唐钢85t转炉技术附件-鞍钢重机
钢铁行业关键、共性、前沿技术
目录一、钢铁主要工序关键共性工艺技术........................................................... 错误!未定义书签。
1.1炼铁工序............................................................................................. 错误!未定义书签。
........................................................................................................... 错误!未定义书签。
........................................................................................................... 错误!未定义书签。
........................................................................................................... 错误!未定义书签。
........................................................................................................... 错误!未定义书签。
1.2炼钢工序............................................................................................. 错误!未定义书签。
........................................................................................................... 错误!未定义书签。
4顶底复合吹炼转炉
4 顶底复合吹炼转炉4.1 简述4.1.1各国顶底复合吹炼技术概况氧气转炉顶底复合吹炼是70年代中后期国外开始研究的炼钢新工艺。
它的出现,可以说是考察了顶吹氧气转炉与底吹氧气转炉炼钢方法的冶金特点之后所导致的必然结果。
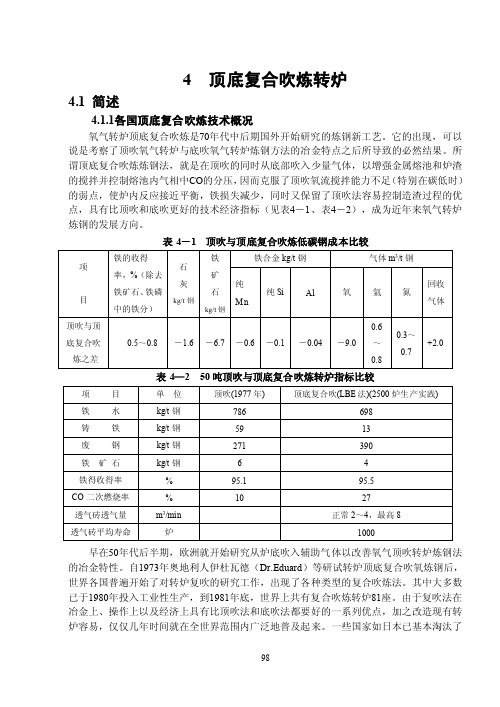
所谓顶底复合吹炼炼钢法,就是在顶吹的同时从底部吹入少量气体,以增强金属熔池和炉渣的搅拌并控制熔池内气相中CO的分压,因而克服了顶吹氧流搅拌能力不足(特别在碳低时)的弱点,使炉内反应接近平衡,铁损失减少,同时又保留了顶吹法容易控制造渣过程的优点,具有比顶吹和底吹更好的技术经济指标(见表4-1、表4-2),成为近年来氧气转炉炼钢的发展方向。
表4-1 顶吹与顶底复合吹炼低碳钢成本比较表4—2 50吨顶吹与顶底复合吹炼转炉指标比较早在50年代后半期,欧洲就开始研究从炉底吹入辅助气体以改善氧气顶吹转炉炼钢法的冶金特性。
自1973年奥地利人伊杜瓦德(ard)等研试转炉顶底复合吹氧炼钢后,世界各国普遍开始了对转炉复吹的研究工作,出现了各种类型的复合吹炼法。
其中大多数已于1980年投入工业性生产,到1981年底,世界上共有复合吹炼转炉81座。
由于复吹法在冶金上、操作上以及经济上具有比顶吹法和底吹法都要好的一系列优点,加之改造现有转炉容易,仅仅几年时间就在全世界范围内广泛地普及起来。
一些国家如日本已基本淘汰了98单纯顶吹法。
4.1.2我国顶底复合吹炼技术的发展概况我国首钢及鞍钢钢铁研究所,分别于1980年和1981年开始进行复吹的试验研究,并于1983年分别在首钢30吨转炉和鞍钢150吨转炉推广使用。
到目前为止全国大部分转炉钢厂都不同程度的采用了复合吹炼技术,设备不断完善,工艺不断改进,复合吹炼钢种已有200多个,技术经济效果不断提高。
表4—3是90年代初我国已有的复吹工艺及其主要特征。
表4—3 我国已有的复合吹炼法及主要特征1)底部供气元件。
底部供气元件是复合吹炼技术的关键之一。
我国最初采用的是管式结构喷嘴,1982年采用双层套管,1983年改为环缝,虽然双层套管与环缝比,除了使用N2、CO2、Ar外,还可以吹入粉料等,但是从结构上看还是环缝最简单。
机械毕业设计(论文)-转炉氧枪提升装置设计【全套图纸】 .doc

机械毕业设计(论文)-转炉氧枪提升装置设计【全套图纸】 .doc转炉氧枪提升装置设计摘要在炼钢生产中,氧枪提升机构是转炉炼钢过程中非常重要的部分,提升机构是利用卷筒来控制小车进而来控制氧枪的升降。
本文在结合生产需要,参考了鞍山热工仪表厂的氧枪提升设备的基础上,设计出转炉氧枪提升机构。
本设计根据最大的生产率原则,选择了三相异步电机、滑轮、制动器、联轴器以及钢丝绳驱动装置等部件,并且设计了卷筒装置、防坠落装置等主要零部件.文中阐述了系统整体构成和设计思路,重点讲述了卷扬装置的相关设计,最后对全文做了概括总结。
为了确保升降系统足够安全,中间增加了防坠落装置,同时,对键等零部件进行了校核,对减速器进行选择。
最后对氧枪提升装置的安装、使用、维护等方面做了相应的介绍。
本次设计出的提升装置结构合理、成本低廉、且便于安装和维护。
关键词:提升机构,氧枪,卷筒全套图纸,加153893706The Design of the Promoting Equipment ofoxygen lanceAbstractIn steel-making production, the promoting equipment have became an important part in the BOF steeling process .They use the drum to control the cart which can carry the oxygen lance rise or fall . In this paper, combining with the production require ,after referencing to the production of AnShan hest power engineer meter company and a number of mechanical design information, designing out the promoting equipment .Based on the maximum productivity, making choice of the synchronous motor, irdler wheel ,arrester as well as steel wire rope, and then designing out the drum , anti-sink equipment and other major components. Besides ,the article elaborated on the composition and overall system design, focusing on the design of elevating equipment finally to have done a summary of the full text. In order to make the system safe enough, increasing an anti-sink equipment .A t the same time ,I also checking of the keys, choosing the reducer and other important part . Finally, having done a considerable introductions on the installation, use, maintenance, etc .This type promoting equipment with a rational structure , low-cost and easy to install and maintain.Keywords: promoting equipment, oxygen lance , drum目录摘要 (I)Abstract (II)1 绪论 (1)1.1选题背景和目的 (1)1.1.1选题背景 (1)1.1.2毕业设计目的 (1)1.2转炉氧枪系统介绍 (2)1.2.1我国氧气转炉炼钢的现状 (2)1.2.2 氧气转炉炼钢技术展望 (2)1.2.3氧枪系统的简介 (4)1.3 氧枪系统存在的问题及改造方案和措施 (4)1.3.1 氧枪小车 (4)1.3.2 小车变形 (5)1.3.3 升降小车导轮脱落 (5)1.3.4 氧枪枪体 (5)1.4 氧枪系统的优化 (6)2.整体方案评述 (7)2.1.系统方案比较 (7)2.2.传动系统 (7)2.2.1电机 (8)2.2.2 联轴器 (9)3 氧枪提升机构参数计算 (11)3.1 原始数据 (11)3.2 提升拉力的计算 (11)4.钢丝绳滑轮及电动机的选择 (14)4.1 钢丝绳的选择 (14)4.2 确定滑轮主要尺寸 (14)4.3电动机的选择与校核 (15)4.3.1电机选择 (15)4.3.2.电动机发热校核 (16)5. 传动系统重要装置的选择与设计 (17)5.1 标准减速器的选择 (17)5.1.1 选用减速器的额定功率 (17)5.1.2 校核热平衡许用应力 (17)5.2 卷筒的设计 (18)5.2.1卷筒参数计算 (18)5.2.2卷筒强度计算 (20)5.3键的选择与校核 (22)5.4联轴器的选择 (23)5.4.1联轴器载荷计算 (23)5.4.2联轴器型号选择 (23)5.5制动器的选择 (23)6钢绳拉力传感装置和防坠落装置 (26)6.1拉力传感装置 (26)6.2 防坠落装置 (27)6.2.1工作原理 (27)6.2.2 楔块式瞬时安全钳装置 (28)7传动系统的润滑...................................... 错误!未定义书签。
炼钢120吨转炉安装施工方案(邯钢老区钢轧改造项目炼钢工程)
************邯钢老区钢轧改造项目炼钢工程120吨转炉安装施工方案编号:上海**集团有限公司*****邯钢老区钢轧改造项目炼钢工程项目部2010年7月12日发布受控状态:受控版本:A版发放编号:目录1 编制说明: (4)1.1编制依据 (4)1.2编制说明: (4)2 工程概况 (4)2.1主要设备 (5)2.2工程特点: (5)3 施工部署 (6)3.1安装工艺流程: (6)3.2、施工方法 (8)3.3 施工配合要求 (9)4 施工步骤 (11)4.1基础验收及垫板设置 (11)4.2耳轴轴承装配 (11)4.3转炉安装 (13)4.4托圈安装 (14)4.5炉壳安装 (16)4.6倾动装置安装 (17)4.7转炉的滑移就位 (19)4.8转炉滑移梁受力分析及立柱稳定性分析 (19)5、质量保证措施 (27)5.1质量管理体系 (27)5.2执行安装标准 (28)5.3质量保证措施 (28)6安全施工保证措施 (29)6.1安全保证体系 (29)6.2安全保证措施 (30)7文明施工 (31)8主要施工机具及材料 (32)9 转炉安装过程及安装平台设计、转炉滑移示意图,附图1-141 编制说明:1.1编制依据1.1.1**与**********签定的《邯钢老区钢轧改造炼钢工程》施工合同;1.1.2业主提供的施工图纸及其它技术文件;1.1.3国家有关建筑安装施工验收规范;1.1.4**对炼钢系统设备安装经验以及对施工现场查看的结果。
1.2编制说明:本次转炉安装的思路是:整体平移就位,在加料跨设置转炉安装平台,平台两边设置滑移梁,滑移梁上部标高高度与耳轴轴承座齐平,平台两滑移梁纵向中心线与两耳轴纵向中心线一样。
在加料跨进行拼装,包括倾动装置一、二次减速机。
2 工程概况邯钢是河北省较大型的钢铁联合企业,有良好的发展环境,是高新技术企业发展的地区,因此,邯钢老区钢轧改造炼钢工程项目建设目标是:工艺技术先进、起点高、装备精良、生产成本低并具有后发优势。
210转炉厂生产工艺简介
• 粉剂输送采用氩气和氮气,从喷吹罐向真空槽内采用氩气作 为载气,其余输送采用氮气作为载气
• 顶枪功能:强制脱碳、吹氧升温、顶枪加热、喷粉脱硫、去 冷钢。
六、连铸生产工艺 1、生产工艺流程 A、转炉炼出来的钢水倒入钢包,氩气自动接通,用钢 包车运送到精炼,按不同钢种进行各种处理。处理后的 钢水经行车吊至回转台; B、在钢包接收位置,接上压缩空气配管、滑动水口液 压缸等,将钢包回转到浇注位置,用长水口与钢包滑动 水口连接在一起,打开钢包滑动水口,使钢水注入中间 包,待中间包钢水液面达到要求时,打开塞棒,同时用 塞棒控制注流,使中间包钢水按一定速度注入到结晶器 中。
0段与1段,总计0+16段
连铸浇钢图
连铸浇钢实图
四、铁水脱S的工艺流程
受铁220t 350t吊运座罐 铁水包倾翻车开到搅拌扒渣位 倾动铁水包、扒高炉渣
铁水包进行脱硫处理 计算脱硫剂加入量 加脱硫剂、搅拌
倾动铁水包、扒脱硫渣 铁水包倾翻复位 测温、取样
铁水包倾翻复位 测铁水液面 测温、取样
搅拌结束提搅拌头 铁水包准备进行扒渣
210转炉生产工艺
一、概述 二、主体设备与参数 三、脱S生产工艺 四、转炉工艺制度 五、RH炉生产工艺 六、连铸工艺 七、生产计划编制
一、概述 1、210转炉厂的主要工艺配置
• 二座转炉 • 一座混铁炉 • 三套铁水脱硫装置 • 二座LF炉、 • 二座RH炉 • 二台双流板坯连铸机 • 烟气净化系统、水处理系统等公 用辅助设施
最大炉产钢水量:
230t
炉壳外径:
φ7840mm
炉体高度:
~10294mm
炼铁高炉机械设备
序号
1
2
3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
胶带机名称 SL3 胶带机
瞬间最大输送能力 (t/h)
矿石 2150焦炭 580
SL2 胶带机
SL1胶带机 FK1 胶带机 FK2(大倾角)胶带机 FZ1 胶带机 FZ2#(大倾角)胶带机 FS1 胶带机 FS2(大倾角)胶带机 FS3 胶带机 FS4 胶带机 FJ1 胶带机 FJ2(大倾角)胶带机 FJ3 胶带机 S1#胶带机 S2#胶带机 S3#胶带机 SK1(2,3)#胶带机
上、下密封阀结构
1—阀座;2—合金压头;3—硅橡胶圈;4—阀盖
• 2.7无料钟炉顶设备在实现集中操作和自动控制 时采用液压传动,液压管路和执行元件集中在炉 顶,为防止液压元件发生泄漏造成液压油大量 流失或着火事故,卷扬岗位在操作时必须关注液 压站油位变化,发现异常应立即检查联系处理。
• 2.8由于无料钟炉顶设备在生产过程中承受压力 较高(0.20MPa),属于煤气区域,检查时首重 于煤气泄漏,同时包括液压原件、均压介质、冷 却水、料罐及气密箱等方面的泄漏。
炼铁高炉机械设备
2024年2月8日星期四
• 以炼铁厂7号高炉为例,介绍炼铁机械设备:
• 1、上料部分:高炉采用主胶带机上料。 烧结矿 、块矿、球团矿经槽下称量斗称量及筛分,焦炭 经槽下振动筛筛分,分别给入 SL2#运矿胶带机、 SL1#运焦胶带机, 再由 SL3#上料主胶带机运往 高炉炉顶,上料主胶带机设有机械室,驱动方式 为3驱一备。上料主胶带机设有料头料尾控制信 号及主要料流控制监测点, 并设有防跑偏、打滑 、撕裂、急停等安全保护措施。为便于检修,机 械室设有 1 台 10t 地面操作的单梁吊车。
连铸机安全技术条件说明书

GB ×××××—××××
目次
前言..................................................................................................................................................................... IV 引言....................................................................................................................................................................... V 1 范围................................................................................................................................................................... 1 2 规范性引用文件...............................................................................................................................................1 3 术语和定义.............................................................................................................
钢铁企业烧结机、转炉一氧化碳监控点位MN号汇总表

唐山中厚板材有限公 司 乐亭
唐山市德龙钢铁有限 公司
1号转炉
2号转炉 1号2号(2乘90)烧结脱硫出 口 180平米烧结机脱硫出口 河北唐银钢铁有限公 司 1号转炉 开平 河钢股份有限公司唐 山分公司 2号转炉 北区2号210烧结机脱硫出口 北区3号256烧结头脱硫出口 北区1号210烧结机脱硫出口 一期105烧结机脱硫出口 唐山市春兴特种钢有 限公司 二期105平米烧结脱硫出口 1号转炉 2号转炉 一期120烟气脱硫出口 四期180烧结脱硫出口 二期120烟气脱硫出口 唐山国义特种钢铁有 限公司 古冶 三期180烧结脱硫出口 1号转炉 2号转炉 3号转炉 265平米烧结机头 唐山不锈钢有限责任 公司
唐山东海钢铁集团有 限公司
二号112烧结机脱硫出口 1号转炉 2号转炉 3号转炉
滦县 第 4 页
序号 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148
MN号 88130283022 88130283023 88130283024 88130283025 88130283026 88130283027 88130283028 88130283029 88130283030 88130283031 88130283032 88130283033 88130283034 88130283035 88130283036 88130283037 88130283038 88130283039 88130283040 88130283041 88130283042 88130283043 88130283044 88130283045 88130283046 88130283047 88130283048 88130283049 88130283050
转炉炼钢

转炉炼钢科技名词定义中文名称:转炉炼钢英文名称:converter steelmaking定义:在转炉内主要依靠铁水的物理热以及与氧发生化学反应的化学热加热升温,将高炉铁水通过氧化脱碳、脱气、还原去除硫等非金属夹杂物的冶炼工艺。
应用学科:材料科学技术(一级学科);金属材料(二级学科);钢铁材料(三级学科);钢铁材料生产技术(四级学科)以上内容由全国科学技术名词审定委员会审定公布转炉炼钢(converter steelmaking)是以铁水、废钢、铁合金为主要原料,不借助外加能源,靠铁液本身的物理热和铁液组分间化学反应产生热量而在转炉中完成炼钢过程。
转炉按耐火材料分为酸性和碱性,按气体吹入炉内的部位有顶吹、底吹和侧吹;按气体种类为分空气转炉和氧气转炉。
碱性氧气顶吹和顶底复吹转炉由于其生产速度快、产量大,单炉产量高、成本低、投资少,为目前使用最普遍的炼钢设备。
转炉主要用于生产碳钢、合金钢及铜和镍的冶炼。
目录1.世界转炉炼钢趋势2.优化转炉炼钢工艺展开氧气顶吹转炉(图1)发展历程早在1856年德国人贝斯麦就发明了底吹酸性转炉炼钢法,这种方法是近代炼钢法的开端,它为人类生产了大量廉价钢,促进了欧洲的工业革命。
但由于此法不能去除硫和磷,因而其发展受到了限制。
1879 年出现了托马斯底吹碱性转炉炼钢法,它使用带有碱性炉衬的转炉来处理高磷生铁。
虽然转炉法可以大量生产钢,但它对生铁成分有着较严格的要求,而且一般不能多用废钢。
随着工业的进一步发展,废钢越来越多。
在酸性转炉炼钢法发明不到十年,法国人马丁利用蓄热原理,在1864年创立了平炉炼钢法,1888年出现了碱性平炉。
平炉炼钢法对原料的要求不那么严格,容量大,生产的品种多,所以不到20年它就成为世界上主要的炼钢方法,直到20世纪50年代,在世界钢产量中,约85%是平炉炼出来的。
1952年在奥地利出现纯氧顶吹转炉,它解决了钢中氮和其他有害杂质的含量问题,使质量接近平炉钢,同时减少了随废气(当用普通空气吹炼时,空气含79 %无用的氮)损失的热量,可以吹炼温度较低的平炉生铁,因而节省了高炉的焦炭耗量,且能使用更多的废钢。
钢渣技术汇总

目前国内钢渣解决工艺及钢渣解决新技术查找有关钢渣解决技术及先进技术的相关信息, 经整理完善如下:我国的钢渣解决工艺也经历了渣山冷弃法、热泼法、滚筒法、粒化法、风碎法等工艺的发展, 如今转碟法也在研究。
评价钢渣解决技术的规定是:投资解决成本, 生产安全, 操作简便, 环境保护, 粒化效果。
其中后两项, 环境保护和粒化效果正日益受到重视;污染环境, 作业条件差的解决方法是不容接受的。
钢渣解决的粒化效果做得好, 则为炉渣进一步综合运用, 减少炼钢成本发明了条件。
钢渣的解决工艺可以分为湿法解决和干法解决两大类。
湿法解决就是运用熔态钢渣的热量, 喷水直接将钢渣淬碎。
一般大中型钢厂都采用露天倒渣水淬、浅盘热泼水淬、渣箱热泼法等。
中小型钢厂(涉及电炉钢厂), 尚有用焖渣水淬法等的。
1.渣山冷弃法一般在偏辟地点设露天渣坑, 以保证安全。
钢渣由抱罐车(或火车)从炼钢现场运至坑旁, 倒渣于坑内, 打水淬渣, 钢渣淬裂成块后, 由推土机堆集, 装车送渣场磁选和筛分。
这种方法较原始, 设施少, 操作简便, 但需用宝贵的土地资源挖坑。
此外, 污水、蒸汽、粉尘直接排放, 对周边环境严重污染, 并且地坑极易积水, 安全没有保障。
优点是设备及投资少, 重要投资涉及运送各装载车辆、渣场土建等, 年产60万吨钢渣规模的钢厂渣场占地要100多亩。
缺陷: (1)渣场占地面积大;(2)解决后的钢渣块度大, 并且渣钢粘的渣比较多;(3)尾渣综合运用不大方便;(4)陈化时间长, 通常要陈化一个月以上。
武钢转二线、湘钢、新钢公司的一钢和三钢厂等单位目前仍使用该方法解决钢渣。
2.浅盘热泼水淬法浅盘法亦即ISC工艺( Instaneous Slag Ghill Pidcess), 为日本新日铁公司开发, 宝钢的浅盘工艺引自新日铁公司。
宝钢采用该工艺来解决流动性较好的A、B、C 渣。
300t氧气转炉采用一炉一个中间渣罐。
抱罐车将钢渣运至炉渣解决间, 再用120t吊车将熔渣快速泼于浅平渣盘中, 静置3—5min, 第一次喷水冷却, 喷水2min, 停3min, 如此反复4 次, 耗水量约为0.33m3/t, 钢渣表面温度下降至500℃左右。
世界轧机之王-5500mm轧机,设备及生产情况
世界轧机之王——鞍钢5500mm特宽厚板轧机2009-12-01 15:22:59 作者:来源:互联网分享到5工程总投资:54.6亿元工程期限:2005年——2009年你知道这块钢板有多厚吗?这块测试用的钢板厚达200mm,竟然被炮弹像切豆腐一样穿透。
“每一块钢铁里,都隐藏着一个国家兴衰的秘密。
”——Peter Krass,美国钢铁大王卡内基的传记作者。
钢铁工业是重要的基础产业,被誉为工业的脊梁。
轧钢机是钢铁工业核心装备之一。
无论是决定战争胜负的航空母舰、核潜艇等尖端武器;还是关乎社会安危的核电站、巨型桥梁、水库闸门等基础设施;又或是人们日常生活中的汽车、冰箱、洗衣机等消费品;都离不开大型轧钢机生产的优质钢材。
鞍钢是我国最早的钢铁生产基地,始建于1916年,前身为日伪时期的鞍山制铁所和昭和制钢所。
1936年鞍钢第一中板厂建成我国第一台2300mm三辊劳特式中板轧机。
1945年8月苏联红军出兵东北后,将鞍钢7万多吨设备物资拆运回国,使鞍钢生产完全瘫痪,偌大厂区陷入破败境地。
1949年7月9日,新成立的鞍钢公司在一片废墟上恢复建设。
到1957年生铁产量达到336.1万吨,钢291.07万吨,钢材192.39万吨,成为中国第一大钢铁基地,向全国输送了大量专业人才,被誉为共和国钢铁工业的摇篮。
然而同大多数国有企业一样,在上世纪90年代市场大潮的冲击下,积弊严重的鞍钢曾濒临绝境,历经转轨阵痛,通过投巨资对生产线进行技术改造才重获生机。
走过60年风雨历程的鞍钢,目前是我国四大钢铁集团之一,拥有职工十余万人,2008年生产铁1608万吨,钢1604万吨,钢材1499万吨,实现收入796亿元。
形成了以汽车板、家电板、集装箱板、造船板、重轨、无缝钢管、冷轧硅钢为主的完整产品系列,是全球最大的集装箱钢板供货企业和国内主要的船用钢板、汽车钢板供货商;能够生产128个钢种的船用钢板,最大厚度100mm,强度级别从235MPa到550MPa,全部通过9国船级社认证;是世界第3家具备生产高档船体结构板和海洋工程结构钢板的企业。
转炉炼钢系统技术与设备的发展分析

转炉炼钢系统技术与设备的发展分析摘要:近年来,在社会经济快速发展的带动下,我国各个行业的发展都取得了显著的成绩,为钢铁行业的发展带来了诸多的机遇,为各项专业技术的发展奠定了坚实的基础。
炼钢技术以及设备的发展为新型工业化发展起到了积极的助动作用,促使我国成为了世界钢铁大国。
但是因为我国钢铁生产中存在吨钢能耗高、劳动生产率低下的问题,这样就对我国钢铁行业的发展带来了诸多的阻碍,鉴于此我们还需要进一步的转炉炼钢技术和先进炼钢设备进行优化和完善。
关键词:转炉炼钢;发展;展望引言钢铁产业在我国社会经济发展中起到了至关重要的作用,其生产技术水平的稳步提升为我国钢铁产业的发展给予了良好的辅助。
这篇文章主要围绕我国转炉炼钢技术的发展展开深入细致的研究分析,希望能够对我国综合国力的未来持续健康发展有所帮助。
1现代转炉炼钢存在的问题1.1废钢资源问题废钢资源问题长期以来都是人们所关注的重点,当下我国大陆的钢材回收周期因为受到多方面因素的影响有所增加,没有形成较为严重的废钢问题,再加上转炉炼钢中会遇到无法避免的消耗等问题,所以导致废钢的转化率相对较低。
相对于很多其他国家,我国废钢产量较少,并且因为我国存在严重的废钢资源利用不足,所以导致我国还没有彻底的解决废钢资源匮乏的问题。
1.2转炉炼钢也会造成不容忽视的环保问题在转炉炼钢的过程中通常都会产生诸多的粉灰污染,并且因为近些年我国环保监控工作没有得到了良好的重视,这样就导致炼钢的成本在逐渐的增加。
尽管我国大陆对于除尘设备在不断地优化,并且也创建了大量的除尘系统的,但是还是无法满足当前人们对于环保工作的需要,这样就对转炉炼钢产业的发展造成了诸多的限制。
1.3炼钢除尘中的环境问题在上世纪八十年代,国内外转炉炼钢技术水平得以不断地提升,在这种形势下装备水平随之逐渐的完善,我国转炉除尘技术随之不断地发展。
在当前新的历史阶段,炼钢除尘工作越发的收到了人们的重视,并且也取得了良好的成绩,怎样彻底的解决炼钢除尘中所涉及到的环境问题,还需要我们进一步的进行研究分析。
钒
一、中国钒工业概述中国是世界上主要的产钒大国。
目前全球钒渣、氧化钒、钒铁的主要产地是南非、中国、俄罗斯、美国、澳大利亚、新西兰和日本等七国。
从80年代以来,南非、俄罗斯和中国一直是三个最大的产钒国,随着澳大利亚Windimurra钒项目的达产,可能会占据世界钒产量9%的份额,也将成为主要的产钒国之一。
除美国和日本从石油残渣和电厂飞灰中提取钒外,其他各国都是从矿石冶炼过程中提取钒。
攀钢是中国最大的钒生产商,按V2O5产量计算,攀钢生产的钒原料占全国的74%左右,占世界18%左右。
承德钢铁公司是中国另一个主要钒生产商,近年来其生产规模也在不断扩大。
中国钒工业的崛起主要得益于攀枝花钒钛磁铁矿的开发利用。
随着1972攀钢雾化提钒投产,中国钒从无到有,从1980年开始由一个钒的进口国,变成钒的出口大国。
目前攀钢钒产品的年销售收入达到4.07亿元,出口创汇达3200万美元/年(1998年达到6500万美元),成为攀钢仅次于钢铁的第二支柱产业。
本文将以攀枝花钒的开发利用为重点,报告中国钒工业的发展历程。
国内每年消费各种钒原料约2860吨(按金属钒计)。
其中,90%用于钢铁工业,其余10%用于催化剂、钛钒合金、颜料等领域。
在钢铁工业中有1500吨左右用于特殊钢冶炼,1100吨左右用于普通钢铁厂中冶炼高强低合金钢。
近年来,建筑含钒钢筋用钒明显上升。
除攀钢使用FeV80外,其他中国钢铁厂都以FeV50或其它形式使用钒。
国际上通常用钒消耗强度表示钢铁业钒的应用水平。
钒消耗强度按每生产1000吨钢所消耗钒的公斤数表示。
从80年代以来,世界钒消耗强度已从30kg/1000t升至1998年的50kg/1000t,增加了67%。
今后,随着对强度高、重量轻的钢材需求的增加,钒消耗强度还会进一步增加。
而中国目前钒消耗强度仅为20-25kg/1000t,其差距是显而易见的。
潜力也是巨大的。
可见,中国钒的生产已处于世界前列,但钒的应用范围、规模和水平却并不先进,与产钒大国的地位很不相称。
连铸机基准的重新标定
3 解 决 方案 经 过 专 业 人 员 多 次 现 场 测 定 和方 案 研 讨 , 决
3 号连铸 机原设计产 能为 9 5 万 , 高 效 改 造 后产能达到 1 1 0 万t , a 。经过对现场设备多次仔细 的测量校验 , 3 号连铸机关键设备主要存在以下问
题:
( 1 ) 前期高效改造后 的辊面标高确定有误 , 比 实际辊面标高高 3 5 m m, 导致原来 的检修基准图存 在根本性错误。 ( 2 ) 设 备生产厂为莱钢炼 钢厂 国产化改造 提 供 的拉矫机与原达涅利产拉矫机存在一处关键尺 寸 错误 , 即拉 矫机 下拉 坯 辊 中心 高 比原设 计 低
【 K e y w o r d s ] D a t u m m a r k , c a l i b r a t i o n , rc a a l i g n m e n t , p r e c i s i o n
1 前 言
2 0 mm 。
炼 钢厂 3 号连 铸 机是 全 弧形 小 方坯 连 铸机 , 始
使 用 与维 护
一 ∞ 书雪8 8雷8 t
第3 l 卷2 0 1 3 年第 3 期( 总第 1 6 5 期)
连 铸 机 基 准 的重 新 标 定
张 丽红
( 山钢 集 团莱芜 分公 司炼钢 厂 莱芜
【 摘
2 7 1 1 0 4 )
要】 针对 因关键 基 准点 丢失而影 响连铸机快速 、 精 确对弧 的问题 , 提 出并 实施 了一 系列改进措施 , 重 标定 对弧 精度
定 利用 设备年修时间 , 对连铸机基准点进行重新 标 定 。 以 目前 拉 矫 机 底 座 为基 准 , 重 新 标 定 连 铸 机外弧基准 、 设备标高 、 水平 度和铸流 中心线 , 为 今后设备的检修 以及改造提供必要 的条件。 重新标定基 准点时 , 充 分 利 用 现 有拉 矫 机 钢 结构混凝 土底座 、 自铸机安装 以来从没有进行改 动这一线索 , 以拉矫机安装底座为基准 , 结合拉矫 机 国 产化 改 造 导 致 的 尺寸 偏 差 , 重 新 确 定 铸 机 中 心线 、 外弧基准线 、 振动台大梁标 高 、 结 晶器水平 中心线标高的正确理论数据( 见表 1 ) , 以此为依据 作 出基准点 , 并作为今后检修的可靠依据。
80t转炉设计
80t 转炉设计原始条件炉子平均出钢量为80吨 铁水采用P08低磷生铁; 氧枪采用六孔拉瓦尔型喷头炉型选择新制定的技术规定中提出“≤100t 转炉一般采用截锥型活炉底。
”所以,80t 的转炉设计的炉型用截锥型。
该炉型的熔池形状为一倒截锥体,在装入量和熔池深度相同的情况下,其熔池最深,因此适宜于小容量转炉。
炉容比:V/T=0.92熔池直径D :熔池直径通常指熔池处于平静状态时金属液面的直径。
它主要取决于金属装入量和吹炼时间。
例如,随着装入量的增加和吹炼时间缩短,单位时间的脱碳量和从熔池排出的CO 气体量增加。
此时,如不相应增大熔池直径,势必会使喷溅和炉衬蚀损加剧。
熔池直径:tGkD = 确定初期金属装入量G .取B=20% 则)(7992.012.02802122t B T G =⋅+⨯=⋅+=金η )(62.118.6793m G V ===金金ρ确定吹氧时间.根据生产实践,吨钢耗氧量,取吨钢耗氧量为50m 3/t ,并取吹氧时间为t =18min.则()[]min /78.218503⋅===t m 吹氧时间吨钢耗氧量供养强度取K=1.8 则)(025.416808.1m t G K D =⋅=⋅= 倒截锥体的底部直径d=0.7D=2.8175(m )熔池深度h :熔池深度系指熔池处于平静状态时从金属液面到炉底最低处的距离。
)(250.1025.4574.062.11574.0574.0222m D V D V h =⨯=⨯==)(金池 氧气射流穿透深度:m nTq H O 908.0678.28036.036.0256.0256.02=⎪⎭⎫⎝⎛⨯⨯=⎪⎪⎭⎫ ⎝⎛=穿穿H <h ,符合条件炉帽尺寸的确定顶吹转炉一般都用正口炉帽,其主要尺寸有炉帽倾角、炉口直径和炉帽高度。
设计时,应考虑到一下因素:确保其稳定性;便于兑铁水和加废钢;减少热损失;避免出钢时钢渣混出或从炉口流渣;减少喷溅。
炉帽倾角θ:倾角过小,炉帽内衬的不稳定性增加,容易倒塌;过大时,出钢时容易钢渣混出和从炉口大量流渣。
炼钢设备评估报告范文

炼钢设备评估报告范文1. 引言炼钢设备评估是对企业生产设备的使用情况进行详细调查和分析,以确定设备的性能、可靠性和安全性是否满足需求,并提出改善建议。
本报告针对某炼钢企业的设备进行了评估,并总结了评估结果和建议。
2. 设备概况炼钢企业生产线包括高炉、转炉、连铸机等设备,用于钢铁的冶炼和铸造过程。
本次评估主要关注以下设备:2.1 高炉- 使用年限:10年- 容量:1000吨/日- 主要问题:- 炉壁磨损严重,需要更换- 炉内温度控制不稳定,需要调整控制系统2.2 转炉- 使用年限:8年- 容量:200吨/炉- 主要问题:- 耐火材料磨损严重,需要更换- 转炉烟气处理系统效果不佳,需要优化2.3 连铸机- 使用年限:5年- 容量:150吨/小时- 主要问题:- 连铸机结构松动,需要加固- 塔壳温度过高,需要改善散热条件3. 评估方法为了全面评估炼钢设备的状况,我们采用了以下评估方法:3.1 设备检查对炼钢设备进行了现场检查,检查重点包括设备的物理状况、运行状况、维护记录等。
3.2 数据分析收集了炼钢企业过去一年的生产数据,对设备的利用率、故障率等进行了统计和分析,以了解设备的性能和可靠性。
3.3 专家访谈与企业的运维人员和技术专家进行了访谈,了解他们对设备的看法和建议,获取更多的实际情况。
4. 评估结果基于设备检查、数据分析和专家访谈的结果,对炼钢设备的状况进行了评估。
4.1 高炉根据炉壁磨损情况和温度控制稳定性的问题,建议企业尽快更换炉壁和调整控制系统,以确保高炉的正常运行。
4.2 转炉鉴于耐火材料的磨损和烟气处理系统效果不佳,建议企业进行耐火材料更换和烟气处理系统的优化,以提高转炉的生产效率和环境保护效果。
4.3 连铸机针对连铸机结构松动和塔壳温度过高的问题,建议企业进行设备加固和散热条件的改善,以确保连铸机在高强度运行下的安全和稳定。
5. 改善建议基于炼钢设备的评估结果,我们提出以下改善建议:5.1 设备维护设备维护是保持设备良好状态和延长使用寿命的关键。
转炉炼钢钢渣处理概况

1文献综述1.1转炉炼钢钢渣处理概况1.1.1钢渣来源刚刚钢渣特指在炼钢过程时排出的熔渣,主要是指在吹炼过程中金属炉料中各元素被氧化后生成的氧化物、被侵蚀的炉衬料和补炉材料、金属炉料带入的杂质和为调整钢渣性质而特意加入的造渣材料,如石灰石、白云石、铁矿石、硅石等。
一般渣量是钢产量的8%~15%[1]。
钢渣的主要化学成分有:CaO、SiO2、Al2O3、FeO、Fe2O3、MgO、MnO、P2O5、f-CaO,对于一些特殊的冶炼钢种,其钢渣中还含有V2O5、TiO2等。
钢渣中Fe的氧化物以FeO和Fe2O3形式存在,而以FeO为主,总量在25%以下。
如表2-1为常见各种钢渣的成分[2]。
表1-1钢渣的化学成分(%)钢渣的矿物组成与钢渣的化学成分有关,特别是取决于钢渣的碱度(CaO与SiO2的比)。
在我国主要以转炉炼钢为主,因此大部分钢渣为转炉炼钢渣。
矿物按下式反应:2(CaO·RO·SiO2)+CaO→3CaO·RO·2 SiO2+RO3(CaO·RO·SiO2)+CaO→2(2CaO·SiO2)+RO2CaO·SiO2)+CaO→3CaO·SiO2其中RO代表二价金属(一般为Mg2+、Fe2+、Mn2+)氧化物的连续固熔体。
在炼钢初期,碱度比较低,钢渣的矿物组成主要是钙镁橄榄(CaO·MgO·SiO2),其中的镁可被锰和铁所代替。
当碱度提高时,橄榄石吸收氧化钙变成蔷薇辉石(3CaO·RO·2SiO2),同时放出RO相(CaO·MnO·FeO的固熔体)。
再进一步增加石灰含量,则生成硅酸二钙(2CaO·SiO2)和硅酸三钙(3CaO·SiO2)。
在吹炼末期,氧化物增加的速度很快,这个时候,硅酸三钙(3CaO·SiO2)会随温度变化分解成硅酸二钙(2CaO·SiO2)和氧化钙(CaO),还会生成一部分铁酸二钙(2CaO·Fe2O3)。
100tLF炉技术规格书
第一炼钢厂新2#LF炉工程100tLF炉技术规格书鞍山热能科技有限公司2005年7月目录附件一技术特点及工艺说明 (1)附件二设备技术规格 (16)附件三供货范围及分交 (53)附件四设计分交及资料交付和审查 (60)附件五卖方的指导服务和双方人员待遇 (64)附件六买方人员的培训和指导计划 (67)附件七保证值及考核方法 (68)附件八设备安装调试及售后服务 (74)附件九设计联络 (80)附件十卖方提供的技术诀窍和专利 (82)附件十一工程进度表 (83)附件一技术特点及工艺说明一、鞍山热能科技公司100tLF技术特点鞍山热能科技有限公司是鞍山市高新技术企业,注册资金3000万元,已通过ISO9001:2000质量管理体系和ISO14001:1996环境管理体系认证。
热能科技以其独特的企业文化,汇聚了众多的高科技人才,一直致力于炉外精炼方面的技术开发和工程承包,先后承担了国内几十座LF/VD/VOD/RH精炼炉工程,且都在大型国有企业。
2003年唐钢一炼钢、安钢一炼轧厂在原先引进国外一套LF设备的基础上,改由我公司承但其第二套LF设备的国产化,工程实践表明:我公司在消化国外技术基础上完成的安钢100t和唐钢180tLF总体技术水平和经济指标已达到或超过国内同期引进的项目。
除此之外,我公司自1998年以来,在鞍钢一炼钢、二炼钢先后承担5座100tLF和1座100t双工位VD,均获得用户广泛赞誉。
鞍山热能科技是以精炼工艺为龙头,专业配套齐全。
包括冶金工艺、设备、液压、仪表、高低压电气及自动化、土建、钢结构、除尘、采暖通风、给排水等相关专业。
具备精炼炉工程全部设备设计和工厂设计能力,具有一般制造厂无法比拟的优势。
热能科技拥有自己的土建、钢结构和安装调试施工队伍,使得精炼工程整体性能有了更进一步的提高,在确保工程质量的同时加快了工程进度。
技术特点1、能效高,升温能力大升温速度可大于6℃/min。
LF最基本功能是升温。
年产500万吨炼钢车间设计-毕业设计
年产500万吨合格铸坯炼钢厂转炉炼钢系统设计冶金工程冶金06-3班邵志华指导老师:张芳摘要本设计的题目:年产500万吨合格铸坯炼钢厂转炉炼钢系统设计。
本说明书在实习和参考文献的基础上,对所学知识进行综合利用。
讲述了设计一转炉车间的方法和步骤,说明书中对车间主要系统例如铁水供应系统,废钢供应系统,散装料供应系统,铁合金供应系统,除尘系统等进行了充分论证和比较确定出一套最佳设计方案。
并确定了车间的工艺布置,对跨数及相对位置进行设计,简述了其工艺流程,并在此基础上进行设备计算,包括转炉炉型计算,转炉炉衬计算及金属构件计算,氧枪设计,净化系统设备计算,然后进行车间计算和所用设备的规格和数量的设计,在此基础上进行车间尺寸计算,确定各层平台标高。
最后对转炉车间设计得环境和安全要求进行说明。
为了更加详细说明转炉车间设计中的一些工艺及设备结构,本设计穿插了图形,为能够明确、直观的介绍了转炉炼钢车间的工艺布置。
关键词: 转炉;500万吨;设计;设备计算;车间计算Design of Converter Systems of Annual Output 5 Million T ons of Qualified ContinuousCasting SlabAbstractThis design topic of annual 5 million tons' qualified casting steel of converter steelmaking system.This instruction booklet in the practice and in the reference foundation, to studies the knowledge to carry on the comprehensive utilization.Narrated has designed a converter mill the method and the step, in the instruction booklet to the workshop main system for example molten iron supply system, scrap supply system,dispersed feeds the supply system, ferroalloy supply system,dedusting system and so on to carry on the abundant proof and quite is definite a set of best design proposal.And had determined the workshop craft arrangement, carries on the design to the cross number and the relative position, has summarized its technical process, and carries on the equipment computation in this foundation, including the converter stove computation, the converter lining computation and the converter metal components computation the oxygen gun design, the purification system equipment computation, then carries on the workshop computation and uses the equipment the specification and quantity design, carries on the workshop size computation in this foundation, determines each platform elevation. Finally to environmental and safety requirements of the Steel workshop to carry on the explanation.For more detailed description of some of the converter workshop design technology and equipment structure, the design with graphics, which can clear, intuitive introduces converter steelmaking plant process arrangement.Key word: The Converter;5 million tons;design;the converter equipment calculates;the workshop computation第一章文献综述1.1 国内外钢铁产业的发展情况钢铁产业是国民经济的重要支柱产业,涉及面广、产业关联度高、消费拉动大,在经济建设、社会发展、财政税收、国防建设以及稳定就业等方面发挥着重要作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
唐钢第二钢轧厂搬迁改造工程新建4×85t转炉炉体技术附件买方:唐山钢铁集团有限责任公司第二钢轧厂卖方:鞍钢重型机械有限责任公司设计院:唐山钢铁设计研究院有限公司2011年9月15日附件1 工艺技术说明唐钢第二钢轧厂搬迁工程,拟新建4×85t转炉炼钢车间。
其转炉设备主要由以下部分组成:1、转炉炉体;2、转炉炉体支撑装置;3、托圈、耳轴及轴承座装置;4、转炉倾动系统;5、转炉润滑系统;6、水冷系统;7、旋转接头;8、转炉倾角指示器;9、复吹系统;85t转炉的基本技术参数见表1-1所示。
表1-1 转炉基本技术参数序号名称单位数值备注1 转炉数量座 42 转炉公称容量 t 853 转炉平均出钢量 t 854 转炉最大出钢量 t 905 炉壳外径 mm Ø56006 修炉方式死炉底、上修炉7 炉体高度 mm 86008 炉壳厚度 mm 609 炉壳材质16MnR10 托圈材质16MnR11 托圈内径 mm Ø600012 托圈高度 mm 180013 托圈断面宽度 mm 60014 托圈与炉壳间隙 mm 20015 耳轴材质20MnMoNb16 耳轴与托圈连接方式焊接17 炉体支撑连杆下悬挂18 倾动力矩 T.M 21019 事故力矩 T.M 400 2倍倾动力矩20 倾动速度 rpm 0.1-1全悬挂、四点啮合、21 倾动方式扭力杆减震、全正力矩水冷炉口、水冷炉帽、22 冷却方式水冷耳轴、水冷托圈传动侧为固定支撑、23 轴承座非传动侧为摆动支撑材质为20MnMoNb,内24 耳轴轴承内径 mm 950径950mm25 电机功率 KW 4×9026 输入转速 rpm 59027 总速比 560-58028 复吹系统8路独立复吹底枪附件2 设备技术规格书以下每项为1座转炉的设备组成,本项目共新建4座转炉。
2.1 转炉炉体转炉炉体主要由炉壳、水冷炉口、炉体挡渣板及出钢口构成。
转炉炉壳为全焊接式固定炉底结构,外径为Ø5600mm,高度为8600mm,主要由炉口法兰、上下部圆锥段、圆柱炉身段以及锥柱间、锥球间均匀过渡用的圆环段和球形炉底等部分组成。
炉壳采用60mm厚的16MnR钢板焊接而成,要求所用钢板必须平直,不得有扭曲变形,其挠度和平面度不大于1/1000mm。
炉壳上部、中部、下部焊接后应进行消除应力退火,退火后应保证尺寸精度和公差,圆柱度≤10mm,然后对三个部件进行组装检查,最大错边量≤3mm。
炉口法兰用16MnR钢板拼焊而成。
上部圆锥段顶部焊接有加筋法兰,供固定炉口用。
上部圆锥段外表面有半割钢管焊接而成的冷却水循环通道。
水冷炉口由内埋蛇型管冷却的4块耐热球墨铸铁扇形段拼装而成,易于更换,要求采用上海宝钢铸造有限公司的产品。
要求水试验的压力为0.9MPa,保压30min,不得出现渗水等异常情况。
炉体裙板的材料为16Mn钢板,裙板与炉壳上部之间的连接采用焊接式支座。
支座在制造厂内与炉壳焊接,并进行预装配,然后编号与炉壳一起发往施工现场。
炉壳用钢板全部经过精炼处理,采用数控切割下料,采用E5016焊条进行连续焊接,焊前需预热,预热温度不低于150℃。
对炉壳中的焊缝,要求不低于JB/T 5000.3-1998<<焊接件通用技术条件>>的规定,尺寸或角度精度等级不低于B级,形位公差不低于F级,焊缝质量评定级别角焊缝不低于BK级,对接焊缝不低于BS级,焊接接头缺陷为Ⅱ级(GB/T12469)。
注意,关键孔不能打在钢板接口上。
炉壳分三段运输,到安装现场后进行现场组焊,并进行超声波探伤检查,合格后采用电加热方式进行退火处理(按国家标准)以消除内应力。
炉体现场组焊及退火后,要求炉壳的圆柱度、外圆公差和同轴度小于1.5‰;炉壳外径、炉身和水冷炉口结合面对炉口中心线的垂直度小于1‰;炉壳高度差小于±3‰的炉壳全高;炉壳中心线与托圈中心线的重合度小于1.5mm。
炉体的所有焊缝必须经超声波探伤检测。
出钢口采用圆形出钢口,直径1000mm,材质与炉壳相同。
主要设备组成及数量炉帽1套炉身1套炉底1套水冷炉口1套裙板1套出钢口1套2.2 炉体支撑装置支撑装置能保证炉体与托圈在±360°倾动中实现可靠连接,同时能有效地吸收炉体和托圈热膨胀产生的变形量。
支撑装置要求结构简单,制造安装容易,维修方便,安全可靠。
炉体与托圈联接装置采用3点连杆铰接的下悬挂方式,该系统由3组垂直连杆,2组横向连杆及4组安全连接装置组成。
3组连杆中的1组连杆位于加料侧弓形体中心线下方,另外2组连杆与其成120º角(初步设计审查确定)布置;2组横向连杆位于传动侧和非传动侧耳轴下方;4组安全连接装置分别位于托圈下面出钢口下方和托圈上面与垂直连杆相对应的位置。
炉体直立时,3组连杆承受炉体竖直方向受力,2组横向连杆防止炉体在托圈内产生旋转动作,4组安全连接装置确保炉体在托圈中的正确位置,防止炉壳产生相对窜动。
炉体倾转时,3组连杆与4组安全连接装置一同承受托圈平面内的横向载荷及倾翻力矩。
连杆中安装的关节轴承能充分地满足炉体的各种变形需要,同时还能避免因机械以及温度差引起的附加应力。
所有的关节轴承均采用免维护轴承。
主要设备组成及数量垂直连杆组装3组横向连杆组装2组安全连接装置4组表2.1 炉体及支撑装置的主要参数序号名称单位数值备注1 转炉平均出钢量 t 852 转炉最大出钢量 t 90Ø56003 炉壳外径 mm86004 炉体高度 mm60 材质:16MnR5 炉壳厚度 mm6 水冷炉口个 1 上海宝钢铸造产品7 裙板材质:16Mn8 出钢口角度度 79 炉帽倾角度 6010 垂直连杆组装套 311 横向连杆组装套 212 安全连接装置套 42.3 托圈、耳轴及轴承座装置2.3.1 托圈1套托圈的作用是托住炉体并在倾动装置的驱动下带动炉体旋转,是转炉设备的关键件。
托圈主要尺寸:Ø7200/Ø6000×1800托圈弧形段采用厚度60~100mm的16MnR钢板焊接而成。
转炉托圈为焊接箱形结构,其内通循环水冷却。
两侧耳轴为空心结构,以容纳托圈冷却水、水冷炉口冷却水和炉壳上部圆锥段冷却水及转炉底吹供气管的通道。
托圈弧形段部分为钢板焊接结构,钢板材质为16MnR,对焊缝要进行退火处理,主要焊缝须经超声波和磁力探伤检查,其内部不得有气孔、夹杂、裂纹等缺陷存在。
随托圈必须提供探伤报告。
托圈的两个弧形段焊接后应进行消除应力退火,退火后,应保证尺寸和公差,并经磁粉和超声波探伤检验合格。
然后对部件进行组装检查,最大错边量≤3mm。
托圈内通循环水冷却,水压试验为0.9Mpa,保压30min,不得出现渗水等异常情况。
托圈内配管工作必须在卖方制造厂内完成,材质为不锈钢管(1Cr18Ni9Ti)。
配管的同时,必须逐段进行管路气密性试验及耐压实验,各条管路配管完成后,整体进行管路耐压试验及气密性试验(详见所附耐压和气密性试验步骤技术要求)。
要求提供试验报告,且试验时通知买方,买方派人监督确认。
托圈采用整体运输至项目现场。
主要设备组成及数量弧形段(加料侧) 1套弧形段(出钢侧) 1套托圈内配管若干2.3.2 耳轴1套驱动端耳轴、游动端耳轴为大型锻件,材质为20MnMoNb,锻件须采用碱性电炉、真空脱氧、脱气的冶炼工艺,且进行调质处理。
对长、短耳轴锻件应进行超声波探伤,其内部不得有夹杂、白点、偏析裂纹及其它缺陷存在,并严格按照图纸要求进行性能检验。
耳轴与托圈连接采取焊接方式,焊接后应进行消除应力退火,托圈焊好后,保证两耳轴同轴度小于1mm。
主要设备组成及数量驱动端耳轴1套游动端耳轴1套2.3.3 轴承座装配1套轴承座装配包括轴承座和支座两部分,分为传动侧轴承及非传动侧轴承两种。
轴承采用国产,厂家指定为洛阳轴承总厂;轴承座为大型铸件;支座采用厚度60-100mm的16MnR钢板焊接而成,钢板必须有质量检验合格证。
传动侧轴承为固定端耳轴轴承,选用一件双列调心滚子轴承,轴承安装在特定的轴承座内,轴承座固定在支座上,支座则牢固地固定于转炉基础上。
轴承座靠近转炉侧安装有防护板(材质:球墨铸铁,厚度:60mm),连接可靠,确保渣子不进入耳轴。
非传动侧轴承为浮动端耳轴轴承,选用一件双列调心滚子轴承,轴承安装在特定的轴承座内,轴承座固定在铰接支座上,以适应转炉沿耳轴方向的摆动及平衡托圈弯曲变形(如果设计上仅靠调心滚子轴承就可以平衡托圈的挠度变形,也可以不用铰接支座),支座则牢固地固定于转炉基础上,轴承座靠近转炉侧安装有防护板(材质:球墨铸铁,厚度:60mm),连接可靠,确保渣子不进耳轴,并且便于更换。
轴承润滑采用干油润滑。
轴承座润滑点便于维护、更换、检修。
主要设备组成及数量传动侧轴承1个非传动侧轴承1个轴承座2个支座2个表2.2 托圈、耳轴及轴承座装置主要参数序号名称单位数值备注1 弧形段(加料侧)套 1 材质:16MnR2 弧形段(出钢侧)套 1 材质:16MnR3 托圈内配管若干材质:不锈钢管4 驱动端耳轴个 1 材质:20MnMoNb5 游动端耳轴个 1 材质:20MnMoNb6 传动侧轴承个 1 洛阳轴承总厂7 非传动侧轴承个 1 洛阳轴承总厂8 轴承座个 2 大型铸造件9 支座个 2 焊接件,材质:16MnR2.4 转炉倾动系统转炉倾动装置用于转炉炼钢设备中炉体的平稳倾动及准确定位,并完成转炉兑铁水,出钢,加料,修炉等一系列工艺操作,是转炉实现炼钢正常生产的关键设备之一,其工作特点是:低速,重载,大速比,启动,制动频繁,承受较大的动负荷,工作条件恶劣。
转炉倾动系统采用四点啮合全悬挂扭力杆平衡装置,具有传动平稳,性能稳定,安全可靠等特点。
主要由以下几部分组成:四台交流变频驱动电动机、四台电力液压制动器、四台一次减速机、一套二次减速机、扭力杆平衡装置、事故止动装置等。
四台电动机同步启动、制动、同步运行,电机转速可调。
为确保转炉生产安全,倾动机构的设计工作制度是:转炉正常冶炼时,倾动机构的四台电动机及四台一次减速机同时工作,驱动二次减速机倾动转炉以0.1~1r/min的速度作±360°旋转。
当一台电机损坏,转炉正处于正常吹炼状态时,剩余三台电机能够保证转炉正常冶炼,此时转炉转速为0.1~0.75r/min。
当两台电机损坏,而转炉正处于正常吹炼状态时,剩余的二台电机以低速驱动转炉维持一炉钢炼完,此时转炉转速为0.1~0.4r/min。
当出现塌炉、冻钢及顶渣操作时,转炉倾动速度为0.1~0.3r/min,此时四台电机需同时工作,倾动转炉倒出炉内装盛物,使事故得以处理。
转炉倾动采用绝对值编码器,转炉倾动角度及状态要在上位机显示。