服装工业推板制板大纲(行业文书)
服装制板与推板技术第二章服装工业推板概述

等分放码法也称总图推板法,是以最大规格和最小规格作为基准样板,按照 设定规格系列连接最大档和最 小档各放码控制点,并进行多级等分,然后将各 分级放码控制点连接形成各号型的系列样板的方法。
第一节 服装推板的基本原理和方法
Here your title
(4)确定坐标轴X 轴为AD 线的 1/3 点处,Y 轴为AB 线 的 1/4 点处,将 A、B、C、D 四点按各部分分配比例进行扩 大:A 点沿 X 轴向左扩大横向档差 1/4=0.25 cm,沿 Y 轴向 下扩大纵向档差 2/3=0.67 cm ;B 点沿 X 轴向右扩大横向档 差 3/4=0.75 cm,沿 Y 轴向下扩大纵向档差 2/3=0.67 cm ; C 点沿X 轴向右扩大横向档 差 3/4=0.75 cm,沿 Y 轴向上扩 大纵向档差 1/3=0.33 cm ;D 点沿X 轴向左扩大横向档差 1/4=0.25 cm,沿 Y 轴向上扩大纵向档差 1/3=0.33 cm。然 后连接 A1、B1、C1、D1 点得到放大样板,如图 2-1(d) 所示。
第一节 服装推板的基本原理和方法
Here your title
服装推板是服装工业化生产的产物。 根据工业化批量生产的要求,同一款式的服 装要适应不同体型的人群 穿着,就要进行 规格尺寸的缩放处理,以保证满足大多数消 费者的需求。同一款式的服装根据人的体型 不同可 以设定多个规格,这些规格样板可 以通过制板来实现。但单独绘制样板不仅会 造成同一款式各个规格样板之间 “形”的 误差,反复计算也加大了制板师的工作量, 因此,进行科学、高效的样板缩放有利于提 高制板的速度 和质量,使工业化生产更科 学、规范,更容易被控制。
服装制版推板
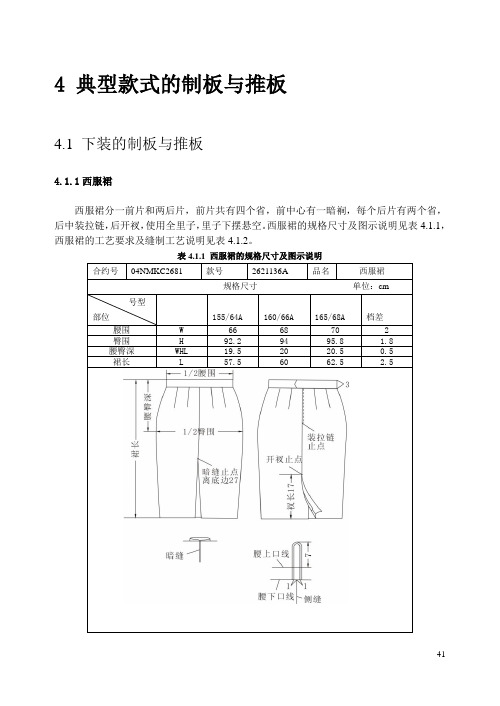
4典型款式的制板与推板4.1 下装的制板与推板4.1.1西服裙西服裙分一前片和两后片,前片共有四个省,前中心有一暗裥,每个后片有两个省,后中装拉链,后开衩,使用全里子,里子下摆悬空。
西服裙的规格尺寸及图示说明见表4.1.1,西服裙的工艺要求及缝制工艺说明见表4.1.2。
表4.1.1 西服裙的规格尺寸及图示说明合约号04NMKC2681 款号2621136A 品名西服裙规格尺寸单位:cm号型部位155/64A 160/66A 165/68A 档差腰围W 66 68 70 2臀围H 92.2 94 95.8 1.8腰臀深WHL 19.5 20 20.5 0.5裙长L 57.5 60 62.5 2.5表4.1.2 西服裙的工艺要求及缝制工艺说明单位:cm1)西服裙工业制板西服裙制图采用中间号型160/66A,腰围加放松量2cm,臀围加放松量是4cm。
结构制图见图4.1.1。
在西服裙净样的基础上,四周加上缝份,在需要标位处打剪口,在省尖点处打孔定位,完成西服裙的面布样板见图4.1.2,里布样板见图4.1.3。
2)西服裙工业推板选取中间号型规格样板作为标准母板,选定裙片前后中心线作为推板时的纵向公共线,臀围线作为横向公共线,在标准母板的基础上推出大号和小号标准样板。
各部位档差及计算公式见表4.1.3。
西服裙前片推板见图4.1.4,西服裙后片推板见图4.1.5,西服裙腰头及腰衬的推板见图4.1.6。
图4.1.1 西服裙结构制图图4.1.2 西服裙面布样板图4.1.3 西服裙里布样板表4.1.3西服裙各部位档差及计算公式图4.1.4 西服裙前片推板图4.1.5 西服裙后片推板图4.1.6 西服裙腰头和腰衬的推板4.1.2 牛仔裤牛仔裤男女没有区别,应用也非常广泛。
款式特点:低腰、紧身、后裤片左右各有一贴袋,兜屁股、装铜扣、皮标签,面料坚固、结实。
牛仔裤的规格尺寸及图示说明见表4.1.4 ,牛仔裤的工艺要求及缝制工艺说明见表4.1.5 。
服装工业制版--第三章推版知识
7、胸围大:四开身结构按照1/4胸围档差,三开 身结构按照胸宽加袖窿宽的档差计算。 8、肩宽:取1/2肩宽档差
9、落肩量:保持原有的肩线斜度。 10、横开领:取2/10领围档差。
11、前直开领:取2/10领围档差。
12、后直开领:保持原有数值。 13、袖长:取袖长档差-袖山高放缩量。
14、袖山高:取1.5/10胸围档差。
15、袖肥:取2/10胸围档差。
(二)下装推板计算
1、裤长:以x轴为基准 分配在上下水平线处。
2、立档:取1/4臀围档差。 3、腰围:取1/4腰围档差。 4、臀围:取1/4臀围档差。
5、中档:(裤长规格档差-上裆档差)×1/2。
6、脚口:取1/2脚口围档差。
(三)推板常用符号
符号 名称 纵向标识 横向标识 扩缩点放大 图样 扩缩轮廓线 用途 箭头在右侧为放大标识 箭头在左侧为缩小标识 箭头在上方为放大标识 箭头在下方为缩小标识 为了视觉需要,把原来需要扩缩 的点放大,锯齿边和两直角边所 构成的图形表示衣片部位。 中间粗线是母板的轮廓线,两边 的细线是放大或缩小的轮廓线。
4)D点、E点:由于胸围线是长度方向的基准线, 而两点又在胸围线上,所以两点变化量为D=E=0。
5)腰线上的F、I、Q、K、R、G点:整个背长 分成AD和DF两个部分,其中背长的档差为1, AD的变化为0.33,所以F点长度方向的变化为 1-0.33=0.67;由于腰线与胸围线平行,腰线 上各点的变化量一样, F=I=Q=K=R=G=0.67。
推板一般是以二维坐标体系中的交点为基准点, 在x轴上确定衣片围度或宽度的横向变化的增 减量,在y轴上确定衣片长度或深度的纵向变 化的增减量,因此,衣片各个控制点在x轴和y 轴方向上的数值变化共同决定该放码点的移动 方向和移动量。
第五章 服装工业推板

三、服装工业推板的依据
(一)选择和确定标准中间码 (二)绘制标准中间码纸样 (三)基准线的约定 (四)推板的放缩约定 (五)档差的约定
四、服装工业推板的方法
➢ (一)点放码推板 ➢ (二)切开线推板 ➢ (三)相似形推板 ➢ (四)摞推放大推板 ➢ (五)等分总图推板
(一) 点放码推板
号 半 裤 腰 臀围 腰 模 号 长L 围W H 宽
175/WA 88 104 70 96 4 170/WA 85 102 68 94 4 165/WA 83 100 66 90 4 160/WA 80 98 64 86 4 155/WA 78 96 62 80 4
(一) 点放码推板
(一) 点放码裤子推板示意图
(二)切开线推板
—— 一般在电脑辅助系统中采用
原理是在这些部位 剪开,依档差拉开 衣片.
在CAD 应用程 序中, 切开线 推档,也 是最常 见的.
(二) 切开线推板
(二) 裤子切开线推板示意图
(三)相似形推档
灵活的相似形 推档方式,可 以使用专门的 免计算工具
相似形推档,也 可以使用计算机 来完成操作
(四)摞ቤተ መጻሕፍቲ ባይዱ放大推板
(五)等分总图推板
二、服装工业推板原理
推板的原理来自于数学中任意图形的相似变换,各 衣片的绘制以各部位间的尺寸差数为依据,逐部位分 配放缩量。但推画时,首先应选定各规格纸样的固定 坐标中心点,成为统一的放缩基准点,各衣片根据需 要可有多种不同的基准点选位 。
推板有两条关键的原则,简单说: 一是服装的造型结构不变,是“形”的统 一; 二是推板是制板的再现,是“量”的变化。
第五章 服装工业推板
➢ 一、服装工业推板简介 ➢ 二、服装工业推板原理 ➢ 三、服装工业推板的依据 ➢ 四、服装工业推板的方法
服装制板与推板技术第一章服装工业制板概述

第二节 服装制板术语及符号
服装各部位名称及制板代号见表 1-1。
第二节 服装制板术语及符号
第二节 服装制板术语及符号
二、制板部位 的名称 图 1-1 至图 13 分别为上装、 裙子和裤子的 制板部位名称。
图 1-1 上装制 板部位名称
第二节 服装制板术语及符号
图 1-2 裙子制板部位名称
第二节 服装制板术语及符号
第一节 服装样板的分类及复核
(二)样板复核的方法 1.目测 目测样板轮廓是否光滑,弧线是否
顺直。 2. 测量与核对 测量样板的各部位尺寸是否
与规格要求一致,重点检查衣领与衣身领弧、 袖窿与袖山等部位是否匹配。
1.2
服装制板术语及符号
Life was like a box of chocolates, you never know what you’re go to get. Life was like a box of chocolates
制完样板后需要进行检查和复核,以防止样板出现错漏,以致影响生产,造成经济 损失。 (一)样板复核的内容与要求 (1)核对样板的款名、号型、规格、数量等是否与工艺单上的要求一致。 (2)核对缝份、缩率加放是否符合工艺要求。 (3)拼合检查衣领与衣身领弧、袖窿与袖山等是否圆顺,尺寸是否得当。 (4)核对定位、标记是否准确。 (5)核对样板的外形、各部位的比例关系是否符合款式要求。
第一节 服装样板的分类及复核
一、服装样板的分类 按照用途,可将服装样板分为裁剪样板和工艺样板两大类。
(一)裁剪样板 裁剪样板(毛样板)指带有缝份,在裁床上排料、画样、裁剪时所用的模具和型板。它是保 证成衣规格、 造型及工艺制作的主要依据与标准。为防止弄混、搞错裁剪样板,又将其具体 分为面料样板、里料样板和衬料 样板。
《服装工业样板》 第一章

⑤ 特殊缝份:
“留眼皮”:在服装的门禁止口、袋盖的边缘等 这些部位应从正面看不到缝子,这样就需要表层的边 缘多翻折少许(0.1cm),里层边缘缩进少许。 “里外匀”:在领子、袋盖等这些部件在制作其 样板时,应使表层适量大于底层,并在缝合时候均匀 吃进,造成表松,里紧,下层不翻翘的窝服效果,里 外匀的量一般为内层少0.2~0.4cm。
工业样板一般可分为裁剪样板和工艺样板两种
1.裁剪样板:主要用于批量裁剪,可分为面、里、衬等样板。 ① 面料样板:一般是加有缝份或折边等的毛板纸样。 ② 衬里样板:主要是用于遮住有网眼的面料,衬里纸 样与面料纸样一样大,通常面料与衬里一起缝合。 ③ 里子样板:很少分割,里子缝份比面料纸样的缝份 大0.5~1.5cm,在有折边的部位(下摆和袖口)里子的长 短比衣身纸样少。 ④ 衬布样板:衬布有有纺或无纺、可缝或可粘之分, 有毛板和净板。
二、缩率(缩水率和热收缩率) 原料在缝纫、熨烫过程中会产生收缩现象,在作样 板时要考虑这些因素,加放一定的缩率。 在裁剪时为了防止面、辅料、裁剪操作时误差,制 板时必须在长度和围度上加放一定的伸缩率。一般围度加 1%,长度放出1.5%,面料正常伸缩比率在2%以内。如:面 料经测试后长度缩率是1%,围度缩率是0.5%。当实际裤 长100cm,臀围100cm,腰围70cm时,制板规格为裤长 101.5cm,臀围101cm,腰围71cm。
样板完成以后需要专人检查与复核,目的是防止出现 差错,造成经济损失。其中复核的内容和要求包括: ① 检查核对样板的款式、型号、规格等和来样图稿、 样衣及工艺单是否符合。
② 样板的缩率、缝头及贴边是否符合工艺要求。
③ 组合部位结构线条是否吻合。 ④ 各部位定位标记、文字是否准确无遗漏。 ⑤ 各弧线部位是否圆顺、刀口是否顺直。 ⑥ 检查片数是否齐全,特别是零部件不可遗漏。
服装工业推板制板大纲
陕西国际商贸学院《服装工业制板推板》课程教学大纲一、说明1、课程的性质与任务《服装推板制板》课程是“服装设计”、“服装设计与工程”专业学生的一门重要的专业课程,主要内容包括服装工业制版推板基本原理、服装号型规格系列推板原理和方法、服装工业净样板等分法的推板程序、服装工业样板档差放缩法的推板程序和方法、服装工业样板投影射线推画法的推板程序和方法;同时对服装工业样板制板工艺技术、服装工业样板应用等内容进行了阐述;使学生熟练掌握服装工业制版推板原理、程序和方法,以及服装工业样板的应用等技术。
2、课程的目的与要求通过对本课程的学习,使学生理解并掌握服装工业制版推板的基本原理;掌握或熟练掌握成衣规格制定方法与组成;熟练掌握服装号型规格系列推板原理和方法、服装工业净样板等分法的推板程序、服装工业样板档差放缩法的推板程序和方法、服装工业样板投影射线推画法的推板程序和方法;掌握服装工业样板制板工艺技术、服装工业样板应用等技术。
基本要求如下:(1)、理解并掌握服装工业推板制板基本原理。
(2)、熟练掌握服装工业净样板的结构设计制图。
(3)、熟练掌握服装号型规格系列推板原理和方法。
(4)、熟练掌握服装工业净样板等分法的推板程序。
(5)、熟练掌握服装工业样板档差放缩法的推板程序和方法。
(6)、熟练掌握服装工业样板投影射线推画法的推板程序和方法。
(7)、掌握服装工业样板制板工艺技术、服装工业样板应用等技术。
3、教学方式本课程实践性较强,故采用讲授和实训操作相结合的方式进行教学。
4、课时本课程计划总课时为108课时。
其中讲授课时54,课内实训课时54。
5、推荐教材及参考书目本课程根据《服装工业制版推板原理和技术》一书编写的。
周邦桢主编,中国纺织出版社出版,2009年7月第3次印刷。
二、讲授内容及要求第一章服装工业推板制板基本原理【主要内容】1、概述;2、人体尺寸测量及样板结构设计基础。
【所需课时】 2【基本要求】1、熟练掌握人体测量的方法及测量的要素;2、理解服装样板结构设计的基础。
服装结构设计与制板、推板、排料技术管理手册

服装结构设计与制板、推板、排料技术管理手册作者:编委会出版社:银声音像出版出版日期:2010年开本:16开精装册数:4册光盘数:1张定价:998元优惠价:480元详细介绍:第一篇服装结构设计第一章服装结构设计基础第二章标准体型服装结构设计第三章特殊体型服装结构设计第四章服装结构设计实例第五章服装结构设计疵病及其补正技术第二篇服装制图第一章人体测量与服装制图第二章各种类型服装制图第三篇服装制板技术第一章服装制板概论第二章服装制板方法第三章服装典型款式制板第四篇服装推板技术第一章服装推板概论第二章服装样板缩放第三章服装典型款式推板第五篇服装排料技术第一章服装排料概论第二章服装排料方法第三章女装典型款式排料第四章男装典型款式排料第六篇特殊体型服装制图与制板第一章反身体制图与制板第二章厚身体制图与制板第三章后倾体制图与制板第四章屈身体制图与制板第五章扁平体制图与制板第六章肥胖体制图与制板第七章凸臀体制图与制板第八章凸胸体制图与制板第七篇服装方面相关标准汇编第一章服装方面相关国家标准第二章服装方面相关行业标准服装结构设计与制板、推板、排料技术管理手册服装结构设计与制板、推板、排料技术管理手册服装结构设计与制板、推板、排料技术管理手册第一篇服装结构设计第一章服装结构设计基础第二章标准体型服装结构设计第三章特殊体型服装结构设计第四章服装结构设计实例第五章服装结构设计疵病及其补正技术第二篇服装制图第一章人体测量与服装制图第二章各种类型服装制图第三篇服装制板技术第一章服装制板概论第二章服装制板方法第三章服装典型款式制板第四篇服装推板技术第一章服装推板概论第二章服装样板缩放第三章服装典型款式推板第五篇服装排料技术第一章服装排料概论第二章服装排料方法第三章女装典型款式排料第四章男装典型款式排料第六篇特殊体型服装制图与制板第一章反身体制图与制板第二章厚身体制图与制板第三章后倾体制图与制板第四章屈身体制图与制板第五章扁平体制图与制板第六章肥胖体制图与制板第七章凸臀体制图与制板第八章凸胸体制图与制板第七篇服装方面相关标准汇编第一章服装方面相关国家标准第二章服装方面相关行业标准全国货到付款,满300元免运费。
服装制板与推板技术第三章下装的工业制板与推板

第一节 裙装的工业制板与推板
任务二
(3)C、C1、C2 点:X 轴不变; Y 轴为 ( 臀围档差 ÷ 6)÷ 2=0.34 cm。 (4)D.D1 点:X 轴为臀围档差 ÷ 4=1 cm ; Y 轴为 ( 臀围档差 ÷ 6)÷ 2=0.34 cm。 (5)E 点:X 轴为臀围档差 ÷ 4=1 cm ; Y 轴不变。 (6)E1 点 :X 轴不变; Y 轴不变。 (7)F 点:X 轴为臀围档差 ÷ 4=1 cm ; Y 轴为裙长档差 - 臀围档差 ÷ 6=2-0.67=1.33 cm。 (8)F1 点:X 轴不变; Y 轴为裙长档差 - 臀围档差 ÷ 6=2-0.67=1.33 cm。 育克裙前片推板的放码点如图 3-9 所示。
图 3-5 筒裙裙腰推板的放码点
第一节 裙装的工业制板与推板
任务一
五、筒裙的系列样板 筒裙系列样板图如图 3-6 所示, 系列样板最上方号型为 150/56A。
图 3-6 筒裙系列样板
第一节 裙装的工业制板与推板
任务二
式样育克裙的下摆为 A 形, 无腰且腰部无省, 右侧缝装拉链, 下段前中设有一个褶裥, 如图 3-7 所示。
第一节 裙装的工业制板与推板
任务一
图 3-3 筒裙前片推板的放码点
第一节 裙装的工业制板与推板
任务一
2. 筒裙后片的推板 (1)A 点: X 轴不变; Y 轴为臀围档差 ÷ 6=0.67 cm。 (2)B 点: X 轴为腰围档差 ÷ 4=1 cm ; Y 轴为臀围档差 ÷ 6=0.67 cm。 (3)C 点: X 轴不变; Y 轴不变。 (4)D 点: X 轴为臀围档差 ÷ 4=1 cm ; Y 轴不变。 (5)E 点: X 轴不变; Y 轴为裙长档差 - 臀围档差 ÷ 6=1.33 cm。 (6)F 点: X 轴为臀围档差 ÷ 4=1 cm ; Y 轴为裙长档差 - 臀围档差 ÷ 6=1.33 cm
服装工业推板制板大纲
服装工业推板制板大纲-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII陕西国际商贸学院《服装工业制板推板》课程教学大纲一、说明1、课程的性质与任务《服装推板制板》课程是“服装设计”、“服装设计与工程”专业学生的一门重要的专业课程,主要内容包括服装工业制版推板基本原理、服装号型规格系列推板原理和方法、服装工业净样板等分法的推板程序、服装工业样板档差放缩法的推板程序和方法、服装工业样板投影射线推画法的推板程序和方法;同时对服装工业样板制板工艺技术、服装工业样板应用等内容进行了阐述;使学生熟练掌握服装工业制版推板原理、程序和方法,以及服装工业样板的应用等技术。
2、课程的目的与要求通过对本课程的学习,使学生理解并掌握服装工业制版推板的基本原理;掌握或熟练掌握成衣规格制定方法与组成;熟练掌握服装号型规格系列推板原理和方法、服装工业净样板等分法的推板程序、服装工业样板档差放缩法的推板程序和方法、服装工业样板投影射线推画法的推板程序和方法;掌握服装工业样板制板工艺技术、服装工业样板应用等技术。
基本要求如下:(1)、理解并掌握服装工业推板制板基本原理。
(2)、熟练掌握服装工业净样板的结构设计制图。
(3)、熟练掌握服装号型规格系列推板原理和方法。
(4)、熟练掌握服装工业净样板等分法的推板程序。
(5)、熟练掌握服装工业样板档差放缩法的推板程序和方法。
(6)、熟练掌握服装工业样板投影射线推画法的推板程序和方法。
(7)、掌握服装工业样板制板工艺技术、服装工业样板应用等技术。
3、教学方式本课程实践性较强,故采用讲授和实训操作相结合的方式进行教学。
4、课时本课程计划总课时为108课时。
其中讲授课时54,课内实训课时54。
5、推荐教材及参考书目本课程根据《服装工业制版推板原理和技术》一书编写的。
周邦桢主编,中国纺织出版社出版,2009年7月第3次印刷。
二、讲授内容及要求第一章服装工业推板制板基本原理【主要内容】1、概述;2、人体尺寸测量及样板结构设计基础。
服装工业推板_服装工业制版与推板

服装工业推板_服装工业制版与推板服装工业推板是工业制板中的一种方法,而一种方法的掌握和灵活运用必须要有扎实的基础知识和丰富的施行经验,同时,应摸索服装工业制版与推板的一些规律和方便操作的步骤。
一、选择和确定中间规格进行服装工业推板,无论采纳何种推板方法,首先要选择和确定标准规格纸样,也称基本纸样。
本书进行推板的基本纸样,依据习惯的档差推板法,基本纸样又称中间规格纸样或封样纸样,是制板人员依据号型系列或订单上提供的各个规格,选择具有代表性并能左右兼顾的规格作为基准。
用来制作样衣的样板就是依此规格绘制的服装工业纸样。
例如,在商场中卖的T恤后领处缝有尺寸标记,但标记不是只有一种规格,通常的规格有S. M. L. XL等。
绘制纸样时,在这四个规格中多项选择择M规格作为中间规格进行首先绘制。
S规格以M规格为基准进行缩小,L规格也以M规格为基准进行扩大,XL规格则又以L规格为参照进行扩大。
选择合适的中间规格主要合计三个方面的因素:第一,由于目前大多数推板的工作还是由人工来完成,合适的中间规格在缩放时能减少误差的产生。
如果以最小规格去推放其余规格或以最大规格推缩其他规格,产生的误差相对来说会大些,尤其在最大规格推缩其他规格比最小规格推放其余规格的操作过程更麻烦些。
在服装CAD的推板系统中,凭借计算机运算速度快及准确的作图则不会产生上述的问题。
第二,由于纸样绘制可以采纳不同的公式或方法进行计算,合适的中间规格在缩放时能减少其产生的差数。
第三,关于批量生产的不同规格服装订单,通过中间规格纸样的排料可以估算出面料的平均用料,减少浪费,节约成本。
假设一份订单中有以下7种规格:28. 29. 30. 31. 32. 34. 36,常选择30规格或31规格作为中间规格进行制板。
二、绘制标准中间规格纸样能够作为推板用的标准中间规格纸样必须要进行以下工作。
在确定中间规格之后,首先,分析面料的哪些性能影响纸样的绘制;其次,分析各部位测量的方法和它们之间的联系;第三,采纳合理的制板方法,绘制出封样用裁剪纸样和工艺纸样;第四,按裁剪纸样裁剪面料,并严格按工艺纸样缝制及后整理;第五,验收缝制好的样衣,写出封样意。
服装工业制版--第三章推版知识
女上装原型放缩约定
纸样的放大和缩小有严格的界限,所以对放大 和缩小进行约定。 放大:远离基准线的方向; 缩小:接近基准线的方向。
(六)截取各规格的放码点
服装推板中各个放码点的移动,不仅有数值的 限制而且有方向的限制;不同位置放码点的移 动看和移动方间也不相同,所以在截取各规格 的放码点时要注意严格按照放码点与移动点之 间的直线方向测量。具体做法:首先将相邹两 档的放码点用直线连接,然后按照两点之间的 直线距离分别向内外截取一定数量的点,放大 的点数与缩小的点数应尽量保持相等。
在正方形ABCD的中心位置设置坐标原点,沿 坐标轴的四个方向都要增长,每边的增加量为 1/2档差,即(6-5)/2=0.5cm。 因为每边是总边长的1/2,所以增加量为总边 长增加量的1/2,即1*1/2。
在实际的工业推板中,应尽可能将坐标轴设置 在与服装样板的主要控制线相重合的位置,以 减少计算所带来的麻烦,并使推板制图更加简 单明确。
5、放量标注 放量标注是指用放量表示纸样中结构点在放缩 时的移动方向和距离。 进行放量标注时,应首先确定服装纸样放缩的 基准点,并加以标注,然后确定各个放缩点和 放量。
二、推板依据
1.标准母板 母板是推板的基础依据。以母板为标准,逐部 位地按规格系列的档距进行推移放缩,按其构 图轮廓推移画线或直接剪制出各号型衣片系列, 这便是推板的简略过程。
15、袖肥:取2/10胸围档差。
(二)下装推板计算
1、裤长:以x轴为基准 分配在上下水平线处。
2、立档:取1/4臀围档差。 3、腰围:取1/4腰围档差。 4、臀围:取1/4臀围档差。
5、中档:(裤长规格档差-上裆档差)×1/2。
6、脚口:取1/2脚口围档差。
《样板制作与推板》教学大纲.doc

《样板制作与推板》教学大纲—、说明1.课程的性质和内容本课程是服装设计与制作专业的专业课程。
它具有较强的理论性、技术性、实践性,是服装生产过程中的一个重要技术环节。
本课程主要讲授样板制作和推板的基础知识和常见服装推板的基本方法。
2.课程的任务和要求通过本课程的教学,使学生能够全面掌握服装制作与推板的理论知识,掌握一般服装制作和推板的方法,达到能独立操作、灵活应用的目的。
3.教学中应注意的问题(1)讲清基本原理和基本方法。
(2)注重实际比例的样板推板练习。
(3)在教学中要联系实际,并要将理论与实践紧密结合。
二、学时分配表章节内容总学时讲授练习第一章样板制作与推板的基础知识1010§ 1—1服装制板的基础知识6§ 1一2推板的基础知识4第二章女装的制板和推板824240§ 2-1裙子的制板和推板46§ 2—2女裤的制板和推板810§ 2—3女衬衣的制板和推板106§ 2—4女装的制板和推板88§ 2一5插肩袖女装的制板和推板1210第三章男装的制版和推板361818§ 3 — 1男衬衫的制板和推板§ 3-2男西服的制板和推板1210§ 3—3中山装和学生装的制板和推板68§ 3—4男大衣的制板和推板总计1287058三、教学要求、内容及建议第一章服装制板与推板的基础知识教学要求1.掌握样板制作与推板的基本概念、原理及方法。
2.了解并学会使用国家服装号型标准。
教学内容§ 1—1服装制板的基础知识一、样板制作二、样板的制作方法三、制板与单量、单裁的关系四、样板的种类五、样板制作的依据§ 1 一2推板的基础知识一、样板的推板二、推板的原则三、推板的基本方法四、推板制图符号教学建议1.重点讲清样板和制板的基本方法。
2,推板制图符号要学生熟记。
第二章女装的制板和推板教学要求掌握女装代表性品种的基本制板、推板方法。
服装制板与推板技术第四章上装的工业制板与推板

第一节 衬衫的工业制板与推板
任务一 男衬衫的工业制板与推板
四、男衬衫的推板说明 (一)确定基准线 1.前片 X 轴为胸围线,Y 轴为胸宽线。 2. 后片 X 轴为胸围线,Y 轴为后中心线。 3. 袖片 X 轴为袖山深线,Y 轴为袖中线。 4. 袖头 X 轴为袖头下平线,Y 轴为右袖头宽线。 5. 领座 X 轴为领座下平线,Y 轴为领前中 心线。
第一节 衬衫的工业制板与推板
任务一 男衬衫的工业制板与推板
(9)F1、F2、F3、F4 点:X 轴为 1.5× 胸围档差 ÷ 10=0.6 cm ; Y 轴为衣长档差 - 袖窿深档差(1.5× 胸围档差 ÷ 10+0.1)=2-0.7=1.3 cm。 男衬衫前片推板的放码点如图 4-7 所示。
第一节 衬衫的工业制板与推板
第一节 衬衫的工业制板与推板
任务一 男衬衫的工业制板与推板
(5)D1、D2 点:X 轴不变; Y 轴为袖窿深档差(1.5× 胸围档差 ÷ 10+0.1)- 落肩档差(胸围档差 ÷ 20)=0.70.2=0.5 cm。 (6)E 点:X 轴为肩宽档差 ÷ 2-1/3× 背宽档差(1.5× 胸围档差 ÷ 10)=0.6-0.2=0.4 cm ; Y 轴为袖窿深档差(1.5× 胸围档差 ÷ 10+0.1)- 落肩档差(胸围档差 ÷ 20)=0.70.2=0.5 cm。 (7)F 点:X 轴为胸围档差 ÷ 4=1 cm ; Y 轴不变。 (8)G 点:X 轴为胸围档差 ÷ 4=1 cm ; Y 轴为腰节档 差 - 袖窿深档差 (1.5× 胸围档差 ÷ 10+0.1)=1.25-0.7=0.55 cm。
Life was like a box of chocolates, you never know what you’re go to get. Life was like a box of chocolates
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
陕西国际商贸学院
《服装工业制板推板》课程教学大纲
一、说明
1、课程的性质与任务
《服装推板制板》课程是“服装设计”、“服装设计与工程”专业学生的一门重要的专业课程,主要内容包括服装工业制版推板基本原理、服装号型规格系列推板原理和方法、服装工业净样板等分法的推板程序、服装工业样板档差放缩法的推板程序和方法、服装工业样板投影射线推画法的推板程序和方法;同时对服装工业样板制板工艺技术、服装工业样板应用等内容进行了阐述;使学生熟练掌握服装工业制版推板原理、程序和方法,以及服装工业样板的应用等技术。
2、课程的目的与要求
通过对本课程的学习,使学生理解并掌握服装工业制版推板的基本原理;掌握或熟练掌握成衣规格制定方法与组成;熟练掌握服装号型规格系列推板原理和方法、服装工业净样板等分法的推板程序、服装工业样板档差放缩法的推板程序和方法、服装工业样板投影射线推画法的推板程序和方法;掌握服装工业样板制板工艺技术、服装工业样板应用等技术。
基本要求如下:
(1)、理解并掌握服装工业推板制板基本原理。
(2)、熟练掌握服装工业净样板的结构设计制图。
(3)、熟练掌握服装号型规格系列推板原理和方法。
(4)、熟练掌握服装工业净样板等分法的推板程序。
(5)、熟练掌握服装工业样板档差放缩法的推板程序和方法。
(6)、熟练掌握服装工业样板投影射线推画法的推板程序和方法。
(7)、掌握服装工业样板制板工艺技术、服装工业样板应用等技术。
3、教学方式
本课程实践性较强,故采用讲授和实训操作相结合的方式进行教学。
4、课时
本课程计划总课时为108课时。
其中讲授课时54,课内实训课时54。
5、推荐教材及参考书目
本课程根据《服装工业制版推板原理和技术》一书编写的。
周邦桢主编,中国纺织出版社出版,2009年7月第3次印刷。
二、讲授内容及要求
第一章服装工业推板制板基本原理
【主要内容】
1、概述;
2、人体尺寸测量及样板结构设计基础。
【所需课时】 2
【基本要求】
1、熟练掌握人体测量的方法及测量的要素;
2、理解服装样板结构设计的基础。
第二章标准工业样板推板的结构设计制图
【主要内容】
1、标准工业样板的作用和区分;
2、服装工业样板结构设计的三个规格系列和四种体型搭配。
【所需课时】4
【基本要求】
1、掌握服装工业样板的作用和区分;
2、熟练掌握服装工业样板结构设计的三个规格系列;
3、熟练掌握服装工业样板结构设计的三个规格系列和四种体型搭配。
第三章服装号型规格系列推板原理和方法
【主要内容】
1、服装工业推板的基本原理;
2、服装工业推板共用基准线的定位原理和方法;
3、服装工业样板推板方法。
【所需课时】 4
【基本要求】
1、理解服装工业推板的基本原理;
2、熟练掌握、服装工业推板共用基准线的定位原理和方法;
3、熟练掌握服装工业样板推板方法。
第四章服装工业净样板等分法的推板程序和方法
【主要内容】
1、净样等分法推板的主要特点;
2、净样等分法推板程序和方法;
3、平驳头两粒扣男西服推板;
4、男登驳领插肩袖中长大衣推板;
5、刀背缝圆驳领女西服推板。
【所需课时】12
【基本要求】
1、理解并掌握净样等分法推板的主要特点;
2、熟练掌握净样等分法推板程序和方法;
3、熟练掌握平驳头两粒扣男西服推板;
4、熟练掌握男登驳领插肩袖中长大衣推板;
5、熟练掌握刀背缝圆驳领女西服推板。
第五章服装工业样板档差放缩法的推板程序和方法
【主要内容】
1、档差放缩法的推板程序、要求和改进;
2、男西裤推板;。