用效果明显下降。同时,由于融雪剂的使用,将导致沥青混 凝土的严重剥蚀,其破坏速度将远快于普通冻融循环所引起的破坏及其它种类的 破坏,从而严重地影响沥青路面的使用寿命。
除雪剂对环境危害的防治
除雪剂虽然为除雪工作带来了便利,但过量使用或不当使用会对环境造成危 害。为了保护环境,应采取以下措施:
1、正确使用除雪剂:严格按照产品说明和相关规定使用除雪剂,避免过量 使用。同时,使用后要及时做好清理。
2、垃圾处理:对于使用过的除雪剂包装物等,应按照垃圾分类要求进行处 理,避免对环境造成二次污染。
除雪剂在除雪中的应用及对环境危 害的防治
目录
01 除雪剂的分类
03
除雪剂对环境危害的 防治
02
除雪剂在除雪中的应 用
04 参考内容
在冰冻的冬季,大雪常常给人们的生产和生活带来诸多不便。为了应对冰雪 灾害,除雪剂在除雪中发挥了重要的作用。然而,这类化学物质对环境的影响也 不容忽视。本次演示将探讨除雪剂的分类、在除雪中的应用,以及如何防治其对 环境的危害。
5、公众教育:加强对公众的环保教育,提高公众对除雪剂正确使用的认识, 培养环保意识,形成全社会共同参与环境保护的良好氛围。
5、公众教育:加强对公众的环 保教育
1、市场前景:随着人们对冰雪灾害重视程度的提高,除雪剂的市场需求将 继续增加。同时,政府对于环保要求的提高将促进环保型除雪剂的市场份额增长。
二、主动型路面融冰除雪技术
主动型路面融冰除雪技术是通过在路面结构中埋设加热元件或传感器,通过 电力或其他能源对冰雪进行加热或预警,达到融冰除雪的目的。
基于 PLC 的浇模型冰激凌控制系统

基于 PLC 的浇模型冰激凌控制系统邸书玉;韩雪泉【摘要】Through having Siemens S7200 CPU224 employed as the control core and the molded ice cream machine taken as the object, and design method for SCR sequential control chart adopted to write the programand both touch screen and computer used to real-time monitor the ice cream production, the PID intelligent control method for refrigerant flow based on controlling the superheat was proposed, including the way ofem-ploying PLC for the control over the inverter and refrigeration unit, and the main data point table, real-time monitoring of the production figures and historical trend curve so as to achieve a desired control effect.%以西门子S7200 CPU224为核心,浇模型冰激凌机为控制对象,通过采用SCR顺序控制图的设计方法编写程序,利用触摸屏和计算机,以达到实时监控冰激凌生产为目标,实现其生产全过程控制。
重点阐述了系统控制原理,提出了通过控制过热度的策略对制冷剂流量进行PID智能控制方法,给出了PLC控制变频器和制冷机组的实现方法、主要数据点表、生产的实时监控图和历史趋势曲线,达到理想的控制效果。
PLC基本技能实操——实训十二 多种液体混合装置控制

实训十二多种液体混合装置控制一、实训目的1.掌握上升沿/下降沿检出指令的使用及编程2.掌握多种液体混合装置控制系统的接线、调试、操作二、实训设备三、面板图四、控制要求1.总体控制要求:如面板图所示,本装置为三种液体混合模拟装置,由液面传感器SL1、SL2、SL3,液体A、B、C阀门与混合液阀门由电磁阀YV1、YV2、YV3、YV4,搅匀电机M,加热器H,温度传感器T组成。
实现三种液体的混合,搅匀,加热等功能。
2.打开“启动”开关,装置投入运行时。
首先液体A、B、C阀门关闭,混合液阀门打开10秒将容器放空后关闭。
然后液体A阀门打开,液体A流入容器。
当液面到达SL3时,SL3接通,关闭液体A阀门,打开液体B阀门。
液面到达SL2时,关闭液体B阀门,打开液体C阀门。
液面到达SL1时,关闭液体C阀门。
3.搅匀电机开始搅匀、加热器开始加热。
当混合液体在6秒内达到设定温度,加热器停止加热,搅匀电机工作6秒后停止搅动;当混合液体加热6秒后还没有达到设定温度,加热器继续加热,当混合液达到设定的温度时,加热器停止加热,搅匀电机停止工作。
4.搅匀结束以后,混合液体阀门打开,开始放出混合液体。
当液面下降到SL3时,SL3由接通变为断开,再过2秒后,容器放空,混合液阀门关闭,开始下一周期。
5.关闭“启动”开关,在当前的混合液处理完毕后,停止操作。
五、功能指令使用及程序流程图1.上升沿/下降沿检出指令使用上升沿/下降沿检出指令,仅在指定位软元件的上升沿或下降沿接通一个扫描周期。
2.程序流程图六、端口分配及接线图1.端口分配及功能表2.PLC外部接线图七、操作步骤1.检查实训设备中器材及调试程序。
2.按照I/O端口分配表或接线图完成PLC与实训模块之间的接线,认真检查,确保正确无误。
3.打开示例程序或用户自己编写的控制程序,进行编译,有错误时根据提示信息修改,直至无误,用SC-09通讯编程电缆连接计算机串口与PLC通讯口,打开PLC主机电源开关,下载程序至PLC中,下载完毕后将PLC的“RUN/STOP”开关拨至“RUN”状态。
多种液体自动混合装置的PLC控制讲解

三、相关知识
1、PLC程序的顺控设计法概述
顺序控制系统: 如果 一 个 控制系统可 以分解成几个 独立的控制 动 作,且这些 动 作 必须 严 格按 照 一定的 先 后 次 序 执行 才 能 保 证生产过程的正 常运行, 也称 为步 进 控制系统。 顺序控制设计法 就 是 针 对 顺 序 控 制 系 统的 一种 专 门 的 设计 方 法 。 这 种设计 方 法 很 容易 被 初 学者 接 受 , 对 于 有 经 验 的工程 师 ,也会提 高 设计的 效 率 ,程序的 调 试 、 修 改 和 阅 读 也很 方便 。 PLC 的设计 者们 为 顺序控制系 统的程序编制 提供了 大量 通用和专用的编程 元 件 , 开 发 了 专 门供 编制顺序控制程序用的 功能 表图 , 使这 种 先 进 的 设计 方 法 成 为 当 前 PLC程序设计的主 要方 法。
顺控设计法的设计步骤
功能表图的绘制 根据以上分析和被控对象工作内容、步骤、顺序和控 制要求画出功能表图。绘制功能表图是顺序控制设计法中 最为关键的一步。 功能表图又称做状态转移图,它是描述控制系统的控 制过程、功能和特性的一种图形。 功能表图不涉及所描述控制功能的具体技术,是一种 通用的技术语言,可用于进一步设计和不同专业的人员之 间进行技术交流。 各个 PLC 厂家 都 开发 了 相 应 的 功 能 表 图 , 各 国 家 也 都制 定 了 国 家 标 准 。 我 国 1986 年 颁 布 了 功 能 表 图 国 家 标 准 (GB6988.6-86)。
转移图。状态转移图是用状态继电器(简称状态)描述的流程图。
状态元件是构成状态转移图的基本元素,是可编程序控制器的 元件之一。
2、 状态转移图及状态功能
状态可提供以下三种功能 : (1) 驱动负载。状态可以驱动M、Y、T、S等线圈。可以
PLC在冷链物流和温控系统中的应用案例

PLC在冷链物流和温控系统中的应用案例冷链物流和温控系统在现代物流行业中起着至关重要的作用,它们确保了食品、药品和其他易腐坏商品的安全运输和储存。
而PLC(可编程逻辑控制器)作为一种专门用于工业自动化控制的设备,也在冷链物流和温控系统中得到了广泛应用。
本文将介绍几个PLC在冷链物流和温控系统中的应用案例,以展示其在提高物流效率和产品质量方面的重要作用。
一、冷链物流中的PLC应用案例1. 温度控制在冷链物流中,确保货物的适宜温度是至关重要的。
PLC可以通过监测温度传感器的数据,实时调控冷链设备,保持货物在适宜的温度范围内。
例如,当温度超过预设上限时,PLC可以自动启动降温设备并发送警报信息给操作员。
这样能够及时发现问题并采取措施,确保货物的安全和质量。
2. 远程监控PLC的优势之一是其支持远程监控和控制。
在冷链物流中,这一特性非常有用。
通过与传感器和执行器的连接,PLC可以监测温度、湿度等关键参数,并实时传输数据到中央监控中心。
这使得管理人员可以随时随地监控冷链环境,及时发现问题并采取必要的措施,从而保证货物和设备的安全。
二、温控系统中的PLC应用案例1. 温度调节在温控系统中,PLC可以精确控制温度设备的运行,以保持室内环境在指定的温度范围内。
通过与温度传感器的配合,PLC可以自动启动或停止加热、制冷设备,以保持温度稳定。
这对于需要保持特定温度的场所,如实验室、医院手术室等,非常重要。
2. 故障检测与报警PLC能够通过检测传感器数据,及时发现温控设备的故障或异常情况,并触发相应的报警系统。
例如,当温度传感器发现温度异常升高时,PLC可以自动停止温控设备,并发送警报信息给相关人员。
这种实时的故障检测与报警系统有助于提高温控设备的稳定性和可靠性。
三、PLC在冷链物流和温控系统中的优势1. 稳定性和可靠性PLC作为一种专为工业环境设计的设备,具有良好的稳定性和可靠性。
它能够承受较恶劣的工作条件,并保持长时间稳定运行。
基于PLC的溶液混合控制系统
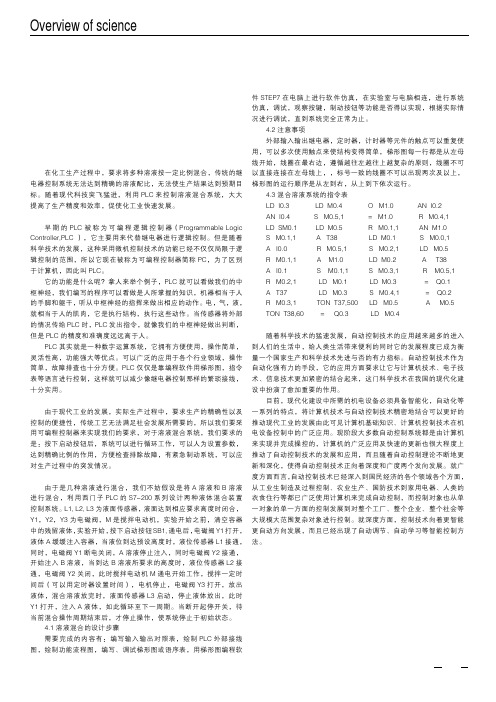
科技纵览Overview of science摘要:溶液混合被广泛应用于化学工业,金属冶炼和制药等行业,在溶液混合过程中,往往需要把两种及以上的溶液混合在一起,由于工艺的需要,溶液的配量一定要精准,人工无法达到技术要求。
这时,我们就可以考虑应用PLC技术达到自动,高效的完成溶液混合的技术要求,采用这项技术,提高了系统的控制效率,极大地减轻了人力物力的损耗。
关键词:PLC;设计工艺; 技术要求;混合溶液1 引言在化工生产过程中,要求将多种溶液按一定比例混合,传统的继电器控制系统无法达到精确的溶液配比,无法使生产结果达到预期目标。
随着现代科技突飞猛进,利用PLC来控制溶液混合系统,大大提高了生产精度和效率,促使化工业快速发展。
2 PLC技术早期的PLC被称为可编程逻辑控制器(Programmable Logic Controller,PLC ),它主要用来代替继电器进行逻辑控制。
但是随着科学技术的发展,这种采用微机控制技术的功能已经不仅仅局限于逻辑控制的范围,所以它现在被称为可编程控制器简称PC,为了区别于计算机,因此叫PLC。
它的功能是什么呢?拿人来举个例子,PLC就可以看做我们的中枢神经,我们编写的程序可以看做是人所掌握的知识,机器相当于人的手脚和躯干,听从中枢神经的指挥来做出相应的动作。
电,气,液,就相当于人的肌肉,它是执行结构,执行这些动作。
当传感器将外部的情况传给PLC时,PLC发出指令,就像我们的中枢神经做出判断,但是PLC的精度和准确度远远高于人。
PLC其实就是一种数字运算系统,它拥有方便使用,操作简单,灵活性高,功能强大等优点。
可以广泛的应用于各个行业领域,操作简单,故障排查也十分方便。
PLC仅仅是靠编程软件用梯形图,指令表等语言进行控制,这样就可以减少像继电器控制那样的繁琐接线,十分实用。
3溶液混合的设计目的由于现代工业的发展,实际生产过程中,要求生产的精确性以及控制的便捷性,传统工艺无法满足社会发展所需要的,所以我们要采用可编程控制器来实现我们的要求,对于溶液混合系统,我们要求的是:按下启动按钮后,系统可以进行循环工作,可以人为设置参数,达到精确比例的作用,方便检查排除故障,有紧急制动系统,可以应对生产过程中的突发情况。
plc控制除冰机课程设计

plc控制除冰机课程设计一、课程目标知识目标:1. 学生能理解PLC(可编程逻辑控制器)的基本原理和工作流程;2. 学生能掌握PLC编程的基本指令和逻辑设计方法;3. 学生能了解除冰机的工作原理和PLC在其中的应用;4. 学生能掌握除冰机控制系统的故障诊断与处理方法。
技能目标:1. 学生能运用PLC编程软件进行程序设计和调试;2. 学生能通过实际操作,完成对除冰机的控制;3. 学生能运用所学知识解决实际问题,具备一定的工程实践能力。
情感态度价值观目标:1. 学生通过课程学习,培养对自动化控制技术的兴趣和热情;2. 学生能认识到PLC技术在工业生产中的重要性,增强社会责任感和使命感;3. 学生在团队协作中,培养沟通、合作、创新的能力。
课程性质:本课程为实践性较强的课程,结合理论知识与实际操作,培养学生的动手能力和工程实践能力。
学生特点:学生具备一定的电气基础知识和编程基础,对PLC技术有一定了解,但实际操作能力较弱。
教学要求:结合学生特点和课程性质,注重理论与实践相结合,强调实际操作能力的培养,使学生在实践中掌握PLC控制除冰机的技术要点。
通过课程学习,达到以上设定的知识、技能和情感态度价值观目标。
在教学过程中,关注学生的学习进度,及时调整教学方法和策略,确保教学目标的实现。
二、教学内容1. 理论知识:- PLC基本原理及结构;- PLC编程语言及指令系统;- 除冰机工作原理及控制要求;- PLC在除冰机控制系统中的应用案例分析。
2. 实践操作:- PLC编程软件的使用与操作;- PLC程序设计与调试;- 除冰机控制系统的搭建与调试;- 故障诊断与处理方法。
3. 教学大纲:- 第一周:PLC基本原理及结构,除冰机工作原理介绍;- 第二周:PLC编程语言及指令系统学习;- 第三周:PLC在除冰机控制系统中的应用案例分析;- 第四周:PLC编程软件的使用与操作,程序设计与调试;- 第五周:除冰机控制系统的搭建与调试,故障诊断与处理方法;- 第六周:课程总结与评价。
PLC多种_液体混合装置控制的设计
滨州学院课程设计题目PLC液体混合装置的控制系院专业班级姓名学号指导教师年月日目录中文摘要 (3)前言 (3)1、液体混合装置的原理及要求和任务 (4)1.1 原理 (4)1.2任务 (4)1.3要求 (4)2、基于PLC液体混合装置的硬件设计 (5)2.1液体混合装置图 (6)2.2外部接线图与操作面板 (7)2.3输入/输出装置 (7)3、基于PLC液体混合装置的软件设计 (7)3.1系统控制顺序功能图 (8)3.2系统控制梯形图 (9)结束语 (11)参考文献 (12)电气设备及元器件明细表 (13)摘要本系统使用学校实验室中的三菱PLC的FX系列实现了对液体混合装置的自动控制要求。
同时控制系统利用仿真设备不仅能满足两种液体混合的功能,而且可以扩展其功能满足多种液体混合系统的功能。
提出了一种基于PLC 的多种液体混合控制系统设计思路, 提高了液体混合生产线的自动化程度和生产效率。
文中详细介绍了系统的硬件设计、软件设计。
其中硬件设计包液体混合装置的电路框图、输入/输出的分配表及外部接线;软件设计包括系统控制的梯形图、指令表及工作过程。
在本装置设计中,液面传感器和电阀门以及搅动电机采用相应的钮子开关和发光二极管来模拟,另外还借助外围元件来完成本装置。
整个程序采用结构化的设计方法, 具有调试方便, 维护简单, 移植性好的优点关键词:PLC ;液体混合装置;程序前言在炼油、化工、制药等行业中, 多种液体混合是必不可少的工序, 组成部分。
以往常采用传统的继电器控制, 使用硬连接电器多, 可靠性差, 自动化程度不高。
当前国内许多地方的此类控制系统主要是采用DCS, 这是由于液位控制系统的仪表信号较多, 采用此系统性价比相对较好, 但随着电子技术的不断发展,PLC在仪表控制方面的功能已经不断强化。
用于回路调节和组态画面的功能不断完善, 而且PLC 的抗干扰的能力也非常强, 对电源的质量要求比较低。
目前已有许多企业采用先进控制器对传统接触控制进行改造, 大大提高了控制系统的可靠性和自控程度, 为企业提供了更可靠的先进控制器对传统接触控制进行改造, 生产保障, 所以PLC在工业控制系统中得到了良好的应用。
计算机与PLC集成控制系统在干冰生产过程中的应用
邮局订阅号:82-946360元/年技术创新控制系统《变频器与软启动器应用200例》计算机与PLC集成控制系统在干冰生产过程中的应用ApplicationofComputerandPLCintegrationcontrolsystemindryiceproductionprocess(昆明理工大学)王海瑞张勇Wang,HairuiZhang,Yong摘要:干冰生产过程自动监控是基于PLC的集散式控制系统。
系统由上位计算机和PLC组成,对生产过程进行全程控制和管理。
上位计算机通过监控画面对PLC进行参数设置,接受参数后PLC执行闭环控制。
使用组态软件设计各种监控画面。
计算机与PLC间采用直接通讯方式和OPC方式进行冗余通信。
该系统灵活配置,控制可靠,编程简单且成本低。
关键词:PLC可编程序控制器;控制系统;通信协议;组态软件中图分类号:TP29文献标识码:BAbstract:ThedryiceproductionprocessautomaticmonitoringisbasedonthePLCcollectionanddistributioncontrolsystem.ThesystemiscomposedbyahostcomputerandPLC,whichcarriesontheglobalmonitorandcontrolprocess.HostcomputersetsthePLC'sparametersthroughmonitoringpicture,whilereceivestheparameter,PLCexecutetheclosed-loopcontrol.Controlsystemus-estheconfigurationsoftwaretodesigneachkindofmonitoringpicture.Thesystemusesdifferentprotocoltocarryonthecommunica-tionbetweencomputerandPLC.Thissystemshowsflexibleconfiguration,reliablemonitoring,simpleprogrammingandalsothelowcost.Keyword:PLC;Controlsystem;Communicationprotocol;Configurationsoftware文章编号:1008-0570(2006)02-1-0039-03干冰生产工艺制造干冰的原料来源非常丰富,发电厂、钢铁厂、水泥厂等工厂大量排放的烟气中,含有12%-30%的高浓度二氧化碳,这些排放烟气经吸收法、吸附法、深冷法和膜法等物理、化学方法分离、浓缩后,可获得纯二氧化碳气体。
多功能融雪车一键作业控制系统方案探讨

Internal Combustion Engine &Parts0引言我国北方冬季环境温度较低,降雪较多,道路易被冰雪覆盖,给人们的出行带来诸多不便,因此清除道路积雪是一项必要的市政作业。
我们设计了一款多功能融雪车,专门用于清除道路上的冰雪。
多功能融雪车的工作模式是先用滚刷破碎道路的冰雪,然后利用高压蒸汽锅炉产生的高温高压蒸汽将冰雪融化,最后用风机将破碎、融化的冰雪混合物抽吸到箱体内,实现快速清除道路冰雪的目的。
根据上述作业工况分析,多功能融雪车作业时控制复杂,动作较多。
传统的电气控制方案是通过各个功能开关单独实现各个动作,这种控制方式开关数量较多,操作繁琐,误操作率高,不适合应用于融雪车这种复杂操作的特种车辆。
为解决上述传统电气控制方案存在的问题,本文论述了多功能融雪车一键作业控制系统方案,该系统大大减少操作开关数量。
融雪车作业时仅需拨动一键作业启动开关,即可实现各个执行单元顺序动作,从而达到多功能融雪车智能、快速作业的目的。
1控制系统组成本文论述的多功能融雪车一键作业控制系统采用闭环控制模式,具有控制精度高、抗干扰能力强、控制精确地特点;其主要由操作面板(一键作业开关)、控制器、风机(单独发动机控制风机运行)、发电机(单独发动机带动电动机发电)、油位传感器、液压阀组、融雪装置超声波传感器、抽吸装置超声波传感器、水箱水位传感器、高压蒸汽锅炉等组成,主要分布如图1所示。
2控制说明如图2所示,操作面板的钮子开关与控制器输入端连接,用以向控制器输入作业启动信号;油位传感器与控制器输入端连接,用以向控制器反馈柴油油箱油位信号;控制器输出端与液压阀组连接,用以控制融雪装置及滚刷、抽吸装置及滚刷的升降及滚刷的旋转;融雪装置超声波传感器与控制器输入端连接,用以向控制器反馈融雪装置超声波传感器到融雪装置的距离信号;抽吸装置超声波传感器与控制器输入端连接,用以向控制器反馈抽吸装置超声波传感器到抽吸装置的距离信号;水箱液位传感器与控制器输入端连接,用以向控制器反馈水箱液位低信号。
智能立交桥融雪喷洒远程监控系统

智能立交桥融雪喷洒远程监控系统吴力普;张龙;郑长兵【摘要】设计了一个智能立交桥融雪喷洒远程监控系统.以WinCC为上位机监控核心,由研华模块ADAM4068、ADAM4117为下位机的控制和采集模块,由以太网转485模块来实现上位机与下位机的连接.西门子S7-200作为循环控制装置,控制电磁阀的循环开闭.通过VPN技术实现远程组网,保证数据传输的安全性.通过WinCC监控界面来监视下位机的数据情况并且实现对下位机电磁阀的控制,从而控制融雪剂的喷洒.【期刊名称】《微型机与应用》【年(卷),期】2015(034)002【总页数】3页(P69-71)【关键词】远程监控;WinCC;ADAM4068;ADAM1117;S7-200;VPN【作者】吴力普;张龙;郑长兵【作者单位】北方工业大学现场总线及自动化重点实验室,北京100144;北方工业大学现场总线及自动化重点实验室,北京100144;北方工业大学现场总线及自动化重点实验室,北京100144【正文语种】中文【中图分类】TP27由于气候原因,北方的绝大多数城市冬季易下雪,积雪堆积在公路、立交桥等路面,给行车安全带来极大的隐患。
立交桥路段特殊,人员清理不便,给车辆的行驶带来了极大的不便和不安全。
在立交桥上安装喷洒融雪装置喷洒融雪剂是一种保证交通行驶的安全、便捷、节省人力成本的有效除雪方法。
本文所设计的智能立交桥融雪喷洒远程监控系统具有长远控制能力,长时间无人值守运行稳定,工作可靠,有效执行喷洒动作,并采集现场温度、液位、流量等数据上传到上位机进行监视。
图1为整个系统的系统架构图。
整个智能融雪系统包括远程监控服务器、VPN网络通道、现场监控的工控机、以太网转485模块、延时模块、电磁阀控制器、信号采集模块和电磁阀。
其中,远程监控服务器可以在远端监控现场设备,实现远程监控;VPN通道可以连接远端与现场,并且保证数据传输的安全可靠,实现了企业级的组网;现场工控机利用 WinCC界面通过以太网转485模块对电磁阀控制器发出指令,监控电磁阀的开关,从而监控融雪剂的喷洒状况;信号采集模块将现场的温度、流量、液位等数据发送到 WinCC上,实现现场状况的监控;电磁阀是喷洒融雪剂的装置,电磁阀打开则喷洒融雪剂,关闭则停止喷洒。
液体融雪剂洒布车液压系统仿真研究

液体融雪剂洒布车液压系统仿真研究薛阔;蒋文志;高峰;王瑞龙【摘要】通过对液体融雪剂洒布车搅拌机驱动系统和洒布管提升系统工作原理的分析,利用AMESim软件建立仿真模型,分别仿真分析了换向阀阀口全开情况下和阀口变化过程中,搅拌机驱动系统和洒布管提升系统的动态变化过程,得到了各过程的压力、流量响应,转矩、速度、加速度曲线等重要数据,并对重要参数的变化过程进行了讨论,对曲线的形状变化做出了解释,对相应设计工作有一定参考意义。
%Through analyzing the operational principle of the blender drive system and the sprinkling pipe hoisting system of the liquid snow-melting agent distributor, the model is built by AMESim software, the dynamic change processes of the blender drive system and the sprinkling pipe hoisting system are simulated and analyzed in the case of selector valve fully open and the valve port changing process. So the important data like pressure response, flow response, the dynamic change curve of torque, speed and acceleration, etc. are obtained. Besides, the changes of the important parameters are discussed, the changes of the curves are explained. And these are important reference for the design and optimization of the similar hydraulic systems.【期刊名称】《流体传动与控制》【年(卷),期】2015(000)004【总页数】7页(P26-32)【关键词】液体融雪剂洒布车;液压系统;AMESim;仿真【作者】薛阔;蒋文志;高峰;王瑞龙【作者单位】长安大学道路施工技术与装备教育部重点实验室陕西西安 710064;长安大学道路施工技术与装备教育部重点实验室陕西西安 710064;长安大学道路施工技术与装备教育部重点实验室陕西西安 710064;长安大学道路施工技术与装备教育部重点实验室陕西西安 710064【正文语种】中文【中图分类】TH137液体融雪剂洒布车是重要的道路养护设备,在道路除冰融雪工作中有着重要作用。
PLC2.0-DC-4融霜控制器技术手册

F01
供液阀延时开启时间
0~255
F02 融霜 模式 F03 F04 F05 F06 F07
供液回气阀延时关闭 融霜间歇冲霜次数 融霜阀间歇开启时间 融霜阀间歇关闭时间 融霜回液阀延时关闭 融霜辅阀开启时间
0~255 0~10 0~255 0~255 0~255 0-255
5 2 3 5 5 3
秒 次 秒 秒 秒 分
F89
设备地址
1 - 255
21
-
F00
退出参数
-
-
-
基本工作原理
制冷控制
通过供液电磁阀和供液回气阀二个阀进行控制,具体有一个参数设定控制; 当控制模块接收到供液开机信号后,先打开供液回气电磁阀,待满足“F01 供液阀延时 开启时间”后打开供液电磁阀,完成制冷输出控制。
自动融霜控制
通过融霜电磁阀和融霜回气阀二个阀进行控制,具体有五个参数设定控制: 当控制模块接收到融霜开机信号后,首先关闭供液电磁阀,待满足“F02 供液回气阀延 时关闭”时间后, 关闭供液回气电磁阀。 此时打开融霜回气阀, 打开融霜电磁阀, 经过“F04 融霜阀间歇开启时间”后关闭融霜电磁阀。等待“F05 融霜阀间歇关闭时间”到达时,再次 打开融霜电磁阀,这个来回冲霜的过程次数取决于参数“F03 融霜间歇冲霜次数”。直到设 定的“F03 融霜间歇冲霜次数”完成后,融霜阀完全打开进行融霜。当融霜信号失去时,关 闭融霜电磁阀, (如果用的是融霜辅阀的话,融霜辅阀开启 F07 设定的时间)而后经过“F06 融霜回液阀延时关闭”时间后,关闭融霜回气阀,结束融霜全部过程,再次等待制冷过程。
PLC2.0 DC-4 自动融霜控制模块
技术手册
Technical Manual
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章融雪剂系统的简介和技术要求1.1 融雪剂系统的简介冬季下雪过后,为防止积雪影响交通正常运行,常常用喷洒盐水融化积雪,但过量的盐水对环境有影响。
为准确控制盐水浓度,采用机械自动控制。
PLC以微处理器为核心,普遍采用依据继电器控制系统电气原理图编制的梯形图语言进行程序设计,编程容易,功能扩展方便,修改灵活,而且结构简单,抗干扰能力强。
并且有着有丰富的扩展设备,完全符合融雪剂控制系统的要求与特点。
进入冬季,在我国的北方降雪是很普通的现象。
随着积雪的增加,就出现了城市公路积雪处理的问题。
这些降雪及公路上的积雪,会给人民生活及出行带来一定的困难,极易诱发交通事故。
尤其在高速公路上,还有可能因积雪或融雪结冰而使高速公路北追封闭停运,造成极大地经济损失。
目前的除雪方法主要有人工除雪,机械除雪和融雪剂除雪三大类,人工除雪是以大量的人力为基础,而这种方法显然跟不上大城市飞速发展的步伐,举例来说,,每年车辆的增加也更加紧实了路面积雪的厚度,为人工除雪造成困难。
1990年,哈市注册机动车辆只有6万辆左右,而今天哈市自己就有近30万辆机动车辆在雪地上日夜碾压。
机械除雪是除雪的根本方法,但目前国内类设备远不及国外,所以我国还要努力研制出适合我国使用条件的优秀机器。
喷洒融雪剂法有利有弊,它虽然短时间内提高了工作效率,但同时对环境产生了很大破坏,尤其是对混凝土桥梁产生了严重腐蚀,减缓了桥梁寿命。
所以,解决融雪剂问题势在必行。
在下雪的不同阶段喷洒融雪剂对结果也有不同程度的影响。
雪前施用融雪剂,可以防止雪降落后结冰于路面,是除雪方法的新潮流。
这种方法的优点是成倍地节省融雪剂的使用量,加快除雪速度,减少对交通的影响。
选择雪前喷洒的方式,可以起到事半功倍的效果。
1.2融雪剂系统的技术要求1.3融雪剂系统的工艺流程图第二章PLC对融雪剂系统控制的硬件设计2.1 融雪剂系统所需材料表2.2融雪剂系统主电路的设计这里有两种控制方法可选,一种是传统继电器组成的逻辑控制,另一种是PLC控制。
由于传统继电器组成的逻辑控制受环境,如温度影响很大,造成结果不准确,而且控制系统比较复杂,不易维护。
故比较而言,我选择PLC控制。
根据电气装置安装工程旋转电机施工及验收规范《GB50170—92》电机功率大于7.5KW时应降压启动,常用的降压启动有星三角启动,软启动器,变频器启动电机。
本工程选用星三角降压启动根据工厂供电选型根据公式:启动电流约为电动机额定电流的2倍左右,启动电流特性好,结构简单,价格低。
缺点是启动转矩也相应下降为原来三角形直接启动时的1/3,转矩特性差。
相线电流(A);P-功率(W);U-电压(380V);cosΦ-功率因素(一般取0.7至0.75);代入公式得I为16A所以空开选18A的那个等级,空开启短路保护,交流接触器为失压保护,它的启动电流是额定电流的1.5倍,故选25A等级的交流接触器,热继电器为过载保护,密封时时额定电流的1.1倍,故选17.6A热继电器。
根据《建筑电气安装工程图集》吕光大主编水利电气出版,发行水利电力出版社印刷厂印刷1987年8月第一版。
ISBN 7-120-00376-3/TM.87第50.6页500伏铜芯绝缘导线长期连续负荷允许载流量表JD50-102导线导线横截面积为4平方毫米在明敷设30摄氏度穿塑料管4根是最大载流为23A。
导线是空开额定电流的1.2倍,所以选横截面积为1.5的导线导线横截面积。
导线型号为BX-500-4×4,BX为铜芯导线,500为导线耐压500V,4为导线为4根导线,4为导线横截面积4平方毫米。
变压器变压供电电源电路图变压器变压供电电源电路图阀门控制电路图阀门控制电路图指示灯控制电路以及继电器控制电路图密度、液位、流量、温度控制电路图将开关电源引来的24V正极接入COM端,将开关电源引来的24V负极接入L+,将启动按钮SF00接入I0.0,复位按钮SF01接入I0.1,停止按钮SF02接入I0.2,其它接线按下图接入。
2.3融雪剂系统的输入、输出点的设计第三章PLC对融雪剂系统控制的软件设计3.1融雪剂系统的I/O口分配表3.2融雪剂系统的软件设计图2.28PLC梯形图程序(1)Fig.2.28 PLC ladder program(1)程序说明:在逻辑行中,当按下开始按钮I0.0闭合,停止按钮I0.2为常闭,此时M0.0得电,该网络自锁。
当按下I0.2时常闭开关打开,线圈失电,网络断开自锁。
注释:M为中间继电器,不输入也不输出起中间过渡的作用。
图2.28PLC梯形图程序(2)Fig.2.28 PLC ladder program(2)程序说明:此网络为复位网络,当按下复位按钮I0.1时,中间继电器M0.2得电图2.28PLC梯形图程序(3)Fig.2.28 PLC ladder program(3)程序说明:在逻辑行中,当网络1中间继电器M0.0闭合时且A阀全开(进入自动调节),当小雪或者中雪或者大雪或者暴雪开关闭合时,通过将传感器传回的浓度进行比较,当浓度<1.0是且信号为上升沿,中间继电器M15.0、M16.3得电,此时进去网络16,使得Q0.6置位,即A阀开置位,同时A阀关复位,此时阀门打开,进行加浓。
如果浓度>1.5时,信号为上升沿时,中间继电器M16.1置位,中间继电器M16.7和M15.4得电,此时Q0.7置位,即A阀关置位,Q0.6复位即A阀开复位,进行冲淡。
图2.28PLC梯形图程序(4)Fig.2.28 PLC ladder program(4)程序说明:在逻辑行中,中间继电器M0.0逻辑线圈M0.0 ON,A阀全开I0.3闭合,中间继电器M0.2常闭,中间继电器M10.1常闭时中间继电器M10.0线圈得电,中间继电器M10.0逻辑线圈M10.0 ON,A阀全开I0.3闭合,且中间继电器M6.1闭合,中间继电器M0.2常闭,此时中间继电器M10.0线圈也得电,并且定时器T40开始计时。
图2.28PLC梯形图程序(5)Fig.2.28 PLC ladder program(5)程序说明:在逻辑行中,网络1中中间继电器M0.0线圈得电,继电器工作,常开触点闭合,当I0.3闭合时,且时间继电器计时达到设定时间后,常开触点闭合,或中间继电器常开触点M0.0闭合,I0.3闭合中间继电器M10.1常开触点闭合,且中间继电器M13.7逻辑线圈M13.7 ON 常开逻辑辅助触点顺序控制继电器的逻辑线圈S5.1 ON,顺序控制继电器的常开逻辑辅助触点S5.1 ON,中间继电器M13.7置位或中间继电器M12.1置位或中间继电器M13.7逻辑线圈M13.7 ON,中间继电器的常闭辅助触点M13.7 ON,定时器T45开始计时当时间到达设定值时顺序控制继电器S6.1置位。
图2.28PLC梯形图程序(6)Fig.2.28 PLC ladder program(6)程序说明:在逻辑行中,顺序控制继电器的逻辑线圈S5.1 ON,顺序控制继电器的常开逻辑辅助触点S5.1 ON,中间继电器M13.7置位或中间继电器M12.1置位或中间继电器M13.7逻辑线圈M13.7 ON,中间继电器的常闭辅助触点M13.7 ON,定时器T45开始计时当时间到达设定值时顺序控制继电器S6.1置位。
图2.28PLC梯形图程序(7)Fig.2.28 PLC ladder program(7)程序说明:在逻辑行中,顺序控制继电器的逻辑线圈S5.1 ON,顺序控制继电器的常开逻辑辅助触点S5.1 ON,中间继电器M13.7置位或中间继电器M12.1置位或中间继电器M13.7逻辑线圈M13.7 ON,中间继电器的常闭辅助触点M13.7 ON,定时器T45开始计时当时间到达设定值时顺序控制继电器S6.1置位。
图2.28PLC梯形图程序(8)Fig.2.28 PLC ladder program(8)程序说明:在逻辑行中,顺序控制继电器的逻辑线圈S5.1 ON,顺序控制继电器的常开逻辑辅助触点S5.1 ON,中间继电器M13.7置位或中间继电器M12.1置位或中间继电器M13.7逻辑线圈M13.7 ON,中间继电器的常闭辅助触点M13.7 ON,定时器T45开始计时当时间到达设定值时顺序控制继电器S6.1置位。
图2.28PLC梯形图程序(9)Fig.2.28 PLC ladder program(9)程序说明:在逻辑行中,顺序控制继电器的逻辑线圈S5.1 ON,顺序控制继电器的常开逻辑辅助触点S5.1 ON,中间继电器M13.7置位或中间继电器M12.1置位或中间继电器M13.7逻辑线圈M13.7 ON,中间继电器的常闭辅助触点M13.7 ON,定时器T45开始计时当时间到达设定值时顺序控制继电器S6.1置位。
图2.28PLC梯形图程序(10)Fig.2.28 PLC ladder program(10)程序说明:在逻辑行中,顺序控制继电器的逻辑线圈S5.1 ON,顺序控制继电器的常开逻辑辅助触点S5.1 ON,中间继电器M13.7置位或中间继电器M12.1置位或中间继电器M13.7逻辑线圈M13.7 ON,中间继电器的常闭辅助触点M13.7 ON,定时器T45开始计时当时间到达设定值时顺序控制继电器S6.1置位。
图2.28PLC梯形图程序(11)Fig.2.28 PLC ladder program(11)程序说明:在逻辑行中,顺序控制继电器的逻辑线圈S5.1 ON,顺序控制继电器的常开逻辑辅助触点S5.1 ON,中间继电器M13.7置位或中间继电器M12.1置位或中间继电器M13.7逻辑线圈M13.7 ON,中间继电器的常闭辅助触点M13.7 ON,定时器T45开始计时当时间到达设定值时顺序控制继电器S6.1置位。
图2.28PLC梯形图程序(12)Fig.2.28 PLC ladder program(12)程序说明:在逻辑行中,顺序控制继电器的逻辑线圈S5.1 ON,顺序控制继电器的常开逻辑辅助触点S5.1 ON,中间继电器M13.7置位或中间继电器M12.1置位或中间继电器M13.7逻辑线圈M13.7 ON,中间继电器的常闭辅助触点M13.7 ON,定时器T45开始计时当时间到达设定值时顺序控制继电器S6.1置位。
图2.28PLC梯形图程序(13)Fig.2.28 PLC ladder program(13)程序说明:在逻辑行中,顺序控制继电器的逻辑线圈S5.1 ON,顺序控制继电器的常开逻辑辅助触点S5.1 ON,中间继电器M13.7置位或中间继电器M12.1置位或中间继电器M13.7逻辑线圈M13.7 ON,中间继电器的常闭辅助触点M13.7 ON,定时器T45开始计时当时间到达设定值时顺序控制继电器S6.1置位。