基于PLC的物流堆垛机控制系统设计毕业设计
电气专业+基于PLC的仓库堆垛机控制系统设计-毕业论文

---文档均为word文档,下载后可直接编辑使用亦可打印---摘要摘要:随着社会飞速发展,电子商务交易下,货物的流通量日益增长,使得人工对货物的控制也显得效率不高,劳动强度大;本文以Siemens S7-200系列PLC为控制器,结合上位机组态软件Wincc,设计、模拟了自动仓库货物控制系统,上位机与PLC的系统的数据交换采用OPC Scout协议技术;系统大概工作过程为:货物经检录入仓后,经机器人取货放入主传送带,主传送带一侧的传感器对货物进行分析检测,传感器信号传达至PLC,PLC输出相应命令驱动气动执行机构,进行货物的控制,货物被拣入缓存仓后经机器人取货至出仓,或者分发到立体仓库经堆垛机进行货物的储存;系统体现了现代自动化技术,运行稳定的同时更易于操作员的监控。
关键词:PLC 控制系统自动化ABSTRACTABSTRACT:With the rapid development of society, under the e-commerce transaction, the circulation of goods is increasing, making the control of the goods too inefficient and labor intensive; this article uses the Siemens S7-200 series PLC as the controller, combined with the upper unit Wincc software, designed and simulated the automatic warehouse cargo control system, the data exchange between the host computer and the PLC system adopts the OPC Scout protocol technology; the system probably works as follows: after the goods are checked into the warehouse, the robot picks up the goods and puts them into the main conveyor belt. The sensor on the side of the main conveyor belt analyzes and detects the goods, the sensor signal is transmitted to the PLC, and the PLC outputs the corresponding command to drive the pneumatic actuator to control the goods. After the goods are picked up into the buffer warehouse, the robot picks up the goods to the warehouse, or distributes them. The warehouse is stored in a three-dimensional warehouse through a stacker; the system embodies modern automation technology, which is stable and easy to monitor by operators.Keywords: PLC control system automation目录摘要 (I)ABSTRACT (II)目录 (III)1 绪论 (1)1.1 研究背景及内容 (1)1.2 仓库货物控制系统概述 (1)1.3 堆垛机的概述 (2)2 仓库堆垛机控制系统总体方案设计 (3)2.1 控制系统总体设计 (3)2.2 控制系统设计的基本原则 (3)2.3 控制系统设计的主要内容 (4)2.4 堆垛机系统的控制要求 (6)3 仓库堆垛机控制系统的硬件设计 (8)3.1 PLC选型 (8)3.2 电机选型 (10)3.3 传感器选型 (10)4 仓库堆垛机控制系统的软件设计 (12)4.1 系统涉及软件 (12)4.2 系统主流程图 (19)4.3 控制系统子程序 (20)5 仓库堆垛机控制系统的组态设计 (22)5.1 组态软件 (22)5.2 组态设计 (23)6 结论 (31)致谢 (32)参考文献 (33)1 绪论1.1 研究背景及内容控制作业是仓库货物运输的关键环节。
基于PLC的立体仓库堆垛机监控系统设计论文

基于PLC的立体仓库堆垛机监控系统设计论文摘要:立体仓库堆垛机是一种高效的货物存储和搬运设备,广泛应用于物流行业。
为了实现对立体仓库堆垛机的监控和控制,本论文基于PLC技术设计了一个立体仓库堆垛机监控系统。
该系统采用了PLC作为主控制器,通过传感器实时监测货物的位置和状态,并通过人机界面呈现给操作员,实现对立体仓库堆垛机的远程监控和控制。
经过实际应用验证,该系统具有高效、稳定和可靠的特点,可以实现对立体仓库堆垛机的自动化管理。
1. 引言立体仓库堆垛机是一种现代化的货物存储和搬运设备,具有高效、快捷和节省空间的特点,被广泛应用于物流行业。
传统的立体仓库堆垛机需要操作员进行人工控制和监控,效率低下且易出错。
为了提升立体仓库堆垛机的工作效率和安全性,本论文设计了一个基于PLC的立体仓库堆垛机监控系统。
2. 系统设计2.1 硬件设计本系统的硬件设计主要包括PLC、传感器和人机界面。
PLC作为主控制器,接收传感器信号并控制输出信号,完成对立体仓库堆垛机的监控和控制任务。
传感器主要用于监测货物的位置和状态,包括货物的高度、重量和是否有货物堵塞等。
人机界面通过显示屏实时显示货物的位置和状态,并提供操作界面给操作员。
2.2 软件设计本系统的软件设计主要包括PLC程序、数据库和人机界面程序。
PLC程序通过读取传感器信号和数据库的数据来实现对立体仓库堆垛机的监控和控制。
数据库存储着货物的位置和状态信息,实时更新并提供给人机界面显示。
人机界面程序通过与PLC进行通信,实现对立体仓库堆垛机的远程监控和控制。
3. 系统实现系统实现过程中,首先进行了硬件的搭建和连接,确保PLC、传感器和人机界面正常工作。
然后编写了PLC程序,对传感器信号进行处理,并根据货物位置和状态控制输出信号。
同时,设计了数据库结构,建立了与PLC程序的数据通信。
最后,开发了人机界面程序,实现了对货物位置和状态的实时监控和控制。
4. 系统评估经过实际应用验证,本系统具有高效、稳定和可靠的特点。
基于PLC的堆垛机控制系统设计
基于PLC的堆垛机控制系统设计基于PLC的堆垛机控制系统设计摘要:堆垛机是一种广泛应用于各个领域的自动化物流设备。
在堆垛机运行过程中,控制系统起着至关重要的作用。
本文基于PLC(可编程逻辑控制器)为堆垛机设计了一套控制系统,以提高堆垛机的自动化程度、工作效率和安全性。
关键词:PLC;堆垛机;控制系统;自动化;效率;安全性。
1. 引言堆垛机是一种高效、安全且环保的物流设备,被广泛应用于各个领域。
它可以自动执行货物的存储、取出和转运等操作,大大提升了生产效率和货物管理的精度。
堆垛机的控制系统是保证其正常运行和工作效率的关键因素之一。
在过去的几年中,人们已经在控制系统中应用了多种技术,其中最常见的是PLC技术。
基于PLC的堆垛机控制系统可以实现对堆垛机多种功能的控制和管理。
2. 堆垛机的工作原理堆垛机主要由机架、叉车、货叉和控制系统组成。
在工作过程中,堆垛机首先通过轨道移动到货架前面,然后将叉车铰链装配到货叉上。
加仑之后,货架被移动到指定的位置,叉车将货物从中取出或存放物品。
之后,堆垛机再将货架返回到指定位置,并完成一次工作流程。
3. PLC在堆垛机控制系统中的应用PLC是一种可编程逻辑控制器,被广泛应用于自动化控制领域。
它是一种计算机硬件,可以通过特殊的编程语言(如ladder diagram)实现对工业自动化系统的控制和管理。
在堆垛机控制系统中,PLC可以实现对以下几个方面的控制和管理:位置检测、堆垛高度的控制、货物的存储和取出、货架的旋转等。
4. 堆垛机控制系统的设计4.1系统硬件设计本文所设计的堆垛机控制系统由PLC、人机界面、伺服控制器、以及传感器等部分组成。
PLC通过人机界面与用户进行通信,同时获取传感器检测到的信号和工况数据,并将其转化为控制信号。
伺服控制器用来控制堆垛机电机的转速和扭矩。
最后,传感器是通过获取物体位置和变化等信息,向PLC发送控制信号。
4.2系统软件设计本文所设计的堆垛机控制系统使用了三层架构模式。
基于PLC的全自动码垛机电气控制系统中的设计

在基于PLC的全自动洗衣机系统中,控制算法是核心部分。本系统的控制算 法主要包括以下几个部分:
1、输入输出信号:PLC通过输入接口接收用户指令和传感器信号,将输出信 号传递给电机、水泵和电磁阀等设备,实现对洗衣机的控制。
2、程序逻辑:PLC程序采用顺序控制的方式,按照洗涤、漂洗和脱水的顺序 进行控制。在每个阶段,程序逻辑根据输入的信号和预设的算法参数,控制相应 的设备实现预期的功能。
3、具有良好的扩展性,方便后 期进行技术升级和功能扩展。
在具体设计时,我们需要根据实际的输入输出点数、电源容量等因素进行选 型,并确定相应的硬件配置和接线方式。同时,我们还需要编写相应的控制程序, 实现设备的自动化控制。
程序编写
在全自动码垛机电气控制系统中,PLC控制程序的编写至关重要。程序的设 计思路和编写方法将直接影响设备的运行效果和稳定性。以下是一个简单的程序 编写示例:
(1)洗涤程序:按照设定的洗涤时间和水位,启动电机和水泵,根据洗涤 过程的不同阶段,控制电磁阀的开关状态,完成洗涤程序。
(2)漂洗程序:在洗涤程序结束后,进行漂洗程序。通过控制电磁阀和水 泵,实现水位的调整和漂洗效果的优化。
(3)脱水程序:漂洗程序结束后,启动电机进入脱水程序。PLC根据设定的 时间控制电机的运转,同时监测洗衣机的振动和声音,防止因脱水不平衡导致的 洗衣机损坏。
结论
基于PLC的全自动码垛机电气控制系统在现代化的工业生产中具有广泛的应 用价值。通过PLC的控制和管理,能够实现设备的自动化运行和智能化管理,提 高生产效率和降低成本。该系统具有较好的稳定性和扩展性,方便后期进行升级 和维护。因此,基于PLC的全自动码垛机电气控制系统将在未来的工业发展中发 挥越来越重要的作用。
总之,基于PLC的全自动包装码垛生产线控制系统设计对于提高企业的生产 效率和产品质量具有重要意义。通过PLC的控制和应用,可以实现生产线的自动 化、智能化和高效化,降低劳动成本和能源消耗,提高企业的经济效益和社会形 象。随着科技的不断发展,相信未来全自动包装码垛生产线控制系统将会在更多 领域得到应用和发展。
34基于PLC的堆垛机控制系统设计

收稿日期:2004-06-07;修回日期:2004-07-10作者简介:徐菱(1965-),女,四川成都人,西南交通大学机械学院副教授,在读博士研究生,研究领域为物流装备设计及设备监控、物流信息系统,(E -mail )xl.xnjd @ 。
文章编号:1001-2265(2005)01-0072-02基于P LC 的堆垛机控制系统设计徐菱,劳扬健,王金诺(西南交通大学机械工程学院,成都 610031)摘要:面向现代物流技术的应用和发展要求,结合机电一体化技术,完成自动化立体仓库巷道堆垛机行走机构、升降机构、伸缩叉机构P LC 控制系统设计。
在研究全闭环控制方案的基础上,提出堆垛机运行半闭环控制方案,并给出堆垛机自动认址和调速控制方案及相应的梯形图。
实时性好,停准精度高,可用于高速自动化立体仓库中。
关键词:物流;自动化立体仓库(AS/RS );堆垛机;控制中图分类号:TH246 文献标识码:ADesign of Control System of Stacker Crane B ased on P LCX U Ling , LAO Y ang 2jian ,W ANGJing 2nuo(School of Mechanical Engineering ,School of S outhwest Jiaotong University Chuan chengdu 610031,China )Abstract :Oriented to application and development requirement of m odern logistics techniques ,a P LC control system for automated highrise warehouse is developed using the technology of mechatronics engineering.The system is used to control the stacker walking mechanism ,the elevator mechanism and the extensive mechanism of narrow 2aisle stacker crane.On the basis of research for closed loop system ,A kind of stacker control system that stacker con firms its S ite and adjustment velocity automatically was proposed and the ladder shaped graph are sub 2mitted.I t can be used for automated highrise warehouse with high velocity.K ey w ords :logistics ;automated highrise warehouse ;narrow 2aisle stacker crane ;control0 前言自动化立体仓库是自动化生产的重要组成部分,用于存储配件、半成品、产品、工具、夹具和模具等。
基于PLC的物流堆垛机控制系统设计

基于PLC的物流堆垛机控制系统设计随着物流行业的发展,物流堆垛机在仓储和物流操作中扮演着重要的角色。
物流堆垛机是一种自动化设备,可以高效地完成仓储货物的堆放和取放操作。
基于PLC(可编程逻辑控制器)的物流堆垛机控制系统设计可以提高设备的准确性、稳定性和可靠性。
物流堆垛机控制系统主要包括堆垛机本体、PLC控制器、传感器和执行机构等组成部分。
其基本原理是通过PLC控制器接收堆垛机上的传感器信号,判断当前货物的位置和状态,然后根据堆垛机的控制算法计算出合适的动作指令,并通过执行机构控制堆垛机完成相应的操作。
在物流堆垛机控制系统设计中,首先需要确定设备的控制需求和功能要求。
例如,堆垛机需要能够准确地将货物从货架上抓取,然后平稳地放置到指定位置。
同时,需要考虑到堆垛机的安全性,避免发生意外伤害或设备损坏。
其次,针对堆垛机的控制需求,设计相应的PLC控制程序。
控制程序主要包括传感器信号采集、数据处理、动作指令生成和执行机构控制等功能模块。
传感器信号采集模块可以通过编程实现对传感器信号的实时检测和采集。
数据处理模块则包括对传感器信号进行判断,确定货物的位置和状态。
动作指令生成模块根据货物的位置和状态计算出合适的动作指令,例如抓取、放置、升降等。
执行机构控制模块则通过PLC控制输出口控制执行机构的动作。
为确保系统的稳定性和可靠性,还需要进行系统的故障检测和处理。
在设计中加入故障检测模块,通过编程实现对系统的状态和故障进行实时监测和判断。
当系统出现故障时,PLC控制器可以根据预设的处理策略进行相应的处理,例如自动停止工作、报警等。
此外,在物流堆垛机控制系统设计中还应考虑系统的人机交互界面。
通过PLC控制器连接触摸屏等人机交互设备,可以实现对堆垛机的远程监控和操作。
操作人员可以通过触摸屏进行对堆垛机的远程调试和控制。
最后,为确保系统的性能和安全性,需要进行系统的调试和测试。
通过实际操作和数据采集,验证系统的稳定性、准确性和安全性。
毕业设计(论文-基于plc包装码垛生产线控制系统设计
毕业设计 - 基于 PLC 包装码垛生产线控制系统设计1. 引言1.1 研究背景在现代制造业中,包装码垛生产线起着关键的作用。
传统的包装码垛生产线通常由人工操作,存在人工操作不精确、效率低下、易出错等问题。
为了提高生产线的效率和质量,自动化控制系统成为一种必要的解决方案。
PLC(可编程逻辑控制器)作为工业控制系统的核心设备,被广泛应用于自动化生产线的控制系统。
1.2 研究目的本文旨在设计一个基于 PLC 的包装码垛生产线控制系统,通过自动化控制实现对生产线的高效、稳定的控制,提高生产线的生产效率和质量。
2. 研究方法本文采用如下研究方法进行研究:1.调研相关文献,了解包装码垛生产线的现状和发展趋势;2.分析生产线的工作流程和数据流,确定控制系统设计需求;3.设计 PLC 控制系统的硬件架构,选择合适的 PLC 设备;4.设计 PLC 控制系统的软件架构,包括编写逻辑控制程序和人机界面设计;5.实施控制系统的搭建和集成测试;6.对控制系统进行性能测试和稳定性测试;7.撰写毕业设计论文。
3. 研究内容3.1 包装码垛生产线工作流程分析通过调研和实地考察,对包装码垛生产线的工作流程进行详细分析。
包括原料供给、包装、码垛、包装检验等环节,找出可以实现自动化控制的关键环节。
3.2 PLC 控制系统硬件设计根据生产线工作流程和需求,设计 PLC 控制系统的硬件架构。
选择合适的 PLC 设备,包括主控模块、输入输出模块、通信模块等。
3.3 PLC 控制系统软件设计设计 PLC 控制系统的软件架构,包括编写逻辑控制程序和人机界面设计。
逻辑控制程序包括生产线的自动化控制逻辑和故障处理逻辑。
人机界面设计包括监控界面和操作界面。
3.4 控制系统搭建和集成测试根据软硬件设计,搭建 PLC 控制系统,进行集成测试。
验证控制系统的功能和性能是否满足设计要求。
3.5 控制系统性能测试和稳定性测试对搭建完成的控制系统进行性能测试和稳定性测试。
基于PLC的立体仓库堆垛机控制系统设计
Design of Control System of AS/RS Stacker Based on PLC
H U Guang—peng, GUO You—m in, Ln Feng—yu
(Institute of Mechatronic Technology,Lanzhou Jiaotong University,Lanzhou 730070,China)
[J].起重运输机械 ,2008(12):14—15. [7] 雷斌 ,蒋兆远 ,韦永 全.立体仓库 PLC系统 电磁干扰及
抗干扰策略研究[J].微计算 机信息 ,2009(25):48—50. [8] 路林 吉 ,王坚 ,江龙 康.可编程控制器原 理及应用 [M].
北京 :清华大学 出版社 ,2002.
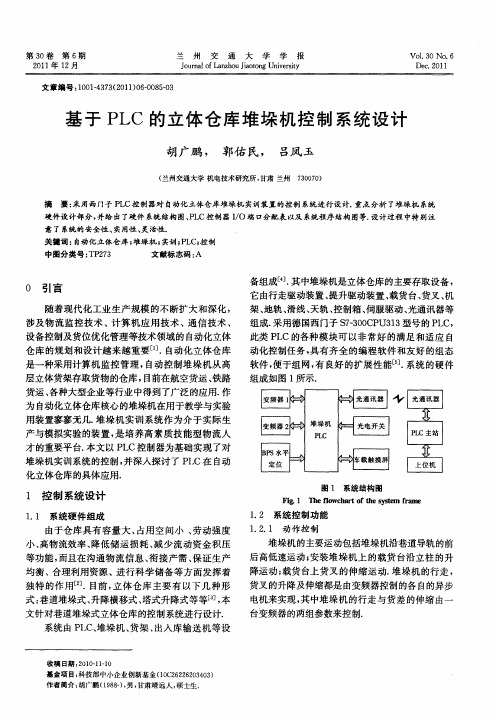
1 控 制系统设计
备组成[4].其中堆垛机是立体仓库的主要存取设备 , 它由行走驱动装置、提升驱动装置、载货台、货叉 、机 架、地轨 、滑线、天轨 、控制箱 、伺服驱动、光通讯器等 组成 .采用 德 国西 门子 S7—3OOCPU313型号 的 PLC, 此类 PLC的各种模块可 以非常好 的满足和适应 自 动化控制任务,具有齐全 的编程软件和友好 的组态 软件 ,便于组 网,有 良好的扩展性 能Es].系统 的硬件 组 成如 图 1所 示.
是进行PI C控 制系统设计 的基础 .对软 件设计来
说 ,I/O 地址分 配 以后才 可 以进行 编程 ,堆 垛机 部 分 I/O分配 表 如下 :
表 1 堆 垛 机部 分 i/o 分 配 表 Tab.1 Partial I/O distribution li st of the stacker
O and programm e structure chart are presented.In the design process,the security,practicability and flexi— bility of the system are further improved.
货物堆垛PLC控制系统设计
摘要摘要随着国民经济的飞速发展,全自动的现代生产物流系统在各行各业中得到越来越广泛的应用。
货物堆垛系统是现代物流系统的重要组成部分,是一个将零散的单件箱体集中在一起的码垛系统,由托盘供给器机构、托盘传送机构、货物提升机构、货物推进机构、货物传送机构及其他辅助设备组成。
整个控制系统以西门子S7-200系列PLC作为核心控制元件,控制各电动机及其他辅助器设备的运动完成货物的接受、堆垛、传送工作。
由变频器控制的交流异步电动机控制货物传送带的运行;直流电动机带动各工作部件完成码放工作。
另外,为了保证整个控制系统运行的稳定性和可靠性,我们还采用了限位开关对其进行限位保护。
本文首先对该课题的可行性及课题实现的现实意义进行了介绍;其次对该系统的硬件组成、结构、原理进行了阐述和分析;再次对本控制系统的核心——软件进行了编写;最后对设计本课题所学到的知识和结论进行归纳和总结。
关键字:货物堆垛可编程控制器(PLC)定位自动控制IABSTRACTAbstractWith the rapid development of the national economy, fully automated modern production and logistics systems are widely applied in all walksof life. Goods stacking system is an important part of modern logistics system. It is used to scattered single piece box stacking system together. And it is consist by the tray supply mechanism,tray transport mechanism,goods lifting mechanism,goods promoting mechanism,goods transport mechanism and other auxiliary equipment.In this system we use the PLC of Siemens S7-200 as the whole control system and a dedicated keyboard as a man-machine interface unit to control the movement of the motor and other ancillary equipment which will complete the job of cargo's acceptance, stacking and transfer. The AC induction motor controlled by inverter will control the operation of the cargo conveyor. The DC motor will drive the various components to complete the laying work. In addition, in order to ensure the stability and reliability of the entire control system, we also adopted limit switchesto protect the system.Firstly, the subject introduce the feasibility and the practical significance; followed by the elaborate and analysis of the hardware systems’ composition, structure, principle, then to write the core of this control system--the software; at last, to sum up the knowledge and conclusions in this topic.Keywords: Goods stacking system Programmable logic controller (PLC) Locate Automatic controlII目录摘要 (I)Abstract ............................................................................................................................................ I I 目录 (III)第一章绪论 (5)1.1本课题设计背景 (5)1.2本课题设计的内容 (6)1.3课题的目的与要求 (6)第二章系统总体设计 (7)2.1货物堆垛的概述 (7)2.2采用PLC控制货物堆垛的优点 (7)2.3货物堆垛PLC控制系统设计的基本步骤 (8)2.4系统控制方案 (10)第三章货物堆垛PLC控制系统硬件的选择 (12)3.1 可编程逻辑控制器(PLC)选型 (12)3.1.1 PLC概述 (12)3.1.2 PLC的选型 (13)3.2 PLC输入/输出设备 (16)3.2.1 直流电动机选择 (16)3.2.2 三相异步电动机的选择 (17)3.2.3 传感器选择 (18)3.2.4继电器的选择 (19)第四章电动机控制 (20)4.1传送带变频调速部分 (20)4.1.1变频调速的原理 (20)4.1.2变频器的基本原理 (21)4.1.3变频器的选择 (21)4.1.4西门子MM420变频器简介 (22)4.1.5变频调速系统设计 (23)4.2 直流电动机的迅速停车 (28)第五章货物堆垛PLC控制系统的硬件连接 (31)5.1 货物堆垛PLC控制系统I/O分配 (31)5.2 货物堆垛PLC控制系统的硬件连接 (32)第六章货物堆垛PLC控制系统分步程序设计 (33)6.1 系统复位 (35)6.2 货物传送 (38)6.3 堆垛 (39)总结 (46)III参考文献 (47)致谢 (48)IV第一章绪论1.1本课题设计背景产物流作业系统是生产制造各个环节组成有机整体的纽带,可完成货物的装箱、搬运、分类、堆垛、仓储等过程。
机械毕业设计877基于PLC的堆垛机自动控制系统毕业论文

第1章绪论随着科学技术和工业生产的飞速发展。
现代物流技术领域内出现了一种新型仓储方式——自动化立体仓库。
自动化立体仓库系统是一种用立体货架储存物资,由计算机控制管理和自动控制的堆垛机进行存取作业的仓库.它占地面积小、自动化程度高,因此被广泛运用在机场码头、造纸、食品服装,化工制药、啤酒厂和其他行业的物流系统中。
自动立体仓库作为物资存储和物流调节的重要手段及现代物流系统的重要组成部分,不但在现代经济中起着非常重要的作用,而且在一定程度上体现着一个国家的经济发展水平。
1.1 自动化立体仓库简介1.1.1 国外发展状况立体仓库是存储的机电一体化高科技集成系统,它集机械、电子计算机、通信、网络、传感器和自动控制等多种技术于一体,以搬运机械化、控制自动化、管理微机化、信息网络化为特征,成为现代化物流设计中产品生产与存储的枢纽。
自动化立体仓库系统主要由货物储存系统、货物存取系统、运输系统、控制和管理等系统所构成,它采用PLC控制、变频器调速、光电检测定位、步进驱动控制及计算机管理等一系列自动控制技术。
它已经在世界范围内的仓储领域得到广泛应用。
据不完全统计,美国拥有各种类型的自动化立体仓库2000多座,日本拥有38000多座,德国拥有1000多座,英国有400多座,前苏联有1500多座。
90年代后,堆垛机在使用范围和性能上有了很大的发展。
1.1.2 国内研究动态及发展水平我国自动化立体仓库的设施一向比较落后,上世纪60年代才出现机械化物料搬运,从70年代才开始自行设计仓库中的各种设备,80年代初引进国外先进技术设计生产,到90年代我国才进入自动化立体仓库的发展时期,设备的生产和使用才有了较大的发展,开始使用电子计算机管理,仓库实现了半自动化和自动化。
目前,我国已建成并投入使用的自动化立体仓库已有数百座,在堆垛机、输送机、分配机的设计制造及控制方面积累了丰富的经验,取得不少的进步;但与国外厂商相比,在自动化程度、信息处理,可靠性方面还存在很大的差距。
基于PLC的物流堆垛机控制系统设计
毕业论文基于PLC的物流堆垛机控制系统设计学生姓名:XXX专业班级:自动化2011级2班指导教师:XXX学院:机电工程学院2015年5月基于PLC的物流堆垛机控制系统设计摘要随着近年来物流产业的快速发展,自动化立体仓库应运而生,而堆垛机系统是整个立体仓库系统的核心,与之相关的技术逐渐成为研究的重点。
设计一种能够有效、快速、实时、稳定自动化立体仓库的堆垛机控制系统成为工业控制领域中一项重要课题。
本文给出了轨道堆垛机基于PLC控制系统的总体设计方案,并给出了具体的硬件搭建流程和软件设计方法。
本文对堆垛机的国内外发展状况以及发展趋势进行了研究。
设计了一种单位立柱巷道堆垛机控制系统。
本文采用西门子公司s7-200PLC,了解了轨道堆垛机的特点后,认为其技术指标以及控制方式进行设计非常重要。
为了研究堆垛机的定位技术对现有定位技术以及认址方式进行比较,最后决定选用激光测距传感器与绝对认址方式相结合的方案对轨道堆垛机进行实时位置控制,U型传感器的原理和测距方法,参数以及安放方式。
给出了单位立柱巷道堆垛机的流程图及程序。
实验结果表明本文设计的堆垛机控制系统整体效果良好,满足学校对堆垛机的性能要求。
设计的控制系统定位误差明显降低,堆垛机的运行速度也有一定的提高,一方面能够保证货物进仓的精准性,另一方面实现了系统运行的快速性,同时保证了系统的稳定性。
关键词自动化立体仓库堆垛机PLC 传感器The design of logistics stacker control system based on the PLCAbstractWith the rapid development of logistics industry in recent years, automated stereoscopic warehouse arose at the historic moment. Recently, the stacker system became the core of stereoscopic warehouse system, and related technology has gradually became the focus of research. To design a kind of effective, rapid, real-time, stable and automated stereoscopic storehouse stacker control system has became an important topic in an industrial control field. Track piling machine based on PLC control system was given in the overall design of this paper, and the paper also gave the specific procurement processes of hardware and the design method of the software .This paper studied the development situation and trend of the stacker at home and abroad, and designed a pillar stacker machine control system. This paper adopted Siemens s7-200 PLC, after understood the characteristics of the track stacker, realized that its technical indicators and the control method to carry on the design is very important. In order to study the stacker positioning technology, the paper made a comparison between existed positioning technologies and methods to recognize address ,finally decided to use the way of combining laser range sensor with absolute recognition of position to make real-time position control on track stacker, u-shaped sensor principle and ranging method, parameters and placed. It also gave flow chart of the mast stacker machine unit and program.The experimental results show that the effect of the design of stacker control system in this article is good. The design also met the stacker performance requirements of the school. The positioning error of designing control system is decreased obviously, and the running speed of stacker increased to a certain extent. On the one hand, it can ensure the precision of the warehouse entry, on the other hand, it realized the rapidity of the system operation, and ensure the stability of the system.Keywords automated stereoscopic storehouse; stacker; PLC; sensor目录摘要Abstract目录 (4)1.1 课题研究的背景 .............................................................................................................. - 1 - 1.1.1 自动化立体仓库的简介............................................................................................... - 1 - 1.1.2 自动化立体仓库的国内外发展状况........................................................................... - 1 - 1.1.3 自动化立体仓库的优越性........................................................................................... - 2 - 1.2 堆垛机的简介 .................................................................................................................. - 3 - 1.3 堆垛机的发展 .................................................................................................................. - 4 -1.4 课题研究的目的和意义 .................................................................................................. - 5 -2 堆垛机的机械结构 ............................................................................................................. - 6 - 2.1 堆垛机的结构设计方案 .................................................................................................. - 6 - 2.2 水平行走机构 .................................................................................................................. - 6 - 2.3 货叉部分 .......................................................................................................................... - 7 - 2.4 载货台 .............................................................................................................................. - 7 - 2.5 提升机构 .......................................................................................................................... - 8 - 2.6 安全保护部分 .................................................................................................................. - 8 -2.7 本章小结 .......................................................................................................................... - 9 -3 控制方案设计.................................................................................................................... - 10 - 3.1 堆垛机整体控制方案设计 ............................................................................................ - 10 - 3.1.1 堆垛机的控制方式..................................................................................................... - 10 - 3.1.2 控制功能分析............................................................................................................. - 11 - 3.2 控制系统关键技术及硬件选型 .................................................................................... - 12 - 3.2.1 PLC技术与选型 ......................................................................................................... - 12 - 3.2.2 交流伺服控制技术及伺服放大器的选型................................................................. - 13 - 3.2.3 交流变频调速技术及变频器选型............................................................................. - 13 - 3.3 堆垛机位置控制方案 .................................................................................................... - 14 - 3.3.1 货位编码..................................................................................................................... - 14 - 3.3.2 认址方式..................................................................................................................... - 15 - 3.3.3 位置控制方案............................................................................................................. - 15 -3.4 本章小结 ........................................................................................................................ - 16 -4 控制系统的实现 ............................................................................................................... - 18 - 4.1 控制要求及系统设计 .................................................................................................... - 18 - 4.2 I/O口分配方案............................................................................................................... - 18 - 4.3 堆垛机系统的工作流程 ................................................................................................ - 20 - 4.4 软件编程及实现 ............................................................................................................ - 22 - 4.5 本章小结 ........................................................................................................................ - 27 - 结论........................................................................................................................................ - 28 - 参考文献................................................................................................................................ - 29 - 致谢........................................................................................................................................ - 31 -1绪论1.1 课题研究的背景1.1.1 自动化立体仓库的简介自动化立体仓库库的产生和发展是第二次世界大战之后生产和技术发展的结果,是一个典型的高技术密集型机电一体化产品,用一流的集成化物流理念,采用先进的控制、总线、通讯和信息技术,通过以上设备的协调动作进行出入库作业。
基于PLC的立体仓库堆垛机控制系统设计毕业论文
基于PLC的立体仓库堆垛机控制系统设计毕业论文目录1 绪论 (2)1.1 自动化立体仓库的概述 (2)1.2 堆垛机概述 (2)1.3 本设计主要研究容 (3)1.4 堆垛机技术的研究现状 (4)2 系统总体设计 (4)2.1 控制技术要求和系统总体设计 (4)2.2 位置定位 (5)2.3 堆垛机的控制方式 (7)3 硬件设计 (7)3.1 硬件设计控制原理分析 (7)3.2 硬件设计PLC选型及其资源配置 (8)3.3 元器件的选型 (9)4软件设计 (19)4.1控制系统PLC程序流程 (19)4.2 PLC的I/O资源配置 (20)4.3控制系统软件设计及其程序说明 (21)5 系统调试 (26)5.1 硬件部分的调试 (26)5.2 软件部分的调试 (26)6总结 (27)参考文献 (28)附录 (29)致谢 (33)1 绪论1.1 自动化立体仓库的概述在现代物流系统中,自动化立体仓库是一个重要的组成部分,它是一种新型的仓储技术。
自动化立体仓库又称为自动存储/检索系统(Automated Storage &Retrieval System,AS/RS)。
它是物料搬运和仓储科学中的一门综合科学技术工程。
它以高层货架为主要标志,配以成套的先进搬运设备,以先进的计算机控制技术为主要手段,由此组成高频率、大容量的科学存储,以适应现代化生产、物资交流和仓储的需求。
1.2 堆垛机概述堆垛机是自动化立体仓库系统的重要组成部分,它是整个系统的执行部件,存货时将货物从出入货台准确的存放到货位里,取货时将货物从货位中取回到出入货台。
无论何种类型的堆垛机,一般都由水平行走机构、起升机构、载货台及货叉机构、机架和电气设备等基本部分组成。
它是在所谓高层、高速、高密度储藏的概念下的产物。
尽管各厂家各有独创,结构形式有些差异,但可以说小异,所有的堆垛机都不外乎由机架、载货台、伸缩货叉、轨道和控制系统等部分组成。
毕业设计论文--基于PLC的全自动包装码垛生产线控制系统设计

毕业设计论文--基于PLC的全自动包装码垛生产线控制系统设计。
摘要传统设备产为电气压动设备随着工业断发设备己动操为自动设备发为电的综编 PLC 是以微处为,综计术动术术发来工业动装经过30年的发编为工业动领要、应装跃居工业产自动可编数计辅设计的首位。
其应广为个国工业进动标论从编 PLC 基础个系统规设计PLC控制系统软开发,给详细设计该统包装码动产线统统编 PLC 为基础进动包装码产线要应粮食医药业中块状胶粮食动包装对包装过称装边号打检测、转编组码盘和盘的输业实现动PLC为基础动包装码产线统简单维护、适应性强动节约产PLC;控制系统包装码动产线AbstractThe traditional mechanical device and the product, many are by the machinery primarily, is electrical, the hydraulic pressure or the pneumatic control mechanical device. Along with the industry level's unceasing development, mechanical device oneself changes the automatic control gradually by the manual operation, the equipment itself also develops into the integration of machinery complex compound. Programmable controller PLC is take the microprocessor as a core, the comprehensive computer technology, the automated technology and the communication develop one new industry automatic control device. After more than 30 years development, at present, the programmable controller has become in the industrial automation domain to be most important, to apply most control devices, oneself leaps to the industrial production automation four big props programmable controller, numerically-controlled machine tool, robot, computer-aided design and manufacture the first place. Its application's depth and the breadth have become weigh a national industry to be advanced and automaticity height symbol.This thesis consists of four chapters, from the programmable logic controller PLC based planning and design of the entire system, and PLC control system hardware, software development, give full and detailed design ideas. The core of the system is Palletizing automatic production line control system, the control system is mainly based on programmablelogic controller PLC as the basis for integrated control.Automatic Palletizing production line is mainly used in chemical, food, food and pharmaceutical industries in the flour, grain, bulk materials such as plastics, fertilizers, synthetic rubber, food, etc. of the automatic packaging, ie packaging process weight for bags, bagging, folding, envelope, plastic bags down, batch printing, testing, transfer grouping, stacking, pallets, and stack operations such as disk full automated transmission. With PLC based fully automatic palletizing packaging production line, control system is simple, easy maintenance, strong adaptability, high automation, saving manpower, can greatly increase productivity. Key word:PLC;Control System;Palletizing automatic production line目录第1章绪论 11.1 PLC的产生和发展、优点、应用现状和发展趋势 11.2 包装码垛自动生产线的发展 41.3 课题主要研究内容5第2章包装码垛自动生产线机械系统的工作原理 62.1 概述 62.2 包装码珠自动生产线系统组成 6第3章包装码垛自动生产线PLC控制系统设计103.1 PLC的基本结构103.2 PLC的主要组成部分113.3 PLC的工作原理123.4 PLC控制系统设计 13第4章程序调试364.1 程序输入和编辑364.2 梯形图逻辑测试374.3 监控程序384.4 监控元件394.5 退出PLC仿真运行41结论42参考文献43致谢44第1章绪论可编计术术和继电术础发来编逻辑控Programmable Logic Controller),即PLC,现广泛应工业个领处为用编写不仅进逻辑控,还定时计数术运过数拟输/输来设备产过1.1 PLC的产生和发展、优点、应用现状和发展趋势1.1.1 PLC的产生和发展1968年美国车继电装1969年,美国数字设备编PDP-14,在美国车产在线试应电气这编称Programmable认PLC。
基于PLC的立体仓库堆垛机监控系统设计_毕业设计

安徽工业大学毕业设计(论文)说明书┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊基于PLC的立体仓库堆垛机监控系统设计摘要在现代的物流仓储系统中,自动化立体仓库应用日益广泛。
而堆垛机性能的优劣,对整个立体库的正常运行起着重要的作用。
在自动化立体仓库中设计出造价低廉、工作可靠的堆垛机替代原有仓库的控制和管理,能更加适应某些中小企业要求投资少见效快的目标。
本论文就实现这一目标的堆垛机控制系统进行了设计。
本文详细阐述了本控制系统的设计思想,以及整个系统的硬件实现和软件设计。
本文所述系统采用先进的PLC控制器控制,变频器驱动的闭环交流伺服系统。
采用光电传感器检测堆垛机位置,分析了堆垛机的工作过程,并研究了堆垛机运动制、认址检测方式,实现了堆垛机的定位方案。
采用S7-200 PLC对堆垛机系统进行控制,并给出关键部分的程序。
为了监控和管理立体仓库的运行状态,利用组态王软件对立体仓库的运行情况设计了一个实时监控系统。
该系统能对现场数据进行采集处理,管理人员只要通过运行监控系统就可以实时监控立体仓库的工作状态,保证了正常运作,对出现的问题作出及时的判断和处理。
关键字:自动化立体仓库;堆垛机;PLC ;组态安徽工业大学毕业设计(论文)说明书┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊AbstractIn modem logistics warehousing systems,automated storage is increasingly widespread.Performance of the stacker plays an important role.New stacker which is low cost and reliable replace the original control and management of the automated storage.The new stacker can be better adapted to the requirements of low investment and some small or medium-sized quick goals.This paper elaborated on the design of the system of control,as well as the implementation of the system,s hardware and the design of the software.In this paper it is used that the modem closed-loop AC servo-system controlled by PLC and transducer.Light-electricity sensors are used to measure displacement of the hay stacker.They are analyzed,which include work process,the way of recognizing the site and the running control in the hay stacker system.the S7-200 PLC is used to the micro-controller in the automated storage,and gives a key part of the program. In order to monitor and manage the operation of tridimensional warehouse status,with the input of configuration software for the operation of tridimensional warehouse has a real.time monitoring system.The system is capable of on-site data collection and processing,the operator could launch the monitoring system to get areal-time updates of the working status of the warehouse,to ensure a safe operation and immediate error shooting and correction treatment.Key Words:the automation stereoscopic warehouse; stacker; PLC; King view安徽工业大学毕业设计(论文)说明书┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录摘要 (I)第1章绪论 (1)1.1 研究背景 (1)1.2 国内外研究现状和发展趋势 (2)1.2.1 自动化立体仓库的发展 (2)1.2.2 堆垛机的发展 (2)1.3 课题研究的意义 (3)1.4 研究的主要内容 (3)第2章自动化立体仓库总体方案 (4)2.1 立体仓库的概况 (4)2.1.1 电控系统设计依据 (6)2.1.2 立体仓库的电控系统结构图 (7)2.2 系统结构形式的选择 (8)2.2.1 PLC的选择 (8)2.2.2 S7-200系列PLC概述 (9)2.2.3 CPU型号选择 (9)2.2.4 PLC模块选型 (11)2.2.5 通信方案的确立 (12)2.3 堆垛机的位置控制 (13)2.3.1 定位控制 (14)2.3.2 认址检测方式 (14)2.3.3 认址方式确认 (15)2.3.4 堆垛机速度曲线分析 (17)2.3.5 安全传感器的选用 (17)2.3.6 安全保护 (19)2.4 堆垛机闭环控制系统 (19)2.5 堆垛机变频调速系统 (20)2.5.1 变频器的概述 (20)2.5.2 变频调速技术的优点 (21)2.5.3 变频器的基本结构 (21)2.6 元器件的选型 (23)2.7 本章小结 (24)第3章仓库控制系统的软件设计 (25)3.1 可编程控制器PLC (25)3.1.1 PLC的定义 (25)3.1.2 PLC的发展 (25)3.1.3 PLC的编程语言 (26)3.2 PLC控制系统总体设计 (26)3.3 PLC 输入输出点分配 (26)3.4 堆垛机控制程序设计 (27)3.4.1 堆垛机运行控制 (29)3.4 本章小结 (38)第4章立体仓库组态监控系统设计 (39)4.1 组态王软件的设概述 (39)4.1.1 组态和组态软件 (39)4.1.2 组态王6.53软件 (39)安徽工业大学毕业设计(论文)说明书┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊4.1.3 组态王的主要功能与实现 (40)4.2 组态监控系统的设计 (40)4.2.1 定义设备 (41)4.2.2 建立工程 (41)4.2.3 画面设计 (43)4.2.4 构建数据库变量 (46)4.2.5 建立动画连接 (47)4.3 监控系统的完善 (49)4.4 本章小结 (49)结论 (51)致谢 (52)主要参考文献 (53)第1章绪论1.1 研究背景随着经济和现代科技的不断发展,物流已由最初概念的形成,发展和不断完善;在全球迅速成长为具有无限潜力和发展的新型服务行业。
基于PLC控制的小型自动化立体仓库设计_毕业设计 精品

毕业设计(论文)任务书课题名称基于S7-200 PLC控制的小型自动化立体仓库设计学院电气信息学院专业班级自动化084班姓名学号毕业设计(论文)的主要内容及要求:(1)了解自动化立体仓库的组成及基本功能,熟悉PLC控制系统设计的一般步骤。
(2)结合相关资料设计立体仓库的系统结构图;本课题所设计的立体仓库具有以下功能:1、堆垛机(机械手)要有三个自由度,即:前进、后退;上、下;左、右2、堆垛机的运动由步进电机驱动3、堆垛机前进(或后退)运动和上(或下)运动可同时进行4、堆垛机前进、后退和上、下运动时必须有超限位保护5、每个仓位必须有检测装置(微动开关),当操作有误时发出错误报警信号6、当按完仓位号后,没按入或取前,可以按取消键进行取消该操作7、整个电气控制系统必须设置急停按钮,以防发生意外起止时间:2012 年 2 月21 日至2012 年 6 月 5 日共15 周指导教师签字系主任签字院长签字┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊摘要自动化立体仓库是现代物流系统中迅速发展的一个重要组成部分,是一种多层存放货物的高架仓库系统,由自动控制与管理系统、高位货架、巷道堆垛机、自动入库、自动出库、计算机管理控制系统以及其他辅助设备组成。
它具有节约用地、减轻劳动强度、消除差错、提高仓储自动化水平及管理水平、提高管理和操作人员素质、降低储运损耗、有效地减少流动资金的积压、提高物流效率等诸多优点。
如今我国国民经济的飞速发展,自动化立体仓库必然会在各行各业中得到越来越广泛的应用。
本课题的电气控制主要由西门子公司的PLC、步进电机驱动器、步进电动机、直流电动机等器件组成。
本文首先对本课题进行简要的介绍,包括背景,研究意义,现状等;其次对该系统的硬件组成、结构、原理进行了阐述和分析;再次对本系统用到的器件分别进行介绍,重点对PLC程序进行了编写;最后对设计本课题所学到的知识进行归纳和总结。
基于PLC的立体仓库堆垛机控制系统设计

自动化专业毕业设计任务书一、设计题目:基于PLC的立体仓库堆垛机控制系统设计二、毕业设计的目的1.设计一个立体仓库堆垛机控制系统;2.水平移动、垂直移动及伸叉机机构分别由220W 的三相交流异步电动机、200W 的单相交流异步电动机和二相混合式步进电机驱动;3.上述电机由西门子S7-226型PLC控制,其中水平移动、垂直移动由PLC通过变频器控制,步进电机由步进驱动模块进行自动控制。
三、主要设计内容1.变频调速系统设计;2.货叉伸缩控制;3.PLC控制程序编写与调试;四、重点研究问题PLC控制,确定设计方案,完成各功能单元的结构设计,参数计算和元件选择。
五、主要技术指标或主要设计参数堆垛机运行的速度范围:水平方向:2m/min-360m/min;垂直方向:2m/min-80m/min;货叉: 2m/min-60m/min六、设计成果要求1.毕业设计论文要求字数为10000—15000字,论文格式参照华北水利水电学院关于本科毕业设计论文格式要求;2.系统电气原理图,要求用0#图纸(按国标要求绘制);3.各部分环节的工作原理及调试故障分析及排除方法;4.毕业设计论文内插图必须用电脑制作;基于PLC的立体仓库堆垛机控制系统设计摘要在现代的物流仓储系统中,自动化立体仓库应用日益广泛。
而堆垛机是立体仓库的关键组成部分,堆垛机性能的优劣对整个立体仓库的运行起到至关重要的作用,所以设计与开发自动化程度较高的堆垛机控制系统成为当前立体仓库的发展趋势,开展与此有关的研究具有重要的理论和应用价值。
本文基于现代物流技术的应用和发展要求,介绍自动化立体仓库的应用及其功能和作用,结合现代科技的发展,着重研究自动化立体仓库堆垛机控制系统的控制技术。
本文详细阐述了本控制系统的设计思想,以及整个系统的硬件实现和软件设计。
论文依据立体仓库的有关设计参数,对堆垛机电气控制的硬件系统进行了设计,为了提高堆垛机的性能,本文采用了转速、位置反馈的双闭环控制,以满足系统的调速要求。
毕业设计----基于plc包装码垛生产线控制系统设计[管理资料]
![毕业设计----基于plc包装码垛生产线控制系统设计[管理资料]](https://img.taocdn.com/s3/m/07a7aa263186bceb18e8bb57.png)
毕业设计 [论文]题目:包装码垛生产线控制系统的设计系别:电气与电子工程系专业:自动化姓名:学号:指导教师:毕业设计(论文)任务书题目包装码垛生产线控制系统的设计系别电气与电子工程系专业自动化班级1224071 学号122407121 学生姓名指导教师发放日期2011年3月1日本科毕业设计(论文)任务书注:任务书必须由指导教师和学生互相交流后,由指导老师下达并交教研室主任审核后发给学生,最后同学生毕业论文等其它材料一起存档。
毕业设计(论文)成绩评定答辩小组评定意见一、评语(根据学生答辩情况及其论文质量综合评定)。
二、评分(按下表要求评定)答辩小组成员签字年月日毕业答辩说明1、答辩前,答辩小组成员应详细审阅每个答辩学生的毕业设计(论文),为答辩做好准备,并根据毕业设计(论文)质量标准给出实际得分。
2、严肃认真组织答辩,公平、公正地给出答辩成绩。
3、指导教师应参加所指导学生的答辩,但在评定其成绩时宜回避。
4、答辩中要有专人作好答辩记录。
指导教师评定意见一、对毕业设计(论文)的学术评语(应具体、准确、实事求是):签字:年月日二、对毕业设计(论文)评分[按下表要求综合评定]。
(1)理工科评分表(2)文科评分表指导教师签字:年月日摘要传统的机械设备与产品,多是以机械为主,是电气、液压或气动控制的机械设备。
随着工业水平的不断发展,机械设备己逐步地由手动操作改为自动控制,设备本身也发展成为机电一体化的综合体。
可编程序控制器(PLC)是以微处理器为核心,综合计算机技术、自动化技术和通信技术发展起来的一种新型工业自动控制装置。
经过30多年的发展,目前,可编程序控制器已成为工业自动化领域中最重要、应用最多的控制装置,己跃居工业生产自动化四大支柱(可编程序控制器、数控机床、机器人、计算机辅助设计与制造)的首位。
其应用的深度和广度已成为衡量一个国家工业先进与自动化程度高低的标志。
包装码垛自动生产线适用于石油化工、化肥、粮食、港口等行业,可对PP、PE粒子、PVC、化肥、粮食等粉状、颗粒状物料进行全自动包装码垛作业,便于用户储存、运输和销售,全自动包装码垛生产线主要由自动定量包装机、自动上袋机组、封口系统、倒袋机、金属检测机、重量检验机、检选机、喷墨打印机、码垛机等单元组成。
基于西门子PLC的自动化立体仓库堆垛机控制系统设计

基于西门子PLC的自动化立体仓库堆垛机控制系统设计【摘要】自动化立体仓库是建立在计算机管理技术、自动化控制技术和机械制造设计技术三者的基础上,它具有独立完成仓库物流作业的能力,准确的将货物运送至存取地点,并科学管理仓储信息,因而它是促进现代物流进程的关键。
自动化立体仓库堆垛机控制系统主要由计算机管理系统、高层货架和堆垛机三部分组成,本文针对其结构和工作流程进行了简单的介绍,并着重讲述了各子系统的硬件、软件设计,以促进自动化立体仓库堆垛机控制系统在现代物流仓管中的运用。
【关键词】自动化立体仓库系统;西门子;PLC1.前言现代物流技术和自动化技术的不断发展衍生了各种物流产品,立体仓库就是针对物流仓储常用的一种,立体仓库作为自动化技术的产品,它综合了自动控制技术与计算机管理技术,借助堆垛机对货物实现存取操作,自动化立体仓库堆垛机不仅具有存取货物的功能,它还能对货物进行分类、分拣、计数和配送等操作。
自动化立体仓库主要由计算机控制系统、自动化堆垛机和高层货架三部分组成,多个功能子系统共同构成了物流仓储的信息系统。
随着客户对物流信息化要求增高,切实掌握仓储情况及时更新仓储信息成了现代物流信息化的重要因素,为了提高物流信息的可靠性和实时性,我们必须保证立体仓库系统具有正常作业和信息统计功能。
除此之外还需提高立体仓库系统的柔性化,在系统中融入条形码扫描技术和射频计数等采集货物信息的技术,以满足现代物流自动化需求。
2.自动化立体仓库系统设计从图1可看出自动化立体仓库主要包括计算机控制系统、自动存取设备和高层货架三个部分,另外它还具有整合子系统收集整理信息等功能。
自动化立体仓库由多个环节综合而成,在多方面因素的相互作用下其过程相对复杂,因而构建自动化立体仓库,首先需了解各个组成部分的特性和相互作用。
计算机控制系统即人机交互界面,通过它操作人员可对立体仓库的运作进行控制和监视,另外货物存储和物流作业安排都是由控制系统负责;高层货架与传统的货架区别在于利用货物的层叠扩展和延伸储存空间,科学有序的安置不仅使得货物分类明确,同时也降低了管理难度;自动存取设备是执行任务的主要工具,作为仓储作业的主要劳动力,它决定了物流仓储的工作效率,提高立体仓库运行效率的关键就在此。
毕业设计(论文)-基于plc包装码垛生产线控制系统设计

摘要在工业生产中,有很多地方需要对粉末状或小颗粒状散状固体的流量进行准确的测量和控制,再配以给料设备组成定量给料控制系统。
它是集喂料、流量测量和控制于一身的设备。
目前,作为许多生产设备的定量给料控制系统己广泛应用于水泥、冶金、建材、电力、化工、食品、矿山、粮食等各行各业。
定量给料在工业生产中发挥着越来越重要的作用,正因为其应用的广泛性,如果能提高给料系统的精度、自动化程度,就有着重要的现实意义。
包装码垛自动生产线适用于石油化工、化肥、粮食、港口等行业,可对PP、PE粒子、PVC、化肥、粮食等粉状、颗粒状物料进行全自动包装码垛作业,便于用户储存、运输和销售,全自动包装码垛生产线主要由自动定量包装机、自动上袋机组、封口系统、倒袋机、金属检测机、重量检验机、检选机、喷墨打印机、码垛机等单元组成。
通过可编程序控制器对整个生产线的工作过程进行自动控制,对运行过程中出现的故障或供料不足,供袋不及时、出垛不及时等,进行声光报警。
该设备具有操作简单,运行可靠,维修方便等优点。
关键词:控制系统,包装码垛生产线,可编程序控制器ABSTRACTIndustrial production, there are many places need for powdered or granular solids flow for accurate measurement and control, with feeding device consisting of quantitative feeding control system. It is a feeder, flow measurement and control in a device. At present, production equipment as many quantitative feeding control system has been widely used in cement, metallurgy, building materials, electric power, chemical, food, mining, food and other industries. Quantitative feeding in industrial production is playing an increasingly important role, because of its wide application, if can improve the feeding system precision, the degree of automation, it has important practical significance.Automatic bagging palletizing line is used in the industries of petrochemical, fertilizer, food processing, and transportation port etc. It can perform bagging and palletizing automatically for powder and granular materials such as chemical fertilizer, plastic granules (PP/PE/PVC) and grains etc. It is easy for customers to store, transport and sale their products. Automatic bagging & palletizing line consists of auto-weighing bagging machine, auto-bag feed group, sealing system ,bag turn down machine, metal detector, sorting machine, jet printer and palletizing machine etc. units. Through programming controller, the whole system process can be automatic controlled. Any process operation troubles, not enough feeds, bag feeding not due or palletizing not in time all can be alarmed by sound or light. It has the advantages of simple operation, reliable and easy maintenance etc.KEY WORDS: control systembagging , palletizing line,Programmable controller目录摘要 (I)ABSTRACT (II)目录 (III)1 绪论 (1)1.1 引言 (1)1.2 PLC概述 (1)1.3 包装码垛自动生产线设计的内容 (2)1.3.1 包装码垛自动生产线的应用现状 (2)1.3.2 包装码垛自动生产线设计的要求 (3)2 包装码垛自动生产线系统组成 (5)2.1 概述 (5)2.2 包装码垛自动生产线系统组成 (5)3 包装码垛生产线控制系统硬件设计 (10)3.1 PLC控制的优点 (10)3.2 PLC控制系统硬件设计 (11)3.3 控制系统电气原理图 (15)4 包装码垛生产线控制系统软件设计 (16)4.1 包装码垛自动生产线工艺流程 (16)4.2 程序控制逻辑 (17)4.2.1包装部分 (17)4.2.2 码垛部分 (23)4.3 PLC控制系统软件程序设计 (27)5系统抗干扰措施 (29)5.1抗电源干扰 (29)5.2 控制系统接地 (29)5.3 防I/O信号干扰 (30)结论 (31)参考文献 (32)致谢 (33)附录 (34)图A包装部分的梯形图 (34)图B码垛部分的梯形图 (36)图C电气控制主电路图 (41)1 绪论1.1 引言随着科学技术的迅猛发展,生产力水平的不断提高,人们对降低劳动强度、改善工作环境同时重视起来。
基于PLC物流控制系统设计
基于PLC物流控制系统设计
前言
PLC(可编程逻辑控制器)已经在工业自动化领域广泛应用,是自动化控制领域中的重要设备。
本文将介绍基于PLC物流控制系统的设计,旨在提高物流企业的自动化控制水平,降低成本,提高效率和安全性。
设计方案
PLC控制系统采用三大模块设计:
输入输出模块
输入模块主要有传感器模块和按钮模块两种,传感器主要用于感知并获取外部环境和状态信息,如光电开关、压力传感器、温湿度传感器等。
按钮模块主要用于手动控制和人机交互。
输出模块主要有执行机构和指示灯模块两种,执行机构用于控制相关设备运动,如电磁阀、电机、气缸等。
指示灯模块用于显示相关设备状态,如开/关、工作/故障等。
PLC控制模块
PLC控制模块是整个系统的核心,用于接收输入信号并进行逻辑处理和控制输出信号,确保设备运行在正确的时间、速度、方向和步骤。
通讯模块
通讯模块用于将PLC控制系统与计算机、物联网等其他设备进行连接和通信,以实现状态监测、数据处理、信息传递等功能。
应用案例
以自动化物流仓储系统为例,PLC控制系统的常用应用有以下几个方面:
- 运输线路控制
- 货物堆垛机控制
- 输送带控制
- 车辆调度和跟踪
结论
基于PLC物流控制系统的设计,可以提高物流企业的自动化控制水平,降低成本,提高效率和安全性。
随着物流行业的飞速发展,PLC控制系统在物流自动化领域中的应用前景非常广阔,值得进一步探索和研究。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业论文基于PLC的物流堆垛机控制系统设计学生:XXX专业班级:自动化2011级2班指导教师:XXX学院:机电工程学院2015年5月基于PLC的物流堆垛机控制系统设计摘要随着近年来物流产业的快速发展,自动化立体仓库应运而生,而堆垛机系统是整个立体仓库系统的核心,与之相关的技术逐渐成为研究的重点。
设计一种能够有效、快速、实时、稳定自动化立体仓库的堆垛机控制系统成为工业控制领域中一项重要课题。
本文给出了轨道堆垛机基于PLC控制系统的总体设计方案,并给出了具体的硬件搭建流程和软件设计方法。
本文对堆垛机的国内外发展状况以及发展趋势进行了研究。
设计了一种单位立柱巷道堆垛机控制系统。
本文采用西门子公司s7-200PLC,了解了轨道堆垛机的特点后,认为其技术指标以及控制方式进行设计非常重要。
为了研究堆垛机的定位技术对现有定位技术以及认址方式进行比较,最后决定选用激光测距传感器与绝对认址方式相结合的方案对轨道堆垛机进行实时位置控制,U型传感器的原理和测距方法,参数以及安放方式。
给出了单位立柱巷道堆垛机的流程图及程序。
实验结果表明本文设计的堆垛机控制系统整体效果良好,满足学校对堆垛机的性能要求。
设计的控制系统定位误差明显降低,堆垛机的运行速度也有一定的提高,一方面能够保证货物进仓的精准性,另一方面实现了系统运行的快速性,同时保证了系统的稳定性。
关键词自动化立体仓库堆垛机PLC 传感器The design of logistics stacker control system based on the PLCAbstractWith the rapid development of logistics industry in recent years, automated stereoscopic warehouse arose at the a kind of effective, rapid, real-time, stable and automated stereoscopic storehouse stacker control system important topic in an industrial control field. Track piling machine based on PLC control system was given in the overall design of this paper, and the paper also gave the specific procurement processes of method of the software .This paper studied the development situation and trend of the stacker at the design is very important. In order to study the stacker positioning technology, the paper made a comparison between existed positioning technologies and methods to recognize address ,finally decided to use the way of combining laser range sensor with absolute recognition of position to make real-time position control on track stacker, u-shaped sensor principle and ranging method, parameters and placed. It also gave flow chart of the mast stacker machine unit and program.The experimental results show that the effect of the design of stacker control system in this article is good. The design also met the stacker performance requirements of the school. The positioning error of designing control system is decreased obviously, and the running speed of stacker increased to a certain extent. On the one ensure the precision of the warehouse entry, on the other , and ensure the stability of the system.Keywords automated stereoscopic storehouse; stacker; PLC; sensor目录摘要Abstract目录 (4)1.1 课题研究的背景 .............................................................................................................. - 1 - 1.1.1 自动化立体仓库的简介............................................................................................... - 1 - 1.1.2 自动化立体仓库的国内外发展状况........................................................................... - 1 - 1.1.3 自动化立体仓库的优越性........................................................................................... - 2 - 1.2 堆垛机的简介 .................................................................................................................. - 3 - 1.3 堆垛机的发展 .................................................................................................................. - 4 -1.4 课题研究的目的和意义 .................................................................................................. - 5 -2 堆垛机的机械结构 ............................................................................................................. - 6 - 2.1 堆垛机的结构设计方案 .................................................................................................. - 6 - 2.2 水平行走机构 .................................................................................................................. - 6 - 2.3 货叉部分 .......................................................................................................................... - 7 - 2.4 载货台 .............................................................................................................................. - 7 - 2.5 提升机构 .......................................................................................................................... - 8 - 2.6 安全保护部分 .................................................................................................................. - 8 -2.7 本章小结 .......................................................................................................................... - 8 -3 控制方案设计.................................................................................................................... - 10 - 3.1 堆垛机整体控制方案设计 ............................................................................................ - 10 - 3.1.1 堆垛机的控制方式..................................................................................................... - 10 - 3.1.2 控制功能分析............................................................................................................. - 11 - 3.2 控制系统关键技术及硬件选型 .................................................................................... - 12 - 3.2.1 PLC技术与选型 ......................................................................................................... - 12 - 3.2.2 交流伺服控制技术及伺服放大器的选型................................................................. - 12 - 3.2.3 交流变频调速技术及变频器选型............................................................................. - 13 - 3.3 堆垛机位置控制方案 .................................................................................................... - 14 - 3.3.1 货位编码..................................................................................................................... - 14 - 3.3.2 认址方式..................................................................................................................... - 14 - 3.3.3 位置控制方案............................................................................................................. - 14 -3.4 本章小结 ........................................................................................................................ - 16 -4 控制系统的实现 ............................................................................................................... - 17 - 4.1 控制要求及系统设计 .................................................................................................... - 17 - 4.2 IO口分配方案................................................................................................................ - 17 - 4.3 堆垛机系统的工作流程 ................................................................................................ - 19 - 4.4 软件编程及实现 ............................................................................................................ - 20 - 4.5 本章小结 ........................................................................................................................ - 25 - 结论........................................................................................................................................ - 26 - 参考文献................................................................................................................................ - 27 - 致谢........................................................................................................................................ - 29 -1绪论1.1 课题研究的背景1.1.1 自动化立体仓库的简介自动化立体仓库库的产生和发展是第二次世界大战之后生产和技术发展的结果,是一个典型的高技术密集型机电一体化产品,用一流的集成化物流理念,采用先进的控制、总线、通讯和信息技术,通过以上设备的协调动作进行出入库作业。