螺丝QC工程图
QC工程图

编号:GHZZ-PZB03-2016
制定:XXX
日期:2016-07-15
QC工程图
审核:XXX
版本:A/0
核准:XXX
第1页/共1页
序号
流程图
加工设备名称
管理项目
控制标准
检查频率
检测设备/方法
责任者
异常处理方法
相关记录
1
●
毛坯
压铸机
产品表面无冷隔,水纹,拉伤,变形等缺陷及尺寸检验。
标准作业指导书,图纸要求
1次/2H
目测,量具测量
操作者巡检员
返修报废
首检巡检记录
2
●
切料柄
切边模机
加工完,产品不得有压伤,压裂,等不良现象。
标准作业指导书,图纸要求
1次/2H
目测
操作者巡检员
返修报废
首检巡检记录
3
●
去毛刺
手工锉刀
产品不可有任何刮手,毛刺现象。
标准作业指导书,图纸要求
1次/2H
目测、手感
标准作业指导书,图纸要求
1次/
目测、量具
操作者巡检员
返修报废
首检巡检记录操作者巡检员返修废首检巡检记录4
△
金加工
数控、钻床及自动化加工机
金加工产品的所有尺寸是否合格,表面粗超度,螺纹、孔、整个产品的完整性。
标准作业指导书,图纸要求
1次/
目测、量具、测量仪器
操作者巡检员
返修报废
首检巡检记录
5
△
检验包装
/
检查产品的整个完整性,产品不可有任何的不良缺陷,尺寸抽检,入库前相关的标示卡是否完善,等相关技术标准。
4041组装QC工程图

33
对准定位粘贴整齐,粘贴位置与SOP一致
测试
生产部
34
贴电池仓贴纸、摄像头镜片、喇叭网 贴3C标、批次标、机身标、网标、对 盒标 写IMEI号
镊子
对准定位粘贴整齐,粘贴位置与SOP一致
测试
生产部
36Βιβλιοθήκη 镊子对准定位粘贴整齐,粘贴位置与SOP一致 内单主副IMEI号一样,外单主副IMEI号相差 一位数,核对两处显示的主副IMEI号 一致 手机表面无明显划痕﹑斑点﹑污物﹑无掉 漆﹑毛边
测试
生产部
37
电脑,电池,写码线,写码枪,
生 产作 业指 导书 生 产作 业指 导书 产品外观检验标准
目视
100%自检
生产部
A
生产日报
38
外 观终检
无尘布,抹机水
目视
100%自检
生产部
A
QC检查日报表
加工: 流程符号 流程:
检验作业: 作 业程序:
制成 确认 批准
作成日期 确认日期 批准日期
控制等级﹕A=重点管制项目﹔B=次要管制项目﹔C=一般管制项目 编号:G-COP-DC-04(01-00) 第 2 頁,共 4 頁
目 视、 测 每日首件或转 量、 测试 线
品管部
A
首件确认记录
3
装钢片、打螺丝X2
目视
100%自 检
生产部
A
生产日报
为紧急应付审厂
目视 100%自检 生产部 A 目视 100%自 检 生产部 A
本文件未完善仅供
生产日报 生产日报
4
撕面壳离心纸、点胶
点胶机,热熔胶
生 产作业指导书
5
装屏组件入面壳
五金产品QC工程图
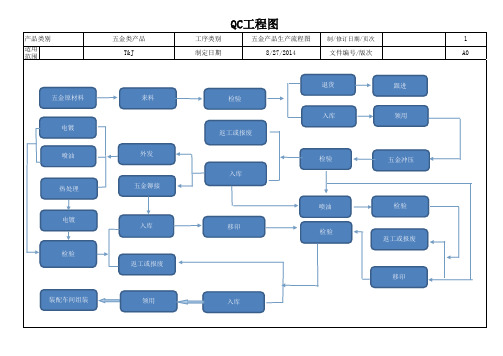
∨
目视 作业员/QC 外发送货单
热处理回厂
5
1、依据图纸要求
1、硬度
热处理炉
符合产品图纸要求
2、产品外观
依据抽样 计划
IQC抽检
硬度计 目视
作业员/QC
来料检验记 录
5
1、依据图纸要求
产品类别
适用
范围
序号
流程-工程名 称
五金类产品 T&J
作业标准/依据
外发电镀
6
1、依据图纸要求
7
入库2 1、依据库位要求执行
1、依据库位要求
拖车 库位要求 1、参照ERP系统要求;
全程监控 目视 作业员 入库记录
产品类别
五金类产品
适用
范围
序号
流程-工程名 称
T&J 作业标准/依据
说明:上接攻牙工序或一次成型(连续模)
13
物料确认 1、依据图纸要求; 2、生产计划;
1、依据铆接产品要求选用
14
调模
合适模具;
QC工程图
工序类别
QC工程图
产品类别
适用
范围
序号
流程-工程名 称
五金类产品 T&J
作业标准/依据
工序类别
制定日期
设备工装 夹具
管制项目
五金生产工序
8/27/2014 规格值 要求说明
制/修订日期/页次
文件编号/版次
首 检
巡 检
自 检
监控频率
检测仪器
执行者
2 A0 书面记录
1、《不合格品控制程序号》;
2、抽样计划;
来料
3、BOM文件; 4、产品图纸;
1
QC工程图(SMT)

如果出现影响产品性能的异常情况,品证部门长有权利命令停产。
编制问题解决表。
12
○
修理
不良品确认修理
SMT生产现场
烙铁头温度
防止产品焊接不良
管理温度 380℃ +20℃/-20℃
每日
再次生产前 SMT班长
烙铁温度点检表
重新调整烙铁温度并点检,不能调整时更换.
首件确认 生产开始前 SMT班长 品证班长 首件确认 生产开始前 品证班长
贴片机日常点检表 首件确认表 首件确认表
设备重新调整,生产计划变更 更换物料,调整着装位置后重新首件确认. 更换物料,调整着装位置后重新首件确认.
机种切换
按作业指导书SMW-W001作业 符合作业指导书要求
9
▽
炉前检查
印刷及贴片状态 的确认
SMT生产现场
印刷及贴片状态
防止印刷不良及贴片不良 无上浮,偏斜,漏贴,短路, 全数 直立,错料,锡量适宜
每次
SMT班长
SPC控制表
向品证部报告,发行异常联络书,停线调整设备, 生产计划变更.
10
◎
硬化炉
焊锡/红胶 硬化处理SMT生产现场 硬化炉
炉温曲线
满足焊接要求
符合作业指导书SMT-W009要求 每周
盘点时
盘点卡 入\出库卡
进行重新盘点,对超出保质期的产品废弃处理。 生产计划的变更
4
▲
生产指示
生产加工的指示
型号 生产数量 使用的部品
生产型号无误 应符合订单 不应误用材料
符合订单要求
1LOT
各型号
生产管理部 订单评审表 生产计划担当生产计划
生产计划的变更
5
▲
木螺丝QC工程图

德信诚培训网类别□原型□试作□量产木螺丝QC工程图会审版次日期修订理由作成确认页次作业单位□成形□辗牙□品管工序流程工程名称(零件名称)生产设备管制项目重要度管理方法异常处置质量特性检验基准制程频率检测器生产品管记录方式01 ◇线材----- 外观进料检验标准----- 2卷/批目视√进料检查记录表批退或特采线径分厘卡02 ◎打头(★)打头机头部直径依图面打头机操作作业标准首件2PCS/4H分厘卡√制程检查记录表调整机台选别特采报废头部厚度头厚计针孔深度针深规辗造径分厘卡辗造长度游标卡尺03 ◎辗牙(★)辗牙机外观依图面辗牙机操作作业标准首件2PCS/4H目视√制程检查记录表牙长游标卡尺总长游标卡尺外径Q分厘卡04 ◇委外半成品-----外观进料检验标准图面------ 5PCS/批目视√检查记录表批退或特采头部直径分厘卡头部厚度头厚计针孔深度针深规牙长游标卡尺总长游标卡尺外径分厘卡05 ◇◇热处理----- 表面硬度进料检验标准图面------ 2PCS/批微小硬度计√检查记录表批退或特采扭力扭力板手06 ◇◇委外电镀----- 外观进料检验标准图面------50PCS/批目视√进料检查记录表批退或特采膜厚2PCS/批膜厚测试计德信诚培训网工序流程工程名称(零件名称)生产设备管制项目重要度管理方法异常处置质量特性检验基准制程频率检测器生产品管记录方式07 ◇委外成品-----外观进料检验标准图面------50PCS/批目视√进料检查记录表批退或特采头部直径5PCS/批分厘卡头部厚度头厚计针孔深度针深规牙长游标卡尺总长游标卡尺外径分厘卡表面硬度2PCS/批微小硬度计扭力扭力板手膜厚膜厚测试计08 ◎成品检验-----外观成品检验标准图面------ 5PCS/批目视√成品检查记录表选别特采报废头部直径分厘卡头部厚度头厚计针孔深度针深规牙长游标卡尺总长游标卡尺外径分厘卡09 ◎包装磅秤数量包装作业标准包装作业标准每批----√------ 重新包装标签目视10 ▽入库(或出货)。
QC工程图

IPQC
去除工件的利边、利角,清洗吹干净; IPQC检验规范
首件报表 巡检报表
IPQC
本色镀镍,膜厚要求5-8um,表面不能有 刮花,不能有脱层、起泡等不良,要求 供应商提供膜厚测试报告。
IQC作业指导 书
IQC检验报表
IQC
物料异常处理单 物料异常处理单 来料异常处理单
出货检验
依检验规范对工件外观、螺纹全检。
XXXXXXX制品有限公司
QC工程图
产品编号
客户代号
表面处理
材料
版本
序号
工序 名称
1 备料
2 铣床
工序说明
管制重点
作业标准 质量记录 负责人
异常处理
外购
外观没有明显缺陷,材料平面度0.2mm以 IQC作业指导 物料确认登
78*70*6.65 内。
书
记表
精飞厚度
精飞底面厚度至6.3+0.3/0,底面光洁度 Ra1.6以下,工件不能变形。(注刀纹方 IPQC检验规范 向:按单件产品宽度走刀)
出货检验规范
出货检验报 表
包装
Байду номын сангаасOQC
所有的包装标识要清楚,要方便点数, 做好防护措施。
物料包装规范
出货检验报 表
物料异常处理单 物料异常处理单
7 QA 核准
抽检
QA按MIL-STD-105EⅡ级,AQL值:CR=O MAJ=1.0 MIN=1.5对照检验规范中的重 点尺寸表及产品外观进行抽检。
出货检验规范
出货检验报 表
QA
物料异常处理单
审核
制表
首件报表 巡检报表
IQC IPQC
来料异常处理单 物料异常处理单
QC工程图
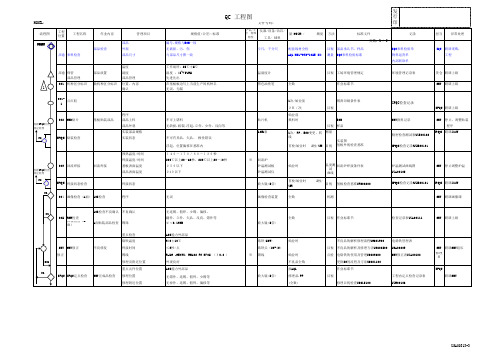
页数: 2 / 5 .工具/ 辅料部品编号,规格与BOM一致部品检查外观无破损、污、伤卡尺, 千分尺配套线材全检目视部品承认书,样品 IQC来料检验单IQC 联络采购,共通来料检查部品尺寸与部品尺寸图一致AQL(MIL-STD-105E II)测量IQC来料检验标准物料退货单工程内部联络单温度工作场所:25℃±5℃共通保管部品放置湿度湿度 :45~75%RH温湿度计目视工场环境管理规定环境管理记录表货仓联络上级部品管理部品管理先进先出001机种区分标识做机种区分标识位置、内容在基板板边写上当前生产的机种名黑色油性笔全数作业标准书SMT 联络上级确认无误、无漏001-1点红胶1次/始业前锡膏印刷条件表IPQC检查记录2H/次目视IPQC 联络上级程序始业前002SMD贴片基板贴装部品部品上料不可上错料贴片机换料时BOM SMT换料记录SMT 停止,调整贴装部品外观无缺损,破裂,浮起,立件,少件,反向等目视样品程序实装部品规格LCR 表测量IPQC 联络SMTIPQC 贴装检查实装状态不可有异品、欠品、 极性错误浮起、位置偏移在基准内首枚/始业时 5枚/ 2H 目视IPQC 检查记录UZB00101预热温度/时间140-170/60-120秒焊接温度/时间200℃以上20-60秒,220℃以上20-40秒※回流炉003回流焊接回流焊接基板表面温度250以下炉温测试板始业时回流炉焊接条件表炉温测试曲线图SMT 停止调整炉温部品表面温度240以下炉温测试仪UZA00105IPQC 焊接状态检查焊接状态放大镜(5倍)首枚/始业时 5枚/2H 目视基板检查基准UPD00200IPQC 检查记录UZB00101IPQC 联络SMT004画像检查 (A面)AOI检查程序无误画像检查装置全数机测SMT 联络画像课AOI检查不良确认不良确认无连锡、假焊、少锡、偏移、005RSB检查翻件、立件、欠品、反向、错件等全数目视作业标准书检查记录表UZA00111SMT 联络上级目视检查(A面)A面贴装部品检查锡珠¢<0.13MM 放大镜(5倍)重点检查AOI能力外部品烙铁温度340±10℃烙铁(50W)始业时不良品的解析修理流程USG01900电烙铁管理表SMT SMT修正不良修复焊接时间≤3秒/点烙铁头(2C-4C)目视不良品的解析及修理方法USG08500USA00809SMT 联络SMT组长修正锡线RoHS :SENJU:RMA02 P3 M705 (∮0.8 )※锡线始业时点检电烙铁的使用及管理USG03600SMT修正表UZA00108修理员修理及附近位置外观良好不良品全数更换IC的流程及方法USG01100重点元件位置AOI能力外部品按AQL 作业标准书IPQCIPQC IPQC定点检查SMT完成品检查修理位置无错件、连锡、假焊、少锡等放大镜(5倍)修理品,PP 目视工程内定点检查记录表联络SMT修理附近位置无掉件、连锡、假焊、偏移等(全数)修理目视检查USG15100UZB001061次/ PP、ECO变更、转线精密检查测试表UZB00102实装图基板外观检查基准特性温度测试曲线STARTNGOKNGNGNG根据IPQC 检查规定处理NG根据IPQC 检查规定处理1特性工具/ 辅料页数: 3 / 5 .页数: 4 / 5 .工具/ 辅料特性103-A 插元件<1>103-B 插元件<2>手插件外观名称、规 格、编号无误,引脚无氧化,外观无破损103-C 插元件<3>手插元件全数目视作业标准书无FAT 联络上级103-D 插元件<4>部品插入状态不可有异品、欠品、极性错误基板固定104炉前目视装机板目视部品实装状态无反向、欠品、错料等过炉治具电解电容打点目视电解电容方向正确后打点在顶部负极处打红点红色油性笔全数目视作业标准书生产品质记录表UPA00116FAT 联络上级105炉前压件手插件按压,压件状态平贴基板;插到位扶正治具(共3种)全数扶正作业标准书放扶正治具FAT 联络上级助焊剂TAMURA EC-19S-8助焊剂设备(治具)日常点检表B面松香喷洒喷洒条件涂布量:80±10% ;VC速度:1.0M/min 助焊剂喷洒机始业前调试设备(治具)始业点检保养基准USA01019喷洒状态粒径:φ0.2-0.8MM 120*180内23个以内松香喷洒效果记录表ZG015(100CM 2内10个以下)设定条件标准波峰炉焊接锡条确认千住:M705E&M708(RoHS)波峰炉始业前调试设备(治具)始业点检保养基准设备(治具)日常点检表FAT 联络上级106波峰焊接预热速度50℃~100℃/0.9-3.0℃/sec 锡条USA01019预热温度120℃±15℃设定条件标准焊接温度250℃±5℃助焊剂喷洒机、波峰炉最高温度,250℃±5℃ 运作记录表 USA01018最高温度-预热温度(△T )150℃以内焊接时间 2.5-6sec 炉温曲线图降温速度5℃以上 /sec 107炉后接板接拆放过炉治具取机板、取治具、撕胶纸撕胶纸接板方法撕掉B面胶纸手持基板板边胶镊子全数作业标准书FAT 联络上级手插件不可欠品108炉后目视波峰焊接后PCB 浮高标准排插浮起不可超过0.3mm;T1排插浮起不可超过0.5MM 全数目视作业标准书生产品质记录表FAT 联络上级ASSY外观检查焊锡状态无盲点、连锡、锡尖、少锡、假焊等UPA00116更换部品规格、型号参照BOM不良品的解析修理流程USG01900电烙铁管理表烙铁温度CHIP部品:(340±10℃);手插部品:(380±10℃); 跳线、TB1:(410±10℃)(90W)烙铁(50W)(90W)、 烙铁头(2C-4C)不良品全数修理不良品的解析及修理方法USG08500USA00809FAT 解析修理不良修理焊接时间≤3秒电烙铁的使用及管理USG03600修理作业日报UZA00134FAT修理锡线规格RoHS :SENJU:RMA02 P3 M705 (∮1.0)锡线更换IC的流程及方法USG01100修理联络上级锡炉温度240℃镊子始业时点检助焊剂TAMURA EC-19S-8助焊剂锡条千住:M705E&M708(RoHS)锡条IPQC IPQC 定点检查修理位置及其周边元件、焊接外观放大镜(5倍)修理品(全数)修理目视检查USG15100工程内定点检查记录表UZB00106IPQC 联络上级OQC OQC 修理品检查修理品检查修理位置及周边 元件、焊接外观放大镜(5倍)修理品 (全数)目视FAT 修理品检查基准书UPD05200OQC 修理品检查结果记录表UPA00510OQC 联络上级锡线SENJU:RMA02 P3 M705 (φ0.8 ) RoHS 锡线始业前烙铁温度(340±10℃)CHIP部品烙铁(50W)始业前点检作业标准书电烙铁管理表FAT 报告上级烙铁温度(380±10℃)手插部品烙铁头(2C-4C)烙铁温度(410±10℃)跳线、TB1烙铁(90W)焊接时间3秒内/点USA00809109锡点修正锡点检查、修正元件长度3MM以下量脚治具:J09090171全数测量板面外观锡珠:φ<0.3MM;无异物附着修正治具:J09090146全数目视手焊人员标准达B级剪钳排线T1部品上的黑色线进行整理排线不可将其他部品向两侧挤歪斜和遮挡排插塞规(0.3mm,0.5mm)、分度治具、直尺※※NGOKNG※OKNG修理品返回发生工程NG页数: 5 / 5 .工具/ 辅料特性点胶部品实装及作业标准书报告上级,联络110画像检查(B面)焊接检查,打点打点位置无误,无漏打画像检查装置、介刀全数目视生产品质记录表FAT 画像检查课贴C/N贴纸贴C/N贴纸贴纸状态无偏移、翘角、倾斜、折皱蓝色油性笔,胶镊子UPA00116DIP部品实装检查画像检查装置111画像检查(A面)打点打点位置无误,无漏打蓝色油性笔全数目视作业标准书生产品质记录表FAT 联络画像检查课贴L/N贴纸贴L/N贴纸贴纸状态无偏移、翘角、倾斜、折皱胶镊子、介刀UPA00116程序当前生产的机种名ICT测试仪目视不良信息小票112ICT测试开路、短路测试样板点检OK品点检显示“PASS” NG品点检“FAIL”ICT治具:J09060251黑色油性笔始业时点检作业标准书生产品质记录表UPA00116FAT停止,报告上级联络画像检查课程序名ETP712190电脑,FT治具:J09100108始业前目视设备(治具)始业点检保养基准设备(治具)日常点检表113FT测试功能测试FT治具点检按照设备(治具)始业点检保养基准捺印治具,印台始业时点检USA01019捺印印章、印油(STSM-1)作业标准书生产品质记录表UPA00116FAT停止,报告上级程序路径见作标分割机、除尘机114分割基板分割机板单板尺寸分割治具:J09090140首枚/始业时测量作业标准书 分割机使用机种一览表FAT 停止 联络上级批锋尺寸突出部分在0.5MM以下铣刀(2.0MM).卡尺.刷子首枚/换刀时A面外观检查浮高标准排插浮起不可超过0.3mm;T1排插浮起不可超过0.5MM 全数目视作业标准书生产品质记录表FAT 联络上级115外观检查目视位置及标准锡珠:¢<0.3MM;无异物附着,无撞掉件UPA00116B面外观检查ICT、画像检查B面良品标识、FT测试合格印章无漏分度治具,直尺印油(STSM-1)包装管理台帐116包 装PCB组立品包装数量不可少装、多装、混装封箱胶纸,印章全数目视作业标准书 FAT 报告上级完成品外观组件外观参照OQC检查标准按检验程序目视OQC检查基准书出货成绩书UPA00501OQC 联络上级OQC OQC检查组件包装修理品(全数)机型名称货仓出货从UMC → 客户出货数量按出货指令书按包装单位目视出货指示书出货明细表货仓联络上级出货品封装出货地放大镜(5倍)、塞规(0.3mm,0.5mm)ENDNG 选别或返工ONGNGNGNGNGNG。
QC工程图

1产线实行配套发料,指定 巡检/成品检验控制 区域存放2换线及时清拉 针对热封工位进行培训作业 巡检/成品检验控制 技能 制作LQC检验文件,产线进行全 无 检验 1产线实行配套发料,指定 巡检/成品检验控制 区域存放 2换线及时清拉
过程潜在失效模式及后果分析
修订日期: 不 可 探 测 度 数 2 2 5 1 1 3 4 4 3 3 2 4 措 施 结 果 风险 责任及 纠正 顺序 目标完 采取 与预防措施 数 成日期 的措施 严重 频度 不可探 风险 度数 数 测度数 顺序 数
项目编号/项 目功能
潜在的失效模式
潜在失效后果
严重 度数
功能件与固定架装配 使用者操作过程有异响,使顾 松动 客不满意 印字内容不符 印字内容缺失 产品印字 移印附着力不足 影响外观,影响产品一致性 影响外观,使客户不满意 影响外观,使客户不满意
字体/尺寸/位置错误 影响外观,使客户不满意 材料用错 塑封不良 包装 缺件 混件 产品包装混乱,入/发错货 影响外观,使客户不满意 产品无法正确使用 产品无法正确使用
2 2 8
供应商提供的材料存在色差 1供应商抽粒制造过程中保护不当混进异物 2供应商添加再生料 供应商材料配方中阻燃材料过多导致机械 性能下降
5 5 2 3 3 2 2 3 3 3 5 2
无 无 无 无 无 无 无 无 无 无 无 无 1试模人员试模时发现问 题,解决问题 2依据《标准注塑工艺》生 产 无
3 2
48 28
产品无法正常使用
8 4 4 3 4 4 9 7 6 6 8 5 8 8
静电使IC烧坏 人为作业疏忽导致插件装不到位 1模具尺寸NG 2注塑工艺导致尺寸啤小配合过松 防护不当导致 人为作业疏忽 1模具尺寸NG 2注塑工艺导致尺寸啤小或大,按钮与过度 件配合过松或过紧 人为作业疏忽 塑胶表面脏污,导致喷印不良 印油不良 人为作业疏忽 1换机种时清拉有残留物料导致 2产品区域划分不清混入 作业员在热封技能上不熟悉导致 作业疏忽导致 1换机种时清拉有残留物料导致 2产品区域划分不清混入
QC工程图

分厘卡 基准径 投影仪
A
HRC55以上 巡检员 HRC28~38
4Cr10SiMo处 理条件表
金相分析 仪、硬度
计
11月4日 修订日期 检查频率
3/批 3/500 3/批 3/炉 3/500 3/500
3/首检 3/500
3/炉
图纸变更 修订根据
记录 进料检验
拉强度
668N/mm2
温度 时间
B
700℃ 2h
外协厂 4Cr10SiMo热 金相分析
作业员 处理条件表
仪
Hale Waihona Puke 轴径Bφ6.2 作业员 依加工图 分厘卡
普通磨床
冲床
淬火炉 回火炉
模具
轴径
凹坑形状 凹坑直径
头径 全长 伞厚 基准径厚 伞里R
淬火硬度 回火硬度
B
φ5.7 巡检员 依加工图 游标卡尺
目视 游标卡尺
单 巡检单
巡检单 退火条件
记录单
巡检单
锻打记录 单
热处理理 化检验单
张飞 修订者 异常处理
退回供方 上线返工 下线报废
报废 返工
上线返工 下线报废
报废
返工或 报废
刘备 确认 相关文件
进料检验 管理办法
摩擦焊接 作业指导
书 外协件管
理办法
磨床作业 指导书
锻打作业 指导书
外协件管 理办法
10
QC工程图
制造厂商
上海飞 天
编制
张飞
2005年9月1日
修
产品型号 KB950 08AB
审核
关羽
2005年9月3日
QC工程图模版
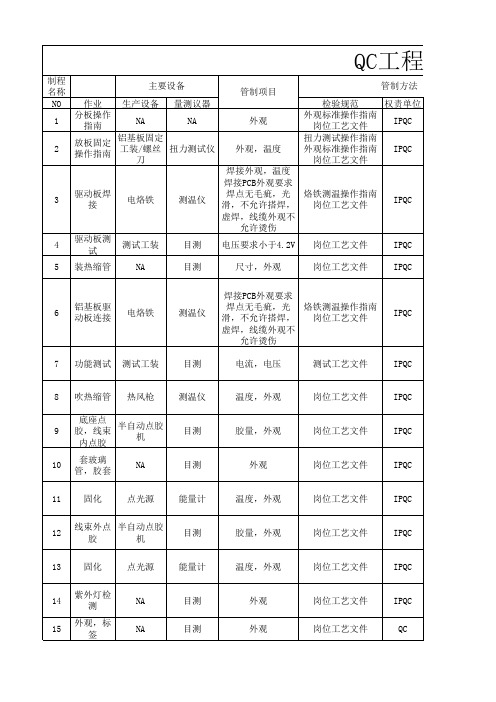
每100片抽检10片
温度测试记录表单 巡线记录日报表
生产异常单
按检验和试验状态控 制文件/不合格控制程
序
BOM表,外观标准 作业指导书
每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片
全检 每100片抽检20片
巡线记录日报表 生产异常单 FQA检验报表 8D单
按检验和试验状态控 制文件/不合格控制程
序 按检验和试验状态控 制文件/不合格控制程
BOM表,外观标准 作业指导书,包装
作业指书
BOM表,出货标准
每100片抽检10片
温度测试记录表单 巡线记录日报表
生产异常单
按检验和试验状态控 制文件/不合格控制程
序
BOM表,外观标准 作业指导书
每100片抽检10片 每100片抽检10片
测试不良记录表单 巡线记录日报表
按检验和试验状态控 制文件/不合格控制程 按检验和试验状态控 制文件/不合格控制程
BOM表,外观标准 作业指导书
温度,外观 胶量,外观
外观 温度,外观 胶量,外观 温度,外观
外观 外观
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件 岗位工艺文件
IPQC QC
16 包装 17 质检
封箱机 NA
目测
外观,重量
岗位工艺文件
目测 测试,外观,数量 质量检验文件
SM-WI-001 螺丝QC工程图

Hale Waihona Puke 出货MIL-STD-105E正常及加严单次抽样计划
«成品检验标准»《工程图》
目视、环规
卡尺
千分尺
投影仪
抽样
√
«出货检验报告»
《委外加工品检验标准》
硬度计
抽检
√
热处理厂提供的《检验报告》
《进料检验报告》
6.
电镀
委外加工
外观、尺寸、功能
MIL-STD-105E正常及加严单次抽样计划
《委外加工品检验标准》
卡尺
千分尺
投影仪
环规
抽检
√
《进料检验报告》
7.
包装
电子秤
《包装作业指导书》
包装状况、包装数量
全检/箱
目视
巡检
√
《制程检验报告》
生产管理
品质管理
检验方式
责任人
记录
流程编号
流程名称
使用设备
作业标准
检验项目
检验频率
检验标准
检验工具
作业员
品管
1.
打头
打头机
《打头机操作指导书》
外观、尺寸
首检每次产品转换10PCS/次
《生产指令》《工程图》《制程检验标准》
卡尺、千分尺、投影仪、目视
首件检查
√
√
首件样品
2.
巡检尺寸10PCS/1h
外观100PCS/1h
巡检
√
《制程检验报告》
3.
搓牙
搓牙机
《搓牙机操作指导书》
外观、尺寸、螺纹
首检每次产品转换10PCS/次
《生产指令》《工程图》《制程检验标准》
卡尺、千分尺、投影仪、环规、目视
QC螺钉图word版本

QC螺钉图word版本QC螺钉图概述本文档提供了关于QC螺钉图的详细信息和说明。
螺钉图介绍螺钉图是一种表示物体或构件的结构和尺寸的标准化图形。
QC螺钉图是一种特殊类型的螺钉图,用于质量控制目的。
QC螺钉图的作用QC螺钉图是质量控制过程中的重要工具,它可以帮助检查员和制造商了解产品的结构、尺寸和形状要求。
通过对螺钉图的检查,可以确保产品满足相应的标准和规范。
QC螺钉图的要素一个典型的QC螺钉图由以下要素组成:1. 螺纹信息:包括螺纹规格、牙距、螺纹类型等。
2. 尺寸和公差:标明了螺钉的关键尺寸和所允许的公差范围。
3. 表面状态:描述了螺钉表面的处理要求,如涂层、镀层等。
4. 材料规格:指定了螺钉所使用的材料和相关的物理性能要求。
编制QC螺钉图的步骤编制一份完整的QC螺钉图需要经过以下步骤:1. 确定产品要求和规范。
2. 设计产品的结构和尺寸。
3. 绘制螺钉图形,包括螺纹部分和相关尺寸。
4. 添加注释和标示,确保图形清晰易懂。
5. 评审和校对螺钉图的准确性和完整性。
6. 最终发布螺钉图供制造和质检使用。
注意事项在编制QC螺钉图时,需要注意以下几点:1. 确保螺钉图与产品要求和规范一致。
2. 使用标准符号和标记,避免歧义和误解。
3. 定期更新螺钉图,以反映产品设计和规范的变化。
结论QC螺钉图在质量控制中起着重要作用,它提供了产品结构和尺寸的标准化表示,帮助制造商确保产品质量符合标准和规范要求。
编制和使用正确的QC螺钉图对于产品的制造和检验至关重要。
工程制图和公差配合螺纹示意图原理图

2.1.3 螺纹旳要求画法
★牙顶用粗实线表达 (外螺纹旳大径线,内螺纹旳小径线)。 ★牙底用细实线表达 (外螺纹旳小径线,内螺纹旳大径线)。 ★在投影为圆旳视图上,表达牙底旳细实线圆只画约3/4圈。 ★螺纹终止线用粗实线表达。 ★不论是内螺纹还是外螺纹,其剖视图或断面图上旳剖面线
常用旳几种螺纹旳特征代号及用途
特征 螺 纹 种 类 代号
普 通 粗牙
联
M
接 螺 纹 细牙
螺
纹 管螺纹 G
传 梯形螺纹 Tr
动
螺
纹
锯齿形 螺纹
B
外形图
用途
是最常用旳联接螺纹 用于细小旳精密或薄壁零件 用于水管、油管、气管等 薄壁管子上,用于管路旳 联接。 用于多种机床旳丝杠,做 传动用。
只能传递单方向旳动力。
(6) 中心距(A):两啮合齿轮轴线之间旳距离称为中心距, 即 A=m(z1+z2)/2。
表9-2 原则直齿圆柱齿轮计算公式
2. 单个圆柱齿轮旳画法 (1) 齿顶圆和齿顶线用粗实线绘制。 (2) 分度圆和分度线用点划线绘制。 (3) 齿根圆和齿根线在外形图中用细实线绘制, 也可不画; 在剖视图中齿根线用粗实线绘制。 (4) 表达斜齿、人字齿方向旳齿向线, 在外形图上用三条细 实线绘制, 如图9-4所示。 (5) 轮齿在剖视图上不画剖面线。 (6) 其他部分按常规画法绘制。
小径线画粗实线 A
螺纹终止线 大径圆约画3/4圈
A-A
A 剖面线画到小径线 即粗实线位置
不穿通螺纹孔旳画法:
轻易犯错旳地方
攻丝 钻孔
0.5D
120°
工程制图-螺纹-PPT课件

装配图—表示部件或机器的工程图样。
螺钉、销
右端盖
螺钉
齿轮轴 销
螺母
泵体
垫圈
左端盖
传动齿轮
第二节 常用件与标准件
一.螺纹及螺纹紧固件
(一)螺纹的形成、结构和要素 ⒈ 螺纹的形成
A1
●
A●
举例:改正下列螺纹画法中的错误。
小结
一、在螺纹的规定画法中,要抓住三条线。
☆牙顶用粗实线表示 (用手摸得着的直径)。 ☆牙底用细实线表示 (用手摸不着的直径)。 ☆螺纹终止线用粗实线表示。 ☆注意剖视图中剖面线的画法。
二、螺纹标注的目的,主要是把螺纹的类型和 参数体现出来。尺寸界线要从大径引出。
(二)销联接的画法
⒈ 圆柱销联接
圆柱销
⒉ 圆锥销联接
零件1 圆锥销
轴 轴套
零件2
四. 键 联 接
(一)键的功用、种类及标记
⒈ 键的功用 用键将轴与轴上的传动件(如齿轮、皮带轮等)联接在 一起,以传递扭矩。
轴
键
皮带轮
⒉ 键的种类
普通平键
半圆键
பைடு நூலகம்钩头楔键
⒊ 键的标记 标记示例:键 16×100 GB/T 1096-1979
t1
画图步骤: 先画俯视图较方便
t
L
b m
2) 螺钉装配图的简化画法
主要用于不经常拆卸,并且受力不大的连接场合。
螺钉长度: L计=bm+t bm: 钢: bm=d 铸铁: bm=1.25d或1.5d 铝: bm=2d
0.5d
允许将螺 纹画到底
五金QC工程图
无压印、表面氧化、生锈、披锋过高、 划伤、变形等 符合图纸要求 功能符合所需要求 冲床工作正常、模具安装正确 依生产过程工艺卡要求 无压印、表面氧化、生锈、披锋过高、 划伤、变形等 无压印、表面氧化、生锈、披锋过高、 划伤、变形等 符合图纸要求 功能符合所需要求 无喷粉不良、无丝印不良、无漏加工 符合图纸要求 无喷粉不良、无丝印不良、无漏加工 符合ROHS、可靠性测试 无漏丝印、色差、字体模糊不良、无走位 符合酒精测试、结合力测试 无漏丝印、色差、字体模糊不良、无走位 符合酒精测试、结合力测试 无压印、表面氧化、生锈、披锋过高、 划伤、变形等
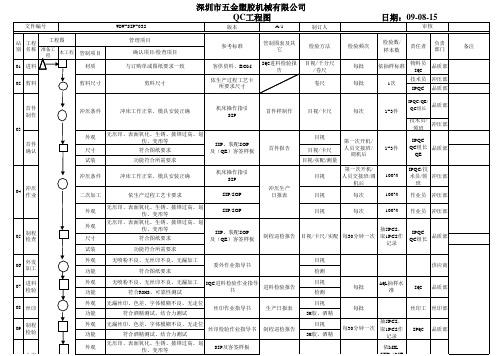
深圳市五金塑胶机械有限公司 QC工程图 工程图
文件编号 站 工程 别 名称 01 进料 02 剪料 工程图
准备工程 本工程
日期: 日期:09-08-15
制订人 检验数/ 样本数 依抽样标准 1次 审核 负责 部门 检验方法 检验频次 责任者
A/1
参考标准 管制项目 材质 剪料尺寸 确认项目/检查项目 与订购单或图纸要求一致 剪料尺寸 客供资料、BOM 依生产过程工艺卡 所要求尺寸
SIP/SOP/BOM表 SIP及客签样板 包装SIP SIP/SOP及客供资料
最终(OQC) 目视/卡尺/实配 出货检验报告
每批
STD-105E Ⅱ AQL(1.0 ,2.5) 每箱
OQC
品质部
011 入库
目视 暂时保管, 暂时保管 表示过程结束. 表示过程结束
每批
物料员 冲压部 OQC 品质部
符号说明: 表示过程的开始, 表示过程顺序, 表示作业, 符号说明:△表示过程的开始,↓表示过程顺序,○表示作业,□表示过程检验判定
100% 100%
SIP、装配SOP 及(QE)客签样板
五金件QC工程图
外观、尺寸 外观、尺寸 外观、尺寸 外观 尺寸 外观、尺寸 外观、尺寸 外观、尺寸 外观、尺寸 外观 外观、尺寸 外观、尺寸 外观、尺寸 外观、尺寸
作业指导书、图纸、检验基准书 作业指导书、图纸、检验基准书 作业指导书、图纸、检验基准书 作 书 检验 准书 作业指导书、图纸、检验基准书 作业指导书、图纸、检验基准书 作业指导书、图纸、检验基准书 作业指导书、图纸、检验基准书 作业指导书、图纸、检验基准书 作业指导书、图纸、检验基准书 作业指导书、图纸、检验基准书 作业指导书、图纸、检验基准书 作业指导书、图纸、检验基准书
IQC
品质主管
外观、尺寸
作业指导书、图纸、检验基准书
目测、卡尺
IPQC
品质主管
外观、尺寸
作业指导书、图纸、检验基准书
目测、卡尺
IQC
品质主管
外观、色差、附着力、环保 目测、涂层仪、百格刀、XR作业指导书、图纸、检验基准书 、涂层、盐雾 F光谱仪、盐雾机
IPQC
品质主管
外观、色差、附着力、环保 目测、百格刀、XR-F光谱仪 GB/2828.1-2012 作业指导书、图纸、检验基准书 、涂层、盐雾 、盐雾机 (尺寸n=5/批) 外观、尺寸 作业指导书、图纸、检验基准书 目测、卡尺 n=5/2小时
IQC
品质主管
IPQC
品质主管
外观、色差、附着力、环保 目测、百格刀、XR-F光谱仪 GB/2828.1-2012 作业指导书、图纸、检验基准书 、盐雾 、盐雾机 (尺寸n=5/批) 外观、色差、环保 作业指导书、图纸、检验基准书 目测、XR-F光谱仪 n=5/2小时 GB/2828.1-2012 (尺寸n=5/批) n=5/2小时 GB/2828.1-2012 ( 寸 (尺寸n=5/批) 批) n=5/2小时 GB/2828.1-2012 (尺寸n=5/批) n=5/2小时
螺丝钉的工程图和技术标准

+0.20/
-0.20
投影仪ቤተ መጻሕፍቲ ባይዱ
9
槽深(k)
1.74
mm
+0.29/
-0.29
深度规
10
杆径/轴肩直径/方肩宽(d1)
标准螺钉不用填写,对于有特殊要求的杆径/轴肩直径/方肩宽等需要填写
1厂家命名规则
名称
头型
尾型
直径(mm)
长度(mm)
垫片直径
热处理标记
表面处理
牙长
其它
自攻螺钉
P
B
4
7
彩锌
2技术参数及测试方法
无
序号
项目
参数值
单位
公差
测量工具
备注
1
牙径
4
mm
+0.05/
-0.10
千分尺
2
长度
7
mm
+0.00
-0.50
卡尺
3
垫片直径
-
mm
卡尺
仅针对带垫片螺钉
4
牙长
-
mm
卡尺
5
头径(D)
7.0
mm
+0.00/
-0.50
卡尺
6
头厚(H)
2.5
度
+0.15 /
-0.15
投影仪
7
垫片厚(t)
-
mm
卡尺
8
槽宽(m)
4.1
序号
项目
参数值
单位
测试条件及方法
测试环境
1
扭力
≧28
Kgf.cm
参考GB/T3098.56.2.2
2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
50PCS/批
目视 分厘卡 头厚计
头部厚度 标准 -----5PCS/批
针深规 游标卡尺 游标卡尺
好好学习社区
进料检查记 批退或 录表 特采
德信诚培训网
外径 表面硬度
分厘卡 微小硬度 计
扭力 膜厚
2PCS/批
扭力板手 膜厚测试 计
外观 头部直径 头部厚度 成品检 08 ◎ 验 牙长 总长 外径 09 ◎ 包 装 磅秤 数量 包装作业 包装作业 每批
德信诚培训网
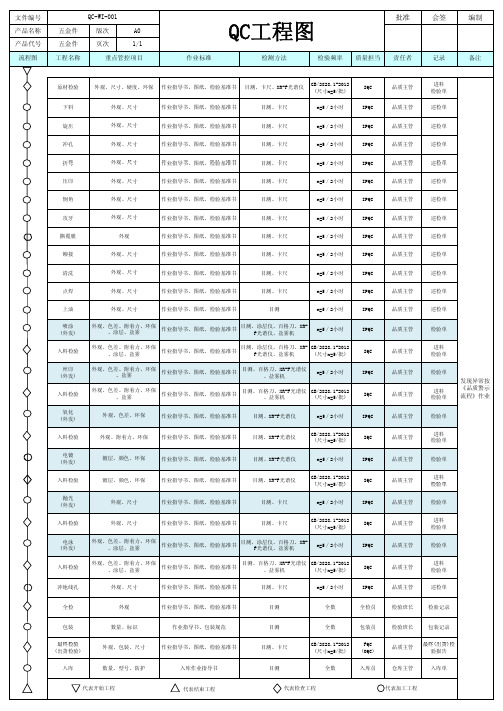
螺丝 QC 工程图
工程名 工 流 序 程 (零件名 称) 外观 01 ◇ 线材 ----线径 头部直径 头部厚度 打头 02 ◎ (★) 辗造径 辗造长度 03 ◎ 辗牙 辗牙机 外观 依图面 辗牙机操 首件
好好学习社区
管 制 项 目 生产设 备 质量特性 检验基准 制 程
管
理
方 生 品
法 异 常 记 录 方 处 置 式 进料检查记 批退或 录表 特采 调整机
称
重 要 度
频率
检测器 产 管
进料检验 ----标准 2 卷/批
目视 分厘卡 分厘卡 打头机操 首件 头厚计 针深规 2PCS/4H 准 分厘卡 游标卡尺
制程检查记 录表
台 选别 特采 报废打头机针孔深度依图面作作业标
标准
标准
目视
装
◎:制程检验 ▽:储存或出货
备 2. Q:表重要工程,需作制程能力分析、X-R管制图或全检 注 3. ★:表需作失效模式分析
4. 各管制项目所需之量测设备需做”R&R量测分析”. DXC-RD-01-09A
更多免费资料下载请进:
好好学习社区
膜厚测试 计
录表
特采
DXC-RD-01-09A
工程名 工 流 序 程 (零件名 称) 备 称 生产设
管 制 项 目
管
理
方 生 品
法 异 常 记 录 方 处 置 式
质量特性
检验基准 制
重 要 程 度
频率
检测器 产 管
外观 头部直径 进料检验 委外成 07 ◇ 品 ----针孔深度 图面 牙长 总长
更多免费资料下载请进:
好好学习社区
目视 分厘卡 成品检验 标准 图面 -----5PCS/批 头厚计 针深规 游标卡尺 游标卡尺 分厘卡 --- -----重新包 成品检查记 特采 录表 报废 选别
-----
针孔深度
更多免费资料下载请进:
德信诚培训网
标签 入库 10 ▽ (或出 货) 1. ◇:委外进料检验
好好学习社区
-----
针孔深度
------
5PCS/批
针深规 游标卡尺 游标卡尺 分厘卡 微小硬度
检查记录表
批退或 特采
------
2PCS/批
计 扭力板手 目视
检查记录表
批退或 特采
进料检查记 批退或
更多免费资料下载请进:
德信诚培训网
镀 膜厚
标准 2PCS/批 图面
目视
制程检查记
更多免费资料下载请进:
德信诚培训网
(★)
牙长 总长 外径 外观 头部直径 头部厚度 进料检验 标准 图面
作作业标 准 Q
2PCS/4H
游标卡尺 游标卡尺 分厘卡 目视 分厘卡 头厚计
录表
委外半 04 ◇ 成品 牙长 总长 外径 进料检验 表面硬度 05 ◇ ◇ 热处理 ----扭力 06 ◇ ◇ 委外电 ----外观 标准 图面 进料检验 -----50PCS/批