压铸铝合金产品报价单
铝合金报价明细表新-重铸1
铣床费 放电 放电费 省磨 用20/S 时数 用15/S 时数
省磨费 車床 用25/S 时数
20
300 0 0 0 0 0 0 0
10
150 0 0 0 0 0 0 0
35
1750 0 0 0 0
15
375 0 0 0 0 0 0 0
30
600 0 0 0 0 0 0
25
375 0 0 0 0 0 0 0
核 准:
审 核:
2014
年7月17日
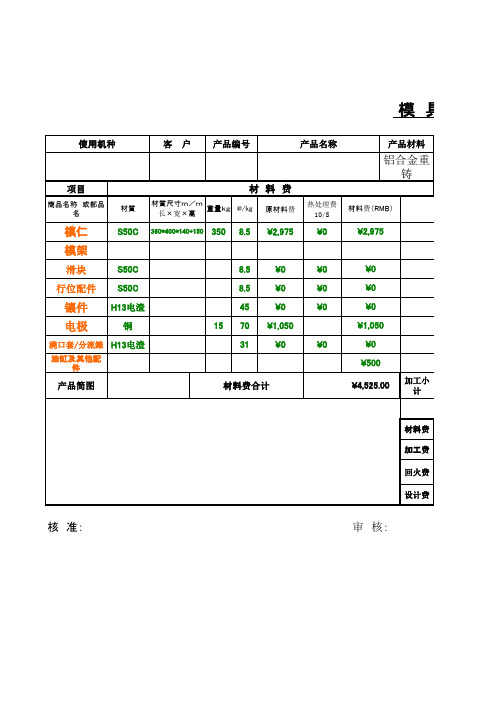
模 具 报 价 单
产品規格 模穴 1 模具编号
215.03 X 243.01 X 82.00
加 工 费 (工数以1H为単位填写)
线切割 时数 线切割费 钻床时 钻床费 CNC加 CNC加工 磨床 用15/S 数 用15/S 工时数 费用50/S 时数
磨床费 铣床 用25/S 时数
35
875 0 0 0 0
10 0
500 0 0
3
75 0 0
10 40
200 800 25 375
20
300
10
150
45
2250
15
375
38
950
0
\4,525 \6,575 ¥1,050 \600
外发费用
经费・管理 费 利润
试模费
¥2,000
合计
¥14,750
核 算:
陈小卫
2014
年7月17日
模 具 报 价
使用机种 客 户 产品编号 产品名称 产品材料
铝合金重 铸
项目
商品名称 或部品 名 材質 材質尺寸m/m 重量k 长×宽×高 g
360*400*140+15 0
如何对压铸件进行报价

如何对压铸件进行报价前言• 报价对于压铸企业来讲,是必须的工作。
• 如何报价是必须掌握的技能。
• 目前暂无行业标准,所以报价方式较为混乱。
• 具体报价需要参考行业的水准和企业自身的水准进行。
说明• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
方式一:按照作坊价:25元/公斤。
方式二:按照工序:压铸件材料价格+合模费+去毛刺+机加费+表面处理+管理费+税点+利润(相关行情数据参照经验)方式三:能够根据自己公司长期的数据,成本核算,得出每步工序的价格。
压铸件加工方式• 来料加工加工价格 = 合模费 *(1+管理费率)*(1+税费率)*(1+利润率)• 包工包料加工价格=(压铸件材料价格+合模费+去毛刺+机加费+表面处理)*(1+管理费率)*(1+税费率)*(1+利润率)合模费 =(产品合模费+ 熔炼费+复杂件加价额+特定要求件加价额)一、压铸件材料费• 压铸件材料价格=材料单价×材料耗用定额。
压铸件材料费—材料单价• 自配合金• 购买标准的合金锭单价(基准价+加工费)材料类型型号基准价加工费ADC12铝合金SMM中A00铝1500A3803#SMM中0#锌900锌合金5#SMM中0#锌1400材料单价按订货时合金锭价格。
压铸件材料费—材料耗用定额• 材料耗用定额=压铸件净重+浇铸系统重量×损耗率。
• 浇注系统重量包含:料饼、流道、产品、渣包、排气。
浇铸系统重量:为压铸件净重的1.2~1.8(视工件情况而定)。
为方便计算,我们默认采用1.5倍。
损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
压铸件材料费—案例• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
第一步:材料单价A00 铝今日均价10280元/吨ADC12铝合金 单价= 10280+1500=11780元/吨第二步:材料耗用定额产品净重2210g浇注系统为压铸件净重的40%铝合金损耗率按照5%材料耗用定额=2210 + 2210*1.4*5%=2210+154.7=2364.7g如何对压铸件进行报价二、综合合模费综合合模费包含以下部分:1. 设备合模费——根据压铸机品牌和吨位,每模费用。
铝合金产品报价单

Raw material price
(RMB/kg)
Raw Material
Cost (RMB/pc)
Ma'l loss (%)
Casting costs per
part (RMB/pc)
Insert Ring SM20C 0.0468kg (RMB/PC)
Cleaning Cost
(RMB/pc)
Shot blasting
costs (RMB/pc)
Trans.&Pkg (RMB/pc)
Overhead cost
(RMB/pc)
Profit (RMB/pc)
EXW QHD without VAT
(RMB/pc)
Freight (RMB/pc)
DDP QHD without VAT
(RMB/pc)
Company XX公司
Country Contact Phone
Contact eMail
Materia l No.
Description
Drawing No.
Material
Qty of parts Weight in
per Mouth
kg
Part Price CNY
Information
Tooling costs
清理成本
抛丸成本
包装
管理成本
利润出厂不含税价 格源自运费不含税价格 压铸机吨位
腔/模
模具价格
模具寿命
模具厂家
1 Housing
XXXX
Alsi9Cu3
1,500,000 0.195
¥13.57
¥2.78
5%
¥6.00
铝合金锭压铸件的成本核算
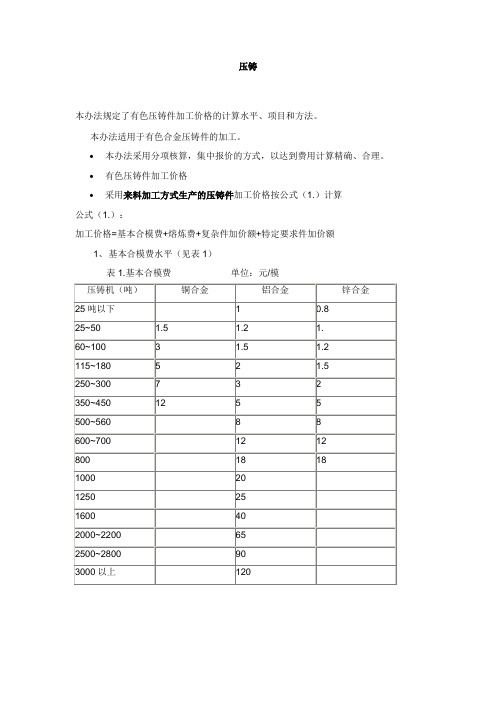
压铸本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
•有色压铸件加工价格•采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2.:熔炼费单位:元/kg•复杂件加价水平(见表3)表3. 复杂件加价额3.1.4 特定要求件加价水平(见表4)表4.:特定要求件加价额3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
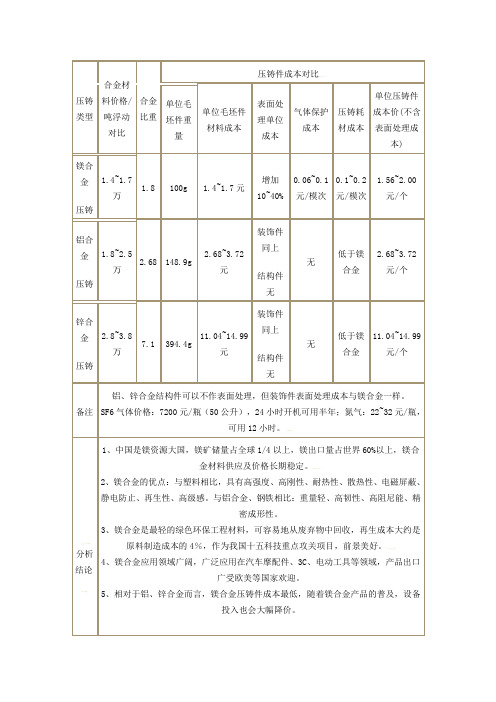
压铸件成本对比
延伸率
%
抗拉强度与比重之比
杨氏模量GPa
镁合金
(压铸形)
AZ91
1.82
596
72
280
160
8
154
45
AM60
1.79
615
62பைடு நூலகம்
270
140
15
151
45
铝合金
(压铸形)
380
2.70
595
100
315
160
3
117
71
钢铁
碳素钢
7.86
1520
42
517
400
22
66
200
塑料
APS
' p f2 P. @4 w! O) x( E8 L3、镁合金是最轻的绿色环保工程材料,可容易地从废弃物中回收,再生成本大约是原料制造成本的4%,作为我国十五科技重点攻关项目,前景美好。0 V+ F9 \. f7 L; z9 B
4、镁合金应用领域广阔,广泛应用在汽车摩配件、3C、电动工具等领域,产品出口广受欧美等国家欢迎。
1.03
90(Tg)
0.2
35
*
40
34
2.1
PC
1.23
160(Tg)
0.2
104
*
3
85
6.7
/ b6 P& m K6 S5 c( L7 kSF6气体价格:7200元/瓶(50公升),24小时开机可用半年;氮气:22~32元/瓶,可用12小时。?0 R1 t8 M$ J; s
' r; T, W# `8 B% M- |
# w- k& K0 J" H. V$ d( N" R
压铸件价格核算和铝AL00与铝锭ADC12的价格差异

1 2 3 4 5 6 7
材料型号 附注1/2 附注3/4 附注6
原材料价格
材料重量
损耗
材料单价(不含 税)
压铸费
去毛刺
材料一般选用铝为ADC12,锌为3#料,从网上查找参照铝、锌锭价格,比铝、锌锭价格稍高 材料重为实际称毛坯重,损耗按1.05 压铸费按机台大小不同来定
机台 160T 180T 250T 280T 350T 400T 压铸费(元/模) 1.2-1.6 1.8--2.2 2.8-3.5 3-4.5 4--5 5.5--7 选择机台参考以下参数:(模架尺寸应小于哥林柱内径(即动模板、静模板之间起导向支撑作用的四个柱子 应在铸造面积范围内) 160T 280T 400T 500T 630T 800T 460*460 560*560 620*620 760*760 750*750 910*910 哥林柱内径mm 射料量 0.8kg-1.8kg 1.5kg-2.9kg 2.7kg-4.7kg 4.3kg-7.1kg 4.3kg-7.2kg 7.2kg-11.2kg 铸造面积(c㎡) 72.5-175 170-335 275-490 405-680 395-655 600-940
附注7 附注8 附9 去毛刺0.2元/个—2元/个,(根据产品大小,结构复杂程度,表面质量要求等) 抛光:0.5元/个—3元/个(根据表面质量要求,使用的抛光设备,抛光材料耗用)
附10 附11
加工费用 常用设备 名称 (元/小时) 数控铣床 40 数显铣床 30 数控车床 40 普通车床 30 (M3---M8)以内:钻孔、攻丝:0.15-0.2元/个、钻孔0.1元/个,装夹孔0.2元/个; (M3---M8)以外另订,管螺纹0.5元/个。 喷粉一般按每平方米20元计算,但需根据不同的产品需加上保护及损耗需乘上系数(1--1.
压铸件报价

有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)表1.基本合模费单位:元/模3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
压铸件加工价格计算办法

有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)表 1.基本合模费单位:元/模3.1.2 熔炼费水平(见表2)表 2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)表3. 复杂件加价额3.1.4 特定要求件加价水平(见表4)表4. 特定要求件加价额3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按 3.1.13.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
压铸产品报价模型--优化版
毛坯单价 (元/ 个)
毛坯成 本占比
去披锋、毛刺
日产能 (PCS/日
/人)
加工费 (元)
0
######
喷涂费 用
整形 元/个
喷涂前合 计
0.00
CNC加工(一夹)
加工单 加工时间 价 (分钟) 元/分
钟 1
加工费 (元)
0
CNC加工(二夹)
CNC加工(三夹)
加工时间 (分钟)
加工单 价
元/分钟
加工费 (元)
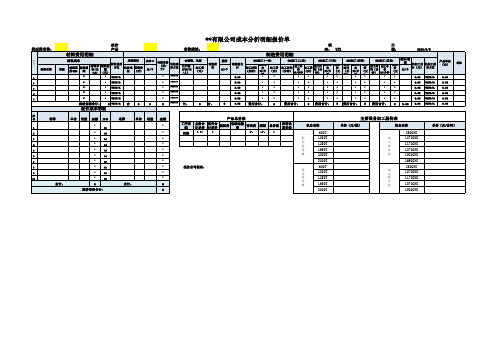
**有限公司成本分析明细报价单
供应商名称:
报价 产品
名称描述:
税 率: 13%
日 期:
2020/9/5
材料费用明细
制造费用明细
序 号
材料名称
1
材料成本
材质
材料重 材料损 量(KG) 耗
5%
压铸费用
材料费用
材料单 材料金 价(元 额 /kg) (元)
占比
机台吨 压铸费 位 (元)
0 #DIV/0!
去水口 元/个
0.00
配件成本明细
序
号
名称
单价 用量 金额 序号
名称
单价 用量 金额
0
0
1
11
2
0
12
0
3
0
13
0
4
0
14
0
5
0
15
0
6
0
16
0
7
0
17
0
8
0
18
0
9
0
19
0
10
0
20
0
合计:
0
压铸铝合金产品报价单
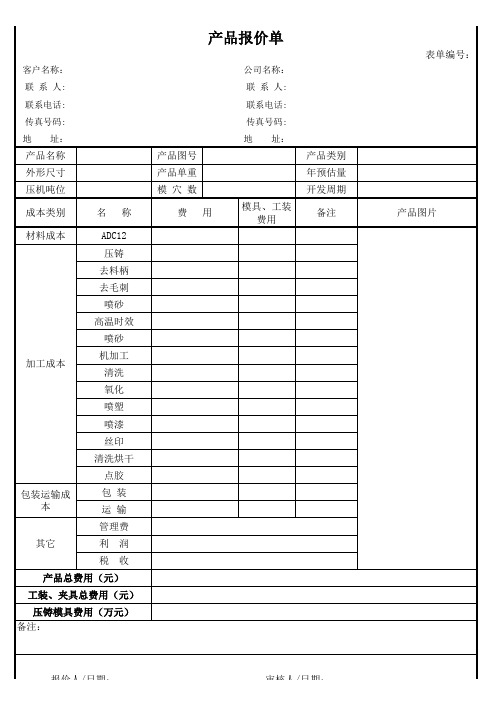
客户名称: 联 系 人: 联系电话: 传真号码: 地 址: 产品名称 外形尺寸 压机吨位
成本类别
名称
材料成本
ADC12
压铸
去料柄
去毛刺
喷砂
高温时效
喷砂
加工成本
机加工 清洗
氧化
喷塑
喷漆
丝印
清洗烘干
点胶
包装运输成 本
包装 运输
管理费
其它
利润
税收
产品总费用(元)
工装、夹具总费用(元)
压铸模具费用(万元) 备注:
产品图号 产品单重 模穴数
费用
公司名称: 联 系 人: 联系电话: 传真号码: 地 址:
模具、工装 费用
产品类别 年预估量 开发周期
备注
报价人/日期:
审核人/日期:
表单编: 产品图片
报价人/日期:
审核人/日期:
压铸件价格核算标准表

海虹老人漆底漆70元/平方+中层漆50元/平方+面漆110元/平方
8
9
10
11
12
13
抛光
机加费用 钻孔攻丝
管理、 表面处 包装、 理费用 运输等 税
总价
500T 630T 800T 6.5--8 10--15 15-25 用的四个柱子);产品重应在射料量范围内;产品表面积
--2元/个—2元/个,(根据产品大小,结构复杂程度,表面质量要求等) 抛光:0.5元/个—3元/个(根据表面质量要求,使用的抛光设备,抛光材料耗用)
附10 附11
加工费用 常用设备 名称 (元/小时) 数控铣床 40 数显铣床 30 数控车床 40 普通车床 30 (M3---M8)以内:钻孔、攻丝:0.15-0.2元/个、钻孔0.1元/个,装夹孔0.2元/个; (M3---M8)以外另订,管螺纹0.5元/个。 喷粉一般按每平方米20元计算,但需根据不同的产品需加上保护及损耗需乘上系数(1--
压铸件价格核算标准表
1 2 3 4 5 6 7
材料型号 附注1/2 附注3/4 附注6
原材料价格
材料重量
损耗
材料单价(不含 税)
压铸费
去毛刺
材料一般选用铝为ADC12,锌为3#料,从网上查找参照铝、锌锭价格,比铝、锌锭价格稍高 材料重为实际称毛坯重,损耗按1.05 压铸费按机台大小不同来定
机台 160T 180T 250T 280T 350T 400T 压铸费(元/模) 1.2-1.6 1.8--2.2 2.8-3.5 3-4.5 4--5 5.5--7 选择机台参考以下参数:(模架尺寸应小于哥林柱内径(即动模板、静模板之间起导向支撑作用的四个柱子 应在铸造面积范围内) 160T 280T 400T 500T 630T 800T 460*460 560*560 620*620 760*760 750*750 910*910 哥林柱内径mm 射料量 0.8kg-1.8kg 1.5kg-2.9kg 2.7kg-4.7kg 4.3kg-7.1kg 4.3kg-7.2kg 7.2kg-11.2kg 铸造面积(c㎡) 72.5-175 170-335 275-490 405-680 395-655 600-940
压铸件成本核算完整版

压铸件成本核算HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】压铸件成本核算,以亿高的脚踏为例:1、成本组成主要有:材料费+合模费+熔炼费+后处理费+包装运输费+模具均摊+7%税点+10%利润。
2、材料费:产品重量+损耗(3~5%)乘以材料价格。
后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+)*分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可;扣除可回收的水口料,实际损耗正常在~2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题。
)3、合模费:由人工+水电+压铸设备折旧费构成具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格。
比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的要在采购处得知),使用10年(压铸机一般用个15-20年都不会有问题),功率为22KW,按一分钟生产一个产品(这个非常重要),一天8小时能做500个算,则:设备折旧25万10年,万1年,2000块1月,66块1天,元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为元/件;人工:按100元每天,均摊到500个则为元/件,总计合模费:元/件。
4、熔炼费计算方法暂不详。
每小时折旧费用(电炉售价÷使用寿命小时)÷产能+均摊电费(电炉功率Kw/时÷产能)5、后处理费用主要是对压铸出来的毛坯进行表面处理,去水口、钻孔、攻牙、去毛边、震磨等(按各工序工钱总和计算,如去水口2毛钱,去毛边一道2分钱)6、包装运输费用按包装数量均摊+运输费(根据距离而定)。
压铸件-加工价格计算办法

有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
压铸件自动报价单--供学习

1 1
循环时间 循环时间
40 40
0.0000 0.1800 0.0000 0.0000 0.0000
15000 预计订单 100000 预计订单 100000 预计订单 100000 每箱件数 每箱件数 每箱件数 每箱件数 使用次数 40 40 40 40 20 8 1年分摊 600000 550t 650t 700t 每包裹件数 480 装1箱时间 200
8年预计产量1000000
每炉重量 2000
10000 额定寿命 10000 额定寿命 10000 额定寿命 5000 4800 100 100 额定寿命 时间:月 时间:天 时间:天
运汤专用中转包 单价 1 熔化人工 单价 1 精炼变质费用 单价 1 打渣费用 保温炉费用 5 6 保温费用 喷涂费用 坩埚费 电费 涂料费用 切边模折旧 7 切边费用 切边机费用 切边机电费 切边机人工 8 检测费用 检测人工 专用检具1 热处理人工 9 热处理 热处理机折旧 电费 清理飞边人工 单价 1 单价 1 单价 1 功率 1 单价 1 单价 0 单价 1 功率 0 单价 1 单价 1 单价 1 单价 0 单价 0 功率 0 单价 1
35000 额定寿命 10000 额定寿命 75 37 0 0 4800 4800 0 0 0 4800 300
保温1炉h 1.38889 每炉重量 额定寿命 200000 10 180 1 1 1 8 8 1 5 1hX模 时间:月 时间:月 时间:月 额定寿命 1炉时间 时间:月 额定寿命 1模X件 T循环时间 T循环时间 T循环时间 Y循环时间
能清件数 20000
11
矫正
12
表面处理
研磨人工 单价 0 研磨机折旧 单价 0 震荡研磨 风干机折旧 单价 1 风干机电费 功率 0 阳极氧化 外协 外协 外协 泵漏人工 泵漏机折旧 装配人工 单价 0 单价 1 单价 0
压铸件成本明细报价

一、
定作方要 求 产品图号
main-heatsink
二、
加工方预 算(报
报价项
名称
1.模架
2.模芯
5.电极 一
产品名称 主散热器
版本
腔/模 一出一
套数 1
适合机型 800T
型号、品牌 龙记 8407 石墨
尺寸(长x宽x厚) 600*650*420 400*400*200 300*200*60
数量 1 1 6
重量(kg) 1277 250
单价(元/kg) 15
合计价格(元) 19155.00
材 料 费
4.辅助 材料、 五金件
4.1顶针 4.2锁模
4.3其他
5.刀具损耗
日本大同
合计
1000.00
6000.00 600.00
项目
1.模架加工
C 二 3.电火花
加 4.线切割
工 费
5.省模
6.热处理
7.其他加工费
1.利润 三
2.试模费
其 他
3.设计费用
费 4.其他费用
用
加工时间(小时) 150 250 250
180 130(KG)
合计 0%
单价(元/小时)
合计
合计价格 4000.00 4000.00 8000.00
模具使用寿命 模具制造周期8Biblioteka 万模次42天
费用合计(不含税)
税率
17%
费用合计(含税)
0
加工方: 报价责任 人: 日期:
定作方: CEG/采购 员:
加盖公 章:
CEG领导审 批:
产品重量1500+150g 800T冷室压铸机
压铸铝合金产品报价单
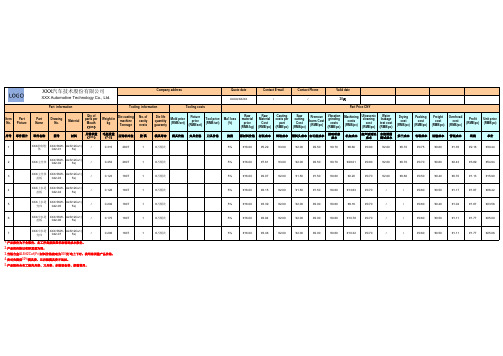
Item No.Part Picture Part Name Drawing No.MaterialQty of parts per Mouth (pcs )Weight inkg Die casting machine TonnageNo. of cavity nestsDie life quantity guarantyMold price (RMB/set)Fixture price (RMB/set)Tool price (RMB/set)Ma'l loss (%)Raw material price (RMB/kg)Raw Material Cost (RMB/pc)Casting costs per part (RMB/pc)Saw cutting Cost (RMB/pc)Rremove burrs Cost (RMB/pc)Vibration grinding costs (RMB/pc)Machining costs (RMB/pc)Ultrasonic cleaning cost (RMB/pc)Water leakage test cost (RMB/pc)Drying cost (RMB/pc)Packing cost (RMB/pc)Freight cost (RMB/pc)Overhead cost (RMB/pc)Profit (RMB/pc)Unit price (RMB/pc)序号零件图片零件名称图号材料月需求量(pcs )毛胚重量(Kg )压铸机吨位腔/模模具寿命模具价格夹具价格刀具价格烧损原材料价格材料成本铸造成本锯料头成本去毛刺成本振动研磨成本机加成本超声波清洗成本水检泄漏测试成本烘干成本 包装成本运输成本管理成本利润单价1XXX 控制腔体XXX 5KW-042-01ALSi12Cu1(Fe)/0.315280T 18万模次5%¥16.00¥5.29¥3.00¥2.00¥2.50¥0.70¥8.60¥0.80¥2.00¥0.70¥0.75¥0.60¥1.35¥2.16¥30.442XXX 主壳体XXX 5KW-042-02ALSi12Cu1(Fe)/0.453280T 18万模次5%¥16.00¥7.61¥3.00¥2.00¥2.50¥0.70¥28.01¥0.80¥2.00¥0.70¥0.70¥0.60¥2.43¥3.89¥54.943XXX 主壳体盖板XXX 5KW-042-03ALSi12Cu1(Fe)/0.123180T 18万模次5%¥16.00¥2.07¥2.00¥1.50¥1.50¥0.60¥2.20¥0.70¥2.00¥0.60¥0.50¥0.40¥0.70¥1.13¥15.904XXX 上水道盖板XXX 5KW-042-04ALSi12Cu1(Fe)/0.128180T 18万模次5%¥16.00¥2.15¥2.00¥1.50¥1.50¥0.60¥13.83¥0.70//¥0.60¥0.50¥1.17¥1.87¥26.425XXX 上水道壳体XXX 5KW-042-05ALSi12Cu1(Fe)/0.202180T 18万模次5%¥16.00¥3.39¥2.00¥2.00¥2.00¥0.60¥9.16¥0.70//¥0.60¥0.40¥1.04¥1.67¥23.566XXX 中水道盖板XXX 5KW-042-06ALSi12Cu1(Fe)/0.175180T 18万模次5%¥16.00¥2.94¥2.00¥2.00¥2.00¥0.60¥10.78¥0.70//¥0.60¥0.50¥1.11¥1.77¥25.007XXX 中水道壳体XXX 5KW-042-07ALSi12Cu1(Fe)/0.206180T 18万模次5%¥16.00¥3.46¥2.00¥2.00¥2.00¥0.60¥10.32¥0.70//¥0.60¥0.50¥1.11¥1.77¥25.06Part information2.产品的价格以实际重量为准。
压铸铝合金件产品报价流程

邮件+报价输入表
报价图纸评审
技术部/经理
技术部/工艺科设计课 负责对图纸进行评审并制定报价工艺路线,图
成员
纸中如有做不到的做成DFM随报价单一起发客户
DFM
产品报价
模具报价
N NN
销售整理
审核批准 Y
传递给客户 Y
Y 报价归档 N
技术部/技术组主任 技术部/模具车间主任 对新产品模具结构进行分析报价
压铸铝合金件产品报价流程
过 程 产品报价流程 1、接收商务部下发的客户报价图纸和报价要求,准确及时给予零件报价;
过程要求/目标 2、全新结构重点项目召集技术部技术组成员(项目、模具设计、治具实设计、加工工艺、前期质量工程师)对报价图纸的评审并在规定时间内给予报价; 3、了解报价时的材料市场价格和外汇汇率,并适时调整;
责任部门/岗位 技术部经理
作业流程图ຫໍສະໝຸດ 工作流程 客户报价图纸传递技术部
责任单位/岗位 销售部/业务员
销售/业务员
协作单位/岗位 销售部/经理
销售部/经理
管理职责/要求
相关记录
负责对客户询价图纸的技术要求进行整理翻译
负责将报价图纸及相关标准以邮件形式发给技 术经理、模具经理、模具设计组长,并附上报 价输入表-销售部(放置于共享报价区文件夹并 邮件通知)
责任部门岗位责任单位岗位协作单位岗位管理职责要求销售部业务员销售部经理邮件报价输入表销售业务员销售部经理负责将报价图纸及相关标准以邮件形式发给技术经理模具经理模具设计组长并附上报价输入表销售部放置于共享报价区文件夹并邮件通知技术部经理技术部工艺科设计课成员负责对图纸进行评审并制定报价工艺路线图纸中如有做不到的做成dfm随报价单一起发客户技术部技术组主任技术部模具车间主任技术部经理技术部工艺科设计课成员采购部经理技术部经理对简单件类似件产品进行直接产品报价重要项目或全新类型项目技术组成员参与报价
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
版本号:A-0
;表单编号:
联 系 人:
联系电话:
传真号码:
地 址:
产品图号
产品类别
产品单重
年预估量
模穴数 费用
模具、工装 费用
开发周期 备注
产品图片
报价人/日期:
审核人/日期:
客户名称: 联 系 人: 联系电话: 传真号码: 地 址: 产品名称 外形尺寸 压机吨位
成本类别
名称
材料成本
压铸
清理
抛丸
整形
打磨
喷砂
加工成本
机加工
清洗
氧化
喷塑
喷漆
丝印
点胶
ቤተ መጻሕፍቲ ባይዱ包装运输成 本
包装 运输
管理费
其它
利润
税收
产品总费用(元)
工装、夹具总费用(元)
压铸模具费用(万元) 备注:
压铸铝合金产品报价单
公司名称: