PX装置重沸器管束泄漏原因分析及改进措施
再沸器泄露现场处置方案

再沸器泄露现场处置方案前言再沸器是一种重要的加热交换设备,广泛应用于化工、石化、冶金等行业。
在使用过程中,若再沸器发生泄漏,可能会严重危及人员安全和生产安全。
因此,制定一份完善的再沸器泄露现场处置方案,对于保障人员安全和生产安全具有重要意义。
一、现场情况评估发现再沸器泄漏时,首先需要对现场情况进行评估,以确定泄漏的性质、范围和可能造成的危害。
对于再沸器泄漏,需要重点考虑以下几个问题:1.泄漏液体的种类、性质和危害:部分化学物质对人体有毒害、易燃易爆等危害。
2.泄漏的范围和速度:根据泄漏的情况,评估泄漏的范围和速度,是否对周围环境和人员造成危害。
3.泄漏是否会导致进一步事故:例如涉及气体或高温、高压液体的泄漏,可能引发进一步的火灾、爆炸等事故。
二、先期应急措施在确定了泄漏的情况后,需要迅速采取一些应急措施,以减小事故危害和风险。
1.确保人员安全:在事故现场,应紧急疏散周围人员,并拉起警戒线,禁止无关人员进入。
同时,对于参加处置的人员,需要佩戴防护装备,以保护自身安全。
2.切断泄漏源:在掌握泄漏情况后,需要迅速切断泄漏源,停止泄漏。
对于逃逸的气体或液体,可以使用泄漏堵漏剂来进行管道的封堵。
3.遮盖泄漏区域:为了避免泄漏物质进一步扩散,可以使用沙土等材料进行遮盖,降低泄露风险。
三、后期处置方案在完成应急措施后,需要制定后期处置计划,全面清理泄漏区域和恢复设备的正常运行。
1.确定清理方案:根据泄漏情况和所处环境,制定合适的清理方案。
对于高毒、高危泄漏液体,需要按照相应的安全程序进行处置,避免二次污染和误伤等危害。
2.采用合适技术设备进行清理:清理泄漏区域的过程中,需要采用合适的工具和设备,避免污染扩散。
根据泄漏情况,可能需要使用防护服、呼吸器、洗眼器等工具设备。
3.进行环境监测:清理泄漏区域后,需要进行环境监测。
对于化学品泄漏,需要测量周围环境的空气、水或者土壤等因素,确保事故对周围环境没有继续危害。
四、结论再沸器泄露是一种常见的生产安全事故,给人员和环境带来严重的危害。
工艺水汽提塔再沸器内漏原因分析及优化

工艺水汽提塔再沸器内漏原因分析及优化摘要:急冷水(包括工艺水)系统是乙烯装置重点防腐管控单元,本文阐述了工艺水汽提塔再沸器泄漏情况,从工艺操作和设备结构两方面进行了分析,发现了再沸器长期处于超热负荷状态,确定了造成换热器泄漏的根本原因,实施了改造措施,并提出了生产优化建议,可为同类型装置生产经验共享。
关键词:工艺水再沸器泄漏热负荷腐蚀引言裂解炉设计有稀释蒸汽(DS)注入系统,通过降低烃分压来提高裂解炉乙烯、丙烯产品收率。
这部分注入到原料中的蒸汽会在下游急冷水系统得到冷凝,其中部分冷凝的急冷水进入工艺水汽提塔(C-3001),经过塔底再沸器(E-3018)及DS注入,汽提出其中的烃类物质后,继续用于发生DS,供裂解炉循环使用。
由于急冷水组成复杂,存在易腐蚀介质,在高温的情况下,极易发生设备腐蚀泄漏现象。
2019年E-3018投用至今,已发生过两次泄漏现象,严重威胁装置的长周期运行。
1 工艺流程说明E-3018管程介质为裂解柴油(PGO),入口温度为150.4℃,出口温度135.3℃,壳层为工艺水,设计温度113.4℃,压力0.06MPa。
E-3018管程设计有旁路线,通过调节旁路阀门,起到控制进入换热器PGO的流量,调节换热器的热负荷,如下图所示:图110-E-3018工艺简图Fig.1 10-E-3018 Process Diagram2 换热器情况介绍E-3018为ASH型浮头式换热器,两程管设计,管束规格φ25*2,数量:3106根,换热面积1258.7㎡。
2019年10月,利用装置大检修的机会,更换了一台新的换热器。
运行不足一年半即发生了泄漏,由于管束无法抽出,仅对四根泄漏管束进行了封堵。
2021年9月14号,换热器再次泄漏,堵管16根。
换热器抽芯图片如图2所示:图2 清洗前管束状况Fig.2 Condition of tube bundle before cleaning图3 清洗后管束状况Fig.3 Condition of tube bundle after cleaning检查发现,一是浮动支撑圈与浮头管板之间积焦结垢严重,这会导致严重垢下腐蚀[[1]];二是管束主体存在均匀腐蚀,在浮动支撑圈与浮头管板之间的管束存在明显坑蚀(见白圈处)3 泄漏原因分析3.1 工艺原因分析对设计工况3(最大负荷)和实际工艺运行参数进行对比分析,如下表所示:表1 换热器热负荷对比Table1 Heat load comparison of heat exchanger管程PGO流量入口温度出口温度PGO比热热负荷最大热负荷注1单位t/hr℃℃℃kw kw设计数据1524.6150.4136.41.85511000.012650.0实147148126 1.8163注1:专利商规定的设计最大热负荷=设计热负荷*115%注2:实际数据以2020年6月5号数据可以发现,加热用到裂解柴油流量未超过设计流量,但是,由于柴油进出换热器温差达到了22.5℃(设计14℃),E-3018的实际热负荷已是设计值的148.5%,超出设计最大热负荷的29.1%,属于超负荷运行。
再沸器泄漏应急处置方案
再沸器泄漏应急处置方案在核电站发电过程中,“再沸器泄漏”问题是一种较为常见的事故。
再沸器泄漏是指打飞漏热管中的水,因而造成蒸汽发生器再沸器的泄漏。
其导致的直接后果则是,轻量化气体与放射性物质进入气室,引起连锁反应事故。
就此,我们有必要制定应急处置方案以确保事故时可有效应对。
再沸器泄漏原因再沸器泄漏的原因有很多,但最常见的是水侵蚀。
此外,过度氧化和机械破损也会引起泄漏。
应急处置方案1. 确认泄漏位置以及泄漏程度在应对再沸器泄漏时,我们首先需要确认泄漏的位置和泄漏的程度。
这样可以帮助我们采取更为合适的紧急措施。
我们可以通过以下方法来确认泄漏位置和泄漏程度:•观察仪表板,注意任何异常的读数。
•确认数据日志以及其它记录。
•检查附近的管道和设备,观察有无水汽的迹象。
•按照程序中的要求进行检查。
2. 快速减压在确认泄漏位置和泄漏程度后,我们需要立即执行快速减压操作。
这样可以有效缓解再沸器内部压力,从而防止发生更加严重的事故。
具体的操作步骤如下:1.调整汽轮机和发电机,降低负荷。
2.处理未冷却的燃料棒,以确保其被安全地冷却。
3.启动紧急释放阀,释放再沸器内的压力。
3. 隔离区域并排除故障在执行快速减压操作后,我们需要立即将泄漏区域隔离起来。
这样可以确保发生事故的区域不受更大的损害。
同时,需要制定行动计划,通过排除故障来保证安全。
在此过程中,我们需要执行以下操作:1.关闭所有未受影响的阀门和系统。
2.通过检查来确认发生泄漏的原因。
3.根据情况采取解决方案,以确保事故得以安全化解。
4. 预防事故再次发生在处理再沸器泄漏事故后,我们需要采取措施,以确保类似事故不再发生。
具体的做法如下:1.对设备进行定期检查,检查是否存在潜在的故障。
2.制定应急响应计划,以便在未来的事故中能够做出快速反应。
3.不断改进技术和训练员工,以提高应对事件的能力。
结论再沸器泄漏是核电站安全的一个常见问题,它需要得到有效的应对。
通过正确的紧急响应和应急处置方案,我们可以确保人员和环境的安全,并避免事故的扩大。
四管泄漏原因及事故处理
四管泄漏原因及事故处理一、简述锅炉四管是指省煤器、水冷壁、过热器、再热器管道,管道内部承受着工质的压力和一些化学成分的作用,外部承受着高温、腐蚀和磨损的环境影响,所以很容易发生泄漏问题。
一月份京能电力发生的8起非停事件中,就包含3起四管泄露事故,其中一起再热器泄漏,两起水冷壁泄漏,威胁机组安全运行。
本文对四管泄漏原因、现象、处理几个方面进行详细分析。
二、四管泄漏原因1.管道金属材料不良、设计裕度不够,制造、安装或焊接质量不合格。
(岱海发电3号锅炉屏式再热器管爆管原因为综改后屏式再热器设计中未充分考虑材料使用性能裕量,局部管排在负荷升降过程中存在超温现象)2.飞灰、高温烟气冲刷使受热面磨损。
(盛乐热电2号机组锅炉2号角燃烧器水冷壁两次泄漏原因为扩散后的二次风携灰冲刷水冷套外侧管,管子不断磨损减薄,最终强度不足爆破泄漏)3.受热面结焦、积灰严重,管壁长期超温导致爆管。
4.氧化皮脱落堵塞或管内有杂物,受热面工质流量分配不均匀,导致受热面过热超温。
5.吹灰器位置不正确、吹灰前未能疏尽疏水或者吹灰器内漏,导致受热面吹损。
(本次1号炉检修发现水冷壁部分区域管壁被吹灰减薄,因此对炉膛吹灰器喷嘴内调约4mm,防止吹灰器吹损周边炉管)6.给水品质长期不合格,受热面内结垢严重引起垢下腐蚀。
7.燃烧不正常,火焰冲刷管屏或锅炉热负荷分配不均,导致部分管材高温腐蚀。
8.受热面膨胀不良,热应力增大。
三、四管泄漏现象1.DCS四管检漏装置报警。
2.就地检查可能听到泄漏声,严重时密封不严处有蒸汽外冒。
3.泄漏区域烟气温度降低,泄漏点后管壁温度和工质温度上升。
4.炉膛压力大幅摆动。
5.水冷壁泄漏可能造成燃烧不稳。
6.引风机出力增大。
7.给水流量不正常大于蒸汽流量,两台小机出力增加。
8.锅炉排烟温度降低。
9.电除尘器可能闪络,输灰中水分增加,可能造成输灰管道堵塞。
10.两侧主再热汽温度或减温水调节门的开度可能出现明显偏差。
四、处理1.立即汇报值长、汇报锅炉主管及部门领导,通知设备部各专业人员到现场进行检查,确定泄漏区域,启动事故预案。
苯乙烯精馏塔再沸器泄漏原因分析

第 48 卷 第 4 期2019 年 4 月Vol.48 No.4Apr. 2019化工技术与开发Technology & Development of Chemical Industry作者简介:胡岗(1974-),男,湖南岳阳人,工程师。
E-mail: hug.hnlh@收稿日期:2019-01-16苯乙烯精馏塔再沸器泄漏原因分析胡 岗(中国石化海南炼油化工有限公司,海南 洋浦 578101)摘 要:本文简述了精苯乙烯塔的工艺流程,分析了某公司苯乙烯装置精馏塔塔底虹吸式再沸器在生产过程中相同操作参数条件下的泄漏情况,通过对该换热器制造过程中存在问题的处理,得出泄漏的主要原因是上管箱型体的改变使得气相流急剧变向引起冲刷腐蚀,部分换热管过胀造成管壁减薄是再沸器泄漏的重要原因。
关键词:苯乙烯;精馏;再沸器;管箱;型体改变中图分类号:TQ 053.5 文献标识码:B 文章编号:1671-9905(2019)04-0064-03换热器在炼油化工行业中的应用十分广泛,换热设备利用率的高低直接影响到装置效率以及成本费用等问题。
从换热器损坏的实际情况来看,换热器的腐蚀问题普遍存在。
要想防止换热器的腐蚀现象发生,就必须分析产生腐蚀的根源。
1 苯乙烯精馏塔工艺流程简介来自粗苯乙烯塔釜液泵的粗苯乙烯液进入精馏苯乙烯塔中部,精馏苯乙烯塔釜通过精馏塔虹吸式再沸器(E-409),采用0.35MPa(G)蒸汽加热。
精馏苯乙烯塔顶气体经过精馏塔顶冷凝器和精馏塔顶后冷器冷凝,少量不凝气由精馏塔真空系统经真空泵密封罐送往火炬系统。
冷凝下来的液体进入精馏塔回流罐,一部分作为回流返回精馏苯乙烯塔顶部,另一部分作为苯乙烯产品,经苯乙烯产品过冷器冷却到9℃后送往苯乙烯罐区的班产罐待分析,分析合格后再送到苯乙烯储罐储存。
来自精馏苯乙烯塔釜液泵(P-407)的精苯乙烯塔釜液一部分进入薄膜蒸发器,薄膜蒸发器采用1.0MPa(G)蒸汽加热,气相返回精馏苯乙烯塔釜,液相为苯乙烯焦油,由薄膜蒸发器釜液泵送往罐区苯乙烯焦油罐。
丙烯酸装置再沸器封头接管腐蚀泄漏原因分析

丙烯酸装置再沸器封头接管腐蚀泄漏原因分析梁宗忠1,张峰1,吴艳萍2,刘鹏举1(1.中国石油兰州石化分公司,甘肃兰州730060;2.圣莱科特精细化工(上海)有限公司,上海201500)摘要:再沸器是影响丙烯酸装置平稳运行的关键设备,丙烯酸丁酯单元反应系统中的丙烯酸、对甲苯磺酸等工艺介质对金属具有强烈的腐蚀作用,正确选材是保证设备长周期的必然要求。
文中介绍了某石化公司丙烯酸装置丁酯单元反应器再沸器上下封头接管的泄漏情况,通过宏观检查、厚度检测、光谱定量分析等方法,分析出不符合设计材质要求的接管被错误的使用于该强腐蚀场合是导致设备泄漏的主要原因。
根据分析结果,装置及时更换了符合设计材质要求的再沸器上下封头接管,系统投用后跟踪检测运行良好,为同行业设备管理及腐蚀管控提供了经验,具有较强的借鉴意义。
关键词:丙烯酸;再沸器;接管;腐蚀;泄漏中图分类号:TQ225.13+1文献标识码:B文章编号:1671-4962(2023)05-0059-03Cause analysis of corrosion leakage of reboiler head nozzle ofacrylic acid plantLiang Zongzhong1,Zhang Feng1,Wu Yanping2,Liu Pengju1(1.PetroChina Lanzhou Petrochemical Company,Lanzhou730060,China;2.SI Group(Shanghai),Shanghai201500,China)Abstract:Reboiler is the key equipment that affects the smooth operation of acrylic acid plant.The process media such as acrylic acid and p-toluene sulfonic acid in butyl acrylate unit reaction system have strong corrosion effect on metals,socorrect selection of materials is an inevitable requirement to ensure the long-lead operation of equipment.This paper introduced the leakage of the upper and lower nozzle of the reboiler of butyl acrylate unit reactor in a petrochemical company,analyzed the main reason for the leakage of the equipment through macroscopic inspection,thickness detection and quantitative spectral analysis,i.e.the nozzle with unsatisfied with the design material requirements was wrongly used in the strong corrosion situation.According to the analysis results,the satisfied material of the upper and lower head nozzle of the reboiler was timely replaced and then the tracking and testing operation of the system was good,which provided experience for equipment management and corrosion control in the same industry and hadhigh reference significance.Keywords:acrylic acid;reboiler;nozzle;corrosion;leakage某石化公司丙烯酸及丙烯酸酯装置,分别采用丙烯气相2步氧化法生产丙烯酸和连续酯化法生产丙烯酸甲/乙酯、丁酯。
重沸器泄露——锅炉换热器腐蚀穿孔的原因及解决方案

重沸器泄露——锅炉换热器腐蚀穿孔的原因及解决方案重沸器泄露——锅炉换热器腐蚀穿孔的原因及解决方案。
重沸器等换热器是化工、石油、动力、食品及其它许多工业部门的通用设备,在生产中占有重要地位。
重沸器等换热器机组腐蚀是化工生产中一个常见的问题,如何有效预防腐蚀显得很重要。
某化工公司气分装置使用1.0MPa饱和蒸汽加热,脱乙烷塔底重沸器管束每六个月左右重沸器就泄漏一次;精丙烯塔底重沸器泄漏时间稍长,大概在十个月左右。
蒸汽冷凝液放置一段时间后颜色呈现桔红色,蒸汽冷凝水回用到锅炉不达标而外排。
经检测,脱乙烷塔底重沸器蒸汽凝结水呈酸性,PH值5.97;乙烷塔底重沸器蒸汽凝结水中总铁含量在2.54-14.47mg/l,精丙烯塔底重沸器蒸汽冷凝液呈酸性,PH值6.09;精丙烯塔底重沸器蒸汽冷凝中总铁在0.91-3.63mg/l。
锅炉原水使用市政水,锅炉水处理工艺为阳离子树脂交换器和除氧器,阳离子树脂交换器使用氯化钠盐反洗再生。
脱乙烷塔底重沸器设备明细:脱乙烷塔底重沸器BES500-4.0-25-3/25-4I;换热管材质:10# ;壳程操作压力2.5Mpa;管程操作压力0.6-1.0Mpa;脱乙烷塔底操作温度64-70℃,加热蒸汽走管程。
精丙烯塔底重沸器设备明细:精丙烯塔底重沸器BJS600-2.5-85-6/25-4I;换热管材质:10# ;壳程操作压力1.7Mpa;管程操作压力0.6-1.0Mpa,精丙烯塔底操作温度57-63℃,加热蒸汽走管程。
7月19日开始检修,发现脱乙烷塔底重沸器管束换热管中间位置有腐蚀裂口和穿孔、精丙烯塔底重沸器管束换热管中间位置也有腐蚀穿孔;脱乙烷塔底重沸器管束有2根换热管上有裂口,一根换热管有约4厘米左右的裂口,另一根换热管上有7厘米左右的裂口,另外两根换热管上都有直径约3.5毫米的孔。
精丙烯塔底重沸器有两根换热管上均有直径约4毫米左右的孔。
分析:从脱乙烷塔底重沸器和精丙烯塔底重沸器的管束换热管的裂口和穿孔位置及操作温度来看症状来看,换热管的裂口和穿孔不是冲刷引起的,冲刷引起的换热管的裂口和穿孔集中表现在弯头的部位。
PTA化学危险品(PX)泄漏事故应急预案

PTA危险化学品(PX)泄漏事故应急预案1.应急对象基本情况化工厂PTA装置以PX为原料,在TA单元进行氧化反应。
工艺过程中涉及到PX的设施有PX罐TTK-101、氧化塔TD-201、及其它使用PX的设备、工艺管线等。
醋酸的基本性质、危害与防护见附表1。
PTA车间人员基本情况、关键工艺流程、重要工艺参数、设备设施及安全附件概况、制度执行情况等见附件。
2.应急预案对象可能的重大泄漏点(危险源点)及泄漏介质:(1)PX罐TTK-500;(2)氧化塔TD-201;(3)其它设备、工艺管线;3.应急情况下各职能组人员职责3.1 车间主任负责对应急处理的统一指挥;3.2生产主任领导现场处理组,负责事故现场应急状态下进行工艺处理、抢险方案的确认实施,以及生产恢复等情况的指挥协调;3.3设备主任领导救援保障组,负责为事故处理提供各种物资(包括防护器材)准备,并协调物资调配;保障控制中心通讯系统畅通以及设备方面相关资料的准备;3.4技术主任领导技术支持组,负责事故发生地点各种技术资料的准备,帮助内操人员完成工艺操作,辅助组长做出决策;3.5工会主席领导环境检测组,负责现场环境的检测,为应急处理提供各项检测支持;3.6 车间书记领导现场救护组,负责现场受伤人员基本救护,引导医疗机构到达;负责组织无关人员按照逃生路线疏散、在集合地点对人员清点;3.7 消防引导组,负责引导消防人员进入现场,为消防人员指示消防设施的位置;3.8 运行班人员在值班长指挥下,切断与事故点的物料联系,听从车间指挥小组命令作出相应的工艺处理;3.9 各组人员情况见附件2;4.应急指挥通讯及联络方式当发生泄漏时,外操应立即通知中控室,内操了解情况后,立即启动车间应急通讯联络网络,及时通知车间领导和各相关职能组(夜间或节假日先通知值班人员),并以中控室为联络中心,保持通讯信息的畅通。
PTA车间危险化学品(PX)泄漏应急指挥组织网络图:5.报告及报警方式现场发现泄漏事故情况,岗位人员用现场对讲机或厂内电话向控制室汇报事故情况,内操立即向车间领导(63803165)和调度室(使用调度电话)汇报,如发生火情通知调度,火势较大时可直接报火警(119)或按动火灾报警按钮。
再沸器设备泄漏原因分析
再沸器设备泄漏原因分析詹永刚【摘要】再沸器设备在实际运行过程中常出现泄漏问题,对化工企业生产运行造成不良影响。
对再沸器设备的泄漏原因进行分析,希望对相关人员有所启示,为我国化工企业发展奠定良好基础。
%In the actual operation process of the boiler equipment,the leakage problem is often produced,which will cause a very bad iMPact on the production and operation of chemical enterprises. Analyze the reasons for the leakage of the equipment,and hope to have some inspiration for the relevant personnel,to lay a good foundation for the development of chemical industry in our country.【期刊名称】《化工设计通讯》【年(卷),期】2016(042)004【总页数】2页(P124-124,150)【关键词】再沸器设备;泄漏;原因分析【作者】詹永刚【作者单位】浙江新安迈图有机硅有限责任公司,浙江建德 311600【正文语种】中文【中图分类】TQ051.6再沸器设备也可以称之为重沸器,该设备结构与冷凝器设备结构有着相似之处,但是二者有着根本性的区别,因为冷凝器设备是用来降温的,而再沸器是用来提升温度的。
再沸器设备可以将塔釜物料蒸发成为气体,并且使得气体再次进入塔釜内部,与物料进行有效隔离。
再沸器设备与换热管之间可以应用焊接、胀接和焊胀并用方式进行连接。
需要注意的是,不同连接方式有着不同的适用情况。
相关人员需要依据连接的实际情况选择合理的连接方式。
重整汽提除氧塔重沸器管箱法兰泄漏原因分析及对策

重整汽提除氧塔重沸器管箱法兰泄漏原因分析及对策
摘要:汽提除氧塔重沸器是给除氧塔提供热能,确保将石脑油中的游离氧蒸出
排出,而汽提除氧塔重沸器的频繁泄漏直接影响除氧系统的正常运行。
通过对重
沸器管箱法兰泄漏原因分析,提出了解决对策,半年内汽提除氧塔重沸器泄漏次
数为零,从而不但降低了检修维护费用,还为除氧系统的长周期运行提供了有力
保障。
关键词:除氧塔;重沸器;泄漏;原因
引言
延安石油化工厂联合一车间连续重整装置于2009年建成投产。
为了彻底解决预处理反应器压降大的问题,2011年8月在预加氢单元前增加了一套热力除氧系统。
汽提除氧塔重沸器是给除氧塔提供热能,确保将石脑油中的游离氧蒸出,而
汽提除氧塔重沸器的频繁泄漏直接影响除氧系统的正常运行。
通过查阅2014
年~2017检修记录发现:重沸器四年合计16次泄漏、平均4次/年,重沸器泄漏
率高,解决汽提除氧塔重沸器频繁泄漏的问题迫在眉睫。
一、现状及原因分析
通过查阅2014年~2017检修记录,就汽提除氧塔重沸器泄漏情况汇总如下,见表1:
表-1 2014年~2017汽提除氧塔重沸器泄漏统计表
由此可见,造成汽提除氧塔重沸器泄漏的主要原因是:管箱介质温度交替变化影响和管箱
压力升降变化影响
二、解决措施
首先内操和外操通过核对蒸汽调节阀发现调节阀的调节比较滞后,通过修改调节阀PID,
提高了调节阀的灵敏度。
抽提装置汽提塔底再沸器频发泄漏故障分析及解决措施

石油大学 ( 华东) ,大学本科 ,助理 工程 师 ,现在乌鲁木齐石化公
司 炼 油 厂 芳 烃车 间 从 事设 备 管 理 工 作 。
由于 抽 提 塔 ቤተ መጻሕፍቲ ባይዱ 的 富 溶 剂 中含 有 部 分 非 芳烃 , 为 了把 这 部 分 非 芳 除去 ,设 置 了汽 提 塔 。它 依 据
..
6 4. .
石 油和 化 工 设 备 2 0 ] 5 年第 1 8 卷
抽提装 置汽提塔底再 沸器 频发泄漏故 障分析 及 解决措施
周翔龙 。田晓 京
( 乌鲁木齐石化公司炼油厂 , 新疆 乌鲁木齐 8 3 0 0 1 9 )
[ 摘 要]抽提装 置汽提塔底再 沸器为立式 固定管板结构 ,运行过程 中设备 管束与管板的焊接 部位频繁发生 泄漏,造 成抽 提 水系统 无法正常操作 。本文从工 艺运行 工况 、管路设计 、管束 内外侧介质 品质以及设 备 本身构造等方 面入 手 ,深入 剖析 了 导致设备 泄漏的原 因,提 出了有效的解决措施 ,可供 同行借 鉴参考。
[ 关键词]抽提装置 ;再沸 器;泄漏;故 障分析;解决措施
l 装置简介
7 0 万 吨 大 芳 烃抽 提 是 充 分 利 用 中 国 石 油 乌 鲁 木齐石化公司 1 0 0 万 吨/ 年 对 二 甲苯 芳 烃 联 合 装 置 的 芳 烃 资 源 ,采 用 北 京 金 伟 晖 工 程 技 术 有 限公 司 应用的S UP E R— S AE — I I 芳 烃抽 提 专有 工 艺技 术 , 以
溶 剂 液一 液 抽 提 法 分 离 芳 烃 的生 产 装 置 。它 依 据 的 原 理 是 利 用 烃 类 各 组 分 在 溶 剂 中溶 解 度 不 同 , 即 当 溶 剂 与 原 料 油 混 合 后 ,溶 剂 对 芳 烃 和 非 芳 烃 进 行 选 择 性 溶 解 ,形 成 组 分 和 密 度 都 不 相 同 的两 相 ,即溶剂相 ( 分 散 相 ) 、抽 余 相 ( 连续相 ),
换热器管束泄漏原因分析及对策

先, 要增加原设计 中换热管伸出管板的长度. 使其保
证在 3~4 m, 样 , 角 高 度 才 能 增 加 至 3 m 以 m 这 焊 r n 上. 同时在 焊接时 管 口不 能熔 掉 ; 次 , 采取 多 遍 其 要 焊接 的方法 减少 气孔 等焊 接缺 陷的产 生 因为一层 焊道表 面或 内部 气 孔 可能 很 深 , 至 几乎 穿透 熔 敷 甚 金属 , 采取 多遍 焊 接 就 能大 大 减 少 焊 接 缺 陷产 生 但 的机率 , 同时也增 加 了熔敷金 属厚 度 为此 , 采用 应 水 平 固定手工 钨 极 氩弧 焊 或垂 直 俯位 手 工 电弧 焊 . 焊 接层数 至少保 证 两层 . 样 就 使 焊缝 的 强度 得 到 这 充分 地 保证 另外 , 彻 底 清除 焊 接 区 的油 、 、 要 锈 垢 等杂物 并有 良好 的氩 气保 护 , 减少 焊 接缺 陷的 产生 , 进 一步 提 高焊接质 量 。 52 采用 强度 焊接加 贴胀 的制 造工 芝 , 到 双重 保 . 起
导致 紧挨下 模一 侧 变软 样打 人 内 后 导致两 侧 这 厚 薄 不均
4 2 改进 措施 .
个 直杆 , 这样 在合模 时爪 子 固定 了嘴子杆 , 杜绝 了压 坏嘴子 、 压坏 模具 的 现象 。另外 , 胎模 具加 工时 由 外 于内 口边缘 宽 度 不 一致 , 致 外 胎硫 化 时 插 嘴 插人 导 水 胎嘴子 的深 度不 一 样 导致 水 胎嘴 子 眼膨 胀 过度 而早期损 坏 , 响水 胎 的使 用 寿 命 , 此 , 们 在外 影 为 我
河南化工
20 年 01
第 l 期 0
使气孔扩大 , 导致管束严重泄漏
43 工 艺操 作 。该 换 热 器 管壳 程 介 质 不但 压 差 大 . 而且 温差 也 大 , 给投 用 时 的操 作 提 出更 高 的 要 求 。 尤其是 管 程 的 3 5 a蒸 汽 易 产 牛 水 击 现 象 , 成 .MP 造 管 子强烈振 动 , 由于管 板 与管子 问存 在缝 隙 , 震动 产 牛的 应力直 接作 用 在 焊缝 上 . 对焊 缝 造 成破 坏性 影
再沸器泄露现场处置方案

再沸器泄露现场处置方案背景再沸器是一种重要的工业设备,经常用于对液体进行加热,使其处于高温高压状态。
然而,在使用过程中,再沸器泄露的情况时有发生,这种泄露不仅会导致设备损坏,还会给现场带来安全隐患。
因此,制定一份再沸器泄露现场处置方案显得尤为重要。
相关法律法规在制定再沸器泄露现场处置方案时,首先需要了解相关的法律法规。
根据国家安全生产法,企业需要制定相应的安全生产管理规定,对设备进行安全检查和排查,并制定合理的应急预案。
现场处置方案第一步:紧急处理当再沸器发生泄露时,第一步需要进行紧急处理。
操作人员需要立即关闭相关设备,并采取措施停止泄漏。
同时,要确保现场人员的安全,进行必要的防护措施。
第二步:危险评估在紧急处理完成后,需要进行危险评估。
操作人员需要对现场环境和设备进行全面评估,确定泄漏的情况、泄漏液体的种类、泄漏的位置、泄漏液体的性质等信息。
同时,确定周边受影响区域,评估风险等级。
第三步:处置方案制定在危险评估完成后,需要制定针对性的处置方案。
根据泄露液体的性质和泄露位置,采取相应的措施进行处理。
比如,应该尽可能减少泄漏液体的散发,加大通风设备的强度,进行泄漏液体的收集和处理等。
同时,操作人员还需要进行必要的记录,对整个处理过程进行监控。
第四步:处理完成后的清理处理完成后,需要对现场进行彻底的清理。
清理过程中,需要遵循相关的操作规程,采取安全的清理措施,防止污染物的扩散和再次泄漏。
结论在再沸器泄露时,为了最大化保护现场人员的安全,并减轻可能产生的财产损失,需要制定科学合理的现场处置方案,并进行必要的危险评估和操作记录,确保整个处置过程安全可靠。
再沸器泄漏原因分析及改进措施

再沸器泄漏原因分析及改进措施摘要:根据甲乙酮生产中,E-2251塔釜再沸器操作运行中存在的问题,指出了防冲挡板冲刷损坏的危害性,分析了产生防冲挡板冲刷的原因,有效的防止了防冲挡板的冲刷,实践证明该改进措施具有较强的操作性。
关键词:再沸器防冲挡板冲刷泄漏改进引言再沸器防冲挡板是防止再沸器入口介质直接冲击换热管束,对换热管束起保护作用的一个零件,但由于设计、制造、操作等诸多原因,在再沸器正常运行中,防冲挡板冲刷的现象时有发生,冲刷的防冲挡板不但起不到保护换热管束的作用,而且在入口介质的压力冲击下,导致再沸器的壳程和管程介质短路,使其无法正常运行,甚至报废。
一、简介甲乙酮E-2251塔釜再沸器于2009年9月投入使用。
在2013年6月,由于再沸器长期运行,受介质蒸汽的影响,导致再沸器泄漏,造成甲乙酮成品中带少量水。
1.再沸器主要设计参数2.再沸器防冲挡板结构图2.1 防冲挡板结构见图12.2 防冲挡板各零部件材料表23.再沸器泄漏情况再沸器于2009年9月投用至今运行3年9个月出现壳程向管程泄漏,导致再沸器无法正常运行,再沸器的泄漏问题已严重制约着装置的长周期生产,并造成很大停车损失,本文对泄漏的原因进行分析,并提出了可行的改进措施。
防冲挡板冲刷如图所示:二、泄漏原因分析1.介质冲刷当介质蒸汽入口处的汽流速度较高且汽流中含有较大水滴时,水滴随高速气流运动,直接撞击防冲挡板、筋板、壳壁,并受蒸汽的冲刷焊缝开裂,经过长期运行及时间的积累,将再沸器最上面的一排换热管束砸漏,使防冲挡板和筋板、壳壁相连的焊缝受蒸汽的冲刷而损坏。
造成壳程与管程介质短路,导致再沸器无法正常运行。
2.压力波动由于再沸器在运行中压力不断地变化,并且变化的范围较大,导致入口的蒸气对防冲挡板及筋板的冲击力不断地改变,造成防冲挡板及筋板不断地抖动,尤其是防护挡板中心处抖动的幅度最大。
2.3 疲劳破坏由于防冲挡板及筋板不停抖动,在应力集中的焊缝处,应力不停地反复作用,长期以来使焊缝开裂。
再沸器泄漏现场处置方案

再沸器泄漏现场处置方案1. 背景介绍在化工、石化等行业中,再沸器是非常常见的设备。
然而,再沸器泄漏是一种常见的设备事故,这不仅会影响生产,还可能对环境造成严重污染,甚至威胁人员安全。
因此,在再沸器泄漏事故发生时,及时采取有效措施进行处理,对于降低设备事故风险、提高生产效率和保障人员安全至关重要。
2. 再沸器泄漏原因及影响再沸器泄漏的原因较多,主要包括以下几点:•设备质量问题•操作不当•极端情况下的意外因素再沸器泄漏对生产和环境的影响也较为严重,主要表现在以下几个方面:•生产损失:泄漏会导致生产停机,直接影响生产效率和产品质量。
•环境污染:泄漏会导致有毒化学品散落到大气、土壤和水体中,严重时可造成生态破坏和环境污染。
•安全事故:泄漏若不及时处理,可能会演变成爆炸、火灾等严重事故,威胁到人员的安全和生命健康。
3. 再沸器泄漏现场处置方案再沸器泄漏是一种常见的紧急情况,应及时采取应急处置措施,并在排除事故根源后,立即进行维修和保养工作,以防止类似事故的再次发生。
具体的现场处置方案如下:3.1 现场处置程序1.停机:立即停止泄漏再沸器。
2.通知:向有关负责人和维修人员报告事故情况,组织现场人员做好安全防护措施。
3.堵漏:在泄漏管道处采取堵漏措施,如紧急堵孔、紧急挤密、紧急封口等。
4.救援:调用应急救援车辆将泄漏物质清理干净,减轻污染程度。
5.评估:进行现场风险评估,确定现场的作业方式,采取适当的措施保护周围环境和现场人员的安全。
6.维修:在排除事故根源后,迅速进行维修与保养工作,以防止类似事故的再次发生。
3.2 现场处置要点1.紧急处置措施需快速、准确。
要求现场人员采取紧急措施,尽可能减少泄漏物质的扩散,积极保护周围环境和人员安全。
2.不能直接用水清洗。
泄漏的化学品是高度有害的物质,不符合安全标准,不能随意接触和清洗。
需要采用专业的清理设备和人员,确保事故现场的彻底清理和处理。
3.必须注意安全。
在现场处置过程中,现场人员必须注意安全防护,如佩戴防护服、呼吸器等,保持警觉和谨慎,确保人员安全。
管子本身泄漏的原因及处理方法

专业的论文在线写作平台
管子本身泄漏的原因及处理方法
1.原因分析
(1)管子局部与全面腐蚀、管子本身因腐蚀穿孔是管束泄漏的主要形式。
(2)腐蚀产生的缺陷和管材本身的缺陷,在热应力、冲击载荷及振动作用下,缺陷扩展而失效。
(3)管子与折流板管孔部位因外部冲击及振动作用下,引起管壁与折流板孔内表面反复碰撞而磨损、减薄,同时管壁承受很大的冲击力,因折流板较窄,会发生管子被切开。
(4)当管振动幅度足够大时,导致管间相互碰撞及外围管子和壳内壁碰撞,管壁磨损减薄,发生开裂。
(5)对水冷却系统,出口温度在38℃以上时,微生物的繁殖加速,腐蚀生产
2.对策措施
(1)改善工艺操作条件,控制振动和温度波动范围,防止温度剧变而产生温差应力,引起管束与管板的脱离或局部变形及裂缝,加快腐蚀及产生热疲劳破坏。
DCC装置稳定塔重沸器管束泄漏原因分析与对策

DCC装置稳定塔重沸器管束泄漏原因分析与对策
李贵;王胜潮;杨丰华;钟海博
【期刊名称】《石油炼制与化工》
【年(卷),期】2023(54)1
【摘要】针对某石化企业增强型催化裂解(DCC-plus)装置稳定塔重沸器管束泄漏,严重影响装置长周期安全运行的问题,从设备结构、工艺操作、设备腐蚀等方面进行了原因分析,通过采取优化重沸器换热系统控制方案、优化工艺参数等应急措施,抑制了重沸器管束内漏程度,延长了重沸器的运行周期。
在检修期间通过重沸器结构改造和工艺管道走向优化,彻底解决了重沸器的内漏问题,不仅消除了安全隐患,而且节约3.5 MPa中压蒸汽9.7 t/h,产生效益约2390万元/a。
【总页数】5页(P135-139)
【作者】李贵;王胜潮;杨丰华;钟海博
【作者单位】中海石油宁波大榭石化有限公司
【正文语种】中文
【中图分类】F42
【相关文献】
1.催化稳定塔底重沸器管束腐蚀泄漏分析
2.凝析油稳定塔塔底重沸器管束腐蚀原因及对策
3.制氢装置再生塔底重沸器管束损坏原因分析及对策
4.催化裂化装置稳定塔塔底重沸器管束泄漏原因及处理
5.DCC装置脱丙烷塔塔底重沸器结焦原因及对策
因版权原因,仅展示原文概要,查看原文内容请购买。
蒸汽再沸器管束振动泄漏案列分析
2020年04月蒸汽再沸器管束振动泄漏案列分析赵兴国(西南油气田川东北作业分公司,四川达州636164)摘要:我装置一台干燥塔再沸器在使用过程中,多次发生泄漏。
在故障分析的过程中,发现该换热器长期存在蒸汽超流量的现象。
通过计算,由于蒸汽超流量,换热器管束存在卡门漩涡振动现象,最终导致管束的泄漏。
通过该换热器的泄漏案例分析,结合化工装置实际操作运行情况,文章提出了避免类似故障的一些解决措施。
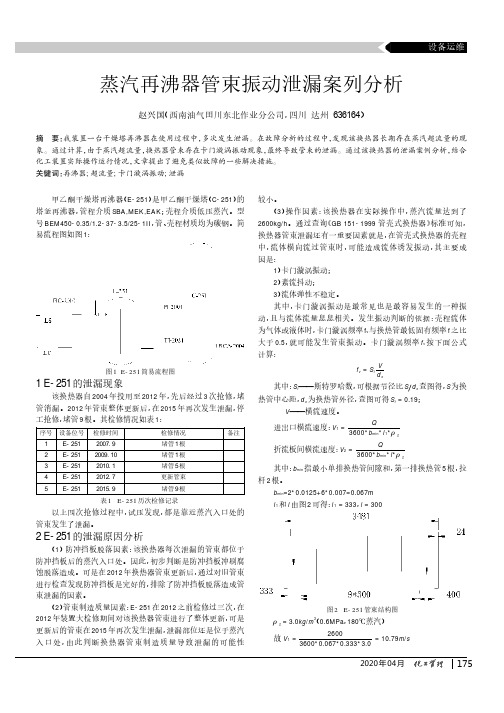
关键词:再沸器;超流量;卡门漩涡振动;泄漏甲乙酮干燥塔再沸器(E-251)是甲乙酮干燥塔(C-251)的塔釜再沸器,管程介质SBA,MEK,EAK ;壳程介质低压蒸汽。
型号BEM450-0.35/1.2-37-3.5/25-1II ,管、壳程材质均为碳钢。
简易流程图如图1:图1E-251简易流程图1E-251的泄漏现象该换热器自2004年投用至2012年,先后经过3次抢修,堵管消漏。
2012年管束整体更新后,在2015年再次发生泄漏,停工抢修,堵管9根。
其检修情况如表1:序号12345设备位号E-251E-251E-251E-251E-251检修时间2007.92009.102010.12012.72015.9检修情况堵管1根堵管1根堵管5根更新管束堵管9根备注表1E-251历次检修记录以上四次抢修过程中,试压发现,都是靠近蒸汽入口处的管束发生了泄漏。
2E-251的泄漏原因分析(1)防冲挡板脱落因素:该换热器每次泄漏的管束都位于防冲挡板后的蒸汽入口处。
因此,初步判断是防冲挡板冲刷腐蚀脱落造成。
可是在2012年换热器管束更新后,通过对旧管束进行检查发现防冲挡板是完好的,排除了防冲挡板脱落造成管束泄漏的因素。
(2)管束制造质量因素:E-251在2012之前检修过三次,在2012年装置大检修期间对该换热器管束进行了整体更新,可是更新后的管束在2015年再次发生泄漏,泄漏部位还是位于蒸汽入口处,由此判断换热器管束制造质量导致泄漏的可能性较小。
px泄漏处置方案

px泄漏处置方案在化学工业生产、储存和运输过程中,难免会发生各种意外事故,例如溢漏、泄漏等,其中涉及化学品的泄漏大多数时候会造成危害较大的后果。
其中,PX(对二甲苯)被视为一种有害的物质,因此,在工业中对于PX泄漏应该采取有效的应对策略。
PX泄漏的危害分析PX是一种轻度刺激致敏性有机溶剂,具有毒性、可燃性和易挥发等特点。
一旦发生泄漏,不仅会对环境造成污染,还会对人体健康造成危害。
1.对人体健康的危害:PX对眼睛、呼吸道、皮肤及肠胃等部位有毒害作用,接触后容易引起皮肤瘙痒、刺激、肿胀及红斑等症状;进入人体后还会在经过肾脏、肝脏等器官的代谢作用后作用于中枢神经系统,引起头痛、头晕、嗜睡、恶心、呕吐和腰酸等不适症状。
2.对环境的影响:PX的泄漏不仅对土层、水质造成危害,还会对周边的植物和动物造成不良影响,并且还会对空气中的有害物质含量造成影响,进一步影响人类的健康。
处理PX泄漏的方法在发生PX泄漏的情况下,工作人员必须根据地点、泄漏情况、泄漏物质等因素选择合适的处理方法。
1.区隔现场:在发现PX泄漏后,根据泄漏的范围进行区隔,避免涉及范围扩大。
2.消散和稀释:如果液体泄漏面积不大,可以在外部配合大量消散剂将其消散和稀释,减少气溶胶的扩散面积。
3.利用PX选择性吸附材料进行吸附和分离:PX选择性吸附材料的选择条件是选择材料要能够快速且有选择性的吸附PX,从而减小空气中PX的含量。
4.低温压缩:可以利用低温工艺,将PX气体在低温下压缩成为液体并贮存。
5.活性炭吸附:PX是一种吸附剂,它可以吸附空气中的其他污染物,所以在空气中消耗PX时需要利用PX选择性吸附剂。
PX泄漏事故的求援处理流程万一PX泄漏事故超过现场管理能力时,需要及时向防灾部门请求援助。
1.在现场尽快设置警示标志,并根据泄漏情况组织工作人员进行清除和应急处置,必要时撤离周边群众。
2.第一时间通过电话、无线电或其他方式请求社会应急救援,告知事故类型、涉事物质、事故地点和人员伤亡情况等,以便救援部门给出相应方案和处理建议。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期:2004202215
作者简介:都跃良(19682),男,浙江宁波人,高级工程师,硕士,现从事设备制造及管理工作。
文章编号:100027466(2004)0420078202
PX 装置重沸器管束泄漏原因分析及改进措施
都跃良
(镇海炼油化工股份有限公司,浙江宁波 315207)
摘要:分析了蒸汽发生器密封泄漏和换热管与管板焊接接头疲劳开裂破坏的原因,并提出了改进制造工艺等措施。
关 键 词:换热器;振动;胀接中图分类号:T Q 051.6 文献标识码:B
Leakage reason analysis and the inprovement measures for heat exchanger
DU Y ue 2liang
(Zhenghai Refine and Chemical C o.Ltd.,Ningbo 315207,China )
Abstract :The reas ons of the seals leakage of vapor generator and the fatigue stress corrosion cracks of the joints between tubes
and tube 2sheet were analyzed.The measures in design and manu facture were put forward.
K ey w ords :heat exchanger ;vibration ;expansion
镇海炼化公司新建的1套45万t/a 的对二甲苯联合装置(简称PX 装置)在运行不到1个月的时间,位号为E202的二甲苯再蒸馏塔重沸器管头出现了泄漏,装置被迫停车抢修,严重地影响了PX 新装置的安全运行。
文中对此进行了失效分析,并提出了改进措施。
1 设备简介
原设备选用1台 2400mm 的固定管板换热
器,换热管材质为10号钢,管板材质为16Mn 。
设备的有关数据见表1,工艺流程见图1。
2 E202重沸器泄漏情况
将重沸器解体检查,发现管板的上部1/3处出易汽化的轻烃泵轴封应增设背部冷却,见图3。
在轴封正常操作时,可对端面温度进行调节,使相变半径靠近内径,增大液膜比例,减少摩擦,降低磨损,延长密封使用寿命。
在泵抽空时,由于端面温度降低,使闪蒸压力降低,对防止端面分离有积极作用。
一般冷却水体积流量为2~3L/min 。
⑤限定静环的分离位移。
为了避免负压抽空状态下静环可能在其背部大气压力的作用下脱出防转销,可采取如图3所示措施,通过限位环来避免静环左移而从压盖中脱离,是解决密封负压抽空失效问题的简单而有效途径之一。
按上述方法,2003年4月对我公司炼油厂催化装置中2台塔底液化气泵的机械密封装置进行了技
术改造,密封使用效果大为改善,已平稳运行至今。
3 结语
实践证明,对大多数轻烃泵用机械密封出现的正压以及负压抽空失效,采取稳定工艺操作参数、确定合适的载荷系数及弹簧比压、采取自冲洗或背冷和限定静环的分离位移等措施进行改造的方法是正确的,有一定的实用价值。
参考文献:
[1] 王汝美.石油化工设备密封技术文集[C].北京:中国石化集团
公司重大设备国产化办公室,1991.
[2] 顾永泉.机械端面密封[M].东营:石油大学出版社,1994.
(杜编)
第33卷 第4期2004年7月 石 油 化 工 设 备PETRO 2CHE MIC A L E QUIP ME NT V ol 133 N o 14 July 2004
表1 换热器参数
程介质最大工作压力
/MPa 设计压力/MPa 操作压力/MPa 设计温度/℃操作温度/℃管程蒸汽
2.94
3.12 2.49320266.7壳程柴油
0.40
0.58
0.48
240
200.0
现大量的裂纹,裂纹均位于管口焊缝处,由管口延伸到管板上,延伸长度不一,有的已接近贯穿管桥二端。
试压检查共发现300余处泄漏,且绝大对多数集中在管板上部,管板下部泄漏点较少。
图1 工艺流程示意图
3 泄漏原因分析
3.1
材质分析打开重沸器后,选择2处泄漏点,钻掉焊缝取出2根管子进行成分分析,并在管板上切削取样进行
化学分析,结果见表2。
可以看出,管板、管子的成分均符合标准,说明管板、管子选材正确。
表2 管板与管子成分分析
%
元素
管 板
C Mn S i S 管 子
C Mn S i S
取样0.15 1.40.30.03
0.10.40.20.03标准012~0.16 1.2~1.60.2~0.55
≤
0.045
0.07~0.140.35~0.650.17~
0.37
≤0.035
3.2 工艺分析
从管板裂纹及运行时间看,破坏属于典型振动破坏。
由于管程内水蒸气冷凝,体积急剧减少,壳程液相溶液在管外汽化,汽泡长大及运动,体积急剧膨胀引起管子振动,管子长期振动破坏了其胀接,直接影响到焊接接头,同时在应力的作用下焊缝产生裂纹并延伸出去。
从E202设备的损坏情况来看,液体从壳程底部进入并向上由蒸汽给予加热,换热器的上半部均处于汽、液两相状态,由此引发的振动是造成换热器上半部绝大多数管头损坏的原因。
3.3 制造工艺分析
(1)胀接 管子和管板采用强度焊加贴胀,从该
换热器取出的2根管子发现强度焊的焊接接头普遍偏小,虽达到了文献[1]规定的直径 25mm 的焊接
坡口为2mm ×45°,但熔深不够。
从取管子的过程来看,管子贴胀的胀紧度不够,磨去焊缝再外加敲打管子的胀接即失效,说明理论上的贴胀没有发挥作用,
造成振动产生的作用力直接作用于焊缝上。
(2)应力分析 采用强度焊产生的应力集中也是重要原因,在没有振动的环境中,焊接(二层焊)后焊缝虽存在较大应力,但没有外加循环载荷,因此,一般情况下不会产生裂纹。
但在剧烈振动的环境中,振动造成应力的扩展,最终产生裂纹。
4 改进措施4.1 设计改进
(1)由于重沸器管子存在的剧烈振动不仅破坏管口焊缝而且破坏管子,因此,鉴于折流杆换热器具有独特的管子支撑方式能有效抑制管子的振动,此次设计将弓形折流板设计成折流杆的形式。
改进后选用了2台DN1400mm 的U 型管折流杆管束代替了原来的1台 2400mm 固定管板的管束。
(2)从破坏情况来看,裂纹均集中于管板的上
部,该部位是汽、液两相引起振动较剧烈之处,原换
热器壳程中布满了管子,出口处气体集中引起振动。
因此,此次从结构设计上选用带有蒸发空间的釜式重沸器型式,以使气体有足够的蒸发空间。
4.2 管板和管子连接改进管子和管板的连接采用强度焊加强度胀,虽然文献[1]尚没有此工艺,但我们经过多年使用,认为该连接方法是解决重沸器振动破坏较理想方法,故E202重沸器采用液袋胀接,且采用开宽槽结构。
为增加强度焊的强度,将坡口由2mm ×45o 改为2.5mm ×45o[2],焊接均为二道焊,接头必须错开。
通常强度胀接可以采用机械胀或液压胀,但由于液
压胀在全长方向的抗拉阻力远大于机械胀,同时由于强度胀会导致管子长度略有伸长,因此,该连接方法常用于U 形换热器。
4.3
焊接工艺改进必须消除重沸器焊接接头的焊接残余应力,且必须在强度胀之前进行。
方法为:①在焊接时把管板加热到100~150℃,在加热状态下焊接再缓冷。
②全部焊完后进行消应力处理。
5 结语
根据E202重沸器破坏的原因分析及提出的改进措施对E202进行改造,改造后经较长时间的使用,没有发现泄漏现象,效果良好。
参考文献:
[1] G B 151-1999,管壳式换热器[S].
[2] 俞文豹,徐 辉,丁占民,等.油浆蒸汽发生器泄漏原因分析及
改进措施[J ].压力容器,2002,19(增刊):1452147.(孙编)
・
97・第4期 都跃良:PX 装置重沸器管束泄漏原因分析及改进措施。