1830635中文资料
ISO+18265-2013
COPYRIGHT NOTICE & TERMS OF USE
(b) Where you have a specification or tender requirement to reproduce a document or portions of a document as part of its documentation for external submission in response to a tender, the necessary pages of the document, including the whole document if required, may be reproduced and submitted provided a copyright notice is included. You shall notify SAI Global of any such use. For internal and archival purposes only, a paper copy may be attached to your documentation and shall be considered a permanent part of that documentation.
ISO 18265:2013(E)
Contents
Page
Foreword......................................................................................................................................................................................................................................... iv
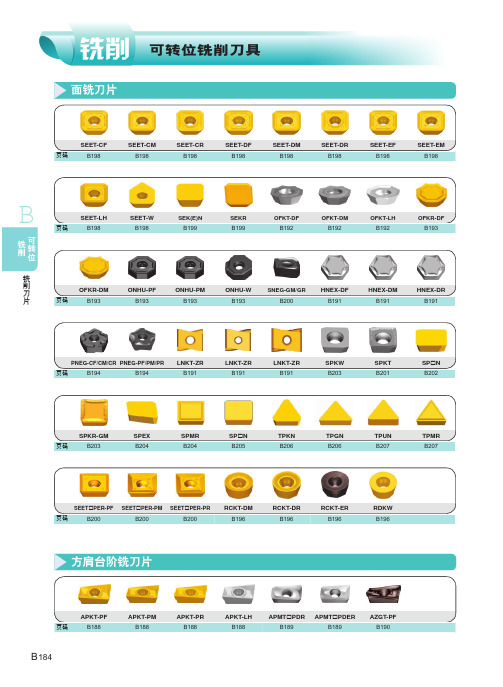
(13)铣刀片
PVD涂层
YBG202 YBG205 YBG302 YBG152 YBG252
金属 陶瓷
YNG151C YNG151
硬质合金
B
可转位 铣削
铣削刀片
刀片外形
型 号 L
APKT11T304-PF APKT11T308-PF APKT11T312-PF APKT11T316-PF APKT160408-PF APKT11T304-PM APKT11T308-PM APKT11T312-PM APKT11T316-PM APKT160408-PM APKT11T304-PR APKT11T308-PR APKT11T312-PR APKT11T316-PR APKT160408-PR APKT11T304-LH APKT11T308-LH APKT160408-LH
YBM251 YBM253 YBM351 YBG102 YBD152 YBD252
PVD涂层
YBG202 YBG205 YBG302 YBG152 YBG252
金属 陶瓷
YNG151C YNG151
硬质合金
刀片外形
型 号 L
OFKT05T3-DF
5.26
YC30S
YD051
ØI.C
12.7
S
3.97
ød
4.4
R
0.5
○ ★
OFKT05T3-DM
5.26
12.7
3.97
4.4
0.5
○
★ ★
★
OFKT05T3-LH
5.26
12.7
3.97
4.4
0.5
★主推牌号备库存
●可选牌号备库存
○按订单生产
prEN-15085-6-2020 preview
EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORMDRAFT prEN 15085-6April 2020ICS 25.160.10; 45.060.01English VersionRailway applications - Welding of railway vehicles andcomponents - Part 6: Maintenance welding requirementsApplications ferroviaires - Soudage des véhicules et des composants ferroviaires - Partie 6 : Exigences pour lesoudage en maintenanceBahnanwendungen - Schweißen von Schienenfahrzeugen und -fahrzeugteilen - Teil 6: Anforderungen für die schweißtechnischeInstandsetzungThis draft European Standard is submitted to CEN members for enquiry. It has been drawn up by the Technical CommitteeCEN/TC 256.If this draft becomes a European Standard, CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration.This draft European Standard was established by CEN in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the CEN-CENELEC Management Centre has the same status as the official versions.CEN members are the national standards bodies of Austria, Belgium, Bulgaria, Croatia, Cyprus, Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Republic of North Macedonia, Romania, Serbia, Slovakia, Slovenia, Spain, Sweden, Switzerland, Turkey and United Kingdom.Recipients of this draft are invited to submit, with their comments, notification of any relevant patent rights of which they are aware and to provide supporting documentation.Warning : This document is not a European Standard. It is distributed for review and comments. It is subject to change without notice and shall not be referred to as a European Standard.EUROPEAN COMMITTEE FOR STANDARDIZATIONC O M I TÉE UR O PÉE N DE N O R M A L I SA T I O NE UR O PÄI SC HE S KO M I T E E FÜR N O R M UN GCEN-CENELEC Management Centre: Rue de la Science 23, B-1040 Brussels© 2020 CEN All rights of exploitation in any form and by any means reservedworldwide for CEN national Members.Ref. No. prEN 15085-6:2020 EprEN 15085-6:2020 (E)2ContentsPageEuropean foreword ....................................................................................................................................................... 3 Introduction .................................................................................................................................................................... 4 1 Scope .................................................................................................................................................................... 5 2 Normative references .................................................................................................................................... 5 3 Terms and definitions ................................................................................................................................... 6 4 Quality requirements for welding during maintenance ................................................................... 6 4.1 General ................................................................................................................................................................ 6 4.2 Welding coordination .................................................................................................................................... 7 4.3 Conditions for welding .................................................................................................................................. 7 4.4 Restrictions or prohibitions of welding .................................................................................................. 7 5 Design requirements for components with welding drawings prior to thepublication of EN 15085-3 or if no drawings exist .............................................................................. 8 5.1 Determination of the applicable weld performance classes ........................................................... 8 5.2 Testing and documentation ......................................................................................................................... 9 6 Preparation before maintenance welding .......................................................................................... 10 6.1 Working plans ............................................................................................................................................... 10 6.2 Additional production tests on welded assemblies ......................................................................... 10 7 Requirements for maintenance welding ............................................................................................. 10 7.1 General ............................................................................................................................................................. 10 7.2 Weld performance class CP A .................................................................................................................. 10 7.3Parent metals (11)Annex A (informative) Welding in cold formed areas ................................................................................. 12 Annex ZA (informative) Relationship between this European Standard and the EssentialRequirements of EU Directive 2016/797/EU aimed to be covered ........................................... 13 Bibliography .. (14)prEN 15085-6:2020 (E)3European forewordThis document (prEN 15085-6:2020) has been prepared by Technical Committee CEN/TC 256 “Railway applications”, the secretariat of which is held by DIN.This document is currently submitted to the CEN Enquiry.This series of European Standards EN 15085 “Railway applications — Welding of railway vehicles and components ” consists of the following parts: — Part 1: General;— Part 2: Requirements for welding manufacturers; — Part 3: Design requirements;— Part 4: Production requirements;— Part 5: Inspection, testing and documentation; — Part 6: Maintenance welding requirements.prEN 15085-6:2020 (E)4IntroductionWelding is a special process in the manufacture of railway vehicles and their parts. The required provisions for this process are laid down in the standards series EN ISO 3834. The basis of these provisions is the basic technical welding standards in respect of the special requirements for the construction of railway vehicles.This document aims to define the terms of enforcement applicable to European standards. It should not be construed as a substitute to these standards.This document can also be used by internal and external parties, including accredited certification bodies, to assess the organization's ability to meet customer, regulatory, and the organization's own requirements.prEN 15085-6:2020 (E)51 ScopeThis series of standards applies to welding of metallic materials in the manufacture and maintenance of railway vehicles and their components.This part of the series defines the classification levels as well as the requirements for manufacturers of welded railway vehicles and components during maintenance or maintenance activities.2 Normative referencesThe following documents are referred to in the text in such a way that some or all of their content constitutes requirements of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies. EN 1011 (all parts), Welding — Recommendations for welding of metallic materialsEN 10025-2:2019, Hot rolled products of structural steels - Part 2: Technical delivery conditions for non-alloy structural steelsEN 13306:2017, Maintenance - Maintenance terminologyEN 15085 (all parts), Railway applications — Welding of railway vehicles and components EN 17018:2019, Railway applications - Rolling stock maintenance - Terms and definitionsEN ISO 3834 (all parts), Quality requirements for fusion welding of metallic materialsEN ISO 15614-(all parts),1 ), Specification and qualification of welding procedures for metallic materials — Welding procedure test1 For railway applications, only EN ISO 15614-1, EN ISO 15614-2, EN ISO 15614-3, EN ISO 15614-4, EN ISO 15614-7, EN ISO 15614-11, EN ISO 15614-12, and EN ISO 15614-13 are relevant.prEN 15085-6:2020 (E)63 Terms and definitionsFor the purposes of this document, the terms and definitions given in EN 15085-1, EN 17018 and in EN 13306 as well as the following apply.ISO and IEC maintain terminological databases for use in standardization at the following addresses:— ISO Online browsing platform: available at /obp — IEC Electropedia: available at /3.1 repairphysical action taken to restore the required function of an entity treated either in position or removed [SOURCE: EN 17018]3.2temporary repairphysical action taken to allow a faulty item to perform its required function for a limited time interval and until a repair is carried out[SOURCE: EN 13306]3.3maintenance planrailway vehicle or component based structured document containing a set of planned maintenance activities and their maintenance interval limits based upon information in the maintenance manual [SOURCE: EN 17018] 3.4vehicle filecollection of documents containing evidence to prove that the maintenance has been performed in accordance with the maintenance plan information on the vehicle configuration and other vehicle specific information [SOURCE: EN 17018] 4 Quality requirements for welding during maintenance4.1 GeneralFor maintenance welding of railway vehicles and their components, the standard EN 15085-4 shall be applied.For maintenance welding all necessary information about the vehicle such as documentation of vehicle manufacturer (drawings, operation manuals, manufacturer requirements) as well as special guidelines and working instructions should be available.If damage occurs repeatedly on similar components or if a maintenance welding activity introduces a change with respect to the original drawing, all involved parties shall be informed.prEN 15085-6:2020 (E)74.2 Welding coordinationIn addition to the classification level defined in EN 15085-2:2007, 5.3, given the specific nature of maintenance welding, the responsible welding coordinator shall have experience in maintenance. Experience shall be consistent with the classification level and typical activities carried out by the manufacturer and shall be proven by documentary evidence according to EN 15085-2:2007, Annex D.4.3 Conditions for welding4.3.1 GeneralAll welding should be carried out within a suitable workshop. However, welding outside a workshop or welding temporary repair may be carried out if the additional provisions given in 4.3.2 and 4.3.3 are respected.4.3.2 Welding outside a workshopWelding outside a welding workshop shall only be carried out if the following conditions are fulfilled: — Welding shall be performed in accordance with EN 15085 all parts.— Welding shall be performed in accordance with the recommendations of the EN 1011 series. Theenvironmental conditions (e.g. wind, rain, relative humidity, temperature, accessibility etc.) shall be taken into account to ensure the quality of the welding operation.— The documentation shall include any special conditions that have to be met to put the vehicle backin service.If conditions above cannot be accomplished, welding outside a workshop shall be considered as a temporary repair, see 4.3.3. 4.3.3 Welding temporary repairWelding temporary repairs are carried out only to ensure safe movement of a railway vehicle to the nearest appropriate workshop. They shall not be considered as a maintenance activity as defined in the scope of this standard.A description of the welding activities undertaken during temporary repair shall be documented, including the location of any additional welds, in order to support any special conditions that shall be met to move the vehicle.4.4 Restrictions or prohibitions of weldingWelding is not allowed on the following components:a) Monobloc wheels, wheels with separate tire and spoke wheel; NOTE 1 Exception: hub bore hole; repair of spokes with special agreement. b) Rim, flange;NOTE 2 Exception: with special agreement.c) Body of axle;NOTE 3Exception: overlay welding of centre holes in wheelset axles.d) Suspension arms, axle boxes, and parts of guiding of wheelset axles;prEN 15085-6:2020 (E)8 NOTE 4 Exception: welding of wear plates on axle boxes, only if the cases of axle boxes are dismounted.e) Crank pins (in relation with connecting rod);NOTE 5 Exception: overlay welding.f) Springs of all kind, suspension ring;NOTE 6 Exception: spring buckle of load carrying springs.g) Oscillation damper;NOTE 7 Exception: connection welding with special agreement.h) Quenched components;NOTE 8 Exception: quenched fine grain steel.i) Connection and surfacing welding on screw coupling.NOTE 9 Exception: head plate of the turnbuckle is permitted. Other exceptions can exist with special guidance.The welding on bolt heads and nuts is not permitted without the evidence of its weldability. The maintenance welding in the rivet assembly shall not be permitted. Exceptions can exist with agreement.For all those restrictions or prohibitions of welding, derogations shall be documented and validated during design review, and relevant responsibilities shall be defined.5Design requirements for components with welding drawings prior to the publication of EN 15085-3 or if no drawings exist5.1Determination of the applicable weld performance classesThe performance class is defined and validated during the design review.The combination of high safety category and high stress category should be avoided. A new type of repair should be designed. If the combination of high safety category and high stress category is unavoidable, see 7.2.The applicable weld performance class shall be defined and validated.One of the following methods prior to commencement of welding should be used:a) On the basis of the safety category of the weldIf the stress level of the weld is unknown, the highest possible weld performance class related to the safety category of the weld is used, see EN 15085-3:2007, Table 3.b) On the basis of calculationsIf the weld performance class is unknown, it is determined according to EN 15085-3, based on a calculation to define the stress level and the safety category request.c) On the basis of the classification level of the component。
19648可查询表
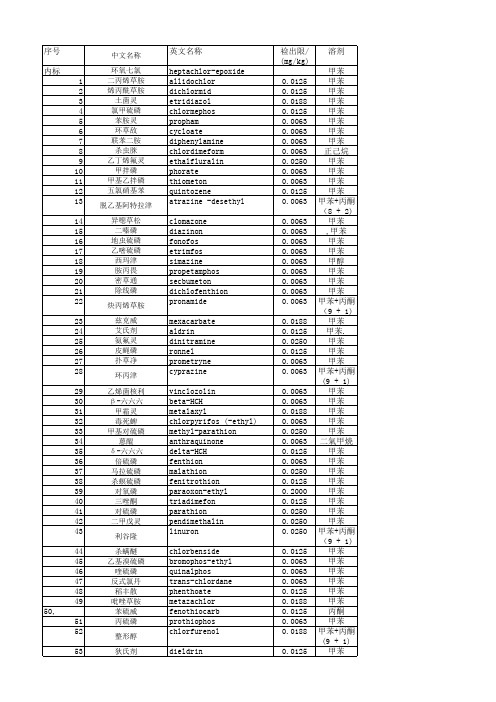
中文名称 环氧七氯 二丙烯草胺 烯丙酰草胺 土菌灵 氯甲硫磷 苯胺灵 环草敌 联苯二胺 杀虫脒 乙丁烯氟灵 甲拌磷 甲基乙拌磷 五氯硝基苯 脱乙基阿特拉津 异噁草松 二嗪磷 地虫硫磷 乙嘧硫磷 西玛津 胺丙畏 密草通 除线磷 炔丙烯草胺 兹克威 艾氏剂 氨氟灵 皮蝇磷 扑草净 环丙津 乙烯菌核利 β -六六六 甲霜灵 毒死蜱 甲基对硫磷 蒽醌 δ -六六六 倍硫磷 马拉硫磷 杀螟硫磷 对氧磷 三唑酮 对硫磷 二甲戊灵 利谷隆 杀螨醚 乙基溴硫磷 喹硫磷 反式氯丹 稻丰散 吡唑草胺 苯硫威 丙硫磷 整形醇 狄氏剂
序号 内标 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50, 51 52 53
p,p’-滴滴伊
丁草胺 乙菌利 巴毒磷 碘硫磷 杀虫畏 氯溴隆 丙溴磷 氟咯草酮 . 噻嗪酮 0,p-滴滴滴 异狄氏剂 己唑醇 杀螨酯 0,p-滴滴涕 多效唑 盖草津 抑草蓬 丙酯杀螨醇 麦草氟甲酯 除草醚 乙氧氟草醚
2,4’-DDD
endrin hexaconazole chlorfenson 2,4,-DDT paclobutrazol methoprotryne erbon chloropropylate flamprop-methyl nitrofen oxyfluorfen
腐霉利 杀扑磷 氰草津 敌草胺 噁草酮 苯线磷 杀螨氯硫 杀螨特 乙嘧酚磺酸酯 萎锈灵 氟酰胺 pp-滴滴滴 乙硫磷 硫丙磷 乙环唑-1 乙环唑-2 腈菌唑 禾草灵 丙环唑 丰索磷 联苯菊酯 灭蚁灵 麦锈灵 氟苯嘧啶醇 甲氧滴滴涕 噁霜灵 胺菊酯 戊唑醇 氟草敏 哒嗪硫磷 亚胺硫磷 三氯杀螨砜 氧化萎锈灵 顺式-氯菊酯 反式-氯菊酯 吡菌磷 氯氰菊酯 氰戊菊酯 溴氰菊酯 茵草敌 丁草敌 敌草腈 克草敌 三氯甲基吡啶 速灭磷 氯苯甲醚 四氯硝基苯 庚烯磷 六氯苯 灭线磷 顺式-燕麦敌 毒草胺 反式-燕麦敌 氟乐灵 氯苯胺灵 治螟磷 菜草畏
IEC-60255-3-1989
Page 4PréfaceRemplacer le deuxième alinéa par le texte suivant:Cette deuxième édition de la CEI 255-3 annule et remplace la première édition CEI 255-3 (1971)et la CEI 255-4 (1976) pour les raisons suivantes:–les prescriptions générales pour les relais de mesure et dispositifs de protection sont données dans la CEI 255-6 (1988);–les prescriptions particulières applicables aux relais à temps dépendant ou indépendant sont données dans la CEI 255-3 (1989);–les prescriptions particulières pour les essais d’influence électrique sont données dans la nouvelle série de normes CEI 255-22, sections 1 à 4;–les prescriptions pour les essais d’isolement et pour les essais à la tension de choc (préalablement dans la CEI 255-4) sont données dans la CEI 255-5 (1977).Page 5PrefaceReplace the second paragraph by the following text:This second edition of IEC 255-3 cancels and replaces both the first edition IEC 255-3 (1971)and IEC 255-4 (1976) for the following reasons:–the general requirements for measuring relays and protection equipment are given in IEC 255-6 (1988);–the particular requirements applicable to time dependent or independent relays are given in IEC 255-3 (1989);–the particular requirements for disturbances testing are given in the new series of standards IEC 255-22, sections 1 to 4;–the requirements for insulation tests and impulse tests (previously in IEC 255-4) are given in IEC 255-5 (1977).Septembre 1992September 1992Publication 255-3 de la CEI(Deuxième édition - 1989)Relais électriquesTroisième partie: Relais de mesure et dispositifsde protection à une seule grandeur d’alimentationd’entrée à temps dépendant ou indépendant IEC Publication 255-3(Second edition - 1989)Electrical relays Part 3: Single input energizing quantity measuring relays with dependent or independent timeC O R R I G E ND U M 1--`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`-----`,```,,,``,,,,,``,,,,```,,,-`-`,,`,,`,`,,`---。
C36000铅黄铜
C36000铅黄铜详细说明:材料名称:C36000 36000延展性好,深冲性能好。
应用于钟表零件、汽车、拖拉机及一般机器零件。
铅黄铜切削加工性能优良,有高的减摩性能,用于钟表结构件及汽车拖拉机零件。
化学成分:锌(Zn)余量,铅(Pb)2.4~3.0,铝(Al)≤0.5,铁(Fe)≤0.10,锑(Sb)≤0.005,磷(P)≤0.01,铋(Bi)≤0.002,铜(Cu)62.0~65.0,杂质总和%≤0.75力学性能:抗拉强度TENSILE STRENGTH(N/mm2) ≥510 ≥490≥451 ≥412延伸率§10(%)ELONGATION ≥2 ≥5 ≥8 ≥10环保黄铜棒的性能特点与使用说明:环保黄铜C28000 C2800 有良好的力学性能,热态下塑性良好,切削性良好,焊接性,耐蚀性良好,各种深引伸和弯折的受力件,如销钉,螺帽,气压表弹簧,散热性,环形件环保黄铜C27000 C2700 有良好的力学性能,能承受冷热加工,用于制作小五金,日用品,螺钉等制件环保黄铜C26000 C2600 塑性优良,强度较高,切削加工性好,焊接,耐蚀性好,热交换器,造纸用管,机械,电子零件环保黄铜C22000 C2200 强度低,导热,导电性好,可镀金属,各种给排水管,双金属片及奖章,艺术品等进口易切铅黄铜牌号:HPb59-1、HPb59-2、HPb59-3、C3771、C3604、CuZn39Pb3、C38500、CZ121Pb3 规格(mm):Φ2 - Φ55适用标准:GB、JISH、DIN、ASTM、EN 特长:优良切削性能, 适用于自动车床, 数控车床加工的高精度零部件。
黄铜是由铜和锌所组成的合金。
如果只是由铜、锌组成的黄铜就叫作普通黄铜。
如果是由二种以上的元素组成的多种合金就称为特殊黄铜。
如由铅、锡、锰、镍、铅、铁、硅组成的铜合金。
黄铜有较强的耐磨性能。
特殊黄铜又叫特种黄铜,它强度高、硬度大、耐化学腐蚀性强。
1730638资料

Extract from the online catalogThe illustration shows a 12-position version Printed circuit terminal block, nominal current: 12 A, rated voltage: 250 V, pitch: 5.08 mm, no. of positions: 4, mounting: Press in, type of connection: Screw connection, connection direction from the conductor to the PCB: 0°Order No.1730638Ord designation EMKDS 2,5/ 4-5,08 Catalog page information Page 19 (CC-2005) Technical dataTightening torque, min 0.5 NmTechnical dataInsulating material group IRated surge voltage (III/3) 2.5 kV Rated surge voltage (III/2) 2.5 kV Rated surge voltage (II/2) 2.5 kV Rated voltage (III/2) 320 V Rated voltage (II/2) 630 V Connection in acc. with standard EN-VDE12 A Nominal current IN250 V Nominal voltage UNNominal cross section 2.5 mm²Maximum load current 12 A Insulating material PA Inflammability class acc. to UL 94 V0 Internal cylindrical gage A3 Stripping length 8 mm Connection dataConductor cross section, rigid min. 0.14 mm²Conductor cross section, rigid max. 2.5 mm²Conductor cross section flexible min. 0.14 mm²Conductor cross section, flexible max. 2.5 mm²0.25 mm²Conductor cross section flexible, with ferrule withoutplastic sleeve min.Conductor cross section flexible, with ferrule without2.5 mm²plastic sleeve max.0.25 mm²Conductor cross section flexible, with ferrule with plasticsleeve min.1.5 mm²Conductor cross section flexible, with ferrule with plasticsleeve max.Conductor cross section AWG/kcmil min. 26 Conductor cross section AWG/kcmil max 162 conductors with same cross section, solid min. 0.14 mm²2 conductors with same cross section, solid max. 0.75 mm²2 conductors with same cross section, flexible, min. 0.14 mm²2 conductors with same cross section, flexible max. 0.75 mm²0.25 mm²2 conductors with same cross section, flexible, ferruleswithout plastic sleeve min.0.5 mm²2 conductors with same cross section, flexible, ferruleswithout plastic sleeve, max.2 conductors with same cross section, flexible, TWIN0.5 mm²ferrules with plastic sleeve, min.2 conductors with identical cross section, flexible TWIN1.5 mm²ferrules with plastic sleeve, max.CertificatesCSA300 V Nominal voltage UN10 A Nominal current INAWG/kcmil 28-12 CUL300 V Nominal voltage UNNominal current I10 ANAWG/kcmil 30-12 UL300 V Nominal voltage UNNominal current I10 ANAWG/kcmil 30-12Drawings Drilling diagramDimensioned drawingApproval logoAccessoriesItem Designation DescriptionMarking0804293SK 5,08/3,8:FORTL.ZAHLEN Marker card, printed horizontally, self-adhesive, 12 identicaldecades marked 1-10, 11-20 etc. up to 91-(99)100, sufficient for120 terminal blocksTools1205053SZS 0,6X3,5Screwdriver, bladed, matches all screw terminal blocks up to 4.0mm² connection cross section, blade: 0.6 x 3.5 mm, without VDEapprovalAddressPHOENIX CONTACT Inc., USA 586 Fulling Mill Road Middletown, PA 17057USAPhone (800) 888-7388Fax (717) 944-1625 Phoenix ContactTechnical modifications reserved;。
中国地震动参数区划图(GB18306-2001)文本
中国地震动参数区划图(GB 18306 — 2001 )前言本标准的全部技术内容为强制性。
本标准是根据《中华人民共和国防震减灾法》第三章第十七条、第十八条有关规定及工程建设对编制地震动参数区划图的需求制定的。
本标准吸收了我国近 10 年来新增加的、大量的地震区划基础资料及其综合研究的最新成果,采用了国际上最先进的编图方法。
制定本标准的目的是为减轻和防御地震灾害提供抗震设防要求,更好地服务于国民经济建设。
中国地震动参数区划图包括:a )中国地震动峰值加速度区划图;b )中国地震动反应谱特征周期区划图;c )地震动反应谱特征周期调整表。
本标准的附录 A 、附录 B 、附录 C 都是标准的附录。
本标准的附录 D 是提示的附录。
本标准由中国地震局提出并归口。
本标准起草单位:中国地震局地球物理研究所、中国地震局工程力学研究所、中国地震局地质研究所、中国地震局地壳应力研究所、中国地震局分析预报中心。
本标准主要起草人:胡聿贤、高孟潭、徐宗和、薄景山、张培震、陈国星、谢富仁、李大华、冯义钧、许晏萍。
1 范围本标准给出了中国地震动参数区划及其技术要素和使用规定。
本标准适用于新建、改建、扩建一般建设工程抗震设防,以及编制社会经济发展和国土利用规划。
2 定义本标准采用下列定义2 .1 地震动参数区划 seismic ground motion parameter zonation 以地震动峰值加速度和地震动反应谱特征周期为指标,将国土划分为不同抗震设防要求的区域。
2.2 地震动峰值加速度 seismic peak ground acceleration与地震动加速度反应谱最大值相应的水平加速度。
2.3 地震动反应谱特征周期 characteristic period of the seismic response spectrum地震动加速度反应谱开始下降点的周期。
2.4 超越概率 probability of exceedance某场地可能遭遇大于或等于给定的地震动参数值的概率。
34063 中文资料

1/fMIN
4 10-5 tON(MAX) 2 IOUT(MAX)
4 10-5 tON(MAX)
2* IO UT (MAX ) *
tO N − tOFF tOFF
2* IO UT ( MAX ) *
tO N+tOFF tOFF
i-y
* tON( MAX )
RSC
L(MIN)
VIPK(SENSE)/IPK(SENSE)
34063
Rsc Vin 14V 0.22 8 7 6 100 H 180 1 2 5 R1 48k 150 F D1(SBD) V0=30V Vin 25V
双极型线性集成电路
Rsc 0.33 8 7 6 4 100 F 470pF 3 1 2 5 D1(SBD) R1 1.2K 220 H R2 3.6k 470 F V0=5.0V 100 H
D1(SBD)
90 H
/bbs 电子器件采购平台: IC资料查询网站: 电子工程技术论坛:
.ta w w w
4 3 100 F 1500pF
图1 升压变换器
图2 降压变换
器
Rsc
L
D1(SBD)
Voutபைடு நூலகம்Vin C0
ELECTRONICS CO., LTD------LTD-------
/bbs 电子器件采购平台: IC资料查询网站: 电子工程技术论坛:
34063
工作原理
双极型线性集成电路
由于内置有大电流的电源开关 34063能够控制的开关电流达到1.5A 内部线路包含有参考电压源 振荡器 转换器 逻 辑控制线路和开关晶体管 参考电压源是温度补偿的带隙基准源 振荡器的振荡频率由3脚的外接定时电容决定.开关晶体管由比较器的反向输入端和
67763-03-5 化学分子式
67763-03-5 化学分子式一、 67763-03-5的定义67763-03-5是一种化学分子式,通常被用作化学品的标识。
它是由一串数字和连字符组成的唯一标识符,用于确定特定化学物质的结构和组成。
二、 67763-03-5的应用领域67763-03-5的应用领域非常广泛,常见于化工、制药、食品添加剂、医药、农药等行业。
它是确保生产和使用化学品安全的重要工具,也是进行化学品风险评估和管理的基础。
三、 67763-03-5的重要性67763-03-5的重要性不容忽视。
在化工生产过程中,正确使用化学分子式能够确保化学品的准确配方和生产工艺,避免因化学品误用而带来的危害。
在化学物质的运输、储存和使用过程中,化学分子式也能够提供必要的信息,帮助人们正确识别化学品并采取相应的防护措施。
四、 67763-03-5的编码规则67763-03-5是根据化学物质的结构和组成进行编码的。
常见的编码规则包括CAS号、EC号等。
CAS号是由美国化学学会(CAS)根据化合物的结构和合成顺序编制的一种唯一标识符,通常由连续的数字和连字符组成。
EC号是欧洲化学品管理局(ECHA)根据化学品的组成和性质编制的标识符,通常由数字和连字符组成。
五、 67763-03-5的标识方法对于普通的用户来说,识别和理解67763-03-5并不容易。
在化学品的包装、标签和说明书中通常会包含对67763-03-5的标识方法。
这些标识方法可以是文字说明、图形标识或者二维码等形式,方便用户查询和了解化学品的具体信息。
六、 67763-03-5的安全风险在使用化学品时,了解67763-03-5的安全风险是非常重要的。
不同的化学品对人体和环境的影响各不相同,正确理解67763-03-5能够帮助用户正确使用化学品并采取相应的防护措施,减少因化学品使用而带来的意外事故。
七、 67763-03-5的查询方法对于普通用户来说,查询67763-03-5的具体信息并不容易。
单绳缠绕提升机金属井架变形实时监测系统的应用设计
1412021年第2期张国军等:单绳缠绕提升机金属井架变形实时监测系统的应用设计单绳缠绕提升机金属井架变形实时监测系统的应用设计张国军1 张红光2 苏海涛1(1.兖州煤业股份有限公司南屯煤矿,山东 邹城 273500;2.兖州煤业股份有限公司济南煤炭科技研究院分公司,山东 济南 250000)摘 要 针对南屯煤矿金属井架变形监测难度大、人工监测存在滞后性、设备布置困难、现场环境恶劣等问题,设计一套金属井架变形监测系统,对金属井架的振动及部分受力进行监测,诊断金属井架可能存在的安全隐患并进行预警。
通过现场试验运行和理论分析,本监测系统能够完成对井架使用状态的实时监测、记录,为矿井维保人员提供可靠的数据支持。
关键词 井架变形;振动监测;应用设计中图分类号 TD63+3 文献标识码 A doi:10.3969/j.issn.1005-2801.2021.02.053Application Design of Real-time Monitoring System for Metal Derrick Deformation of SingleRope Winding HoistZhang Guojun 1 Zhang Hongguang 2 Su Haitao 1(1 .Yanzhou Coal Industry Co., Ltd., Nantun Coal Mine, Shandong Zoucheng 273500; 2. Yanzhou Coal Industry Co., Ltd., Jinan Coal Science and Technology Research Institute Branch,Shandong Ji'nan 250000)Abstract: Aiming at the problems such as the difficulty of monitoring the deformation of metal derrick in Nantun Coal Mine, the lag of manual monitoring, the difficulty of equipment arrangement and the bad environment in the field, a set of metal derrick deformation monitoring system is designed to monitor the vibration and partial force of metal derrick, diagnose the potential safety hazards of the metal derrick and give early warning. Through field test operation and theoretical analysis, the monitoring system can complete the real-time monitoring and recording of derrick use status, and provide reliable data support for mine maintenance personnel.Key words : deformation of derrick; vibration monitoring; application design收稿日期2020-09-28作者简介 张国军(1978—),男,山东单县人,2001年毕业于山东科技大学,本科,高级工程师,机电副总工程师,主要研究方向为煤矿机电设备及技术应用。
1718083资料
Drawings Dimensioned drawing
PHOENIX CONTACT GmbH & Co. KG http://www.phoenixcontact.de
© 2008 Phoenix Contact Technical modifications reserved;
PHOENIX CONTACT GmbH & Co. KG http://www.phoenixcontact.de
Page 4 / 4 Jul 16, 2008
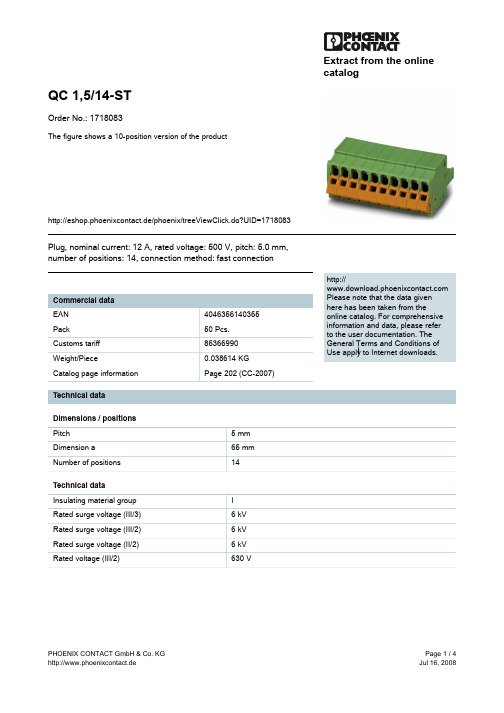
Plug, nominal current: 12 A, rated voltage: 500 V, pitch: 5.0 mm, number of positions: 14, connection method: fast connection
Commercial data EAN Pack Customs tariff Weight/Piece Catalog page information Technical data Dimensions / positions Pitch Dimension a Number of positions Technical data Insulating material group Rated surge voltage (III/3) Rated surge voltage (III/2) Rated surge voltage (II/2) Rated voltage (III/2) I 6 kV 6 kV 6 kV 630 V 5 mm 65 mm 14 4046356140355 50 Pcs. 85366990 0.038614 KG Page 202 (CC-2007)
标准4153中文翻译
transformation (TTT-diagram)等温转变图(TTT图)..............54
15.Equivalent rectangular and circular
sections for bars棒的等效矩形和圆形截面.............. 59
16.Material indication on drawing材料显示在图纸上..............60
Changes from previous issue
The standard has been revised and adapted to international standard when possible.
Periodical up date.此标准已是修正版,通用于国际化标准,如有可能,也适用于定期更新的版本。
1.1Quenching and tempering steels
1.1.1
山东 - 泰安目前已开通的手机号段
山东 - 泰安目前已开通的手机号段130联通号段 (共22个)计算得出泰安联通130号段共有超过22万个手机号(计算方式:号段数*万门 22*10000=220000)• 1300177• 1300277• 1301177• 1301178• 1301274• 1302177• 1302277• 1304400• 1304401• 1304402• 1305380• 1305381• 1305382• 1305383• 1305384• 1305385• 1305386• 1305387• 1305388• 1305389• 1308147• 1308277131联通号段 (共28个)计算得出泰安联通131号段共有超过28万个手机号(计算方式:号段数*万门 28*10000=280000)• 1310538• 1310548• 1312727• 1315386• 1315387• 1315388• 1315389• 1315697• 1316538• 1317338• 1317348• 1317612• 1317613• 1317654• 1317682• 1317683• 1318177• 1318178• 1318179• 1318180• 1318181• 1318182• 1318183• 1318184132联通号段 (共26个)计算得出泰安联通132号段共有超过26万个手机号(计算方式:号段数*万门 26*10000=260000)• 1320538• 1321061• 1321062• 1321069• 1322061• 1322062• 1322538• 1325548• 1327538• 1327548• 1328538• 1328548• 1328734• 1328760• 1328761• 1328762• 1328763• 1328764• 1329012• 1329013• 1329538• 1329548133电信CDMA手机号码 (共31个)计算得出泰安电信133号段共有超过31万个手机号(计算方式:号段数*万门 31*10000=310000)• 1330538• 1330548• 1332527• 1332528• 1332529• 1333527• 1333528• 1333529• 1334527• 1334528• 1334529• 1335538• 1335548• 1337061• 1337062• 1337100• 1337101• 1337102• 1337103• 1337538• 1337548• 1337562• 1337563• 1338538• 1338548• 1339538• 1339548134移动号段 (共23个)计算得出泰安移动134号段共有超过23万个手机号(计算方式:号段数*万门 23*10000=230000)• 1340538• 1340548• 1340620• 1340621• 1340622• 1345538• 1345548• 1345573• 1345580• 1345581• 1345582• 1346538• 1346548• 1346800• 1346805• 1346806• 1346807• 1347538• 1347548135移动电话号码号段 (共38个)计算得出泰安移动135号段共有超过38万个手机号(计算方式:号段数*万门 38*10000=380000)• 1350538• 1350548• 1351538• 1351548• 1351868• 1356175• 1356176• 1356177• 1356178• 1356179• 1356280• 1356281• 1356282• 1356283• 1356284• 1356285• 1356286• 1356287• 1356288• 1356289• 1356380• 1356381• 1356382• 1358119• 1358380• 1358381• 1358382• 1358383• 1358384• 1358385• 1358386• 1358387• 1358388• 1358389136移动号段 (共20个)计算得出泰安移动136号段共有超过20万个手机号(计算方式:号段数*万门 20*10000=200000)• 1360538• 1360548• 1361538• 1361548• 1362538• 1362548• 1364538• 1364548• 1365538• 1365548• 1366538• 1366548• 1366868• 1367538• 1367548• 1367868• 1368538• 1369538• 1369548137移动手机号码号段 (共16个)计算得出泰安移动137号段共有超过16万个手机号(计算方式:号段数*万门 16*10000=160000)• 1370538• 1370548• 1373440• 1373441• 1373442• 1373443• 1379210• 1379211• 1379212• 1379213• 1379214• 1379380• 1379381• 1379382• 1379383• 1379384138移动号段 (共24个)计算得出泰安移动138号段共有超过24万个手机号(计算方式:号段数*万门 24*10000=240000)• 1380538• 1380548• 1385380• 1385381• 1385382• 1385383• 1385384• 1385385• 1385386• 1385387• 1385482• 1385483• 1385484• 1385485• 1385486• 1385487• 1385488• 1385489• 1388475• 1388476139移动号段 (共22个)计算得出泰安移动139号段共有超过22万个手机号(计算方式:号段数*万门 22*10000=220000)• 1390538• 1390548• 1395380• 1395381• 1395382• 1395383• 1395384• 1395385• 1395386• 1395387• 1395388• 1395389• 1395480• 1395481• 1395482• 1395483• 1395484• 1395485150移动号段 (共54个)计算得出泰安移动150号段共有超过54万个手机号(计算方式:号段数*万门 54*10000=540000)• 1500538• 1500548• 1502080• 1502081• 1502082• 1502083• 1502084• 1505380• 1505381• 1505382• 1505383• 1505384• 1505385• 1505386• 1505387• 1505388• 1505389• 1505480• 1506416• 1506417• 1506418• 1506419• 1506538• 1506548• 1506580• 1506581• 1506582• 1506583• 1506674• 1506980• 1506981• 1506982• 1506983• 1506984• 1506985• 1506986• 1506987• 1506988• 1506989• 1509280• 1509281• 1509282• 1509283• 1509284• 1509285• 1509477• 1509478• 1509479• 1509480• 1509481151移动号段 (共38个)计算得出泰安移动151号段共有超过38万个手机号(计算方式:号段数*万门 38*10000=380000)• 1510538• 1510548• 1515380• 1515381• 1515382• 1515383• 1515388• 1515389• 1516380• 1516381• 1516382• 1516383• 1516384• 1516385• 1516386• 1516387• 1516388• 1516389• 1516538• 1516548• 1516648• 1516980• 1516981• 1516982• 1516983• 1516984• 1516985• 1516986• 1516987• 1516988• 1516989• 1519437• 1519438• 1519439152移动号段 (共62个)计算得出泰安移动152号段共有超过62万个手机号(计算方式:号段数*万门 62*10000=620000)• 1524410• 1524411• 1524412• 1524413• 1524414• 1525380• 1525381• 1525382• 1525383• 1525384• 1525385• 1525386• 1525387• 1525388• 1525389• 1525480• 1525481• 1525482• 1525483• 1525484• 1525485• 1525486• 1525487• 1525488• 1525489• 1526306• 1526307• 1526308• 1526309• 1526480• 1526481• 1526482• 1526487• 1526488• 1526489• 1526538• 1526548• 1526968• 1526969• 1526980• 1526981• 1526982• 1526983• 1526984• 1526985• 1526986• 1526987• 1526988• 1526989• 1527538• 1527548• 1528890• 1528891• 1528892153电信CDMA (共19个)计算得出泰安电信153号段共有超过19万个手机号(计算方式:号段数*万门 19*10000=190000)• 1530538• 1530548• 1531408• 1531409• 1531527• 1531528• 1531811• 1531812• 1531813• 1531814• 1531815• 1533538• 1533548• 1533990• 1534538155联通号段 (共35个)计算得出泰安联通155号段共有超过35万个手机号(计算方式:号段数*万门 35*10000=350000)• 1550538• 1550548• 1555080• 1555081• 1555082• 1555083• 1555084• 1555085• 1555086• 1555087• 1555088• 1555089• 1555265• 1555280• 1555281• 1555282• 1555283• 1555284• 1555380• 1556483• 1556484• 1558850• 1558851• 1558852• 1558853• 1558854• 1558855• 1558856• 1558857• 1558858• 1558859156联通电话号码号段 (共19个)计算得出泰安联通156号段共有超过19万个手机号(计算方式:号段数*万门 19*10000=190000)• 1560538• 1560548• 1561538• 1561548• 1561554• 1561558• 1561564• 1561568• 1561574• 1561578• 1565380• 1566608• 1566625• 1566659• 1566676• 1566693• 1569812• 1569813157移动号段 (共8个)计算得出泰安移动157号段共有超过8万个手机号(计算方式:号段数*万门 8*10000=80000)• 1571538• 1571548• 1572528• 1572538• 1572548• 1572583• 1572584• 1572585158移动手机号码号段 (共27个)计算得出泰安移动158号段共有超过27万个手机号(计算方式:号段数*万门 27*10000=270000)• 1580538• 1580548• 1585380• 1585381• 1585382• 1585383• 1585386• 1585387• 1585388• 1585389• 1585480• 1585481• 1585482• 1585483• 1585484• 1585485• 1585486• 1585487• 1586476• 1586477• 1586538• 1586600• 1586601• 1586602• 1586603• 1586604159移动号段 (共23个)计算得出泰安移动159号段共有超过23万个手机号(计算方式:号段数*万门 23*10000=230000)• 1590538• 1590548• 1590809• 1594979• 1594980• 1594981• 1594982• 1595380• 1595381• 1595382• 1595383• 1595384• 1595385• 1595476• 1596315• 1596538• 1596548• 1596600• 1596601• 1596602• 1596603• 1596604• 1599874计算得出泰安联通186号段共有超过13万个手机号(计算方式:号段数*万门 13*10000=130000)• 1860538• 1860548• 1865359• 1865380• 1865381• 1865382• 1865383• 1865384• 1865385• 1865386• 1865387• 1865388• 1865389187移动TD-SCDMA (共57个)计算得出泰安移动187号段共有超过57万个手机号(计算方式:号段数*万门 57*10000=570000)• 1870538• 1870548• 1870638• 1875380• 1875381• 1875382• 1875383• 1875384• 1875385• 1875386• 1875387• 1875388• 1875389• 1875480• 1875481• 1875482• 1875487• 1875488• 1875489• 1876380• 1876381• 1876382• 1876383• 1876384• 1876385• 1876386• 1876387• 1876388• 1876389• 1876480• 1876481• 1876482• 1876483• 1876484• 1876485• 1876486• 1876487• 1876488• 1876489• 1876538• 1876548• 1876664• 1876665• 1876980• 1876981• 1876982• 1876983• 1876984• 1876989188移动TD-SCDMA可挑选号码的号段 (共22个)计算得出泰安移动188号段共有超过22万个手机号(计算方式:号段数*万门 22*10000=220000)• 1880538• 1880548• 1885380• 1885381• 1885382• 1885383• 1885384• 1885385• 1885386• 1885387• 1885388• 1885389• 1885480• 1885481• 1885482• 1885483• 1885484• 1885485• 1885486• 1885487• 1885488• 1885489189电信天翼 (共12个)计算得出泰安电信189号段共有超过12万个手机号(计算方式:号段数*万门 12*10000=120000)• 1890538• 1890548山东 - 泰安目前已开通的手机号段file:///D|/My Documents/文库文档/4/文库网页/1/157.html[2011-3-6 20:13:57]• 1895381• 1895382• 1895383• 1895384• 1895485• 1895486• 1895487• 1895488• 1895489。
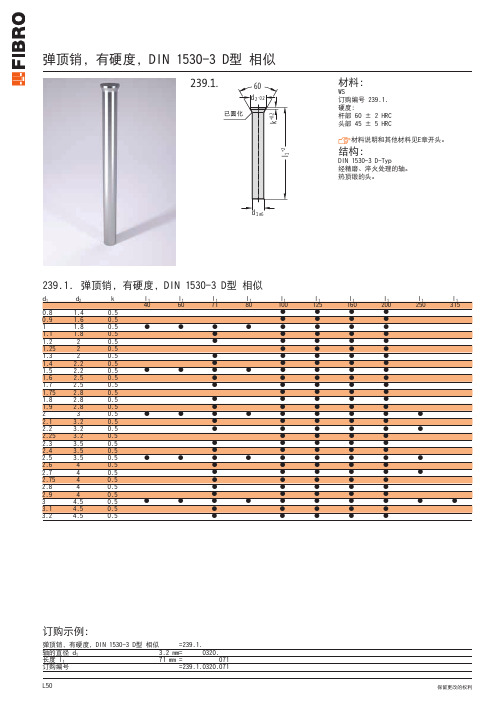
弹顶销,有硬度,DIN1530-3D型相似
保留更改的权利
弹顶销,有硬度,DIN 1530-3 D型 相似
. .
材料:
WS
订购编号 239.1. 硬度:
杆部 60 ± 2 HRC 头部 45 ± 5 HRC
材料说明和其他材料见E章开头。
结构:
DIN 1530-3 D-Typ
经精磨、淬火处理的轴。
热顶锻的头。
L50
订购示例:
弹顶销,有硬度,DIN 1530-3 D型 相似=239.1.轴的直径 d 1 3.2 mm=0320.长度 l 171 mm =071订购编号=239.1.0320.071239.1.弹顶销,有硬度,DIN 1530-3 D型 相似
保留更改的权利
弹顶销,有硬度,DIN 1530-3 D型 相似
材料:
WS
订购编号 239.1. 硬度:
杆部 60 ± 2 HRC 头部 45 ± 5 HRC
材料说明和其他材料见E章开头。
结构:
DIN 1530-3 D-Typ
经精磨、淬火处理的轴。
热顶锻的头。
. .
L51
订购示例:
弹顶销,有硬度,DIN 1530-3 D型 相似=239.1.轴的直径 d 1 3.2 mm=0320.长度 l 171 mm =071订购编号=239.1.0320.071
239.1.弹顶销,有硬度,DIN 1530-3 D型 相似。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Extract from the online
catalog
MCV 1,5/ 6-GF-3,81
Order No.: 1830635
The figure shows a 10-position version of the product
http://eshop.phoenixcontact.de/phoenix/treeViewClick.do?UID=1830635
Header, nominal current: 8 A, rated voltage: 160 V, pitch: 3.81 mm, no. of positions: 6, mounting: Soldering
http://
Please note that the data given
here has been taken from the
online catalog. For comprehensive
information and data, please refer
to the user documentation. The
General Terms and Conditions of
Use apply to Internet downloads. Technical data
Dimensions / positions
Pitch 3.81 mm
Dimension a19.05 mm
Number of positions6
Pin dimensions0,8 x 0,8 mm
Hole diameter 1.2 mm
Technical data
Insulating material group IIIa
Rated surge voltage (III/3) 2.5 kV
Rated surge voltage (III/2) 2.5 kV
Rated surge voltage (II/2) 2.5 kV
Rated voltage (III/2)160 V
Rated voltage (II/2)250 V
Connection in acc. with standard EN-VDE
Nominal current I N8 A
Nominal voltage U N160 V
Maximum load current8 A
Insulating material PBT
Inflammability class acc. to UL 94V0
Certificates / Approvals
CSA
Nominal voltage U N300 V
Nominal current I N8 A
CUL
Nominal voltage U N300 V
Nominal current I N8 A
UL
Nominal voltage U N300 V
Nominal current I N8 A
Certification CB, CSA, CUL, GOST, UL, VDE-PZI
Accessories
Item Designation Description
Marking
0804109SK 3,81/2,8:FORTL.ZAHLEN Marker card, printed horizontally, self-adhesive, 10-section marker
strip, 14 identical decades marked 1-10, 11-20 etc. up to 91-
(99)100, sufficient for 140 terminal blocks
Plug/Adapter
1734634CP-MSTB Coding profile, is inserted into the slot on the plug or inverted
header, red insulating material
Additional products
Item Designation Description
General
1851274FK-MCP 1,5/ 6-STF-3,81Plug, with screw flange, nominal current: 8 A, rated voltage: 160
V, pitch: 3.81 mm, no. of positions: 6, type of connection: Spring-
cage connection
1850893FRONT-MC 1,5/ 6-STF-3,81Plug component, nominal current: 8 A, rated voltage: 160 V, pitch:
3.81 mm, no. of positions: 6, type of connection: Screw connection 1827745MC 1,5/ 6-STF-3,81Plug component, nominal current: 8 A, rated voltage: 160 V, pitch:
3.81 mm, no. of positions: 6, type of connection: Screw connection 1852406MCC 1/ 6-STZF-3,81Plug component, nominal current: 8 A, rated voltage: 160 V, pitch:
3.81 mm, no. of positions: 6, type of connection: Crimp connection 1828388MCVR 1,5/ 6-STF-3,81Plug component, nominal current: 8 A, rated voltage: 160 V, pitch:
3.81 mm, no. of positions: 6, type of connection: Screw connection 1828537MCVW 1,5/ 6-STF-3,81Plug component, nominal current: 8 A, rated voltage: 160 V, pitch:
3.81 mm, no. of positions: 6, type of connection: Screw connection 1897584QC 0,5/ 6-STF-3,81Plug, nominal current: 6 A, rated voltage: 320 V, pitch: 3.81
mm, number of positions: 6, connection method: Insulation
displacement connection QUICKON
Drawings
Drilling diagram
Dimensioned drawing
Address
PHOENIX CONTACT GmbH & Co. KG
Flachsmarktstr. 8
32825 Blomberg,Germany
Phone +49 5235 3 00
Fax +49 5235 3 41200
http://www.phoenixcontact.de
© 2008 Phoenix Contact
Technical modifications reserved;。