十字线发生器操作说明书
十字激光镭射标线器安全操作及保养规程

十字激光镭射标线器安全操作及保养规程引言十字激光镭射标线器是一种广泛应用于建筑、装修、测量和制图等行业的工具。
它可以提供高精度的激光标线,帮助人们进行准确的位置标注和测量。
然而,如果不正确使用和保养,可能会导致意外伤害和设备损坏。
本文档将介绍如何安全地操作和保养十字激光镭射标线器。
安全操作规程1. 仔细阅读用户手册在使用十字激光镭射标线器之前,请仔细阅读用户手册。
用户手册将提供详细的操作说明和安全注意事项,确保你正确理解和掌握设备的使用方法。
2. 穿戴个人防护装备在操作十字激光镭射标线器时,务必穿戴个人防护装备,如安全眼镜和手套。
这将有效保护你的眼睛和手部免受激光辐射和可能的伤害。
3. 标定设备在使用十字激光镭射标线器之前,确保正确进行标定。
根据用户手册中的指导,使用合适的标定工具进行标定。
正确的标定将保证设备输出的激光准确无误。
4. 使用设备固定装置在进行标测工作时,使用设备固定装置将是必要的。
将设备固定在稳定的支架或三脚架上,确保其位置稳定且不易受到外力干扰。
5. 避免直接注视激光光束十字激光镭射标线器输出的激光光束具有辐射性,不要直接注视激光光束。
在使用时,始终保持安全距离。
如果需要更近距离观察光线,请使用合适的安全设备,如红外过滤器。
6. 避免与其他人共用激光光束为了避免意外伤害,不要将激光光束直接照射到他人身上。
确保在使用设备时,工作区域没有其他人存在,或者使用可调节的安全屏障来隔离光束。
7. 避免激光光束直接照射到反射表面尽量避免将激光光束直接照射到反射表面,如镜子或其他反光材料。
反射光线可能会产生强光,可能会对眼睛造成损害。
8. 禁止对设备进行改装严禁对十字激光镭射标线器进行任何形式的改装或额外的修改。
这样做可能会导致设备的性能下降或不可预测的危险。
保养规程1. 清洁设备定期清洁十字激光镭射标线器,以确保其正常运行并提供准确的激光标线。
使用柔软的布轻轻擦拭设备的外壳和光学镜片。
避免使用任何含有酒精或溶剂的清洁剂,以免损坏设备表面。
十字万向节的操作方法

十字轴式万向联轴器CAD 系统系统简介简介本系统是安徽泰尔重工股份有限公司委托安徽工业大学机械工程学院设计开发的一个十字轴式万向联轴器CAD 系统,其主要功能是基于联轴器数据库及用户输入的参数,自动生成CAD 图纸。
本系统功能可分为五个方面:用户管理、产品生成、产品设计、文档检索与修改、帮助。
⑴ 用户管理模块:提供了用户修改密码、注册新用户以及管理员设置一般用户权限等功能。
⑵ 产品生产模块:提供了零件及总装图的绘制、部分零件的校核、十字轴寿命计算等功能,不仅提供了零件的单个绘制,而且设置了一键绘制所以图形操作。
推荐用户使用一键绘图,因为在一键绘图界面上提供了参数的直接保存和明细表自动生成的功能。
⑶ 产品设计模块:提供了零件参数的查询、修改、添加及保存等功能。
⑷ 文档检索与修改模块:提供了对已生成的文档(图纸)进行按条件检索、文档存储默认路径的修改和文档存储信息的修改。
在文档检索中,用户可以打开符合条件的文档以及对文档存储信息的删除,在文档存储信息修改中,为用户提供了查看所以文档的功能,并设置了清空所以文档存储信息功能(慎用)。
⑸ 帮助模块:提供了系统简介及说明、系统操作帮助等功能。
以下为本系统的以下为本系统的简介及简介及简介及说明说明说明::一、万向轴基本参数及关联参数说明⑴ 基本参数如表1所示,记基本长度为Lo 、伸缩量为Lvo 、花键套长度为Lt1和Lt2、花键轴长度为LZo 、防护罩长度为Lfo 、接管长度为Ljo 、花键轴头长度为B 、焊接止口长度为H 、密封套宽度为M 、油孔距长度为L2。
型号(D ) 基本长度(Lo) 伸缩量(Lvo ) 花键套(Lt1) 花键套(Lt2) 花键轴(LZo ) 防护罩(Lfo ) 接管(Ljo ) 花键轴头(B ) 焊接止口(H ) 密封套宽(M ) 油孔距(L2) 225 1050 140 280 320 395 170 235 50 20 15 30 250 1150 140 315 365 410 180 200 50 25 16 40 285 1250 140 335 390 420 180 200 60 25 16 45 315 1350 140 355 405 440 160 185 60 30 20 50 350 1400 150 430 490 545 200 155 65 30 20 50 390155017049056059021020070353060表1.基本参数设计输入参数:基本长度(L )、伸缩量(Lv )以及两端法兰接口尺寸。
十字线发生器操作说明书

十字线发生器用户手册华显光学---以显微技术为解决方案,为用户提供最为实用的光学仪器目录1. 概述 (3)1.1 说明 (3)1.2 简介 (3)1.3 功能特点 (3)1.4 典型应用 (4)1.5 主要性能指标 (4)1.6 选型指南 (5)2. 面板介绍 (6)2.1 前面板 (6)2.2 后面板 (7)3. 使用方法 (7)3.1开机自检 (7)3.2 操作方法 (7)4. 疑难解答 (9)4.1 用户答疑 (9)4.2 常见问题处理 (10)5. 维护及保养 (10)5.1 日常维护和保养 (10)5.2 运行时的维护及保养 (11)5.3 长期停放时的维护及保养 (11)1. 概述1.1 说明感谢您使用我司十字线发生器产品。
为了确保您正确使用该系列产品,请认真阅读这本手册。
本手册将从十字线发生器的功能特点、使用、常见问题及解决、维护与保养四方面进行具体说明。
1.2 简介十字线发生器是一种专用的电子线发生器,可直接通过AV/S端子与摄像机连接,将摄像机的模拟图像信号直接转换为VGA信号在显示器上输出,同时,在原图像的基础上叠加各种图形(水平线、垂直线和坐标值等),以用于产品的检测。
HRC-3系列十字线发生器为本公司研发的第三代十字线发生器,拥有深入到芯片级的完整自主知识产权,图像信号的所有数字处理均采用自行研发的芯片实现。
由于拥有自主的核心技术,使得我们可以针对机器视觉方面的特殊需求进行专门的优化,独有的改进型双线性内插值算法,保证了图像中物体的形态和比例能得到真实、准确的还原,更适于工业检测;全数字化的图像叠加处理保证了所叠加的线稳定无漂移;另外,本设备采用低功耗设计,发热量极低,适合高温及长期开机工作的环境。
本系列十字线发生器历经两代十字线发生器的积淀,而且从研发之初就将设备的稳定性和可靠性做为首要目标,设计上,每一个环节均精雕细琢,力求尽善尽美,对恶劣及异常的工作环境中可能遇到的问题也进行针对性的防范和保护,因此,稳定性和可靠性是本十字线发生器的最大特点,特别适合那些对稳定性和可靠性有特殊要求的用户使用。
十字板现场操作步骤

十字板现场操作步骤
1、校正系数:1770 ON-1型多用数显仪
校正(左)——系显——校正(右)校正系数:1770
2、将两个测试用平衡调为零
3、接线左起红、黄、黑、绿(红黄为供桥、黑绿为测试)
4、原状土、十字板头上时候反方向转、卸时顺方向转开始匀速转动手摇柄(逆方向就反的方向)剪切速率为第10S使摇柄一圈,每转动一圈测记读数一次,一般取30值数据,峰值稳定后再继续记凡外读数,数据减少2-3数据,应松开山形板、垫压块和卡盘,用管钳快速将探杆顺时针方向旋转3-6圈,立即拧紧卡盘,将仪器平衡调为零、开始测扰动土,匀速转动手摇柄逆方向就反的方向剪切速率为第10S使摇柄转动一圈,每转动一圈测记读数一次,一般取30值数据,峰值稳定后再继续记几个数数据减少2-3数据
5、沿深度方向上的测试间距宜为0、5米或1米,注意事项:在测试过程中如抗剪强度已达到5Kpa,但还处于增大的趋势,应停止测试。
如在5min之内或转角达到30度以上,而读数仍未达到峰值或稳定值,宜停止测试。
芬迪士堡Bento 10S模块载体操作手册说明书

Bento 10S Module CarrierOperating ManualThe Fredenstein Bento 10S is a high performance module carrier for Fredenstein Series 600 modules or API-500 compatible plug-in cards. The unit can accept a maximum of 6 modules.The Bento 10S features several important upgrades compared with third party products: Universal power supply: Mains voltages range from 90V AC to 240V AC, 50 to 60 Hz. Increased output currents: +/-16V DC +/-3A and +48V DC 0.25A, 600mA per slot which is more than double the standard calls for.The Bento 10S power supply is also designed for extremely low noise largely due to state of the art switching regulators that operate above 200 kHz, which is typically higher in frequency than most conventional switching regulators. They also follow “green” guidelines that minimize power consumption to only what is needed.Other features include the capability to drive very large capacitive loads. Most other switching supplies might oscillate if presented with large capacitors to charge. The Bento 10S ramps up in a controlled manner (typically 0.2 seconds). Also unlike most +/- switching regulators, both the +16V and -16V are regulated independently and provide separate over current protection.Auxiliary Audio Inputs and OutputsBuilt-in Audio Routing: Modules can be daisy-chained by simply flipping switches on the back-panel.Compressor buss linking: Compressor modules can be linked by engaging switches on the back-panel as well.Multi-Layer Backplane: Increased signal integrity and lower noise floor.Ground-lift switch: In case of ground loops, the audio ground and the protective ground can be disconnected. Please use only if absolutely necessary.Installation:Electrical Safety Warnings:Do not open the enclosure, hazardous voltages are present inside!There are no user serviceable parts inside.Always disconnect the mains cord before installing or removing modules!If you need to replace the mains fuse, make sure the replacement has the same rating ( 3 AT).Please disconnect the mains from your Bento 10S before installing or removing modules. Make sure each installed module is well seated in the receiving connector and the module is secured by fasten the two mounting screws.Front View:Operation:After installation of the modules, connect the mains cord to the Bento 10S IEC socket located on the back-panel and than connect the mains cable to a grounded outlet. Now turn the Bento 10S on by operating the I/O switch (also part of the IEC socket on the back). The five LEDs on the front-panel will come on within 5 seconds and the Bento 10S is ready for use.In case you want, for example, route the audio signal from a mic-pre in slot 1 to an EQ in slot 2 and then to a compressor in slot 3, turn the switches located in the lower part of the back-panel between the slot 1 and 2 and slot 2 and 3 in the link position. (Please be aware that this disables the slot 2 and the slot 3 input XLR connectors). Slot 1 input will be the microphone input and the slot 3 output will be the audio output of the complete chain.If you are using multiple compressors which make use of the compressor link buss (Pin 6), you can link two adjacent slots by putting the buss switch in the I position. You have the flexibility to have 5 buss segments for operating five Stereo compressor setups by engaging buss switches between the slots 1 & 2, 3 & 4, 5 & 6, 7 & 8, and 9 & 10 or any other combination including a global buss if you engage all buss switches (9.1 configuration). If you are using different types of compressors, you must keep them on separate segments of the buss.In case of severe ground loops you might engage the ground-lift to alleviate such problems. But it is always recommended to resolve the grounding problems at their source and keep the ground-lift switch disengaged (OFF position).The AUX Input and AUX Output connectors can only be used with modules especially designed for Bento module carriers, like the Fredenstein F600, F601, F602, F603, F605, F606, and F607.Rear View:Specifications:Input V oltage: 90V AC to 240V AC, 50 to 60 Hz Output V oltages:+16V DC 3.0A-16V DC 3.0A+48V DC 0.25APower Consumption:max. 150WDimension (LxHxD):480mm x 140mm x 190mm Weight: 4.5kg(NW) ; 6.0kg(GW)Contact Info:Fredenstein Professional Audio by Orion Communication7F-1, No. 582, Ruei Guang Rd.Neihu DistrictTaipei 114TaiwanPhone: + 886-2-2657-2618 Email:******************** Web: 。
RIGOL-DSA1020 频普仪使用方法简述

FM AM 设置 设置
键盘
旋钮
频率 电平 高频 10M 10进 信号 进/退 /退 输出
共2页
SG-1501B高频标准信号发生器
AC电源线连接好后,选择合适的交流电压。
按下POWER钮,仪器进行自检,然后进入工作状态。
频率设置:按一下“FREQ”钮,在键盘上输入数据,如 果单位是MHz,即在数据后再按一下“ENT”,单位是 “KHz”的直接按“KHz”即可。
左右 移动
上下 移动
幅度 调节
②按一下保存对应钮, 则参考波形已保存, 转动下图中的四个钮, 使波形显示在合理位
置和合理形状。
波形宽度调节
③按一下CH1 钮,此时下图 四个钮可以改 变CH1的即时 波形。同样此 时如要改变参 考波形,即要 按一下REF。
①屏幕显示 可作为参考 的波形时按 一下REF钮, 此钮下LED
图
“触发模 式”菜单 有左图子
单选择
“信源选 择”菜单 有左图子 菜单选择
“触发方 式”菜单 有右图子 菜单选择
“边沿类型”菜单 有
上图子菜单选择
按一下“触发设置”菜 单,有右图的子菜单。
7
JUNG JIN SG-1501B
高频标准信号发生器使用简述
电源 开关
编号
调制度 或频偏
频率显示
电平显示
外调制 输入
窗口。
⑤按一下此钮,即出下 图窗口;再在键盘上输 入名称并存储,即出现 右图窗口完成后OK。
③转动旋 钮或向下 键,即可 选中已插 入的U盘
(即E 盘)。
存储按这个 钮其中一个
7
DSA1020频普仪
预置(要求开机后即得到设定好的参数而预存):
十字工作台使用说明书

十字工作台安装流程一、安装底座平板1、在安装可调底脚以前,将4只可调底脚的内六角M8×25的螺杆拧至37mm左右的高度(螺杆顶端到尼龙底座底部的距离),螺杆中间的螺母与尼龙底座间隙约为1mm,并将扁平螺母放到工作台的固定槽中;2、将底座平板4放在工作台上,将可调底脚安装到底座平板底部,对准扁平螺母与底座平板的固定孔,将M6×60的内六角螺丝拧进扁平螺母,留1mm的间隙,然后将水平仪放在底座平板上,调节可调底脚,达到水平要求后,将可调底脚上的螺母与尼龙底座固定紧,用M6×60的内六角螺丝(加弹垫与垫片)底座平板安装在铝质型材平台上。
二、安装Z向部件(一)安装导轨1.将导轨5(650mm)中的一根安放到底座平板上,用两颗M4×20的内六角螺丝预紧该导轨的两端(加弹垫);2.以底座平板的侧面为粗基准,按导轨安装孔中心到侧面距离要求,调整导轨与底座侧面基本平行,将剩余的螺丝装上并将该导轨5固定到底座平板4上,后续的安装工作均以该直线导轨为安装基准(以下称该导轨为基准导轨);3.将另一根导轨5(650mm)安放到底座上,用两颗M4×20的内六角螺丝预紧此导轨的两端,用游标卡尺初测导轨之间的平行度并进行粗调;4.以安装好的导轨为基准,将杠杆是百分表吸在基准导轨的滑块上,百分表的表头接触在另一根导轨的滚珠槽里,沿基准导轨滑动滑块,通过橡胶榔头调整导轨,使得两导轨平行,将导轨固定在底座平板上。
(二)安装丝杠1.用M4×20的内六螺丝预装好电机支座上的压盖11(加弹垫与垫片);2.将滚珠丝杠13上的螺母14与螺母支座15拆开(M6×20内六角螺丝,加弹垫与垫片);3.将滚珠丝杠组件13放入的电机支座10和的轴承支座19内,用M6×20的内六角螺丝预紧电机支座与轴承支座;4.用游标卡尺初测导轨与滚珠丝杠之间的平行度并进行粗调;5.将电机支座与轴承支座锁紧在底座平板上(M6×20内六角螺丝,加弹垫与垫片);6.用摇手将螺母停在滚珠丝杠的一端,以安装好的导轨为基准,将杠杆是百分表吸在基准导轨的滑块上,用百分表打螺母上用于装配的圆柱面,多打几次,以百分表读数基本不变为准,记录百分表此时读数;7.用摇手将螺母停在滚珠丝杠的另一端,用百分表打螺母上用于装配的圆柱面,记录百分表此时读数,分析并计算电机支座与轴承支座用于滚珠丝杠安装孔的同轴度;8.将电机支座与轴承支座的螺丝松开,根据螺母支座和下移动平台间的间隙将合适的填隙片填入到电机支座或轴承支座下面,并固定紧电机支座与轴承支座;9.重新打表,调整螺母在丝杠两端的高度差一致,10.预紧轴承支座与电机支座,调整轴承支座与电机支座使滚珠丝杠与导轨平行,同时使两根导轨相对丝杠对称。
电十字分划发生器技术报告

电十字分划发生器技术报告班级/姓名:030110/刘亚亮030109/林丽玲一、电十字分划发生器设计技术指标要求1.1水平的电子线宽度为1根扫描线宽(固定) 垂直的电子线宽度为正常和超细模式可选择。
1.2可显示白线和黑线,亮度可连续调节。
1.3自动记忆当前十字线的位置数据,开机后自动调出。
1.4视频信号输入:PAL/ VS:1.0V(p-p)/75Ω。
1.5视频输出:输入的信号与电子线混合输出1.0V(p-p)/75Ω。
电子线可移动范围占图像画面的98%以上。
1.6准确度:水平±1个象元,垂直±1行。
二、电十字分划发生器原理电十字分划发生器采用视频信号叠加原理。
用CCD采集到的视频信号,识别出场同步和帧同步信号,应用视频处理芯片,通过外挂字符或图像的方法,在视频信号传输过程中,应用视频切换的方法,实现在原有视频图像中叠加上十字分划线。
本仪器所用的视频信号是黑白全电视信号。
1、黑白全电视信号电视是根据人眼的视觉特性,用电子学的方法,实时地传送活动或静止图像的技术。
一幅图像由许许多多像素组成。
像素越小,单位面积上的像素数目就越多,由其构成的图像就越清晰。
电视系统中,把构成一幅图像的各个像素传送一遍称为进行了一个帧处理,或者称为传送了一帧。
在传送时可以把图像不同位置上具有不同亮度的像素转变成相应的电信号,再分别用各个相应信道把这些信号同时传送出去,接收端接收后又同时进行转换,恢复出原发射信号。
现代视频信号分为黑白视频信号和彩色视频信号。
电视系统要完成图像信号的传输,不失真的重现原图像,除必须传送图像信号这一主题信号之外,为保证收发同步、逆程不显示光栅及隔行扫描均匀嵌套,还必须传送复合同步信号,复合消隐信号,槽脉冲和均衡脉冲信号等辅助信号。
将以上主体信号与辅助信号统称为全电视信号。
黑白全电视信号中,电视信号每秒传送25 帧图像,采用隔行扫描,每帧图像分两场传送,奇数场传送奇数行,偶数场传送偶数行。
xls-p54d-pp十字限位开关说明书

xls-p54d-pp十字限位开关说明书特点:1. 位置指示器:多方位位置显示。
2. “快速置位”凸轮:采用可调式凸轮,通过花键齿和弹簧安装,可不用工具360°调整,快速方便。
3. 对接点接线排:符合开关的要求,并有明显的号数标记。
4. 带有防脱螺钉:打开表盖时不用担心螺钉脱落。
安装方便:支架连接孔设计合理,安装方便。
产品说明:1、名称:十字限位开关说明书2、型号:xls-p54d-pp3、电压电流:220VAC/3A 24VDC/4A4、环境温度:-20℃ +60℃5、相对湿度:35-95%(RH)6、电缆密封接口:G1/2”(M24×1.5)7、使用寿命:10万次8、外型尺寸及重量:111×86×92(mm)(长×宽×高)、0.52KG9、微型开关:技术指标请看实样,型号欧姆龙SS-5GL装拆、接线、调指示器:首先拧出4只平头固定螺丝,取下外罩及指示器。
然后拧紧4只紧固螺丝并打开表盖。
安微型开关线排标号及用户设计要求,接线排于输入端,(如把2只线排固定螺丝拧出接好线后紧固更方便)。
其次将指示器调到你所需位置(只需把凸轮向弹簧方向压紧,转动凸轮即可调节)最后装盖,必须将结合部外圆定位槽对准,且上下同心,逆拆序装配即可。
指示器红面上显示CLOSED,表示顶部开关接线标号1、2、3指示器黄面上显示OPEN,表示底部开关接线标号4、5、6注意事项:1、开关请不要直接浸水;危险场所断电后开盖。
2、注意接地可靠。
3、用产安装使用时,必须遵守本说明书的有关要求。
4、用户不得自已装拆内部微型开关线路,必须根据开关上标明符号配接传输信号。
5、用户在使用过程中,在遵守保管和使用规则的条件下,如产品制造不良发生损坏或不能运作,从产品使用日起半年内负责保修。
6、现场严禁干擦清洗产品外壳。
附:产品说明书1份。
电子十字线发生器
电子十字线发生器一、概述电子十字线发生器是一种广泛应用于显示器校准、图形制作、电子维修等领域的工具。
它可以发出正交的两条线,形成一个十字形的光点,方便用户进行屏幕校准、图形对齐等操作。
二、工作原理电子十字线发生器主要由如下几个部分组成:稳压电源、时钟、计数器、格雷码转换器、双向选择器和差动放大器。
其中,稳压电源用来提供系统所需的电源电压,时钟产生稳定的工作信号,计数器用来计数,格雷码转换器将计数器输出转换为格雷码输出,双向选择器用于选择水平线和垂直线的位置,差动放大器用来放大输出信号。
电子十字线发生器的工作流程如下:1.时钟产生稳定的工作信号,作为计数器的时钟输入。
2.计数器开始计数,每隔一定时间加1。
3.计数器的输出通过格雷码转换器转换为格雷码输出。
4.格雷码输出送入双向选择器,选择水平线或垂直线的位置。
5.双向选择器将选择的位置送入差动放大器。
6.差动放大器将信号放大后输出到光电转换器,形成十字线的光点。
三、应用场景电子十字线发生器广泛应用于以下领域:1. 显示器校准在设计和生产显示器时,需要对显示器进行各种参数的校准,如色彩均匀性、亮度均匀性、分辨率准确性等。
电子十字线发生器可以方便地进行这些校准工作,提高了生产效率和产品质量。
2. 图形制作在图形制作的过程中,需要定位和调整各种图形元素的位置、大小和比例等。
电子十字线发生器可以在非常精确的位置产生十字线,方便用户进行图形对齐和调整。
3. 电子维修在电子维修中,需要对电路板进行各种检测和维修,如测量电压、检查信号波形等。
电子十字线发生器可以在电子元器件和电路板上产生十字线,方便用户进行测量和排查故障。
四、使用方法使用电子十字线发生器的方法如下:1.将电子十字线发生器连接到显示器或需要进行校准的设备上,接通电源。
2.使用双向选择器选择水平线或垂直线的位置。
3.使用差动放大器将信号放大。
4.在显示器或设备上看到十字线后,根据需要进行调整。
五、总结电子十字线发生器是一种用途广泛的电子工具,可以方便地进行显示器校准、图形制作、电子维修等工作。
约翰森级别与工具自动水平十字线激光仪说明书

™Self-Leveling Cross-Line Laser LevelModel No. 40-6620 and 40-6625Instruction Manual Congratulations on your choice of this Self-Leveling Cross-Line Laser Level.We suggest you read this instruction manual thoroughly before using the instrument.Save this instruction manual for future use. This is a Class II (40-6620) and Class IIIa (40-6625) laser tool and is manufactured to comply with CFR 21,parts 1040 .10 and 1040 .11 as well as international safety rule IEC 285.Table of Contents1.Kit Contents2.Features and Functions3.Safety Instructions4.Location/Contentof Warning Labels5.Location of Parts/Components6.Operating Instructionsing the Product 8.Self-Check and Calibration9.Technical Specifications10.Application Demonstrations11.Care and Handling12.Product Warranty13.Product Registration14.Accessories1. Kit Contents For Model No.40-6620 and 40-6625 Description Qty.Self-leveling Cross Line Laser Level1Multi-Functional Mount1“AA”Alkaline Batteries3Mounting Strap1Magnetic Target1Instruction Manual with Warranty Card1Soft Sided Carrying Case12. Features and Functions•Able to project one cross-line beam,consisting of one horizontal line and one vertical line.•Magnetic dampening compensation system.•Laser flashes/sounds audible alarm when beyond leveling tolerance.•Manual mode feature allows unit to be tipped at extreme angleswithout the audible alarm and laser flash being triggered•Multi-functional magnetic mount is included to allowhanging on wall,attach to metal,or connect to tripod(5/8"-11 or 1/4"-20).•Includes adjustable strap for attachment to pipe or conduit.3. Safety InstructionsPlease read and understand all of the following instructions,prior to using this tool.Failure to do so,may result in bodily injury.ATTENTION IMPORTANT •Read all instructions prior to operating this laser tool.Do not remove any labels from tool.•Do not stare directly at the laser beam.•Do not project the laser beam directly into the eyes of others.•Do not set up laser tool at eye level or operate the tool near a reflective surface as the laser beam could be projected into your eyes or into the eyes of others.•Do not place the laser tool in a manner that may cause someone to unintentionally look into the laser beam.Serious eye injury may result.•Do not operate the tool in explosive environments,i.e.in the presence of gases or flammable liquids.•Keep the laser tool out of the reach of children and other untrained persons.•Do not attempt to view the laser beam through optical tools such as telescopes as serious eye injury may result.•Always turn the laser tool off when not in use or left unattended for a period of time.•Remove the batteries when storing the tool for an extended time (more than 3 months) to avoid damage to the tool should the batteries deteriorate.•Do not attempt to repair or disassemble the laser tool.If unqualified persons attempt to repair this tool,warranty will be void.•Use only original AccuLine Pro™parts and accessories purchased from your AccuLine Pro authorized e of non-AccuLine Pro parts and accessories will void warranty.40-6620CAUTION!Class II Laser ProductMax.Power Output:≤1mWWavelength:625-645nmTHIS TOOL EMITS LASER RADIATION.DO NOT STARE INTO BEAM.AVOID DIRECT EYE EXPOSURE.40-6625DANGER!Class IIIa Laser ProductMax.Power Output:≤5mWWavelength:625-645nmTHIS TOOL EMITS LASER RADIATION.DO NOT STARE INTO BEAM.AVOID DIRECT EYE EXPOSURE.CAUTION:If using this product with any type of tinted goggles,please note safety warning below.WARNING!The tinted goggles are designed to enhancethe visibility of the laser beam.They DO NOToffer protection to the eyes from direct exposureof the laser beam.4. Location/Content of Warning Labels40-662040-66255. Location of Part/Components Instrument Manual mode buttonPower Indicator Light On/Off SwitchRubber JacketLaser Output Window1/4”– 20 thread5/8”threadWindow Frame Assembly Side CalibrationSpecial Base6. Operating InstructionsBattery Installation Note:Always check to be sure that the on/off switchis in the off position before removing and replacingbatteries.1.Open the battery-box cover and put in three “AA”batteries according to the illustrated polarity direction2.Place the instrument on a platform or a tripod.3.Power on the instrument by turning the on/offswitch to the on position,and a cross line will beprojected.BracketMagnet Mounting Belt Groove 1/4" – 20 threadInstrument Connecting Knob5/8" threadRubber MagnetIMPORTANT: It is the responsibility of the user to verify the calibration of the instrument before each use.Note:•Pay attention to the polarity of the batteries.•Used (discharged) batteries are hazardous waste and should be disposed of properly.7. Using the ProductThis base was specially designed for more extensive adaptability of the instrument.Both the instrument and the base can be connected with a standard tripod by 5/8"-11 thread and camera tripod by1/4" – 20 thread.With the use of its base,the instrument can be freely rotated,hung on the wall,attached to a metal plate,or bound on staff or pipe with use of its strap.1.As shown in fig.1,take out the special base.2.As shown in fig.2,install the instrument on the base by rotating theconnecting knob counter-clockwise.3.As shown in fig.3 and fig.4,the instrument can be rotated on the base.4.As shown in fig.5,the instrument can be hung on the wall or column bya nail.Manual Mode Operating Instructions 1.Locate the Manual Mode Button (fig.9) on the side of the instrument,above the on/off switch (fig.10).2.When the unit isturned on,push the button once to engage theManual Mode Feature.Redlight next to manual modebutton will turn on.3.Push the button a second time to turn off the Manual Mode Feature.Red light will turn off.Note:When the Manual Mode F eature isengaged,the self-leveling alarm is deactivated.Figure 9Figure 108. Self-Check and CalibrationIMPORTANT: It is the responsibility of the user to verify the calibration of the instrument before each use.1.Set the instrument on a level flat head tripod centered between two walls(marked 1 & 2) approximately 15 feet apart.(See fig.1).2.Point the instrument directly at wall 1.Turn the laser on and mark theintersection of the beams as point A.3.Turn the instrument 180 degrees so that the laser is pointed directly at wall2.Turn the laser and mark the intersection of the beams as point B.4.Move the instrument and the tripod so the laser is positioned approximately2 feet away from wall 1 (see fig.2).Level the tripod and position theinstrument on the tripod facing wall 1.Turn the laser on and mark theyour instrument is within Wall 1Wall 2Fig 1 Fig 2CalibrationRe-calibration can be performed as described below.e a level to mark a horizontal reference line on the wall.2.Power on the unit to compare the projected horizontal line with its references.Compensator has to be locked before making calibration adjustments.If it tilts,remove the side plastic screw/plug and use an allen wrench tocalibrate the unit through its side calibration hole.Rotate the allen wrenchclockwise when the horizontal line tilts right.Rotate the allen wrenchcounter-clockwise when the horizontal line tilts to the left.3.If the horizontal line is too low or too high,carefully disassemble thewindow frame by removing the outer plastic screw/plug and the inner metale an allen wrench to calibrate the adjustment screws located betweenthe glass prisms.Rotate the allen wrench clockwise when the horizontal line istoo low.Rotate the allen wrench counter-clockwise when the horizontal line istoo high.Reassemble the window frame after completing the calibration. 9. Technical SpecificationsLaser Wavelength635nm±10Laser Classification Class II (40-6620)Class IIIa (40-6625)Maximum Power Output≤1mW (40-6620) ≤5mW (40-6625) Accuracy±1/8"/35 ft.(±3mm/10m)Interior Range Up to 100 ft.(30m) depending upon lightconditions (40-6620)Up to 150 ft.(45m) depending upon lightconditions (40-6625)Self-Leveling Range±5°Power Supply 3 “AA”alkaline batteriesBattery Life Approx.battery life 35 hours continuous use Dimensions2" x 5-1/4" x 6-1/4" (51x133x159mm) Weight 2 lbs.(0.93 Kg)Working Temperature14°F to 113°F (-10°C to +45°C)Center Screw Thread5/8" – 11; 1/4" – 20IP Protection Class55©2007 Johnson Level & Tool11Installing partitions Hanging pictures Installing baseboards Dormer installation10. Application DemonstrationsFixing doors and windows Laying tile Setting pipelinesFixing cabinets12©2007 Johnson Level & Tool©2007 Johnson Level & Tool 1312. Product WarrantyJohnson Level & Tool offers a one year limited warranty on each its products.You can obtain a copy of the limited warranty for a Johnson Level & Tool product by contacting Johnson Level & Tool's Customer Service Department as provided below or by visiting us online at .The limited warranty for each product contains various limitations and exclusions.Do not return this product to the store/retailer or place of purchase.Required repair/calibration must be done by an authorized AccuLine Pro™ service center or Johnson Level & Tool's limited warranty,if applicable,will be void and there will be NO WARRANTY.Contact our Customer Service Department to obtain a Return MaterialAuthorization (RMA) number for return to an authorized service center.Proof of purchase is required.11. Care and Handling•This laser unit is a precision tool that must be handled with care.•Avoid exposing unit to shock vibrations and extreme temperatures.•Before moving or transporting the unit,make sure that the unit is turned off and is in the locked position.Failure to lock before transport or storage may cause damage to the units inner mechanisms and void warranty.•Remove the batteries when storing the unit for an extended time (more than three months) to avoid damage to the unit should the batteries deteriorate.•Always store the unit in its case when not in use.•Avoid getting the unit wet.•Keep the laser unit dry and clean,especially the laser output window.Remove any moisture or dirt with a soft,dry cloth.•Do not use harsh chemicals,strong detergents or cleaning solvents to clean the laser unit.NOTE:The user is responsible for the proper use and care of the product.It is the responsibility of the user to verify the calibration of the instrument before each use.For further assistance,or if you experience problems with this product that are not addressed in this instruction manual,please contact our Customer Service Department.In the U.S.,contact Johnson Level & Tool’s Customer Service Department at 800-563-8553.In Canada,contact Johnson Level & Tool’s Customer Service Department at 800-346-6682.13. Product RegistrationEnclosed with this instruction manual you will find a warranty card to be completed for product warranty registration.Product warranty registration can also be completed online at our web site . You will need to locate the serial number for your product that is located inside the battery cover.PLEASE NOTE THAT IN ADDITION TO ANY OTHER LIMITATIONS OR CONDITIONS OF JOHNSON LEVEL & TOOL'S LIMITED WARRANTY,JOHNSON LEVEL & TOOL MUST HAVE RECEIVED YOUR PROPERLY COMPLETED WARRANTY CARD WITHIN 30 DAYS OF YOUR PURCHASE OF THE PRODUCT OR ANY LIMITED WARRANTY THAT MAY APPLY SHALL NOT APPLY AND THERE SHALL BE NO WARRANTY.14©2007 Johnson Level & Tool14. AccessoriesAccuLine Pro™ accessories are available for purchase through authorized AccuLine Pro e of non-AccuLine Pro accessories will void any applicable limited warranty and there will be NO WARRANTY. If you need any assistance in locating any accessories,please contact our Customer Service Department.In the U.S.,contact Johnson Level & Tool’s Customer Service Department at 800-563-8553.In Canada,contact Johnson Level & Tool’s Customer Service Department at 800-346-6682.©2007 Johnson Level & Tool1516©2007 Johnson Level & Tool。
汉泰2d10说明书
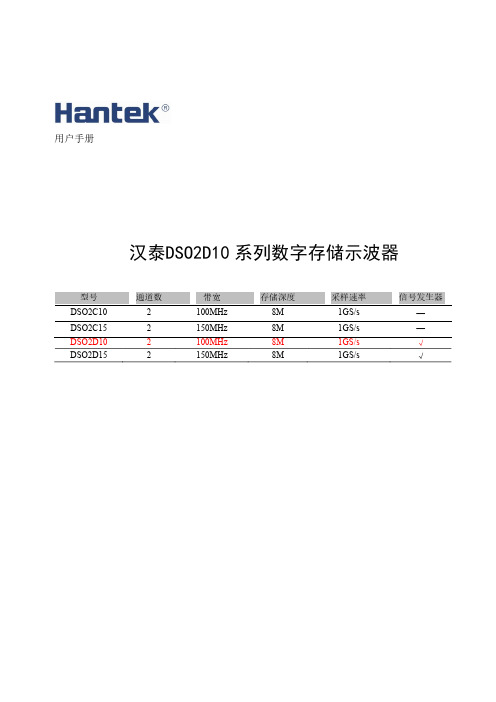
用户手册汉泰DSO2D10系列数字存储示波器型号通道数带宽存储深度采样速率信号发生器DSO2C10 2 100MHz 8M 1GS/s —DSO2C15 2 150MHz 8M 1GS/s —DSO2D102100M Hz8M1G S/s√DSO2D152150M Hz8M1G S/s√常规安全事项概要仔细阅读下列安全性预防措施,以避免受伤,并防止损坏本产品或与本产品连接的任何产品为避免可能的危险,请务必按照规定使用本产品。
只有专业授权人员才能执行维修。
避免起火或人身伤害。
使用正确的电源线。
只使用所在国家认可的本产品专用电源线。
正确连接与断开。
在探头连接到被测量电路之前,请先将探头连接示波器;在探头与示波器断开之前,请先将探头和被测电路断开。
将产品接地。
为避免电击,本产品通过电源线的接地导体接地,接地导体必须与地相连在连接本产品的输入或输出端前,请务必将本产品正确接地。
正确连接探头。
探头地线与地电势相同请勿将地线连接到高电压上。
查看所有终端额定值。
为避免起火或过大电流的冲击,请查看产品上所有的额定值和标记说明。
请在连接产品前查阅产品手册以了解额定值的详细信息。
请勿开盖操作。
外盖或面板打开时请勿运行本产品。
避免电路外露。
电源接通后请勿接触外露的接头和元件。
怀疑产品出现故障时,请勿进行操作。
如果您怀疑此产品已被损坏,可请合格的维修人员进行检查。
保持适当的通风。
请勿在潮湿环境下操作。
请勿在易燃易爆的环境下操作。
请保持产品表面的清洁和干燥。
安全术语和符号产品上的术语。
产品上可能出现以下术语:危险表示您如果进行此操作可能会立即对您造成损害。
警告表示您如果进行此操作可能不会立即对您造成损害。
注意表示您如果进行此操作可能会对本产品或其它财产造成损害。
产品上的符号。
产品上可能出现以下符号:警告保护性接地测试接地端外壳接地端子产品报废处理设备回收:生产该设备需要提取和使用自然资源。
如果对本产品的报废处理不当,则该设备中包含的某些物质可能会对环境或人体健康有害。
十字架自动焊机安全操作及保养规程

十字架自动焊机安全操作及保养规程前言随着工业自动化程度的不断提升,自动焊接技术越来越广泛应用于制造业中。
十字架自动焊机作为一种自动化设备,其效率和稳定性得到广泛认可。
但是,应该注意对十字架自动焊机进行正确的操作和保养,以避免可能的事故和损坏设备。
安全操作规程1. 穿戴适当的个人防护设备个人防护设备包括安全帽、工作服、手套、耳塞等,穿戴适当的个人防护设备,可以保护操作人员的安全和健康。
在进行自动焊接过程中,应特别注意保护眼睛和皮肤,不要直接朝向焊接光弧。
2. 使用合适的焊接电极和材料根据不同的焊接要求,使用合适数量和规格的焊条、焊丝等材料。
如果使用不正确的焊接材料,可能会对焊接效果产生影响,严重时会导致设备的损坏和事故的发生。
3. 确认工作环境,避免干扰在进行自动焊接过程中,应确保工作环境的清洁和整洁。
避免产生干扰物,比如:噪音、灰尘、水气等。
同时,也应该注意避免其他人员靠近工作区域,防止意外的发生。
4. 熟知设备的操作步骤在进行自动焊接之前,必须了解设备的操作步骤。
通常,设备的操作步骤会在操作手册中有详细的说明。
其中包括设备的操作流程、可能发生的问题和处理方法等内容。
5. 避免操作失误在进行自动焊接的过程中,应避免操作失误,安全地进行焊接过程。
如果发现操作错误,应立即停止操作,并通知设备负责人进行处理。
保养规程1. 定期进行检查和维护在使用十字架自动焊机之前,必须彻底清洁设备,并进行检查和维护。
定期检查和维护,可以确保设备的正常工作,并延长其使用寿命。
2. 保持设备的干燥和清洁十字架自动焊机应该保持干燥和清洁,避免湿气、灰尘和其他杂物进入设备,这些物质可能导致设备损坏或故障。
定期进行清洁和检查,可以避免此类问题的发生。
3. 保养电气系统和机械系统十字架自动焊机的电气系统和机械系统都需要进行定期的维护和保养。
电气系统必须定期更换电路元件和线路,机械系统则需要进行润滑和清洁。
4. 避免过度工作十字架自动焊机在长时间内连续工作时,可能会出现过度工作的现象,导致设备损坏或机械失灵。
美国德赢 10 型电气-气动定位器使用说明书

K10Intrinsically Safe Electro-Pneumatic Positioner Operating ManualPneumatic ConnectionSingle Acting Actuator (Spring Return):For single acting actuators Outlet Port 2 is tobe plugged. Outlet Port 1 is to be piped to theactuator inlet port that acts against the spring.(Increasing signal causes pressure to increasein Outlet Port 1 of the positioner).Double Acting Actuator (Double Return):For double acting actuators Outlet Port 2 ispiped to drive the actuator towards the failposition. Outlet Port 1 is piped to drive theactuator away from the fail position. (Increas-ing signal causes pressure to increase in OutletPort 1 of the positioner and pressure todecrease in Outlet Port 2 of the positioner).Note: Air supply to the positioner must beclean, dry, oil free instrument air per ISA-S7.3.Maximum supply pressure is 120 psi. All pneumatic connections are 1/4” NPT. Electrical ConnectionThe electrical connection (4-20 mA Loop Input) to the K10 positioner is polarity sensi-tive. Connect the 4-20 mA Loop Input to ter-minal block J1 on the Connector Board as shown on the right (Positive lead to terminal point 3 and negative lead to terminal point 2). The wire size can range from 20 to 14 AWG.ConduitOpening4-20 mAInput (+)4-20 mAInput (-)Position Sensor Initial Angle (Setting Mode)The K10’s Position Sensor, which measures the absolute position of the valve, has a limited operating angle for proper position measurement. The Position Sensor must remain within the operating angle in both the open and fail valve positions. This is accomplished by initially setting the Position Sensor angle while the valve is in the fail position. The K10 has a mode of operation to accomplish the setting of this initial angle using the following steps.1. Apply loop current to the positioner and adjust to12 mA.2.Press & hold both the high and low buttons untilthe actuator is driven to span position. Release both buttons to remove air pressure from Outlet Port 1.3. If the valve fails clockwise and strokes counter-clockwise, then set switch SW1 to the CCW position. If the valve fails counter-clockwise and strokes clockwise, then set switch SW1 to the CW position (see figure to right).4.With no buttons pressed and the actuator in thefail position, push the Main Shaft Gear (larger of the two) down until it disengages from its shaft locking position.5.Rotate the Main Shaft Gear (both gears willturn), until only the green LED is flashing.Note: If the LED is already green, skip 5 and go to 6.6.Pull up the Main Shaft Gear allowing it to re-engage on the shaft locking it into position.7.Press and hold the High Calibration button untilthe valve fully strokes away from the fail position while watching the LED’s. The red or yellow LED’s must not light as long as the High Cal but-ton is being held down. If the red or yellow LED lights while the High Cal button is being held down, then the Position Sensor Orientation and Actuator air piping are out of phase. Correct the phase error by changing the position of SW1 and repeat this procedure starting from step 2.8.Release the High Calibration button and watch the red LED. The red LED will flash until the valve reaches the fail posi-tion.9.Press the Low Calibration button to exit the Position Sensor Setting Mode (if no buttons are pushed then this mode willtime out automatically in about 2 minutes).Main Shaft GearPosition SensorGearSwitch (SW1)CCWCWCalibrating The K10 PositionerOnce the K10 and actuator have been connected and the initial angle has been set. Low and High Calibration can be performed on the K10. Low Calibration refers to the input current value that drives the valve into the fail position. High Calibration refers to the input current value that drives the valve into the Span Position. Calibration adjusts parameters internal to the K10 that are specific to the actuator, and input current values. The parameters that are adjusted are, the Gain of the K10 servo loop. the end position (Zero/Span) of the valve travel, and Drop-Off point (input current level at which the transducer is forced to the extreme position, to insure that the valve is fully open or closed). The calibration routine uses the input current value to set it’s internal adjustment, so it is important that the input current does not change during the calibration routine.To Do a Low Calibration: (Zero Position)1.Set the Input Current level to the value that drives the valve into the fail position (typically 4 mA).2.Start the Low Calibration routine by pressing and holding the LOW CAL button on the K10 until the Yel-low LED flashes.3.Observe the flashing Yellow LED on the K10 which denotes the various stages of the calibration routine:a.) Flashing 1 time indicates Zero position set routine.b.) Flashing 2 times indicates Transducer Self Calibration routine.c.) Flashing 3 times indicates Gain setting routine.4.When the Green LED begins to flash the Calibration is completed. If the Red LED flashes this is an indica-tion that one of the Calibration routines could not be completed. The number of Red LED flashes indicates the calibration routine that failed.To Do a High Calibration: (Span Position)1.Set the Input Current level to the value that drives the valve into the span position (typically 20 mA).2.Start the High Calibration routine by pressing and holding the HIGH CAL button on the K10 until the Yel-low LED flashes.3.Observe the flashing Yellow LED on the K10 which denotes the various stages of the calibration routine:a.) Flashing 1 time indicates Span position set routine.b.) Flashing 2 times indicates Transducer Self Calibration routine.c.) Flashing 3 times indicates Gain setting routine.4.When the Green LED begins to flash the Calibration is completed. If the Red LED flashes this isan indication that one of the Calibration routines could not be completed. The number of Red LED flashes indicates the calibration routine that failed.Calibration Complete:******Note: For split range enter desired input values during low & high calibration.Advanced FunctionsThe K10 has the ability to change the calibration settings (Gain, Zero, Span, and Drop-Off) manually. This function was intended to make minor changes in the calibration values after doing the Low and High calibration. Some examples where this might be used are decreasing the Gain if the valve still shows some overshoot on rapid position changes, or increasing the High Drop-Off point so it will not be in effect at 20mA. Exercise caution if using the manual calibration, mis-adjustment of these settings on the K10 positioner can result in erratic behav-ior or failure of operation, and may require resetting the EEPROM before auto-calibration can be performed again.To Do a Manual Calibration Adjustment:Before performing a Manual Calibration Adjustment the positioner needs to be calibrated as described previ-ously.1.Apply Input Current to the K10.2.Start the Manual Calibration routine by pressing and holding the Function (center) button on the K10 untilthe Green and Yellow LED flashes.3.Observe the flashing Green and Yellow LED on the K10 which denotes the various stages of the manualcalibration routine, pressing the Function (center) button again advances to the next stage:a.) Flashing 2 time indicates Manual Gain adjustment.b.) Flashing 3 times indicates Low Drop-Off adjustment.c.) Flashing 4 times indicates Zero position adjustment.d.) Flashing 5 times indicates High Drop-Off adjustment.e.) Flashing 6 times indicates Span position adjustment.4. To alter any characteristics of the positioner follow the following steps:a.) Manual gain Increase the positioner gain by pressing and holding the High Cal button. Decrease thePositioner gain by pressing and holding the Low Cal button. The maximum adjust-ment has been achieved when the red LED lights.b.) Low Drop-Off Increase the mA input signal that the positioner drops output port 1 pressure by press-ing the High Cal button. Decrease the mA input signal that the positioner drops outputport 1 pressure by pressing the Low Cal button.c.) Zero position[To adjust the zero position to a point other than the hard stop of the valve the Lowcalibration of the positioner must have been performed at a current slightly lower thanthe zero position current. (Ex. If the zero position current is 4.0 mA the Low Calibra-tion as described in the previous section needs to be performed at 3.9 mA.)]Increase the zero position by pressing and holding the High Cal button. Decrease thezero position by pressing and holding the Low Cal button. Continue to increase ordecrease the zero position by repeatedly pressing and holding the buttons.d.) High Drop-off Decrease the mA input signal that the positioner drops output port 2 pressure bypressing and holding the Low Cal button. Increase the mA Input signal that the posi-tioner drops output port 2 pressure by pressing the High Cal button.e.) Span Position [To adjust the span position to a point other than the hard stop of the valve the Highcalibration of the positioner must have been performed at a current slightly higherthan the span position current. (Ex. If the span position current is 20.0 mA the Highcalibration as described in the previous section needs to be performed at 20.1 mA.)]Decrease the span position by pressing and holding the Low Cal button. Increase thespan position by pressing the High Cal button.5. The Input Current can be changed during the test to observe the adjustment effects on the K10 behavior.6. To save the adjustments and exit the Manual Calibration Mode the Function (center) button must be heldfor approximately 5 seconds (green and yellow flashing LED’s will change to flash just green when adjust-ments are saved) This procedure to save and exit can be performed from any stage during the Manual Cal-ibration.7. Pressing the Function (Center) button during the High Drop-Off adjustment exits the Manual CalibrationMode without saving any adjustments made.Dip SwitchesDip switch #1Off Position (Factory Setting) = Normal Acting (4 mA represents zero/Fail position and 20 mA repre-sents Span position).On Position = Reverse Acting (20 mA represents zero/Fail position and 4 mA represents Span posi-tion).Dip switch #2: NOT USED. Unit will operate with switch in either position.Dip Switch#1Dip Switch#2Dip Switches shown in factory set positionsCCWCWResetting the EEPROM Back to FactoryDefault ValuesThe positioner has an internal Electrically Erasable Programmable Read Only Memory (EEPROM)that is used to store the calibration values. These values remain in the EEPROM memory even if power is removed from the positioner. During normal operation of the positioner the EEPROM will not have to be reset. The memory may become corrupted if power to the positioner is lost while the positioner is writing to the EEPROM. which only happens at the very end of the calibration cycle or at the end of the Position Sensor Initial Angle setup. This memory can be reset back to factory default values by holding down the HIgh Cal button while the positioner is being powered up. After the EEPROM is reset, the positioner will have to be calibrated again.Reversing the 4mA and 20mA Positions (Reverse Acting)Normally 4mA of input current represents the closed valve position and 20mA represents the open valve position. The positioner has the option to switch this so 20mA represents the closed valve position and 4mA represents the open valve position. The normal mode is chosen by setting the positioner DIP Switch position 1 (the one closest to the LED’s) to the “OFF” position (toward the LED’s). The reverse acting mode is chosen by setting the positioner DIP switch position 1 to the “ON” position (away from the LED’s). The positioner should be calibrated again any time the switch position is changed.Setting the Switches1.Operate the actuator to one extreme. Choose the switch you would like to signal this position (upperor lower switch). Disengage the appropriate switch cam from the spline by pushing or pulling against the spring (push down for the upper switch, lift up for the lower switch).2.Turn the cam until the switch is activated. Activation of the switch can be monitored using a continuitytester or equivalent means.3. Release the cam allowing it to re-engage with the spline.4. Operate the actuator to the opposite extreme and repeat steps 1 through 3 for the other switch.Wiring SchematicTOP CAMPUSH DOWNTURN & RELEASEBOTTOM CAMLIFT UPTURN & RELEASETOP CAMPUSH DOWNTURN & RELEASESWITCH#1UPPERNCNOCBROWNPURPLEYELLOW123456REDBLUEORANGECNONCSWITCH#2LOWERGNDParts List1OptionalMechanical SwitchAssembly8*Item #Description1Housing Ass’y Qty 23456111111Shaft Ass’y Electronic Ass’y Transmitter (optional)Manifold Ass’y Motor Ass’y71Connector Board Ass’y81Mechanical Switch Ass’y (optional)*Void FM approval as Non-Incendive when ordered with 2-SPDT switch option .K10 product with optional switches is for use in general purpose applications only.6735241Technical DataInput Current 4 to 20 mA (Analog)Voltage Drop 9 voltsSupply Air Pressure (low) Resolution 0.5% of span Linearity ±1% of spanConduit 1 x 3/4” NPTEntriesHousing Engineered Resin (Nylon)Cover Clear Engineered Resin (Nylon)Shaft Stainless Steel Fasteners Stainless Steel HiVue Copolyester Electrical Version SPDT form CElectrical Rating15 Amps @ 125/250 VAC 10 Amps @ 24 VDC 0.5 Amps @ 125 VDC 0.25 Amps @ 250 VDC(high) 15 to 45 psi40 to 120 psi Hysteresis 0.4% of span Repeatability 0.4% of span Thermal Coefficient 3%/100°COutput Flow Rates 8.0 scfm @ 25 psi (226.5 liter/min) 16.2 scfm @ 90 psi (458.7 liter/min) Air Consumption .003 scfm @ 25 psi (.08 liter/min) .008 scfm @ 90 psi (.23 liter/min) Operating Temp. Range -40°C to 85°C (-40°F to 185°F) GainElectrically Adjustable Air Connection Ports1/4” NPTModMountEngineered Resin (Nylon)Manifold Anodized Aluminum F MAPPROVEDNon-IncendiveClass I, Div 2 Grps A,B,C,D Class II, Div 2 Grps F ,G Class III, Div 2*Void FM approval as Non-Incendive when ordered with 2-SPDT switch option .K10 product with optional switches is for use in general purpose applications only.***DimensionsAppendix AElectro-Pneumatic Positioner Transmitter Calibration Procedure1.Calibrate the Positioner per the operating manual provided with the product.2. Stroke the valve to the fully clockwise extreme.3.Depress the main shaft gear disengaging it from its locking position, take extreme care Not to Turn the main shaftgear, as this will take the positioner out of calibration.4.With the main shaft gear depressed turn the transmitter gear to the fully counter clockwise position, and note thereading (mA) of the transmitter. Next, turn the transmitter gear clockwise until the transmitter changes no more then 0.5 mA from previous reading.5.Turn the clockwise mA adjustment screw to adjust the transmitter reading to the desired output for this valve posi-tion (typically this is 4 mA or 20 mA).6.Stroke the valve to the fully counter clockwise extreme.7.Turn the counter clockwise mA adjustment screw to adjust the transmitter reading to the desired output for thisvalve position. 8.Stroke the valve between the full clockwise and counter-clockwise positions checking and readjusting the (mA) out-put as necessary.Main ShaftMain Shaft Gear mA Adjustment Screw Transmitter GearmA Adjustment Transmitter {OutputTerminals 1 & 2(Not Polarity Dependent)for clockwise positionScrew for counter-clockwise positionCWCCWCCWCW。
Proceq ZCC 2087 十字切测试仪说明书

Proceq ZCC 2087 Cross-cut Tester Instruction manualExclusion of liability (4)1Description of device (5)2Safety information (5)2.1 Symbols used (5)2.2 Safety notes and hints (5)3Delivery of device (6)3.1 Damages during carriage (6)3.2 Shipment (6)3.3 Standard delivery (7)3.4 Options (8)4Device overview (9)4.1 Flexible cutting head (10)4.2 Multi-blade cutting tool (11)5Choice of the appropriate spacing of cuts acc. to DIN EN ISO 2409 (12)6Choice of the appropriate spacing of cuts acc. to ASTM D3359 (12)7Handling Proceq ZCC 2087.1 to Proceq ZCC 2087.4 acc. to DIN EN ISO 2409 137.1 Removing loose particles (14)8Handling Proceq ZCC 2087.5 and Proceq ZCC 2087.6 acc. to ASTM D3359 .. 15 9Overview – Cross-cut classification (16)10Maintenance and cleaning (17)10.1 Maintenance which can be carried out by the user (17)10.2 Cleaning of the device (17)11Technical specifications (18)Glossary (19)Illustrations, descriptions as well as the technical specifications conform to the instruction manual on hand at the time of publishing or printing.However, Proceq SA policy is one of continuous product development. All changes resulting from technical progress, modified construction or similar are reserved without obligation for Proceq SA to update.Some of the images shown in this instruction manual may be of a preproduction model and/or are computer generated; therefore the design / features of the delivered product may differ in various aspects.The instruction manual has been drafted with the utmost care. Nevertheless, errors cannot be entirely excluded. The manufacturer will not be liable for errors in this instruction manual or for damages resulting from any errors.The manufacturer will be grateful at any time for suggestions, proposals for improvement and indications of errors.© Proceq SA1 Description of deviceThe Proceq ZCC 2087 is an ergonomically designed cross-cut tester with a special flexible cutting head with exchangeable cutting tool for evaluation of adhesion of single- or multi-coat systems.2 Safety information2.1 Symbols usedThis note comprises instructions needed to follow directions, specifications, proper working procedure and to avoid data loss, damage or destruction ofthe instrument.This note signifies a warning about dangers to life and limb if the apparatus is handled improperly. Observe these notes and be particularly careful inthese cases. Also inform other users on all safety notes. Besides the notes in this instruction manual the generally applicable safety instructions andregulations for prevention of accidents must be observed.2.2 Safety notes and hintsThe Proceq ZCC 2087 is exclusively intended for the evaluation of adhesion of single- or multi-coat systems. Any other use is considered as being not in accordance with the intentions of the manufacturer and is conducted at theuser's own risk. The manufacturer is not liable for any resulting damages.Unauthorized modifications and changes of the Proceq ZCC 2087 are notpermitted.Reproduction of the Proceq ZCC 2087 without permission is not allowed.Proceq SA refuses all warranty and liability claims for damages caused byusage of the Proceq ZCC 2087 in combination with non-originalaccessories, or accessories from 3rd party suppliers.All local safety regulations apply for the operation of the Proceq ZCC 2087.3.1 Damages during carriageOn the receipt of the goods, check for any visible damages on the packaging. If it is undamaged you may sign the receipt of the goods. If you do suspect by your visual inspection that damage has occurred, make a note of the visible damage on the delivery receipt and request the courier to countersign it. Moreover, the courier service must be held responsible for the damage in writing.If a hidden damage is discovered while unpacking, you have to inform and hold the courier liable immediately in the following way: “When opening the parcel we had to notice that … etc.“ This superficial checking of the goods has to be done within the time limit set by the carrier, which is normally 7 days. However, the period could vary depending on the courier. Hence, it is recommended to check the exact time limit when receiving the goods.If there are any damages also inform your authorized Proceq agent or Proceq SA immediately.3.2 ShipmentShould the device be transported again, it must be packaged properly. Preferably use the original packaging for later shipments. Additionally use filling material in the package to protect the device from any shock during carriage.3.3 Standard deliveryThe following parts are included in the delivery:3.4 OptionsAdhesive tape (1 roll with 65 m, width 25 mm)Adhesive tape (1 roll with 66 m, width 50 mm)Multi-blade cutting tool with 6 blades according toDIN EN ISO 2409spacing: 1 mmspacing: 2 mmspacing: 3 mmMulti-blade cutting tool according to ASTM D3359with 11 blades, spacing: 1 mmwith 6 blades, spacing: 2 mmMulti-blade cutting tool with 11 blades, spacing: 1.5mmProceq SA refuses all warranty and liability claims for damages caused by usage of the Proceq ZCC 2087 in combination with non-originalaccessories, or accessories from 3rd party suppliers.(1) Flexible cutting head(2) Ergonomic handle(3) Multi-blade cutting tool(4) Fixing screw(4) (2)(1)(3)4.1 Flexible cutting headThe Proceq ZCC 2087 is equipped with a specially designed flexible cutting head which ensures reproducible cross cuts. It avoids unbalanced pressure by the operator and provides a uniform cutting depth over the complete width. Therefore it is also suitable for untrained users.Flexible cutting head ensuresreproducible cross-cuts.4.2 Multi-blade cutting toolOur multi-blade cutting tools (3) are equipped with theamount of blades required by the relevant standard. If oneside is worn out, the multi-blade cutting tool (3) can berotated onto an unused side. We suggest to mark the wornout side, e.g. with a water proof marker and with a blacktip.•Loosen the fixing screw (4) with the Allen key.•Remove the fixing screw (4) and the multi-blade cutting tool (3).•Rotate the multi-blade cutting tool (3) to the next unused blade and re-insert it in this position.•Insert the fixing screw (4) and push the multi-blade cutting tool (3) on the guiding pin.•Refasten the fixing screw (4) with the Allen key.When all three sides of the blades are worn out, the reverse side of the blade can also be used. Remove the multi-blade cutting tool turn and re-inserted it.If all six blades are worn out, either a spare multi-blade cutting tool has to be bought at Proceq SA, respectively by an authorized Proceq agent or the multi-blade cutting tool has to be sharpened at Proceq.Correct inserting of thecutting toolThe cross-cut test is not suitable for substrates with a film thickness over 250 μm.To test film thickness over 125 μm use test method A, as described in the standard.7 Handling Proceq ZCC 2087.1 to Proceq ZCC 2087.4 acc. to DIN EN ISO2409Hold the cross-cut tester only at the handle.The flexible cutting head should always move freely.Never use your other hand or finger of the leading hand to add additionalpressure to the cutting head during testing.Always pull the cross-cut tester, never push it.If the panel is made of wood or a similar material, apply the cuts with an angle of 45° to the direction of the grain.•Place the conditioned test panels on a rigid, flat surface to prevent any deformation of the panel during the test.•Carry out the test at a temperature 23 ± 2 °C and relative humidity of 50 ± 5 %.•Hold the Proceq ZCC 2087 with the bladevertical to the test panel surface.•Make two successive cuts, the second cutcrossing the original one at 90°, generatinga lattice pattern. All cuts shall penetrate thecoating completely down to the substratesurface. The indentation depth into thesubstrate should be as low as possible.Cutting direction•Remove any loose particles from the area of cutting. For suitable methods refer to chapter 7.1 on page 14.•Carefully examine the cross-cut area and compare it with the classification table in order to determine the cross-cut value.•Test at least on three areas on the panel.•Issue a test report.7.1 Removing loose particlesAccording to the informative Annex A of the DIN EN ISO 2409 the following three methods are suitable for removing loose particles:Brushing•Brush the panel lightly using a soft brush several times backwards and forwards along the diagonals of the lattice pattern.Adhesive tape•Remove two complete laps of tape and discard.•Remove an additional length at a steady (that is not jerked) rate and cut a piece of about 75 mm long. Place the center of the tape over the lattice in adirection parallel to one set of cuts and smooth into place over the area of the lattice.•To ensure good contact with the coating, rub the tape firmly with a fingertip or the nail.•Remove the tape within 5 minutes after applying. Grasp the free end of the tape and pull it off steadily in 0.5 s to 1.0 s at an angle which is as close aspossible to 60°.Since using an adhesive tape is no longer a normative reference, it is possible to use any adhesive tape. However, we suggest to use a tape with anadhesive strength on steel between 6N and 10 N. The adhesive strength ofcoatings can differ significantly from the manufacturer's specifications on steel.Therefore it is important to always use the same adhesive tape in order to get reproducible results.Compressed air or Nitrogen•Remove all loose particles with compressed air or nitrogen.8 Handling Proceq ZCC 2087.5 and Proceq ZCC 2087.6 acc. to ASTM D3359Hold the cross-cut tester only at the handle.The flexible cutting head should always move freely.Never use your other hand or finger of the leading hand to add additionalpressure to the cutting head during testing.Always pull the cross-cut tester, never push it.•Place the test panel on a firm base.•Successively make two cuts about 20 mm (0.79 in.) long, the second cut crossing the first one at 90°, generating a lattice pattern. Cut through the film to the substrate in one steady motion using just sufficient pressure on thecutting tool to have the cutting edge reach the substrate. (For coatings havinga dry film thickness up to and including 50 μm (2 mils) – eleven cuts, forcoatings having a dry film thickness between 50 μm (2 mils) and 125 μm (5mils) – six cuts).•Brush the film lightly with a soft brush or tissue to remove any detached flakes or ribbons of coatings.•Remove two complete laps of tape and discard.•Remove an additional length at a steady (that is not jerked) rate and cut a piece about 75 mm (2.95 in.) long.•Place the center of the tape over the grid and in the area of grid smooth into place by a finger.•To ensure good contact with the film rub the tape firmly with the eraser on the end of a pencil.•Within 90 ± 30 s of application, remove the tape by seizing the free end and rapidly (not jerked) back upon itself at as close to an angle of 180° aspossible.•Inspect the grid area for removal of coating using a magnifier and rate the adhesion in accordance with the cross-cut scale.•Repeat the test in two other locations on each test panel.•Issue a test report.Cross-cut According to DIN EN ISO 2409 According to ASTM D33594:The coating has flakedalong the edges of the cutsin large ribbons and/orsome squares havedetached partly or wholly. Across-cut area greater than65 % is affected.1BThe coating has flakedalong the edges of cuts inlarge ribbons and wholesquares have detached.The area affected is 35 to65 % of the lattice.5:Any degree of flaking that cannot even be classifiedby classification 4. 0BFlaking and detachment worse than classification1B.10 Maintenance and cleaning10.1 Maintenance which can be carried out by the userThe user is only allowed to carry out the following maintenance and cleaning work: • Outer cleaning of the device as described belowAll other maintenance and repair work shall only be carried out by Proceq SA or your authorized Proceq agent, otherwise all the guarantee and liability claims will be void.10.2 Cleaning of the deviceFor cleaning of the aluminium housing use a proper, soft cloth. Only use soft cleaning agents.Do not use aggressive solvents or cleaning agents.If the device has to be disinfected, do not use disinfectants that contain sodium hydroxide.Material head: r ed anodised aluminiumMaterial multi-blade cutting tool: hardened steelDimensions (LxWxH): 160 x 26 x 80 mm (6.30 x 1.02 x 3.15“) Weight: 245 g (0.54 lbs)AAdhesive tape (14)BBrushing (14)CCleaning the device (17)Compressed air or nitrogen (14)Cross-cut values (16)Cutting headf (10)DDamages during carriage (6)DeviceDamages (6)Delivery (6)Description (5)Standard delivery (7)Device overview (9)EEvaluation (16)Exclusion of liability (4)Extent of delivery (7)FFlexible cutting head (10)HHandlingacc. to ASTM D3359 (15)acc. to DIN EN ISO 2409 (13)IInstrumentDamages (6)Delivery (6)Description (5)Standard delivery (7)MMaintenance (17)Multi-blade cutting tool (11)NNitrogen (14)OOptions (8)PParticle removing (14)RRemoving loose particles (14)SSafety information (5)Shipment (6)Spacing of cutsacc. to ASTM D3359 (12)acc. to DIN EN ISO 2409 (12)TTechnical specifications (18)TransportationDamages (6)VValues (16)Subject to change. Copyright © 2017 by Proceq SA, Schwerzenbach. All rights reserved. Version 1.5 dated 25.07.2017。
列表简述十字开关的操作说明。

列表简述十字开关的操作说明。
接线主要看你想怎么控制这个开关了,这种开关一般有8个接口,两两结合分为四种选项:U(上)、D(下)、L(左)、R(右)。
将这四个选项各找出一个端口,跳接到一起接入电源,剩下四个端口接入需要控制的设备就行了。
十字摇杆开关原理如下:摇杆电位器在直流电路中作为电流调节使用时,将有电流通过摇杆电位器的滑动臂,此时由于阳极氧化的原因会导致电阻值异常增加。
在这种情况下,建议将连接电阻体的端子接负极,滑动臂接正极。
如果直流电流直接通过摇杆电位器,摇杆电位器的阳极就会受到氧化损伤,从而让摇杆电位器的阻抗变大,因此最好是将电流的负极接在跟碳膜片接触的端子上,正极接在跟刷子(摇杆电位器接触片)的端子上。
机电一体化课设(十字滑台)说明书

目 录1绪论 (1)1.1课程设计的背景 (1)1.2课程设计的目的和意义 (1)1.3双坐标十字滑台的技术指标及主要内容 (1)1.3.1技术指标 (1)1.3.2主要内容 (1)2双坐标十字滑台整体结构设计 (2)2.1总体方案确定 (2)2.2滚珠丝杠的设计 (3)2.2.1计算载荷C F (3)2.2.2计算额定动载荷a C ' (3)2.2.3根据a C '选择滚珠丝杠副 (3)2.2.4稳定性验算 (4)2.2.5刚度验算 (5)2.2.6效率验算 (6)2.2.7丝杠的消隙 (6)2.3滚珠丝杠的固定端选择 (6)2.4滚动导轨 (6)2.5步进电机的选择 (7)2.5.1步距角的确定 (7)2.5.2减速器传动比计算 (7)2.5.3电动机轴上总当量负载转动惯量计算 (8)2.5.4惯量匹配验算 (8)2.5.5步进电动机负载能力校验 (8)2.6减速器参数设计 (11)2.6.1选定齿轮类型、精度等级、材料及齿数 (11)2.6.2按齿面接触疲劳强度设计 (11)2.6.3轴承的选择 (12)2.6.4联轴器的选择 (12)3双坐标十字滑台控制系统设计 (13)3.1设计目的 (13)3.2设计任务 (13)3.3设计步骤 (14)3.4数控编程及电气控制部分设计过程 (14)3.4.1总体设计方案的选择及确定 (14)3.4.2硬件控制电路设计 (14)3.4.3软件设计 (15)3.5程序清单 (21)3.5.1显示子程序 (21)3.5.2键盘子程序设计 (22)3.5.3中断 (25)3.5.4主程序设计 (27)4心得体会 (28)5参考文献 (30)1绪论1.1课程设计的背景机电一体化系统是综合多个学科的系统,包括机械技术,传感器技术,测试技术,电子技术和控制技术,信息与计算机技术。
它极大推动了机械工业,兵器行业及其他行业的发展。
其技术结构,产品结构,技术功能与构成,生产方式和管理体系均发生了巨大的变化。
LJ-XT十字线发生器简明使用指南

本设备前面板共有8个按键,通过这些按键可以实现两大类的功能·单独控制各条线的位置和颜色,对于此类操作,由于线比较多,因此无论横线还是竖线,要移动该条线或改变其颜色,必须先选中该条线,然后才能移动,选线由按键“SELECT LINE”实现,而移动选中的线由按键“MOVE LINE”实现。
·实现诸如线模式选择、键盘锁定解锁等控制功能,通过“MODE”键与其它按键组合实现。
具体操作如下表所示:为了方便描述,对面板的每个按键均作了编号,分别分别为L1、L2、L3、L4、L5、L6、L7、L8具体如下面示意图所示LJ-XT系列十字线发生器 简明使用指南单按L6键,单步移动处于焦点的竖线,步长为1像素。
连击L6键并长按,连续快移处于焦点的竖线,步长为3像素。
单按L4键,单步移动处于焦点的横线,步长为1像素。
连击L4键并长按,连续快移处于焦点的横线,步长为3像素。
单按L5键,单步移动处于焦点的横线,步长为1像素。
连击L5键并长按,连续快移处于焦点的横线,步长为3像素。
按照如下特定顺序操作按下L8键并保持不放;按下L1键;松开L1键;松开L8键;线模式由当前模式切换到下一种模式。
按照如下特定顺序操作按下L8键并保持不放;按下L2键;松开L2键;松开L8键;键盘锁定完成。
键盘解锁操作与锁写操作一样。
按照如下特定顺序操作按下L8键并保持不放;按下L7键;松开L7键;松开L8键;完成参数的保存。
垂直线右移长按L6键,连续慢移处于焦点的竖线,步长为1像素。
线模式切换键盘锁定与解锁手动保存设置长按L4键,连续慢移处于焦点的横线,步长为1像素。
水平上移水平下移长按L5键,连续慢移处于焦点的横线,步长为1像素。
LJ-DXT01使用说明书是一种结合单片机技术的全数字化定位专用电子线发生器。
该产品内置高清晰视频转换模块,可直接把CCD输出,可直接把CCD输出的模拟信号转换成VGA信号在显示器上显示,同时输出OSD图形(四水平线、四垂直线、四十字线)在屏幕上显示。
十字划格器

产品概述十字划格器又叫十字划格仪、附着力划格器、百格检测仪、百格法检测仪、百格法测试、百格法附着力检测、十字划格器价格、十字划格器厂家、漆膜划格仪、百格刀、百格测试刀、百格测试仪、附着力测试仪、划格式检测仪、百格刀是广大油漆厂商及表面处理厂家必备之附着力测试仪器、百格测试刀价格、百格测试刀厂家、百格刀标准、百格刀测试仪、百格刀价格、百格刀品牌、百格刀厂家、百格刀测试、附着力检测仪、百格刀测试仪、附着力划格器、拉拔式附着力测试仪、涂层附着力测试仪、附着力测试、百格刀、附着力检测仪、附着力测试标准、附着力、油漆附着力测试、拉力测试仪、涂层附着力测试仪、拉脱法附着力测试仪是用来测量油漆,涂料,防腐层,电镀层粘结在基材的牢固程度的一款仪器。
百格刀是广大油漆厂商及表面处理厂家必备之附着力测试仪器。
百格刀以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的抗性。
主要适用于有机涂料划格法附着力的测定。
不仅适用于实验室,也可用于各种条件下的施工现场。
一、产品用途OU4000百格测试仪测试附着力符合标准:GB/T9286-98、ISO2409-72、DIN53151、BS 3900 E6/ASTM D3359 注:产品颜色银灰色.二、产品说明该仪器主要适用于有机涂料划格法附著力的测定。
不仅适用於实验室,也可用於各种条件下的施工现场。
三、工作原理和适用范围该仪器以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的附著效果。
四、技术指示1、多刃切割刀间距分别:1+0.01mm,2+0.01mm。
2、多刃切割刀齿顶直线度分别:≯0.003mm≯0.006mm。
3、多刃切割刀工作齿尖宽度:≯0.05mm。
4.刀齿间距:1mm/2mm/3mm。
5.漆膜厚度:60um/120um/250um 。
五、操作与使用方法1、试片必须按ISO1514及ISO2828的规定制备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
十字线发生器
用户手册
华显光学---以显微技术为解决方案,
为用户提供最为实用的光学仪器
目录
1. 概述 (3)
1.1 说明 (3)
1.2 简介 (3)
1.3 功能特点 (3)
1.4 典型应用 (4)
1.5 主要性能指标 (4)
1.6 选型指南 (5)
2. 面板介绍 (6)
2.1 前面板 (6)
2.2 后面板 (7)
3. 使用方法 (7)
3.1开机自检 (7)
3.2 操作方法 (7)
4. 疑难解答 (9)
4.1 用户答疑 (9)
4.2 常见问题处理 (10)
5. 维护及保养 (10)
5.1 日常维护和保养 (10)
5.2 运行时的维护及保养 (11)
5.3 长期停放时的维护及保养 (11)
1. 概述
1.1 说明
感谢您使用我司十字线发生器产品。
为了确保您正确使用该系列产品,请认真阅读这本手册。
本手册将从十字线发生器的功能特点、使用、常见问题及解决、维护与保养四方面进行具体说明。
1.2 简介
十字线发生器是一种专用的电子线发生器,可直接通过AV/S端子与摄像机连接,将摄像机的模拟图像信号直接转换为VGA信号在显示器上输出,同时,在原图像的基础上叠加各种图形(水平线、垂直线和坐标值等),以用于产品的检测。
HRC-3系列十字线发生器为本公司研发的第三代十字线发生器,拥有深入到芯片级的完整自主知识产权,图像信号的所有数字处理均采用自行研发的芯片实现。
由于拥有自主的核心技术,使得我们可以针对机器视觉方面的特殊需求进行专门的优化,独有的改进型双线性内插值算法,保证了图像中物体的形态和比例能得到真实、准确的还原,更适于工业检测;全数字化的图像叠加处理保证了所叠加的线稳定无漂移;另外,本设备采用低功耗设计,发热量极低,适合高温及长期开机工作的环境。
本系列十字线发生器历经两代十字线发生器的积淀,而且从研发之初就将设备的稳定性和可靠性做为首要目标,设计上,每一个环节均精雕细琢,力求尽善尽美,对恶劣及异常的工作环境中可能遇到的问题也进行针对性的防范和保护,因此,稳定性和可靠性是本十字线发生器的最大特点,特别适合那些对稳定性和可靠性有特殊要求的用户使用。
1.3 功能特点
●实现AV/S-Video输入转VGA信号输出功能,输出分辨率为1024×768;
●支持8种线工作模式,分别为:线全隐藏模式、单十字线模式、双横线模式、
双竖线模式、双十字线模式、四横线模式、四竖线模式、四十字线模式;
●线宽1像素,精细线条,每条线条均可独立全屏移动,无漂移,同时显示对
应的坐标值;
●根据需要,可以单独设置各条水平线(垂直线)的颜色;
●支持工作状态存储功能,可手动存储当前工作状态,下次开机后自动调出;
●支持键盘锁定功能。
1.4 典型应用
●微焊接系统的显示定位;
●CCD监视定位系统;
●磁头生产线安装定位指示;
●网印机械视觉对位系统;
●印制电路板(PCB)补线机摄象机精确定位指示;
●手机接口组件零部件的装配精度检验;
●玻璃切割机视觉定位指示;
●工装夹具的定位;
●数控钻床的仿真编程定位。
1.5 主要性能指标
●技术指标
视频输入为标准PAL或NTSC信号制式;
图像采集最大分辨率:
PAL 720×576;
NTSC 720×480;
图像输出分辨率:1024×768(70Hz);
●设备接口
输入:
1个AV端子
1个S-Video
8按钮键盘
输出:
1个VGA D-SUB接口
●设备供电
DC,5V;
功耗=2.25W
●环境条件
工作温度: 0︒C ~ +40︒C;
存储温度:-20︒C ~ +55︒C;
相对湿度: 20% ~ 80%。
结构要素
体积尺寸:220 mm×100mm×48 mm;
整机净重:0.7Kg。
1.6 选型指南
HRC-3系列十字发生器根据视频输入接口和视频制式的不同,分为四个不同的型号,具体见见下表
选型时请根据与十字线发生器配套的视频源的接口形式和视频制式选择对应的十字线发生器。
2. 面板介绍2.1 前面板
1.电源开关
2.电源指示灯
3.水平线选择按钮
4.垂直线选择按钮
5.垂直线左移按钮
6.水平线上移按钮
7.水平线下移按钮
8.垂直线右移按钮
9.线条颜色切换按钮
10.模式选择按钮
2.2 后面板
1.VGA输出接口,用于与显示器连接
2.AV端子,输入,与视频源连接,如摄像机等
3.S端子,输入,与视频源连接
4.5V电源接口,内正外负
3. 使用方法
3.1开机自检
将电源线接于设备后部插座内,使用视频线将设备与显示器相连,打开设备的电源开关,此时设备应有以下反应:
1.电源指示灯亮。
2.显示器上有图像输出,同时在图像上面有4根水平线和4根垂直线,在
显示器的右上角有上面8根线的位置指示。
如果设备开机自检不正常,请及时与本公司联系。
3.2 操作方法
本设备前面板共有8个按键,通过这些按键可以实现两大类的功能
单独控制各条线的位置和颜色,对于此类操作,由于线比较多,因此无论横线还是竖线,要移动该条线或改变其颜色,必须先选中该条线,然
●然后才能移动,选线由按键“SELECT LINE”实现,而移动选中的线由按
键“MOVE LINE”实现。
●实现诸如线模式选择、键盘锁定解锁等控制功能,通过“MODE”键与其
它按键组合实现。
具体操作如下表所示:
为了方便描述,对面板的每个按键均作了编号,分别为P1、P2、P3、P4、P5、P6、P7、P8,具体如下面示意图所示
4. 疑难解答
4.1 用户答疑
Q:为什么贵公司的产品采用手动保存而非自动保存的方式?
A:工作状态信息是需要保存到EEPROM电可擦写存储器中,由于EEPROM具有固
定的擦写次数限制(约10万次),超过这个次数EEPROM就会失效,而自动保存的功能由于需要频繁擦写EEPROM保存信息,会极大地影响EEPROM的寿命,虽然用户使用时不易察觉到这个问题,但长期使用后存在一定的隐患,因此,出于对用户负责的态度,我们采用了手动保存的设计。
Q:贵公司产品新增的键盘锁定功能有什么实用价值?
A:当用户设置好所需的模式和线位置后,可以通过键盘锁定的功能锁定键盘,防止误操作。
4.2 常见问题处理
常见问题及处理方法如下表所示:
5. 维护及保养
5.1 日常维护和保养
应确保设备的使用环境干净、干燥。
请勿剧烈振动、摇晃或用力敲打设备。
避免在过高或过低温度的环境下使用设备,避免设备暴露在强烈日光下或湿度较高的环境中。
请保持设备远离强电磁场,远离水源及灰尘较多的地方使用。
应保证本设备供电电源的接地良好,防止静电。
对于电压不稳定的地区,建议配备稳压电源。
清洁设备时,请勿使用化学制品擦拭机身,如:汽油、稀释剂等。
当设备出现故障时,应立即切断电源,停止使用。
请勿私自拆开或维修,应及时与我公司联系。
5.2 运行时的维护及保养
设备运行过程中,应注意防震和防压,以免引起设备工作不正常。
请勿在带电状态下插拔本设备及外设。
5.3 长期停放时的维护及保养
如果较长时间不使用设备,请每隔六个月对设备进行状态检查。
设备长期停放时,注意防潮、防虫、防腐蚀等。