X 射线曝光曲线校验规程
X射线检测仪校验规程

X射线检测仪校验规程一、目的确保RT检测方法控制产品质量活动所使用的X射线检测仪性能的符合性和有效性。
二、适用范围本规程适用于额定管电压小于等于300KVX 射线探伤机的曝光曲线的制作校验及穿透力校验工作。
三、人员要求1、X射线探伤机校验人员都应经过专业培训,并持有国家质量技术监督局的Ⅱ级或Ⅱ级以上的射线检验人员资格证书。
2、X射线探伤机校验人员应熟悉所用设备的基本结构、各部分的作用及操作规程。
3、X射线探伤机校验人员应严格按照本规程操作X射线探伤机,并对设备使用的安全性负责。
四、引用标准JB/T4730-2005 《承压设备无损检测》JJG40-2011 《X射线探伤机检定规程》五、应用器材1、阶梯试块:阶梯级差为2mm,每级宽度不少于15mm,试块长度和宽度应不小于胶片尺寸,且宽度不小于80mm,长度不小于300mm。
2、CR-301黑度计3、胶片及暗室处理4、观片灯六、曝光曲线制作:每台设备的曝光曲线,应不少于3个选定管电压的参数曲线1、设计透照参数每台设备制作3条曲线,每条曲线应设计1张参数表,其管电压的选择应为设备的较低、中等以及较高管电压,如250KVX射线机,推荐选择150KV、200KV、240KV;参数设计表管电压KV 曝光量mA分5 10 15 25 对应厚度mm注:焦距600mm或常用焦距,显影20℃5分钟,胶片:天津Ⅲ型或常用型号胶片,铅增感屏0.03/0.1,取底片黑度为3.0。
2、曝光试验⑴根据选择的曝光参数进行透照,透照时暗盒背面要用1mm的铅板屏蔽。
⑵底片冲洗干燥后,用观片灯观察,并用黑度计测量,选择黑度3.0(或与之最相接近)的部位,填入参数设计表的对应栏.3、绘制曝光曲线⑴根据参数设计表中的数据,绘制曝光曲线。
⑵曝光曲线用对数坐标纸绘制。
纵坐标为曝光量的常用对数,横坐标为透照厚度。
胶片、增感屏、底片黑度、透照焦距、暗室处理条件、射线机型号及编号均在曝光曲线中注明。
GB_11757-89医用诊断X射线机曝光时间测试方法

22 负载曝光时间 . 在X射线发生的条件下, 对单峰或双峰高压发生器将测量高压初级的电压峰点和半峰点的个数所 表征的时间视为负载曝光时间。 对于三相及次级控制式X射线发生装置, 是指其高压电 路中X射线管电 压上升至其峰值的6% 5一 8% 5 及下降至上述值的时间间隙。
3 测试方法
附加说明:
本标准由全国医用电 气标准化技术委员会提出。 本标准由 辽宁省医 疗器械研究所归口。 本标准由 北京医用射线机厂负责起草。 本标准主要起草人梅金铎。
32 测试仪表 . 国家技术监修局 1 8 一 0 2 批准 9 91一0 1 9 一 7 0 实施 9 00 一 1
GB 757 89 11 一
口 一.. 应选用以下几种测试仪器: 3211 当被测产品的最短时间分档)02 时, ... . 可使用电秒表。 s
控制式, 可用测试保证x射线发生的控制信号的方法代替测试空载曝光时间. 333 测试空载曝光时间时, .. 对被测产品的时间分档需全部进行测试。 每档测五次, 取平均值。 334 测试负载曝光时间时, .. 将测试仪器接在按被测产品的使用说明书所规定的监测点上。 将负载条 件按 X射线管额定容量的3%一5%予置。 0 0 335 测试负载曝光时间时, .. 对被测产品的时间分档, 需选取其中五档进行测试, 包括最短时间、 l 0s . , 32或最长时间 .s 两者之中较小的一档, 每档测三次, 取平均值。
31 测试条件 . 311 环境条件 .. a 环境温度为 1-31; . 5 5 C
b 相对湿度为 4 0-7%; . 50 5
c 大气压力为8X -16 1 P; ・ 6 1 0X a 0 ' 0 ' d 无腐蚀爆炸性气体及尘埃。 . 312 电 .. 源条件 a 被测X射线机其电源的视在内阻值应符合有关产品标准的规定; , b 电 . 源电压波形为正弦波, 其允许波动范围为额定值的9%一15 5 0写;
射线检测曝光曲线的制定

射线检测曝光曲线的制定
1.10.1对每台在用射线设备均应做出经常检测材料的曝光曲线,依据曝光曲线确定曝光参数。
1.10.2制作曝光曲线所采用的胶片、增感屏、焦距、射线能量等条件以及底片应达到的灵敏度、黑度等参数均应符合本部分的规定。
1.10.3对使用中的曝光曲线,每年至少应核查一次。
射线设备更换重要部件或经较大修理后应及时对曝光曲线进行
核查或重新制作。
1.10.4 采用γ射线源时,可采用曝光尺等方式计算曝光时间。
1.11 无用射线和散射线屏蔽
1.11.1应采用金属增感屏、铅板、滤光板、准直器等适当措施,屏蔽散射线和无用射线,限制照射场范围。
钢制承压设备滤光板推荐的技术要求见附录I。
1.11.2对初次制定的检测工艺,以及在使用中检测条件、环境发生改变时,应进行背散射防护检查。
检查背散射防护的方法是:在暗盒背面贴附“B”铅字标记,一般B铅字的高度为13mm、厚度为1.6mm,按检测工艺的规定进行透照和暗室处理。
若在底片上出现黑度低于周围背景黑度的“B”字影像,则说明背散射防护不够,应增大背散射防护铅板的厚度。
若底片上不出现“B”字影像或出现黑度高于周围背景黑度的“B”字影像,则说明背散射防
护符合要求。
在背散射轻微或后增感屏足以屏蔽背散射线的情况下,可不使用背散射防护铅板。
X射线曝光曲线校验规程

X射线曝光曲线校验规程1编制依据:依据JB/T4730-2005标准要求,每台在用X射线机应制作经常检测材料的曝光曲线。
依据曝光曲线选择曝光参数。
2、适用范围本规程适用公司内在用X射线机曝光曲线的制作的校验。
3、校验用器具和环境条件3.1阶梯试块:阶梯级差为2mm,每级宽度不少于15mm,试块长度和宽度应不少于胶片尺寸,且宽度不少于100mm,长度不少于300mm。
3.2 JD-210A 黑度仪。
3.3胶片及暗室处理。
3.4观片灯。
3.5校验环境条件:校验场所应在射线防护措施房间内进行,周围应无机械振动、电磁干扰、粉尘,照明条件适度、通风良好。
4、制作步骤每台X射线机的曝光曲线,应不少于3个选定管电压的参数曲线。
4.1设计透照参数每台X射线机制作2条曲线,每条曲线应设计1张参数表,其管电压的选择应为设备的较低、中等以及较高管电压,如250KVX射线机,推荐选择150KV、200KV、240KV。
参数设计表4.2曝光试验4.2.1根据选择的曝光参数进行透照,透照时暗盒背面要用1mm铅版屏蔽。
4.2.2底片冲洗干燥后,用观片灯观察,并用黑度计测量,选择黑度 2.5 (或与之最接近)的部位,填入参数设计表的对应栏。
4.2.3绘制曝光曲线4.2.3.1根据参数设计表中数据,绘制曝光曲线。
4.2.3.2曝光曲线用EXCEL形式绘制,纵坐标为曝光量的常用对数,横坐标为透照黑度,胶片、增感屏、底片黑度、透照焦距、暗室处理条件、射线机型号及编号均在曝光曲线表中注明。
5、曝光曲线的校验和校验周期5.1在用X射线机曝光曲线校验周期为每年进行一次。
5.2 X射线机更换重要部件或经大修后,应及时对曝光曲线进行校验,经校验曝光曲线参数与曝光曲线不符合时,应重制作曝光曲线。
6、记录每次校验应填写曝光曲线试验记录,记录形式见曝光曲线试验记录表。
射线探伤的曝光曲线的制作与应用
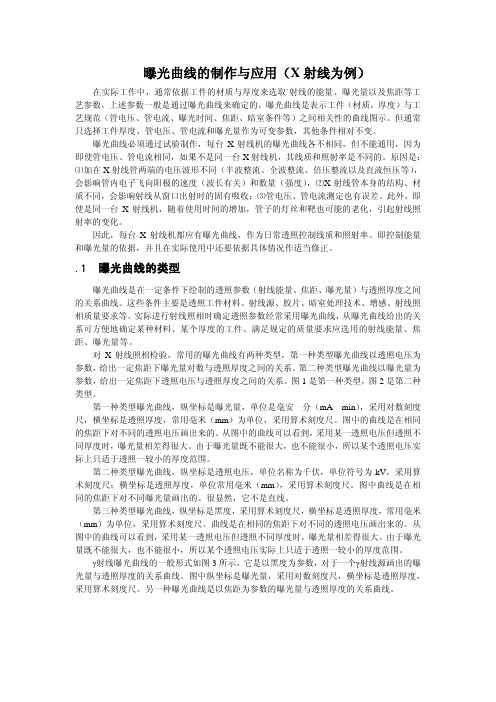
曝光曲线的制作与应用(X 射线为例)在实际工作中,通常依据工件的材质与厚度来选取`射线的能量、曝光量以及焦距等工艺参数,上述参数一般是通过曝光曲线来确定的。
曝光曲线是表示工件(材质,厚度)与工艺规范(管电压、管电流、曝光时间、焦距、暗室条件等)之间相关性的曲线图示。
但通常只选择工件厚度、管电压、管电流和曝光量作为可变参数,其他条件相对不变。
曝光曲线必须通过试验制作,每台X 射线机的曝光曲线各不相同,但不能通用,因为即使管电压、管电流相同,如果不是同一台X 射线机,其线质和照射率是不同的。
原因是:⑴加在X 射线管两端的电压波形不同(半波整流、全波整流、倍压整流以及直流恒压等),会影响管内电子飞向阳极的速度(波长有关)和数量(强度),⑵X 射线管本身的结构、材质不同,会影响射线从窗口出射时的固有吸收;⑶管电压、管电流测定也有误差。
此外,即使是同一台X 射线机,随着使用时间的增加,管子的灯丝和靶也可能的老化,引起射线照射率的变化。
因此,每台X 射线机都应有曝光曲线,作为日常透照控制线质和照射率、即控制能量和曝光量的依据,并且在实际使用中还要依据具体情况作适当修正。
.1 曝光曲线的类型曝光曲线是在一定条件下绘制的透照参数(射线能量、焦距、曝光量)与透照厚度之间的关系曲线。
这些条件主要是透照工件材料、射线源、胶片、暗室处理技术、增感、射线照相质量要求等。
实际进行射线照相时确定透照参数经常采用曝光曲线,从曝光曲线给出的关系可方便地确定某种材料、某个厚度的工件、满足规定的质量要求应选用的射线能量、焦距、曝光量等。
对X 射线照相检验,常用的曝光曲线有两种类型,第一种类型曝光曲线以透照电压为参数,给出一定焦距下曝光量对数与透照厚度之间的关系。
第二种类型曝光曲线以曝光量为参数,给出一定焦距下透照电压与透照厚度之间的关系。
图1是第一种类型,图2是第二种类型。
第一种类型曝光曲线,纵坐标是曝光量,单位是毫安 · 第二种类型曝光曲线,纵坐标是透照电压,单位名称为千伏,单位符号为kV ,采用算术刻度尺;横坐标是透照厚度,单位常用毫米(mm ),采用算术刻度尺。
X射线检测系统校准规程

X射线实时成像检测设备校准规程QJ/ZC-802-13-20091 范围本标准规定了X射线实时成像检测设备校准内容及程序。
本标准适用于X射线实时成像检测设备的校准。
2 引用标准API SPEC 5L 管线钢管规范设备管理制度3 职责3.1 X射线实时成像检测设备的校准工作由质检部负责组织实施,检验人员每工作班至少应有一人具备射线检测Ⅱ级以上检测资格。
3.2负责X射线检测设备的校准及维护工作。
3.3负责做好X射线检测设备校准记录的填写。
3.4 X射线检测设备的校准周期为6个月,如射线管损坏或更换备用射线管时应立即校准。
4 校准内容及要求4.1静态灵敏度的校验4.1.1静态灵敏度的性能指标应优于2%。
4.1.2静态灵敏度的校准周期为6个月。
4.1.3校验时根据生产钢管规格、壁厚选择合适的线性像质计型号。
4.1.4将线性像质计放置在被检钢管焊缝上,并保持与焊缝垂直。
4.1.5选择适宜的射线透照参数进行拍片并经图象处理后,找出能清晰看到的金属丝并记录其线径。
4.1.6测量钢管壁厚,计算静态灵敏度。
如灵敏度不合格则调整检测参数后重新测试。
4.2 动态灵敏度的校验4.2.1动态灵敏度是在正常检测速度下采用被检钢管进行校验。
4.2.2正常射线检测速度应≯3m/min。
4.2.3校准钢管可以是正在生产需要检验的钢管。
4.2.4将钢管放置到检测车上,采用与该钢管壁厚相适应的像质计型号,与焊缝垂直布置,放置三个该型号的像质计,间距为305mm。
调整检测参数保证在正常的检测速度下能清晰地发现钢管上与该钢管壁厚相对应的像质计金属丝径,则证明动态灵敏度合格,否则需重新调整测试。
4.2.5正常情况下动态灵敏度的校验周期为六个月,如射线管损坏或更换备用射线管,则应立即校准。
4.2.6认真如实填写动态灵敏度校准记录。
5 相关文件及记录5.1静态灵敏度测试原始记录。
5.2动态灵敏度校准记录本标准归口部门:质检部本标准起草人:本标准批准人:。
射线检测曝光量和曝光曲线
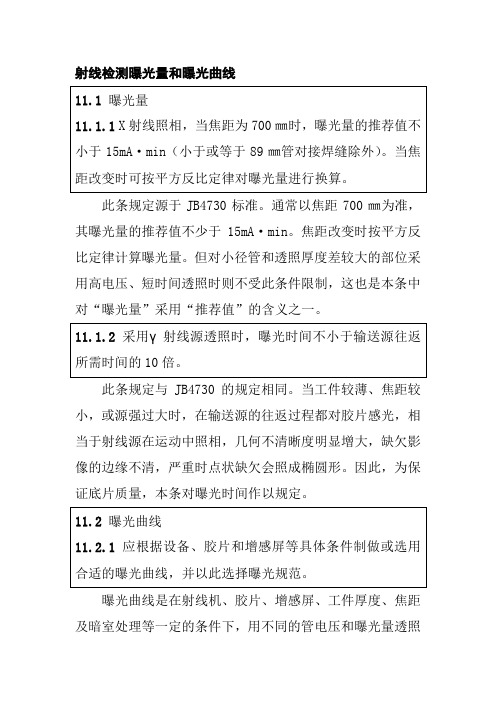
射线检测曝光量和曝光曲线11.1曝光量11.1.1X射线照相,当焦距为700㎜时,曝光量的推荐值不小于15mA·min(小于或等于89㎜管对接焊缝除外)。
当焦距改变时可按平方反比定律对曝光量进行换算。
此条规定源于JB4730标准。
通常以焦距700㎜为准,其曝光量的推荐值不少于15mA·min。
焦距改变时按平方反比定律计算曝光量。
但对小径管和透照厚度差较大的部位采用高电压、短时间透照时则不受此条件限制,这也是本条中对“曝光量”采用“推荐值”的含义之一。
11.1.2采用γ射线源透照时,曝光时间不小于输送源往返所需时间的10倍。
此条规定与JB4730的规定相同。
当工件较薄、焦距较小,或源强过大时,在输送源的往返过程都对胶片感光,相当于射线源在运动中照相,几何不清晰度明显增大,缺欠影像的边缘不清,严重时点状缺欠会照成椭圆形。
因此,为保证底片质量,本条对曝光时间作以规定。
11.2 曝光曲线11.2.1 应根据设备、胶片和增感屏等具体条件制做或选用合适的曝光曲线,并以此选择曝光规范。
曝光曲线是在射线机、胶片、增感屏、工件厚度、焦距及暗室处理等一定的条件下,用不同的管电压和曝光量透照阶梯试块,经暗室处理后,测出底片上某一黑度值,画出的曝光量或管电压与透照厚度之间的曲线。
它是编制检测工艺和确定检测规范的依据。
因此每台射线机必须绘制曝光曲线。
11.2.2对使用中的曝光曲线,每年至少应校验一次。
射线设备更换重要部件或大修理后应及时对曝光曲线进行校验或重新制作。
X射线机长时间工作,其性能会发生变化,因此曝光曲线应定期校验,特别是射线机更换主要部件或大修时,均应重新校验曝光曲线,以保证检测规范的准确性。
XXQ3005射线曝光曲线校验方案2010000

X 光探伤机自检报告XXQ3005射线曝光曲线校验方案编制人:审核人:批准人:九江九洲节能环保工程有限公司2010.12.6XXQ3005射线曝光曲线校验方案1.选择与原曝光曲线制作完全相同的胶片,增感屏、焦距、黑度、暗室处理的条件。
2.采用阶梯形试块,(见图1)进行标验。
若阶梯试块的最大厚度不能满足实际透照厚度,开采用垫板增厚的方法进行扩大阶梯形试块的厚度。
图1阶梯试块规格3.选取曝光量为15mA/min,选取电压值不小于5个,其中必须包括设备最大电压(300KV),最小电压(170KV)值,其他的电压值可在上述两点之间任选。
4.将校验结果填写附表15.当校验底片黑度的误差超出原曝光曲线所规定标准黑度的±0.5时,必须进行修正。
6.当校验底片黑度误差超出±0.5时,说明该曝光曲线已不能使用,必须重新制作曝光曲线。
7.本设备的曝光曲线标验周期为1年。
8.校验人员由持有射线II级以上资格的人员进行。
9.探伤过程中如发现实际探伤条件所得到的底片黑度与曝光曲线要求的黑度不一致时,应重新制作曝光曲线。
10制作曝光曲线时应由无损探伤责任工程师组织进行,并在原曝光曲线的使用有效期内,更新曝光曲线。
X光射线曝光曲线校验报告仪器检验报告14120厚度曝 光 曲 线 表26018时间11021612435160190机 型:XXQ3005胶 片:天津III型焦 距:600mm 增感屏:0.03mm 黑 度:2.0--4.0显影条件:20℃/5min20140。
X射线探伤仪检验规程
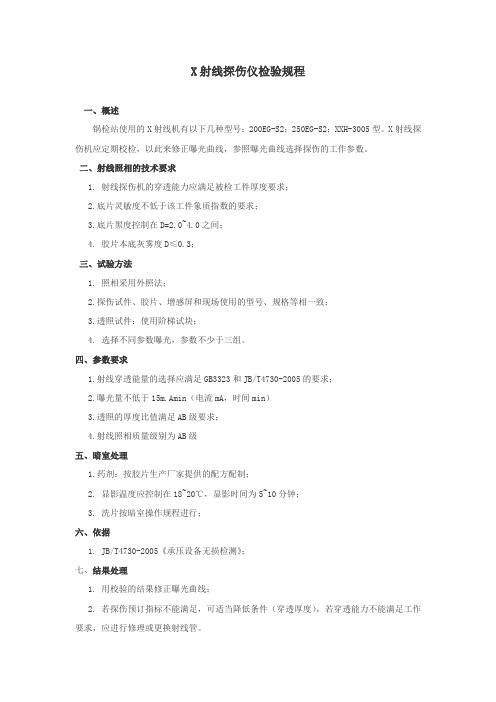
X射线探伤仪检验规程一、概述锅检站使用的X射线机有以下几种型号:200EG-S2;250EG-S2;XXH-3005型。
X射线探伤机应定期校检,以此来修正曝光曲线,参照曝光曲线选择探伤的工作参数。
二、射线照相的技术要求1. 射线探伤机的穿透能力应满足被检工件厚度要求;2.底片灵敏度不低于该工件象质指数的要求;3.底片黑度控制在D=2.0~4.0之间;4. 胶片本底灰雾度D≤0.3;三、试验方法1. 照相采用外照法;2.探伤试件、胶片、增感屏和现场使用的型号、规格等相一致;3.透照试件:使用阶梯试块;4. 选择不同参数曝光,参数不少于三组。
四、参数要求1.射线穿透能量的选择应满足GB3323和JB/T4730-2005的要求;2.曝光量不低于15m.Amin(电流mA,时间min)3.透照的厚度比值满足AB级要求;4.射线照相质量级别为AB级五、暗室处理1.药剂:按胶片生产厂家提供的配方配制;2. 显影温度应控制在18~20℃,显影时间为5~10分钟;3. 洗片按暗室操作规程进行;六、依据1. JB/T4730-2005《承压设备无损检测》;七、结果处理1. 用校验的结果修正曝光曲线;2. 若探伤预订指标不能满足,可适当降低条件(穿透厚度),若穿透能力不能满足工作要求,应进行修理或更换射线管。
八、校验周期1. X射线机应每年校验一次,在工作中应随时掌握其工作性能。
2.X射线探伤机的电流、电压表应按照规定进行定期校验;九、锅检站X射线探伤机一览表十、持有射线检测II级以上(含II级)资格证的人员可进行测试检定操作。
十一、X射线探伤仪校验时的安全及现场防护,应执行ZY/2007-23《射线作业现场防护管理规定》。
X射线探伤机期间核查规程
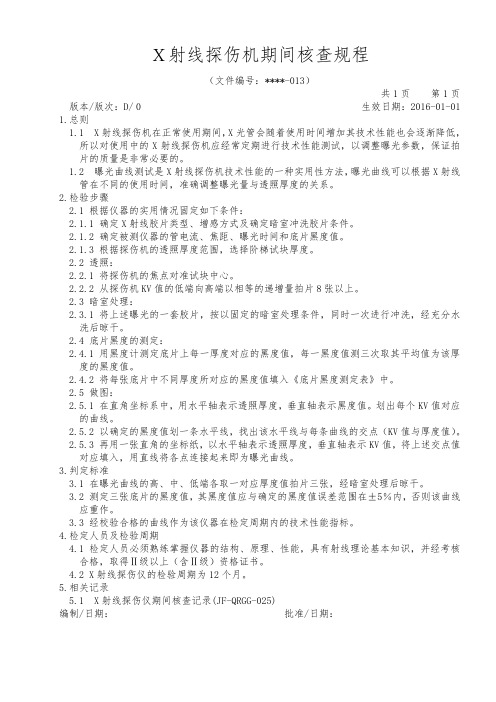
X射线探伤机期间核查规程(文件编号:****-013)共1页第1页版本/版次:D/ 0 生效日期:2016-01-01 1.总则1.1 X射线探伤机在正常使用期间,X光管会随着使用时间增加其技术性能也会逐渐降低,所以对使用中的X射线探伤机应经常定期进行技术性能测试,以调整曝光参数,保证拍片的质量是非常必要的。
1.2 曝光曲线测试是X射线探伤机技术性能的一种实用性方法,曝光曲线可以根据X射线管在不同的使用时间,准确调整曝光量与透照厚度的关系。
2.检验步骤2.1 根据仪器的实用情况固定如下条件:2.1.1 确定X射线胶片类型、增感方式及确定暗室冲洗胶片条件。
2.1.2 确定被测仪器的管电流、焦距、曝光时间和底片黑度值。
2.1.3 根据探伤机的透照厚度范围,选择阶梯试块厚度。
2.2 透照:2.2.1 将探伤机的焦点对准试块中心。
2.2.2 从探伤机KV值的低端向高端以相等的递增量拍片8张以上。
2.3 暗室处理:2.3.1 将上述曝光的一套胶片,按以固定的暗室处理条件,同时一次进行冲洗,经充分水洗后晾干。
2.4 底片黑度的测定:2.4.1 用黑度计测定底片上每一厚度对应的黑度值,每一黑度值测三次取其平均值为该厚度的黑度值。
2.4.2 将每张底片中不同厚度所对应的黑度值填入《底片黑度测定表》中。
2.5 做图:2.5.1 在直角坐标系中,用水平轴表示透照厚度,垂直轴表示黑度值。
划出每个KV值对应的曲线。
2.5.2 以确定的黑度值划一条水平线,找出该水平线与每条曲线的交点(KV值与厚度值)。
2.5.3 再用一张直角的坐标纸,以水平轴表示透照厚度,垂直轴表示KV值,将上述交点值对应填入,用直线将各点连接起来即为曝光曲线。
3.判定标准3.1 在曝光曲线的高、中、低端各取一对应厚度值拍片三张,经暗室处理后晾干。
3.2 测定三张底片的黑度值,其黑度值应与确定的黑度值误差范围在±5%内,否则该曲线应重作。
3.3 经校验合格的曲线作为该仪器在检定周期内的技术性能指标。
01X射线检测曝光曲线校验规程
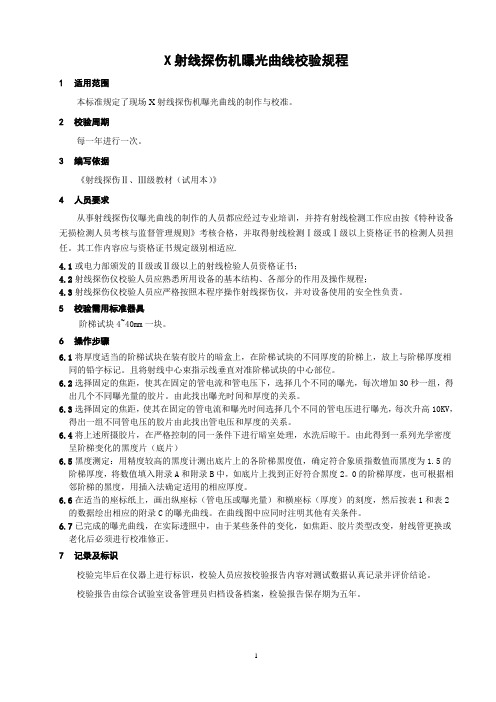
X射线探伤机曝光曲线校验规程1适用范围本标准规定了现场X射线探伤机曝光曲线的制作与校准。
2校验周期每一年进行一次。
3编写依据《射线探伤Ⅱ、Ⅲ级教材(试用本)》4人员要求从事射线探伤仪曝光曲线的制作的人员都应经过专业培训,并持有射线检测工作应由按《特种设备无损检测人员考核与监督管理规则》考核合格,并取得射线检测Ⅰ级或Ⅰ级以上资格证书的检测人员担任。
其工作内容应与资格证书规定级别相适应.4.1或电力部颁发的Ⅱ级或Ⅱ级以上的射线检验人员资格证书;4.2射线探伤仪校验人员应熟悉所用设备的基本结构、各部分的作用及操作规程;4.3射线探伤仪校验人员应严格按照本程序操作射线探伤仪,并对设备使用的安全性负责。
5校验需用标准器具阶梯试块4~40mm一块。
6操作步骤6.1将厚度适当的阶梯试块在装有胶片的暗盒上,在阶梯试块的不同厚度的阶梯上,放上与阶梯厚度相同的铅字标记。
且将射线中心束指示线垂直对准阶梯试块的中心部位。
6.2选择固定的焦距,使其在固定的管电流和管电压下,选择几个不同的曝光,每次增加30秒一组,得出几个不同曝光量的胶片。
由此找出曝光时间和厚度的关系。
6.3选择固定的焦距,使其在固定的管电流和曝光时间选择几个不同的管电压进行曝光,每次升高10KV,得出一组不同管电压的胶片由此找出管电压和厚度的关系。
6.4将上述所摄胶片,在严格控制的同一条件下进行暗室处理,水洗后晾干。
由此得到一系列光学密度呈阶梯变化的黑度片(底片)6.5黑度测定:用精度较高的黑度计测出底片上的各阶梯黑度值,确定符合象质指数值而黑度为1.5的阶梯厚度,将数值填入附录A和附录B中,如底片上找到正好符合黑度2。
0的阶梯厚度,也可根据相邻阶梯的黑度,用插入法确定适用的相应厚度。
6.6在适当的座标纸上,画出纵座标(管电压或曝光量)和横座标(厚度)的刻度,然后按表1和表2的数据绘出相应的附录C的曝光曲线。
在曲线图中应同时注明其他有关条件。
6.7已完成的曝光曲线,在实际透照中,由于某些条件的变化,如焦距、胶片类型改变,射线管更换或老化后必须进行校准修正。
X射线萤光光谱仪(XRF)检验规范标准

AG-0801-M006-F2 Rev.:A1Amendment RecordsAG-0801-M006-F3 Rev.:A1目錄Content一、目的Purpose二、適用範圍Scope三、樣品檢測條件及方法Test condition & method for sample四、零件及產品測試原則Testing Rule五、測試方法Test Method六、注意事項Attention item七、附件Attachment1.XRF測試零件及產品類別之有害物質限值表限值表EHS threshold value of component type for XRF test2.拆解治工具管理流程The management process for disassembly tools of the component.3. XRF治工具季驗證紀錄表 (AT-0801-M427-F1)The record of disassembly tools in quarter inspection by XRF (AT-0801-M427-F1).目的:Purpose本規範在建立進料之XRF檢驗標準,以確保品質合乎既定之標準。
The purpose of this program is to establish the specification of the XRF inspection for incoming materials to assure the quality of materials and comply with specified criteria.一、適用範圍:Scope適用於各大類零件之檢驗。
Apply to all types of materials.二、樣品檢測條件及方法:Test condition & method1.分析方法分為檢量線法及FP法,說明如下:Test methods can be separated to the method of calibration curve and FP method.1.1.檢量線法:對應於XRF之分析條件為”Cd, Pb, Hg, Br, Cr.bcc”,適用之材質為塑料、紙張、木材及Mg, Al, Si 較輕元素)為主材質之樣品。
X光机校验操作规程
X光机校验操作规程
1、开机前,提前30min开机预热,保证X光机达到正常的工作状态。
2、按工艺要求的测试片规格进行调试,确保灵敏度合格后方可使用。
3、产品过X光机时需要求产品必须平铺,不得重叠或者罗列。
4、测试频次:
①首检:每日投入使用前校准;
②使用过程中:每1小时校准;
③更换产品:使用前校准;
④末检:当日生产结束后校准;
⑤设备故障:设备故障维修后进行校准;
5、测试方法:
5.1 带产品测试:测试片放在产品下部通过传送带的左、中、右位置各测试一次,每次都能灵敏的测试出来。
5.2校验异常处理
在校验过程中所有模块均能有效识别,当出现任意一次无法有效识别,需重新按5.1要求步骤进行校验。
必要时,需有专人或设备厂家人员指导校验。
6、相关记录
《金属探测设备使用记录》。
X射线检测规程

X射线检测规程1人员资格和职责1.1从事射线照相人员必须持有国家有关部门颁发的资格证书,级证书具有评片、审核和签发报告的权利。
1.2 评片人员的视力应每年检查一次,校正视力不低于1.0。
1.3 射线人员应努力学习专业理论和技术法规,不断提高技术水平。
1.4射线人员应严格坚持质量标准,保证工程质量,实事求是,认真负责,忠于职守。
1.5认真做好无损检测设备的维护保养工作,严格执行安全防护措施。
2 检测操作流程图33.1 透照原理射线在穿透物体过程中会与物质发生相互作用,因吸收和散射而使其强度减弱。
强度衰减程度取决于物质的衰减系数和射线在物质中穿越的厚度。
如果被透照物体的局部存在缺陷,且构成的物质的衰减系数又不同于该试件,该局部区域的透过射线强度就会与周围产生差异。
把胶片放在适当的位置使其在透过射线的作用下感光,经暗室处理后得到底片。
底片上各点的黑化程度取决于射线透照量(射线强度乘以时间),由于缺陷部位和完好部位的透射射线强度不同,底片上相应部位就会出现黑度差异。
底片上相邻区域的黑度差定义为对比度。
把底片放在观片屏上借助透过光线观察,可以看到由对比度构成的不同形状的影象,评片人员据此判断缺陷情况并评价焊缝质量。
3.2 定向机透照。
选用80×150胶片透照,每张底片的标记如下图3.3曝光量选择定向X射线机拍片时,曝光量推荐应不低于15·。
焦距选择6003.4检测设备与材料采用2505定向X光机检测。
管线与法兰连接处,采用着色磁粉方法进行检测。
3.5 选择原则根据47013-2015和4109-2013标准对K值的要求,考虑缺陷的检出率,其次要考虑到工作效率并应结合现场条件的可能,选用单壁透照和双壁单影透照技术,根据实际应选择内透法。
3.6 象质计:选择线形象质计(5618-85、4109-2013、47013-2015)4 胶片保存4.1 胶片、底片不可接近氨、硫化氢、煤气、乙块、酸等有害气体,否则会产生灰雾。
射线探伤机曝光曲线制做(实验一)

射线探伤机曝光曲线制做(实验一)&平板焊缝射线照像探伤工艺及底片暗室处理(实验二)一、实验目的与任务1、培养学生的实际工作能力;2、掌握常用曝光曲线的制作方法及平板焊缝常规的射线照像探伤工艺;3、掌握曝光后底片的暗室处理技术;二、实验设备与器材1、YX一2505射线机2、阶梯透度计3、黑度计一台(精度优于±0.05D);4、暗袋、胶片、增感屏、铅字和像质计等;5、铅衬板、垫块和直尺等;6、暗室及显、定影所需器具三、实验原理简介曝光曲线是射线检测过程中确定探伤工艺的重要工具。
已经制成的曝光曲线应当经校准才能保持其可用性。
曝光曲线分类:1、曝光量——厚度型曝光曲线由I=I0e-μd可知LogI0t=μd +C 在电压不变的情况下,d与LogI0t呈直线关系,对数坐标纸上是一条直线。
2、电压——厚度型曝光曲线电压与厚度之间一条曲线。
曲线的曲率不大,在某些区域内可以近似地看作直线。
射线是一种透射能力很强的不可见电磁波,它在透射物体时遵从I=I0e-μd的衰减规律。
当被检部位中有不同物质存在时则其值不同;而被检部位厚度d有差别时,则胶片相对应部位的曝光量有所不同,被曝光的胶片经过暗室处理,再通过观察分析底片上影像的状态,来判定被检工件内部的损伤程度。
分布在胶片表面上的溴化银粒子,经过不同数量的透射线感光,再经过显影和定影处理,底片上就能清晰、真实地反映出被检工件的内部情况。
四、实验方法与步骤1、实验前的准备1)了解黑度计的使用方法2)分析并掌握如何选择阶梯试块和平板同时透照时的探伤规范3)了解暗袋后铅字B曝光后在胶片中出现的不同原因及含义4)了解透照过程铅字号的含义5)了解射线探伤机的指向机构的含义2、实验过程与步骤1)给警戒灯2)训机3)根据实验要求切片与装片(注意增感屏、暗袋、暗袋帽的放置方法),同时要切装一张同型胶片,该胶片在实验前要进行暗室处理,检查胶片的可用性。
4)根据射线探伤机上铭牌的曝光曲线,以及需要探伤的试件选择相应的探伤规范5)使用射线探伤机的指向机构来辅助定位。
射线检验操作规程
射线检验操作规程1.0目的制定本规程的目的就是指导射线检验人员正确的进行检验工作,规则中包括射线检测设备和器材及射线的技术参数选定、现场检验步骤、射线安全防护、暗室cv处理以及最终的底片评定等内容。
2.0 射线检验范围射线检验法适用于金属材料(如焊接件、铸、锻件)、非金属材料及组合件等内部质量的检验。
本规程规定2-100mm母材厚度钢熔化对接接头焊缝的X射线和γ射线照相方法。
3.0 人员资格从事射线检验的人员应持有ABS、中国船检、DNV或其他机构颁发的射线检验二级资格有效证书。
4.0 管理职责4.1 设备管理责任为了正确使用和充分发挥仪器的功能,顺利完成射线检验工作,设备应有专人管理负责,设备的进出有登记,领取设备,必须有管理人员签字,同时还要有安全员签字。
设备在运输及现场运作过程中,应有工作主管负责。
设备发生事故,应填写在运转记录中,分析事故发生的原因。
4.2 射线现场作业管理者职责现场从事射线作业的人员,由主管负责统一指挥,其对安全、工作质量负责。
4.3 暗室的管理职责暗室操作人员应严格按自动洗片机操作规程操作,随时注意自动洗片机的运转情况,严格调试控制显、定影温度和烘干温度,检查显、定影的补充情况,以及辊子运转情况是否良好,发现异常应随时停机检查处理。
手工冲片装置等应精心使用和保管显、定影的化学药品,按规定必须要有质量合格证明,应按规定的比例和顺序配制显、定影液。
胶片不应大量存放暗室,应随用随领,以防变质。
暗室红灯应调整适当的亮速,以防底片产生附加灰雾度。
4.4 评片职责具有II级及以上资格的检验人员才能评片,评片人应在了解射线照相操作人员所提供的实际操作情况及参考图纸和原始记录的基础上,进行底片评定,然后签发射线报告,评片人员应对评定的底片和报告负有责任。
评片报告、档案资料应按年、月,按一定的编排顺序装订成册归入档案,由专人进行管理,一般底片和档案资料报告等技术文件存期为5年,压力容器方面的底片和技术文件资料为7年。
X射线检测工艺规程
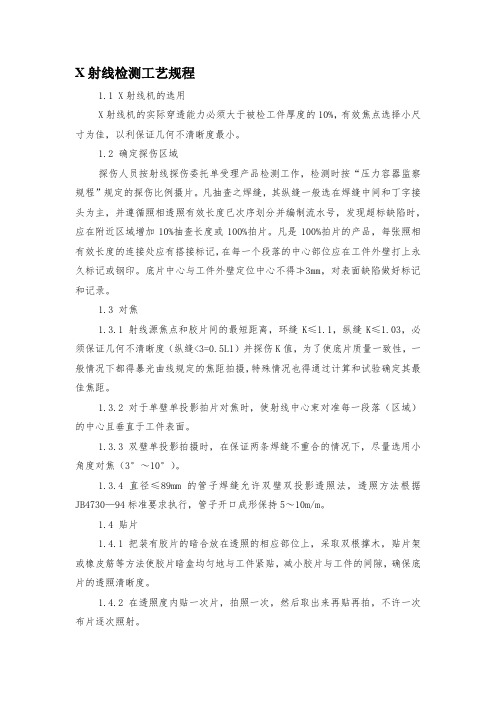
X射线检测工艺规程1.1 X射线机的选用X射线机的实际穿透能力必须大于被检工件厚度的10%,有效焦点选择小尺寸为佳,以利保证几何不清晰度最小。
1.2 确定探伤区域探伤人员按射线探伤委托单受理产品检测工作,检测时按“压力容器监察规程”规定的探伤比例摄片。
凡抽查之焊缝,其纵缝一般选在焊缝中间和丁字接头为主,并遵循照相透照有效长度已次序划分并编制流水号,发现超标缺陷时,应在附近区域增加10%抽查长度或100%拍片。
凡是100%拍片的产品,每张照相有效长度的连接处应有搭接标记,在每一个段落的中心部位应在工件外壁打上永久标记或钢印。
底片中心与工件外壁定位中心不得≯3mm,对表面缺陷做好标记和记录。
1.3 对焦1.3.1 射线源焦点和胶片间的最短距离,环缝K≤1.1,纵缝K≤1.03,必须保证几何不清晰度(纵缝<3=0.5L1)并探伤K值,为了使底片质量一致性,一般情况下都得暴光曲线规定的焦距拍摄,特殊情况也得通过计算和试验确定其最佳焦距。
1.3.2 对于单壁单投影拍片对焦时,使射线中心束对准每一段落(区域)的中心且垂直于工件表面。
1.3.3 双壁单投影拍摄时,在保证两条焊缝不重合的情况下,尽量选用小角度对焦(3°~10°)。
1.3.4 直径≤89mm的管子焊缝允许双壁双投影透照法,透照方法根据JB4730—94标准要求执行,管子开口成形保持5~10m/m。
1.4 贴片1.4.1 把装有胶片的暗合放在透照的相应部位上,采取双根撑木,贴片架或橡皮筋等方法使胶片暗盒均匀地与工件紧贴,减小胶片与工件的间隙,确保底片的透照清晰度。
1.4.2 在透照度内贴一次片,拍照一次,然后取出来再贴再拍,不许一次布片逐次照射。
1.4.3 为防止散射线对底片质量的影响,可在暗盒背面贴附1个“B”的铅字标记,背面并采用无穿透性孔的铅板垫衬,射源侧采用滤板或铅遮挡法予以屏蔽。
1.5 各种标志的安放每张底片上必须具有工件编号、中心定位标志、搭接标记(有效区域标记)、底片流水号和一个以上像质指示器,以及探伤日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
X 射线曝光曲线校验规程
1、编制依据:
依据JB/T4730-2005标准要求,每台在用X射线机应制作经常检测材料的曝光曲线。
依据曝光曲线选择曝光参数。
2、适用范围
本规程适用公司内在用X射线机曝光曲线的制作的校验。
3、校验用器具和环境条件
3.1阶梯试块:阶梯级差为2mm,每级宽度不少于15mm,试块长度和宽度应不少于胶片尺寸,且宽度不少于100mm,长度不少于300mm。
3.2 JD-210A黑度仪。
3.3胶片及暗室处理。
3.4观片灯。
3.5校验环境条件:校验场所应在射线防护措施房间内进行,周围应无机械振动、电磁干扰、粉尘,照明条件适度、通风良好。
4、制作步骤
每台X射线机的曝光曲线,应不少于3个选定管电压的参数曲线。
4.1设计透照参数
每台X射线机制作2条曲线,每条曲线应设计1张参数表,其管电压的选择应为设备的较低、中等以及较高管电压,如250KVX射线机,推荐选择150KV、200KV、240KV。
参数设计表
4.2.1根据选择的曝光参数进行透照,透照时暗盒背面要用1mm铅版屏蔽。
4.2.2底片冲洗干燥后,用观片灯观察,并用黑度计测量,选择黑度2.5(或与之最接近)的部位,填入参数设计表的对应栏。
4.2.3绘制曝光曲线
4.2.3.1根据参数设计表中数据,绘制曝光曲线。
4.2.3.2曝光曲线用EXCEL形式绘制,纵坐标为曝光量的常用对数,横坐标为透照黑度,胶片、增感屏、底片黑度、透照焦距、暗室处理条件、射线机型号及编号均在曝光曲线表中注明。
5、曝光曲线的校验和校验周期
5.1在用X射线机曝光曲线校验周期为每年进行一次。
5.2 X射线机更换重要部件或经大修后,应及时对曝光曲线进行校验,经校验曝光曲线参数与曝光曲线不符合时,应重制作曝光曲线。
6、记录
每次校验应填写曝光曲线试验记录,记录形式见曝光曲线试验记录表
曝光曲线试验记录。