车间材料用量
丙类车间使用甲类原料的说明
设计说明1. 设计依据1.1广州*******有限公司(甲方)与*******所(乙方)签订的设计合同(合同号:******)。
1.2甲方提供的有关图纸及生产工艺技术资料。
2. 设计遵循的规范《建筑设计防火规范》GB 50016-2006;《化工企业安全卫生设计规定》HG 20571-95;《化工装置设备布置设计规定》HG/T 20546-2009;《化工企业静电接地设计规程》HG/T 20675-1990;《特种设备安全监察条例》(国务院令第549号);《爆炸和火灾危险环境电力装置设计规范》GB 50058-92。
3. 工程简介广州*******有限公司涉及危化品使用的生产装置改造项目地点位于广东省黄埔区广州*******有限公司厂区内的埋地罐区与二车间。
二车间为丙类生产场所,本次设计涉及罐区及二车间的叔丁醇管道改造,使甲类原料叔丁醇由罐区通过密闭管道进入到已加有物料的反应釜中,叔丁醇加入反应釜后立即溶解和稀释,加完叔丁醇后反应釜混合液的闪点≥60℃(反应釜混合液闪点数据另附),二车间内叔丁醇管道内的存液量小于《建筑设计防火规范》规定丙类生产场所中甲类物质的最大用量。
(装置所在分区面积330m2,高10m,容积为3300m3,丙类生产场所中甲类物质的最大允许量为0.004L/m3,计13.2L,车间全部叔丁醇的管道为DN20,切断阀前总长为31m,二车间内叔丁醇管道内的存液量为9.7L。
)4. 设计说明4.1 本套图纸供甲方作为报建阶段用。
4.2本项目设计范围:广州*******有限公司涉及危化品使用的生产装置改造项目工艺专业报建图。
本项目工程名称:涉及危化品使用的生产装置改造项目工程号:201*-***主项号、主项名称01粗品生产装置5.工艺设计说明5.1主要原材料物性数据叔丁醇:无色结晶或液体,有樟脑气味。
熔点:25.3℃、沸点:82.8℃,闪点:11℃,爆炸极限:2.3~8.0(v%)。
聚氯乙烯车间原辅材料规格及质量指标

聚氯乙烯车间原、辅材料规格及质量指标1.氯乙烯单体:密度0.911㎏/L 沸点-13.9℃熔点-153.8℃临界温度156.5℃临界压力55.2atm 纯度≥99.99%乙炔含量≤0.001%高沸物≤0.001%氯化氢含量≤2ppm(1ppm)水分≤250ppm铁≤1ppm 醛(乙醛)≤5ppm二氯乙烷≤30ppm 氯甲烷≤80ppm2.分散剂:1)聚乙烯醇KP-08分子式:-{CH2-CH(OH)-}m{CH2-CH(-O-COCH3)-}n性质:此品为白色粉末,比重1.2~1.3,不溶于大多数有机溶剂。
醇解度:73.0~75.0(mol,%);粘度:6.0~9.0cps(4%水溶液,200C);PH值: 5.0~7.0(4%水溶液),贮存阴凉干燥处。
2)聚乙烯醇KH-17分子式:-{CH2-CH(OH)-}m{CH2-CH(-O-COCH3)-}n性质:此品为白色粉末,比重1.2~1.3,溶于水,不溶于大多数有机溶剂。
醇解度:78.5~81.5(mol,%);粘度:32~38mpas(4%水溶液,200C);PH值: 5.0~7.0(4%水溶液),贮存阴凉干燥处。
3)聚乙烯醇L-11分子式:性质:本品为黄色颗粒,比重,溶于水,不溶于大多数有机溶剂。
醇解度:71.5-73.5%粘度:5.5-7.5 mpas(4%水溶液,200C)PH值:5.0~7.0(4%水溶液),贮存阴凉干燥处。
挥发份:3.0%4)聚乙烯醇LM-10HD分子式:性质:醇解度:38.0-42.0mol%粘度:4.5-5.7 mpas(4%水溶液,200C)PH值; 5.0~7.0(4%水溶液),贮存阴凉干燥处。
5)聚乙烯醇L-9分子式:-{CH2-CH(OH)-}m{CH2-CH(-O-COCH3)-}n 性质:此品为黑稻草色,无味颗粒粉末,溶于水,几乎不溶于大多数有机溶剂。
醇解度:69.5~72.5(mol,%);粘度:6.0~6.5cps(4%水溶液,200C);本品应室内贮存,远离潮湿地带,发热物质(超过80 0C)和明火-CH2。
年产270万重箱浮法玻璃厂原料车间工艺设计--毕业论文
年产270万重箱浮法玻璃厂原料车间工艺设计摘要设计中介绍了一套规模为270万重箱/年浮法玻璃厂原料车间工艺设计,在设计过程中,首先对工艺流程中的配料进行了计算,以及产量及物料平衡计算[2];然后根据计算的数据,对原料车间进行工艺流程设计。
并且重点分析了浮法玻璃的工艺流程和制造优点,整个设计过程通过与目前浮法玻璃生产的主要设计思路对照,采用了国内外先进技术,具有一定的可行性[1]。
关键字:浮法玻璃配料计算物料平衡产量计算工艺流程前言:浮法玻璃是我国尚世纪七十年代末,由洛阳玻璃厂引进英国皇家浮法玻璃生产线[1,2]。
浮法玻璃常用的原材料有:石英砂、长石、石灰石、白云石、纯碱、芒硝、碳粉、铁粉、氧化钴[3]。
按照一定的比例和顺序加入搅拌机内进行一定时间的干湿混合后,进入窑头,经投料机推入熔窑。
熔窑将配合料熔化成玻璃液,熔融的玻璃液从池窑中连续通入保护气体(N2及H2)的锡槽中并漂浮在密度相对大的锡液表面上,在重力和表面张力的作用下,玻璃液在锡液面上铺开、摊平、形成上下表面平整、硬化、冷却后被引上过渡辊台。
辊台的辊子转动,把玻璃带拉处锡槽进入退火窑,经退火、切裁,就得到平板玻璃产品[5]。
浮法与其他成型方法比较,其优点是:适合于高效率制造优质平板玻璃,如没有波筋、厚度均匀、上下表面平整、相互平行;生产线的规模不受成形方法的限制,单位产品的能耗低;成品利用率高[4];易于科学化管理和实现全线机械化、自动化,劳动生产率高;连续作业周期可长达几年,有利于稳定地生产[6];可为在线生产一些新品种提供适合的条件。
大吨位低单位产品能耗和小吨位高产品价值是今后平板玻璃熔窑的发展方向,没有地缘优势,产品技术特点,小吨位、高耗能的普通浮法玻璃将在市场上没有立足之地[1,5]。
在技术领域,采用中国浮法玻璃技术建设的生产线,技术装备与实物质量已达到国际先进水平。
通过对原料配料称量,熔窑、锡槽、退火窑三大热工设备及自动控制系统成套软件的一系列科技攻关,进而对各关键技术进行系统集成和工程转化,形成了具有自主知识产权并全面达到国际先进水平的新一代中国浮法玻璃技术[7,8]。
材料数量清单汇总表
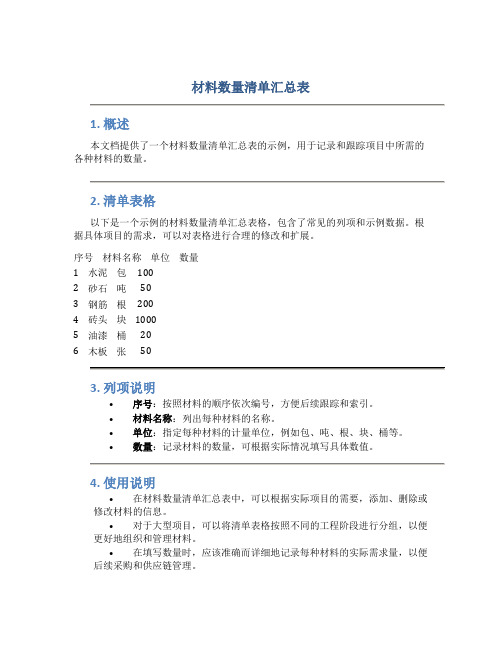
材料数量清单汇总表1. 概述本文档提供了一个材料数量清单汇总表的示例,用于记录和跟踪项目中所需的各种材料的数量。
2. 清单表格以下是一个示例的材料数量清单汇总表格,包含了常见的列项和示例数据。
根据具体项目的需求,可以对表格进行合理的修改和扩展。
序号材料名称单位数量1 水泥包1002 砂石吨503 钢筋根2004 砖头块10005 油漆桶206 木板张503. 列项说明•序号:按照材料的顺序依次编号,方便后续跟踪和索引。
•材料名称:列出每种材料的名称。
•单位:指定每种材料的计量单位,例如包、吨、根、块、桶等。
•数量:记录材料的数量,可根据实际情况填写具体数值。
4. 使用说明•在材料数量清单汇总表中,可以根据实际项目的需要,添加、删除或修改材料的信息。
•对于大型项目,可以将清单表格按照不同的工程阶段进行分组,以便更好地组织和管理材料。
•在填写数量时,应该准确而详细地记录每种材料的实际需求量,以便后续采购和供应链管理。
•可以使用类似Excel的软件或在线表格工具来创建和维护材料数量清单汇总表,方便数据的编辑和统计。
5. 示例应用假设正在进行一个建筑项目,需要记录和管理各种材料的数量。
可以按照以下步骤使用材料数量清单汇总表:1.根据项目需求,在表格中添加新的行,列出需要的材料名称。
2.根据实际情况填写每种材料的计量单位和数量。
3.在项目进展过程中,根据实际使用情况,更新材料数量。
4.根据更新后的材料数量,进行材料的采购和供应链管理,确保项目的顺利进行。
6. 总结本文档提供了一个材料数量清单汇总表的示例,用于记录和跟踪项目中所需的各种材料的数量。
通过合理使用材料数量清单汇总表,可以更好地管理和统计材料的使用情况,为项目的顺利进行提供支持。
生物工程工厂设计-物料衡算
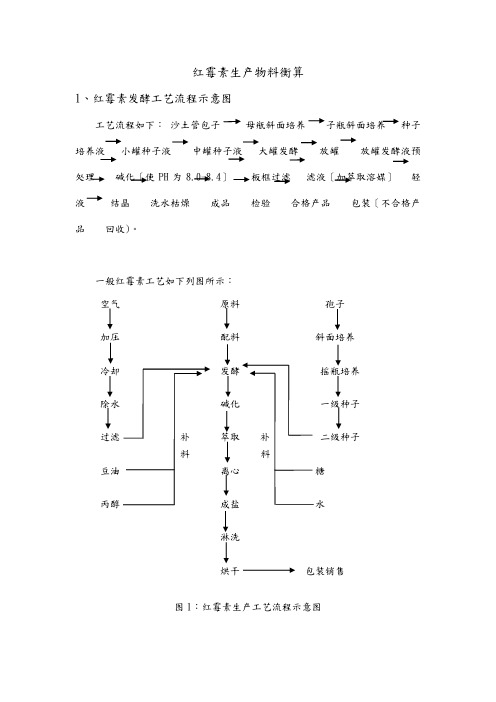
红霉素生产物料衡算1、红霉素发酵工艺流程示意图工艺流程如下:沙土管包子母瓶斜面培养子瓶斜面培养种子培养液小罐种子液中罐种子液大罐发酵放罐放罐发酵液预处理碱化〔使PH为8.0-8.4〕板框过滤滤液〔加萃取溶媒〕轻液结晶洗水枯燥成品检验合格产品包装〔不合格产品回收)。
一般红霉素工艺如下列图所示:空气原料孢子加压配料斜面培养冷却发酵摇瓶培养除水碱化一级种子过滤萃取二级种子豆油离心丙醇成盐淋洗烘干包装销售图1:红霉素生产工艺流程示意图2、工艺技术指标与根底数据〔1〕主要技术指标见表表1:红霉素发酵工艺主要技术指标表2:培养基配比〔质量分数〕:〔2〕发酵罐补料情况丙醇:发酵后24小时开场补,开场补之前要取样观察菌丝状态,菌丝需呈网状、展开,发酵液粘度达6S左右,补料前半小时去无菌样品,与正点取样相差1~2小时,24~32h时间每4h补12L丙酮,33~144h每小时补6L。
糖:糖可以通过菌体代谢后而调节发酵液的PH值,也可以做为红霉素放线菌的代谢碳源,大罐发酵30h时取样测PH值,大罐补淀粉液化糖1.7t,淀粉0.3kg,在80°C左右保温液化30min,一次消一到两个罐的淀粉液化糖。
油:本发酵工艺补油主要为豆油。
发酵后24开场补,其实速率为4L/h,以后看液面调整补油速度。
假设液面高那么应提前2h左右,每4h补6L,放罐前一个班每4h补10L。
油用于消泡和提高碳源。
水:放罐前两个班补水,每吨水加泡敌1L,玉米浆10L,30h左右根据液面补500-800t纯水,如果发酵过程中发酵液体积偏少,每班需补100-200L纯水。
全料:6-8小时根据液面下降情况可补全料,补前半小时取样。
3、培养基总物料衡算〔1〕放罐成熟发酵液量:根据产品质量µ1、放罐发酵单位µ2、提取总收率n 、年生产天数t 、倒罐率r ,可计算生产1000kg 成品所需的发酵液量。
V 0〔2〕放罐成熟发酵液量V 0分为三个局部组成: 底料 V 01=160×〔1-i 0-j 0)=160×76%=121.6〔m 3〕 种\液量 V 02=160×j 0=160×14%=22.4〔m 3〕 补料量 V 03=160×i 0=160×10%=16〔m 3〕〔3〕二级种子罐种液量 V 1由两局部组成:底料 V 11= V 02÷〔1- s 1〕×〔1-j 1〕=22.4÷0.90×70%=17.42〔m 3〕 种液量 V 12= V 02÷〔1- s 1〕×j 1=22.4÷0.90×30%=7.47〔m 3〕〔4〕一级种子干种液量V 2由两局部组成:底料 V 21= V 12÷(1-s 2)×〔1-j 1〕=7.47÷0.9×65%=5.39〔m 3〕 接种量 V 22= V 12÷(1-s 2)×j 2=7.47÷0.9×35%=2.99〔m 3〕)(160)03.01(84.0106000107501000)1(100036621m r n =-⨯⨯⨯⨯⨯=-⨯⨯⨯=μμ〔5〕发酵罐底料的物料用量:发酵罐培养基配方×V01÷(1-s0)×ρ0淀粉:m01=5%×V01÷(1-s0)×ρ0=5%×121.6÷0.9×1050=7093.3〔kg〕豆粉:m02=2.2%×V01÷(1-s0)×ρ0=2.2%×121.6÷0.9×1050=3121.1〔kg〕玉米粉:m03=1.8%×V01÷(1-s0)×ρ0=1.8%×121.6÷0.9×1050=2553.6〔kg〕氯化钠:m04=0.65%×V01÷(1-s0)×ρ0=0.65%×121.6÷0.9×1050=922.1〔kg〕豆油:m05=0.50%×V01÷(1-s0)×ρ0=0.50%×121.6÷0.9×1050=709.3〔kg〕碳酸钙:m06=0.65%×V01÷(1-s0)×ρ0=0.65%×121.6÷0.9×1050=922.1〔kg〕碳酸铵:m07=0.18%×V01÷(1-s0)×ρ0=0.18%×121.6÷0.9×1050=255.4〔kg〕生物氮:m08=0.80%×V01÷(1-s0)×ρ0=0.80%×121.6÷0.9×1050=1134.9〔kg〕糊精:m09=0.00%×V01÷(1-s0)×ρ0=0〔kg〕〔6〕发酵罐补料物料用量:发酵罐补料培养基配方×V03÷(1-s0)×ρ0m31=4.38%×V03÷(1-s0)×ρ0=4.38%×16÷0.9×1050=817.6〔kg〕豆粉:m32=3%×V03÷(1-s0)×ρ0=3%×16÷0.9×1050=560〔kg〕玉米粉:m33=1.25%×V03÷(1-s0)×ρ0=1.25%×16÷0.9×1050=233.3〔kg〕氯化钠:m34=1.63%×V03÷(1-s0)×ρ0=1.63%×16÷0.9×1050=304.3〔kg〕豆油:m35=0.88%×V03÷(1-s0)×ρ0=0.88%×16÷0.9×1050=164.3〔kg〕碳酸钙:m36=0.063%×V03÷(1-s0)×ρ0=0.063%×16÷0.9×1050=11.76〔kg〕碳酸铵:m37=0.175%×V03÷(1-s0)×ρ0=0.175%×16÷0.9×1050=32.7〔kg〕生物氮:m38=0.00%×V03÷(1-s0)×ρ0=0〔kg〕糊精:m39=4.5%×V03÷(1-s0)×ρ0=1.5%×16÷0.9×1050=280〔kg〕〔7〕二级种子罐底料的物料用量:二级种子罐培养基配方×V11÷(1-s1)×ρ1淀粉:m11=1.8%×V11÷(1-s1)×ρ1=1.8%×17.42÷0.9×1150=400.7〔kg〕m12=1.5%×V11÷(1-s1)×ρ1=1.5%×17.42÷0.9×1150=333.9〔kg〕玉米粉:m13=0.60%×V11÷(1-s1)×ρ1=0.60%×17.42÷0.9×1150=133.5〔kg〕氯化钠:m14=0.30%×V11÷(1-s1)×ρ1=0.30%×17.42÷0.9×1150=66.8〔kg〕豆油:m15=0.60%×V11÷(1-s1)×ρ1=0.60%×17.42÷0.9×1150=133.5〔kg〕碳酸钙:m16=0.50%×V11÷(1-s1)×ρ1=0.50%×17.42÷0.9×1150=111.3〔kg〕碳酸铵:m17=0.12%×V11÷(1-s1)×ρ1=0.12%×17.42÷0.9×1150=26.7〔kg〕生物氮:m18=0.00%×V11÷(1-s1)×ρ1=0〔kg〕糊精:m19=1.2%×V11÷(1-s1)×ρ1=1.2%×17.42÷0.9×1150=267.1〔kg〕〔8〕一级种子罐底料的物料用量:一级种子罐培养基配方×V21÷(1-s2)×ρ2 淀粉:m21=1.8%×V21÷(1-s2)×ρ2=1.8%×5.39÷0.9×1200=129.36〔kg〕豆粉:m22=1.5%×V21÷(1-s2)×ρ2=1.5%×5.39÷0.9×1200=107.8〔kg〕m23=0.60%×V21÷(1-s2)×ρ2=0.60%×5.39÷0.9×1200=43.12〔kg〕氯化钠:m24=0.30%×V21÷(1-s2)×ρ2=0.30%×5.39÷0.9×1200=21.56〔kg〕豆油:m25=0.60%×V21÷(1-s2)×ρ2=0.60%×5.39÷0.9×1200=43.12〔kg〕碳酸钙:m26=0.50%×V21÷(1-s2)×ρ2=0.50%×5.39÷0.9×1200=35.93〔kg〕碳酸铵:m27=0.12%×V21÷(1-s2)×ρ2=0.12%×5.39÷0.9×1200=8.6〔kg〕生物氮:m28=0.00%×V21÷(1-s2)×ρ2=0〔kg〕糊精:m29=1.2%×V21÷(1-s2)×ρ2=1.2%×5.39÷0.9×1200=86.2〔kg〕〔9〕总物料用量:发酵罐补料物料用量+发酵罐补料物料用量+二级种子罐底料的物料用量+一级种子罐底料的物料用量淀粉:m1=m01+m31+m11+m21=8440.9〔kg〕豆粉:m2=m02+m32+m12+m22=4122.7〔kg〕玉米粉:m3=m02+m32+m12+m22=2963.6〔kg〕氯化钠:m4=m02+m32+m12+m22=1314.7〔kg〕豆油:m5=m02+m32+m12+m22=1050.3〔kg〕碳酸钙:m6=m02+m32+m12+m22=1081.1〔kg〕碳酸铵:m7=m02+m32+m12+m22=323.4〔kg〕生物氮:m8=m02+m32+m12+m22=1134.9〔kg〕糊精:m9=m02+m32+m12+m22=633.3〔kg〕根据年生产1000kg成品发酵所需的原材料与其他物料的衡算结果,可求得年生产16000t成品所需的总物料、每日用量,以与大罐培养基,大罐补全料,中罐培养基和小罐培养基各自所需的物料总量、每日用量。
沉降一车间石灰乳用量分析及措施
沉降一车间石灰乳用量分析及措施目前沉降一车间石灰乳用量较大,每月我车间统计用量平均达142吨,原料车间统计用量189吨,即使按我车间统计计算,生产每吨氧化铝消耗的石灰用量为15.3公斤。
一、石灰乳用量较大主要有以下几个原因:1、石灰乳添加为间歇性添加,石灰乳泵没有变频器,泵出口没有流量计,无法精确控制,也无法精确对班组进行考核,叶滤机形成的滤饼分布不均,造成叶滤机压力偏高,石灰乳添加较少时,叶滤机压力上涨较快。
2、没有采用行业内普遍采用的TCA配制,尽管我们也添加有精液,但与真正的TCA配制要求相差甚远,不管是设备还是流程都需要进一步改造。
沉二以前TCA配置不理想的主要原因是没有单独TCA配制槽,配制温度和反应停留时间都没有达到要求,至少要保证两个小时的反应时间,温度要达到95以上,TCA配制全碱浓度越高,温度越高,石灰有效钙越高,配制出来的TCA颗粒度越饱满,过滤指数越好。
否则,在低温低碱的情况下容易生成碳铝酸盐,其形状为扁平的薄片,容易堵塞滤布,造成叶滤机压力升高。
3、原料车间送往我车间的石灰乳管道约为700多米远,管道容积约为5~6立方米,每次送完石灰乳都要冲管道,石灰乳槽进水约6~10立方米。
原料车间与我车间统计的石灰乳用量差别主要在此。
而且我车间的石灰乳槽体积较小,只有4*4,体积约为45立方,按照目前的石灰乳用量,每天需要向原料要两次石灰乳,故每天的冲水量约为12~20立方。
(附石灰乳统计表)二、针对以上问题,我车间准备采取以下措施来降低石灰乳用量:1、将我车间已退出不用的浆化槽改为TCA配制槽。
a:清理浆化槽;b:检查恢复浆化槽搅拌;c:增加蒸汽管,保证TCA 配制温度;d:增加管道与阀门,将精液引至浆化槽;e:增加管道与阀门,将石灰乳引至浆化槽;f:增加一台泵作为TCA输送泵,用来将配制好的TCA送往石灰乳槽。
2、增加一台变频石灰乳泵,将石灰乳直接添加到粗液泵进口(15kw以下的变频器即可,需要电仪配合看看厂内有没有旧的变频器),原有的石灰乳流程作为备用流程。
物料管理制度
物料管理制度物料管理制度1生产车间物料管理制度1.目的为完善公司的物料管理,控制生产成本,减少损失,实现生产物料效益最大化,提高公司经济效益。
2.适用范围本制度适用于公司车间生产过程所需的所有原材料、半成品、成品退货产品等物料的管理控制。
3.职责生产部生产原辅料需求计划,物料使用,产品生产质检部物料质量监控,产品质量监控仓储部物料库存信息、物料保管、物料出入库管理财务部物料预算,成本控制4.术语及定义物料是指企业为维持和满足公司正常运营需要,在生产过程中直接或间接消耗的物资、物品和包装材料以及其他消耗品的统称。
5.工作流程物料领用流程物料退库流程生产计划统计退库数量填写物料申请单进行物料原包装核算员开具领料单是否为次品物料是仓库根据领料单发出物料否填写物料不合格证确认物料并填写货物卡粘贴物料标签提交退料单6.内容退回仓库1.物料领用1.1车间领料人必须根据第二天生产计划量和现有的库存量,确定物料名称、规格、数量后正确填写物料申领单。
1.2领料人应提前一天填写生产物料申领单,并于当天早上9:00上交各车间核算员在ERP系统下工单并打印出工单领料单,若超时上交,则物料申领单由本人在11点前送至原辅料仓库仓管员处。
1.3生产车间领用物料时,仓库管理员凭由车间负责人(或统计员)签发的领料单发放,库管员和领料人均须在领料单上签名。
1.4领料单一式三份,一联退回车间作为其物资消耗的核算依据,一联交核算员作成本核算依据,一联由仓库作为登记实物账的.依据。
1.5车间人员应对当天领用的物料及时复核,如若出现数量、物料名称、规格不一致的情况及时与车间核算员和仓官员沟通反馈。
1.6领料原则以每一天或每一次的用量为限,用完后再领,不可一次领料过多,以免造成不必要的浪费或退料。
1.7洁净服、洁净鞋等劳保用品需在每月15号当天找劳保用品管理员领用,特殊工具用具和物料需以旧换新,如过渡鞋、拖把。
2.物料存放2.1物料的储存保管原则:以物品的属性、特点和用途规划设置仓库。
年产5万吨趣味酥性饼干生产车间设计

年产5万吨趣味酥性饼干生产车间设计摘要酥性饼干的主要原料是以低筋面粉为主要原料,加入大量的油和糖制成的饼干。
这种饼干在面团制作的过程中一般多用糖和油,标准比例为1:2,面团面筋少、弹性差,具有不错的可塑性。
一般要添加适量的辅料,例如乳制品、蛋品、蜂蜜或椰蓉等营养物质或赋香剂。
本设计是对年产5万吨趣味酥性饼干生产车间设计,在传统的酥性饼干配方以及面团调制上进行改良,添加具有保健功能的药食,研发适合儿童食用且富有趣味性还兼具保健功能的酥性饼干。
主要包括饼干生产工艺流程设计、生产车间物料衡算、生产设备的选型及说明、经济估算、三废处理、生产工艺流程图、车间设备布置图、车间人流物流图。
关键词:趣味酥性饼干;工艺设计;设备选型;配方改良The design of the workshop for producing 50000 tons of interestingcrisp biscuits per yearAbstractCrispy biscuits are a kind of biscuits which are made of low gluten wheat flour as the main raw material, plus more oil and sugar. In the process of dough preparation, this kind of biscuit generally uses more sugar and oil, the standard ratio is 1:2, and forms less gluten, the dough lacks elasticity, but has good plasticity. Generally, it is necessary to add some auxiliary materials, such as dairy products, egg products, honey or coconut and other nutrients or flavoring agents.The design is improved to a production site of 50000 tons of interesting chips and cookies per year, improve the traditional formula of crispy biscuits, add medicine and food with health care function, and develop crispy biscuits that are suitable for children and have fun and health care function. It mainly includes biscuit production process design, process calculation, production site material balance, production site heat balance, typical equipment design, three kinds of waste treatment, etc. Field equipment configuration and production flow chart.Key words:Interesting crisp biscuit; process design; equipment selection; formula improvement目录1前言 (3)1.1趣味酥性饼干的简介 (3)1.2饼干的研究与发展现状 (4)1.2.1饼干发展概况 (4)1.2.2淀粉消化特性的研究现状 (4)1.3设计目的意义 (5)1.3.1设计目的 (5)1.3.2本设计需达到的生产技术要求 (5)1.3.3本设计需解决的主要问题 (5)2主要设计及论证 (5)2.1工艺流程设计 (5)2.1.1趣味酥性饼干生产工艺 (5)2.1.2趣味酥性饼干加工工艺要点 (6)3物料衡算 (7)3.1产品配方 (7)3.2产能衡算 (7)3.3趣味酥性饼干加工损失率 (7)3.4包装材料物料衡算 (8)3.5工艺流程物料衡算总图 (10)4生产设备选型及说明 (11)4.1主要生产设备 (11)4.1.1气泡冲浪清洗机 (11)4.1.2超微粉碎机 (11)4.1.3立式食品搅拌机 (12)4.1.4和面机 (13)4.1.5饼干辊印成型机 (13)4.1.6远红外线隧道炉 (14)4.1.7180°转弯机 (15)4.1.8冷却输送机 (15)4.1.9饼干整理机 (16)4.1.10饼干包装机 (17)4.1.11全自动装箱机 (17)4.2主要仪器设备一览表 (18)5人员配置及公用辅助工程 (18)5.1劳动定员 (18)5.1.1劳动定员分类表 (19)5.2公用工程 (19)5.2.1供水系统 (19)5.2.2排水系统 (20)5.2.3供电系统 (20)5.3辅助部门 (20)5.3.1化验室 (20)5.3.2仓库 (20)5.4生活设施 (21)5.4.1洗手间 (21)5.4.2更衣室 (21)6水、电估算 (22)6.1用水量估算 (22)6.1.1生产用水 (22)6.1.2生活用水 (22)6.1.3设备清洗用水 (22)6.1.4冲洗地坪用水 (22)6.1.5车间总用水量 (22)6.2用电量估算 (23)6.2.1生产用电 (23)6.2.2生活用电 (23)6.2.3全车间总耗电量 (23)7车间总平面布置 (23)7.1车间设计原则 (23)7.1.1车间分区设计 (23)7.1.2车间布置及车间人流物流 (24)7.1.3车间布置说明 (24)8经济估算 (24)8.1成本估算 (25)8.1.1原辅料成本估算 (25)8.1.2包装材料成本估算 (25)8.1.3设备成本估算 (25)8.1.4水、电、费用成本估算 (26)8.1.5人工成本估算 (26)8.1.6成本估算汇总 (26)8.2利润估算 (27)8.2.1企业毛利润 (27)8.2.2企业纯利润 (27)9三废处理 (27)9.1废气处理 (27)9.2废水处理 (27)9.3废渣处理 (27)9.4噪音处理 (27)10结论 (28)参考文献 (28)致谢 ................................................................................................................... 错误!未定义书签。
方木、模板、钢管用量的计算参考
2021/10/10
18
2021/10/10
19
墙体净高度:基础顶面或结构楼面到上层梁或板底的 高度。
普通高度墙体(4.5m以下)加固体系一般由模板、方 木、水平方向钢管加固杆、山形卡、丝帽等组成,其 模板侧压力传递顺序如下:模板→方木→水平方向加 固钢管→山形卡→对拉螺栓。
由于墙体高度不大(4.5m以下),一般方木间距取 150~200,对拉螺栓间距3.0米以下高度取450×450, 3米以上可适当加大至500~600。
2021/10/10
30
梁底立杆及其他杆件的计算:
1、普通梁底立杆的用量在计算结构脚手架时已经计算, 可单独不计算。
2、框支梁或转换层梁底立杆的用量应根据通过计算的施 工方案所确定的立杆间距、水平杆步距及剪刀撑的具体 数据进行计算。
3、转换层梁加固钢管用量计算示例:(见下图) (1)立杆(具体计算方法略) (2)水平杆(具体计算方法略) (3)剪刀撑(具体计算方法略)
2021/10/10
10
4.5m以下墙体对拉螺栓长度计算
2021/10/10
11
4.5m以上墙体对拉螺栓长度计算
2021/10/10
12
4.5米以下高度墙体对拉螺栓长度计算:墙厚 +2×18(模板厚)+2×95(方木厚)+2×51(水 平钢管外径尺寸)+2×(50~75)(钢管两边预 留长度)
2、优缺点: 优点:速度快,简便节约计算时间。
缺点:模板用量计算结果不够精确。
2021/10/10
5
(一)各种截面柱模板用量
1、正方形截面柱 其边长为a×a时,每立方米混 凝土模板用量U1按下式计算:
U1=4/a 2、圆形截面柱 其直径为d时,每立方米混凝土
车间成本核算办法
车间成本核算办法一、车间的分类1、基本生产车间:为完成工业企业主要生产目的而进行商品生产的车间.例如:乳液车间、果糕车间、口服液车间、提取车间、前处理车间2、辅助生产车间:为基本生产车间服务而进行产品生产和劳务供应的车间。
例如:机修车间、动力车间3、附属车间:为基本生产车间制造辅助材料或包装材料的车间.例如:外盒车间二、车间核算员基本职责:1、核算产品的制造成本.2、编制产品成本预算及制造费用预算3、负责车间的固定资产及再用低值易耗品的统计管理。
4、负责车间固定资产及再用低值易耗品的使用监管。
三、车间核算员的工作内容:1、计算原辅材料、包装材料的实际成本,按时编制完成原材料成本计算单。
2、按时编制完成人工费用的分配表.3、按时编制完成制造费用分配表。
4、按时编制完成产品成本计算单。
5、按时登记制造费用台账。
6、按时编制产品成本、制造费用及资金预算。
7、进行车间成本分析.8、登记车间固定资产明细账及低值易耗品台账,并定期与相关部门核对。
9、编制车间成本、费用预算四、不同产品的生产步骤及投料方式1、沙棘产品生产步骤及投料方式:原汁加辅助材料—-投料—-加工——包装-—完工入库-—车间在产品2、固体产品生产加工步骤及投料方式五、生产步骤及投料方式分析:1、沙棘产品生产步骤分个生产阶段a\b\c2、杏仁乳产品生产步骤分ABC以上两种产品成本计算方法应采用分步法,而且其成本要逐步结转,同时还要平行结转3、固体制品成本计算采用品种法六、成本核算流程:核算材料成本—-—归集制造费用——-—归集人工费用--——分配制造费用-—-分配人工费用—-—-编制成本核算单。
七、车间生产费用的分配:(一)材料费用:1、当车间领用一批材料只生产一种产品或能分清是哪个产品耗用时,该批材料的材料成本直接进入该产品。
2、当车间领用一批材料生产两种或两种以上的产品时,按照定额用量的比例进行分配。
分配率=(实际总产量/按实际产量计算的定额用量)*100%,各种产品应分配的实际材料费用=该产品的实际产量*该产品的单位定额用量*分配率*材料单价3、材料单价:杏仁、沙棘按实际价格(二)车间工资及附加费用的分配1、车间产品计件工资总额=Σ(单位产品计价工资*产量)2、分配系数=(工资及附加费用总额/车间产品计价工资总额)*100%3、某产品分配的工资额=该产品的计价工资*分配系数(三)车间制造费用的分配:分配标准有1、按工时分配;2、按工资分配;3、按设备台时分配;4、按材料成本分配;5、按产品产量分配.目前公司采用的分配标准是按折合标准产品产量分配的。
车间物料管理制度(精选10篇)
车间物料管理制度目录一、编写规章制度的目的和范围二、制度制定程序三、相关法律法规及公司内部政策规定四、物料管理制度1. 名称2.目的3. 范围4. 内容5. 责任主体6. 执行程序7. 责任追究一、编写规章制度的目的和范围该车间物料管理制度的制定旨在加强车间物料管理的规范性和有效性,防止物料的浪费和滞留,提高物料使用效率,确保生产计划的顺利完成。
本制度适用于该公司所有生产物料的管理,包括采购、调配、入库、出库以及物料储存等方面,适用于所有车间员工、物料管理人员和领导干部。
二、制度制定程序该车间物料管理制度的制定流程如下:1. 领导小组确定制度编写任务2. 制定任务分工和时间安排,并分别向各相关部门通知3. 收集和整理相关法律法规和公司内部政策规定 4. 制定物料管理制度草案并进行内部讨论、修改和完善5. 经领导小组审议并最终制定6. 下发并实施三、相关法律法规及公司内部政策规定1. 《劳动合同法》2. 《劳动法》3. 《劳动保障监察条例》4. 《行政管理法》5. 公司内部有关物料管理的制度和规定四、物料管理制度1. 名称该制度名称为“车间物料管理制度”2. 目的制定该物料管理制度的目的是为了规范车间物料管理流程,防止物料的浪费和滞留,提高物料使用效率,确保生产计划的顺利完成。
3. 范围本制度适用于该公司所有生产物料的管理,包括采购、调配、入库、出库以及物料储存等方面,适用于所有车间员工、物料管理人员和领导干部。
4. 内容该制度主要包括以下内容:4.1 物料采购所有物料采购需事先确定采购计划及采购标准,并明确物料的质量标准、数量和使用期限等。
采购人员需严格按照公司采购规定进行操作,做好记录,并及时通知相关部门进行验收。
4.2 物料调配物料调配需事先进行计划制定,并明确调配的物料名称、数量、使用时间及目标车间等信息。
车间调度人员负责制定调配计划,并及时通知物料管理人员进行调配操作。
4.3 物料入库物料入库需严格执行入库标准,所有物料入库需进行验收,检查物料数量、品质、规格等,确保符合入库标准。
工地材料用量汇总表
工地材料用量汇总表1. 引言本文档旨在对工地使用的各类材料进行用量汇总,以便于工地管理者了解当前工地所使用材料的情况,并为进一步的采购和管理提供决策依据。
2. 数据来源2.1 工地记录工地记录是本次用量汇总的主要数据来源。
工地管理人员在工作过程中应将每一次材料使用情况记录下来,包括所用材料的名称、规格、数量、单位、使用日期等信息。
2.2 供应商发票供应商发票是另一个重要的数据来源。
工地管理人员应妥善保留每次材料采购的供应商发票,并将其与工地记录进行核对,确保数据准确。
3. 用量汇总表格式材料名称规格单位总用量材料A 规格A 单位A 总用量A材料B 规格B 单位B 总用量B…………4. 数据处理流程本文档中的数据处理流程如下:1.收集工地记录和供应商发票数据;2.对工地记录中的材料使用情况进行整理,计算每一种材料的总用量;3.将供应商发票中的材料采购情况与工地记录进行核对,确保数据的准确性;4.将处理后的数据填入用量汇总表中。
5. 示例以下是一个用量汇总表的示例:材料名称规格单位总用量水泥50kg/袋袋1000袋钢筋10mm 根200根沙子1m³m³10m³砖头240mm × 115mm × 53mm 块500块6. 数据分析根据用量汇总表的数据,可以对工地的材料使用情况进行分析和评估,提出合理的管理建议,包括但不限于:•材料采购策略的优化:根据用量汇总表的数据,结合工地的进展情况和未来使用计划,合理安排材料的采购时间和数量,避免材料短缺或过剩的情况发生。
•材料质量控制:通过用量汇总表,可以及时发现材料使用异常,如某种材料使用量过高或过低,可以进一步调查原因并采取相应措施。
•成本控制和效益评估:通过对用量汇总表数据的分析,可以评估工地材料使用的成本和效益,帮助决策者做出明智的采购和使用决策,以达到最优的成本控制和效益提升。
7. 结论用量汇总表是一个重要的工地管理工具,通过对工地使用材料的统计和分析,可以为工地管理者提供数据支持和决策依据。
配料工岗位职责

配料工岗位职责配料操作工岗位职责配料操作工岗位职责一、班组建设责任:1.2.1.2.3.用量;4.5.6.7.8.溅浪费;9.配合压模作业工及时将模具转运到成型位或将成品转运到固化位;安全、卫生责任1.工作过程中严格按照操作流程操作,上岗前必须确认配料区无障碍、无明火,洒水降温后方可进行操作;2.上岗前要讲工作区清理干净,防止杂物影响行进安全,下班前再次将工作区清理干净将各种原料容器盖子旋紧,并洒水降温后方可离开岗位;3.工作过程中发现原材料异常影响产品质量的,及时向班组长反映并上报车间负责人处理;4.操作过程中要小心谨慎,不得使用外加热等方法提高凝固效率以免造成意外事故;5.模具或成品管在转运过程中要检查挂钩挂好方可起吊转运,避免人身或设备损坏;6.不得私拉乱接电线,不得将电动车等与生产无关的车辆、用电设备插、接到生产用电系统;四、权限1.有权向班长或车间负责人反映物料质量、存放、使用等问题;2.有权向班长或车间负责人反映安全生产管理过程中存在的漏洞或不足;3.有权向班长或车间负责人反映本班组同事或相关工作人员违反操作规程等事项;4.有权向上级领导反映班长或车间负责人在安全生产管理过程中存在的不合理指令或违反相关制度的做法;五、义务1.工作时间内在企业遭受不法侵害或自然灾害时有义务参加保护企业的行动或抗震抗灾等活动;2.工作过程中有义务为企业节约物料、能源等的消耗减少浪费;3.工作过程中有义务积极帮助工作中遇到危险和困难的同事;4.工作过程中有义务向班长或车间负责人提出改进生产方法、改良生产设备、提高生产效率、节约能源和物料使用量的合理化建议固化剂和促进剂每次只允许领用一桶,并严格按照操作流程将固化剂和促进剂分开保存,并保持各种原材料配制后需将容器盖紧,避免原材料抛洒浪费或造成意外伤害;配料区在气温高时或下班后必须洒水降温,防止意外情况发生;配料要及时准确,快下班时要根据使用情况控制配料量,不得发生大量原材料配制后不经使用固准确计量加入固化剂和促进剂,控制好固化时间,成品管脱模及时,减少树脂在缠绕过程中的甩五米以上的安全距离;学习、遵守本厂各项规章制度,积极响应公司和厂部的各项号召认真执行本岗位各项工作,按时完成生产计划;认真按照操作流程操作,不断提高产品质量和岗位操作技能;配料操作严格按照操作流程执行,配料过程要小心谨慎避免原材料浪费或意外伤害;上岗前要对配料区认真清理,保持行进路线畅通,严格按照技术通知单配料,不得随意加减树脂二、生产质量责任化浪费的情况;第2配料员岗位职责配料员岗位职责1、配料人员必须遵守各项保密规定,严禁配方外流或借给无关人员浏览。
变动成本法标准成本法和作业成本法
解
第一车间: 变动制造费用分配率 =316 800/21 120=15(元/小时) 固定制造费用分配率 =422 400/21 120=20(元/小时) 制造费用分配率=15+20=35(元/ 小时) 制造费用标准成本=35×60=2 100 (元/件)
第二车间: 变动制造费用分配率 =394 240/28 160=14(元/小时) 固定制造费用分配率 =619 520/28 160=22(元/小时) 制造费用分配率=14+22=36(元/小时) 制造费用标准成本=36×80=2 880 (元/件) 单位甲产品制造费用标准成本 =2 100+2 880=4 980(元/件)
完全成本法下,如果期初存货等于 零,则单位期末存货成本、本期单位 产品成本和本期单位销货成本这三个 指标等于单位生产成本指标,可以用 以下公式直接计算销货成本: 本期销货成本=单位生产成本×本期销 售量 但在前后期成本水平不变的情况下, 除非产量也不变,否则应当按照各期 的产量来分摊所负担的固定性制造费 用。
1.应用的前提条件不同 应用变动成本法首先要进行成本性态分析,把全部成 本划分为变动成本和固定成本两部分,尤其要把属于混 合成本性质的制造费用按生产量分解为变动性制造费用 和固定性制造费用两部分。 完全成本法则首先要求把全部成本按其发生的领域或 经济用途分为生产成本和非生产成本。 2.产品成本以及期间成本的构成内容不同 在变动成本法下,产品成本全部由变动成本构成,包 括:直接材料、直接人工和变动性制造费用;期间成本 由固定性制造费用、固定性销售费用、固定性管理费用、 固定性财务费用、变动性销售费用、变动性管理费用、 变动性财务费用构成。 在完全成本法下,产品成本包括全部生产成本,即: 直接材料、直接人工和制造费用,期间费用包括全部非 生产成本。
生产车间水、汽用量的估算
16
(3)冷却产品用水量 • W3=G.C(t1-t2)/(t4-t3).1000 • 式中:G——需要冷却产品的重量,Kg • C——需要冷却产品的比热,Kcal/Kg.C • t1——冷却前产品的初温,℃ • t2——冷却后产品的终温,℃ • t3——冷却水的初温,℃ • t4——冷却水的终温,℃
第七节 生产车间水、汽用量的估算
一、用水量计算的意义 食品生产中,水是必不可少的物料。因为食品生产过
程涉及的物理方法和生化反应,都必须有水的存在,不管 是原料的预处理、加热、杀菌、冷却、培养基的制备、设 备和食品生产车间的清洗等都需要大量的水。可以说,没 有水食品生产就无法进行。在食品加工中,无论是原料的 预处理、蒸煮、糖化等过程,都有原料的最佳配比、物料 浓度范围,故加水量必须严格控制。所以,对于食品生产 来说,供水衡算,即根据不同食品生产中对水的不同需 求,进行用水量的计算,是十分重要的,并且与物料衡 算、热量衡算等工艺计算以及设备的计算和选型、产品成 本、技术经济等均有密切关系。
36
黄铜管
37
二、给水管道阻力计算
(一)管子直径的计算和选择 1.最适宜管径的选择 管道原始投资费用与经常消耗于克服管道阻力的动力 费用之间有着相对的关系。在相同流量时,管径大则: 壁厚增加,重量增加;所需阀门和管件都需相应加大; 保温材料增加;基建费用增加。导致原始投资费用增 大,但动力消耗降低。管径小,原始投资费用小,但 动力消耗增大。因此最适宜管径选择时,与原始投资 费用和生产费用大小有关即应求: M=θ+A P 的最小值。
(1)产品添加用水量
• W1=G.Z(吨)
• 式中:G——班产量,吨成品。
•
Z——每吨成品在加工过程中所需添加的水量,
材料备品备件及其费用管理办法
材料备品备件及其费用管理办法为进一步规范我厂的材料、备件及其费用的管理工作,防止材料、备品备件的浪费和消失,节约材料、备件的费用,降低生产成本,提高企业经济效益,确保检修工作的顺利进行,特制订本管理办法。
一、材料备品备件管理.1。
材料备件的上报。
⑴各车间每月15日,按检修计划和储备定额上报下月所需的材料备品备件,材料计划由各车间设备主任审核、现现场落实审批后报送机动科。
⑵上报的材料备品备件的名称、规格型号(图号或附图纸)、数量、用途必须准确、详细,急用件必须注明。
⑶机动科根据各车间上报的材料计划进行全面汇总,综合平衡后,提出正式计划报请主管领导审核、厂长审批后上报公司。
⑷大型、关键性或加工周期较长的材料备件,各车间根据周期提前考虑上报机动科。
⑸生产车间正常生产所需的原辅材料(液碱、硫酸、洗油)、包装材料,每月15日前按月计划上报机动科,药剂按季度每月15日前以月计划上报下季度药剂用量。
⑹常用的材料备件各车间不需用申报材料计划,可直接从库房领用。
⑺固定资产必须达到报废要求后,方可申报由厂部领导协商后,每周五统一上报。
(固定资产的报废按固定资产管理办法执行)2.材料备件的领用.⑴领用材料备件时,各车间开领料单,填清名称、规格、数量、用途,由车间估价并做登记,设备主任审核、厂长审批后方可到库房领取材料备件。
⑵送往现场的材料备件,由库房人员和所需车间对材料备件的规格、数量、尺寸、材质共同核实,确认无误后方可出具收货凭证,随后办理出库手续。
⑶在库房领用的常用材料备件存在质量问题及时沟通解决,非常用备件材料要及时向机动科反应,机动科尽快向采购中心协商解决.存在质量问题的备件、材料超过一周未向机动科反应,过期不予受理.⑷各车间因抢修设备或急用备件,经车间与库协商后,可先从库房领出去先使用,随后办理正式领用手续。
⑸各车间要合理掌握材料、备件的数量,不要造成过多积压、浪费。
现场检修完后的材料、备件要及时收回。
⑹各车间对领回的材料备件及时在材料备件台帐上进行登记.3。