焊缝检验尺使用规范
焊缝检查尺的使用
焊缝检查尺的使用1.首先,确保焊缝检查尺是完整的,表面光滑无任何划痕或损坏。
使用前要清洁,并检查刻度是否清晰可读。
2.根据需要,选择合适的尺寸和形状的检查尺,以便测量焊缝的各种参数。
常用的焊缝检查尺有直角尺、牙形尺、V型尺、U型尺等。
3.将焊缝检查尺对准待测的焊缝,确保其与焊缝平行或垂直。
4.使用检查尺的边缘或刻度直接与焊缝接触,确保测量的准确性和可重复性。
检查尺的刻度应与焊缝的位置对准,以便测量结果的准确性。
5.注意检查尺的稳定性,尽量避免移动或晃动,以免影响测量结果的准确性。
6.根据需要,可以使用检查尺的刻度测量焊缝的宽度、高度、间隙、凸度、厚度等参数。
7.对于焊缝的直线度、平面度等检测,可以使用检查尺的直角边来进行。
将直角边对准与焊缝平行或垂直的两个线段,比较焊缝与直角边的垂直程度或平行度。
8.使用检查尺测量后,可以根据测量结果来评估焊缝的质量,并据此进行相应的调整和改进。
1.确保焊缝检查尺的精度和准确性,定期进行校验和维护,以确保测量结果的准确性。
2.在使用时要保持焊缝检查尺的平稳和稳定,避免因晃动和移动而影响测量结果。
可以使用辅助固定夹具等工具来增加测量的稳定性。
3.注意安全操作,避免尺刃或刻度损坏,并避免尺刃伤到手指。
4.必要时,可以使用放大镜或显微镜来观察检查尺和焊缝的接触情况,以提高测量的准确性。
总结起来,焊缝检查尺是一种重要的焊接质量检验工具,能够帮助焊工和质检人员准确评估焊接工艺和操作,并据此进行相应调整和改进。
在使用时需要注意检查尺的精度、稳定性和安全操作,以确保测量结果的准确性和可靠性。
焊接检验尺检定规程
焊接检验尺检定规程一、引言焊接是一种常见的金属加工方法,广泛应用于各个领域。
然而,焊接质量的好坏直接影响着焊接件的使用寿命和安全性。
因此,对焊接件进行检验是非常必要的。
而焊接检验尺则是焊接检验中不可或缺的工具之一。
为了确保焊接检验尺的准确性,需要对其进行检定。
本文将介绍焊接检验尺检定规程。
二、焊接检验尺的分类焊接检验尺按照其形状和用途可以分为多种类型,如角度尺、高度尺、间隙尺等。
这些尺具有不同的测量范围和精度要求,因此需要分别进行检定。
三、焊接检验尺的检定方法1. 角度尺的检定角度尺是用来测量焊缝的角度的工具。
其检定方法如下:(1)准备标准角度尺和待检角度尺。
(2)将标准角度尺放置在水平面上,使其与水平面成指定角度。
(3)将待检角度尺放置在标准角度尺上,比较两者的读数。
(4)根据比较结果进行调整或更换待检角度尺。
2. 高度尺的检定高度尺是用来测量焊缝高度的工具。
其检定方法如下:(1)准备标准高度尺和待检高度尺。
(2)将标准高度尺放置在水平面上,使其与水平面成垂直。
(3)将待检高度尺放置在标准高度尺上,比较两者的读数。
(4)根据比较结果进行调整或更换待检高度尺。
3. 间隙尺的检定间隙尺是用来测量焊缝间隙的工具。
其检定方法如下:(1)准备标准间隙尺和待检间隙尺。
(2)将标准间隙尺放置在两块平板之间,使其与平板成垂直。
(3)将待检间隙尺放置在标准间隙尺上,比较两者的读数。
(4)根据比较结果进行调整或更换待检间隙尺。
四、检定结果的记录和报告对于每一次检定,都需要记录检定结果和检定日期,并填写检定报告。
检定报告应包括待检尺的名称、型号、编号、检定结果、检定人员签名等信息。
五、结论焊接检验尺是焊接检验中不可或缺的工具之一,其准确性直接影响着焊接件的质量和安全性。
因此,对焊接检验尺进行检定是非常必要的。
本文介绍了焊接检验尺的分类和检定方法,希望能对读者有所帮助。
焊接检验尺使用方法
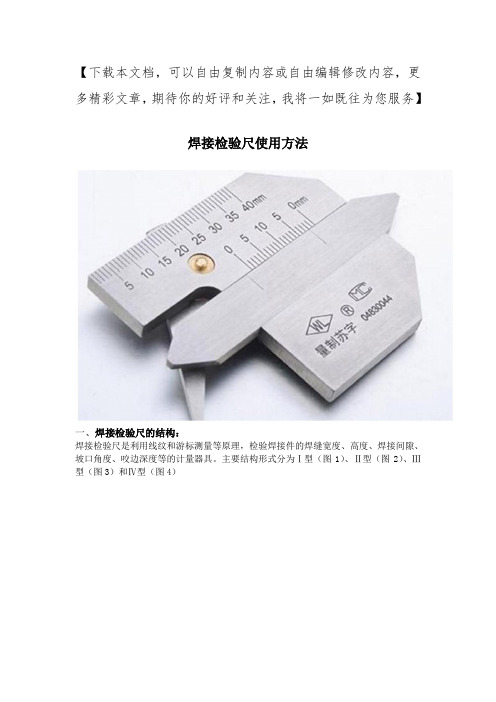
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】焊接检验尺使用方法一、焊接检验尺的结构:焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
主要结构形式分为Ⅰ型(图1)、Ⅱ型(图2)、Ⅲ型(图3)和Ⅳ型(图4)二、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。
3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于0.02mm。
在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
5、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
6、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。
焊缝检验尺的使用方法
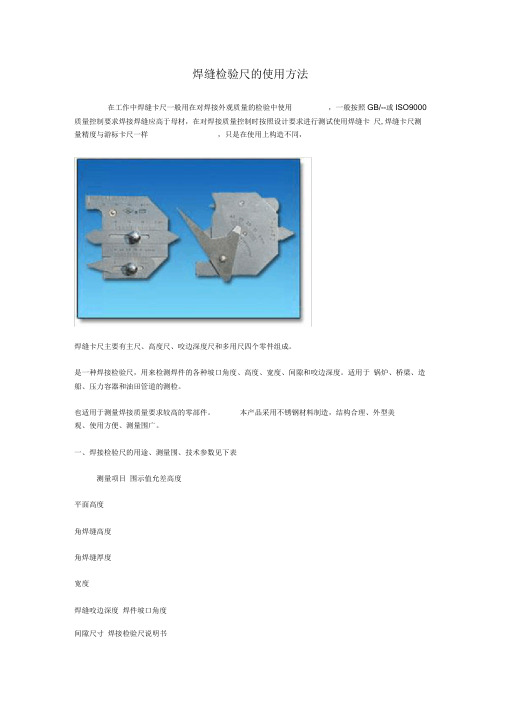
焊缝检验尺的使用方法在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同,焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
一、焊接检验尺的用途、测量范围、技术参数见下表测量项目范围示值允差高度平面高度角焊缝高度角焊缝厚度宽度焊缝咬边深度焊件坡口角度间隙尺寸焊接检验尺说明书前言40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。
它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。
它比30型焊接检验尺,增加了测量功能,扩大了测量范围。
可作检测焊接工程的加工和焊缝外形的一种多功能工具。
该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。
一、主要特点:此尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
二、主要技术参数:测量名称测量范围读数值示值误差作钢尺用0-40mm 1mm ±0.1mm错口〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm坡口角度〈160° 5° ±30'间隙尺寸1-5mm 0.5mm ±0.20mm对接组焊缝X型坡口角角度60°;70° 60°;70° ±30'垂直焊缝高度(对接、角接) 〈20mm 1mm ±0.20mm角焊缝高度〈20mm 1mm ±0.20mm焊缝宽度0-40mm 1mm ±0.20mm坡口错位〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm焊缝咬肉深度〈30mm 0.05mm ±0.10mm三、注意事项:使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。
焊缝检验尺使用方法
焊缝检验尺使用方法
一、熔焊缝检验尺使用方法
1. 准备工具:准备好熔焊缝检验尺;
2. 将熔焊缝检验尺放置在熔焊缝的上表面。
3. 用手触摸检验尺的前端,调节熔焊缝的深度。
4. 将检验尺(扣座)移动到次熔焊缝的上表面,继续调节熔焊缝的深度。
5. 使检验尺的后端安全地放��在板材的表面上,确保熔焊缝与检验尺的前端重合。
6. 重复4-5,直到所有熔焊缝断面都被检验完毕。
二、注意事项
1. 对于厚度超过检验尺规格的熔焊缝,要尽量保持它与检验尺的高度一致;
2. 一定要保证检验尺的前端能够完全贴合在该熔焊缝的表面上;
3. 检验时,可以利用检验尺上的等高线,将熔焊缝的深度调节到最合适的状态。
三、安全措施
1. 注意安全操作,检验时不可放置熔焊缝检验尺过高,以免造成安全事故;
2. 检验工作完成后,应及时将检验尺清理干净,并保持检验尺完好;
3. 检验过程中,必须要戴上护目镜,以避免操作过程中生锈、腐蚀以及污染等情况的发生。
如何使用焊缝检验尺
船舶检验员如何使用您得专用工具? 跟着一步步学吧,最好就是拿出您得检验尺,一步步跟着模仿。
焊接检验尺用途焊接检验尺主要有主尺、高度尺、咬边深度尺与多用尺四个零件组成,就是一种焊接检验尺,用来检测焊件得各种坡口角度、高度、宽度、间隙与咬边深度。
适用于锅炉、桥梁、造船、压力容器与油田管道得测检。
也适用于测量焊接质量要求较高得零部件。
采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
焊接检验尺技术参数焊接检验尺得用途、测量范围、技术参数见下表(mm)焊接检验尺有卡簧与螺丝两种。
焊接检验尺使用说明以HJC40型为例焊缝检验尺示意图测量平面焊缝高度首先把咬边深度尺对准零,并紧固螺丝。
然后滑动高度尺与焊点接触,高度尺得示值,即为焊缝高度(余高)。
如下图:测量角焊缝高度用该尺得工作面紧靠焊件与焊缝,并滑动高度尺与焊件另一边接触瞧高度尺指示线,指示值为焊缝高度。
如下图:测量角焊缝在45度时得焊点为角焊缝厚度。
首先把主体得工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。
如下图:测量焊缝咬边深度首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,瞧咬边尺示值,即为咬边深度。
如下图:测量焊件坡口角度根据焊件所需要得坡口角度,用主尺与多用尺配合。
瞧主尺工桌面与多用尺工作形成得角度,多用尺指示线所指示值为坡口角度。
如下图:测量焊缝宽度先用主体测量角靠紧焊缝得一边,然后旋转多用尺得测量角靠紧焊缝得另一边,然后瞧多用尺上得指示值,即为焊缝宽度。
如下图:测量装配间隙用多用尺插入两焊件之间,瞧多用尺上间隙尺所指值,即为间隙值。
如下图:保养方法1、焊接检验尺不能与其她工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位3、多用尺上得间隙尺,不能当工具用。
如何使用焊缝检验尺

船舶检验员如何使用你的专用工具? 跟着一步步学吧,最好是拿出你的检验尺,一步步跟着模仿。
焊接检验尺用途焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
焊接检验尺技术参数焊接检验尺的用途、测量范围、技术参数见下表(mm)焊接检验尺有卡簧和螺丝两种。
焊接检验尺使用说明以HJC40型为例焊缝检验尺示意图测量平面焊缝高度首先把咬边深度尺对准零,并紧固螺丝。
然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度(余高)。
如下图:测量角焊缝高度用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值为焊缝高度。
如下图:测量角焊缝在45度时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。
如下图:测量焊缝咬边深度首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。
如下图:测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
如下图:测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。
如下图:测量装配间隙用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
如下图:保养方法1.焊接检验尺不能与其他工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2.不允许用香蕉水擦洗刻度部位3.多用尺上的间隙尺,不能当工具用。
焊缝检验尺的使用,你会吗?

【涨知识】焊缝检验尺的使用,你会吗?焊接检验尺用途焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
焊接检验尺技术参数焊接检验尺的用途、测量范围、技术参数见下表(mm)焊接检验尺有卡簧和螺丝两种。
焊接检验尺使用说明以HJC40型为例焊缝检验尺示意图测量平面焊缝高度首先把咬边深度尺对准零,并紧固螺丝。
然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度(余高)。
如下图:用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值为焊缝高度。
如下图:测量角焊缝在45度时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。
如下图:首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。
如下图:测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
如下图:测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。
如下图:测量装配间隙用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
如下图:保养方法1.焊接检验尺不能与其他工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2.不允许用香蕉水擦洗刻度部位。
3.多用尺上的间隙尺,不能当工具用。
焊接检验尺的使用方法
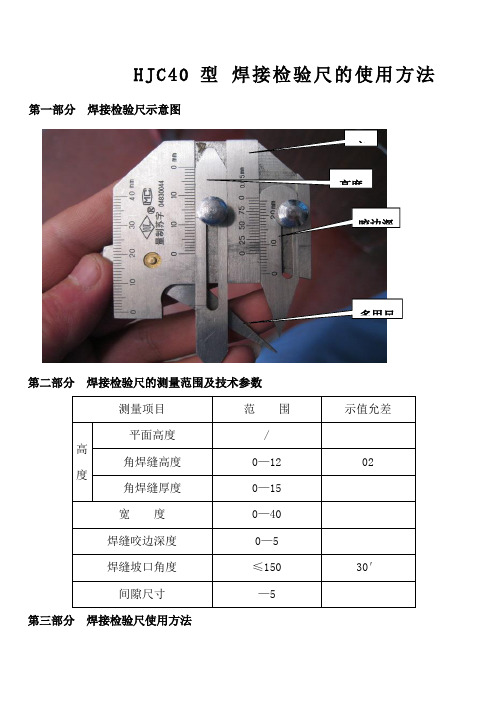
H JC40型焊接检验尺的使用方法第一部分焊接检验尺示意图第二部分焊接检验尺的测量范围及技术参数测量项目范围示值允差高度平面高度/角焊缝高度0—12 02 角焊缝厚度0—15宽度0—40焊缝咬边深度0—5焊缝坡口角度≤150 30′间隙尺寸—5第三部分焊接检验尺使用方法主高度咬边深多用尺测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度测量角焊高度,用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
21 111测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
此处测量角度测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
11此处测量宽度测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
第四部分焊接检验尺的保养品保部测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
1。
焊接检验尺使用方法
焊接检验尺使用方法焊接是一种常见的金属加工方法,但是焊接后的质量如何,需要通过检验来确定。
而焊接检验尺就是焊接检验中必不可少的工具之一。
那么,如何正确使用焊接检验尺呢?下面将为大家详细介绍。
一、焊接检验尺的种类焊接检验尺有很多种,常见的有“V”型、“U”型、角度型、深度型、高度型等。
不同种类的焊接检验尺适用于不同类型的焊接工艺和不同的检验要求。
二、焊接检验尺的使用方法1.测量焊缝高度焊缝高度是焊接工艺中一个重要的指标,需要通过焊接检验尺来测量。
使用高度型焊接检验尺时,将其放置在焊缝上,调整尺子的高度,使其与焊缝高度相等。
然后读取尺子上的数字,即为焊缝的高度。
2.测量焊缝深度焊缝深度也是焊接工艺中一个重要的指标,需要通过焊接检验尺来测量。
使用深度型焊接检验尺时,将其放置在焊缝上,调整尺子的深度,使其与焊缝深度相等。
然后读取尺子上的数字,即为焊缝的深度。
3.测量焊缝角度焊缝角度是焊接工艺中一个重要的指标,需要通过焊接检验尺来测量。
使用角度型焊接检验尺时,将其放置在焊缝上,调整尺子的角度,使其与焊缝角度相等。
然后读取尺子上的数字,即为焊缝的角度。
4.测量焊缝宽度焊缝宽度是焊接工艺中一个重要的指标,需要通过焊接检验尺来测量。
使用“V”型或“U”型焊接检验尺时,将其放置在焊缝上,调整尺子的宽度,使其与焊缝宽度相等。
然后读取尺子上的数字,即为焊缝的宽度。
三、注意事项1.使用前要检查焊接检验尺的精度和准确性,避免因尺子失准而导致误差。
2.使用时要根据不同的焊接工艺和检验要求,选择合适的焊接检验尺。
3.使用时要注意安全,避免尺子滑动或掉落,造成伤害或损失。
4.使用后要及时清洁和保养,以保证其长期的使用寿命和准确性。
总之,焊接检验尺是焊接检验中不可或缺的工具之一,正确使用它可以提高焊接质量和效率,减少不必要的损失和事故。
希望大家在焊接工作中能够认真使用焊接检验尺,避免不必要的麻烦和风险。
焊接检验尺说明书

HJC40焊接检验尺焊接检测尺焊缝检验尺焊缝检测尺
一、焊接检验尺用途:
本产品由苏州华瑞科技仪器有限公司生产主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
二、焊接检验尺技术参数:
焊接检验尺的用途、测量范围、技术参数见下表mm
焊接检验尺有卡簧和螺丝两种!!!
三、焊接检验尺使用说明:。
焊缝检验尺使用方法
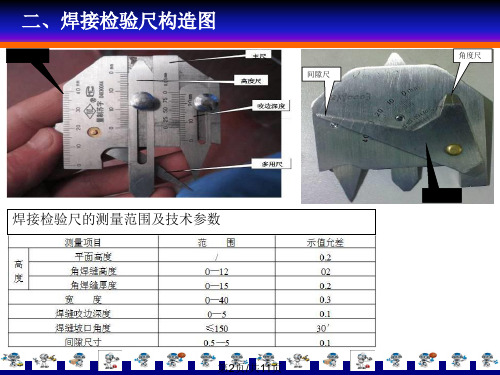
焊接检验尺的测量范围及技术参数
第2页/共11页
三、焊接检验尺使用方法——平面焊缝高度测量
第3页/共11页
四、焊接检验尺使用方法——角焊高度测量
第4页/共11页
五、焊接检验尺使用方法——测量角焊缝
第5页/共11页
六、焊接检验尺使用方法——测量焊缝咬边深
第6页/共11页
七、焊接检验尺使用方法——测量焊缝宽度
第7页/共11页
八、焊接检验尺使用方法——测量焊件坡口角度
第8页/共11页
九、焊接检验尺使用方法——测量装配间隙
第9页/共11页
END
第10页/共11页
感谢您的观看。
第11页/共11页
焊缝检验尺的使用方法
焊缝检验尺的使用方法在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同,焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量围广。
一、焊接检验尺的用途、测量围、技术参数见下表测量项目围示值允差高度平面高度角焊缝高度角焊缝厚度宽度焊缝咬边深度焊件坡口角度间隙尺寸焊接检验尺说明书前言40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。
它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。
它比30型焊接检验尺,增加了测量功能,扩大了测量围。
可作检测焊接工程的加工和焊缝外形的一种多功能工具。
该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。
一、主要特点:此尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸; 对接组焊缝X 型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
二、主要技术参数:测量名称测量围读数值示值误差作钢尺用0-40mm 1mm ±0.1mm错口〈20mm 1mm i0.20mm或〈30mm 0.05mm 也.10mm坡口角度〈160 ° 5。
均0'间隙尺寸1-5mm 0.5mm 也.20mm对接组焊缝X型坡口角角度60 °; 70° 60 °; 70。
均0'垂直焊缝局度(对接、角接)〈20mm 1mm 坦.20mm角焊缝高度〈20mm 1mm 也.20mm焊缝宽度0-40mm 1mm ±0.20mm坡口错位〈20mm 1mm 也.20mm或〈30mm 0.05mm 也.10mm焊缝咬肉深度〈30mm 0.05mm i0.10mm三、注意事项:使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、焊接检验尺用途
焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
二、焊接检验尺技术参数
焊接检验尺的用途、测量范围、技术参数见下表(mm)
测量项目范围示值允差
高度平面高度0.2 角焊缝高度0-12 0.2 角焊缝厚度0-15 0.2
宽度0-40 0.3
焊缝咬边角度0-5 0.1
焊件坡口尺寸≤150°30′
间隙尺寸0.5-5 0.1
三、焊接检验尺使用说明
以HJC40型为例
1、测量平面焊缝高度
首先把咬边深度尺对准零,并紧固螺丝。
然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度(余高)。
如下图:
2、测量角焊缝高度
用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值为焊缝高度。
如下图:
3、测量角焊缝
在45度时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。
如下图:
4、测量焊缝咬边深度
首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。
如下图:
5、测量焊件坡口角度
根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
如下图:
6、测量焊缝宽度
先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。
如下图:
7、测量装配间隙
用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
如下图:
四、保养方法:
1.焊接检验尺不能与其他工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2.不允许用香蕉水擦洗刻度部位
3.多用尺上的间隙尺,不能当工具用。