端面驱动加伸缩卡抓卡盘
车床卡盘卡爪拆装实训报告
一、实训目的1. 熟悉车床卡盘卡爪的结构及功能;2. 掌握车床卡盘卡爪的拆装方法;3. 提高动手实践能力,培养团队协作精神。
二、实训内容1. 车床卡盘卡爪的结构及功能2. 车床卡盘卡爪的拆装步骤3. 拆装过程中应注意的问题三、实训过程1. 车床卡盘卡爪的结构及功能车床卡盘卡爪是车床上的重要部件,主要用于夹紧工件。
它由卡爪本体、卡爪紧固螺钉、卡爪调整螺钉、卡爪支撑块等组成。
卡爪本体通过紧固螺钉与卡盘连接,调整螺钉用于调整卡爪与工件的接触力度,支撑块用于增强卡爪的稳定性。
2. 车床卡盘卡爪的拆装步骤(1)拆装前准备工作1)检查卡盘卡爪是否有损坏、磨损等情况;2)准备必要的工具,如扳手、螺丝刀等;3)清理工作台,确保操作空间。
(2)拆装步骤1)松开卡爪紧固螺钉,使卡爪与卡盘分离;2)取下卡爪,注意观察卡爪与卡盘的配合情况,如有磨损,应及时更换;3)安装新卡爪,调整螺钉用于调整卡爪与工件的接触力度;4)将卡爪紧固螺钉拧紧,确保卡爪与卡盘的连接牢固;5)检查卡爪的夹紧力度,确保工件夹紧稳定。
3. 拆装过程中应注意的问题(1)拆装过程中要轻拿轻放,避免损坏卡盘卡爪;(2)注意观察卡爪与卡盘的磨损情况,如有磨损应及时更换;(3)调整螺钉时,要均匀用力,避免卡爪变形;(4)拧紧紧固螺钉时,要确保卡爪与卡盘的连接牢固。
四、实训心得通过本次实训,我深刻了解了车床卡盘卡爪的结构及功能,掌握了卡盘卡爪的拆装方法。
以下是我的一些心得体会:1. 实践是检验真理的唯一标准。
通过实际操作,我更加深刻地理解了理论知识,提高了自己的动手实践能力;2. 团队协作精神在实训过程中至关重要。
在拆装过程中,我们互相配合,共同完成了任务,体现了团队的力量;3. 注意细节,才能确保操作的正确性。
在拆装过程中,我学会了如何观察卡爪与卡盘的磨损情况,及时更换磨损部件,保证了卡爪的正常使用。
总之,本次实训让我受益匪浅,不仅提高了自己的专业技能,还培养了团队协作精神。
液压卡盘三爪安装方法-概述说明以及解释
液压卡盘三爪安装方法-概述说明以及解释1.引言1.1 概述概述部分的内容可以包括对液压卡盘三爪的简要介绍以及其在工业生产中的重要性。
可以从以下几个方面进行介绍:液压卡盘三爪是一种常见的工业装置,用于夹持、固定工件,使其能够稳定地完成加工、组装或其他工艺操作。
它具有结构简单、操作方便、夹持力强等特点,被广泛应用于机械制造、汽车制造、航空航天等领域。
液压卡盘三爪的安装方法是确保其正常工作的关键。
正确的安装方法可以提高夹持的稳定性和准确性。
在安装液压卡盘三爪之前,首先需要将其清洁干净,并检查各个零部件的完整性和良好状态。
安装液压卡盘三爪时,需要根据其具体的型号和尺寸选择相应的安装工具和设备,确保其与工作台或机床的连接紧固可靠。
在安装过程中,需要注意正确调整夹爪的位置和角度,以确保工件能够被牢固地夹持住,同时不会造成工件的变形或损坏。
安装完成后,还需要进行调试和测试,确保液压卡盘三爪的各项指标符合要求。
在使用过程中,需要定期检查和维护,保持其良好的工作状态。
总之,液压卡盘三爪的安装方法是确保其正常运行的基础。
只有正确安装并进行适当的调试和维护,才能保证液压卡盘三爪的夹持能力和可靠性,为工业生产提供稳定的支持。
文章结构是指构成文章的各个部分以及各个部分之间的逻辑关系。
一个良好的文章结构可以使文章更加有条理和易读。
本文的结构如下:1. 引言1.1 概述1.2 文章结构1.3 目的2. 正文2.1 第一个要点2.2 第二个要点3. 结论3.1 总结3.2 展望在引言部分,我们首先进行概述,简要介绍液压卡盘三爪安装方法的背景和重要性。
接着,我们明确文章的结构,说明本文将从两个要点来详细介绍液压卡盘三爪的安装方法。
最后,我们明确文章的目的,即为了帮助读者了解液压卡盘三爪的正确安装方法,以提高工作效率和避免潜在的安全隐患。
在正文部分,我们将分为两个部分来讲解液压卡盘三爪的安装方法。
第一个要点将详细介绍液压卡盘三爪的选型和准备工作,包括选择合适的卡盘和工作表面、清洁工作表面等。
液压三爪卡盘原理
液压三爪卡盘原理液压三爪卡盘是一种常见的机械夹具,常用于机床加工中,具有良好的夹紧效果、精度高等优点,广泛应用于金属加工、汽车零部件加工以及制造业等行业。
液压三爪卡盘是一种通过加压油液,使三个爪子抓住工件,实现夹紧的机械夹具,主要由主体、液压缸、活塞、连杆、三爪和弹簧等组成。
当液压缸内的压力升高时,活塞会向前排油,推动连杆和三爪沿着导轨移动,从而夹紧工件。
液压三爪卡盘的主要优点是夹紧力大,精度高,操作简单、方便,而且具有自锁功能,能够保证工件的稳定和安全。
液压三爪卡盘还具有夹紧力可调节的特点,可以根据加工的需要进行调整,能够满足不同加工场合的需求。
液压三爪卡盘的原理是利用液压缸产生的油压力,通过机械传动将夹具夹紧在工件上。
它的核心部件主要有三爪和活塞。
液压缸通过活塞向前推动三爪,使三爪从内到外夹住工件。
三爪夹紧工件时,它们的夹紧力在被夹物的周围形成一个圆环,这时,夹紧力将被均匀地分布在被夹物的周围,保证了被夹物的安全和稳定。
液压三爪卡盘的使用方法非常简单。
需要将工件放入夹具中,然后打开油泵输出口的阀门,使油液进入液压缸,使活塞向前移动,将三爪夹紧在工件上。
当需要取下工件时,只需要关掉油泵输出口的阀门,压缩弹簧,使三爪张开,工件就可以轻松地取下了。
液压三爪卡盘的应用范围非常广泛。
它可以用于铣床、车床、钻床等各种加工设备上,也可以用于轻型机械手和自动生产线上。
还可以用于汽车轮胎的更换等场合。
液压三爪卡盘具有夹紧力大、精度高、操作简单等优点,是一种常见的机械夹具,广泛应用于金属加工、汽车零部件加工以及制造业等行业。
在使用过程中,需要注意液压系统的维护和保养,以确保其正常运行和工作效率。
在使用液压三爪卡盘的过程中,有一些需要注意的事项。
使用前需要检查卡盘的工作表面是否平整,以及各部件是否正常运转。
需要保持油液清洁,定期更换液压油,确保液压系统的正常运行。
需要根据加工需要调整夹紧力。
如果夹紧力过大,可能会导致工件变形或者损坏;如果夹紧力过小,可能导致工件松动或者移动。
任务三 三爪自定心卡盘结构和卡爪的拆装
学情分析(1)本班学生在学习车工技能训练前已经完成半个学期的专业理论学习,包括机械基础、机械制图、车工工艺、金属材料等专业课程,掌握一定的机械结构原理理论基础。
(2)学生对车床的机械结构实物、机械装拆从来没有接触过,缺少动手能力,部份学生对机械装拆油污有一定的抵触心理。
(3)由于教具为三爪自定心卡盘,重量和体积较大,存在一定的安全隐患,课前必须注重学生的规范操作和安全意识教育。
教学过程设计教室布置图附件表附件1:三爪自定心卡盘结构和卡爪的拆装任务书附件2:小组评价表附件3:教师评价表《三爪自定心卡盘结构和卡爪的拆装》教学过程学习活动教师活动学生活动设计意图下达任务(20分钟)一、【组织教学】(4分钟)1.组织学生按之前分组就坐,准备好相关学习书箱笔记本,考勤并填写考勤记录表。
2.检查教学设备、工具等是否正常齐备。
3.检查学生穿着、防护等是否达到要求,并作严格要求。
按照座位就坐,准备好相关书籍、笔记本、检查衣着是否达要求。
调整情绪使学生能更快的进入学习状态。
二、【复习旧课】(5分钟)引导学生观看右图【提问】1.车床溜板箱正面大手轮轴上的刻度第转一格表示车床那个方向移动多大距离?2.车床尾座由那几部份组成?它们分别有什么作用?学生回答 :(略)【点评】:补充纠正学生的回答。
强调:床鞍纵向移动1mm。
由底座主体、手轮、尾座固定手柄、套筒锁紧手柄、套筒等组成,其中底座主体主要是与床身导轨联接,起到支撑与坚固作用;手轮作是是将旋转运动通过丝杆变为套筒的直线运动,从而顶住零件加工;尾座固定手柄是实现床向与尾座坚固作用;套筒锁紧手柄是实现套筒与尾座坚固作用。
观察、思考、积极回答问题。
以问题引入,复习巩固上节课知识,为进入本课堂学习做准备。
三、【情境分析】(5分钟)【提问】回忆之前我们学习过的钳工实习,在装夹零件是所使用的台虎钳工作原理及优缺点?学生回答 :(略)【讲解】台虎钳在装夹零件时的优点是操作方便快捷、夹紧力大,缺点是夹紧重复精度底低、夹紧圆柱类的零件不方便。
任务2三爪自定心卡盘的装拆
步骤4:检查卡盘背面与连接盘端面是否贴平、贴牢。最后抽去木棒,撤去垫板。
提示
1.卡盘高速旋转时必须夹持着工件,否则卡爪会在离心力作用下飞出伤人。
2.卡盘扳子用后必须随即取下。
3.三爪自定心卡盘的极限转速n≤1 800 r/min。
连接盘与主轴及卡盘间的连接关系
1—主轴2—锁紧盘3—端面键4—连接盘5—螺栓6—螺母7,9—螺钉8—卡盘
CA6140型车床主轴前端为短锥法兰盘结构,用以安装连接盘。连接盘由主轴上的短圆锥定位。安装前,要根据主轴短圆锥面和卡盘后端的台阶孔径配制连接盘。安装时,让连接盘4的4个螺栓5及其
上的螺母6从主轴轴肩和锁紧盘2上的孔内穿过,螺栓中部的圆柱与主轴轴肩上的孔精密配合,然后将锁紧盘转过一个角度,使螺栓进入锁紧盘上宽度较窄的圆弧槽段,把螺母卡住,接着再拧紧螺母,于是连接盘便可靠地安装在主轴上。
步骤2:用内六方扳手卸下连接盘与卡盘连接的3个螺钉,并用木锤轻敲卡盘背面,以使卡盘从连接盘的台阶上分离下来。
步骤3:两人用硬质木棒小心地抬下卡盘,注意安全。
2 .安装三爪自定心卡盘
步骤l;用一根比主轴通孔直径稍小的硬质木棒穿在卡盘中。
步骤2:两人将卡盘抬到连接盘端,将木棒一端插入主轴通孔内,另一端伸在卡盘外。
图所示为卡爪的安装示意图。
步骤3:继续顺时针转动卡盘扳手,用同样的方法,在卡盘壳体上的2槽装入2号卡爪。
步骤4:用同样的方法在3槽装入3号卡爪。
2.拆卸三爪自定心卡盘的卡爪
按照与安装卡爪相反的步骤拆卸三爪自定心卡盘的卡爪。
六、三爪自定心卡盘的装卸
1.拆卸三爪自定心卡盘
车床卡盘卡爪修正方法【纯经验干货】

三爪卡盘使用日久会出现同轴度降低及喇叭口现象,直接影响加工精度及装夹可靠性。
实践证明,用以下方法修正,简单实用,效果显著,不妨一试。
以正爪卡盘为例,先用外夹的方式夹紧一段适当直径的圆棒,开动机床,车削卡爪的外圆部分。
然后用内撑的方式夹持一环形件,开动机床,车削卡爪的内圆部份和端面。
显然,这样就能明显提高加工后的卡爪内圆与机床主轴的同轴度并消除喇叭口现象,获得较高的精度,达到修正的目的。
具体应用时尚需注意以下几点:圆棒的外圆和环形件的内圆需经事先加工并具有一定的精度。
且圆环体的内径不宜过小,否则会使卡爪面凹弧大深,夹持大直径工件时易损伤工件表面,须引起重视。
由于卡爪与卡盘体的滑槽之间不可避免存在间隙,而且在修正时卡爪的受力方向与实际工作时的受力方向恰好相反,所以修正后的卡盘在使用时反而会出现喇叭口现象。
故在修正时应将卡爪内圆预加工成有一定锥度的反向喇叭口(内大外小),调整的锥度值可通过试验确定,这一点是成败的关键。
因卡爪硬度较高,又系断续切削,所以修正时切削深度和走刀量要小,切削速度也不宜太高。
刀具材料最好采用硬质合金。
若能在拖板上装一小型动力头,采用砂轮磨削修正则效果更佳。
·第一步要求切削卡爪外圆的目的是为了建立一个良好的基准,以提高修正精度,这一步最好不要省。
本方法也可用于修正新三爪因安装不当或其它原因而引起的误差,以提高加工精度。
·对反爪也可用同样的原理进行修正。
先用外夹的方式夹紧一段适当直径的圆棒,开动机床,车削卡爪的外圆部分。
然后用内撑的方式夹持一环形件,开动机床,车削卡爪的内圆部份和端面。
具体应用时尚需注意以下几点:圆棒的外圆和环形件的内圆需经事先加工并具有一定的精度。
且圆环体的内径不宜过小,否则会使卡爪面凹弧大深,夹持大直径工件时易损伤工件表面,须引起重视。
由于卡爪与卡盘体的滑槽之间不可避免存在间隙,而且在修正时卡爪的受力方向与实际工作时的受力方向恰好相反,所以修正后的卡盘在使用时反而会出现喇叭口现象。
三爪卡盘静态夹紧力研究
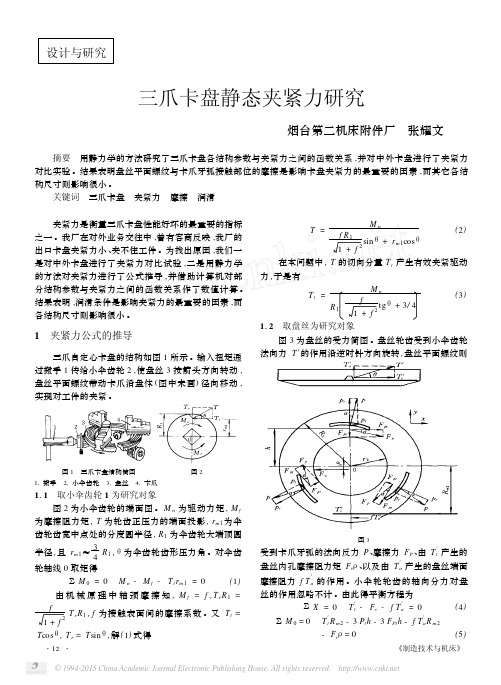
设计与研究三爪卡盘静态夹紧力研究烟台第二机床附件厂 张耀文 摘要 用静力学的方法研究了三爪卡盘各结构参数与夹紧力之间的函数关系,并对中外卡盘进行了夹紧力对比实验。
结果表明盘丝平面螺纹与卡爪牙弧接触部位的摩擦是影响卡盘夹紧力的最重要的因素,而其它各结构尺寸则影响很小。
关键词 三爪卡盘 夹紧力 摩擦 润滑 夹紧力是衡量三爪卡盘性能好坏的最重要的指标之一。
我厂在对外业务交往中,曾有客商反映,我厂的出口卡盘夹紧力小、夹不住工件。
为找出原因,我们一是对中外卡盘进行了夹紧力对比试验,二是用静力学的方法对夹紧力进行了公式推导,并借助计算机对部分结构参数与夹紧力之间的函数关系作了数值计算。
结果表明,润滑条件是影响夹紧力的最重要的因素,而各结构尺寸则影响很小。
1 夹紧力公式的推导 三爪自定心卡盘的结构如图1所示。
输入扭矩通过搬手1传给小伞齿轮2,使盘丝3按箭头方向转动,盘丝平面螺纹带动卡爪沿盘体(图中未画)径向移动,实现对工件的夹紧。
图1 三爪卡盘结构简图 图211搬手 21小伞齿轮 31盘丝 41卡爪111 取小伞齿轮1为研究对象图2为小伞齿轮的端面图。
M n为驱动力矩,M f 为摩擦阻力矩,T为轮齿正压力的端面投影,r m1为伞齿轮齿宽中点处的分度圆半径,R1为伞齿轮大端顶圆半径,且r m1≈34R1,θ为伞齿轮齿形压力角。
对伞齿轮轴线0取矩得ΣM0=0 M n-M f-T t r m1=0(1) 由机械原理中轴颈摩擦知,M f=f v T r R1= f1+f2T r R1,f为接触表面间的摩擦系数。
又T t= T cosθ,T r=T sinθ,解(1)式得T=M nf R11+f2sinθ+r m1cosθ(2) 在本问题中,T的切向分量T t产生有效夹紧驱动力,于是有T t=M nR1f1+f2tgθ+3/4(3)112 取盘丝为研究对象图3为盘丝的受力简图。
盘丝轮齿受到小伞齿轮法向力T′的作用沿逆时针方向旋转,盘丝平面螺纹则图3受到卡爪牙弧的法向反力P、摩擦力F P、由T′t产生的盘丝内孔摩擦阻力矩F vρ、以及由T′a产生的盘丝端面摩擦阻力f T′a的作用。
三爪卡盘原理(图)

三抓卡盘组成及原理
“卡盘”是机床上用来夹紧工件的机械装置.从卡盘爪数上面可以分为:两爪卡盘,三爪卡盘,四爪卡盘,六爪卡盘和特殊卡盘。
从使用动力上可以分为:手动卡盘,气动卡盘,液压卡盘,电
卡盘
动卡盘和机械卡盘.从结构上面还可以分为:中空型和中实型。
三爪卡盘
用伏打扳手旋转锥齿轮,锥齿轮带动平面矩形螺纹,然后带动三爪向心运动,因为平
卡盘
面矩形螺纹的螺距相等,所以三爪运动距离相等,有自动定心的作用。
三爪卡盘是由一个大锥齿轮,三个小锥齿轮,三个卡爪组成.三个小锥齿轮和大锥齿轮啮合,大锥齿轮的背面有平面螺纹结构,三个卡爪
等分安装在平面螺纹上。
当用扳手扳动小锥齿轮时,大锥齿轮便转动,它背面的平面螺纹就使三个卡爪同时向中心靠近或退出。
基本结构和工作原理:三爪自定心卡盘利用三个螺钉,通过盘体止口端面上的螺孔,将卡盘紧固在机床法兰上。
将扳手插入任一齿轮方孔中,转动扳手时,小齿轮带动盘丝转动,通过盘丝端面螺纹的转动,带动三块卡爪同时趋进或离散。
三爪卡盘的工作原理

三爪卡盘的工作原理
三爪卡盘是一种常见的机械装置,它用于夹紧工件或工具,以便进行加工或操作。
三爪卡盘由三个对称的卡爪组成,每个卡爪都可以独立地移动并夹紧工件。
其工作原理如下:
1. 初始状态:三个卡爪保持相互分离,形成一个开放的中心空间。
2. 夹紧:通过旋转操作,使得三个卡爪同时向内收缩。
卡爪上的齿形结构与工件的相应孔或凸台相配合,使得卡爪可以牢固地夹住工件。
3. 固定:当卡爪达到所需的夹紧力度后,一个锁定装置将卡爪固定在合适的位置,以确保工件的稳定性。
4. 加工或操作:此时,工件可以进行加工或操作,因为它被牢牢地夹在三爪卡盘中间,不会滑动或失去平衡。
5. 松开:完成加工或操作后,锁定装置被释放,卡爪可以松开并恢复到初始状态。
工件也可以被取出或替换。
三爪卡盘的工作原理基于几何学原理和力学原理。
通过精确的设计和制造,它可以提供较大的夹紧力,同时保持较高的精度和重复性。
在工业领域,三爪卡盘广泛应用于车床、铣床、钻床等机械加工设备中,为工件提供稳定的夹紧和定位功能,实现高效的加工操作。
液压卡盘工作原理
液压卡盘工作原理
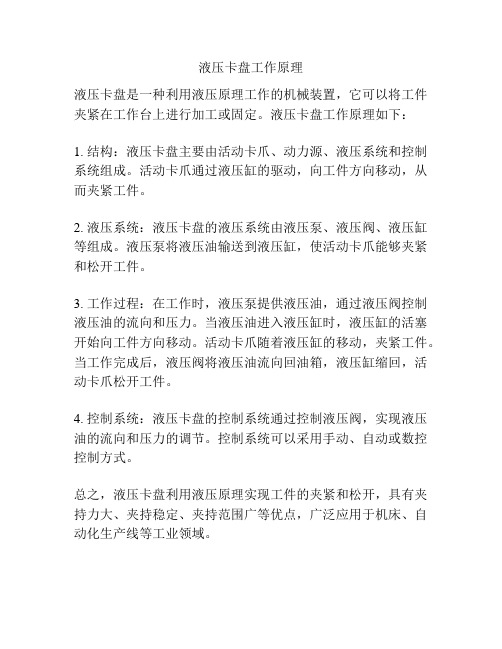
液压卡盘是一种利用液压原理工作的机械装置,它可以将工件夹紧在工作台上进行加工或固定。
液压卡盘工作原理如下:
1. 结构:液压卡盘主要由活动卡爪、动力源、液压系统和控制系统组成。
活动卡爪通过液压缸的驱动,向工件方向移动,从而夹紧工件。
2. 液压系统:液压卡盘的液压系统由液压泵、液压阀、液压缸等组成。
液压泵将液压油输送到液压缸,使活动卡爪能够夹紧和松开工件。
3. 工作过程:在工作时,液压泵提供液压油,通过液压阀控制液压油的流向和压力。
当液压油进入液压缸时,液压缸的活塞开始向工件方向移动。
活动卡爪随着液压缸的移动,夹紧工件。
当工作完成后,液压阀将液压油流向回油箱,液压缸缩回,活动卡爪松开工件。
4. 控制系统:液压卡盘的控制系统通过控制液压阀,实现液压油的流向和压力的调节。
控制系统可以采用手动、自动或数控控制方式。
总之,液压卡盘利用液压原理实现工件的夹紧和松开,具有夹持力大、夹持稳定、夹持范围广等优点,广泛应用于机床、自动化生产线等工业领域。
三抓卡盘规格和主要参数

规格和主要参数:三爪自定心卡盘,按卡盘直径分类,有80~500mm 九种规格。
①基本参数:见表6―10―14及图6―10―2。
表6―10―14三爪卡盘规格指标卡盘直径DD1D2D3≥dh≥H≤ZS80556616M650 38100 72 84 22 M8 55125 95 10860 10160 130 1425 65200 165 180 60 M10 75 12250 206 226 80 M12 80315 260 285M16 90 14400 340 368 130 100500 440 465 200 6 115 17图6―10―2②卡盘夹紧(撑紧)工件尺寸范围:见表6―10―15及图6―10―3。
表6―10―15卡盘工作尺寸范围卡盘直径D正爪反爪夹紧尺寸范围撑紧尺寸范围夹紧尺寸范围A1B1C12-22 25-70 22-631002-30 30-90 30-801252.5-40 38-125 38-1101603-55 50-160 55-1452004-8565-200 65-2002506-110 80-250 90-25031510-140 95-315 100-31540015-210 120-400 120-40050025-280 150-500 150-500图6―10―3③扳手夹紧力矩:表6―10―16。
表6―10―16扳手夹紧力矩指标卡盘直径80100125160200250315400500板手力矩M(N.m)4060100160250320400500630④卡盘允许线速度为2000m/min。
3.检验标准三爪自定心卡盘执行的检验标准,主要有:(1)GB4346-84《三爪自定心卡盘基本参数和尺寸》;(2)JBn2813-85《三爪自定心卡盘技术条件》;(3)合同规定的其它标准;(4)有关的技术标准。
4.检验项目检验中主要的测试项目:(1)卡盘的跳动:径向跳动和端面跳动;(2)夹紧在卡爪大夹持弧中检验棒的跳动:径向跳动;(3)夹紧在卡爪内台弧上检验环的跳动:径向跳动和端面跳动。
轴类零件的驱动顶尖夹具加工技术
轴类零件的驱动顶尖夹具加工技术导读:我根据大家的需要整理了一份关于《轴类零件的驱动顶尖夹具加工技术》的内容,具体内容:时代在发展,轴类零件的加工技术也在不断的进步,那么你对试试怎么样有兴趣吗?下面由我向你推荐分析,希望你满意。
原理驱动顶尖依靠中心顶尖和尾座顶尖定位工件,驱动卡爪嵌入工件...时代在发展,轴类零件的加工技术也在不断的进步,那么你对试试怎么样有兴趣吗?下面由我向你推荐分析,希望你满意。
原理驱动顶尖依靠中心顶尖和尾座顶尖定位工件,驱动卡爪嵌入工件端面使其随机床主轴旋转,从而完全摈弃了卡盘和鸡心夹头,一次装夹无需掉头,即可完成轴颈、端面、槽型和螺纹加工,在车铣中心上还可一次完成键槽和油孔的加工,因而加工效率成倍提高,同轴度和位置度更有保证,越来越广泛地应用于轴类零件的车削、磨削和滚齿加工。
轴类零件的驱动顶尖夹具的诞生及应用作为端面驱动技术的领导者,意大利TecnologieFRB公司(飞霸公司)在过去的半个世纪里,为齿轮和轴类零件加工提供了数不胜数的解决方案,从而成为传动设备制造业值得信赖的合作伙伴。
意大利FRB公司从上世纪80年代初就开发驱动顶尖夹具,开始给FIAT和IVECO汽车变速器厂提供端面驱动技术,而后又成功开发出动力推动式的高精度端面驱动顶尖,使之配套在MORARA外圆磨床和SAMPUTENSILI的磨齿机上,大大提高了用户的加工效率和精度。
FRB能占据行业之鳌头源于夹具内部独特的结构设计,FRB驱动顶尖有别于一般的驱动顶尖,采用获得专利技术的"楔块杠杆"机构,使产品获得更高的灵敏性和安全性,因此不仅应用在车削加工,还配套在高精度的磨床上使用。
不断地技术创新让FRB荣膺欧洲科技进步奖,如今,FRB的产品从汽车变速器的输入输出轴到发动机的曲轴凸轮轴,从减速机的齿轮轴到电机的中心转子,都有成功的范例。
的特点FRB驱动顶尖夹具有专门针对各类机床的独特设计,车削、磨削、重载和齿轮加工四大类驱动顶尖满足各种场合的使用,顶尖内部采用自动平衡补偿系统,即使针对毛坯零件或斜面,夹持依然安全可靠。
车床三爪卡盘原理

车床三爪卡盘原理
车床三爪卡盘是一种常用的夹持装置,用于夹紧和固定工件以进行加工。
它由三个对称分布的卡爪组成,可以同时夹住工件。
三爪卡盘的原理主要包括以下几个方面:
1. 结构:三爪卡盘就像一个圆盘一样,中间有一个孔用于安装在车床主轴上。
圆盘的外周有安装三个卡爪的槽。
每个卡爪底部都有一个插销,通过插销和卡爪底座相连接,使得卡爪可以往复运动。
2. 夹紧和松开:在卡爪底部的插销上设置了一个压盘,卡爪和压盘通过一个螺纹连接。
当旋转螺纹时,压盘向上或向下运动,从而使得卡爪向内或向外运动。
卡爪内部的齿轮和丝杆与螺纹相连,通过旋转丝杆实现卡爪的开合。
3. 同步运动:为了确保三个卡爪同时开合,卡爪之间通过同步齿轮进行连接。
同步齿轮使得卡爪可以具有同步运动,保证工件夹持时的平衡和稳定。
4. 自重平衡机构:由于卡爪的质量分布不均匀,会导致卡爪在运动过程中产生不平衡。
为了平衡卡爪的自重,三爪卡盘通常配备自重平衡装置,通过调整自重平衡块的位置,实现卡爪的平衡和稳定。
总之,通过旋转丝杆和同步齿轮的配合,三爪卡盘可以实现卡夹工件和松开工件的功能。
它具有夹紧力大、夹持稳定和操作简便等特点,广泛应用于车床加工中。
Centco 4卡盘:破解铝合金精密零件加工精度难题
Centco 4卡盘:破解铝合金精密零件加工精度难题
陈全胜
【期刊名称】《现代制造》
【年(卷),期】2024()4
【摘要】随着国家对环境保护和节能减排的要求越来越高,铝合金精密零件具有低密度、良好强度、耐腐蚀和优良的导热性能等特点,其运用前景越来越广泛。
伴随着航空和新能源汽车产业对精密铝合金零件需求的迅猛增长,市场上对于配套使用的精密铝合金零件加工专用夹具的标准与要求也随之大幅提升。
【总页数】1页(P57-57)
【作者】陈全胜
【作者单位】斯美沃欧特堡(上海)夹具有限公司
【正文语种】中文
【中图分类】F42
【相关文献】
1.端面驱动卡盘零件挠度变形安全性与加工精度分析
2.宁夏破解铍铝合金精密铸造技术难题
3.PICoMAX 60和90-高精度零件与电极及淬硬与普通材料三维精密加工用理想的加工中心
4.PICOMAX 60和90高精度零件与电极及淬硬与普通材料三维精密加工用理想的加工中心
5.端面驱动卡盘零件挠度变形安全性与加工精度分析
因版权原因,仅展示原文概要,查看原文内容请购买。
锁附设备的制作流程
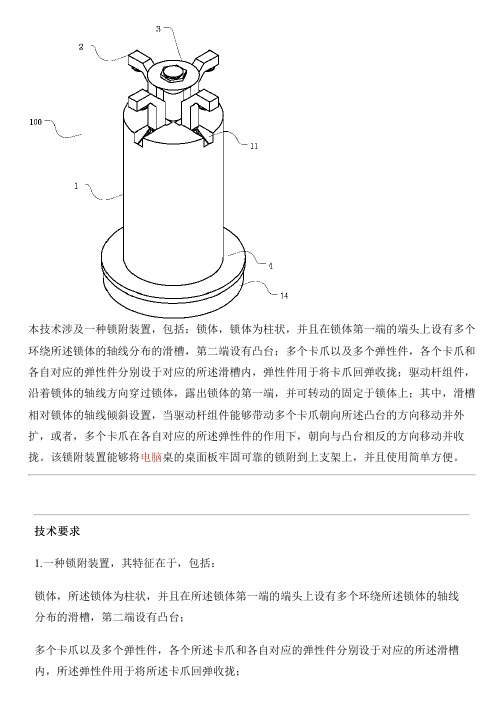
本技术涉及一种锁附装置,包括:锁体,锁体为柱状,并且在锁体第一端的端头上设有多个环绕所述锁体的轴线分布的滑槽,第二端设有凸台;多个卡爪以及多个弹性件,各个卡爪和各自对应的弹性件分别设于对应的所述滑槽内,弹性件用于将卡爪回弹收拢;驱动杆组件,沿着锁体的轴线方向穿过锁体,露出锁体的第一端,并可转动的固定于锁体上;其中,滑槽相对锁体的轴线倾斜设置,当驱动杆组件能够带动多个卡爪朝向所述凸台的方向移动并外扩,或者,多个卡爪在各自对应的所述弹性件的作用下,朝向与凸台相反的方向移动并收拢。
该锁附装置能够将电脑桌的桌面板牢固可靠的锁附到上支架上,并且使用简单方便。
技术要求1.一种锁附装置,其特征在于,包括:锁体,所述锁体为柱状,并且在所述锁体第一端的端头上设有多个环绕所述锁体的轴线分布的滑槽,第二端设有凸台;多个卡爪以及多个弹性件,各个所述卡爪和各自对应的弹性件分别设于对应的所述滑槽内,所述弹性件用于将所述卡爪回弹收拢;驱动杆组件,沿着所述锁体的轴线方向穿过所述锁体,露出所述锁体的第一端,并可转动的固定于所述锁体上,所述驱动杆组件包括驱动杆、锥体和盘体,所述锥体固定于所述驱动杆的第一端,所述盘体固定于所述驱动杆的第二端,所述锥体露出于所述锁体第一端的外部,用于驱动多个所述卡爪朝向所述锁体第二端的方向移动并外扩,所述盘体的上设有工具操作孔,用于插入工具驱动所述驱动杆组件转动,所述盘体的外端面上设有橡胶帽;其中,所述滑槽相对所述锁体的轴线倾斜设置,当所述驱动杆组件自所述锁体的第一端朝向第二端方向外旋时,带动多个所述卡爪朝向所述凸台的方向移动并外扩,当所述驱动杆组件自所述锁体的第二端朝向第一端的方向内旋时,多个所述卡爪在各自对应的所述弹性件的作用下,朝向与所述凸台相反的方向移动并收拢;所述滑槽远离所述锁体轴线方向的一端设有限位部,用于对所述卡爪的运动进行限位,所述滑槽靠近所述锁体轴线方向的一端贯通至所述锁体第一端的端面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6162
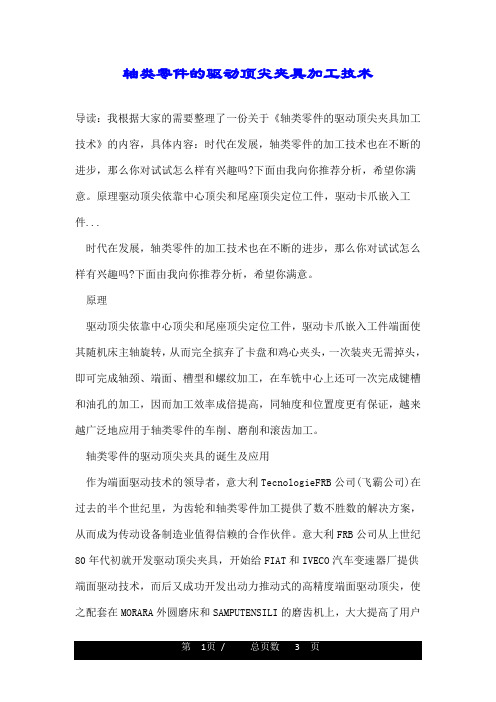
Components KKHFR 1. Body 2. Cover
3. Clamping jaw
4. Face driver
5. Center
6. Retractable jaw
7. Piston
K K H F R
Range of application:
The Röhm KKHFR Combination Chuck with retractable jaws permits the full length of a shaft to be machined in one set-up, thereby further improving the utilization of the capabilities of modern multi-axis CNC lathes.
Allowing for the limited torque-transmitting ability of the face driver, this chucking tool is additionally provided with 3 retractable power-operated jaws. In this manner, the gripping power of the face driver combines with that of the jaws to transmit the high torques required for roughing operations.
Application area:
If a self-centering chuck style is used, the shaft must be pre-machined between centers on the length to be
gripped, using the face driver for assistance. Subsequent roughing with the jaws applied can then be carried out under normal cutting conditions. For the finishing operation, the jaws are retracted so that the outside diameter can be finished on the full length of the shaft. These chucks can be used for a wide range of different workpiece diameters by simply changing the jaws and the face driver.
Advantages:
The chuck is actuated by means of the hydraulic dual piston cylinder if a power-operated face driver with rigid center is used or by means of the hydraulic closed center cylinder with extra long stroke if the face driver features a spring-loaded center. The chuck can be centrally lubricated via these cylinders with additional distributors.
KKHFR chuck styles with compensating jaws are available on request.7
6
3
54
2
1
with retractable jaws
Power-operated combination chucks in special design on request.
6163
K K H F R。