产品结构设计准则-加强筋篇
塑胶产品结构设计准则--加强筋篇
产品结构设计准则--加强筋篇基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
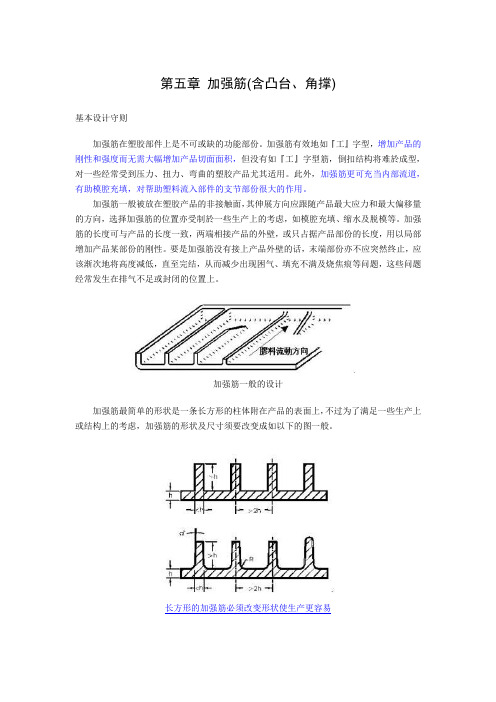
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
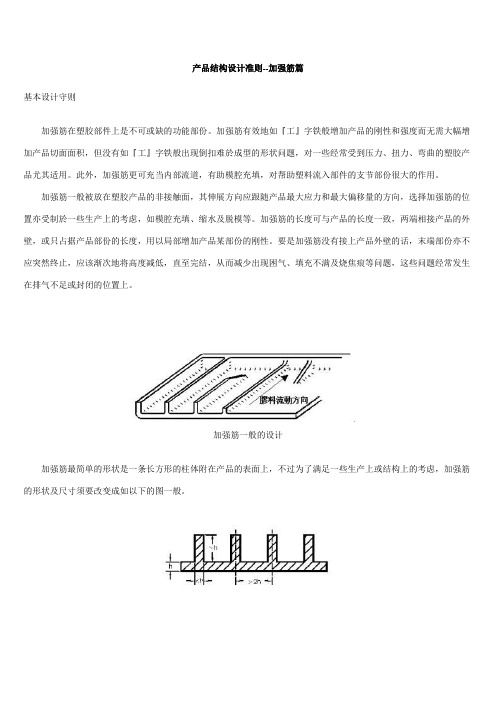
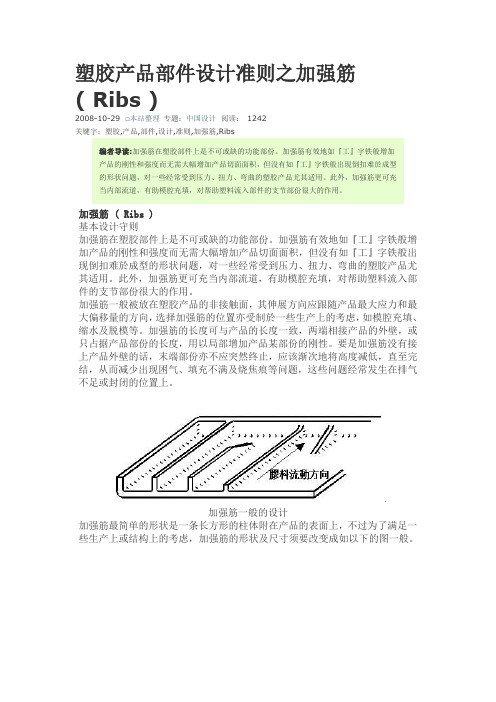
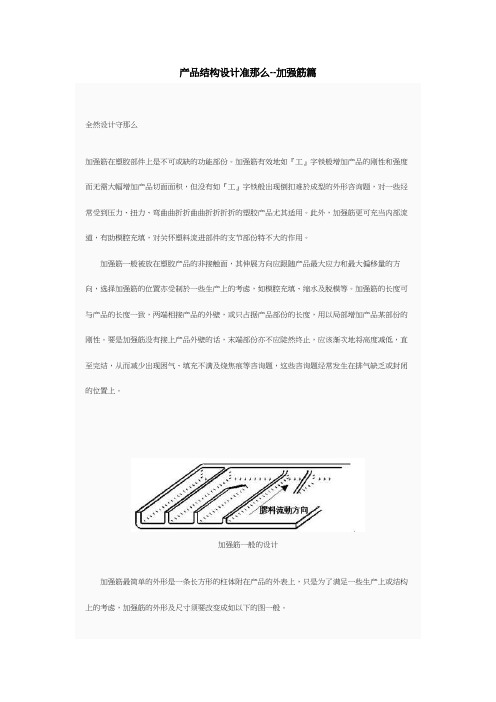
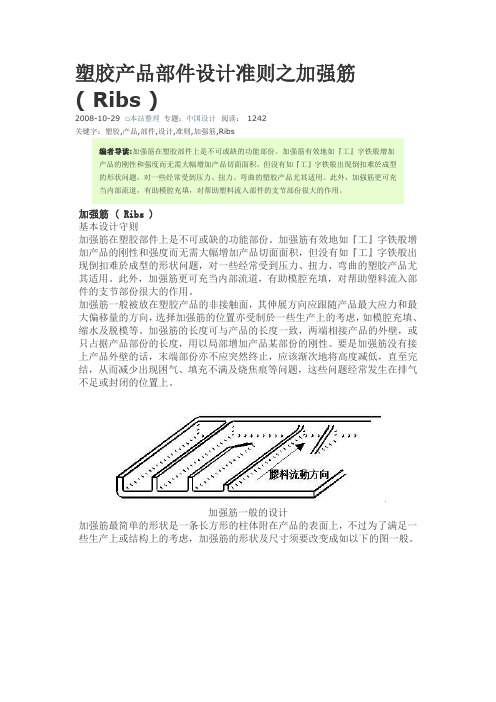
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变形状使生产更容易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
产品结构设计准则--加强筋篇

产品结构设计准则--加强筋篇基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变形状使生产更容易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
结构设计原则之加强筋
结构设计原则之加强筋加强肋理想的设计为了克服壁厚大可能引起的问题,使用是一种可减少壁厚并能增加刚性的有效方法。
一般来说,部件的刚性可用以下方法增强▪增加壁厚;▪增大弹性模量(如加大增强纤维的含量);▪设计中考虑。
如果设计用的材料不能满足所需刚性,则应选择具有更大弹性模量的材料。
简单的方法是增加塑料中增强纤维的含量。
但是,在特定壁厚下,这种方法仅能使刚性呈线性增长。
更有效的方法是使用经过优化设计的。
由于惯性力矩增大,部件的刚性便会增大。
在优化的尺寸时,不但要考虑工程设计应当考虑的问题,还应考虑与生产和外观有关的技术问题。
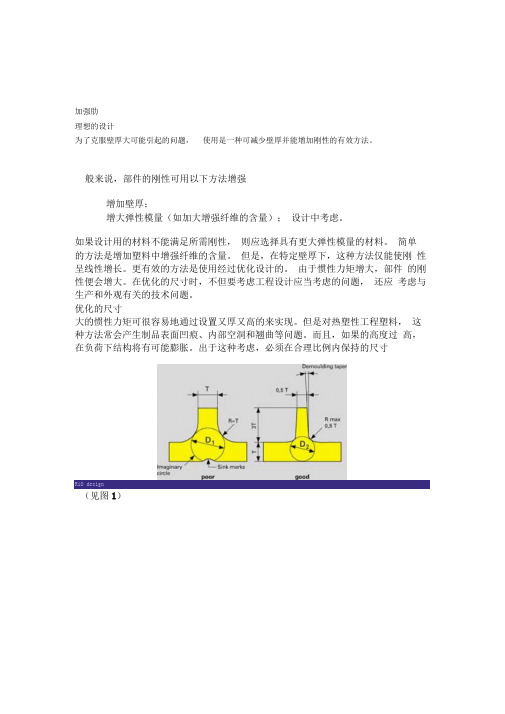
优化的尺寸大的惯性力矩可很容易地通过设置又厚又高的来实现。
但是对热塑性工程塑料,这种方法常会产生制品表面凹痕、内部空洞和翘曲等问题。
而且,如果的高度过高,在负荷下结构将有可能膨胀。
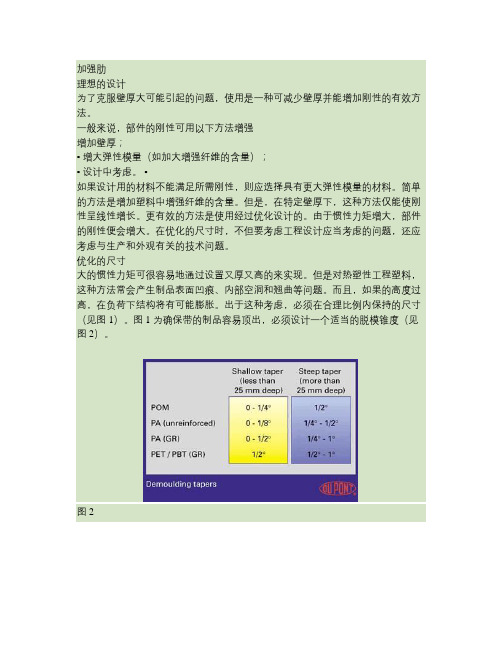
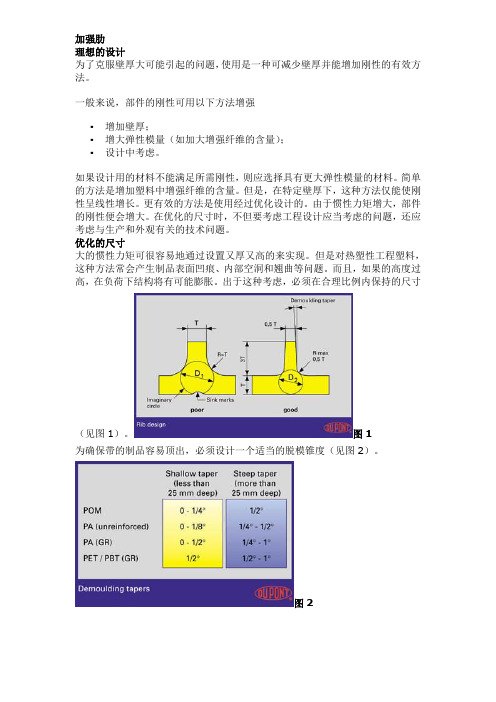
出于这种考虑,必须在合理比例内保持的尺寸(见图1)。
图1为确保带的制品容易顶出,必须设计一个适当的脱模锥度(见图2)。
图2防止材料堆积对于表面要求非常高的组件,如汽车轮盖,的尺寸是非常重要的。
正确的设计可以减少组件形成表面凹痕的可能,以提高组件的质量。
的底部的材料积聚在图1所示的圆中。
这个圆的大小与的尺寸相关,应该越小越好,这样才能减小或避免凹痕。
如果圆太大,可能会形成内部空洞,制品的机械性能将会非常差。
减少底部的应力如果给一个有的组件以负载,则的底部可能会产生应力。
在这一部位如果没有圆弧,可能会产生非常高的应力集中(见图3),通常会导致组件的断裂和报废。
补救措施是建立一个半径足够大的圆弧(图1),使肋底部建立更好的应力分布。
图3但如果圆弧半径太大,也会增大上文提及的圆的直径,而导致上文已经提及的问题。
图4在塑料设计中,十字结构是最好的,因为它能应付许多不同的负荷排列变化(图4)。
正确设计的可承受预期应力的十字结构,可以确保在整个制品上的应力均匀分布。
在的十字交叉处形成的节点(图5)代表材料的积聚,但可以将节点中心挖空,以防止产生问题。
产品结构设计准则—加强筋篇(三)

产品结构设计准则—加强筋篇(三)加强筋是产品设计中经常遇到的一种结构,本节就为大家分享关于加强筋的一些设计原则及注意事项,下一节为大家分享产品结构设计中支柱的设计原则内容。
加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制于一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
结构设计原则之加强筋
加强肋理想的设计为了克服壁厚大可能引起的问题,使用是一种可减少壁厚并能增加刚性的有效方法。
般来说,部件的刚性可用以下方法增强增加壁厚;增大弹性模量(如加大增强纤维的含量);设计中考虑。
如果设计用的材料不能满足所需刚性,则应选择具有更大弹性模量的材料。
简单的方法是增加塑料中增强纤维的含量。
但是,在特定壁厚下,这种方法仅能使刚性呈线性增长。
更有效的方法是使用经过优化设计的。
由于惯性力矩增大,部件的刚性便会增大。
在优化的尺寸时,不但要考虑工程设计应当考虑的问题,还应考虑与生产和外观有关的技术问题。
优化的尺寸大的惯性力矩可很容易地通过设置又厚又高的来实现。
但是对热塑性工程塑料,这种方法常会产生制品表面凹痕、内部空洞和翘曲等问题。
而且,如果的高度过高,在负荷下结构将有可能膨胀。
出于这种考虑,必须在合理比例内保持的尺寸RiO design(见图1)为确保带的制品容易顶出,必须设计一个适当的脱模锥度(见图 2 )Shallow taper Steep taperthan (more than防止材料堆积对于表面要求非常高的组件,如汽车轮盖,的尺寸是非常重要的。
正确的设计可以减少组件形成表面凹痕的可能,以提高组件的质量。
的底部的材料积聚在图1 所示的圆中。
这个圆的大小与的尺寸相关,应该越小越好,这样才能减小或避免凹痕。
如果圆太大,可能会形成内部空洞,制品的机械性能将会非常差。
减少底部的应力如果给一个有的组件以负载,则的底部可能会产生应力。
在这一部位如果没有圆弧,可能会产生非常高的应力集中(见图3),通常会导致组件的断裂和报废。
补救措施是建立一个半径足够大的圆弧(图1),使肋底部建立更好的应力分布。
图3但如果圆弧半径太大,也会增大上文提及的圆的直径,而导致上文已经提及的问题。
图4在塑料设计中,十字结构是最好的,因为它能应付许多不同的负荷排列变化(图4)。
正确设计的可承受预期应力的十字结构,可以确保在整个制品上的应力均匀分布。
塑料产品结构设计-----第五章-加强筋
第五章加强筋(含凸台、角撑)基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字型,增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字型筋,倒扣结构将难於成型,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
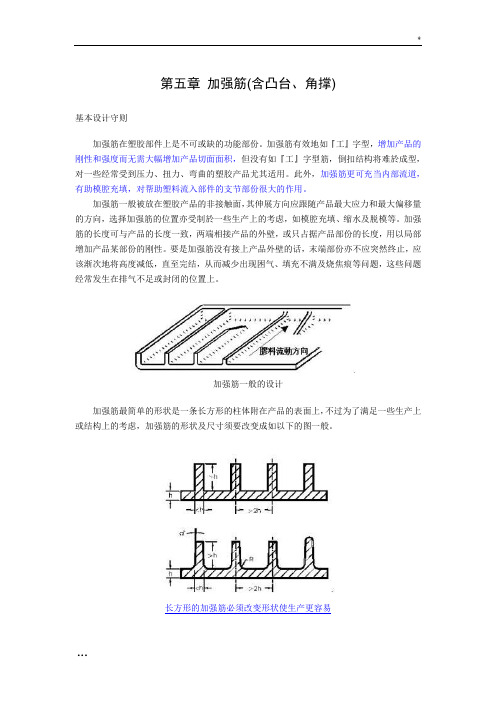
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变形状使生产更容易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力过分集中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部分相对外壁的厚度增加大约50%因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
结构设计原则之加强筋
加强肋
理想的设计
为了克服壁厚大可能引起的问题,使用是一种可减少壁厚并能增加刚性的有效方法。
一般来说,部件的刚性可用以下方法增强
增加壁厚;
▪增大弹性模量(如加大增强纤维的含量);
▪设计中考虑。
▪
如果设计用的材料不能满足所需刚性,则应选择具有更大弹性模量的材料。
简单的方法是增加塑料中增强纤维的含量。
但是,在特定壁厚下,这种方法仅能使刚性呈线性增长。
更有效的方法是使用经过优化设计的。
由于惯性力矩增大,部件的刚性便会增大。
在优化的尺寸时,不但要考虑工程设计应当考虑的问题,还应考虑与生产和外观有关的技术问题。
优化的尺寸
大的惯性力矩可很容易地通过设置又厚又高的来实现。
但是对热塑性工程塑料,这种方法常会产生制品表面凹痕、内部空洞和翘曲等问题。
而且,如果的高度过高,在负荷下结构将有可能膨胀。
出于这种考虑,必须在合理比例内保持的尺寸(见图1)。
图1 为确保带的制品容易顶出,必须设计一个适当的脱模锥度(见图2)。
图2。
螺丝柱加强筋设计原则
螺丝柱加强筋设计原则:
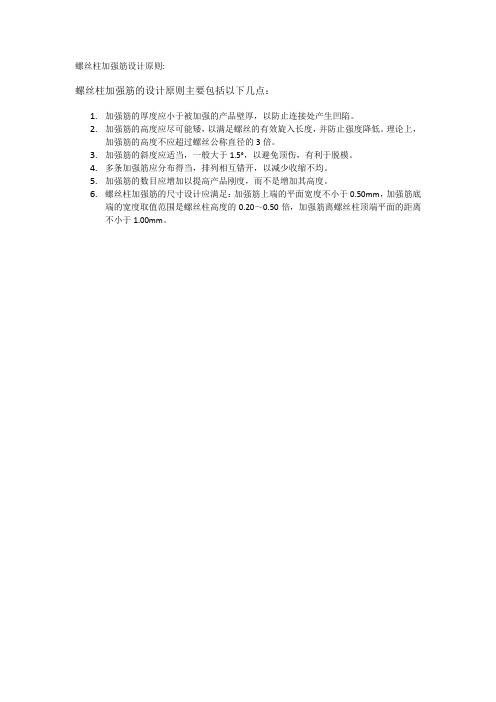
螺丝柱加强筋的设计原则主要包括以下几点:
1.加强筋的厚度应小于被加强的产品壁厚,以防止连接处产生凹陷。
2.加强筋的高度应尽可能矮,以满足螺丝的有效旋入长度,并防止强度降低。
理论上,
加强筋的高度不应超过螺丝公称直径的3倍。
3.加强筋的斜度应适当,一般大于1.5°,以避免顶伤,有利于脱模。
4.多条加强筋应分布得当,排列相互错开,以减少收缩不均。
5.加强筋的数目应增加以提高产品刚度,而不是增加其高度。
6.螺丝柱加强筋的尺寸设计应满足:加强筋上端的平面宽度不小于0.50mm,加强筋底
端的宽度取值范围是螺丝柱高度的0.20~0.50倍,加强筋离螺丝柱顶端平面的距离不小于1.00mm。
加强筋
塑胶产品部件设计准则之加强筋( Ribs )2008-10-29 □本站整理专题:中国设计阅读:1242关键字:塑胶,产品,部件,设计,准则,加强筋,Ribs加强筋 ( Ribs )基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变形状使生产更容易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
【最新精选】结构设计原则之加强筋
加强肋理想的设计为了克服壁厚大可能引起的问题,使用是一种可减少壁厚并能增加刚性的有效方法。
一般来说,部件的刚性可用以下方法增强▪增加壁厚;▪增大弹性模量(如加大增强纤维的含量);▪设计中考虑。
如果设计用的材料不能满足所需刚性,则应选择具有更大弹性模量的材料。
简单的方法是增加塑料中增强纤维的含量。
但是,在特定壁厚下,这种方法仅能使刚性呈线性增长。
更有效的方法是使用经过优化设计的。
由于惯性力矩增大,部件的刚性便会增大。
在优化的尺寸时,不但要考虑工程设计应当考虑的问题,还应考虑与生产和外观有关的技术问题。
优化的尺寸大的惯性力矩可很容易地通过设置又厚又高的来实现。
但是对热塑性工程塑料,这种方法常会产生制品表面凹痕、内部空洞和翘曲等问题。
而且,如果的高度过高,在负荷下结构将有可能膨胀。
出于这种考虑,必须在合理比例内保持的尺寸(见图1)。
图1为确保带的制品容易顶出,必须设计一个适当的脱模锥度(见图2)。
图2防止材料堆积对于表面要求非常高的组件,如汽车轮盖,的尺寸是非常重要的。
正确的设计可以减少组件形成表面凹痕的可能,以提高组件的质量。
的底部的材料积聚在图1所示的圆中。
这个圆的大小与的尺寸相关,应该越小越好,这样才能减小或避免凹痕。
如果圆太大,可能会形成内部空洞,制品的机械性能将会非常差。
减少底部的应力如果给一个有的组件以负载,则的底部可能会产生应力。
在这一部位如果没有圆弧,可能会产生非常高的应力集中(见图3),通常会导致组件的断裂和报废。
补救措施是建立一个半径足够大的圆弧(图1),使肋底部建立更好的应力分布。
图3但如果圆弧半径太大,也会增大上文提及的圆的直径,而导致上文已经提及的问题。
图4在塑料设计中,十字结构是最好的,因为它能应付许多不同的负荷排列变化(图4)。
正确设计的可承受预期应力的十字结构,可以确保在整个制品上的应力均匀分布。
在的十字交叉处形成的节点(图5)代表材料的积聚,但可以将节点中心挖空,以防止产生问题。
(完整版)塑料产品结构设计-----第五章加强筋
从生产的角度考虑,使用大量短而窄的加强筋比较使用数个深而阔的加强筋优胜。模具生产时:加强筋的阔度(也有可能深度)和数量应尽量留有馀额,当试模时发觉产品的刚性及强度有所不足时可适当地增加,因为在模具上去除钢料比使用烧焊或加上插入件等增加钢料的方法来得简单及便宜。
加强筋增强塑胶件强度的方法
以下是加强筋被置於塑胶部件边缘的地方可以帮助塑料流入边缘的空间。
产品厚度与加强筋尺寸的关系
为避免缩水,筋的根部为0.6T,筋的高度为2T(最大不过3T),底部圆角为R=0.125T,拔模斜度为0.5°~1.5°,筋的方向最好和GATE同向.筋间的距离尽可能在壁厚两倍以上.
筋根部厚度約為(0.5~0.7)T;筋間間距>4T;筋高L<3T
PC,PPO
T<0.6T
PA,PE
加强筋尺寸参数如图2-11,图2-12所示。
凸台的形状及尺寸参数如图2-13~图2-15所示。
角撑位于制品边缘,支撑制品壁面,以增加强度及刚度,尺寸参数如图2-16所示。
5.3
(1)用高度较低、数量稍多的筋代替高度较高的单一加强筋,避免厚筋底冷却收缩时产生表面凹陷(图2-17、图2-18)。当筋的背面出现凹陷影响美观时,可采用图2-19所示的装饰结构予以遮掩。
产品结构设计准则--加强筋篇
产品结构设计准那么--加强筋篇全然设计守那么加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的外形咨询题,对一些经常受到压力、扭力、弯曲曲折折曲曲折折折折的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对关怀塑料流进部件的支节部份特不大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应陡然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等咨询题,这些咨询题经常发生在排气缺乏或封闭的位置上。
加强筋一般的设计加强筋最简单的外形是一条长方形的柱体附在产品的外表上,只是为了满足一些生产上或结构上的考虑,加强筋的外形及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变外形使生产更轻易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的外形使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a讲明那个要求。
图中加强筋尺寸的设计尽管已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的时机相当大。
要是将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的时机亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
加强筋设计规范
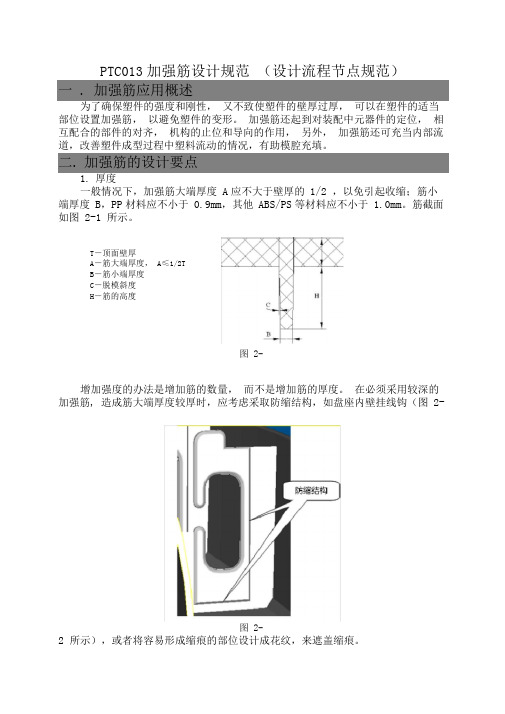
PTC013加强筋设计规范(设计流程节点规范) 一 . 加强筋应用概述为了确保塑件的强度和刚性, 又不致使塑件的壁厚过厚, 可以在塑件的适当 部位设置加强筋, 以避免塑件的变形。
加强筋还起到对装配中元器件的定位, 相 互配合的部件的对齐, 机构的止位和导向的作用, 另外, 加强筋还可充当内部流 二. 加强筋的设计要点厚度一般情况下,加强筋大端厚度 A 应不大于壁厚的 1/2 ,以免引起收缩;筋小 端厚度 B ,PP 材料应不小于 0.9mm ,其他 ABS/PS 等材料应不小于 1.0mm 。
筋截面 如图 2-1 所示。
T -顶面壁厚A -筋大端厚度, A ≤1/2TB -筋小端厚度C -脱模斜度 H -筋的高度增加强度的办法是增加筋的数量, 而不是增加筋的厚度。
在必须采用较深的 加强筋, 造成筋大端厚度较厚时,应考虑采取防缩结构,如盘座内壁挂线钩(图 2-2 所示),或者将容易形成缩痕的部位设计成花纹,来遮盖缩痕。
图 2-图 2-表是常见塑料制品壁厚筋厚设计参考值:常见塑料制品壁厚筋厚设计参考值1、此表为常见家电塑料制品壁厚及筋厚的参考数值,不包括手机、遥控器等精密制品。
非常规制品的侧壁及加强筋大小端尺寸还需另行讨论;2、表中给出的透明制品的加强筋的大端数值指的是没有强度要求的透明件的大端尺寸。
对于有强度要求的透明制品,加强筋的大端尺寸可以设计到与基本壁厚等值,但筋的小端不能小于上表中给出的数值。
2.高度筋高度应不大于顶面壁厚的3倍,如图2-1中尺寸H≤3T。
在满足设计要求的情况下,加强筋高度应尽可能小。
使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜。
为保证塑件基本平整,加强筋的端面不应与塑件的支撑面相平,应低于支撑面不小于,如图2-3 所示:图 2-3对于有阶梯的面,在设计加强筋时,应着重考虑筋的位置和高度。
如图2-4 所示的筋位设计不合理,要保证筋位端面到各支撑面的高度尽量相等。
加强筋
塑胶产品部件设计准则之加强筋( Ribs )2008-10-29 □本站整理专题:中国设计阅读:1242关键字:塑胶,产品,部件,设计,准则,加强筋,Ribs加强筋 ( Ribs )基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变形状使生产更容易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
产品结构设计——压铸模加强筋结构设计
——压铸模加强筋结构设计
压铸件基本结构的设计
4.加强筋
在结构设计过程中,可能出现结构体悬出面过大,或跨度过大的情况,在这样的情况下,结构件本身的连接面能承受的负荷量有限,则在两结合体的公共垂直面上增加一块加强板,俗称加强肋(在工程上念JIN筋),以增加结合面的强度。
压铸件的加强筋作用
加强筋的作用
1、在不加大制品壁厚的条件下,增强制品的强度和刚性,以节约材料用量,减轻重量,降低成本。
2、可克服制品因壁厚差别带来的应力不均所造成的制品歪扭变形。
3、能使金属流通畅通,消除金属过分集中而引起的缩孔、气孔与裂纹缺陷。
压铸件的加强筋的运用
1、加强结构强度
2、引导熔体流向
3、作为散热加强
4、作为装饰作用
加强筋的位置应是铸件受力较大处,而且要对称分布;厚度要均匀,方向与料流方向一致
压铸件的加强筋设计
空白演示
Lorem ipsum dolor sit amet, consectetur adipisicing elit.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品结构设计准则--加强筋篇
基本设计守则
加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难于成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制于一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计
加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变形状使生产更容易
加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个
要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
加强筋的形状一般是细而长,加强筋一般的设计图说明设计加强筋的基本原则。
留意过厚的加强筋设计容易产生缩水纹、空穴、变形挠曲及夹水纹等问题,亦会加长生产周期,增加生产成本。
产品厚度与加强筋尺寸的关系
除了以上的要求,加强筋的设计亦与使用的塑胶材料有关。
从生产的角度看,材料的物理特性如熔胶的黏度和缩水率对加强筋设计的影响非常大。
此外,塑料的蠕动(creep)特性从结构方面来看亦是一个重要的考虑因数。
例如,从生产的角度看,加强筋的高度是受制于熔胶的流动及脱模顶出的特性(缩水率、摩擦系数及稳定性),较深的加强筋要求胶料有较低的熔胶黏度、较低的摩擦系数、较高的缩水率。
另外,增加长的加强筋的出模角一般有助产品顶出,不过,当出模角不断增加而底部的阔度维持不变时,产品的刚性、强度,与及可顶出的面积即随着减少。
顶出面积减少的问题可从在产品加强筋部份加上数个顶出凸块或使用较贵的扁顶针得以解决,同时在顶出的方向打磨光洁亦有助产品容易顶出。
从结构方面考虑,较深的加强筋可增加产品的刚性及强度而无须大幅增加重量,但与此同时,产品的最高和最低点的屈曲应力(bending stress)随着增加,产品设计员须计算并肯定此部份的屈曲应力不会超出可接受的范围。
从生产的角度考虑,使用大量短而窄的加强筋比较使用数个深而阔的加强筋优胜。
模具生产时(尤其是首办模具):加强筋的阔度(也有可能深度)和数量应尽量留有馀额,当试模时发觉产品的刚性及强度有所不足时可适当地增加,因为在模具上去除钢料比使用烧焊或加上插入件等增加钢料的方法来得简单及便宜。
加强筋增强塑胶件强度的方法以下是加强筋被置于塑胶部件边缘的地方可以帮助塑料流入边缘的空间。
置于塑胶部件边缘地方的加强筋
不同材料的设计要点
ABS
减少在主要的部件表面上出现缩水情形,肋骨的厚度应不可是相交的胶料厚度的50%以上,在一些非决定性的表面肋骨厚度可最多到70% 。
在薄胶料结构性发泡塑胶部件,肋骨可达相交面料厚的80%。
厚胶料肋骨可达100%。
肋骨的高度不应高于胶料厚的三倍。
当超过两条肋骨的时侯,肋骨之间的距离应不小于胶料厚度的两倍。
肋骨的出模角应介乎单边至以便于脱模容易。
ABS加强筋的设计要点
PA
单独的肋骨高度不应是肋骨底部厚度的三倍或以上。
在任何一条肋骨的后面,都应该设置一些小肋骨或凹槽,因肋骨在冷却时会在背面造成凹痕,用那些肋骨和凹槽可以作装饰用途而消除缩水的缺陷。
PBT
厚的肋骨尽量避免以免产生气泡,缩水纹和应力集中。
方式的考虑是会限制了肋骨尺寸。
在壁厚于3.2mm (1/8 in) 以下肋骨厚度不应超过壁厚的60%。
在壁厚超过3.2mm的肋骨不应超过40%。
肋骨高度应不超过骨厚的3倍。
肋骨与胶壁两边的地方以一个0.5mm(0.02
in) 的R来相连接,使塑料流动畅顺和减低内应力。
PC
一般的肋骨厚度是取决于塑料流程和壁厚。
若很多肋骨应用于补强作用,薄的肋骨是比厚的要好。
PC肋骨的设计可叁考下图PS的肋骨设计要点。
PS
肋骨的厚度不应超过其相接壁厚的50%。
经验告诉我们违反以上的指引在表面上会出现光泽不一现象。
PS置于中位的肋骨设计要点
PS置于边位的肋骨设计要点
PSU
肋骨是可以增强了产品的撞击强度和利用最经济的成本达致有效的结果。
不良的设计是会使表面有收缩痕和非期望的撞击强度。