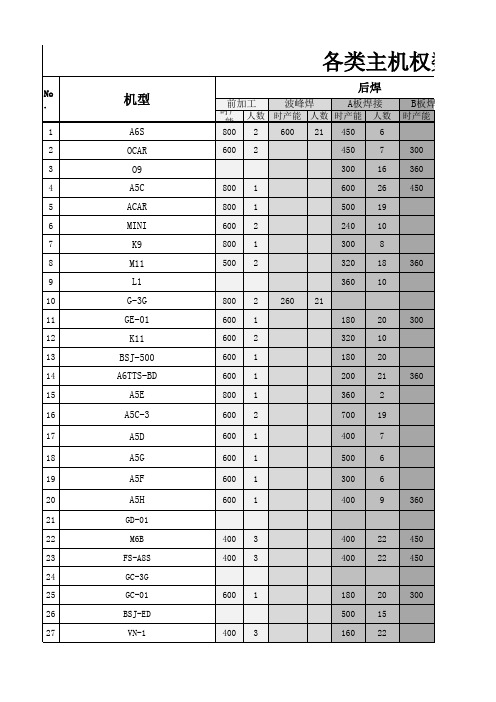
新机种DIP标准工时
各工件加工标准工时说明

各工件加工標準工時說明
在加工過程中,同种工件因其外形大小,復雜程度不同所以加工時的時間也不同,現以DP-329(相機後蓋)各工件加工為例,說明加工時所用的時間
1.模板: (6H) (注:各板余量為0.05~0.1mm)
a: 上下固定板(1.5H) b: 公母模板(1.5H)
c: 間隔板(45`) d: 上下頂針板(1.5H)
e: 料板(45`)
2.公模框(170*115*38.60)
a: 六面體(1.5H) b: 各臺階,插破斜度(2H)
3.母模仁(170*115*3
4.18)
a: 六面體(1.5H) b: 各臺階,插破斜度(2H)
4. 滑座A (57.5*137*46)
a: 六面體(45`) b: 壓腳,槽(2H)
d: 斜度,耐磨塊槽(30`)
5.滑塊B (478*32.05*10.4)
a: 六面體(45`) b: 定位塊槽(45`)
c: 臺階(30`) d: 插破斜度(30`)
6. 模箍(70*50*30)
a: 六面體(30`) b: 斜度(30`)
7. 滑軌(69*15*13)
a: 六面體(30`)
8. 芯子類
(45`) (45`) (45`)
9. 連動杆
a: 長(10`) b: 外形,定位(30`)
10. 斜pin
a: 寬(30`) b: 斜度(45`)11. 其它類
a: 襯套住(15`) b: 支撐柱(30`)
c: 回針(45`) d: 頂針(40`)
e: 耐磨板(45`)
12. 入子
1.長(30`)
2.壓腳(30`)
3.各臺階(45`)
以上各工件都以各組加工規定為準,六面體所留的余量雙邊0.3mm。
DIP工时产能标准
EM310转接板
##
EM770W转接板
##
G6主板
##
G6电源板/6M单模
##
GPS-3/6M单模
##
H1-485
##
HISI3522/海思板
##
BSJ-K6/全单模M35+6M
##
A08-B/A08副板
##
M6-B/M6副板
##
A08B-B/A08B副板
##
A08G
##
M10-A-V1.7/2014-0504/68.2*50*1.2MM
600 4
##
BSJ-RF-TX/无线发射
800 1
##
BSJ-S1/串口扩展器
##
BSJ-T1/温度传感器
##
BSJ-V11/V12/V13/半球/海螺摄像头主 板
##
BSJ-V16/碟形摄像头主板
##
BSJ-V16/碟形摄像头灯板
##
BSJ-V11/半球摄像头灯板
##
BSJ-V13/海螺摄像头灯板
3000 1
##
BSJ-V12,方型摄像头主板
##
BSJ-V12/方型摄像头灯板
##
BSJ-W2/文字播报器
##
BSJ-W3/文字播报器
##
BSJ-Y1
30K 1
##
BSJ-一体机/6M单模/带TTS
##
BSJ-一体机/6M单模/不带TTS
##
GPS-1/6M单模
## TY-9000F/带CAN/MG323-B单模
400 3
54
GF-SE
55
A5E-2
600 1
56
产品工时额定标准
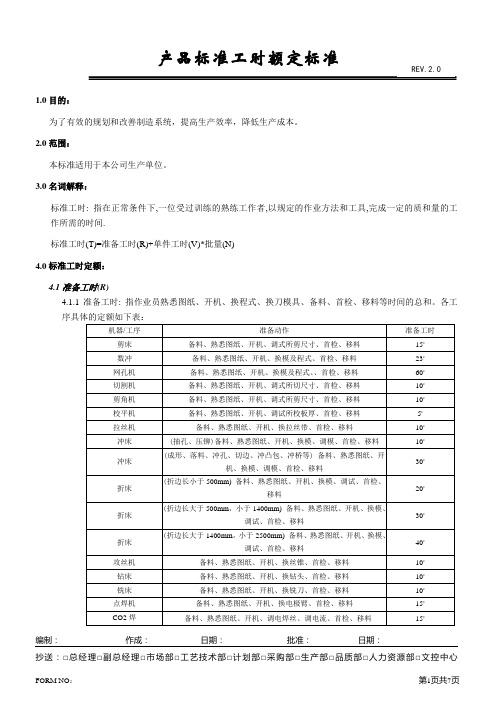
1.0目的:为了有效的规划和改善制造系统,提高生产效率,降低生产成本。
2.0范围:本标准适用于本公司生产单位。
3.0名词解释:标准工时: 指在正常条件下,一位受过训练的熟练工作者,以规定的作业方法和工具,完成一定的质和量的工作所需的时间.标准工时(T)=准备工时(R)+单件工时(V)*批量(N)4.0标准工时定额:4.1准备工时(R)4.1.1准备工时: 指作业员熟悉图纸、开机、换程式、换刀模具、备料、首检、移料等时间的总和。
各工4.1.2在工时定额时,可根据实际情况对以上的准备工时作以适当的调整。
4.2 单件工时(V)4.2.1 单件工时(V): 一位熟练工作者以规定的作业方法和工具完成一件合格料品所需的时间.单件工时(V)=上下料时间(Ts)+机器/人加工效率(Vr)*(1+宽放率(Aw))+辅助时间(F)4.2.24.2.34.2.4各工序/机器单件工时具体定额4.2.4.1剪床:(均以标准板材(4尺,8尺)计算,则有剪条料单件工时=(材料长/条料宽+1)*12"/N剪净料单件工时V=[(A+1)*12”+(C+1)*Vr]/N*(1+Aw) B DA=材料长B=工件长C=材料宽D=工件宽N=一张板加工工件数量Vr=单刀时间(当工件L<5000时,Vr=0.1’; 当工件500>L>1000时,Vr=0.15’;当工件L>1000时,Vr=0.2’)4.2.4.2数冲:a. V=Ts+ [(C+D)/*Vr+E*H+F*K]*(1+Aw)C=工件外周长D=工件内孔周长(孔径大于60mm)E=换刀次数F=孔数(孔径等于或小于60mm)Vr=切边速度0.15'/1000mm(按刀长为60算)H=自动换刀速度0.15'/次K=冲孔速度(松散孔1”/下冲一次,密集孔1”/下冲6次(液压AMADA))b. 覆膜与去毛刺时间=数冲单件工时(V)。
c. 当加工工件板材厚度大于2.0时,其单件工时须乘以1.2的系数.4.2.4.3切割机:a.平台切割机:V=Ts+Vr*N*(1+Aw)+F (可根据材料截面的大小对其机器工效率作以适当的调整)N=下切刀数b.等离子切割机:V=Vr*L*(1+Aw)+FL=切割缝长4.2.4.4网孔机:V=Ts+Vr*N*(1+Aw)+FN=下冲次料=孔总数一次冲孔数4.2.4.5冲床:a.抽孔、压铆:V=Ts+Vr*N*(1+Aw)+FN=压铆数量或抽孔数量当N>15时,其单件工时(V)须乘以0.8系数;b.成形、落料、冲孔、切边、冲凸包、冲桥等:V=Ts+Vr*N*(1+Aw)+FN=下冲次数剪条料后落料的单件时间须乘以0.6系数;c.当料件长大于1200mm,宽大于500mm时,其机床加工效率应乘以2。
机械加工工时定额标准
机械加工工时定额标准
机械加工工时定额标准是指在机械加工过程中,对于每一道工序所需的标准工时的规定。
这一标准的制定对于企业的生产效率和成本控制具有重要意义。
在机械加工行业中,工时定额标准的制定需要考虑多方面因素,包括机械设备的性能、操作人员的技能水平、材料的特性以及加工工艺的复杂程度等。
首先,机械设备的性能对工时定额标准具有直接影响。
不同的机械设备在加工过程中所需的工时是不同的,而且随着设备的更新换代,工时定额标准也需要不断进行调整和更新。
因此,企业需要根据自身的生产设备情况,结合市场需求和技术发展趋势,不断完善工时定额标准,以确保生产效率的最大化。
其次,操作人员的技能水平也是影响工时定额标准的重要因素。
技术熟练的操作人员能够在相同的时间内完成更多的加工任务,而技术水平较低的操作人员则可能需要更长的时间。
因此,企业在制定工时定额标准时,需要考虑到操作人员的技能水平,并通过培训和技术提升来提高整体的生产效率。
另外,材料的特性和加工工艺的复杂程度也会对工时定额标准产生影响。
不同的材料在加工过程中所需的时间是不同的,而且随着加工工艺的复杂程度的增加,工时定额标准也会相应增加。
因此,企业需要对不同材料和不同加工工艺进行细致的分析和评估,以制定合理的工时定额标准。
总之,机械加工工时定额标准的制定需要综合考虑机械设备的性能、操作人员的技能水平、材料的特性以及加工工艺的复杂程度等多方面因素。
只有通过科学合理的制定,才能确保企业在机械加工过程中能够实现高效生产,降低成本,提高竞争力。
因此,企业需要重视工时定额标准的制定工作,并不断进行调整和优化,以适应市场需求和技术发展的变化。
DIP插件标准工时

类 型相关图片相关说明TMU时间标准备注270.9760.22210.76210.76110.40180.64860.216210.756210.756110.396270.97260.216210.756210.756110.396140.504210.756210.756110.396140.504210.756210.756110.396 起 草: 审 核: 批 准: 版本:2.0 日 期: 日 期: 日 期: 第 2 页 共 11 页线圈三极管电晶体手归位对准第一个管脚孔插入1、本体圈数小于5圈;2、无方向性;3、细小元器件,不易抓取,且抓取时元件间有牵联;1、本体圈数大于5圈;2、无方向性;3、本体较大,易抓取,抓取时元件间有一定的牵联;1、3PIN管脚经成型或剪脚加工;2、本体管脚与焊盘孔配合公差较好;2.41对准第二个管脚孔插入2.41手归位对准第二个管脚孔插入对准第一个管脚孔插入取元件2.77取元件对准第一个管脚孔插入3.101、因元件本体小,抓取与插装时有一定难度;取元件对准第二个管脚孔插入文件编码:Q-OP-PE-045E 1、本体L小于等于5mm;2、无方向性;3、极细的元器件,不易抓取,且抓取时元件间有牵联;(小于1/4W电阻或本体大小类似于此类电阻的其它元件);手归位右手左手3.10跳线1、本体L大于5mm;2、无方向性;3、极细的元器件,易抓取,且抓取时元件间有牵联;手归位调整元件管脚调整元件管脚手归位对准第二个管脚孔插入取元件对准第一个管脚孔插入取元件调整元件1、因元件本体较小,抓取与插装时有一定的难度;对准第二个管脚孔插入对准第一个管脚孔插入 起 草: 审 核: 批 准: 版本:2.0斯比泰电子(深圳)有限公司类 型相关图片相关说明TMU时间标准备注230.828260.936120.432260.936481.728602.160110.396 起 草: 审 核: 批 准: 版本:2.0 日 期: 日 期: 日 期: 第 11 页 共 11 页文件编码:Q-OP-PE-045E 整理,调整线缆右手左手取元件对准最后一个管脚孔插入1、变压器件本体上附带线缆;2、本体易插装,线缆插装较困难;特殊元件类插件标准工时对准第一个管脚孔插入调整位置7.42手归位插装线缆。
机械加工工时定额时间标准 (查表法)

10
11
ቤተ መጻሕፍቲ ባይዱ
12
15
3.2 3.5 3.9 4.2 4.7 5.2 5.7 6.3 6.9 7.6 8.3
10
11
12 13.5 15
切 断 车端面一刀
D
时
间
30
2.5
1
40
3.3
1.2
50
4.2
1.4
65
5.5
1.7
85
7.1
2
110
9.3
2.5
145
12
3
190
16
3.6
245
20
4.3
300
27
5.2
L
100 120 144 173 207 249 299 358 430 516 619 743 892 1070 1284 1541 1849 2219 2662 3195 3833
T
12 10 8 6~5 4~2
时
间
四级 三级 二级 一级
10 11 12 13 14 15 17 19 21 24 27 31 35 41 48 56 65 77 91 107 128 20 21 22 24 26 28 31 35 39 45 50 57 66 77 90 104 122 144 169 200 238 35 38 40 43 48 50 55 63 70 80 90 103 118 138 160 185 218 258 303 358 425 56 60 64 68 76 80 88 100 112 128 144 164 188 220 256 296 348 412 484 572 680
五个头数 K=4
DIP车间管理制度

DIP车间管理制度引言概述:DIP车间管理制度是指在数字图像处理(DIP)车间中建立的一套管理规范和制度,旨在提高生产效率、保证产品质量以及提升员工工作积极性。
本文将从五个方面详细阐述DIP车间管理制度的内容和重要性。
一、制定明确的工作流程1.1 设立工作任务清单:明确每位员工的工作任务,包括每日、每周和每月的工作计划,确保工作有序进行。
1.2 设立工作标准:制定详细的工作标准和要求,包括图像处理的技术要求、工作流程和质量控制标准,提高产品的一致性和稳定性。
1.3 设立工作时间表:合理安排员工的工作时间,确保生产线的连续性和高效性。
二、建立质量管理体系2.1 设立质量检测流程:建立完善的质量检测流程,包括对原材料、生产过程和最终产品的质量检测,确保产品符合规定的质量标准。
2.2 培训员工技术能力:定期组织培训,提高员工的技术能力和质量意识,确保他们能够按照标准操作和处理图像。
2.3 建立质量反馈机制:建立质量反馈机制,及时收集和处理客户的质量投诉和建议,不断改进产品质量。
三、加强设备维护和管理3.1 设立设备维护计划:制定设备维护计划,定期对设备进行检修和保养,确保设备的正常运行和延长使用寿命。
3.2 建立设备使用规范:制定设备使用规范,明确设备的操作步骤和注意事项,防止设备的误操作和损坏。
3.3 培训员工设备操作技能:对员工进行设备操作培训,提高他们的设备操作技能和安全意识,减少设备故障和事故发生。
四、加强员工管理和激励机制4.1 建立绩效评估体系:建立科学的绩效评估体系,根据员工的工作表现和贡献进行评估,激励员工积极工作。
4.2 提供培训和发展机会:为员工提供培训和发展机会,提高他们的专业能力和职业素养,增强他们的工作动力。
4.3 建立奖惩机制:建立奖惩机制,对员工的优秀表现给予奖励,对不良行为进行惩罚,激励员工遵守规章制度。
五、建立沟通和协作机制5.1 建立沟通渠道:建立畅通的沟通渠道,包括定期开会、建立反馈机制和建立员工意见箱等,促进员工之间的信息交流和沟通。
作业指导书及标准工时
作业指导书及标准工时一、作业流程1. 接收生产任务,确认产品规格、数量及质量要求。
2. 准备相关技术资料,熟悉产品图纸及技术要求。
3. 领取所需物料,进行物料确认及数量核对。
4. 调整机器设备,进行生产准备。
5. 按照技术要求进行加工、组装、调试。
6. 进行自检,填写检验记录。
7. 合格产品进行包装及入库,不合格产品进行返工或报废。
8. 整理现场,保持生产环境整洁。
二、操作步骤1. 开启电源,检查机器设备是否正常运转。
2. 根据产品图纸及技术要求,调整机器设备参数。
3. 进行加工、组装、调试,确保产品质量符合要求。
4. 定时检查物料使用情况,及时领取补充。
5. 进行生产过程中的质量检查,及时发现并处理问题。
6. 完成生产任务后,关闭电源,整理现场。
三、检验标准1. 产品外观符合图纸要求,无明显缺陷。
2. 产品尺寸精度符合图纸要求,公差范围在规定范围内。
3. 产品性能符合相关标准及技术要求。
4. 产品检验记录填写完整、准确。
四、工具使用1. 根据生产需要,正确选择使用工具和量具。
2. 定期检查工具和量具的精度及完好性。
3. 使用工具和量具时,应遵守相关操作规程。
4. 正确使用气动工具和电动工具,确保安全使用。
五、安全规定1. 遵守安全操作规程,佩戴必要的劳动保护用品。
2. 严禁在生产过程中违章操作或擅自改变机器设备参数。
3. 严禁在生产现场吸烟或违规使用明火。
4. 发现机器设备故障或安全隐患时,应立即停止操作并上报维修人员。
2.54排针、排母标准工时计算方法

2.54排针、排母标准工时计算方法
摘要:
一、引言
二、2.54 排针、排母标准工时计算方法
1.标准工时的概念
2.计算方法
3.实际应用
三、总结
正文:
一、引言
在电子制造业中,2.54 排针、排母是常用的连接器,为了提高生产效率,需要对它们的制作过程进行工时计算。
本文将介绍2.54 排针、排母的标准工时计算方法。
二、2.54 排针、排母标准工时计算方法
1.标准工时的概念
标准工时是指在特定的工作环境条件下,用标准化的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。
2.计算方法
计算2.54 排针、排母的标准工时,需要先确定制作过程中的各个步骤,以及每个步骤所需的时间。
通常情况下,制作过程包括以下几个步骤:(1)准备材料:根据所需数量,领取相应的排针、排母、工具等。
(2)插针:将排针插入排母的插槽中。
(3)焊接:将排针与排母的接触点进行焊接。
(4)检验:检查焊接是否牢固,排针是否垂直于排母。
(5)包装:将成品进行包装。
在计算每个步骤所需的时间时,需要考虑到熟练工人的正常速度,以及可能出现的延迟等因素。
3.实际应用
在实际生产过程中,可以根据上述计算方法,预估制作2.54 排针、排母所需的标准工时。
然后,根据生产计划,合理安排生产任务,确保产品能够按时完成。
三、总结
本文介绍了2.54 排针、排母的标准工时计算方法,并通过实际应用案例,说明了如何利用这一方法来提高生产效率。
干货:机加工标准工时制定方法,手把手教学!

标准工时是企业进行科学化和标准化管理的主要手段,是现代企业精益管理的重要组成部分。
在当前市场环境下,多品种、小批量的生产模式已经逐步成为生产线作业主流模式,若是根据产品批量生产工时的设定逻辑,远无法满足企业为快速响应市场和精益生产竞争的需求。
所以就当下的市场环境下机加工工时标准怎么算呢?又如何制定机加工标准工时呢?机加工工时标准指标可以核算出企业的生产作业能力,是编制生产计划、平衡不同工序生产能力以及合理安排生产计划的主要依据。
为什么企业会经常性的出现计划偏离实际现象,一方面原因除了市场端的个性化需求临时掺入之外还有一个原因就是机加工工时制定的时候没有如实的做好生产现场实际调研工作,仅仅是通过差不多、大概、应该的处理方式完成,在短生产计划内由于客观因素无法有效的体现计划偏离情况,但在长周期生产背景下,其短板情况就显现出来了。
那机加工工时怎么算才可以符合生产实际呢?至少要确保以下几个方面的要求:①科学的依据,在制定标准工时的时候,需要结合企业现有的生产能力水平,尽量做好定额时间准确可靠。
②保障平均水平,就是说需要确保该工时标准是可以能达到平均员工能力水平的情况;③确保相同岗位定额的统一性和不同工种的平衡,提高岗位员工的劳动积极性。
VIOOVI开发的ECRS工时分析软件就是充分结合精益生产思想,有效融合目前国内制造行业工时标准情况而开发的一款工时分析软件。
产品的质量情况经过市场用户端的检验,软件应用的便捷性和实用性得到了用户们的广泛认可。
ECRS工时分析软件的功能就如视频作业分析,通过点选视频播放,点击鼠标分解动素以及通过视频放大缩小和视频快慢放功能,可以有效的测量现场岗位作业实际的情况,更为细致的做好岗位作业过程浪费可能的情况并加以改善。
所以来说,机加工工时标准怎么算的问题,可以通过ECRS工时分析软件的操作流程进行计算,其流程即为制定机加工标准工时的过程。
DIP车间管理制度

DIP车间管理制度引言概述:DIP车间管理制度是指在数字图象处理(Digital Image Processing,简称DIP)车间中制定的一系列规章制度和管理措施,旨在确保车间运作的高效性、安全性和质量控制。
本文将从几个大点出发,详细阐述DIP车间管理制度的重要性和具体内容。
正文内容:1. 车间规章制度1.1 工作时间和考勤制度:明确工作时间、歇息时间和加班制度,规定员工的考勤要求和记录方式。
1.2 安全生产规定:包括安全操作规程、防火防爆措施、应急预案等,确保员工在工作中的安全。
1.3 设备维护规定:规定设备的日常维护和保养要求,确保设备的正常运行和寿命。
2. 车间生产管理2.1 生产计划制定:根据定单和需求,制定合理的生产计划,确保生产任务的顺利完成。
2.2 质量控制措施:建立质量检验和控制体系,包括原材料检验、中间产品检验和成品检验等环节,确保产品质量符合标准。
2.3 生产数据统计分析:对生产过程中的数据进行采集和分析,及时发现问题并采取措施进行改进。
3. 人员管理3.1 岗位职责和权限:明确每一个岗位的职责和权限,确保人员在工作中的责任和权益。
3.2 培训和提升计划:制定员工培训计划,提供专业技能培训和职业发展机会,提高员工的工作能力和满意度。
3.3 绩效考核和激励机制:建立科学的绩效考核体系,根据员工的工作表现赋予相应的激励和奖励。
4. 资源管理4.1 原材料采购管理:建立供应商评估和选择机制,确保原材料的质量和供应的及时性。
4.2 设备设施管理:对设备设施进行维护管理和更新更新,确保生产过程的顺利进行。
4.3 车间空间布局规划:合理规划车间的空间布局,提高生产效率和工作环境。
5. 沟通协调机制5.1 内部沟通机制:建立内部沟通渠道,促进各部门之间的信息共享和协作。
5.2 外部合作火伴协调:与供应商、客户等外部合作火伴建立良好的沟通和合作关系,确保生产的顺利进行。
5.3 员工参预和反馈机制:鼓励员工参预车间管理,提供反馈意见和建议的渠道,促进员工的积极性和创造力。
分厂工时类别标准

分厂工时类别标准
为进一步加强分厂内部管理,规范分厂工时分配原则,特制定分厂工时类别标准。
一、有工时考核人员的工资根据个人完成工时的等级进行分配。
二、工时类别共分为5类:A类20元/工时;B类17元/工时;C类14元/工时;D类0.71元/工时;出差工时10元/工时。
三、工时类别划分原则:
A类:重点工程转子(含动力涡轮轴、弹性轴、动叶)精车;转子末叶孔加工;叉型低压转子末级、次末级装配;重点工程转子及隔板装配;重点工程薄壳件精车(4、6级隔板、5级隔板、前壁板)。
B类:民品转子类部套精加工及划线;阀套、喷嘴室精加工;重点工程产品精加工及划线;钳工(总装(含钻、电焊)、分部套装配、泵水、刮研、试验站);汽缸(含隔板套、喷嘴室)汽封片及装配式导叶槽精车、定位键槽、销孔、密封管口加工;核电轴承壳体精车(磨);转子围带精车。
C类:其它核电及民品精加工、划线;热实验;转子(含叶轮)粗车;重点工程产品粗加工;油漆。
D类:核电及民品粗加工;切试样;工件清理序;下料。
四、计奖工时分值按零件所属类别执行,计奖工时需由分厂领导签字方为有效。
五、本标准从2022年6月开始执行,2017年10月制定标准同时废止。
DIP修理工考核细则

DIP修理工考核细则一、考核目的为保障生产线的正常运行,提高修理工的技能水平,提高修理工工作积极主动,全面提升技术管理水平。
针对修理工的工作内容和工作效率需要有效的界定,并与薪酬挂钩,特制定本考核办法。
二、考核对象测试工程-修理工三、考核方法1.采取月度考核的方式。
2.月度考核采取评分制,根据得分结果与当月加班工资。
(工资构成:总工资=基本工资+加班工资+岗位津贴+其他奖励)岗位津贴说明:1.符合修理工岗位技能要求,并通过实际考核验证。
2.每月维修报废数量不超过10PCS.3.在本职位3个月可申请500元、6个月可申请800元、9个月可申请1000元.四、主要考核内容工作质量1.线体送修时,应立即进行维修,不得拖延时间耽误维修工作,做到日清日结。
未按要求扣5分/次;情况较严重的、无故影响日清日结的直接记录在案,取消或降低岗位津贴。
2.维修过程中要掌握好维修信息,如缺料现象造成的维修工作无法进行,应及时向产线报修人员进行报料。
未按要求扣5分/次;3.维修时需按照规定,维修完成的产品应保持表面清洁无异物脏污,保障产品正常的电气性能。
未能修复的产品或维修造成的报废品需及时上报,如有未如实上报的按照工作态度进行处罚。
未按要求扣5分/次;4.维修完成后,需按照要求进行标记,便于产线分辨。
未按要求扣3分/次;5.维修时要负责任,不能马虎,不能造成返工。
或给下道工序造成问题的需按照相应处罚条例进行。
未按要求扣5分/次;工作态度(一)出勤考核1、无故脱岗、离岗、旷工扣5分/次;2、超假未按时回来扣5分/次。
(二)、岗位纪律考核1、岗上仪表、仪容类:(1)未按要求统一着装扣1分/次;(2)未佩带胸卡、工服、帽子违反一项扣1分/次;(3)服装不整、不洁扣1分/次;(4)披衣、敞怀、挽袖、卷裤腿、带歪帽扣1分。
2、上班纪律类(1)不听从组长长安排,不服从管理扣5分/次。
(2)上班时吸烟,聊天、吃零食、看书报等做与工作无关的事,违反一项扣1分/次。
劳动法标准工时
劳动法标准工时
劳动法规定了每周工作时间的上限,以及加班工资的计算标准。
标准工时是指在不影响员工身体健康和工作效率的前提下,规定员
工每天、每周的工作时间。
标准工时的设定,对于保障员工权益、
提高生产效率、促进企业可持续发展具有重要意义。
首先,标准工时的设定有利于保障员工的合法权益。
根据劳动法,标准工时为每周不超过40小时。
这一规定的出台,旨在避免员
工因长时间工作而导致身体健康受损,确保员工有足够的休息时间
和生活空间。
同时,标准工时也规定了加班工资的支付标准,进一
步保障了员工的合法权益。
其次,标准工时的设定有利于提高生产效率。
长时间的连续工
作容易导致员工疲劳,从而影响工作效率和质量。
而通过规定标准
工时,可以有效避免员工疲劳引起的工作失误和事故发生,提高工
作效率和生产质量。
另外,标准工时的设定有利于促进企业可持续发展。
过长的工
作时间不仅容易导致员工流失,还会增加企业的用工成本。
而通过
严格执行标准工时,可以提高员工的工作满意度,降低员工流失率,
减少用工成本,从而促进企业的可持续发展。
总的来说,标准工时的设定对于保障员工的合法权益、提高生
产效率、促进企业可持续发展具有重要意义。
在实际操作中,企业
应严格执行劳动法规定的标准工时,合理安排员工的工作时间,确
保员工的休息和生活质量,提高生产效率,促进企业的可持续发展。
同时,员工也应增强法律意识,维护自身合法权益,共同营造良好
的劳动关系,实现共赢局面。
机械加工工时定额计算标准-124页
工时定额计算(最终版)工时定额计算手册目录一. 普通车床 (4)1.车床时间定额标准(通用部分) (4)2.C615~C618时间定额标准 (8)3.C620时间定额标准 (10)4.C630时间定额标准 (12)5.C650时间定额标准 (14)二.镗床 (16)1.镗床时间定额标准 (16)三.立式机床 (19)1.立式机床时间定额标准 (19)四.龙门刨床 (21)1.龙门刨床时间定额标准 (21)五.牛头刨床 (24)1.牛头刨床时间定额标准 (24)六.磨床 (24)1.平面磨时间定额标准 (24)2.外元磨时间定额标准 (26)3.内元磨时间定额标准 (28)七. 铣床 (30)1.铣床时间定额标准(一) (30)2.铣床时间定额标准(二) (34)八.制齿机床 (37)1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 (37)九.拉床 (40)1.拉床时间定额标准 (40)十.插床 (42)1.插床时间定额标准 (42)十一钻床 (43)1.钻床时间定额标准 (43)十二. 钳工 (46)1.钳工时间定额标准(一) (46)2.钳工时间定额标准(二) (48)3. 钳工时间定额标准(三) (51)十三. 冷冲模 (54)1.冷冲模装配时间定额标准 (54)十四. 冲床 (56)1.冲床时间定额标准 (56)十五. 锻造 (60)1.锻造时间定额标准(一) (60)2. 锻造时间定额标准(二) (61)十六. 铸造 (63)1.铸造时间定额标准 (63)2. 铸造复杂程度分类 (66)十七. 铆工 (69)1.铆工时间定额标准(一) (69)2.铆工时间定额标准(二) (73)3.铆工时间定额标准(三) (74)十八. 点焊 (77)1.电焊焊接时间定额标准 (77)十九.木型 (80)1.木型制造时间定额标准(一) (80)2.木型制造时间定额标准(二) (84)二十. 喷漆 (88)1. 喷漆时间定额标准 (88)附录 (91)一.冷冲模赚装配复杂程度分类 (91)二.公式时间定额标准,设备适用范围及工序内容 (101)三. 应用举例 (104)1.车床C620加工例题 (104)2.2.5m立车 (106)3.镗床例题 (107)4.Z525 (108)5.龙门刨(6M) (110)6. 牛头刨 (112)7.15 吨冲床 (113)8.M7120—M131W (114)9.M7120 (115)10.M131W (116)11.设备Y38 (117)12.设备B516K (118)13.设备L6110 (119)14. 设备X52 (121)机床 分类T 准 一. 普 通 车 床1.车床时间定额标准(通用部分)单位(分)C615~C618C620C630C650一般 15 30 40 60 中等 30 40 60 80 复杂40801202401.一般——包括接受任务,领取工票图纸工艺熟悉加工方法,调整机床,装卸刀具清理工作地,擦拭润滑机床借还工具换三爪、四爪、花盘胎具校量具首件检查。
机械加工厂工时那点事,你是否门儿清?

机械加工厂工时那点事,你是否门儿清?标准工时是工厂内部的度量尺度,建立完成标准工时之后,各个部门都需要使用标准工时进行度量、评价等活动,其中的工时计算方法显得非常重要。
一、标准工时的组成:标准工时=正常工时X(1+宽放率)1.宽放率=宽放时间/每班时间*100%=管理宽放率+生理宽放率+疲劳宽放率宽放率主要是如下几个方面的总和:A.生理宽放一般取5%~10%。
B.疲劳宽放一般取5%~15%。
C.管理宽放一般取3%~10%。
D.特殊宽放,特殊的情况采用,用于调节。
机械制造业使用的宽放率一般取15-25%2.正常工时=人工操作工时+机床自动作业工时二、正常工时的四种测量方法:1.预估法即按照以往的经验对产品进行加工时间的预估。
此方法适于报价阶段的笼统计算,实际加工中使用是不太科学的,不推荐。
2.秒表测量法,即使用秒表(也叫码表)进行直接测量的方法,通常选择一般熟练员工在正常环境下作业,进行时间测量;秒表测量也有多种方法,可以选择使用多次测量,也可以选择连续测量;此法适合于手工作业,例如普通钻床、手动去毛刺等。
一般连续测量要超过20件,然后取平均值。
3.模特法(MOD)即将人体的各种动作分解为21种基本的动作,制定标准工时的时候,将员工作业的动作分解成模特法中对应的动作,并根据对应动作相对应的时间来制定标准工时,模特法中最基本的动作单元时间为0.129秒,可以根据熟练度等条件不同而加以调整;此法适合手工动作,例如一些给机床上料下料等。
此法需要对员工的动作详细观察,必要时需对加工动作进行录像然后进行分解计算时间。
4.综合法即同时用到模特法(MOD)和秒表测量法(对于机床可显示单个加工时间的,可直接利用此时间,不用秒表测量法)。
此方法适合普通的数控机床,即需要人工上下料,又有机床自动运行。
以上就是工时核算的一些基本方法,你了解么?。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
379 5 86 91
傳宇 67RX-单声 傳宇 67RX-双声 傳宇 81T MB 傳宇 傳宇
82T CMOS(FCC) 82T CMOS(FCC)
錫 錫 錫 錫 錫 錫 錫 红胶 錫 錫 錫 錫 錫 錫 錫 錫 錫 红胶 红胶 红胶 錫 錫 錫 錫 錫 錫
A A A A B A B A B A A A A B A A A A A A B A B A A A A B A B A B A B A B B
55 597 293 1136 293 1136 837 837 286 250 45 40 160 180 192 720
110 152 1195 586 2272 586 2272 1674 1674 572 234 80 85
13 14 10 14 14 18 10 11 12 16 6 16 15 24 22 18 22 7 7 8
21 21 2 14 6 14 6 4 6 0 1 6 44 13 4 4 4 0 6 8 0 0 4
145 145 14 52 49 22 35 91 12 319 76 53 42 79 22 131 112 35 45 51
12 12 4 8 8 8 8 8 8 6 16 8 2 2 16 2 2 4 4 10 10 15 30 30
030 BUTTON成
200 240 140 1600 600 2000 480
360
360
插件段 DIP段 装镜头 插件段 DIP段 装镜头 DIP段
9 9 4 9 8 4 2 8 3
63 51 73 118 157 136 276 340 76 72 109 120 110 101 119 119 31 35 76 74 63 58 57 56 34 39
8 8 16 16 4 4 2 2 4 4 12 12 2 2 2 2 2 2 16 12 16 16 12 12 24 24 2 2 2 2 2 2 2 2 2 2 4 16 16
A7121MODULE
傳宇 5827T MB 傳宇 5827R MB 傳宇 E27R MB 傳宇 E27T MB 傳宇 E27T RF 傳宇 E27T RF 傳宇 E27R RF 傳宇 E27R RF 傳宇 56KIR TX 傳宇 56KIR RX 傳宇 56KSENSOR
傳宇 040T CMOS 607-00 傳宇 040T CMOS 607-00 傳宇 040T CMOS 607-00 傳宇 傳宇 傳宇 傳宇 030 CMOS 590-00 030 CMOS 590-00 030 CMOS 590-00
錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 红胶 红胶 红胶 红胶 红胶 红胶 SMT不打 錫 錫 錫 錫 錫
A B A B A B A B A B A B A B A B A A A A A A A A A A A A A A A A A A A B A A A
42 33 33 6 53 19 38 50 23 106 18 94 129 107 125 151 67 65 99 108 100 91 107 107 27 31 68 64 59 54 53 52 34 39 31 217 3 78 83
38 4 32 4 52 18 38 45 22 101 17 89 129 96 119 137 64 62 97 105 98 89 104 104 25 29 64 60 56 52 51 50 34 39 234 2 76 81
單/雙板
零件數 chip点 IC个数 IC点数 数 44 70 66 65 64 109 129 62 6 5 2 42 42 12
总点数 151 171 74
板子連數 4 5 5 12
S1標准 207 0 143 145 150 0 240
S2標准 413 0 285 289 301 0 80
S3標准
4 2 1 2 1 1 0 5 1 5 1 5 0 11 6 16 3 3 2 3 2 2 3 3 2 2 4 4 2 2 2 2 0 0 14 1 2 2
8 13 2 13 2 2 0 35 2 32 12 18 0 51 16 68 12 10 12 15 12 12 15 15 6 6 12 14 6 6 6 6 0 0 145 3 10 10
240 240 240 300 300 240 300 225 257 240 225 200 200 200 240 225 200 225 240 240 360 225 240 360 240 240 600 #DIV/0! 240 #DIV/0! 720 #DIV/0! 171 180
傳宇 82T CMOS(CE) 傳宇 82T CMOS(CE) 傳宇 82TIR 傳宇 82TIR 傳宇 82TMB 傳宇 82TRF 傳宇 43TMB 傳宇 68RMB 傳宇 68RMB 傳宇
15 15 15 12 12 15 12 16 14 15 16 18 18 18 15 16 18 16 15 15 10 16 15 10 15 15 6 15 5
195 210 150 168 168 270 120 176 168 240 96 288 270 432 330 288 396 112 105 120 90 144 60 90 120 60 12 0 120 0 15 0 273 180
各機種產能計算表
3600秒 客戶 機種 傳宇 D20T MB 傳宇 D20T MB 傳宇 D20R MB 傳宇 D20R MB 傳宇 D2020 Module 傳宇 D20充电座 傳宇 D21T MB 傳宇 D21T MB 傳宇 D21R MB 傳宇 D21R MB 傳宇 D2121充电座 傳宇 D4161 Module 傳宇 D41TCMOS 傳宇 D41TCMOS 傳宇 D41TMB 傳宇 D41TMB 傳宇 D41TMB 傳宇 D41TMB 傳宇 D41TMB 傳宇 D41TMB 傳宇 D41T音乐板 傳宇 D41T电源板 傳宇 D61RMB 傳宇 D61RMB 傳宇 D61RMB 傳宇 D61RMB 傳宇 D61RMB 傳宇 D61RMB 傳宇 D61RMB 傳宇 D61RMB 傳宇 D41TMB 傳宇 D41TMB 傳宇 D61RMB 傳宇 D61RMB 傳宇 D41KTCMOS 傳宇 D41KTCMOS 膠/錫 錫 錫 錫 錫 錫 SMT不打 錫 锡 锡 锡 SMT不打 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 SMT不打 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 錫 A B A B A B A B A B A B A B 12 172 38 173 12 170 12 176 30 92 12 164 33 6 12 153 32 4 0 11 1 2 0 50 2 13 12 161 38 162 12 159 12 165 115 0 11 0 11 0 11 0 11 7 0 50 0 50 0 50 0 50 41 223 250 221 227 156 215 51 2 2 2 2 2 2 2 2 2 2 2 2 16 16 250 600 240 248 240 240 160 A A B A B A B A B A 55 33 6 30 107 28 107 28 121 20 51 30 4 29 101 27 101 27 115 19 4 3 2 1 6 1 6 1 6 1 13 8 13 2 34 2 34 2 34 10 66 55 166 164 178 29 12 8 8 4 4 4 4 4 4 253 64 250 75 250 75 360 0 240 120 500 0 1440 73 1440 73 1440 75 1440 70 1440 125 1440 80 308 847 14 3 12 30 168 90 300 120 8 12 96 300 11 15 165 240 10 12 120 300 10 12 120 300 10 12 120 300 7 10 15 12 105 120 240 300 120 10 15 150 240 113 10 15 150 240 A B A B 32 138 29 142 32 133 167 0 5 4 0 39 37 204 204 2 2 3 3 0 120 293 320 80 0 240 308 850 8 9 10 3 10 12 10 10 30 15 96 90 100 90 150 300 31 32 1 10 10 32 83 12 150 134 63 50 39 76 22 127 105 35 45 48
124 124 12 32 0 29 0 18 29 80 11 147 122 59 49 38 75 22 125 104 35 45 47
4 4 1 3 1 3 1 2 3 3 1 3 12 4 1 1 1 0 1 2 0 0 1
PTH标准人 力(人) 23 15
平衡工时 S/PCS 15 24
标准工时 S/PCS 345 360
标准产能 PCS/H 240 150
A B A B A
13 15 16
15 15 15
195 225 240
240 240 240
傳宇 D46TCMOS 傳宇 D46TCMOS 傳宇 D47TCMOS 傳宇 D47TCMOS 傳宇 D46T POWER 傳宇 D46T POWER 傳宇 D46TMB 傳宇 D46TMB 傳宇 D47T MB 傳宇 D47T MB 傳宇 D52R USB 傳宇 D52R USB 傳宇 D67RMB 傳宇 D67RMB 傳宇 66RMB 傳宇 66RMB 傳宇 5801TMB 傳宇 5801RMB 傳宇 5801Tmodule 傳宇 5801Rmodule 傳宇 5811Tmodule 傳宇 5801Tmodule 傳宇 5811Rmodule 傳宇 5820Rmodule 傳宇 5811 IR RX 傳宇 5811 IR TX 傳宇 5811R MB 傳宇 5811T MB 傳宇 5811TMB 傳宇 5811RMB 傳宇 5811TMB 傳宇 5811RMB 傳宇 26R MB 傳宇 26T MB 傳宇 5811MOUSE 傳宇 C150 MB 傳宇 C150 MB 傳宇 C150 Button 傳宇 67TX-单声 傳宇 67TX-双声