ENTEK PLUS HT_SC
鱼眼高清网络摄像机快速安装指南说明书

一、前言感谢您购买我司产品,如对本公司产品有疑问或需要,请随时和我们联系。
此内容(手册)的目的是确保用户正确使用本产品,以避免危险或财产损失。
在使用产品之前,请认真阅读此手册并妥善保存以备日后参考。
如果用户因没有按照以下安全说明,致使设备不能正常使用或损坏等情况,我司恕不负责,感谢您的配合。
二、安全使用注意事项1.电源要求Ÿ请在安装使用设备过程中,严格遵守当地各项电气安全规定。
Ÿ请使用满足安全电压要求的电源,在设备运行之前检查供电电源是否正确。
Ÿ请在安装配线时装入易于使用的断电设备,以便必要时进行紧急断电。
请保护电源软线免受踩踏或紧压,特别是在插头、电源插座和从装置引出的接点处。
Ÿ请在断电状态下连接电源、告警、音频、RS485等线缆,严禁在设备上电的情况下连线。
2.使用环境要求Ÿ请勿将摄像机对准强光(如灯光照明、太阳光等处)聚焦,否则容易引起过亮或漏光现象 (这并非摄像机故障) 也将影响摄像机寿命。
Ÿ请在允许的湿度和温度范围内运输、使用和存储设备。
Ÿ请勿将设备置于潮湿、多尘、极热、极冷、强电磁辐射或照明条件不稳定等场所。
Ÿ请勿让任何液体流入设备,以免内部元件受损。
Ÿ请勿阻挡设备附近的通风口,以免热量积蓄。
Ÿ请在运送设备时,重新以出厂时的包装进行包装,或用同等品质的材质包装。
Ÿ请勿在运输、存储及安装过程中重压、剧烈震动、浸泡设备。
工作环境工作电源DC12V±10%/POE功耗20W Max温度-40℃~ +70℃湿度10%~95%(无凝结)海拔高度-60m~3000m大气压86kPa~106kPa3.日常维护与保养Ÿ请勿直接触碰设备发热部件,以免烫伤。
Ÿ镜头沾染灰尘或油脂时,用棉布或镜头清洁布擦拭。
若遇污垢难以清除,蘸上少量镜片清洁液,自镜头中心向外旋转轻轻擦拭,直到干净为止。
禁止使用有机溶剂(苯、酒精等)对镜头和护罩前脸进行除尘、清洁。
Ÿ请不要以任何方式拆卸或修改产品。
(对未经认可的修改或维修导致的问题,本公司不承担任何责任)。
OSP 选择

膜厚控制較好
其相对于第四代产品最大的区别在于成膜物质的结构, 可从F2浓度测试中其最大吸收波长λmax=284nm看出, 而国内可见到多为的OSP药水则为269-270nm 间,
結論 :
四國化成的F2 #1. 在生產控制較易 #2. 對金面的殘留物控制較易. #3. 膜厚控制較好. #4. 在高溫350℃下都不會產生裂解!
按照供应商提供的操作参数Байду номын сангаас主要对比一下PH、温度的控制差异。 比较窄的PH范围和较高的操作温度都是不利于生产的。
四國化成-F2
产品 F2(LX) Cu-106A(X)
PH 2.8-4.0 2.55-2.75 3.3-3.9 3.55-3.65 3.1-3.5 3.6-4.0 2.6-2.8 2.6-2.8 3.0-4.0 2.6-2.9 2.6-3.0 2.7-2.9
此二者均會使得金面在外觀上出現異常,每每引發品質方面的爭議。 該等薄膜雖還不至於對金面的“接觸電阻”(Contact Resistance)值帶來太大的障礙, 甚至106A 皮膜還可被異丙醇(IPA)所輕易擦洗掉,但仍造成供需雙方極大的困擾。
特色
OSP 的對比
参照业内对OSP药水的认知,四国化成的F2为第五代OSP药水, 其裂解温度在354.7℃,均可被各种免洗助焊剂所能推开(溶解)。
吸收波长 / nm 284 270 270 270 270 284 270 270 270 270 270 270
Entek
WPF-21/207 CuCcoat GV Cutech F22G OSP-F006 DX-808HT YM-NT603 HX-440
貝加爾
PSH-1820 ZX-1060L M2608
刚性PCB性能规范及验收标准

OSP:OSP是印刷电路板(PCB)铜箔表面处理的符合RoHS指令要求的一种工艺。 OSP是Organic Solderability Preservatives的简称,中译为有机保焊膜,又称护铜剂,英文亦称之Preflux。 简单地说,OSP就是在洁净的裸铜表面上,以化学的方法长出一层有机皮膜。这层膜具有防氧化,耐热冲击,耐湿性,用以保护铜表面于常态环境中不再继续生锈(氧化或硫化等);但在后续的焊接高温中,此种保护膜又必须很容易被助焊剂所迅速清除,如此方可使露出的干净铜表面得以在极短的时间内与熔融焊锡立即结合成为牢固的焊点。
项目
不良描述
1级标准
2级标准
不良或参考图片
板边
毛刺/毛头
无毛刺/毛头;或毛刺/毛头引起的板边粗糙尚未破边,且松散的毛刺不影响安装的配合与功能.
缺口/晕圈
无缺口/晕圈;或晕圈、缺口向内渗入≤板边距线路间距的50%,且任何地方的渗入≤2.54mm, 二者取较小值。
缺口
晕圈
板角/板边损伤
1、无损伤或板边、板角损伤尚未出现分层
崇正工厂
市场销售中心
DSL事业部
无线固话事业部
PON事业部
DVB事业部
网络多媒体事业部
IPTV事业部
OEM事业部
品牌事业部
海外事业部
广电事业部
各SMT工厂
1.目的
本标准规定了刚性PCB可能遇到的各种与可组装性、可靠性有关的事项及性能检验标准。本标准规定本公司的单面、双面、多层板外观和一些性能要求,供本公司在工程设计、制造、检验或客户验货时使用。本标准最终解释权归属大亚技术部。
外来杂物
无外来杂物或外来杂物满足下列条件:
沉银、沉锡、抗氧化工序简介(中英文)
沉金后线 路甩绿油
1,绿油问题, A绿油曝光能量不足,曝光时间 不够 B,绿油冲板过度. C,绿油显影后烘干过度 D,绿油质量不好 2,沉金线微蚀剂微蚀速率过大, 镍缸温度过高,或镍缸寿命超 过5MTO
1. A提高绿油曝光能量与曝 光时间.(详细见绿油MEI) B,优化冲板流程的能力.(详
细见绿油MEI)
沉金工序常见问题 The Normal Defects In ENIG
问题 Defect 图片 Defective photo 成因 Cause 控制要点 Control points
镍腐蚀
镍层在金缸受到攻击 1,沉金时间太长 2,金缸PH值太低 3,金缸铜离子浓度太高 4,金缸循环太强 5,镍层厚度太薄 6,镍层中P含量太高 >11%或者太低<7% 7,镍缸中有HNO3污染
焊接不良
1,镍层受到腐蚀 2,金缸铜离子浓度太高 3,后处理清洁水洗中有铜离 子污染 4,水洗效果不好 5,金缸绿油析出物太多导致 有机物污染 6,沉金后金面上有手印 7,包装过程中受到污染
1. 沉镍时控制镍沉积速率 为8-12u“/min.磷含量为710% 2金缸Cu2+浓度控制为 <5PPM 3,每班换水1次,保证水 中没铜离子污染 4,控制金缸寿命为5MTO 5,操作搬板过程中戴手套 6,包装工序注意车间清洁, 没有腐蚀性物质污染。(详 细见包装MEI)
C,严格按绿油MEI要求控 制烘干温度,或者沉金后用 140-150度烘板30分钟 D,选择适合沉镍金流程的 绿油 2.控制沉金线微蚀速率在12UM之间,镍缸寿命在5个 MTO。
沉金工序常见问题 The Normal Defects In ENIG
问题 Defect 图片 Defective photo 成因 Cause 控制要点 Control points
Telesis 脉冲激光刻印系统及点击刻印系统的全面概述说明书
THE TELESISLASER MARKING SYSTEMS PINSTAMP ® DOT PEENTELESCRIBE ® MARKING SYSTEMS CUSTOM ENGINEERED SOLUTIONSA comprehensive overview of products and services from the permanent marking and traceability experts.GUIDERUGGED® systems the gold standard in dotcreate catalysts for Telesis equipment is built to last. customers experience fewerSHOP THE BEST PEOPLE® marker Telesisto make it®in your operations.aspects of a turnkey solutioninvestment is long lasting andalways efficient.seriously. Team Telesis is unitedwith our engineers, you will beknowledgewe possess.Page 3Guide ContentsPage 5Laser Marking Systems P age 9PINSTAMP ® Dot Peen P age 33Telesis AdvantageP age 51Customer Service & Support P age 57Telescribe ® Marking Systems age 47Custom Engineered SolutionsP age 56Aerospace & DefenseAutomotiveMedical & PharmaTelesis Technologies is a trusted partner to the most demanding manufacturers across a wide range of established and emerging industries.Page 7FoodpackSemiconductors & ElectronicsConsumer ProductsLaser Marking Systems" All of your employees seemto be willing and able to givethat 'little bit extra' to makeeverything go right. "Page 9Fiber Laser Markers // 1064 nmPage 15Vanadate Laser Markers // 1064 nmPage 17Green Laser Markers // 532 nm P age 19UV Laser Markers // 355 nm Page 21CO2 Laser Markers // 10.6 µmPage 25Laser Marker OverviewP age 10Laser Enclosures P age 29Dual-Head Laser Marking System P age 13The innovative, patentedTelesis dual-head laser systemis perfectly suited foradvanced applications thatrequire rapid processing.The multi-head design of thislaser offers the unique abilityto control two laser markerswith the same controller,reducing overall footprint andlowering the cost of operation.It is the industry's only fiberlaser system of its kind tobe entirely air cooled andpowered from a single-phase power outlet.Laser Marker OverviewDual-HeadThe 355 nm UV laserwavelength is versatile inmarking a wide range ofmaterials and perfect for"cold marking" applicationswhere heat-affectedzones are not allowed—the machine is great formarking plastics and siliconmaterials without additivesand can mark glass witha reduced risk of micro-fracture. The very smallhigh-quality beam spot makesprecision micro-markingwith extremely sharpresolution possible.UltravioletPlastics MetalsCarbon Migration Deep MarkingPlastics MetalsFine Detail Carbon Migration OrganicsPage 11Page 13Double the Capability with One ControllerDUAL-HEAD LASER MARKING SYSTEMFIBER VANADATE GREEN UV CO 2ENCLOSURESDUAL-HEAD Increases throughput in high-speed and repetitive applicationsAllows for the unique ability to control two lasers from the same controller Saves floor space and reduces part handling by the operatorCreates unmatched markingefficiencyand operating productivityModelsF30V 30 Watt F50V 50 Watt F100V100 WattControllersF16I External PC F16IEEmbedded PCTechnology OptionsVari-Z ™ 3-Axis 3D/AutoFocus Cognex ™ In-line Vision Mark-on-the-Fly SoftwareSoftwareProprietary Merlin ® 2HLens Configurations163 mm 4.33 in x 4.33 in 110 mm x 110 mm 7.28 in 185 mm 254 mm6.89 in x 6.89 in 175 mm x 175 mm 11.65 in 296 mm 330 mm 9.06 in x 9.06 in 230 mm x 230 mm 15.23 in 387 mm 350 mm9.84 in x 9.84 in250 mm x 250 mm 15.43 in 392 mm 420 mm 11.42 in x 11.42 in290 mm x 290 mm19.45 in493 mmPage 15Cleaner Marks in Less TimeFIBER LASER MARKING SYSTEMFeatures superior beam technology for fast and efficient markingContains high quality components that are ruggedly industrial and durable Outperforms higher powered systems Safe in non-climate controlledenvironments where shock, vibration, and dust are a concernModelsF30V 30 Watt F50V 50 Watt F100V100 WattTechnology OptionsVari-Z™ 3-AxisiZONIT ™Vision SystemTeleView ™ Quality Control Programmable Mounting PostDimensionsControllersModel 6 External PC F14AEmbedded PCSoftwareProprietary Merlin ® II LS22.791 i n 578.9 mmFIBER VANADATE GREEN UVCO 2ENCLOSURESDUAL-HEAD Lens Configurations163 mm 4.33 in x 4.33 in 110 mm x 110 mm 7.28 in 185 mm 254 mm 6.89 in x 6.89 in 175 mm x 175 mm 11.65 in 296 mm 330 mm 9.06 in x 9.06 in 230 mm x 230 mm 15.23 in 387 mm 350 mm9.84 in x 9.84 in250 mm x 250 mm 15.39 in 391 mm 420 mm 11.42 in x 11.42 in290 mm x 290 mm19.45 in493 mm26.311 in 668.3 mmw/o Vari-Z ™5.991 in 152.2 mm w/ Vari-Z ™5.221 in 140.2 mmw/o Vari-Z ™5.076 in 128.9 mmw/ Vari-Z ™6.32 in 160.5 mmPage 17FIBER VANADATEGREEN UV CO 2ENCLOSURESDUAL-HEAD Versatile Marking on a Range of MaterialsVANADATE LASER MARKING SYSTEML0w-cost engraving and annealing for a wide array of product materials including ferrous and non-ferrous metal, label materials, and siliconPrecise setting controls for fine-tuned application versatility: Engraving,annealing, surface marking, and color marking Very small HAZ (heat-affected zone) provides additional flexibility with heat-sensitive and delicate componentsModelsEVCDSControllersE15 External PC E15EEmbedded PCTechnology OptionsVari-Z ™ 3-AxisMark-on-the-Fly Technology Programmable Mounting PostSoftwareProprietary Merlin®II LSLens Configurations5.55 in 141mm6.10 in 154 mmDimensions160 mm4.33 in x 4.33 in 110 mm x 110 mm 7.13 in 181 mm 254 mm* 6.89 in x 6.89 in175 mm x 175 mm 11.65 in 296 mm 254 mm6.89 in x 6.89 in175 mm x 175 mm 11.5 in 292 mm 330 mm* 9.06 in x 9.06 in 230 mm x 230 mm 15.24 in 387 mm 420 mm* 11.42 in x 11.42 in290 mm x 290 mm19.41 in493 mm* Premium LensPage 19Extra Power for Robust ApplicationsGREEN LASER MARKING SYSTEM (EV4GDS)Provides cold marking for ultra-fine and very soft marking on partsGreat option for marking materials that usually react poorly to infrared wavelengths Wonderful for micro-marking , like 2D matrix codes, as well as detailed graphic logos Changes surface color for legible marks without burningthe materialModelsControllersE15 External PC E15EEmbedded PCTechnology OptionsMark-on-the-Fly Technology Programmable Mounting PostSoftwareProprietary Merlin ® II LSLens Configurations250 mm6.69 in x6.69 in170 mm x 170 mm11.34 in288 mm7.7 in 197 mm9.8 in 249 mmDimensionsFIBER VANADATEGREEN UV CO 2ENCLOSURESDUAL-HEAD EV4GDSPage 21Ultra-Crisp Marks on Challenging Materials ALL-IN-ONE ULTRAVIOLET LASER MARKINGAll-in-one marker/controller design savesspace in your facility with a compact footprint for easy integration into production linesThrough suppressed heat effects, burrs and yellow tinting are eliminated, allowing for a nearly perfect finishCompletely eliminate day-to-day consumables and reduce operational costs Models UV/one Controllers Fully Integrated Technology OptionsiZONIT ™ Vision SystemMark-on-the-Fly Technology Programmable Mounting PostSoftwareProprietary Merlin ® II LS Configurations 7.5 in 191 mm 7.0 in 178 mm DimensionsFIBER VANADATE GREENUV CO2ENCLOSURESDUAL-HEADThe UVC marks plastics and silicone without the need of additives and marks glass with a reduced risk of microfracture.Page 23Damage-Free Versatility ULTRAVIOLET LASER MARKING SYSTEMVersatile in marking a wide range of materialsPerfect for “cold marking,” where heat-affectedzones are damaging or aesthetically unacceptable Eliminates additives when marking plastic orsilicon materials Reduces risk of micro-fracture whenmarking glass micro-mark electronics, circuit boards, microchips, solar panels, gemstones, and medical instrumentsFIBERVANADATEGREENUVCO2ENCLOSURESDUAL-HEAD Models Controllers U15 External PC Technology OptionsVari-Z ™ 3-AxisiZONIT ™ Vision System Mark-on-the-Fly TechnologySoftwareProprietary Merlin ® II LS Lens Configurations250 mm 6.10 in x 6.10 in 155 mm x 155 mm 12.2 in 310 mm 255 mm 6.69 in x 6.69 in 170 mm x 170 mm 12.36 in 314 mm Dimensions UVC 22.06 in 560 mm 29.94 in 760 mm w/o Vari-Z ™6.03 in 153 mm w/ Vari-Z ™7.43 in 189 mm w/o Vari-Z ™6.7 in 170 mm w/ Vari-Z ™7.06 in 179 mmFor organic materials like wood, the CO2 line of laser marking systems can't be beat.Page 25Proven Flexibility and Practicality CO2 LASER MARKING SYSTEMGreat for marking organic materials likewood, rubber, paper, and ceramic Equally capable at stationary bench-top use and mark-on-the-fly installationsExcellent choice for heavy industrial andhigh-duty cycle applications Models CO2 • 10 10 Watt CO2 • 30 30 Watt Controllers Model C1830EF Embedded PC Technology OptionsiZONIT ™ Vision SystemMark-on-the-Fly TechnologyProgrammable Mounting Post SoftwareProprietary Merlin ® II LS Lens Configurations210 mm 5.51 in x 5.51 in 140 mm x 140 mm 7.24 in 184 mm 350 mm 9.84 in x 9.84 in 250 mm x250 mm13.82 in351 mm8.52 in 216.6 mm 8.3 in 210.8 mmDimensionsFIBERVANADATEGREENUVCO 2ENCLOSURESDUAL-HEADFIBERF30 / F50MODELUVC Technical Laser MatrixUV/one UL TRAVIOLETCO2VANADATE GREEN CO2 • 10 / Co2 • 30EVCDS EV40EV4GDSEV15DSPROSTATION™// Class 1 Laser EnclosureProStation™Robust, industrial, and customizable Class 1 laser enclosure for marking large parts40in x102.5in x 40.24 in 1016mm x2603mm x 1022mm 36.5in x 37in x30.25in927mm x940mm x 768mm Mini ProStation™Narrow and nimble Class 1 enclosure workstation for challenging space constraints27.5 in x71.3 in x35.4in698mm x 1811mm x 899mm 26.5 in x 36.5in x 24.5in673mm x 927mm x622mmEnclosure SizeW x H x D Interior Working AreaW x H x D FIBER VANADATE GREENUVCO2 ENCLOSURES DUAL-HEADWhy it's greatPage 29Class 1 Laser Enclosures™Page 31ProMed FIBERVANADATEGREENUVCO 2ENCLOSURESDUAL-HEADPINSTAMP®Dot Peen MarkersPINSTAMP ® Controllers Page 46PINSTAMP ® Marker OverviewP age 34Popular PINSTAMP ® Markers P age 39Telescribe ® Marking Systems Overview Page 47PINSTAMP ® Details P age 48Page 33SINGLE-PIN DOT PEEN MARKERSThis proven industrial workhorse is an industry staple and continues to A generously sized marking window sets this dot peen markerPINSTAMP® Dot Peen OverviewMULTI-PIN DOT PEEN MARKERS PORTABLE DOT PEEN MARKERSAn entry-level system with extruded aluminumMeeting Every ChallengeTHE WORLD'S FASTEST DOT PEEN MARKERUnique to Telesis, ourPINSTAMP® dot peenmarkers have multiplepins to complete marksmore quickly. From 2 pinsto 8 pins, we have a solutionthat meets your needs. TheTMM5400, with 8 pins, isthe world's fastest marker.The TMM5100 is also aversatile option for speed. .022 in.5588 mmBarcode Scanner iZONIT™Rotary ChuckAutoSenseProgrammable Z-Axis16 charactersper secondThe proprietary Multi-Strikefeature fires the pin multipletimes, resulting in a deepermark. The software upgradecan be added to manymarkers. The TMM7200 isa custom product for extradeep marking needs.Depths up toSpeed up toPage 37The Proven Industrial WorkhorseTMP1700Rugged, low-maintenance X/Y platform Compact, contaminant-resistant head design Marks a wide range of materials from softplastics to hardened steel (rc60) Interchangeable marking pin sizes for depths from 0.001 in - 0.018 in (0.03 mm - 0.45 mm) Floating pin technology easily accommodates surface irregularitiesup to 0.25 in (6 mm)Additional FeaturesTMP1700EAS: Available as electric modelMarking speeds up to five characters per secondAutomatically generates serial numbers, time, date, and shift codes Store hundreds of marking patternsEasily interfaced to PLCs and host computersControllersFixed Button (TMC470) Touch Screen (TMC520) PC with Merlin® III SoftwareProprietary Merlin® III (optional)Options and AccessoriesRotary fixtures for marking circumferences of cylindrical partsMarking head mounting post, including programmable Z-axisPanel-mount and IP/NEMA rated controllersEasy and free software upgradesMarking Window1.5 in38mm2.5 in63 mmMarking SpecificationsMax Character Depth0.003 in0.76 mmMax Character Height 1.5 in38.1 mmCharactersper Second 5Resolution200 dpiPage 39A Large Marking WindowTMP3200Simple yet robust belt-driven dual railX/Y platform yields high-quality characters Rugged design means long-lasting, low- maintenance operationMarks a wide range of materials from soft plastics to hardened steel (rc60)Floating pin technology easily accommodates surface irregularitiesup to 0.25 in (6 mm)Additional FeaturesTMP3200EAS: Available as electric modelDot Density: Up to 200 dots-per-inch (79 dots per centimeter)Choice of interchangeable marking pins: .001 in - .018 in (0.03 mm - 0.34 mm) Marking speeds up to four characters per secondAutomatically generates serial numbers, time, date, and shift codesControllersFixed Button (TMC470) Touch Screen (TMC520) PC with Merlin® III SoftwareProprietary Merlin® III (optional)Options and AccessoriesRotary fixtures for marking circumferences of cylindrical partsMarking head mounting post, including programmable Z-axisPanel-mount and IP/NEMA-rated controllersEasy and free software upgradesMarking Window4.0 in101.6 mm6.0 in152.4 mmMarking SpecificationsMax Character Depth0.013 in0.33 mmMax Character Height 4.0 in101.6 mmCharacters per Second4 Resolution200 dpiPage 41Lightweight and Compact Handheld TMP4210Great for smaller environments where movement and space are restricted Lightweight construction makes the marker easy to hold for long periods of timeDurable components withstand tough manufacturing environmentsSatisfies a wide range of applications either as aportable handheld marker or integratedAdditional FeaturesDot Density: Up to 200 dots-per-inch (79 dots per centimeter)Choice of interchangeable marking pins: .001 in - .018 in (0.03 mm - 0.34 mm) Marking speeds up to four characters per secondAutomatically generates serial numbers, time, date, and shift codesEasily interfaced to PLCs and host computersControllersFixed Button (TMC470) Touch Screen (TMC520) PC with Merlin® III SoftwareProprietary Merlin® III (optional)Options and AccessoriesQuick-Disconnect tool postMulti-StrikePanel-mount and IP/NEMA-rated controllersEasy and free software upgradesMarking Window0.5 in13 mmMarking SpecificationsMax Character Depth0.013 in0.3 mmMax Character Height0.5 in12.7 mmCharacters per Second 4Resolution200 dpi2.0 in51mmPage 43Page 45Robotic Design for Precise Marks TMP6100 (TMP6100EAS)Great for cylindrical marking where a rotarydevice can add efficiency and practicality Durable components withstand toughmanufacturing environments Satisfies a wide range of marking applications while integrating into factory automation networksAutoSense motorized Z-Axis mounting post ensures consistent pin stroke and critical standoffdistance is consistently repeated Additional FeaturesTMP6100EAS: Available as electric model Choice of interchangeable marking pins: .001 in - .018 in (0.03 mm - 0.34 mm)Marking speeds up to two characters per secondAutomatically generates serial numbers, time, date, and shift codes Easily interfaced to PLCs and host computersControllers Fixed Button (TMC470)Software Proprietary Merlin ® III (optional)Options and Accessories Rotary fixtures for marking cylindrical parts Marking head mounting post, including programmable Z-axis Panel-mount and IP/NEMA-rated controllers Easy and free software upgrades Marking Window 6.0 in 152 mm Marking Specifications Max Character Depth VariesMax Character Height 6 in152.4 mmCharacters per Second 2Resolution 200 dpi12.0 in30 mmPINSTAMP®ControllersTMC470 Fixed Button ControllerFully contained controller—no PC requiredEasy-to-use menu design for pattern design Ethernet port for TCP/IP communications EthernetIP and PROFINET capableDurable membrane keyboardStore up to 400 marking patterns locallyPanel-mount kits availableSoftware can be customized for unique applications TMC520 Touch Screen ControllerCreate a design and produce a mark in under a minute See exactly how the design will look before printing Easy-to-use tools for arc text, graphics, and data matrix Contaminant-resistant design and flexible installation Software can be customized for unique applications Impact-resistant touch screen interfacePanel-mount and stand kits availableSimple menu design for pattern designEthernet IP and Profinet capableARC TEXT EASY SWIPE MENUS PINCH ZOOM PARSE FLAGSTMC520 FEATURESPage 47low-noise for continuousdriven motor SS3700 Marking Window2 in x 6 in(50.8 mm x 152.4 mm)Marking Speed.276 in (7 mm) characterSC5000A powerful scribe marker, the heavy duty SC5000 has a large marking window and can create extra deep and wide marks SC5000 Marking Window 2.5 in x 7.5 in (63 mm x 190 mm)Marking Speed .125 in (3 mm) character up to 2 characters/second ® FEATURESmarkingcrispA scribe marker specifically designed to mark VINs, the heavy duty SC6000VIN exceeds deep marking regulations and requirements SC6000VIN Marking Window 1.18 in x 6.5 in (30 mm x 165.1 mm)Marking Speed .18 in (4.5 mm) character up to 2.0 characters/secondSC6000VINTMP32004.0 in x 6.0 in 101.6 mm x 152.4 mm Benchmark 320 4.0 in x 6.0 in 101.6 mm x 152.4 mmPage 49TMP21000.79 in x 1.96 in 20 mm x 50 mm TMP17001.50 in x 2.50 in 38.1 mm x 63.5 mm TMP42100.5 in x 2.0 in13 mm x 551 mmTMM42000.5 in x 2.0 in 12 mm x 50 mmTMM42500.5 in x 2.0 in 12 mm x 60 mm TMM4500E 1.0 in x 4.0 in 25.4 mm x 101.6 mmNOMAD 20001.0 in x 4.0 in 25.4 mm x 101.6 mmNOMAD 40001.0 in x 4.0 in 25.4 mm x 101.6 mmBenchmark 4601.0 in x 4.0 in 25.4 mm x 101.6 mmTMP47501.57 in x 5.5 in 40 mm x 140 mmRETURN AIR DRIVE AIRThe Telesis Advantage*。
OSP简介

OSP板組裝注意事項
• 1. 不可做烘烤,烘烤會導致OSP膜面變的堅硬,不容易被 Flux溶解,焊錫過程中膜面將阻礙焊料與銅的結合. 如果一定要烘烤,需要避開高溫和控制時間. 以下為Enthone測試報告摘取: - 150º 5 minutes = no solderabilty loss C, - 120º 2 Hours = Some Solderability Loss C,
•烷基苯駢咪唑 是OSP葯 液中的主要成份,決定著印 製板可焊性和耐熱性的根 本所在.因而其研制過 程 是保密的,各家OSP生產商 的烷基苯駢咪唑都是獨自 合成製造的,這就造成了 OSP性能上的差異.如耐熱 性(過IR看膜面顏色變化), 分解溫度等,這些性能對於 表面貼裝焊接性能(特別是 否經得起3次或3次以上的 焊接)是至關重要的.
OSP 銅面成膜機構 Tamura WPF-21
•烷基苯駢咪唑類有機化 合物中的咪唑環能與銅 原子形成配位鍵,從而形 成絡合物,而長鏈烷基之 間又通過范德華力而互 相吸引,這樣便在銅表面 形成一定的保護膜,其中 又有苯環的存在,所以這 層保護膜便具有很好的 耐熱和很高的熱分解溫 度.
N與底層金 屬Cu鍵接 烷基之間又通過 范德華力而互相 吸引
真空包裝後於恆溫恆濕環境下 拆封後 拆封後存放於S.M.T.現場 單面上件後
4天
6~12 個月 (保存環境為: 無酸性氣體,相對 濕度40~60%,溫度20± 5℃) 7天 (保存環境同上) 72 HR 48 HR 使用完畢 (第2 面及DIP)
OSP製程注意事項
1. 烘乾條件: 65℃~80℃以上.,保證烘乾徹底. 2. 藥液分析為常態每日作業事項, 符合操作條件可促使 品質之穩定控制. 3. 水質要保證清潔,確認溢流量正常,每班按時更槽. 4. 吸乾滾輪保持濕潤狀態; 避免水份殘留造成外觀水痕 或氧化現象. 5. 隨時檢查各槽操作條件是否標準. 6. 膜厚的測量每班一次. 7. 重工次数嚴格限定,重工板品質確認OK方可續流. 8. 酸和醇系溶劑會將OSP皮膜去除,是通過破壞銅與 氮(N)之間的反應和破壞R與R之間的分子間力, 因此做完OSP的板子不可接觸酸性溶液或醇系溶劑 以及放置在酸性環境中.
表面处理OSP工艺原理教材-图文
目前最常见的也就是: 唑类(Azole)
概述
咪唑
概述
苯并三唑
OSP工艺流程
一、流程
除油
水洗
微蚀
水洗
吹干
水洗
OSP
预浸
烘干
注: GLICOAT 无预浸.
PH值: 2.9-3.1 酸值: 250-290
+
Cu+
OSP工艺流程
OSP膜高分子结构
OSP组成
OSP药液的大体结成如下: 烷基苯并咪唑 有机酸(甲酸、乙酸) 氯化铜
➢烷基苯并咪唑类有机化合物中的咪唑环与一价铜原子3d10形成配 ➢ 位键从而形成络合物,而支链烷基间是通过范德华力而相互吸 ➢ 引,所以形成了OSP保护膜,因其中有苯环的存在,所以,这层 ➢ 保护膜具有很好的耐热性和高的热分解能力; ➢有机酸的加入可以增加烷基苯并咪唑在水溶液中的溶解度,促进 ➢ 络合物膜的形成。但是过量的有机酸反而会使沉积在铜表面上的 ➢ OSP膜溶解,因而控制有机酸的加入时(即控制PH值是至关重要 ➢ 的),一般PH值控制在: 2.9-3.1 ➢ 有机酸值控制在: 250-290 。
4)检查并补充到标准液位稀 释铜离子或当槽
常见问题及解决方法
异常现象
OSP膜面有水 渍
产生原因
1)有叠板或卡板
解决措施
1)检查排除传动系统故障
2)烘干段温度不够或风 2)维护烘干段加热器和风面粗糙,呈 水纹或条状)
产生原因
1)预浸槽内的药液溅到前 后的滚轮上形成红色的“ 污垢”
间距的PCB; 膜脆易焊,能承受多次以上热冲击,并与任意焊料
ENTEK PLUS HT
12
The information contained herein is based on data considered accurate and is offered at no charge. No warranty is expressed or implied regarding the accuracy of this data. Liability is expressly disclaimed for any loss or injury arising out of this information or use of any materials designated.
Benefits
Most reliable solder joints and consistent solder paste volume results in consistent solder joint strength Meets technology requirements at an affordable price Mixed metal processing allows hybrid surface finishes for enhanced functions, e.g. long term contact resistance or RF shielding Cleaner circuit board enables the best long term reliability
BACK TO MAIN MENU
ENTEK PLUS CU-106A ENTEK PLUS CU-106A(X)
ENTEK PLUS CU-106A(X) HT
Although OSPs have been in use for more than 40 years, ENTEK PLUS’s superior performance and Enthone’s market leading application knowledge have enabled increased market use over the last decade. ENTEK PLUS CU-106A(X) HT is the natural progression to meet your current and future challenges.
表面处理OSP工艺原理教材

目前最常见的也就是:唑类(Azole)
概述
咪唑
概述
苯并三唑
OSP工艺流程
一、流程
除油
水洗
微蚀
水洗
吹干
水洗
OSP
预浸
烘干
注:GLICOAT 无预浸.
PH值:2.9-3.1 酸值:250-290
产生原因
1)主槽后滚轮药液反沾
2)主槽后水洗水PH偏低
解决措施
1)清洗主槽 后的滚轮(包 括海绵滚轮
2)更换主槽后的水洗水(必 要时关闭第一道水洗)
常见问题及解决方法异常Fra bibliotek象产生原因
解决措施
“亮点”(膜面 上的点状光泽 不一样
1)主槽内的传动系统系统 不正常对板面形成摩擦
2)主槽前后的滚轮需要清 洁
成膜厚度的控制
➢OSP主槽 工作溶液Ra(90-100%) RB1(70-95%); PH值的稳定对成膜速率的影响较大,为了保持PH的稳定,主槽中添加
了一定量的缓冲剂; 一般PH值控制在:2.9-3.1,可以得到致密、均匀而厚度适中的OSP膜;
若PH值偏高(>5),烷基苯并咪唑的溶解度降低,有油状物析出; 若PH值偏低(<2),会使形成的膜部分溶解; 控制OSP槽的温度稳定也是必要的,温度的变化对成膜速率的影响也比 较大,温度越高,成膜速率越快; 成膜时间的控制:成膜时间越长,成膜越厚; (ENTEK为50-70s, GLICOAT为70-90s) OSP主槽后的水洗必须为DI水,且必须保证PH值大于5,避免OSP膜的溶 解。
一般膜厚控制在:0.2-0.6 um 要得到均匀的膜厚,生产中必须控制好以下几个方面:
泰思曼高压电源产品手册说明书

大连总部:大连泰思曼科技有限公司联系电话:(0086)411-84754522 公司邮箱:********************公司地址:大连市高新园区任贤街16号西安分公司:泰思曼高压电源(西安)有限公司联系电话:(0086)29-88825577公司邮箱:***********************公司地址:西安市高新区纬二十六路中交科技城西区B1号楼高压电源选型手册1kV~6kV/60kW/10A,3μs~50μs,rise≤200ns,AC/Pulse 1kV~6kV/300kW/50A,1μs~5μs,1Hz,rise≤250ns,AC/Pulse1kV~40kV/1kW/25mA,8μs~50μs,1~1kHz,rise>15μs,AC/Pulse 1kV~20kV/10W~10kW/100A,1μs~DC,1Hz~10kHz,AC/Pulse ±3kV/6kV/30W/300A,1μs~5μs,1Hz,rise≤300ns,AC/Pulse ±3kV/500W/50A,1μs~5μs,80~90Hz,rise≤100ns,AC/PulseTP3011系列TP3012系列TP3080系列TP3090系列TP3096系列TP3210系列03脉冲高压电源TAP4055系列TM6010系列TDL6021系列TM6030系列TM6035系列05模块高压电源1kV~50kV/120W,AC/DC 1kV~100kV/1kW,AC/DC1kV~40kV/4.6kW,AC/DC1kV~70kV/600W,AC/DC 1.7kV/8.33W,AC/DC TNP5050系列TNP5060系列06深海变换器10kVDC转375VDC/10kW,DC/DC 恒流转恒压,48V/10kW,DC/DC定制服务典型客户08定制服务&典型客户TAC4010系列TAC4142系列04交流高压电源5kV~40kV/1kW,AC/AC 5kV~40kV/150W,AC/ACTPS7000系列TPS7001系列TPS7010系列07源表高压电源1~10kV/50W,AC/DC 1~10kV/50W,AC/DC 5kV/75W,高压放大器TRC2020系列TRC2025系列TLP2041系列TLP2081系列TD2110系列TD2200系列TD2202系列TD2204系列TD2208系列TE4020系列TC4080系列TC4160系列TCM6000i系列TCM6002系列TCM6004i系列TCM6008系列02直流高压电源1kV~100kV/300W,机架式,AC/DC 1kV~100kV/500W~1kW,机架式,AC/DC5kV~225kV/5kW~10kW,机架式,AC/DC1kV~30kV/15kW,机架式,AC/DC 1kV~60kV/5J,2Hz,机架式1kV~60kV/600W,机架式,AC/DC 1kV~150kV/2kW,机架式,AC/DC 1kV~50kV/4kW,机架式,AC/DC 50kV/8kW,机架式,AC/DC 50kV/120W,AC/DC 1kV~50kV/300W,正负极性可切换,AC/DC1kV~60kV/150W,AC/DC 1kV~30kV/30W,AC/DC 1kV~50kV/150W,AC/DC 1kV~30kV/12W,AC/DC 1kV~50kV/250W,AC/DC TXR1010系列TXR1012系列TXF1068系列TXR1110系列TXF1210系列TXLF1260系列535543454749515257596162646566737467697113151719212325272931333537394142010*********01X射线高压电源25kV~65kV/50W,DC/DC 5kV~50kV/50W,DC/DC 450kV/6kW,AC/DC 80kV/100W,DC/DC 30kV/6W,DC/DC -60kV/1200W,AC/DC泰思曼是一家面向军工、科研、以及科技前沿的高新技术企业,是中国高压电源市场的主要供应商之一。
OSP PCB 测试验报告
PCB evaluation
试验Profile设置:
试验板PROFILE(SMT段)
峰值温度: 1------264℃ 2------264.5℃ 150-200 ℃时间: 1------111.5s 2------110.5s 220℃以上时间: 1------73.5s 2------74.5s 说明: 首先用实际生产过程中的PCBA按无铅标准设定炉温, 再用试验PCB在此炉温下测量其炉温曲线.
A面积---回流前的面积 B面积---回流后的面积
1 2 A区 3 1 2 D区 3
清洗 200 0 1 -200 -400 -600 -800 2 A区 3 1 2 D区 3
水洗 30min
水洗 2h
异丙醇清洗 30min 异丙醇清洗 2h
说明: 水和异丙醇清洗后的PCB,两者的裸露时间对回流焊接的润湿扩展性没有
试验板PROFILE(波峰焊 段)
峰值温度: 上表面 1------148.5℃ 2------153℃ 下表面 1------228.5℃ 2------243℃ 锡炉温度: 270℃
PCB evaluation
试验数据采集点:
如下图位置所示:
注: A区 ---- 1mm网板开孔 D区 ---- 第6个圆开孔 其他采集点统称为 “其他图形”
UTStarcom OSP PCB Process Control
MFG-BB
PCB evaluation
目的
了解OSP板特性,并通过试验制定OSP板的控制规程
术语及定义
OSP: Organic Solderability Preservatives 或者 Organic Surface Protectant,中文意思为有机保护剂
ChengyiElectronics诚亿电子(嘉兴)有限公司

商
财
资
理
务
务
材
部
部
部
部
诚亿电子(嘉兴)有限公司 6
人力资源 Human Resources
管理人员
60
销售人员
20
工程&技术人员
40
品管人员
95
操作员工
410
合计
625
10% 3% 6% 15% 66% 100%
本科学历 大专学历 中专学历 高中学历 合计
34
5%
67
11%
217
35%
307
49%
10 4/4mil (0.10/0.10mm) 4/4mil(HOZ) ; 6/6mil (1OZ) ; 8/8mil (2OZ) ± 2mil (± 0.05mm ) 12u,18u, 35u, 70 u, 105u, 140u, 175u, 210u (1/3oz-6oz) 0.15mm (6mil)
诚亿电子(嘉兴)有限公司 10
制程能力 Process Capability(2/3)
序号
项目
12 最小钻孔孔径
13 最大钻孔孔径
14 成品孔径公差(PTH)
15 成品孔径公差(NPTH)
16 孔位精度
17 镀通孔孔铜厚度
18 板厚孔径比(最大)
19 板弯板翘
20 SMT PAD最小尺寸
21 最小防焊开窗
南京 上海 杭州
5
嘉兴
Jiaxing
备注: 至上海:1.5小时车程 至苏州:1.5小时车程 至杭州:1小时车程 至南京:3.5小时车程
诚亿电子(嘉兴)有限公司 5
组织架构 Organization structure
Alpha锡膏OM340EN规格书英文版

Alpha锡膏OM340EN规格书英文版FINE __, ZERO __1, LOW HEAD IN PILLOW DEFECT, HIGHLY PIN __E__TION__-340 - NO-CLEAN, LEAD-FREE SOLDER PASTEALPHA OM-340 is a lead-free, no-clean solder paste designed for a broad range of applications. ALPHA OM-340 provides best in class low defect rate for Head in Pillow defects combined with excellent first pass yield on ICT/pin testing. ALPHA OM-340 also yields excellent print capability performance across various board designs and, particularly, with ultra fine feature repeatability and high “through-put” applications.Outstanding reflow process window delivers superior soldering on CuOSP with excellent coalescence on a broad range of deposit sizes, excellent random solder ball resistance and mid-chip solder ball performance. ALPHA OM-340 is formulated to deliver excellent visual joint cosmetics and best in class in circuit pin test yields. Additionally, ALPHA OM-340’s capability of IPC Class III for voiding and ROL0 IPC classifications ensures maximum long-term product reliability.1Zero halogen is defined as no halogen is intentionally added to the formulation__S __SMaximizes reflow yield for lead-free processing, allowing full alloy coalescence at circular dimensions as small as 200μm (8 mil) with 100μm (4 mil) thick stencilsExcellent print consistency with high process capability index across all board designs.Print sp eeds of up to 150mm/sec (6”/sec), enabling a fast print cycle time and a high throughput. Wide reflow profile window with good solderability on various board / component finishes. Excellent solder and flux cosmetics after reflow soldering Best in class low defect rate for Head in Pillow Best in class in circuit pin test yieldReduction in random solderballing levels, minimizing rework and increasing first time yield Meets highest IPC 7095 voiding performance classification of Class III Excellent reliability properties, halide-free material Compatible with either nitrogen or air reflowZero halogen (No halogen intentionally added to theformulation)__ __TIONSAC305 (96.5%Sn/3.0%Ag/0.5%Cu) SAC405 (95.5%Sn/4.0%Ag/0.5%Cu)SACX Plus 0307 (99%Sn/0.3%Ag/0.7%Cu) SACX Plus 0807 (98.5%Sn/0.8%Ag/0.7%Cu)InnoLot (90.95%Sn/3.8%Ag/0.7%Cu/1.4%Sb/0.15%Ni/3%Bi)For other alloys, please contact your local Cookson Electronics Sales Office. Type 3 (25 - 45μm per IPC J-STD-005) Type 4 (20 - 38μm per IPC J-STD-005)Type 4.5 (Proprietary Powder Size Distribution) C available upon request Type 5 (15 - 25μm per IPC J-STD-005) C available upon request Approximately 5% by (w/w) Complies with RoHS Directive 2022年/95/EC.__TIONFormulated for both standard and fine pitch stencil printing, at print speeds of between 25mm/sec (1”/sec) and 150mm/sec (6”/sec), with stencil thickness of 100μm (4 mil) to 150μm (6 mil), particularly when used with ALPHA Stencils. Blade pressures should be 0.18-0.27 kg/cm of blade (1.0 -1.5 Ibs/inch), depending upon the print speed. The higher the print speedemployed, the higher the blade pressure that is required. The reflow process window will give high soldering yield with good cosmetics and minimized rework.__ STATUSALPHA OM-340 is a Zero Halogen product and passes the standards listed in the Table below:Halogen StandardsStandardJEITA ET-7304Definition of Halogen Free Soldering Materials IEC __-2-21 JEDECA Guideline for Definin g “Low Halogen" ElectronicsRequirement1000 ppm Br, Cl, F in solder material solids Post Soldering Residues contain900 ppm each or total of 1500 ppm Br or Cl from flame retardant sourcePost soldering residues contain1000 ppm Br or Cl from flame retardant sourceTest Method StatusPassTM EN __PassPassZero Halogen: No halogenated compounds have been intentionally added to this productSAFETYWhile the ALPHA OM-340 flux system is not considered toxic, its use in typical reflow will generate a small amount of reaction and decomposition vapors. These vapors should be adequately exhausted from the work area. Consult the most recent MSDS (available at ) for additional safety information.____RES/__ALPHA OM-340 Technical Data__Y__L __IESActivity Level Halide Content Halogen Content Copper MirrorCopper Corrosion Test____CAL __IES SIR(IPC 7 days @ 85° C/85% RH) SIR(Bellcore 96 hours @ 35°C/85%RH) Electro migrationROL0 IPC J-STD-004 Halide free (by titration). Passes Ag IPC J-STD-004 Chromate TestPass, Zero Halogen - No halogen EN__, by oxygen bomb combustion, intentionally added Non-detectable (ND) at 50 ppm Pass IPC J-STD-004PassPass, 8.6 x 109 ohms Pass, 2.1 x 1011 ohms Pass, Initial = 3.9 x 10 ohmsClear, Colorless Flux Residue(Bellcore 96 hours @ 65°C/85%RH 10V 500 hours)__L __IES (Using 88.0% Metal, IPC Type 3 Powder, unless otherwise noted) ColorTack Force vs. Humidity(t=8 hours)Final = 1.9 x 109 ohmsIPC J-STD-0048(Pass ≥ 1 x 10ohm) Bellcore GR78-CORE11(Pass ≥ 1 x 10 ohm) Bellcore GR78-CORE (Pass=final initial/10)Pass, Change of 1 g/mm2 over 24 hoursat 25% and 75 % Relative HumidityIPC J-STD-005 TM-650 2.4.44 JIS Z3284 Annex 9Pass, Change of 10% when stored at25±2C and 50±10% relative humidity. Type 3 powder, 88.0% metal load designated M16 for printingViscosity (Typical) 1600 poise at 10 RPM MalcomType 4 powder, 88.3% metal load designated M18 for printingViscosity (Typical) 1800 poise at 10 RPM MalcomType 4 powder, 84% metal load, designated M06 for dispensingType 4 powder, 85% metal load, designated M08 for dispensingType 5 powder, 88.3% metal load designated M19 for printingType 5 powder, 78% metal load, designated M04 for dispensingType 6 powder, 78% metal load, designated M04 for dispensingoViscosity Malcom Spiral Viscometer; J-STD-005Solderball Stencil Life SpreadAcceptable (SAC 305 and SAC405 alloys) Pass, Class I - 1 hour and 72 hour8 hoursIPC J-STD-005DIN Standard 32 513, 4.4@ 50%RH, 25C (74°F) JIS-Z-3197: 1999 8.3.1.1 IPC J-STD-005 (10 min 150C) TM-650 2.4.35JIS-Z-3284-1994 Annex 7oPass PassSlumpNo bridging 0.2 mm gap above No bridging 0.3 mm gap aboveJIS-Z-3284-1994 Annex 8ALPHA OM-340 Processing Guidelines__ and __GRefrigerate to guarantee stability @ 0-10°C (32-50°F)__GRecommend CooksonElectronics ALPHA CUT ,ALPHA NICKEL-CUT , ALPHA__ND , or __RM stencils @ 0.100mm - 0.150 mm (4-6 mil) thick for 0.4 - 0.5 mm (0.016” or 0.020”) pitch. Stencil design is subject to many process variables. Contact your local Cookson Electronics stencil site for advice.Metal (recommended)PASTE ROLL: 1.5-2.0 cmdiameter and make additions when roll reaches 1-cm (0.4”) diameter (min). Max roll size will depend upon blade__E: 0.45 to 0.7 kg/inch 25 to 150mm per second (1 to 6 inches per second). : 3-10mm/sec.PRINT PUMP HEAD: Passes DEK ProFlow compatibility test REFLOW (See Figure 1)Clean-dry air or nitrogen atmosphere.Acceptable reflow / coalescence for feature size down to 8 mil (200 μm). IPC Class IIIvoiding obtained for both straight ramp and soak profiles.__GALPHA OM-340 residue isdesigned to remain on the board after reflow.If reflowed residue cleaning is required, the following aqueous cleaners are recommended: In-line or Batch Cleaners - ALPHA BC-2200 - Zestron Vigon A201 - Zestron Vigon A250 - Zestron Vigon USManual or solvent cleaning: - ALPHA SM-110 and SM-110E - BioactTM SC-10 and SC-10EMisprints and stencil cleaning may be done with the following cleaners:ALPHA SM-110E ALPHA SM-440Zestron Vigon SC200TMBioact SC-10EShelf life of refrigerated paste is 6 months.Paste can be stored for 2 weeks at roomotemperatures up to 25C (77°F) prior to use.When refrigerated, warm-up of paste container to room temperature for up to 4 hours. Paste must beoo≥19C (66F) before processing. Verify pastetemperature with a thermometer to ensure paste isooat 19C (66F) or greater before setup. Printing canoobe performed at temperatures up to 32C (89F).Paste can be manually stirred before use. A rotating, centrifugal force mixing operation is not required. If a rotating/centrifugal force mixing is used, 30 - 60 seconds at 300 RPM is adequate.Do not remove worked paste from stencil and mix with unused paste in jar. This will alter rheology of unused paste.These are starting recommendations and allprocess settings should be reviewed independently.Note 1: Refer to component and board supplier data for thermal properties at elevated temperatures. Lower peak temperatures require longer TAL for improved joint cosmetics. Keeping the peaktemperature below 240°C will lower the amount of voiding.Figure 1: ALPHA OM-340 SAC305 Typical Reflow ProfileParameter Atmosphere SAC305, SAC405, SACX Plus 0807 SACX Plus 0307 Setting Zone* o 40°C to 225 C 170°C to 225°C 120°C to 225°C TAL (217 - 225°C) Peak temperatureALPHA OM-340 - General Reflow Profile Guidelines Guideline Additional Information Air or N2 217 - 225°C Melting Range 217 - 227°C Melting Range Optimal Dwell Period Extended window 2:30 to 4:30 min. 5:00 min. 0:30 to 2:00 min 2:30 min. 1:25 to 3:00 min. 3:30 min. 45 - 90 sec. Not Recommended Compatible with most common surface finishes. (Entek HT, Entek OM, Alpha Star, ENIG, SACX 235 - 245°C HASL) 1 - 6°C/second Recommended to prevent surface cracking issues.Joint cool down rate from 170°C* Above recommendations are for SAC305. For alternative alloys, please follow the liquidus temperature of the respective alloy.109 Corporate Blvd., South Plainfield, NJ 07080, 1-800-367-5460,。
威特门机资料

Opening and Closing Times (Standard, Double Skin and Fire Tested “E” and “EW” Class Panels) Opening and Closing Times (Standard, Double Skin and Fire Tested “E” and “EW” Class Panels) Opening and Closing Times (Glass, Glass-framed and Fire Tested “EI” Class Panels) Opening and Closing Times (Glass, Glass-framed and Fire Tested “EI” Class Panels) Hydra Landing Doors and Hydra Plus Car Doors Arrangement Augusta Landing Doors and Hydra Plus Car Doors Arrangement Car Door and Landing Door Arrangement with Standard Coupler Car Door and Landing Door Arrangement with Coupler with Car Door Lock Emergency Opening Device for Coupler with Car Door Lock Max Overall for IP54 Protection Grade Versions - Side Opening Doors Max Overall for IP54 Protection Grade Versions - Central Opening Doors Bracket positioning for HYDRA PLUS frontwall fixing Bracket for frontwall fixing
PCB表面处理讲义1(CMK)
CMKgbm PE 2006.06.26
一.簡介
現在在CMKgbm所能提供的作為出貨前表面
保護(護焊)功能的表面處理方式有以下几種:
● 噴錫(含單純噴錫;噴錫+金手指;碳墨+噴錫)
● 化學鎳金(含單純化金;化金+鍍金)
● 化學銀(含單純化銀;化銀+金手指) ● Cu-56 ● Cu-106A HT (含Cu-106A HT和金手指+Cu-106A HT) ● F2LX(含F2LX;金手指+F2LX;碳墨+F2LX) ● F2LX + PreFlux
(2)制程特徵 a. ENTEK Cu-56是一水溶性保護劑.其作 用可防止化學鍍銅、電鍍銅或其他銅 及銅合金表面氧化. b. ENTEK Cu-56所產生之保護膜是無色 透明的,且膜厚相當薄,在0.2um以下. c.其所形成之保護層是很容易被酸或 酸性除油劑所退掉,所以在搬運和保 存時要特別注意. d. ENTEK Cu-56可让线路十分平整,适 用于高密度线路,密脚距的SMT(表面 贴装),BGA(球脚阵列封装)及晶片 安装.可以滿足3次以上的無鉛高溫回焊.
d. 噴錫:板子以較快的速度通過錫槽之 噴淋區,錫鉛在高溫狀態下迅速與銅 面接合形成一薄層界面合金(IMC,主 要是Cu6Sn5),使錫鉛焊料和銅面接 合在一起.然後沾滿錫鉛的板通過吹 出高溫壓縮空氣的風刀,將板面和導 通孔內多於的焊料去除. e.后清潔:將殘留的助焊劑(Flux)和由錫 爐帶出的殘油,錫粉等物質洗除,保證 板面清潔度,避免板面離子殘留造成 功能上的影響.
(3)化銀品質重點: a.鍍層厚度. b.離子污染度測試. c.上錫性測試. d.外觀(主要不良有露銅,黃氧化,黑氧化,白 霧等).
VIA DEP 4550水平化学沉铜配方 M德美乐思合并后

长寿命化学沉铜VIA DEP 4550化学沉铜配方
配方为原始数据,M德美乐思合并后的配方,只需要按照进料检验单买原料,产品与进口的一样。
进料检验单和配方代码文件可以联系电镀导师。
配方目录如后:
开缸参数
. 周生电镀导师之【(@q)】:(3)(8)(0)(6)(8)(5)(5)(0)(9)
.电镀导师[(微)(Xin)]:(1)(3)(6)(5)(7)(2)(0)(1)(4)(7)(0)
需要注意的是:我们的配方是量产的成熟商业配方,网上是找不到的,电镀手册也没有。
网上卖配方的书籍几百元一本含有几百个配方,那种资料只能当做书籍读读,没有商业价值。
l 配方平台不断发展完善
我们的配方平台包含的成熟量产商业配方种类多,已有AN美特、罗哈、M麦德美乐思、国内知名公司等-量产成熟的药水配方。
我们的配方平台帮助了很多中小企业提高产品技术水平,也有不少个人因此创业成功,帮助国内企业抢占国外知名企业市场,提升国产占有率是我们长期追求的。
产品目录。
OSP工序缺陷判断及分析
跟进化验测试,生产线巡查
/
8、ENTEK Plus HT后水洗PH低;
/
ME设定PH,使用PH试纸测试,及时清洁压辘
/
回流参数
9、参数要求过高
/
QE、ME跟进评估
/
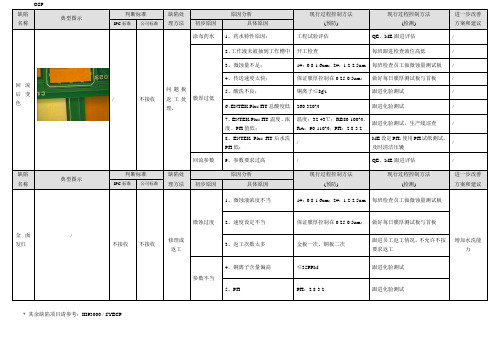
缺陷名称
典型图示
判断标准
缺陷处理方法
原因分析
现行过程控制方法
OSP
缺陷名称
典型图示
判断标准
缺陷处理方法
原因分析
现行过程控制方法
(预防)
现行过程控制方法
(检测)
进一步改善方案和建议
IPC标准
公司标准
初步原因
具体原因
回流后变色
/
不接收
问题板返工处理。
涂布药水
1、药水特性原因;
工程试验评估
QE、ME跟进评估
/
膜厚过低
2、工作液未被抽到工作槽中
开工检查
每班跟进检查液位高低
(预防)
现行过程控制方法
(检测)
进一步改善方案和建议
IPC标准
公司标准
初步原因
具体原因
金面发红
/
不接收
不接收
修理或返工
微蚀过度
1、微蚀液浓度不当.
1#:0.8-1.6um;2#:1.2-2.5um
每班检查员工做微蚀量测试板
增加水洗能力
2、速度设定不当.
保证膜厚控制在0.25-0.5um;
做好每日膜厚测试板与首板
3、返工次数太多.
金板一次,铜板二次
跟进员工返工情况,不允许不按要求返工
参数不当
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分析 ENTEK PLUS HT 溶液的酸度(参看酸度分析部分)。一旦形成所需膜厚 的酸度确立,此酸度可作为后续分析的最佳酸度。溶液的酸度随着 ENTEK PLUS HT RA 和 RB 溶液的添加而升高。因此,在分析酸度前必须先分析 ENTEK PLUS HT RA(强度)和 ENTEK PLUS HT RB(浓度)。若添加 ENTEK PLUS HT RA 和 RB 后酸度低于所需水平,按说明书“酸度分析”部分 所述以 2:1(v/v)的比例添加乙酸和甲酸的混合物以升高酸度。酸度的降低 会增加 ENTEK PLUS HT 的最终膜厚。相反,酸度的升高会减少 ENTEK PLUS HT 的最终膜厚。
ENTEK PLUS HT 保护膜的外观
保护膜的外观应有适当的光泽及均匀的透明度。哑光、暗红的膜外观和/或红蓝 条纹说明需要补充 ENTEK PLUS HT RC 溶液。添加 ENTEK PLUS HT RC 前 必须确保 ENTEK PLUS HT RA(强度)和 ENTEK PLUS HT RB(浓度)在正 常的操作水平。每次需要添加 0.5 mL/L ENTEK PLUS HT RC 工作溶液,直到 获得所需的膜外观。ENTEK PLUS HT RC 总的添加量不要超过 1.0 mL/L 得到 所需的膜外观。可通过膜厚试样作评估。在一段时间内记录 ENTEK PLUS HT RC 溶液的日常所需量,直到根据生产量和操作设备的具体要求制定出加料进 度表。若主槽的溶液表面出现油渍残余,需要中止添加 ENTEK PLUS HT RC 溶液。油渍残余积聚过多会给金着色,特别是在浸渍槽操作中。
ENTEK PLUS HT 操作条件
ENTEK PLUS HT 溶液 ENTEK PLUS HT RA(强度) ENTEK PLUS HT RB(浓度) ENTEK PLUS HT RC 酸度 pH 值@ 22 °C 停留时间 温度 膜厚
最佳 100% 95% 无需分析 290 2.95 60 sec 35 °C 0.35 µm
Page 2 of 14
ENTEK PLUS HT 水平溢流组合的要求
主槽 (备用槽)循环 溢流(主要)循环 溢流槽
需要 需要 需要
设备操作时连续循环 只在生产期间 只在生产期间
工艺所需物料
1. ENTEK PLUS HT RA 和 ENTEK PLUS HT RB 溶液用于 ENTEK PLUS HT 工作液的开缸及补充。
进行 30 x 50 mm 的膜厚试样。若得到所需膜厚和外观,记录 所有的工艺参数并为后续操作建立标定最佳值。若未得到所需 膜厚和外观,请参看“膜厚的控制”部分。
膜厚的控制
通过维护 ENTEK PLUS HT RA(强度)、ENTEK PLUS HT RB(浓度)以及 ENTEK PLUS HT 的酸度来控制 ENTEK PLUS HT 膜厚和外观。ENTEK PLUS HT 膜 厚 亦 受 ENTEK PRECOAT PC-1030 溶 液 pH 值 的 影 响 。 ENTEK PRECOAT PC-1030 溶液 pH 值需要使用自动 pH 控制器来维护。
4. 需要时可用 28%氨水(试剂级)升高 pH 值。ENTEK PLUS HT 溶液正常处 理过程中,pH 值会自然升高(酸度会降低),通常不需要添加氨水。
操作
工艺循环
设备的变更以及生产线的速度都可能影响保护膜的厚度。膜厚可根据“膜厚的 控制”部分进行的厚度试样确定。操作期间应定期检查膜厚。
ENTEK® PLUS HT Technical Data Sheet
ENTEK Precoat PC-1030 的 pH 值
用 pH 自动控制器维护 PC-1030 溶液的 pH 值。调整的 pH 值可通过自动添加 28%氨水(试剂级)来维持。适当调整 pH 值在 8.0 – 10.0 的操作范围内可获得所 需的 ENTEK PLUS HT 膜厚。pH 值升高或降低 0.1 单位,ENTEK PLUS HT 膜厚亦随之增加或降低。准确控制 PC-1030 的 pH 值和 ENTEK PLUS HT 的酸 度可获得稳定的 ENTEK PLUS HT 膜厚。
27 °C,30 sec,
60 – 90 gm/L (15-40 µin 总蚀刻)
冲洗
市水
1 – 2 min
30 sec
预浸
ENTEK RECOAT 22 °C,60 sec,
22 °C,30 sec,
PC-1030
5–0%,pH 8.0 – 10.0 5-10%, pH 8.0–10.0
冲洗
去离子水
Page 4 of 14
往 ENTEK PLUS HT 工艺槽中加入一半总开缸体积的去离子 水,启动主槽(备用槽)循环。
加入 285 mL/L ENTEK PLUS HT RB 溶液,彻底混合均匀。
加入 100 mL/L ENTEK PLUS HT RA 溶液,彻底混合均匀。
加入 4.0 mL/L ENTEK PLUS HT RC 溶液,彻底混合均匀。
使用 ENTEK PLUS RA、RB 和 RC 溶液配制 100 % ENTEK PLUS HT 之开缸 步骤:
注意:
必须严格按照开缸步骤进行操作。 每进一步,需确定药液已经混和。
第一步 第二步 第三步 第四步 第五步 第六步
第七步
ENTEK® PLUS HT Technical Data Sheet
所需工艺设备材料 槽 搅拌器 加热器 排气 挂具 泵
聚丙烯,带加强筋的聚丙烯,PVC PP,特氟隆 特氟隆,石英 建议使用 塑胶涂层,PP,聚乙烯 不能使用不锈钢
分析控制
以下步骤需要专业的实验员操作。进行实验时需要必要的保护设备,正确使用 仪器设备以及处理化学品。
ENTEK® PLUS HT Technical Data Sheet
Page 6 of 14
ENTEK PLUS HT 溶液的温度
当温度稳定在 32 – 43 °C 的范围时,ENTEK PLUS HT 溶液的性能可达最佳, 最佳的操作温度为 35 °C。依设备及所需膜厚不同,实际的操作温度可以略 高、或略低,但波动应控制在± 1 °C 以减少膜厚的波动。为延长工作液的使用 寿命以及保持保护膜稳定的性能,建议使用良好的溶液搅拌,及使用低密度型 加热器。
ENTEK® PLUS HT Technical Data Sheet
Page 5 of 14
ENTEK PLUS HT RB(浓度)
通过经常分析(如本说明书“分析控制”所述)和维护正确的溶液体积来维护 ENTEK PLUS HT RB(浓度)。ENTEK PLUS HT RB(浓度)通过添加 ENTEK PLUS HT RB 溶液来维护。若 ENTEK PLUS HT RB(浓度)超过上 限,加去离子水来降低浓度在范围内。分析前确保 ENTEK PLUS HT 溶液彻底 混合并且在操作温度。分析前,溶液必须调整到适当的体积来确保精确性。
ENTEK PLUS HT OSP 工艺由 ENTEK PLUS HT RA、RB 和 RC、ENTEK Cleaner SC-1010DE 、 ENTEK Microetch ME-1020 以 及 专 利 产 品 ENTEK Precoat PC-1030 组成。此工艺为无铅兼容铜保护膜,不污染金表面。
2. ENTEK PLUS RC 溶液用于维护透明、高光亮度的有机保护膜外观;开缸 时添加。保护膜外观失去光泽和/或出现红蓝色条纹以及难以维持最终保护 膜厚度在规定的最小值以上,则说明工作液中 ENTEK PLUS RC 水平 低。
3. (ACS 试剂级)乙酸晶体(99%)及(ACS 试剂级)甲酸浓缩液(90%)的混 合溶液(分别以 2:1 的体积比)用于增加酸度(降低 pH 值)。设备的蒸发损 失越高,酸度的降低发生得更快。可参看本说明书分析部分以准确控制酸 度。
最终膜厚取决于第一页所述的操作条件的优化。要想得到所需 ENTEK PLUS HT 膜厚和外观,必须按第 4 页和第 5 页所述来平衡和调整方面溶液的参数。
ENTEK PLUS HT RA(强度)
通过经常分析(如本说明书“分析控制”所述)和维护正确的溶液体积来维护 ENTEK PLUS HT RA(强度)。ENTEK PLUS HT RA(强度)通过添加 ENTEK PLUS HT RA 溶液来维护。若 ENTEK PLUS HT RA(强度)超过上 限,加去离子水来降低强度在范围内。分析前确保 ENTEK PLUS HT 溶液彻底 混合并且在操作温度。分析前,溶液必须调整到适当的体积来确保精确性。
1 – 2 min
30 sec
涂有机膜 ENTEK PLUS HT
30 – 90 sec 32 – 43 °C
45 – 90 sec 32 – 43 °C
空气风干
室温
挂干或致 2 min
洁净风刀
冲洗
去离子水
1 – 2 min
30 sec
最终干燥
强热空气干燥
强热空气干燥
开缸步骤
槽的清洗:彻底冲洗工艺设备。(注意:先前用于其他化学品的设备必须要用商用 设备清洁剂或除垢剂滤洗,如在 46 °C 下用 20% v/v MS1130 滤洗 30 – 60 分 钟,然后用 5 – 10% 乙酸浸泡 24 小时。新设备必须先在 38 – 49 °C 下,用 20 – 25 gm/L 氢氧化钠和 20 – 25 gm/L 磷酸三钠的混合液浸泡 4 – 8 小时。用水 冲洗干净后,用 5 – 10%的乙酸浸泡 4 小时。
加去离子水调整溶液至 100%操作体积,并彻底混合均匀。
在开启循环泵的条件下,将溶液加热到操作温度。在溶液达到 操作温度后分析 ENTEK PLUS HT RA(强度)和 ENTEK PLUS HT RB(浓度)。然后,根据分析结果,用 ENTEK PLUS HT RA 和 RB 溶液或去离子水,将 ENTEK PLUS HT RA(强度)调整为 100%,将 ENTEK PLUS HT RB(浓度) 调整为 95%。(参看分析部分)