JB 6313.2-92 斜纹编织线
QCT29106-2004线束标准
QC/T 29106-2004(2004-02-10发布,2004-08-01实施)代替QC/T 29106-1992前 言本标准是QC/T 29106-1992《汽车用低压电线束技术条件》的修订版本。
本标准修订过程中以德国、法国、韩国等国家同行业的企业标准为主要参考对象。
本标准自实施之日起,同时代替QC/T29106-1992。
本标准与QC/T 29106-1992相比,主要变化如下:——增加了引用标准GB/T 13527.2、HG 2196、QB/T 2423和QC/T 238。
——术语和定义中增加了"干区"、"湿区"、"刺破连接",并在技术要求中增加了相应的规定。
——增加了压接接点横断面的技术要求。
——增加了导体标称截面积规格和与其对应的拉力值。
——增加了密封塞压接的技术要求。
——对电线束的使用环境温度、耐高低温性能、耐湿热性能、耐振动性能、耐盐雾性能及对应的试验方法作了修改。
——增加了耐温度变化性能要求。
——将耐油性能要求改为耐工业溶剂性能要求。
——出厂检验增加了"接点防水"、"无焊料焊接接点撕裂力"、"密封塞压接"项目的检验。
——对型式检验产品的抽样方法、编组、检验项目和检验顺序作了修改。
本标准由中国汽车工业协会提出。
本标准由全国汽车标准化技术委员会归口。
本标准由长春市灯泡电线有限公司负责起草。
本标准主要起草人:孙玉德、汤曼如、方兴亚、姜树森、张杰、钱程。
QC/T 29106-2004汽车低压电线束技术条件1 范围 本标准规定了汽车用低压电线束(以下简称电线束)的要求、试验方法、检验规则、标志、包装、储存和保管。
本标准适用于标称电压低于50V的各种汽车用电线束(含单根线)。
2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容),或修订版均不适用于本标准。
国标硅胶电线26号线铜芯线规格
国标硅胶电线26号线铜芯线规格随着科技的不断进步,电线作为电气设备的重要组成部分,在生活中扮演着不可或缺的角色。
国标硅胶电线26号线铜芯线规格作为一种电线产品,具有广泛的用途和重要的意义。
在本文中,将深入探讨国标硅胶电线26号线铜芯线规格的特点、优势和应用,并共享个人对这一主题的见解和理解。
一、国标硅胶电线26号线铜芯线规格的基本介绍1.1. 规格标准国标硅胶电线26号线铜芯线采用GB/T 5013.6-2008《橡套软挠电线电缆》标准生产,其规格参数严格按照国家标准执行,保证了产品的质量和安全性。
1.2. 线芯材料国标硅胶电线26号线采用优质的铜芯材料,具有良好的导电性能和稳定性,能够有效传输电能,保证电气设备的正常运行。
1.3. 硅胶外套硅胶外套具有良好的绝缘性能和耐高温特性,可以在恶劣的环境下安全可靠地使用,适用于高温高压设备的接线和连接。
二、国标硅胶电线26号线铜芯线规格的优势2.1. 耐高温性能硅胶外套具有优异的耐高温性能,适用于高温环境下的电气设备,能够长时间稳定运行,确保设备的安全性和可靠性。
2.2. 灵活性好硅胶材料具有良好的柔韧性和弯曲性,使用国标硅胶电线26号线铜芯线可以灵活布线,便于安装和维护,减少了人工成本和时间成本。
2.3. 抗老化性能硅胶材料具有良好的抗老化性能,能够长期使用而不会出现老化开裂等现象,延长了电线的使用寿命,降低了更换成本。
三、国标硅胶电线26号线铜芯线规格的应用领域国标硅胶电线26号线铜芯线适用于各种工矿企业,建筑行业,电力系统等领域的电气设备的接线和连接,尤其在高温高压环境下表现出色,得到了广泛的应用和好评。
四、个人见解与总结国标硅胶电线26号线铜芯线规格作为一种重要的电线产品,具有优异的性能和广泛的应用前景。
在现代工业生产和生活中,电线作为电气设备的基础材料,其质量和安全性直接关系到人们的生产和生活,因此选择合适的电线产品至关重要。
国标硅胶电线26号线铜芯线规格作为一种性能优秀、质量可靠的电线产品,为各种电气设备的安全运行提供了有力的保障,为推动工业发展和提高生产效率发挥了重要作用。
成品质量控制规范

成品质量控制成品质量控制规范一、成品检验常识的介绍1、明确检查项目是否合格原则:1.1是否影响产品安全可靠及最终用户的使用维护;1.2是否影响后工序作业(包装、储运);1.3是否影响美观;2、首检、巡检、成品例行检、成品出厂检、检测试验介绍:1.1首检:●首检目的是使生产出来的零出厂件符合设计和客户要求,防止批量的返工报废;●首检时机是每批装配前,物料更换后,异常处理后;●检验标准是按例行检验与确认检验标准或工程技术规范要求;●送首检注意事项:送首检前车间检验员必须做好自检,检查产品与型号(车间作业单)与实物(图纸)是否相符,尤其注意特别客户的产品,1.2巡检:●巡检目的及时发现生产过程中异常,防止批量的返工报废;●巡检时机是每隔2小时,分别对主要工序抽样;●巡检注意事项从机器、材料、操作员、方法、管理因素入手,找出异常、分析异常、解决异常;1.3成品例行检验:●检验时机车间已生产好、放在待检区域成品,品管部进行100%全检;●检验标准是例行检验与确认检验标准和产品的工程技术规范●检查内容主要包括安全性、功能性、装配性、外观等;1.4 成品出厂检验;●检验时机包装完整、放在仓库区域成品,或待出货查验;●检验标准按GB2828-2003正常检查S4一次抽样方案和出厂检验标准;●检查内容包括安全性、功能性、装配性、外观、包装、配件(如有)及操作试验等;1.5 检测试验:●检测试验:是确定产品是要否持续符合质量要求的抽样检验、一般每年一次在新产品或关键材料和结构改变要进行检测试验;●检验标准:例行检验与确认检验标准、产品的工程技术规范、工况试验标准、FFU试验标准等●检查内容包括安全性、功能性、耐久、工况操作试验等;二、成品检验质量要求1、产品不合格分类:致命缺陷 CRI(A类): 经验和判定表明,对使用、维护或依赖产品的个人造成危险或不安全的不合格;重要缺陷MAJ(B类): 在实际使用中无明显障碍,将来很可能导致产品功能失效或大大降低使用效率的一种不合格;一般缺陷 MIN(C类): 不影响性能、寿命等、不可能大大降低产品的使用效率,只对产品有很小影响的一种不合格;2、产品质量要求:成品质量控制34、成品例行检验:4.1 外观检查:塑料外壳、手柄等不得有气泡、裂纹、飞边、冷隔等缺陷。
QCT 29106-2004线束标准
QC/T 29106-2004(2004-02-10发布,2004-08-01实施)代替QC/T 29106-1992前 言本标准是QC/T 29106-1992《汽车用低压电线束技术条件》的修订版本。
本标准修订过程中以德国、法国、韩国等国家同行业的企业标准为主要参考对象。
本标准自实施之日起,同时代替QC/T29106-1992。
本标准与QC/T 29106-1992相比,主要变化如下:——增加了引用标准GB/T 13527.2、HG 2196、QB/T 2423和QC/T 238。
——术语和定义中增加了"干区"、"湿区"、"刺破连接",并在技术要求中增加了相应的规定。
——增加了压接接点横断面的技术要求。
——增加了导体标称截面积规格和与其对应的拉力值。
——增加了密封塞压接的技术要求。
——对电线束的使用环境温度、耐高低温性能、耐湿热性能、耐振动性能、耐盐雾性能及对应的试验方法作了修改。
——增加了耐温度变化性能要求。
——将耐油性能要求改为耐工业溶剂性能要求。
——出厂检验增加了"接点防水"、"无焊料焊接接点撕裂力"、"密封塞压接"项目的检验。
——对型式检验产品的抽样方法、编组、检验项目和检验顺序作了修改。
本标准由中国汽车工业协会提出。
本标准由全国汽车标准化技术委员会归口。
本标准由长春市灯泡电线有限公司负责起草。
本标准主要起草人:孙玉德、汤曼如、方兴亚、姜树森、张杰、钱程。
QC/T 29106-2004汽车低压电线束技术条件1 范围 本标准规定了汽车用低压电线束(以下简称电线束)的要求、试验方法、检验规则、标志、包装、储存和保管。
本标准适用于标称电压低于50V的各种汽车用电线束(含单根线)。
2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容),或修订版均不适用于本标准。
JB 6113—92 木工机用刀具安全技术条件

木工机用刀具安全技术条件JB 6113—92中华人民共和国机械电子工业部1992—05—16批准1993—01—01实施1 主题内容与适用范围本标准规定了木工机用刀具的安全技术条件。
内容包括:一般要求、锯切刀具的要求、铣削刀具和刨刀的要求、钻削刀具的要求。
本标准适用于切削加工木材、人造板、塑料、有色金属以及类似材料的机用刀具(以下简称刀具)。
2 引用标准GB 3098.1 紧固件机械性能螺栓、螺钉和螺柱GB 9060 木工带锯条GB 9239 刚性转子平衡品质许用不平衡的确定GB/T 15373 木工圆锯片JB 3380 木工平刨床的结构安全标准JB 5727 单面木工压刨床结构安全3 一般要求3.1 刀具除应符合本标准规定外,还应符合各有关产品标准的规定。
3.2 刀具的结构除切削部分外,不应有构成危险源的锐角、锐边和其他不规则的表面。
3.3 刀具的结构应保证与机床和可更换调整的零件(刀片)连接可靠,装拆调整方便。
3.4 刀具结构应保证排屑通畅自如,容屑槽设计应合理,各处转折应设计过渡圆弧。
3.5 刀具在使用前不允许有裂纹以及影响使用安全的其他缺陷。
3.6 刀齿(或锯齿)焊接或粘接的刀具,其焊接或粘接强度必须进行剪切试验,剪切强度不得小于120 MPa。
3.7 刀具在正常工作应力状态下和按设计规定的切削条件和期限内使用,应保证不产生裂纹、崩刃、卷刃、弯曲、掉齿、折断等影响安全和使用性能的缺陷。
3.8 旋转运动的刀具必须进行静平衡或动平衡检验。
刀具宽度与直径之比小于0.2的盘状刀具,一般只需进行静平衡;圆柱形刀具或宽度与直径之比等于或大于0.2的盘状刀具应进行动平衡。
3.9 刀具的残余不平衡量应符合有关标准的规定。
若无规定时,动平衡的精度等级应符合GB 9239中规定的6.3级;允许的静不平衡量应按表1的规定。
3.10 装配式刀具的平衡应将刀片及装夹零件组装好后进行。
3.11 对于切削量不均匀,冲击大的旋转运动的刀具,应有限制切屑厚度的结构。
2023年丝网产品质量监督抽查实施细则

2023年XX省丝网产品质量监督抽查实施细则1抽样方法以随机抽样的方式抽取检验样品和备用样品。
抽样数量:工业用金属丝编织方孔筛网每批次产品随机抽取样品2卷,其中1卷作为检验样品,1卷作为备用样品。
刺绳每批次产品随机抽取样品20米,其中10米为检验样品,10米作为备用样品。
镀锌电焊张网每批次产品随机抽取样品2卷,其中1卷作为检验样品,1卷作为备用样品。
一般用途镀锌低碳钢丝编织网六角网每批次产品随机抽取样品2卷,其中1卷为检验样品,1卷作为备用样品。
焊接网每批次产品随机抽取样品2张(不低于211f∕张),其中1张(不低于2肝/张)作为检验样品,1张(不低于2I117张)作为备用样品。
钢板网每批次产品随机抽取样品2张(不低于211f∕张),其中1张(不低于21117张)作为检验样品,1张(不低于2m2/张)作为备用样品。
工程用机编钢丝网及组合体每批次产品随机抽取样品8m?,其中4nf用作检验,4m1留作备样。
原材料丝各40米。
其中20米用作检验,20米留作备样。
一般用途低碳钢丝每个批次随机抽取样品20米,其中10米为检验样品,10米作为备用样品。
刀片刺绳每个批次随机抽取样品20米,其中10米为检验样品,10米作为备用样品。
勾花网每批次产品随机抽取样品2张(不低于211f∕张),其中1张(不低于211f∕张)作为检验样品,1张(不低于2跖7张)作为备用样品。
2抽查产品名称及执行标准本次抽查的产品名称主要为:工业用金属丝编织方孔网、刺绳、镀锌电焊网、一般用途镀锌低碳钢丝编织网六角网、焊接网、钢板网、工程用机编钢丝网及组合体、一般用途镀锌低碳钢丝、刀片刺绳、勾花网,,各产品执行标准见表1。
3检验依据表2工业用金属丝编织方孔筛网检验项目及检验依据重要程度分级:A类-极重要质量项目,B类-重要质量项目,C-一般质量项目凡是注日期的文件,其随后所有的修改单(不包括勘误的内容)或修订版不适用于本细则。
凡是不注口期的文件,其最新版本适用于本细则。
非标紧固件(铆钉技术参数)

图表目录
All Rights reserved, No Spreading abroad without Permission of ZTE
I
错误!未找到引用源。
内部公开 Internal Use Only▲ 错误!未找到引用源。
表 1 六角头压铆螺母柱(不通孔) .............................................. 2 表 2 六角头压铆螺母柱(通孔) ................................................ 2 表 3 圆形压铆螺母柱(不通孔) ................................................ 3 表 4 圆形压涨铆螺母柱(不通孔) .............................................. 4 表 5 圆形压铆螺母 ............................................................ 5 表 6 平装压铆螺母 ............................................................ 6 表 7 浮动压铆螺母 ............................................................ 6 表 8 圆形涨铆螺母 ............................................................ 7 表 9 六角头涨铆螺母 .......................................................... 8 表 10 浮动螺母 ............................................................... 8 表 11 六角头压铆螺钉 ......................................................... 9 表 12 圆头压铆螺钉 ........................................................... 9 表 13 面板组合螺钉 .......................................................... 10 表 14 压铆式松不脱螺钉 ...................................................... 10 表 15 规格 M2.5~M3 的 A 型涨铆式松不脱螺钉................................... 11 表 16 规格 M4~M6 的 A 型涨铆式松不脱螺钉 ..................................... 12 表 17 B 型涨铆式松不脱螺钉................................................... 13 表 18 C 型涨铆式松不脱螺钉................................................... 14 表 19 定位销 ................................................................ 15 表 20 圆形压铆防静电手环座 .................................................. 16 表 21 六角头压铆防静电手环座 ................................................ 16 表 22 六角头压铆接地螺母柱(通孔) .......................................... 17 表 23 铆装螺母和铆装螺钉技术条件 ............................................ 17 表 24 组件形式的非标紧固件技术条件 .......................................... 17 表 25 紧固件名称与类别代号对照表 ............................................ 19 表 26 紧固件标示示例 ........................................................ 19
不锈钢丝标准号汇编
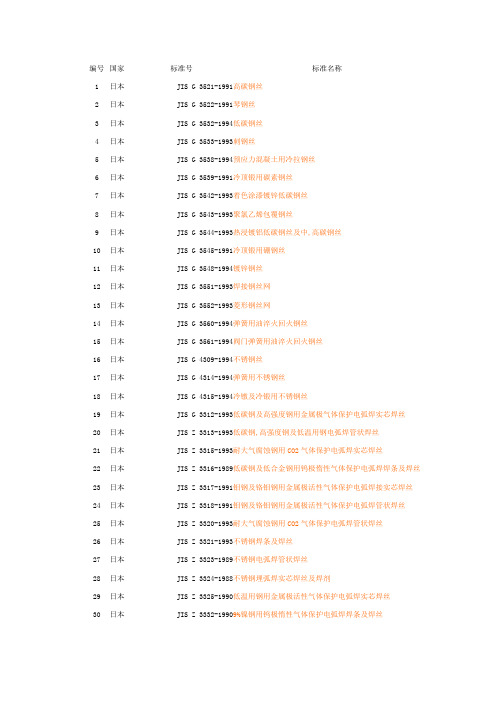
编号国家标准号标准名称1 日本JIS G 3521-1991 高碳钢丝2 日本JIS G 3522-1991 琴钢丝3 日本JIS G 3532-1994 低碳钢丝4 日本JIS G 3533-1993 刺钢丝5 日本JIS G 3538-1994 预应力混凝土用冷拉钢丝6 日本JIS G 3539-1991 冷顶锻用碳素钢丝7 日本JIS G 3542-1993 着色涂漆镀锌低碳钢丝8 日本JIS G 3543-1993 聚氯乙烯包覆钢丝9 日本JIS G 3544-1993 热浸镀铝低碳钢丝及中,高碳钢丝10 日本JIS G 3545-1991 冷顶锻用硼钢丝11 日本JIS G 3548-1994 镀锌钢丝12 日本JIS G 3551-1993 焊接钢丝网13 日本JIS G 3552-1993 菱形钢丝网14 日本JIS G 3560-1994 弹簧用油淬火回火钢丝15 日本JIS G 3561-1994 阀门弹簧用油淬火回火钢丝16 日本JIS G 4309-1994 不锈钢丝17 日本JIS G 4314-1994 弹簧用不锈钢丝18 日本JIS G 4315-1994 冷镦及冷锻用不锈钢丝19 日本JIS G 3312-1993 低碳钢及高强度钢用金属极气体保护电弧焊实芯焊丝20 日本JIS Z 3313-1993 低碳钢,高强度钢及低温用钢电弧焊管状焊丝21 日本JIS Z 3315-1993 耐大气腐蚀钢用CO2气体保护电弧焊实芯焊丝22 日本JIS Z 3316-1989 低碳钢及低合金钢用钨极惰性气体保护电弧焊焊条及焊丝23 日本JIS Z 3317-1991 钼钢及铬钼钢用金属极活性气体保护电弧焊接实芯焊丝24 日本JIS Z 3318-1991 钼钢及铬钼钢用金属极活性气体保护电弧焊管状焊丝25 日本JIS Z 3320-1993 耐大气腐蚀钢用CO2气体保护电弧焊管状焊丝26 日本JIS Z 3321-1993 不锈钢焊条及焊丝27 日本JIS Z 3323-1989 不锈钢电弧焊管状焊丝28 日本JIS Z 3324-1988 不锈钢埋弧焊实芯焊丝及焊剂29 日本JIS Z 3325-1990 低温用钢用金属极活性气体保护电弧焊实芯焊丝30 日本JIS Z 3332-1990 9%镍钢用钨极惰性气体保护电弧焊焊条及焊丝31 日本JIS Z 3333-1991 9%镍钢用埋弧焊焊丝及焊剂32 日本JIS Z 3351-1988 碳素钢及低合金钢用埋弧焊焊丝编号国家标准号标准名称1 中国GB/T 19530-2004 油淬火一回火弹簧钢丝用热轧盘条2 中国GB/T 18983-2003 油淬火一回火弹簧钢丝3 中国GB/T10125-1997 人造气氛腐蚀试验盐雾试验4 中国Q/BQB 512-2003 宝钢高碳钢盘条标准5 中国Q/BQB 513-1998 宝钢低碳钢盘条标准6 中国Q/BQB 515-2003 宝钢预应力钢棒用盘条7 中国Q/BQB 516-2003 宝钢弹簧钢盘条8 中国Q/BQB 501-2003 宝钢盘条尺寸,外形,重量及允许偏差9 中国Q/BQB500-2003 宝钢盘条包装,标志及质量证明书的一般规定10 中国Q/BQB 511-2003 宝钢焊接用盘条标准11 中国Q/BQB 517-2003 宝钢冷镦钢盘条12 中国Q/BQB 518-2003 宝钢钢纤维用盘条标准13 中国Q/BQB 514-2003 上海宝钢集团预应力钢丝及钢绞线用盘条14 中国YB/T 5004—2001 镀锌钢绞线15 中国GB/T701-1997 低碳钢热轧圆盘条16 中国GB 1220-92 不锈钢棒17 中国GB/T 3429-94 焊接用钢盘条18 中国GB 4241-84 焊接用不锈钢盘条19 中国GB/T 4354-94 优质碳素钢热轧盘条20 中国GB/T 14981-94 热轧盘条尺寸,外形,重量及允许偏差21 中国YB/T 5100-93 琴钢丝用盘条22 中国CNS G 3074-88 钢琴线料23 中国CNS G3501-88 弹簧钢钢料24 中国GB 4356-84 不锈钢盘条25 中国CNS G 3077-86 不锈钢线料26 中国CNS 3078-88 高碳钢线料27 中国GB/T341-1989 钢丝分类及术语28 中国GB/T342-1997 冷拉钢丝、方钢丝、六角钢丝尺寸、外形、重量及允许偏差29 中国GB2103-88 钢丝验收,包装,标志及质量证明书的一般规定30 中国GB3207-82 银亮钢31 中国GB/T343-94 一般用途低碳钢丝32 中国GB346-84 通讯线用镀锌低碳钢丝33 中国GB/T3079-93 合金结构钢丝34 中国GB/T3080-2001 高速工具钢丝35 中国GB 3208--84 铠装电缆用镀锌低碳钢丝36 中国GB 3206--82 优质碳素结构钢丝37 中国GB/T 3428-1997 钢芯铝绞线用镀锌钢丝38 中国GB/T 4232-93 冷顶锻用不锈钢丝39 中国GB/T 4240-93 不锈钢丝40 中国GB 4357-89 碳素弹簧钢丝编号国家标准号标准名称1 中国GB 4358-1995 重要用途碳素弹簧钢丝2 中国GB/T 5218-1999 合金弹簧钢丝3 中国GB 5222-85 弹簧垫圈用梯形钢丝.4 中国GB/T 5223-1995 预应力混凝土用钢丝5 中国GB 5952-86 碳素工具钢丝6 中国GB/T 5953-1999 冷镦钢丝7 中国GB/T 8919-1996 制绳用钢丝8 中国GB 11181-89 子午线轮胎用钢丝帘线9 中国GB 11182-89 橡胶软管增强用钢丝10 中国GB 14450-93 胎圈用钢丝11 中国GB/T 14957-94 熔化焊用钢丝12 中国GB/T 14958-94 气体保护焊用钢丝13 中国GB/T 17101-1997 桥梁缆索用热镀锌钢丝14 中国YB/T 038-93 预应力混凝土用低合金钢丝15 中国YB/T 056-94 弹性针布钢丝16 中国YB/T 095-1997 合金工具钢丝17 中国YB/T 096-1997 高碳铬不锈钢丝18 中国YB/T 097-1997 伞骨钢丝19 中国YB/T 123-1997 铝包钢丝20 中国YB/T 125-1997 光缆用镀锌碳素钢丝21 中国YB/T 126-1997 钢丝网架夹芯板用钢丝22 中国YB/T 151-1999 混凝土用钢纤维23 中国YB/T 156-1999 中强度预应力混凝土用钢丝24 中国YB/T 180-2000 钢芯铝绞线用锌-5%铝-稀土合金镀层钢丝25 中国YB/T 184-2000 钢芯铝绞线用稀土锌铝合金镀层钢丝26 中国YB/T 245-64 滚珠及滚柱轴承用铬钢丝27 中国YB/T 551-65 窗纱28 中国YB 4026-91 网围栏用镀锌钢丝29 中国YB 4086-92 钢棉纤维30 中国YB/T 5005-93 辐条钢丝31 中国YB/T 5008-93 阀门用油淬火-回火铬钒合金弹簧钢丝32 中国YB/T 5032-93 重要用途低碳钢丝33 中国YB/T 5033-2001 棉花打包用镀锌钢丝34 中国YB/T 5091-93 惰性气体保护焊接用不锈钢棒及钢丝35 中国YB/T确5092-1996 焊接用不锈钢丝36 中国YB/T 5102-93 阀门用油淬火-回火碳素弹簧钢丝37 中国YB/T 5103-93 油淬火-回火碳素弹簧钢丝.38 中国YB/T 5104-93 油淬火-回火硅锰合金弹簧钢丝39 中国YB/T 5105-93 阀门用油淬火-回火铬硅合金弹簧钢丝40 中国YB/T 5136-93 阀门用铬钒弹簧钢丝编号国家标准号标准名称1 中国YB/T 5144-93 轴承保持器用碳素结构钢丝2 中国YB/T 5183-93 汽车车身附件用异型钢丝3 中国YB/T 5184-93 软轴用扁钢丝4 中国YB/T 5185-93 内燃机用扁钢丝5 中国YB/T 5186-93 六角钢丝6 中国YB/T 5187-93 家用缝纫机机针用钢丝7 中国YB/T 5198-93 电梯钢丝绳用钢丝8 中国YB/T 5211-93 链式葫芦起重圆环用钢丝9 中国YB/T 5218-93 乐器用钢丝10 中国YB/T 5219-93 医用缝合针钢丝11 中国YB/T 5220-93 非机械弹簧用碳素弹簧钢丝12 中国CJ 3058-1995 塑料护套半平行钢丝拉索13 中国CJ 3077-1998 建筑缆索用钢丝14 中国JC/T 54094 混凝土制品用冷拔冷轧低碳螺纹钢丝编号国家标准号标准名称1 韩国KS D 3510-1986 冷拉钢丝2 韩国KS D 7009-1987 预应力混凝土用冷拉钢丝编号国家标准号标准名称1 国际ISO 6931-1-1994(E) 弹簧用不锈钢第一部分:钢丝2 国际ISO 6934-1-1991 预应力混凝土用钢第一部分:一般要求3 国际ISO 6934-2-1991 预应力混凝土用钢第二部分:冷拉钢丝4 国际ISO 6934-3-1991 预应力混凝土用钢第三部分:淬火和回火钢丝5 国际ISO 7900-1988 栅栏用镀锌钢丝6 国际ISO 7989-1988 钢丝镀锌层7 国际ISO/CD 8458-1(第三版) 机械弹簧用钢丝第一部分:一般技术要求8 国际ISO/CD 8458-2(第三版) 机械弹簧用钢丝第二部分:铅淬火冷拉碳素钢丝9 国际ISO/CD 8458-3(第三版) 机械弹簧用钢丝第三部分:油淬火回火钢丝编号国家标准号标准名称1 美国ASTM B559-93(2002)e1 电气用镀镍包铜钢丝2 美国ASTM A82-1997 钢筋混凝土用普通钢丝3 美国ASTM A111-1994 电话和电报线路用镀锌钢丝4 美国ASTM A116-1995 镀锌编织钢丝栅栏网5 美国ASTM A121-1992a 镀锌刺钢丝6 美国ASTM耳A184/A184M-1996 钢筋混凝土用装配式变形钢筋网7 美国ASTM A185-1997 钢筋混凝土用普通焊接钢丝网8 美国ASTM A227/A227M-1991 冷拉弹簧钢丝9 美国ASTM A228/A228M-1991 琴钢丝10 美国ASTM A229/A229M-1991 机械弹簧用油淬火钢丝11 美国ASTM A230/A230M-1996 阀门用油回火优质碳素弹簧钢丝12 美国ASTM A231/A231M-1996 铬-钒合金弹簧钢丝13 美国ASTM A232/A232M-1996 阀门用铬-钒优质合金弹簧钢丝14 美国ASTM A313/A313M-1995a 不锈弹簧钢丝15 美国ASTM A390-1995 镀锌钢丝制家禽围栏编织网16 美国ASTM A401/A401M-1996 铬-硅合金钢丝17 美国ASTM A407-1993 螺旋型弹簧用冷拉钢丝18 美国 ASTM A411-1986(1991重新审定) 铠装电缆用镀锌低碳钢丝19 美国ASTM A478-1995a 镍铬不锈编制及针织用钢丝20 美国ASTM A492-1995 不锈钢丝绳用钢丝21 美国ASTM A493-1995 冷顶锻用不锈钢丝和盘条22 美国ASTM A496-1997 钢筋混凝土用刻痕钢丝23 美国ASTM A497-1994a 钢筋混凝土用焊接刻痕钢丝网24 美国ASTM B498/B498M-1998 钢芯铝绞线用镀锌钢丝(ACSR)25 美国ASTM A580/A580M-1995a 不锈钢丝26 美国ASTM A584-1992 镀铝钢丝围栏编织网27 美国ASTM A585-1992 镀铝辞钢丝28 美国ASTM A641/A641M-1997 镀锌碳素钢丝29 美国ASTM A679/A679M-1991 高强度冷拉钢丝30 美国ASTM A713-1991 热处理部件用高碳弹簧钢丝31 美国ASTM A764-1995 机械弹簧用镀层碳素钢丝32 美国ASTM A805-1991 冷轧碳素钢扁钢丝技术条件33 美国ASTM A809-1995 镀铝碳素钢丝34 美国ASTM A810-1994 管道缠绕用镀锌钢丝网35 美国ASTM A817-1994 链式栅网用镀层钢丝36 美国 ASTM A818-1991(1996重新审定) 镀铜碳素钢丝37 美国ASTM A820-1996 混凝土用钢纤维38 美国ASTM A824-1995 链环栅栏用金属镀层波浪形张力钢丝39 美国ASTM A853-1991 一般用途碳素钢丝40 美国ASTM A854/A854M-1994 栅栏和网格用金属镀层光亮高强度钢丝编号国家标准号标准名称1 美国ASTM A1864/A864M-1990 预应力混凝土铁路轨枕用变形钢丝2 美国ASTM A877/A877M-1993 阀门用铬-硅合金弹簧钢丝3 美国ASTM A878/A878M-1993 阀门用调质铬钒合金弹簧钢丝4 美国ASTM A881/A881M-1990 预应力混凝土铁路轨枕用变形,消除应力,低松弛钢丝5 美国ASTM A884/A884M-1994a 钢筋混凝土用环氧树脂涂层钢丝和焊接钢丝网6 美国 ASTM A899-1991(1996重新审定) 环氧树脂涂层钢丝7 美国ASTM A905-1993 压力容器缠绕用钢丝8 美国ASTM F138-1992 外科植入用不锈钢棒与钢丝号国家标准号标准名称1 欧洲EN 10218-2:1996 钢丝及制品-总则第二部分:钢丝尺寸及允许偏差。
汽车线束行业标准

汽车低压电线束技术条件1适用范围本标准规定了汽车用低压电线束(以下简称电线束)的技术要求、试验方法、检验规则、标志、包装及储存。
本标准适用于标称电压低于50V的各种汽车用电线束(含单根线)。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准出版时所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准的最新版本。
GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 11121汽油机油GB 17930 车用无铅汽油GB/T 13527.2 软聚氯乙烯管(电线绝缘用)HG 2196 机动车辆用橡胶材料JB/T 6313.1 电工铜编织线第一部分一般规定JB/T 6313.2 电工铜编织线第二部分斜纹编织线JB/T 6313.3 电工铜编织线第三部分直纹编织线JB/T 8139 公路车辆用低压电缆(电线)JJG 4 钢卷尺QB/T 2423 聚氯乙烯(PVC)电气绝缘用压敏胶粘带QC/T 238 汽车零部件的储存和保管QC/T 413 汽车电气设备基本技术条件QC/T 414 汽车用低压电线颜色QC/T 417.1车用电线束插接器第一部分定义、试验方法和一般性能要求(汽车部分)QC/T 417.3车用电线束插接器第三部分单线片式插接件的尺寸和特殊要求QC/T 417.4车用电线束插接器第四部分多线片式插接件的尺寸和特殊要求QC/T 417.5车用电线束插接器第五部分用于单线和多线插接器的圆柱式插接件尺寸和特殊要求QCn 29010 汽车用低压电线接头型式、尺寸和技术要求QCn 29013 汽车用蓄电池电线接头型式、尺寸和技术要求3术语和定义本标准采用下列及QC/T417.1中的定义。
3.1 干线如图1所示电线束中两根或两根以上电线包扎在一起的部分。
3.2 支线汽车低压电线束技术条件如图1所示电线束中电线的末端没有包扎的部分或单根电线。
3.3 分支点如图1所示电线束中干线与干线或干线与支线中心线的交点。
机械工业部标准JB

机械工业部标准JBJBT74-1994 管路法兰.技术条件JBT75-1994 管路法兰.类型JBT79.1-1994 凸面整体铸钢管法兰JBT79.2-1994 凹凸面整体铸钢管法兰JBT79.3-1994 榫槽面整体铸钢管法兰JBT79.4-1994 环连接面整体铸钢管法兰JBT81-1994 凸面板式平焊钢制管法兰JBT82.1-1994 凸面对焊钢制管法兰JBT82.2-1994 凹凸面对焊钢制管法兰JBT82.3-1994 榫槽面对焊钢制管法兰JBT82.4-1994 环连接面对焊钢制管法兰JBT83-1994 平焊环板式松套钢制管法兰JBT84-1994 凹凸面对焊环板式松套钢制管法兰JBT85-1994 翻边板式松套钢制管法兰JBT86.1-1994 凸面钢制管法兰盖JBT86.2-1994 凹凸面钢制管法兰盖JBZ338.1-88 工艺管理导则JB308-75 机械工业部标准阀门型号编制方法JBT450-1992 PN16.0~32.0MPa 锻造角式高压阀门、管件、紧固件技术条件JB-TQ780-89 吸收式冷水机组产品质量分等JB-TQ781-89 中、小型组合冷库产品质量分等JB-TQ799-89 活塞式冷水机组JBTQ780-89 吸收式冷水机组产品质量分等JBTQ781-89 冷库产品质量分等JBT832-1998 湿热带型高压电器JBT1035-2002 铜焊工考试规则JB1092-1991 O型真空用橡胶密封圈型式及尺寸JBT 1118-2001 F1型浮阀JBT 1119-1999 卡子JBT 1120-1999 双面可拆连接件JBT 1212-1999 圆泡帽JBT1472-1994 泵用机械密封JB1580-75 铝制焊接容器技术条件JBT1615-1991 锅炉油漆和包装技术条件JBT1619-2002 锅壳锅炉本体制造技术条件JBT1620-1993 锅炉钢结构技术条件JBT1728-1991 止退垫圈JB1811-92 压缩气体标准电容器JBT2104-2002 油压千斤顶JB2171-1985 额定电压450、750V及以下农用直埋铝芯塑料绝缘塑料护套电线JBT2231.1-1999 往复活塞压缩机零部件第1部分:轴、销外径尺寸JBT2231.2-1999 往复活塞压缩机零部件第2部分:气缸直径JBT2231.3-1999 往复活塞压缩机零部件第3部分:薄壁轴瓦JBT2231.4-1999 往复活塞压缩机零部件第4部分:环状阀片JBT2231.5-1999 往复活塞压缩机零部件第5部分:气阀安装尺寸JBT2236-91 往复活塞压缩机连杆小头衬套JB2400 抄表、报警及访客对讲系统图JB2400F 小区副管理机使用说明JBT2436.1-1992 导线用铜压接端头0.5~6.0mm2导线用铜压接端头JBT2436.2-1994 导线用铜压接端头13~300mm2导线用铜压接端头JB2536-85 压力容器油漆运输包装JBT2549-94 铝制空气分离设备制造技术规范JBT2589-1999 容积式压缩机型号编制方法JBT2728.1-1996 电机用气体冷却器一般规定JBT2728.2-1996 电机用气体冷却器绕簧式气体冷却器技术要求JBT2728.3-1996 电机用气体冷却器绕片式气体冷却器技术要求JBT2728.4-1996 电机用气体冷却器挤片式气体冷却器技术要求JBT2728.5-1996 电机用气体冷却器穿片式气体冷却器技术要求JBT2769-1992 PN16.0-32.0 MPa 螺纹法兰JBT2772-1992 PN16.0~32.0MPa盲板JB2783-1992 燃气轮机型号编制方法JBT2833-1992 通风槽钢JB2835-79 低温钢焊条JBT2841-93 控制气体发生装置基本技术条件JBT2901—92 汽轮机防锈技术条件JBT2902-93 一般往复活塞高压氧气压缩机技术条件JB-T2932-1999 水处理设备技术条件JBT3016-2004 滚动轴承包装箱技术条件JBT3085-1999 电力传动控制装置的产品包装及运输规程JB3144-82 锅炉大口径管座角焊缝超声波探伤JBT3165-1999 离心和轴流式鼓风机和压缩机热力性能试验JB3223-83 焊条质量管理规程JBT3223-1996 焊接材料质量管理规程JBT3322-2002 信号继电器JB3336-83 电站设备自动化装置通用技术条件JBT3356-92 低温液体容器基本参数JBT3356.1-1999 低温液体容器性能试验方法JB3375-2002 锅炉原材料入厂检验是新版本JBT3752.1-1999 低压成套开关设备和控制设备产品型号编制方法第一部分:低压成套开关设备JBT3752.2-1999 低压成套开关设备和控制设备产品型号编制方法第二部分:电控设备JBT3770-2000 落地砂轮机JBT3778-2002 延时中间继电器JBT3837-1996 变压器类产品型号编制方法JB3855-1996 3.6~40.5 kV户内交流高压真空断路器JBT3907-1999 按钮开关JBT3908-1999 信号灯JB3965-85 钢制压力容器磁粉探伤JBT4003-2001 电机用电刷JBT4036-2004 滚动轴承运输用托盘和大木箱JBT4113-1995 整体齿轮增速组装型离心式空气压缩机JBT4119-91 制冷用电磁阀JBT4155-1999 气体氮碳共渗JBT4223-94 车装容积式空气压缩机机组技术条件JBT4253-2002 一般用喷油滑片空气压缩机JBT4254-99 液态密封胶JBT4261-1999 低压成套开关设备和控制设备辅件术语JBT4263-2000 交流传动矿井提升机电控设备技术条件JBT4266-99 弧形筛网JBT4316.1-1999直齿端齿盘系列参数和尺寸JBT4328.5-1999 电工专用设备焊接件通用技术条件JBT4328.9-1999 电工专用设备涂漆通用技术条件JBT4334-92 静压空气轴承透平膨胀机技术条件JBT4359-1994 一般用途轴流式压缩机JBT4362 电站轴流式通风机JB4420-89 锅炉焊接工艺评定JBT4700-2000 压力容器法兰分类与技术条件JBT4701-2000 压力容器法兰-甲型平焊法兰JBT4702-2000 压力容器法兰--乙型平焊法兰JBT4703-2000 压力容器法兰--长颈对焊法兰JBT4704~07-2000 非金属软垫片JB4708-2000 钢制压力容器焊接工艺评定JB4708-2005 承压焊接工艺评定JB4709-2000 钢制压力容器焊接工艺规程JB4710-92 钢制塔式容器JB4710-2005 钢制塔式容器JBT4711-2003 压力容器涂敷与运输包装JB4712-92 鞍式支座JBT4713-1992 腿式支座JBT4714-92 浮头式换热器和冷凝器型式与基本参数JBT4715-92 固定管板式换热器型式与基本参数JBT4716-92 立式热虹吸式重沸器型式与基本参数JBT4717-92 U形管式换热器型式与基本参数JBT4718-92 管壳式换热器用金属包垫片JBT4719-92 管壳式换热器用缠绕垫片JBT4720-92 管壳式换热器用非金属垫片JB4721-92 外头盖侧法兰JBT4722-92 管壳式换热器用螺纹换热管基本参数和技术条件JBT4723-92 不可拆式螺旋板换热器型式与基本参数JBT4724-1992 支承式支座JBT4725-1992 耳式支座JB4726~4728-2000 压力容器用钢锻件JB4727-2000 低温压力容器用低合金钢锻件JB4730-2005 承压设备无损检测JB4730.1—2005 通用要求JB4730.2—2005 射线检测JB4730.3—2005 超声检测JB4730.4—2005 磁粉检测JB4730.5—2005 渗透检测JB4730.6—2005 涡流检测JB4730.1~6—2005 标准释义JB4731-2005 钢制卧式容器JB4732-1995 钢制压力容器分析设计标准JBT4734-2002 铝制焊接容器JB4734 附录B铝容器焊接工艺评定JBT4735-1997 钢制焊制常压容器JBT4736-2002 补强圈JB4737-95-T 椭圆形封头JBT4740-97 空冷式换热器型式与基本参数JB4741~4743-2000 压力容器用镍铜合金JB4744-2000 钢制压力容器产品焊接试板的力学性能检验JBT4745-2002 钛制焊接容器JBT4746-2002 钢制压力容器用封头JBT4747-2002 压力容器用钢焊条订货技术条件JBT4748-2002 压力容器用镍及镍基合金爆炸复合钢板JBT4750-2003 制冷装置用压力容器JBT4751-2003 螺旋板式换热器JBT4781-2005 液化气体罐式集装箱JBT5000.10-1998重型机械通用技术条件装配JBT5219-91 工业热电偶型式、基本参数及尺寸JBT5263-2005电站阀门铸钢件技术条件JBT5263-2005电站阀门铸钢件技术条件JB5275-1991 Y—W及Y—WF系列、户外及户外化学防腐蚀型三相异步电动机技术条件(机座号80~315) JBT5285-2001 真空净油机JBT5323-1991 立体仓库焊接式钢结构货架技术条件JB5330-1991 振动源三相异步电动机技术条件(激振力1~140 kN)JB5442-1991 压缩机重要零件的磁粉探伤JB5346-1998 串联电抗器JBT5446-1999 活塞式单机双级制冷压缩机JBT5777.2-2002 电力系统二次电路用控制及继电保护屏(柜、台 )通用技术条件JBT5811-1991 交流低压电机成型绕组匝间绝缘试验方法及限值JBT5872-1991 高压开关设备电气图形及文字符号JB5877-1991 低压固定封闭式成套开关设备(有新版,但我没有电子版的,这个仅提供参考。
汽车线束行业标准

汽车低压电线束技术条件1适用范围本标准规定了汽车用低压电线束(以下简称电线束)的技术要求、试验方法、检验规则、标志、包装及储存。
本标准适用于标称电压低于50V的各种汽车用电线束(含单根线)。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准出版时所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准的最新版本。
GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 11121汽油机油GB 17930 车用无铅汽油GB/T 13527.2 软聚氯乙烯管(电线绝缘用)HG 2196 机动车辆用橡胶材料JB/T 6313.1 电工铜编织线第一部分一般规定JB/T 6313.2 电工铜编织线第二部分斜纹编织线JB/T 6313.3 电工铜编织线第三部分直纹编织线JB/T 8139 公路车辆用低压电缆(电线)JJG 4 钢卷尺QB/T 2423 聚氯乙烯(PVC)电气绝缘用压敏胶粘带QC/T 238 汽车零部件的储存和保管QC/T 413 汽车电气设备基本技术条件QC/T 414 汽车用低压电线颜色QC/T 417.1车用电线束插接器第一部分定义、试验方法和一般性能要求(汽车部分)QC/T 417.3车用电线束插接器第三部分单线片式插接件的尺寸和特殊要求QC/T 417.4车用电线束插接器第四部分多线片式插接件的尺寸和特殊要求QC/T 417.5车用电线束插接器第五部分用于单线和多线插接器的圆柱式插接件尺寸和特殊要求QCn 29010 汽车用低压电线接头型式、尺寸和技术要求QCn 29013 汽车用蓄电池电线接头型式、尺寸和技术要求3术语和定义本标准采用下列及QC/T417.1中的定义。
3.1 干线如图1所示电线束中两根或两根以上电线包扎在一起的部分。
3.2 支线汽车低压电线束技术条件如图1所示电线束中电线的末端没有包扎的部分或单根电线。
3.3 分支点如图1所示电线束中干线与干线或干线与支线中心线的交点。
裸编织软铜线 标准 -回复

裸编织软铜线标准-回复什么是裸编织软铜线,以及它的标准。
第一步:介绍裸编织软铜线的基本概念和用途(约200-300字)裸编织软铜线是一种由纯铜制成的导电线。
与普通的电线相比,它具有更高的柔软性和导电性能。
裸编织软铜线通常由多股单纯的铜线捻合而成,无任何绝缘材料包覆。
这种特殊的结构赋予了它优异的导电性能和较高的耐磨损能力。
裸编织软铜线广泛应用于各种导电领域,包括电子、电力、通信、电气设备、地铁、船舶等。
它通常用于高电流传输和高频率应用,例如电机和变压器的内部连接、地下电缆和电缆挂接线等。
第二步:阐述裸编织软铜线的相关标准(约300-400字)裸编织软铜线的生产和质量控制需要遵循一系列行业标准。
以下是几个普遍使用的相关标准:1. ASTM标准:ASTM国际标准是裸编织软铜线生产和测试的参考。
例如,ASTM B33涵盖了裸编织软铜线的尺寸、物理性能和允许的变体等方面。
2. IEC标准:国际电工委员会(IEC)发布了一系列与裸编织软铜线相关的标准。
例如,IEC 60228规定了导线和电缆的导体结构和尺寸要求。
3. UL认证:美国安全实验室(UL)提供了针对裸编织软铜线的认证,确保其符合相关安全和性能要求。
UL认证通常用于市场准入和产品质量的验证。
除了这些国际标准外,不同国家和地区可能还有自己的标准和法规。
在选择和使用裸编织软铜线时,用户应仔细阅读相关标准和规范,并确保产品符合所需的标准要求。
第三步:裸编织软铜线的质量控制措施(约500-700字)为确保裸编织软铜线的质量和可靠性,生产商需要采取一系列的质量控制措施:1. 原材料选择:裸编织软铜线的高品质取决于选用的纯铜材料。
生产商通常会选择高纯度、低氧化率的铜材,确保导电效果和抗氧化性能。
2. 生产工艺控制:生产商在生产过程中通过严格的工艺控制来确保裸编织软铜线的质量。
包括纺丝、捻合、拉拔等工序,每个步骤都需要有相应的控制措施和检测。
3. 物理性能测试:裸编织软铜线的物理性能测试包括导电性能、柔软性、耐磨损性等方面。
AGRP硅橡胶编织高温线 产品规格详解
产品型号:AGRP 0.3mm2执行标准:GB5013。
3-1997产品特性:1、额定电压:300/500V2、工作温度:-60~+200℃3、导体:实芯或绞合镀锡铜线4、绝缘:硅橡胶5、颜色:红/黄/兰/白/黑/黄绿/棕等6.电缆安装敷设温度应不低于-25℃。
7.电缆允许弯曲半径:电缆最小为电缆外径的10倍诚信资料营业执照注册号:3102262060713组织机构代码:310226150889税务登记证代码:310226791416087国家强制性认证:2007010104248678资质:AAA CCC ISO UL VDE JS质量承诺多齐电缆承诺:100%国标线、数量缺一米赔100米、质量实行三包、品质保证10年。
本价格表仅为我公司主要常规产品的价格,若客户须订制其它产品,请致电我公司!产品特点及用途:本产品适用于交流额定电压0.6/1KV及以下固定敷设用动力传输线或移动电器用连接电缆,产品具有耐热辐射、耐寒、耐酸碱及腐蚀性气体、防水等特性,电缆结构柔软,辐射方便,高温(高寒)环境下电气性能稳定,抗老化性能突出,使用寿命长,具有优良的高温耐低温性能,具有优良的电绝缘性能,优良的化学稳定性能,耐高电压,耐老化,使用寿命长。
且柔软便于安装,广泛用于冶金、电力、石化、电子、汽车制造照明,灯具、家用电器、电热电器、仪表仪器、电机引接线及电子、灯具、燃具等高温环境等行业。
产品型号及代号:60245UEC03(YG)(AGR)—镀锡铜芯硅橡胶绝缘电线60245UEC03(YG)P(AGRP)—镀锡铜芯硅橡胶绝缘玻璃纤维编织电线主要技术指标:1、成品电线20±5℃时浸水1小时后经2000V历时5分钟不击穿。
2、绝缘抗张强度≥5.0N/mm²;断裂伸长率≥150%;经200±2℃ 10×24h,老化后的抗张强度≥4.0N/mm²;断裂伸长率≥120%规格结构及技术参数:标称截面mm2导体( 支数/ 线径(No./mm)绝缘厚度(mm)编织厚度( mm)平均外径mm导体直流电阻20 ℃≤Ω/km0.50 28/0.15 0.60 0.15 2.40 40.10.75 42/0.15 0.60 0.15 2.65 26.71.0 32/0.20 0.60 0.152.80 20.01.5 48/0.20 0.70 0.18 3.40 13.72.5 49/0.25 0.80 0.18 4.00 8.214.0 56/0.30 0.80 0.20 4.605.096.0 84/0.30 0.80 0.20 5.20 3.3910 84/0.40 1.00 0.25 6.70 1.9516 126/0.40 1.00 0.25 9.00 1.24订交货说明1、电缆制造长度不小于20米,允许长度有不小于5米的短线段交货,其数量应不超过总交货长度的20%,也可以根据双方协议以任何长度交货。
电机常用的漆包线的种类与使用范围汇总

电机常用的漆包线的种类与使用范围汇总聚酯亚酸/聚酰胺复合漆包圆铜线一、型号:Q(ZY/X)-1/180 Q(ZY/X)-2/180二、耐温等级:H级(温度指数180)三、生产规格:Φ0.20-Φ1.50mm四、产品执行标准:GB 6109.10 IEC 317-22(1990)五、主要性能:产品具有较高的热冲击性及较小的表面摩擦系数。
六、用途:适用于在高温下长期工作的电机,仪表通信设备的线圈绕组,特别适用于高速绕制的场合使用。
聚酰亚胺漆包圆铜线一、型号:QY-1 QY-2二、耐温等级:C级(温度指数220)三、生产规格:Φ0.06-Φ2.50mm四、产品执行标准:GB 6109.6 IEC 317-7(1990)五、主要性能:产品具有较高的耐热性能,机械性能,耐溶剂性能,比聚酯聚酯亚胺高一系列。
六、用途:适用于在高温下长期工作的电机,仪表通信设备的线圈绕组。
聚酯漆包圆铜线一、型号:QZ-1/130 QZ-2/130二、耐温等级:B级(温度指数130)三、生产规格:Φ0.06-Φ2.50mm四、产品执行标准:GB6109.7 IEC 317-3五、主要性能:本产品具有优良的机械性能和电器性能、热冲击性能和耐溶剂性能。
六、用途:适用于电机电器,仪表及电信设备的线圈绕组。
聚酰亚胺漆包圆铜线一、型号:QZY-1/180 QZY-2/180二、耐温等级:H级(温度指数180)三、生产规格:Φ0.06-Φ2.50mm四、产品执行标准:GB 6109.5-88 IEC 317-8(1990)五、主要性能:产品具有优越的耐热性能,机械性能和耐溶剂性能。
六、用途:适用于在高温下长期工作的电机、仪表,通信设备的线圈绕组。
聚氨酯漆包圆铜线一、型号:QA-1/130/150(UEW)二、耐温等级:B级(温度指数130/150)三、生产规格:Φ0.018-Φ1.50mm四、产品执行标准:GB 6109.4 IEC 317-4(1970)五、主要性能:产品具有特好直焊性能,耐高频性能、在高频条件下,介质损耗小,产品可染成多种颜色以供特殊需要。
锁紧螺母检验标准

9、产品应消除污垢及金属屑,不应有任何部位上的淬火
裂缝、凹痕、皱纹和损伤,表面不应有锈斑,表面镀层
外观
目测
应光滑、色泽均匀,锐边倒钝。 i、外观质量不合格则判定不合格
10、螺牙需加工完整,不得出现螺牙残缺和加工不完整
现象。
11、六角头需加工完整。
尺寸
12、依据抽样方案抽取产品并按照GB/T 3103.1-2002紧
包装方式
独立单位包装容器,且经塑料包 装袋包裹,保证产品在储运过程
包装标识
厂名,产品名称和编码, 产品数量,制造或者出
中不变形、撞伤、损坏等。能够
厂日期,产品质量标记
防止受潮和混入杂质。
GB/T 3103.1-2002紧固件公差螺栓、螺钉和螺母、
GB/T 3098.2 紧固件机械性能螺母 粗牙螺纹
GB/T 3098.4 紧固件机械性能螺母细牙螺母
有机涂层),一涂一烘干生红锈时间≥
240h、二涂二烘干红锈时间≥480h;
p、表面处理工艺化学氧化,点滴液为
3%中性硫酸铜溶液,点滴在试样表面出
现玫瑰红色斑点的时间大于 30 秒为合
16、依据抽样方案抽取产品并按照 GB/T 10125-2002 规 格;
定的条件下进行试验;
q、表面处理工艺(锰盐磷化或锌盐磷
样方案进行判定。材料、涂层厚度、机 抽样方案按照《外购件质量管理
6、材料、涂层厚度、机械性能按 n(Ac,Re)为 1(0,1) 型性能抽取一件,如一件不合格判定不 规定》
进行抽样判定
合格
第4步
第5步 第6步 第7步 第8步
f、如标识信息与送检信息不符,则判
包装
目测
7、核对产品外包装上是否贴有物料标识;标识信息是否 定为不合格并反馈采购经理。