塑胶设计指南2
塑料件卡扣设计
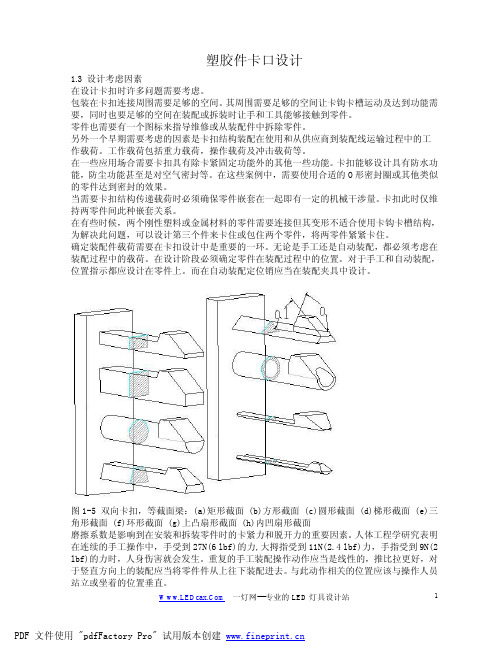
塑胶件卡口设计1.3 设计考虑因素在设计卡扣时许多问题需要考虑。
包装在卡扣连接周围需要足够的空间。
其周围需要足够的空间让卡钩卡槽运动及达到功能需要,同时也要足够的空间在装配或拆装时让手和工具能够接触到零件。
零件也需要有一个图标来指导维修或从装配件中拆除零件。
另外一个早期需要考虑的因素是卡扣结构装配在使用和从供应商到装配线运输过程中的工作载荷。
工作载荷包括重力载荷,操作载荷及冲击载荷等。
在一些应用场合需要卡扣具有除卡紧固定功能外的其他一些功能。
卡扣能够设计具有防水功能,防尘功能甚至是对空气密封等。
在这些案例中,需要使用合适的O形密封圈或其他类似的零件达到密封的效果。
当需要卡扣结构传递载荷时必须确保零件嵌套在一起即有一定的机械干涉量。
卡扣此时仅维持两零件间此种嵌套关系。
在有些时候,两个刚性塑料或金属材料的零件需要连接但其变形不适合使用卡钩卡槽结构,为解决此问题,可以设计第三个件来卡住或包住两个零件,将两零件紧紧卡住。
确定装配件载荷需要在卡扣设计中是重要的一环。
无论是手工还是自动装配,都必须考虑在装配过程中的载荷。
在设计阶段必须确定零件在装配过程中的位置。
对于手工和自动装配,位置指示都应设计在零件上。
而在自动装配定位销应当在装配夹具中设计。
图1-5 双向卡扣,等截面梁:(a)矩形截面 (b)方形截面 (c)圆形截面 (d)梯形截面 (e)三角形截面 (f)环形截面 (g)上凸扇形截面 (h)内凹扇形截面磨擦系数是影响到在安装和拆装零件时的卡紧力和脱开力的重要因素。
人体工程学研究表明在连续的手工操作中,手受到27N(6 lbf)的力,大拇指受到11N(2.4 lbf)力,手指受到9N(2 lbf)的力时,人身伤害就会发生。
重复的手工装配操作动作应当是线性的,推比拉更好,对于竖直方向上的装配应当将零件件从上往下装配进去。
与此动作相关的位置应该与操作人员站立或坐着的位置垂直。
理论上,两种材料之间的磨擦系数在0到1之间,并达不到0或1的情况。
EN1011-4 中文版pdf EN60920 电子镇流器标准pdf
小功率变压器.pdf 小功率電源變壓器的設計.pdf 新型开关电源优化设计与实例详解.pdf 正激反激变压器设计.pdf 质量工程师手册.pdf 英文资料 开关电源的磁路设计 英文电子工程师手册
Passive components.pdf 变压器(英文).pdf 阅读工具
Abbyy_FineReader
微波铁氧体器件主要性能测量方法.pdf 导线
潮湿环境对聚酯类漆包线性能的影响 电缆电线与软线参考标准 电缆速查表 电缆载流量速查表 铝线 美制电线标准 awg 与公制、英制单位对照 漆包线结构尺寸和工程技术数据漆包线去漆皮的试验及应用 漆包线线号与质量对照表 漆包线线号与质量对照表 铜包铝 铜包铝标准 铜导线,铝导线,塑胶线等 用铜必知 导线载流量.jpg 电流密度查线径的表格.jpg 电线电缆载流量标准.pdf 电源软线标准.pdf 公制线规表.pdf 铝基本知识介绍.pdf 欧规电源线的表示方法.pdf 漆包线(ENG).pdf 漆包线的型号类别和特性.pdf 漆包线数据速查表 0930 dub-ming.xls 漆包线线规.pdf 铜包铝、铜、铝.jpg 铜包铝标准(usa).pdf 铜包铝标准.pdf 铜包铝漆包线.pdf 细导线熔断电流的计算公式.pdf 线规对照.gif 线规对照表.pdf 英国 BS7655 电线的材料类型和性能指标.pdf
值.pdf GB T 19666-2005 阻燃和耐火电线电缆通则.pdf GB T 20874-2007.pdf GBT 9632.1-2002 通信用电感器和变压器磁心测量方法.pdf GB-T 2900.15-1997 电工术语 变压器、互感器、调压器和电抗器.pdf GB-T 2900.39-1994 电工术语 电机、变压器专用设备.pdf SN0811-1999 出口家用和类似用途变压器检验标准 0.pdf 部分国家标准目录.pdf 硅钢片国标.pdf 矽钢片国家标准.pdf 中国电子元件 GB 标准 100 条.pdf
塑胶设计指南
●第一章塑胶材料加工方式的选择塑料产品之好坏与材料选择及加工方式之迥异而有极大之关系。
对于任何欲制之塑品,其步骤为先决定何种材料能够达到其所须之物性,再来则为选择最适切与最经济的加工方式,最后则视产量之多寡而决定设备。
●1-1塑料材料之选择在大约探讨了塑料材料的基本物性,以下将做更深入的分析。
下面所列之各表乃是依据标准方法制成试片所测得之数据,与实际生产所制出的成品性质仍有相当大之差距,但做为不同等级材料性质之比较已足矣。
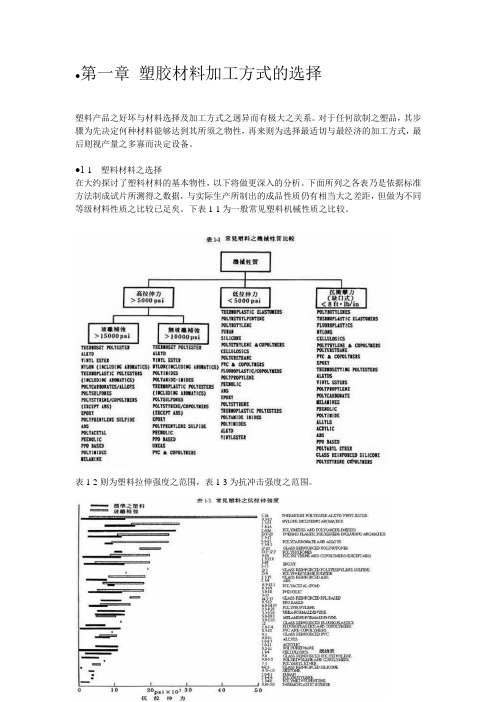
下表1-1为一般常见塑料机械性质之比较。
表1-2则为塑料拉伸强度之范围,表1-3为抗冲击强度之范围。
表1-4及表1-5,则为塑料之其它性质。
参考以上各表,即大约可知塑品用何种材料可达到其用途之所须性质要求。
一般而言加了玻纤后,可增加拉伸力、减少拉伸量、抗磨耗力降低、挠曲力增高、热变形温度增加、热膨胀降低及较不透明,而耐冲击力则不一定。
但是硬度(除非高填充)、电气性质、抗化学性及抗天候性则甚无影响。
表1-6则为一般材料之机械性质之定性趋势表。
若是依各种用途来分,所使用之塑料大概可列表如1-7所示。
●1-2塑料加工方式之选择塑料之加工方式五花八门,随着材料及成品而有极大之差异。
以下对一般常见的加工方式,作一番简介:1. 射出成形(injection molding)在所有之塑料加工成形方法上,射出成形最为被广泛使用。
其法为热塑性塑料或热固性塑料导入于射出成形机的加热筒中,俟其完全熔融后,藉由柱塞或螺杆之压力,产生热能及摩擦热能,将其注入于闭合模具之模穴中,固化后,再开启模具取出成品。
此种加工技术因材料、机械设计及制品要求而衍生出其它之方法,如预嵌入金属零件之插件成形、多色及混色的射出成形,结构发泡的射出成形、气体辅助射出成形(gas assisted injection molding)、共射出成形(coinjection)、射出中空成形及利用液态单体或液态预聚合物为原料之反应射出成形(RIM)等方法。
塑胶结构设计规范
塑胶结构设计规范1.材料选择:在选择塑胶材料时,需要考虑其化学性质、力学性能和热性能等。
应根据使用环境和使用要求选择合适的塑胶材料,确保其达到所需的强度、硬度和耐磨性等性能。
2.结构设计:要合理设计塑胶结构,以提高其刚度和强度。
应注意避免在塑胶结构中产生应力集中和应力积累,采取合适的加强结构设计,如搭接、激光焊接等,以增加其承载能力和抗冲击能力。
3.壁厚设计:塑胶制品的壁厚设计是确保其强度和刚度的重要因素。
壁厚过厚会增加成本和重量,而壁厚过薄则会降低结构的强度和刚度。
因此,应根据使用要求和塑胶材料的特性,合理确定壁厚。
4.型腔设计:型腔设计是塑胶制品成型过程中的关键环节。
型腔的设计应考虑到塑胶熔体的流动性和充模性,以确保成型件的质量和尺寸精度。
同时,还需要注意排气和冷却系统的设计,以避免空气和热量对成型件造成不良影响。
5.连接设计:塑胶制品的连接设计直接影响其使用寿命和性能。
在连接处应采用结构合理、牢固可靠的连接方式,如螺栓连接、粘接等。
同时,还需要考虑到塑胶材料的热膨胀系数,以避免因温度变化引起的松动和变形。
6.表面处理:塑胶制品的表面处理可以提高其外观质量和耐久性。
在设计中应考虑到表面处理的可行性和效果,如喷漆、喷涂、电镀等。
7.模具设计:模具设计是塑胶制品生产的关键环节。
模具的设计应符合产品的结构形状和尺寸要求,同时要考虑到成型工艺的要求,如浇口、顶针设计等。
此外,还需要注意模具的加工精度和使用寿命等因素。
总之,塑胶结构设计规范是保证塑胶制品质量和性能的重要保证。
通过合理的材料选择、结构设计、壁厚设计等,可以提高塑胶结构的强度、刚度和耐久性,从而满足不同的使用需求。
面向制造和装配的产品设计指南

第1版前言
产品开发如同奥林匹克竞技。更低的产品开发成本、更短的产品开发周期、更高的产品质量,永远是企业追 求的最高境界。在全球化的背景下,企业之间的竞争日益加剧,在产品开发中任何一个环节稍有落后,就可能被 竞争者超越,甚至被淘汰出局。企业如何才能以“更低的成本、更短的时间、更高的质量”进行产品开发呢?面 向制造和装配的产品设计正是这样的一个有效手段。它从提高产品的可制造性和可装配性入手,在产品开发阶段 就全面考虑产品制造和装配的需求,同时与制造和装配团队密切合作,通过减少产品设计修改、减少产品制造和 装配错误、提高产品制造和装配效率,从而达到降低产品开发成本、缩短产品开发周期、提高产品质量的目的。
借此再版之际,我结合对DFMA更深层次的理解,对本书做了以下主要修改:1.增加了Design ForX(面向各 种设计要求的设计,简称DFX)的内容。从产品设计全局的角度介绍DFX,指出DFMA在DFX中的地位及其重要性, 但同时不能忽略产品设计时需要考虑的其他要求,例如来自客户或消费者对产品的功能、外观、易使用性等方面 的要求,产品可靠性的要求,以及产品低成本的要求等。2.在塑胶件设计指南一章中增加了常用塑胶材料性能的 解读,这有助于工程师在选择材料时做出正确的选择,同时对塑胶件进行有针对性的零件设计。另外,更加详细 地介绍了塑胶件的超声波焊接,包括工艺介绍、焊接结构设计及指南等。3.增加了新的一章:机械加工件设计指 南。通过面向机械加工的设计,实现零件机械加工时的高效率、低成本和高质量等。4.重新调整了公差分析一章 的结构。以常见错误公差分析方法为入口,系统化地介绍了在产品开发过程中进行公差分析的具体步骤和具体指 南。
第2版前言:
本书第1版自2011年出版以来深受广大读者的好评,前后印刷6次,累计销售余册。为答谢广大读者的厚爱, 同时使本书更符合大家的需求、更实用,我们根据近几年的技术发展和许多读者的反馈进行了修订再版。很多读 者对本书的评价是非常实用,不少企业把本书当作工程师必备的培训教材。承蒙广大读者和企业的厚爱,在过去 的5年中,我有机会从事有关面向制造和装配的产品设计(DFMA)的培训、咨询、应用和推广工作,服务对象包 括ABB、艾默生、欧普照明、北京阿奇夏米尔、旭东(中国)、康佳电子和特灵空调等各行业知名企业。这不但 让我获得了许多宝贵的实战经验,加深了我对DFMA的认识和理解,同时也让我更进一步意识到DFMA确实能给企业 带来实实在在的价值,包括降低产品成本和提高产品质量等。
塑胶件设计(DFMA)检查表
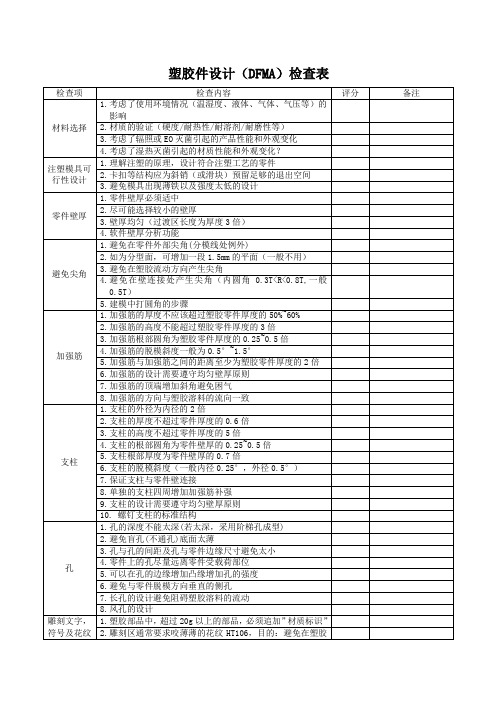
2 - 违反设计指南/后果很小
对产品成本、开发时间、产品质量的影响
3 - 违反设计指南/后果中等/考虑重新设计
4 - 违反设计指南/后果很严重/必须重新设计
2.卡扣等结构应为斜销(或滑块)预留足够的退出空间
3.避免模具出现薄铁以及强度太低的设计
零件壁厚
1.零件壁厚必须适中
2.尽可能选择较小的壁厚
3.壁厚均匀(过渡区长度为厚度3倍)
4.软件壁厚分析功能
避免尖角
1.避免在零件外部尖角(分模线处例外)
2.如为分型面,可增加一段1.5mm的平面(一般不用)
3.避免在塑胶流动方向产生尖角
11.其他:零件外观装饰特征、文字和符号宜向外凸出
12.其他:设计零件和模具使得浇口能够自动切除,或者把浇口隐藏在产品内部,避免对浇口二次加工
13.其他:把分型面隐藏在产品内部,避免对分型面二次切除加工
脱模斜度
1.零件若无特殊需求,脱模斜度取1°~2°
2.收缩率大的零件脱模斜度大
3.尺寸精度要求高的特征脱模斜度小
4.避免在壁连接处产生尖角(内圆角0.3T<R<0.8T,一般0.5T)
5.建模中打圆角的步骤
加强筋
1.加强筋的厚度不应该超过塑胶零件厚度的50%~60%
2.加强筋的高度不能超过塑胶零件厚度的3倍
3.加强筋根部圆角为塑胶零件厚度的0.25~0.5倍
4.加强筋的脱模斜度一般为0.5°~1.5°
5.加强筋与加强筋之间的距离至少为塑胶零件厚度的2倍
塑胶件设计(DFMA)检查表
检查项
检查内容
评分
备注
材料选择
1.考虑了使用环境情况(温湿度、液体、气体、气压等)的影响
钣金件-压铸件-挤压件-塑胶件结构工艺设计指南
结构设计工艺手册前言公司现有零件中,不仅在打样过程中经常会有一些加工工艺性的问题,也有很多归档转产的零件存在加工困难的情况,不仅影响生产进度和交货,也影响结构件的质量。
如钣金零件的折弯,经常会发生折弯碰刀的情况;落料的外圆角、半圆凸台、异型孔的规格太多,以及一些不合理的形状设计,导致加工厂要多开很多不必要的落料模,大大增加模具的加工和管理成本;插箱的钣金导轨、拉伸凸台等设计,品种越来越多,需要统一、规范;喷漆和丝印,也经常出现喷涂选择不合理导致废品率较高、无法丝印等问题;有些钣金零件的点焊完全可以适当增加定位,不增加成本也不影响美观,实际上大部分设计是靠生产的工装定位,不仅麻烦、效率低,精度也不好;很多可以避免焊接的钣金零件,往往设计成角焊的结构形式,焊接和打磨都非常麻烦,不仅效率较低,而且外观质量也经常得不到保证,等等。
长期以来,这些相同的问题不断地重复发生,无论对产品质量还是产品的生产和进度,都会产生不良的影响。
编写这本《结构设计工艺手册》目的,就是为了方便工程师在结构设计时查阅一些常用的、关键的数据,更好地保证工程师设计出的零件有较好的加工工艺性,统一结构要素,减少不必要的开模,加快加工进度,降低加工成本,提高产品质量。
编写这本手册的同时,对《钣金模具手册》标准进行了彻底的改编,对一些典型的结构形状进行了优化和系列化,减少了品种,并在intralink库里对相关的模具建模,不仅方便设计人员进行结构设计,对模具的统一,也会起到较好的效果。
手册中一些典型的数据主要来源于参考资料,一些工艺上的极限尺寸,主要来源于加工厂家提供的数据,是我们应尽可能遵照的。
有些正在生产的零件,一些尺寸超出了手册中给出的极限尺寸,但并不能就能说明这些设计是有良好的工艺性,原则上是在满足产品性能的条件下,尽可能达到最好的加工工艺性。
由于时间和实际经验有限,手册中错误在所难免,恳请大家批评指正,希望经过一定时间的实践检验,经过将来补充、修订、完善之后,能够成为一部非常实用的参考书,对我们的设计工作起到很好的指导作用。
第5部分:塑胶件设计指南

原始的设计
优化的设计
11
1.零件壁厚
C. 零件壁厚均匀
当壁厚不均匀时: 原始的设计
较好的设计a
较好的设计b
优化的设计
DFMA
12
2.避免尖角
A.避免零件外部尖角
DFMA
原始的设计
优化的设计
例外:零件分模线处直角的设计比较好
原始的设计
优化的设计
13
2.避免尖角
B.避免在塑胶熔料流动方向上产生尖角
39
8.提高塑胶件外观的设计
D.设计美工沟:
原始的设计 美工沟的设计之一 美工沟的设计之二
DFMA
40
8.提高塑胶件外观的设计
DFMA
E.避免外观零件表面出现熔接痕:
塑胶件表面咬花可以部分掩盖熔接痕,但并不能完全掩盖熔接痕; 喷漆可以掩盖熔接痕; 合理设置浇口的位置和数量,避免在零件重要外观表面产生熔接痕; 保证模具通风顺畅。
二.塑胶件设计指南
1. 零件壁厚 2. 避免尖角 3. 脱模斜度 4. 加强肋的设计 5. 支柱的设计 6. 孔的设计 7. 提高塑胶件强度的设计
DFMA
8. 改善塑胶件外观的设计 9. 降低塑胶件成本的设计 10. 注塑模具可行性设计
三.塑胶件的装配
1. 卡扣装配 2. 紧固件装配 3. 超声波焊接
分类非结晶塑胶结晶塑胶比重较低较高拉伸强度较低较高拉伸模量较低较高延展性较高较低抗冲击性较高较低最高使用温度较低较高收缩率和翘曲较低较高流动性较低较高耐化学性较低较高耐磨性较低较高抗蠕变性较低较高硬度较低较高透明性较高较低加玻璃纤维补强效果较低较高材料特性塑胶分类dfma一
DFMA
第5部分 塑胶件设计指南 Design for Plastic Guidelines
第三章:塑胶件设计指南
比重 1.25 1.39 1.58
比重 1.65 1.43 1.63 1.54
吸水率
标准:ASTM D570 ISO62
样品规格:1.圆片:直径50mm,厚度4mm
2.方片:60mm× 60mm× 1mm 3.条形:76.2mm× 25.4mm× 3.2mm
方法:
1. 把样品放到干燥箱干燥(条件50度/24小时), 移至干燥器中冷却 到室温,取出后测试每个样品的重量M1;
压缩模塑 压缩模塑又称模压,是模塑料在闭合模腔内借助加压的成型方法。通常,压缩模塑适用于热固性塑料,压缩模塑用的主 要设备是压机和塑模。压缩模塑的主要优点是可模压较大平面的制品和能大量生产。
溢出式
半溢出式
不溢出式
吹塑成型 借气体压力使闭合在模具中的热型坯吹胀成为中空制品,或管型坯无模吹胀成管膜的一种方法。该方法主要用于各种包 装容器和管式膜的制造。凡是熔流率为0.04 ~ 1.12的都是比较优良的中空吹塑材料,如聚乙烯、聚氯乙烯、聚丙烯、聚 苯乙烯、热塑性聚酯、聚碳酸酯、聚酰胺、醋酸纤维素和聚缩醛树脂等,其中以聚乙烯应用得最多。
常见塑料的比重
树脂 PA66 PA6 PC
PP PBT POM ABS PA46 LCP
比重 1.14 1.14 1.20
0.91 1.3 1.40 1.03 1.18 1.37
尼龙增强类 PA66+15%GF PA66+33%GF PA66+50%GF
卤素与无卤产品 FR285 NY NP216 BF509G6 NP516
注射成型(最常用) 注射成型(注塑)是使热塑性或热固性模塑料先在加热料筒中均匀塑化,而后由柱塞或移动螺杆推挤到闭合模具的模腔中 成型的一种方法。注射成型几乎适用于所有的热塑性塑料。近年来,注射成型也成功地用于成型某些热固性塑料。注射 成型的成型周期短(几秒到几分钟),成型制品质量可由几克到几十千克,能一次成型外形复杂、尺寸精确、带有金属或 非金属嵌件的模塑品。
钣金件-压铸件-挤压件-塑胶件结构工艺设计指南
由于时间和实际经验有限,手册中错误在所难免,恳请大家批评指正,希望经过一定时 间的实践检验,经过将来补充、修订、完善之后,能够成为一部非常实用的参考书,对我们 的设计工作起到很好的指导作用。考虑手册的篇幅和实用性,以及我们的设计主要是钣金零 件设计,因此,本手册主要以钣金件为主。
《工艺结构设计手册》(数冲、激光、数折、非标螺母)
《钣金冲压工艺手册》国防工业出版社
《冷冲压及塑料成型工艺与模具设计》机械工业出版社
《机械零件设计手册》 冶金出版社
《五金手册》 机械工业出版社
目录
1 第一章 钣金零件设计工艺................................................. 1 1.1 钣金材料的选材........................................................... 1 1.1.1 钣金材料的选材原则.................................................... 1 1.1.2 几种常用的板材........................................................ 1 1.1.3 材料对钣金加工工艺的影响.............................................. 3
1.2 冲孔和落料:........................................................... 5
设计指南-加强肋的设计

5. 加强肋与加强肋之间的间距至少 为塑胶件壁厚的2倍
6. 加强肋设计需要遵守均匀壁厚原则
7. 加强肋项端增加斜 角避免困气加强肋顶 端应避免直角的设计。
8ቤተ መጻሕፍቲ ባይዱ 加强肋方向与塑 胶熔料流向一致
加强肋的设计
设计指南
加强肋的设计参数
• 加强肋的厚度 • 高度 • 脱模斜度 • 根部圆角 • 加强肋与加强肋之间的间距等
1. 加强肋的厚度不应该超过 塑胶件壁厚的 50% ~ 60%
2. 加强肋的高度不能超过塑胶件壁厚的3 倍
3. 加强肋根部圆角为塑胶件壁厚的 0.25 ~ 0.5倍
4. 加强肋的脱模斜度 一般为0.5°~1.5°
塑胶模具之设计制作与管理
塑膠模具之設計製作與管理自學連載(7)澆道系統之實用化與效果(一)熱澆道模具的技術隨著塑膠出成形的快速發展,近年來其優越性已受到重視,不論在量方面,在質的方面,均有快速的增長。
日本亦以裝配在熱澆道模具上用的熱火嘴(hot tip)為中心,開發出種類繁多的標準零件,最近因設計技術的大致上確立,普及範圍必將日廣。
無澆道成形的優缺點很多,但實際上使用熱澆道模具的目的有下列的幾種情形。
類似電子、電氣零件的小型製品,一次成形的數量很多,作業上要求無人、自動化,而且不需再做加工。
中、大型成形製品使用普通樹脂以便達到降低成本目的,加速成形週期,省卻材料再循環的目的時使用。
﹕對於精密零件,循環週期一定,以提升製品精度為目的者。
,聚酯(PET)瓶用,成形的控制除熱澆道以外,難以控制時。
圖1三木精工的熱噴嘴裝配例圖2三木精工的熱噴嘴構造圖3SEVAM System之熱噴嘴用雷管狀組件總之,不論是以自動化,提升品質,或降低成本的任何理由為目標所做的無澆道成形,很多成形製造廠都體會到其中某些,甚或全部的結果。
有關模具製造方面,可分類為,自熱澆道標準零件製造廠購入零件加以組立的方式及訂製整套熱澆道系統模具的模具製造廠兩種。
本章將展望日本及國外最近熱澆道模具技術的實用化及效果。
圖4直接澆口(direct gate)模具組立例(SEVAM System)加熱噴嘴無澆道成形模具的其中一種方法,自古以來即有使用延長噴嘴,或使用關斷噴嘴(shut off nozzle)(有關無澆道成形的分類及歷史請參照其化文章)1)2)。
熱澆道用的澆口直接裝上加熱噴嘴亦可。
最近雖有一些標準零件開始銷售,但亦有只用做射出成形機先端用的細長噴嘴者。
不過本文所要介紹銷售中的標準零件,還是以熱澆道模具上所使用者為考慮對象。
三木精工的熱噴嘴(hot nozzle)此項熱噴嘴可直接用做延長噴嘴,或做副澆道澆口(subrunner gate)使用,如圖1所示。
塑胶折弯结构设计

塑胶折弯结构设计指南一、材料选择在进行塑胶折弯结构设计时,材料选择是至关重要的。
根据设计需求,包括强度要求、耐候性、防火性等因素,选择适合的材料。
常用塑胶材料包括ABS、PC、PVC、PET等,每种材料都有其独特的特性和适用范围。
二、折弯半径设计折弯半径是指在进行塑胶折弯时,材料内弯曲部分的半径。
折弯半径的大小直接影响折弯部分的美观度和强度。
一般来说,折弯半径应不小于板材厚度的1.5倍。
对于一些高强度材料,如PC等,折弯半径可能需要更大。
三、折弯角度设计折弯角度是指塑胶件折弯后形成的角度。
折弯角度的设计直接影响到产品的外观和使用效果。
在设计中,应根据实际需求来确定折弯角度,同时要考虑材料性能和折弯半径的影响。
四、折弯壁厚设计壁厚是影响塑胶折弯件强度和刚度的重要因素。
在壁厚设计中,需要考虑材料的性能、折弯半径和折弯角度等因素。
一般来说,壁厚不应小于板材厚度的1.5倍。
对于一些高强度材料,如PC等,壁厚可能需要更大。
五、结构设计优化在满足使用要求的前提下,应尽量简化结构,减少模具制造的难度和成本。
同时,要注意避免设计过于复杂,导致生产困难和成本增加。
六、材料性能考虑在设计中,需要考虑材料的力学性能、化学性能、热性能等因素。
这些因素将直接影响产品的使用性能和寿命。
因此,在选择材料时,应根据实际需求来选择具有合适性能的材料。
七、模具设计及制造模具是实现塑胶折弯的关键工具,模具的设计和制造直接影响到产品的质量和生产效率。
在进行模具设计时,需要考虑产品的形状、尺寸、材料等因素,同时要考虑到制造的可行性和成本。
在制造模具时,需要选择合适的制造方法和工艺,保证模具的精度和寿命。
八、生产工艺控制生产工艺控制是保证产品质量和生产效率的关键环节。
在生产过程中,需要控制好温度、压力、时间等工艺参数,确保产品的形状、尺寸和性能达到设计要求。
同时,需要对生产过程进行监控和记录,及时发现并解决问题。
九、品质及可靠性评估在完成产品设计后,需要对产品进行品质和可靠性评估。
塑料产品设计规范
塑料产品设计规范塑料是一种广泛应用于日常生活和工业生产中的材料。
塑料产品设计规范的主要目的是确保塑料制品在使用过程中不会出现问题,同时提供标准化的设计和制造流程。
首先,塑料产品设计规范指导着设计师如何选择适合的塑料材料。
不同的塑料材料具有不同的特性,如强度、耐热性、耐腐蚀性等。
根据产品的用途和环境条件,选择合适的塑料材料非常重要,以确保产品的稳定性和耐用性。
其次,塑料产品设计规范规定了产品的尺寸和壁厚的设计要求。
在塑料制品的设计过程中,尺寸和壁厚的选择都会对产品的性能产生重要影响。
太薄的壁厚会影响产品的强度和耐用性,而太厚的壁厚则会增加成本和材料的浪费。
另外,规范还要求产品的结构设计合理。
塑料产品的结构设计应尽量避免薄弱区域和应力集中。
通过合理的结构设计,可以提高产品的强度和稳定性,减少因材料破裂或变形而导致的损坏。
此外,配件和连接件的设计也是塑料产品设计规范的重要内容之一、配件和连接件是塑料制品的重要组成部分,必须确保其稳固和安全。
规范要求使用合适的连接方式,并对连接强度和可靠性进行要求。
最后,塑料产品设计规范还包括对塑料制品表面处理和装饰的要求。
塑料制品的表面处理可以改善产品的外观和质感,同时还可以提高表面的抗氧化、耐磨损和耐化学腐蚀性能。
在进行表面处理和装饰时,规范要求必须符合相关的环保标准,避免对环境造成污染。
总之,塑料产品设计规范对确保塑料制品的质量和使用安全非常重要。
遵守规范可以帮助设计师选择适合的塑料材料、优化产品的尺寸和结构设计以及保证配件和连接件的质量。
只有遵守规范并进行有效的质量控制,才能生产出具有高质量和可靠性的塑料产品。
塑料产品设计指南
塑料产品设计指南零件设计必须满足来自于零件制造端的要求,对通过注射加工工艺而获得的塑胶件也是如此。
在满足产品功能、质量以及外观等要求下,塑胶件设计必须使得注射模具加工简单、成本低,同时零件注射时间短、效率高、零件缺陷少、质量高,这就是面向注射加工的设计。
现将详细介绍塑胶件设计指南,使得塑胶件设计是面向注射加工的设计。
一、零件壁厚在塑胶件的设计中,零件壁厚是首先考虑的参数,零件壁厚决定了零件的力学性能、零件的外观、零件的可注射性以及零件的成本等。
可以说,零件壁厚的选择和设计决定了零件设计的成功与失败。
1、零件壁厚必须适中由于塑胶材料的特性和注射工艺的特殊性,塑胶件的壁厚必须在一个合适的范围内,不能太薄,也不能太厚。
壁厚太小,零件注射时流动阻力大,塑胶熔料很难充满整个型腔,不得不通过性能更高的注射设备来获得更高的充填速度和注射压力。
壁厚太大,零件冷却时间增加,零件成型周期增加,零件生产效率低;同时过大的壁厚很容易造成零件产生缩水、气孔、翘曲等质量问题。
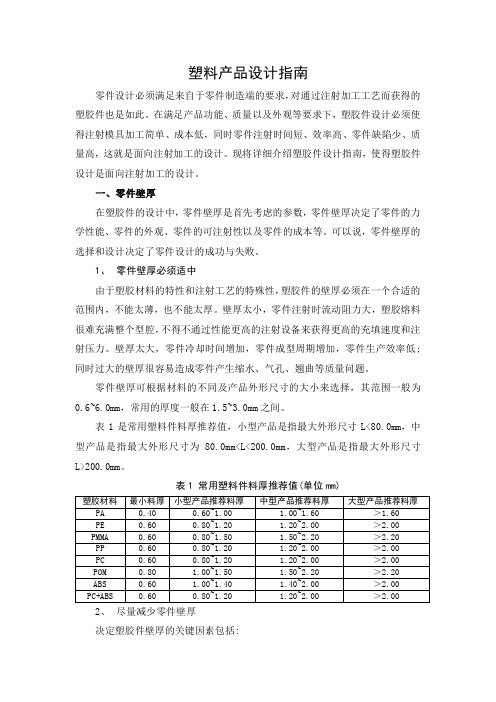
零件壁厚可根据材料的不同及产品外形尺寸的大小来选择,其范围一般为0.6~6.0mm,常用的厚度一般在1.5~3.0mm之间。
表1是常用塑料件料厚推荐值,小型产品是指最大外形尺寸L<80.0mm,中型产品是指最大外形尺寸为80.0mm<L<200.0mm,大型产品是指最大外形尺寸L>200.0mm。
表1 常用塑料件料厚推荐值(单位mm)2、尽量减少零件壁厚决定塑胶件壁厚的关键因素包括:1)零件的结构强度是否足够。
一般来说,壁厚越大,零件强度越好。
但零件壁厚超过一定范围时,由于缩水和气孔等质量问题的产生,增加零件壁厚反而会降低零件强度。
2)零件成型时能否抵抗脱模力。
零件太薄,容易因顶出而变形。
3)能否抵抗装配时的紧固力。
4)有金属埋入件时,埋入件周围强度是否足够。
一般金属埋入件与周围塑胶材料收缩不均匀,容易产生应力集中,强度低。
5)零件能否均匀分散所承受的冲击力。
模具设计指南
序第一章前言1.1工模部简介1.2 产品介绍1.2.1国内生产模具1.2.2出品模具第二章常用塑料的性能和注射机有关参数、功能的介绍2.1 塑料分类2.2 塑性塑料的分类及相关基本概念2.2.1 热塑性材料的分类2.2.2 相关的基本概念2.3 聚乙烯2.3.1 基本性能2.3.2 模具设计时应注意2.4 聚丙烯2.4.1 PP性能上的主要优点2.4.2 PP性能的主要缺点2.4.3 模具设计2.5 聚苯乙烯2.5.1 PS性能的主要优点2.5.2 PS性能的主要缺点2.5.3 PS的改性2.5.4 模具设计2.6 ABS2.6.1 主要优点2.6.2 主要缺点2.6.3 ABS的改性2.6.4 模具设计2.7 聚碳酸酯2.7.1 PC优良的综合性能2.7.2 PC的主要缺点2.7.3 模具设计2.8 聚甲醛2.8.1 主要优点2.8.2 主要缺点2.8.3 模具设计2.9常用注塑机有关参数和电动注塑机预顶功能介绍2.9.1 模具和注塑机的关系第三章胶件结构3.1 注塑工艺对胶件结构的要求3.1.1 壁厚3.1.2 (筋)骨位3.1.3 浇口3.2 模具对胶件结构的要求3.2.1 脱模斜度3.2.2 擦、碰面3.2.3 行位、斜顶3.2.4 分模面3.2.5 尖、薄钢位3.2.6 胶件出模3.3 产品装配对胶件的结构要求3.3.1 装配干涉分析3.3.2 装配间隙。
3.3.3 柱位、扣位连接3.4 表面要求3.4.1 文字、图案和浮雕3.4.2 胶件外形3.4.3 表面纹理附录1 客户资料的转换与处理1.1 资料处理1.2 文件转换1.3 IGS文件的处理第四章模具报价4.1 模具类型4.1.1 二板模(大水口模)4.1.2 三板模(细水口模)4.2 报价图的绘制及订料4.2.1 绘制报价图4.2.2 订料4.2.3 模具材料选用第五章模具结构设计胶件排位5.2 分模面的确定5.2.1 分模面选择原则5.2.2 分模面注意事项及要求5.3 模具强度5.3.1 强度校核5.3.2 提高整体强度5.3.3 加强组件强度5.4 成型零件设计5.4.1 胶料的成形收缩率5.4.2 脱模斜度5.4.3 成形零件的工艺性5.5 常用结构件设计5.5.1 定位圈5.5.2 唧咀5.5.3 紧固螺钉5.5.4 顶针5.5.5 司筒5.5.6 密封圈5.5.7 拉料杆5.5.8 垃圾钉5.5.9 弹簧5.5.10 定距拉板5.6模具图纸规范5.6.1 视图格式5.6.2 图纸编号5.6.3 基准角标识5.6.4 图纸输出要求第六章物料清单“BOM”及文件管理6.1 物料清单“BOM”的编制6.1.1 物料清单“BOM”的基本格式6.1.2 物料清单“BOM”的要求6.1.3 物料清单“BOM”的流程6.2 文件管理第七章行位设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2-1 通论产品设计是利用材料,经设计成为新创的外形或结构,以制成指定作用或目的的产品。
其所须具备之条件为:1. 在功能上:要能符合使用者的需求。
2. 在使用操作上:要能符合使用者的习惯与身份。
3. 在外型上:要能合乎简单的制造原则并满足使用者的喜好。
4. 材料应用与加工方法上:要合乎经济与合理的原则,并能求得最适化而降低成本。
即任何一新产品,从构思到生产,对一公司而言,其考量前题为以下所列各项:‧将来性:公司未来发展领域的配合,成长性。
‧ 技术性:与该公司现有技术之关系,原料设备获得之难易及技术上成功的可能性。
‧ 领先性:是否可申请或抵触专利及制品是否具独特性。
‧ 销售可能性:产品的展望,推出市场之难易,销售网的建立及有无商品特征等可能性。
‧ 经济性:研究经费人员的多寡,开发期间的长短,设备投资额之获得及获利率的大小。
其它如材料之选择、加工方式、模具的设计、二次加工方式及安全规范、法令等,皆须详加考虑。
通常塑料新制品产生的方式可分为三种:1. 再设计(redesign):就是将现有产品的部分,做一些改变或修饰,使成为更具价值与流行的新产品。
现今市场上约莫80%,属于此类。
2. 组合(combination):结合两种以上不同功能,发展而成之新制品。
例如PC制成的潜水镜再贴上防雾膜,而成为价值更高的新产品。
此类新产品约占10%。
3. 创新(innovation):剩下的10%即为发明前所未有之新制品,此类产品由于须花费较长的时间在宣传及消费者的接受性上,所以通常这方面之设计比例较低。
塑料产品设计者与其它设计者最大的不同是,前者必须详加考虑塑料之各种物性,尤其是环境变化对物性之影响及在长时间负载下对产品之影响。
通常,塑料之物性数据是在实验室的环境下,依照美国标准测试方法(ASTM)而测得。
而所设计的塑料产品并不会正如测试样品在同样条件下成形或被加应力。
其它如:‧肉厚及形状。
‧所加负载之速率及时间长短。
‧玻纤之排列方向。
‧缝合线。
‧表面缺陷。
‧成形参数。
以上这些;都会影响到塑料产品之强度及韧性。
设计者亦须考虑到温度,湿度,阳光(紫外线),化学药剂等之影响。
所以了解其产品的最终目的而探讨相关的物性是非常重要的。
下表2-1为一标准的设计检查表(design check list)。
2-2原型之设计为了能将实物从设计的阶段到真正的商品化,我们通常是建一原型而加以测试并修正。
最好的方法是尽可能的将原型与将商品化制造的加工方式相近。
大部份的工程塑料产品是由射出成型所制出,所以原模必须为一单模穴原型模具所制得。
以下将讨论各种制造原型之方法及其优缺点。
2-2-1机械加工圆杆或平板、块法(machining from rod or slab stock)此法是当所允许的设计时间非常短及只须少量的原型和物体的形状非常简单的时候,我们可将其经机械加工而得。
这样不仅能帮助发展至固定的设计,亦能做为有限度的测试结果条件;但千万不能将其做为最后商品化的标准,其原因如下:‧其物性如强度,韧性及伸长量可能会小于真正的成形品,因为机械加工会在原模上留下痕迹。
‧强度及韧性可能会高于成形品,因为圆杆或平板块具较高的结晶度。
‧若是加了玻纤的产品,则玻纤的方向性影响会误导了结果。
‧成形品的特性如顶出针痕,浇口痕及不定形的表面结构将不会出现在原型上。
‧无法探讨缝合线及接合线之影响。
‧由于内应力之不同,尺寸稳定性会被误导。
‧在圆杆或平板,块的中间常有包气现象,以致减少了其强度。
同理在成形品的较厚肉处亦有此现象,而无法做一致的评估。
‧只有少数的圆杆或平板,块材料可供选择。
2-2-2 铸模法(die casting tool)通常我们能够修正射出成形的原型,如果具有铸模模具的话。
利用此铸模模具可减少对制造原型工具的须要及以低成本提供所须的前测试。
然而,此法也许也无甚助益,因为原来的模具可能是为金属铸模而设,而非塑料。
所以,外壁及肋将不会最适化;浇口通常会过大及位置不合;并且无法有效的冷却塑料产品,造成品质具甚大的相异性。
2-2-3 原型模具法(protoype tool)特别是对塑料产品设计而言,利用便宜的铝,黄铜或是铍铜合金制成原型是个不错的方法。
因为基本的讯息如收缩度,玻纤方向性及浇口位置皆可得之。
但由于此模具只能承受有限度的射压,所以无法正确的估算出成形周期(cycle time),而且模具冷却性被限制,甚至不存在。
可是,在另一方面而言,其好处为此形式能够有效的提供样品做最终的目的测试及快速的修正外形尺寸。
2-2-4 生产试模法(preproduction tool)对设计的未来发展及产品的准确性而言,最好的方法是制造钢铁试模。
它可以为单模穴模具或以多模穴模具为体的单模穴模具。
此模穴已经机械加工完成,只是未做硬化处理,所以仍可做一些修正。
其好处为它具有与生产模具相同之冷却效果,收缩与翘曲可被探得;还有因为具有适当的顶出鞘,模具能够如生产线般的循环,于是能够探得其周期。
当然,最重要的是这些样品能够如最终产品般的做强度,抗冲击,磨耗及其它物性等之测试。
以上各法都是为了能在正式大量商品化前,做最低成本及最有效的预估分析。
当然,我们不能本末倒置,忘记了最终产品的真正须求。
最好是写下一标准产品所须表,如功能,外观,可容许的公差等,做个最完美的设计者。
2-3产品设计虽然塑料之产品设计非常复杂,但总有一些基本之原理方法来减少一些成形上及产品功能上所发生的问题。
以下所探讨的是在设计上所须注意的基本细节,俾能在未来更复杂的产品设计上有所助益。
2-3-1 壁厚(wall thickness)通常产品必须具均匀的壁厚,如果变化不可避免,则利用转换区的方法来防止突然的遽变如图2-1,且浇口位于较厚处以防止充填不满。
不均匀的壁厚会造成严重的翘曲及尺寸控制的问题。
如果产品须要较高的强度,从成本的观点上来看,用肋(ribs)比增加壁厚要好的多。
但如果产品须要好的外观表面时,则因凹陷痕(sink marks)会在表面上产生,故须避免之。
若非得用肋不可时:则应尽量让凹陷痕出现在肋的另一面或较不显眼处。
图2-2与2-3为使壁厚均匀的一些方法,图2-2乃利用肋及浮凸物(boss),图2-3则为利用铸空法(cornig)使设计更好。
总之,一般的原则就是能够利用最少的壁厚,完成最终产品所须具备的功能。
表2-2为一般热塑性树脂制品之厚度表,表2-3则为热固性塑料制品之厚度表。
2-3-2 半径(radii)切莫将产品设计成具尖锐的边角,因为其刻痕(notch)状会造成应力集中,以致减少了产品之抗冲击力。
为了保证设计在安全的应力范围内,我们须计算每个边角的应力集中因子。
如图2-4为悬桁(cantilever)的情形下,应力集中因子对半径/壁厚之图。
为了增加边角的强度及增进充模的能力,半径必须在壁厚的25%到75%之间,通常为50%,如图2-5所示。
2-3-3 倾斜角(draft angle)为了使产品能够轻易的从模具内顶出,外壁必须设计成具倾斜的斜角,如图2-6所示。
通常每一英吋,0.5度的倾斜角是达成有效结果所能容许之最小值。
一般而言每一英吋1度是标准的做法。
如果产品的深度须要增加,通常每增加0.001英吋之深度,须要增加1度额外之倾斜角。
2-3-4 肋及角板(gussets)肋及角板能够有效的增加产品之刚性与强度。
适当的利用肋与角板不仅能够节省材料,减轻重量及减短成形周期,更能消除如厚横切面所造成的成形问题。
设计肋及角板时,我们有一些基本之原则必须遵守,如图2-7与图2-8。
与壁厚比较,如果肋或角板太厚的话,则可预期的会产生凹陷痕,包气、翘曲、缝合线(造成内应力)及较长的成形周期。
肋之形状最好设计成如图2-2所示,乃因用窄形之肋骨以代替大而厚之肋骨,可减少塑料之消耗。
并且肋及角板必须被置于能够方便流动的位置,如此才能够帮助产品的充填犹如内流道之作用。
否则,常会造成最后产品有烧焦之痕迹及包气等问题。
※注:角板乃是用作于边缘的支架,以提高强度。
2-3-5 浮凸物(bosses)浮凸物之目的是用来连接组合螺丝钉、导销、栓或迫紧(force-fits)等作用。
设计浮凸物的最重要原则为避免其无支撑物,并尽量让其与外壁或肋相连如图2-9所示:一般而言,肋外径须为圆孔直径的2至2.5倍,以保证有足够之强度。
如果肋本身即与外壁间隔相当远,则最好加上角板如图2-10所示。
图2-11及图2-12为肋靠近外壁及远离外壁时,浮凸物之设计:图2-13为浮凸物设计之范例:2-3-6 孔洞及铸空(holes & coring)在塑物上开孔洞或切口可使其和其它零件组合以达成更多之功能及更具吸引力。
图2-14为孔洞的一般类型。
全穿孔洞比半孔洞易于加工,因为前者之穿孔销可在两端寻得支撑,而后者由于只有一端获得支撑,易被熔融之塑流进入模穴时,使穿孔销偏心而造成误差。
所以,一般半穿孔之深度以不超过穿孔销直径两倍为原则。
若要加深半穿孔洞之深度则可用层次孔洞如图2-15所示。
由于塑流常会在穿孔针旁形成缝合线之故,我们可以将其先做成凹痕或小凹洞,成形后再以钻孔针予以钻孔,如此可防止缝合线造成之强度减少亦可降低模具成本如图2-16所示。
于成型大多数之热塑性塑料时,在洞壁和塑物外壁间之宽度至少要和孔洞之直径相等及孔洞与孔洞内壁间之厚度至少要和孔洞之直径相等如图2-17所示。
若为半孔洞,则其底部之壁厚至少须为其孔洞直径的1/6,否则模制后会膨胀如图2-18所示。
2-3-7 螺纹(threads)与嵌入物(inserts)不管是外螺纹或内螺纹,皆可在模具内成型,避免了利用机械加工之麻烦。
设计内,外螺纹时,其基本规格设计须如图2-19所示。
内螺纹底部未螺纹化的直径必须等于或小于螺纹的最小直径如图2-19(a),A≧B。
若是外螺纹,则其底部未螺纹化的直径必须等于或大于螺纹的最大值径如图2-19(b),B≧A。
成型螺纹必须避免具有如羽毛般的边,以免造成应力集中,使该区域强度变弱如图2-20。
用于塑料品的金属嵌入物,通常用以承担产品被磨损、撕裂的力量或用以与电气相连及装饰用。
嵌入物之类型有两种,一种为成型前模内插入物,另一种为成型后插入物。
前者具中等或极粗的刻痕以提供足够的力量防止滑动,后者可螺纹化或是藉由热,超音波的方法来装置。
通常模制嵌入物时,我们须考虑以下几个因素:‧插入物须能提供所需要的机械强度。
‧在所有的塑料中,塑模的嵌入物须不具挠性。
‧固定的壁厚必须围绕嵌入物之四周,以防止塑料冷却时发生裂化。
‧当插入物嵌入塑物中后,可能须要再修饰,二次加工等耗费金钱的步骤。
嵌入物必须与塑模打开或关闭的移动方向平行。
因为直角或斜角之插入物在模制时是非常困难且费成本的如图2-21所示。