HJC40型_焊接检验尺的使用方法
焊接检验尺HJC型使用方法完整版
焊接检验尺HJC型使用方法完整版HJC型焊接检验尺是一种常用的焊接测量工具,广泛应用于焊接工艺中的尺寸和焊缝质量检验。
它能够提供高精度和可靠的测量结果,对焊接过程中的误差进行有效的控制。
以下是HJC型焊接检验尺的使用方法的完整版。
1.准备工作在使用HJC型焊接检验尺之前,首先要进行准备工作。
确保焊接检验尺的尺度清晰可见,无划痕和损坏。
清洁焊接检验尺上的任何杂质,确保其表面光滑。
2.选择合适的尺度HJC型焊接检验尺通常具有多个尺度,根据需要选择合适的尺度进行测量。
常见的尺度有直尺、角度尺、厚度尺等。
确定需要测量的尺寸类型,并选择相应的尺度。
3.尺度测量根据需要进行尺度测量。
将焊接检验尺与待测尺寸或焊缝贴合,确保其与待测尺寸或焊缝完全贴合,没有间隙和重叠。
通过目视检查或使用手感确认贴合情况。
4.尺度读取读取焊接检验尺上的刻度数值。
根据尺度类型,有的尺度可能是直接显示尺寸数值,有的尺度可能是角度数值或厚度数值。
确保读取准确,并记录下测量结果。
5.结果分析根据测量结果进行分析。
与设计要求或标准进行对比,判断测量结果是否符合要求或达到标准。
如果测量结果不合格,需要进行进一步的调整或修正。
如果测量结果合格,可以进行下一步的焊接工作。
6.使用注意事项在使用HJC型焊接检验尺时,需要注意以下几点:-使用正确的尺度进行测量。
根据需要选择合适的尺度,确保测量结果准确可靠。
-保持焊接检验尺的清洁和光滑。
尽量避免尺度上的划痕和污垢,以确保测量结果的准确性。
-对于复杂的尺寸或焊缝测量,可以使用多个尺度进行配合使用,以提高测量精度。
-在进行测量时,应将焊接检验尺垂直于待测尺寸或焊缝,以确保测量结果的准确性。
-在读取尺度时,要保证从正确的开始位置读取,避免读取错误。
-在进行尺度贴合时,要确保焊接检验尺与待测尺寸或焊缝完全贴合,避免出现间隙和重叠。
以上是HJC型焊接检验尺的使用方法的完整版。
通过正确的使用焊接检验尺,可以提高焊接质量,减少焊接误差,保证焊接工作的质量和安全。
焊接检验尺使用方法
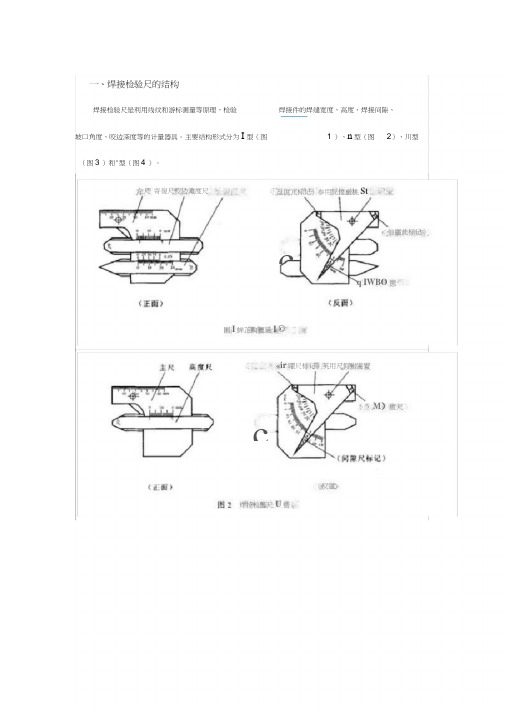
cc、焊接检验尺的结构焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、(图3 )和"型(图4 )。
坡口角度、咬边深度等的计量器具。
主要结构形式分为I 型(图1 )、n 型(图2)、川型<仙廛此标记)q IWBO 民 L 1「盘度冗标记)参用兄愤厳桃St左尺 寄復尺咬边滩度尺圉I 蝉芷购轆足I ©、• M )度尺«ir 曜尺标记)英用尺悔蚩鉴胃(反蘆»炸按检豔尺U 嚮由即邯抿检懸尺in 划二、焊接检验尺的计量性能要求1、 高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm 。
2、 标尺标记的宽度和宽度差: 标尺标记的宽度应为(0.15 ±0.05 )mm ,宽度差0.05mm3、 测量面的表面粗糙度:不大于Ra0.8 ^m 。
4、 测量面的平面度:不大于 0.02mm 。
在宽度尺测量面距短边 0.2mm 内及其他测量 面距短边1mm 内允许塌边。
5、 角度样板的偏差和测角度尺的示值误差:最大允许误差不超过土30 '。
>b" u基罚尺 (用哎尺标记〉誌竣尺标LD1阿障尺愉记)i 正面】栏用尺t 挖标记i离您尺扌州哎尺林记」6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值, 即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45。
时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值, 即为咬边深度。
焊接检验尺的使用方法
焊接检验尺的使用方法
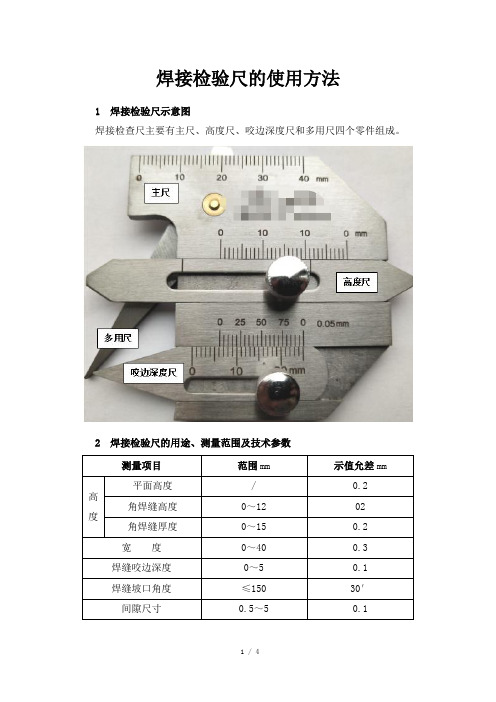
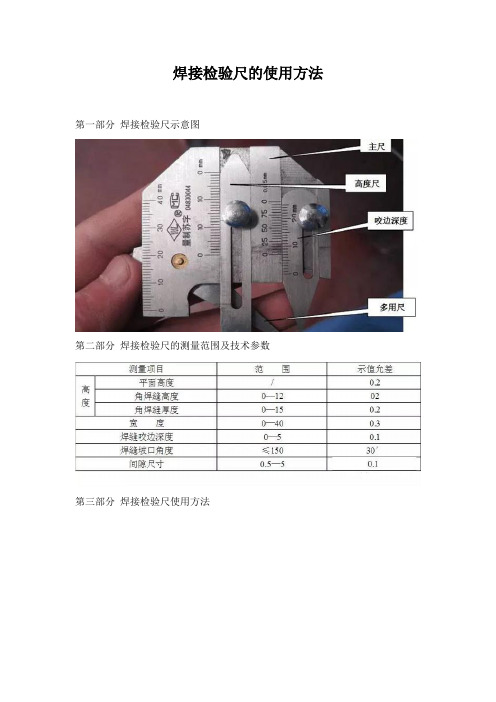
1 焊接检验尺示意图
焊接检查尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
2 焊接检验尺的用途、测量范围及技术参数
测量项目范围mm示值允差mm
高度
平面高度/ 0.2 角焊缝高度0~12 02 角焊缝厚度0~15 0.2 宽度0~40 0.3 焊缝咬边深度0~5 0.1 焊缝坡口角度≤150 30′间隙尺寸0.5~5 0.1
3 焊接检验尺的使用方法
测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
测量角焊高度:用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
4 焊接检验尺的保养方法
1.焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2.不允许用香蕉水擦洗刻度部位。
3.多用尺上的间隙尺,不能当工具用。
HJC40焊接检验尺说明书
HJC40焊接检验尺焊接检测尺焊缝检验尺焊缝检测尺
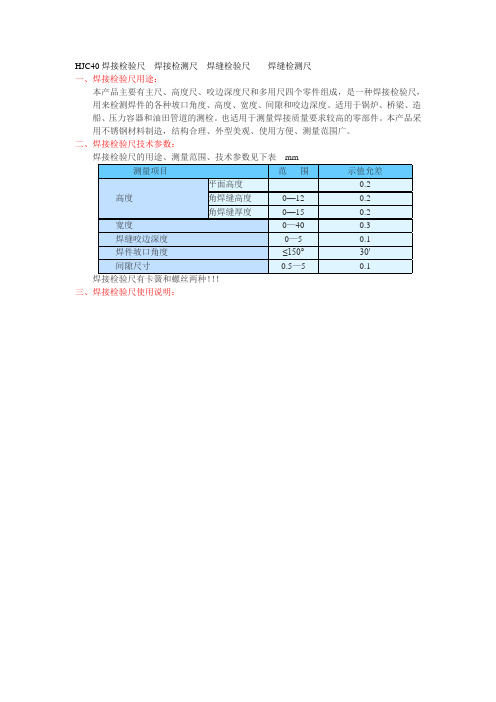
一、焊接检验尺用途:
本产品主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
二、焊接检验尺技术参数:
焊接检验尺的用途、测量范围、技术参数见下表mm
焊接检验尺有卡簧和螺丝两种!!!
三、焊接检验尺使用说明:。
焊接检验尺的使用方法
2023/11/30
一、余高测量 • 首先把咬边深度尺对
准零位,并紧固螺钉 ,然后将滑动高度尺 与焊缝余高接触,高 度尺的示值即为焊缝 余高。
2023/11/30
二、焊缝宽度
用主体测量角紧贴焊 缝一边,然后旋转多 用尺的测量角紧靠焊 缝的另一边,读出焊 缝宽度示值。
2023/11/30
2023/11/30
八、角度测量
• 将主尺和多用途尺 分别紧靠被测量角 的两个面,其示值 即为。
2023/11/30
九、间隙测量
• 用多用途尺插入两 焊件之间,测量两 焊件的装配间隙。
2023/11/30
三、错边量测量
• 先用主尺紧靠焊缝一边 ,然后滑动高度尺,使 之与焊缝另一边接触, 高度尺示值即为错变量 。
2023/11/30
四、焊脚高度测量
用尺的工作面紧靠 焊件和焊缝,并滑 动高度尺与焊件的 另一边接触,高度 尺示值即为。
2023/11/30
五、脚焊缝厚度测量
用主尺的工作面与焊 件紧靠,并滑动高度 尺与焊缝接触,高度 尺示值即为。
2023/11/30
六、平面咬边深度测量
先把高度尺对准 零位零位并紧固 螺钉,然后使用 咬边深度尺测量 咬边深度。
2023/11/30
七、圆弧面咬边深度测量
• 先把咬边深度尺对准零位基准,并紧固螺 钉,将三点测量面与 工件接触,注意不要 放在焊缝上,锁紧高 度尺,然后将咬边深 度尺松开并放于测量 处,移动咬边深度尺 ,其示值即为。
焊接检验尺的使用方法
直接检测是指直接用人眼或放大倍数在6倍以下放大镜, 对试件进行检测。一般采用各类检测尺对焊接构件的外形 及尺寸进行检测,以确定焊缝宽度、余高、角焊缝有效厚 度、焊脚尺寸、焊脚不对称等。
一、余高测量
•首先把咬边深度尺对准零位, 并紧固螺钉,然后将滑动高度 尺与焊缝余高接触,高度尺的 示值即为焊缝余高。
二、焊缝宽度
用主体测量角紧贴焊缝一 边,然后旋转多用尺的测量 角紧靠焊缝的另一边,读出 焊缝宽度示值。
三、错边量测量
• 先用主尺紧靠焊缝一边,然后滑动高度尺,使之与焊缝另 一边接触,高度尺示值即为错变量。
四、焊脚高度测量
用尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊 件的另一边接触,高度尺示值即为。
用尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件的另一边接触,高度尺示值即为。 直接检测是指直接用人眼或放大倍数在6倍以下放大镜,对试件进行检测。 七、圆弧面咬边深度测量 直接检测是指直接用人眼或放大倍数在6倍以下放大镜,对试件进行检测。 七、圆弧面咬边深度测量 先用主尺紧靠焊缝一边,然后滑动高度尺,使之与焊缝另一边接触,高度尺示值即为错变量。 用主尺的工作面与焊件紧靠,并滑动高度尺与焊缝接触,高度尺示值即为。 将主尺和多用途尺分别紧靠被测量角的两个面,其示值即为。 一般采用各类检测尺对焊接构件的外形及尺寸进行检测,以确定焊缝宽度、余高、角焊缝有效厚度、焊脚尺寸、焊脚不对称等。 一般采用各类检测尺对焊接构件的外形及尺寸进行检测,以确定焊缝宽度、余高、角焊缝有效厚度、焊脚尺寸、焊脚不对称等。
七、圆弧面咬边ቤተ መጻሕፍቲ ባይዱ度测量
• 先把咬边深度尺对准零位基 准,并紧固螺钉,将三点测 量面与工件接触,注意不要 放在焊缝上,锁紧高度尺, 然后将咬边深度尺松开并放 于测量处,移动咬边深度尺, 其示值即为。
焊接检验尺的使用方法

HJC40型焊接检验尺的使用方法第一部分焊接检验尺示意图
第二部分
第三部分焊接检验尺使用方法
1
1
1
1
第四部分 焊接检验尺的保养
品 保 部
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件
之间,看多用尺上间隙尺所指值,即
为间隙值。
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
3、多用尺上的间隙尺,不能当工具用。
1
测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
焊接检验尺的使用方法
焊接检验尺的使用方法第一部分焊接检验尺示意图
第二部分焊接检验尺的测量范围及技术参数
第三部分焊接检验尺使用方法
测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度
测量角焊高度,用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
第四部分焊接检验尺的保养
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
3、多用尺上的间隙尺,不能当工具用。
.。
焊接检验尺使用方法

焊接检验尺使用方法在工作中焊缝检验尺一般用在对焊接外观质量的检验中使用,一般按照GB/-或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制是按照设计要求进行测试使用焊缝检验尺,焊缝检验尺测量精度与游标卡尺一样,只是在使用上构造不同。
一、焊接检验尺的结构焊接检验尺由主尺、高度尺、咬边深度尺和多用尺四个零件组成,是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
HJC40型焊接检验尺(图1)。
二、焊缝检验尺的主要特点焊接检验尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
焊缝检验尺结构紧凑、外观美观、使用方便。
三、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。
3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于0.02mm。
在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
四、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
焊检尺测量角度的使用方法
焊检尺测量角度的使用方法以焊检尺测量角度的使用方法为题,本文将详细介绍焊检尺的使用步骤以及注意事项。
一、焊检尺简介焊检尺是一种常用的测量工具,用于测量焊接件的角度。
它通常由两个可移动的尺子组成,可以通过调节尺子的位置来测量角度。
二、使用步骤1. 准备工作:首先,需要保证焊检尺的尺子是干净的,没有任何杂质。
同时,确保焊接件的表面也是干净的,没有灰尘或其它污物。
2. 定位尺子:将焊检尺的两个尺子打开,根据需要测量的角度,将尺子放置在焊接件上。
尺子的一端应该与焊接件的边缘对齐,另一端应该指向需要测量的角度。
3. 锁定尺子:当尺子放置在正确的位置后,需要将尺子锁定,以确保其位置不会改变。
焊检尺通常会配有锁定装置,可以通过旋转或松开螺丝来锁定或释放尺子。
4. 读取角度:在尺子锁定后,可以使用焊检尺上的刻度来读取角度。
焊检尺的刻度通常以度数或百分比来表示,根据需要选择合适的刻度进行读取。
5. 记录结果:根据读取的角度,可以将结果记录在纸上或其它媒介上,以备后续使用或参考。
三、注意事项1. 使用焊检尺时,需要保持尺子的稳定性,避免尺子晃动或移动,以免影响测量结果的准确性。
2. 在使用焊检尺之前,需要确保焊接件的表面是平整的,没有凹凸不平的情况。
如果焊接件表面有明显的凹陷或凸起,可能会对测量结果造成影响。
3. 在选择焊检尺时,应根据需要测量的角度范围来选择合适的尺寸和型号。
对于较大的角度测量,需要选择较长的尺子,以保证测量的准确性。
4. 在读取角度时,需要注意准确对齐刻度线。
由于焊检尺上的刻度线可能较小,读取时应使用放大镜或其它辅助工具,以确保准确读取角度。
5. 使用焊检尺时,需要避免将其暴露在高温或潮湿的环境中,以免影响尺子的使用寿命和准确性。
6. 在使用焊检尺进行测量时,需要注意保持测量环境的稳定性,避免外部因素对测量结果的干扰。
例如,避免有风或其它振动影响焊接件或焊检尺的稳定性。
总结:通过以上步骤,我们可以清楚地了解到焊检尺测量角度的使用方法。
焊缝检验尺使用规范
一、焊接检验尺用途焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
二、焊接检验尺技术参数以HJC40型为例1、测量平面焊缝高度首先把咬边深度尺对准零,并紧固螺丝。
然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度(余高)。
如下图:2、测量角焊缝高度用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值为焊缝高度。
如下图:3、测量角焊缝在45度时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。
如下图:4、测量焊缝咬边深度首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。
如下图:5、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
如下图:6、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。
如下图:7、测量装配间隙用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
如下图:四、保养方法:1.焊接检验尺不能与其他工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2.不允许用香蕉水擦洗刻度部位3.多用尺上的间隙尺,不能当工具用。
HJC40型焊接检验尺使用方法
此处测量角度
六、测量焊缝坡口角度
1.先用检测尺的主体测 量角紧靠焊缝的一边。
六、测量焊缝坡口角度
2.旋转多用尺的测量角 靠紧焊缝的另一边.
3.看多用尺上的指示值, 即为坡口角度。
六、测量焊缝坡口角度
用多用尺插入两焊件之间, 看多用尺上间隙尺所指值, 即为间隙值。
七、测量零部件装配间隙
HJC40型 焊接检验尺的使用方法
高度尺
焊接检验尺示意图
咬边深 度尺
主尺
多用 尺
2.用检验尺的工作 面靠紧焊件表面。
4.滑动高度尺与焊 缝表面点接触,高 度尺的所指示值,
即为焊缝高度。
3பைடு நூலகம்咬边深度尺靠紧 焊件表面。
一、测量平面焊缝高度
1.用检验尺的工作 面靠紧焊件和焊缝
1.用检验尺的工 作面靠紧焊件和 焊缝
二、测量角焊缝高度
2.滑动高度尺与焊 件的另一边接触, 看高度尺的指示 线,指示值即为 焊缝高度
二、测量角焊缝高度
1.在45°时的焊点为角焊缝厚度。 首先要检测尺主体工作面与焊件 两个面靠紧。
三、测量焊缝厚度
1.检测尺主 体工作面与 焊件两个面 靠紧。
三、测量焊缝厚度
2.滑动高度尺 与焊缝表面点 接触,高度尺 所指示值即为 焊缝厚度。
1.先把高度尺 对准零位,并 紧固螺丝。
四、测量焊缝咬边深度
2.检测尺两个主体工 作面与焊件表面紧。
3.用咬边深度尺测量咬 边深度,看咬边尺指 示值,即为咬边深度。
四、测量焊缝咬边深度
1.先用检测尺主体测量 角靠紧焊缝的一边 。
五、测量焊缝宽度
2.旋转多用尺的测量角靠 紧焊缝的另一边,多用尺 上的指示值,即为焊缝宽 度.
焊接检验尺(HJC40型)使用方法
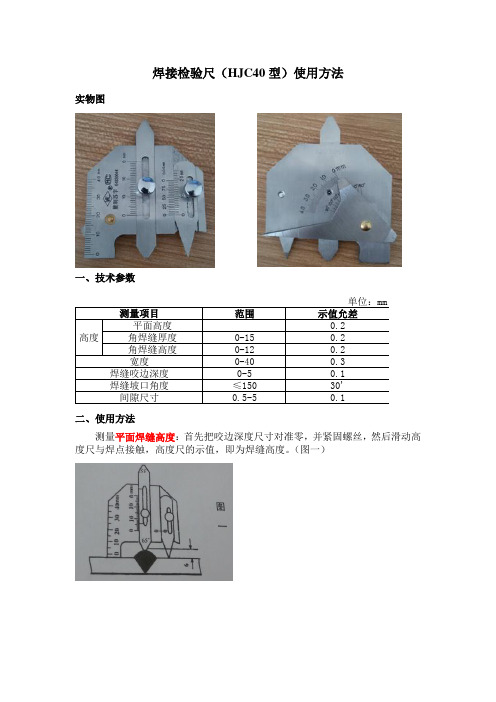
焊接检验尺(HJC40型)使用方法
实物图
一、技术参数
单位:mm
范围示值允差平面高度0.2角焊缝厚度0-150.2角焊缝高度0-120.20-400.30-50.1≤15030'0.5-5
0.1焊缝坡口角度间隙尺寸
高度
测量项目
宽度
焊缝咬边深度
二、使用方法
测量平面焊缝高度:首先把咬边深度尺寸对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度。
(图一)
测量焊缝宽度:先用主体测量角靠近焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
(图六)
测量焊缝咬边深度:首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
(图四)
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
(图五)
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
(图七)
三、保养方法
1.焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影
响精度。
2.不允许用香蕉水擦洗刻度部位。
3.多用尺上的间隙尺,不能当工具尺。
焊接检验尺的使用方法

HJC40型焊接检验尺的使用方法第一部分焊接检验尺示意图第二部分焊接检验尺的测量范围及技术参数测量项目范围示值允差高度平面高度/ 0.2 角焊缝高度0—12 02 角焊缝厚度0—15 0.2 宽度0—40 0.3 焊缝咬边深度0—5 0.1 焊缝坡口角度≤150 30′间隙尺寸0.5—5 0.1第三部分焊接检验尺使用方法主尺高度尺咬边深度多用尺测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度测量角焊高度,用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚21 111测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
此处测量角度测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
11此处测量宽度测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
第四部分 焊接检验尺的保养品 保 部测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
3、多用尺上的间隙尺,不能当工具用。
1。
1.1 焊接检验尺的使用方法
二、焊缝宽度
用主体测量角紧贴焊 缝一边,然后旋转多 用尺的测量角紧靠焊 缝的另一边,读出焊 缝宽度示值。
三、错边量测量
• 先用主尺紧靠焊缝 一边,然后滑动高 度尺,使之与焊缝 另一边接触,高度 尺示值即为错变量。
四、焊脚高度测量
用尺的工作面紧 靠焊件和焊缝, 并滑动高度尺与 焊件的另一边接 触,高度尺示值 即为。
五、脚焊缝厚度测量
用主尺的工作面与 焊件紧靠,并滑动 高度尺与焊缝接触, 高度尺示值即为。
六、平面咬边深度测量
先把高度尺对准 零位零位并紧固 螺钉,然后使用 咬边深度尺测量 咬边深度。
七、圆弧面咬边深度测量
• 先把咬边深度尺对准 零位基准,并紧固螺 钉,将三点测量面与 工件接触,注意不要 放在焊缝上,锁紧高 度尺,然后将咬边深 度尺松开并放于测量 处,移动咬边深度尺, 其示值即为。
八、角度测量
• 将主尺和多用途 尺分别紧靠被测 量角的两个面, 其示值即为。
九、间隙测量
• 用多用途尺插入 两焊件之间,测 量两焊件的装配 间隙。
谢谢
焊缝检验尺说明书

焊接检验尺说明书前言40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。
它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。
它比30型焊接检验尺,增加了测量功能,扩大了测量范围。
可作检测焊接工程的加工和焊缝外形的一种多功能工具。
该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。
一、主要特点:此尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
二、主要技术参数:测量名称测量范围读数值示值误差作钢尺用0-40mm 1mm ±0.1mm错口〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm坡口角度〈160°5°±30'间隙尺寸1-5mm 0.5mm ±0.20mm对接组焊缝X型坡口角角度60°;70° 60°;70° ±30'垂直焊缝高度(对接、角接) 〈20mm 1mm ± 0.20mm角焊缝高度〈20mm 1mm ±0.20mm焊缝宽度0-40mm 1mm ±0.20mm坡口错位〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm焊缝咬肉深度〈30mm 0.05mm ±0.10mm三、注意事项:使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。
四、40型焊接检验尺结构图及使用说明:焊接检验尺正面结构图焊接检验尺反面结构图1、作一般钢尺用2、测量错口3、测量坡口角度4、测量间隙尺寸5、测量对接组焊缝X型坡口角度60度6、测量对接组焊缝X型坡口角度70度07、测量垂直焊缝高度(对接)8、测量垂直焊缝高度(角接)9、测量角焊缝高度10、测量焊缝宽度11、测量坡口错位量12、测量焊缝咬肉深度。