注塑原料价格
注塑件价格核算
方法很简单, 1, 材料费: 按注塑件重量乘以对应的塑料原料的单价,除非有特殊要求,一般不考虑水口的重量, 所谓的特殊要求是指不能添加任何水口料,比如高透明塑胶件及特殊工作条件要求的工程塑胶件. 2,注塑机加工费: 根据地区的不同,一般按照注塑机的锁模力大小(常说的吨位) 或注塑量的大小来确定每单台注塑机的加工费,其中按锁模力来确定加工费的较常见,这是因为锁模力大小确定了注塑机的购买价格及使用注塑机所产生的成本(如耗电量),在深圳地区从80吨"200吨,每个工作班(12小时)的加工费大约是 200元"700元,有些小的工厂可能会偏低一点,有的大的工厂可能会高一点. 3,计算实例: 计算注塑件的价格时,首先自己一定要知道每一啤的加工时间,比如说你的每件产品是一模出两件, 每啤的注塑时间是40秒,材料是ABS, 每件的重量是40克, 使用120吨的注塑机, 而120吨的注塑机每工作班(12小时) 的加工费是350元, ABS原料的价格是: 10000元/吨, 则计算如下: 材料费: 40X0.01=0.4元加工费: 每小时的啤数=60X60/40=90 每小时的加工费=350/12=29.2元则每啤的加工费=29.2/90=0.325元因是一出二件,所以每件的加工费=0.325/2=0.163元, 所以总的价格为: 0.4+0.163=0.563元模具价格的核定,一般按材料的2.5-3倍计算钣金类报价计算方式钣金的制造核价是按操作时间计算的激光切割8RMB/M每个小孔洞按1RMB计算数控计价5RMB/Min数控折弯计价每边1RMB大边加倍冷作焊接计算一天70RMB,每工一天50KG为基准以上计算方式需综合素质高,对行业动态极为了解,即操作困难以下钣金计算是不考虑制造加工工艺的经验计算式:材料价= 展开落料公斤数x 市场材料价加工费计算:不考虑工艺,税收,管理费用及运费基准计算:3200RMB/T的冷轧钢板t = 2.0 1804-m 7级IT7冷作加工费用:8.0~8.4RMB/KG,工人每工制作50KG以上,冷作包括以下:砂轮机切割、老式剪床、老式折弯机、火焰穿孔、老电焊、外包价格为7.2~7.5RMB/KG。
注塑产品成本核算表格
注塑产品成本核算表格是制造企业必须进行的一项重要工作。
其中,材料费、加工费、包装费、管理费和税费是需要考虑的主要成本因素。
材料费是指所使用的塑料原料、油漆和铜花母等材料的费用。
透明产品和不透明产品的计算方法不同,需要分别考虑产品净重、损耗和原料价格。
油漆费的计算方法是根据喷油后产品重量与注塑产品重量的差值、损耗和色漆价格来确定的。
铜花母的价格按照0.10元/个计算。
注塑及其加工费是指注塑机的成型费用、喷油费、丝印费等。
成型费标准根据注塑机型号和吨位来确定,喷油费的计算方法根据产品的大小来确定,丝印费的计算方法则根据丝印的行数、颜色和材料费用来确定。
最终注塑件的费用是由材料费、加工费、包装费和运输费等多个因素共同决定的。
其中,材料损耗、调机损耗和报废率都是需要考虑的因素。
加工费的计算方法则需要考虑调机时间、成型时间和注塑机工缴费等因素。
除了以上的计算方法,还有一种按材料区分的注塑价格核算方法。
根据产品材料和产品重量范围来确定加工单价,这种方法能够更加精确地计算注塑件的成本。
总之,注塑产品成本核算表格是制造企业必备的工具之一,能够帮助企业更好地掌握成本情况,制定更加精确的定价策略,提高企业的竞争力。
0元/小时*20小时*60分钟*60秒/30秒=6000个塑料件每啤单价=800元/天÷6000个=0.133元/个每穴单价=0.133元/个÷2穴=0.067元/个3、二次加工费用如何计算?二次加工费用包括喷漆、丝印、电镀等,可向各自的加工工厂咨询价格。
4、包装费用如何计算?根据塑胶件的大小体积,可以得出所需包装的纸箱、包装袋等费用。
5、运输成本如何计算?根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每个塑胶件的运输成本。
6、其他费用如何计算?因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用。
7、利润如何计算?以上六项的总和乘以10%-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订。
塑料加工工程报价单详细计算注塑机模具和原料费用
塑料加工工程报价单详细计算注塑机模具和原料费用报价单编号:2021-001日期:2021年5月20日客户名称:XXX塑料制品有限公司联系人:XXX联系电话:XXX项目名称:塑料加工工程工程地址:XXX市XXX区XXX路XXX号本报价单将针对以上项目提供详细的注塑机模具和原料费用计算,以便客户了解清楚相关成本。
1. 注塑机模具费用:注塑机模具是塑料加工工程中至关重要的组成部分,其费用计算如下:模具设计费用:1000元模具材料费用:5000元模具制造费用:8000元2. 原料费用:原料是注塑加工过程中所需要的塑料材料,根据具体需求进行计算。
2.1 注塑机注塑加工材料费用:使用塑料注塑机进行加工的材料费用计算如下:ABS塑料:100公斤,单价15元/公斤,总计1500元PP塑料:200公斤,单价10元/公斤,总计2000元PE塑料:150公斤,单价12元/公斤,总计1800元2.2 热流道模具注塑加工材料费用:使用热流道模具进行注塑加工的材料费用计算如下:PA66塑料:100公斤,单价20元/公斤,总计2000元PC塑料:50公斤,单价25元/公斤,总计1250元3. 其他费用:除了注塑机模具和原料费用外,还需考虑到一些其他费用,如运输费用、维修费用等,具体费用如下:运输费用:500元维修费用:500元总费用计算如下:注塑机模具费用总计:1000 + 5000 + 8000 = 14000元注塑机注塑加工材料费用总计:1500 + 2000 + 1800 = 5300元热流道模具注塑加工材料费用总计:2000 + 1250 = 3250元其他费用总计:500 + 500 = 1000元工程总费用:14000 + 5300 + 3250 + 1000 = 23650元备注:请注意,以上费用仅为初步计算结果,实际费用可能会有一定波动。
具体的注塑机模具和原料费用还需要根据客户的具体要求和项目规模进行详细评估和报价。
注塑产品成本核算表格
注塑产品成本核算表格篇一:塑胶产品成本计算公式单价(VAT/17%),材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5,损耗)X原料价格(VAT/17%)。
B、不透明产品:(产品净重+2,损耗)X原料价格(VAT/17%)。
2、油漆费:(喷油后产品重量-注塑产品重量+15,损耗)X色漆价格(VAT/17%)。
<br /3、铜花母:价格按0.10元/个计算。
二、注塑及其加工费:1、成型费标准:<br /注塑机型/吨位(T) 成型费(元/分钟)海天/80T,0.48海天/110T,0.57海天/150T ,0.62海天/200T ,0.751海天/250T,0.892、喷油费:A、大件产品(如外壳):价格按0.05元/个(含人工费)计算。
B、小件产品(如按键、封帽等):价格按0.05元/排(含人工费)计算。
3、丝印费A、普通丝印(1,3行字或符号):价格按0.03元/次/颜色(含材料和人工费)计算B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料和人工费)计算。
C、镜片丝印:加5%成品损耗。
注塑件费用=材料费+加工费+包装费+运输费说明:1. 材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)2设备吨位 (T ) 工缴费 ( 元/小时) 设备吨位 (T ) 工缴费 ( 元/小时)80 35-45 200 110-160100 45- 60 250150-200120 65-85 300180-220150 80-110350200-250180 95-140 400 250-350另一种注塑价格核算方法是按材料区分,规定材料价格*产品重量。
1、注塑产品报价单(有报价公式)
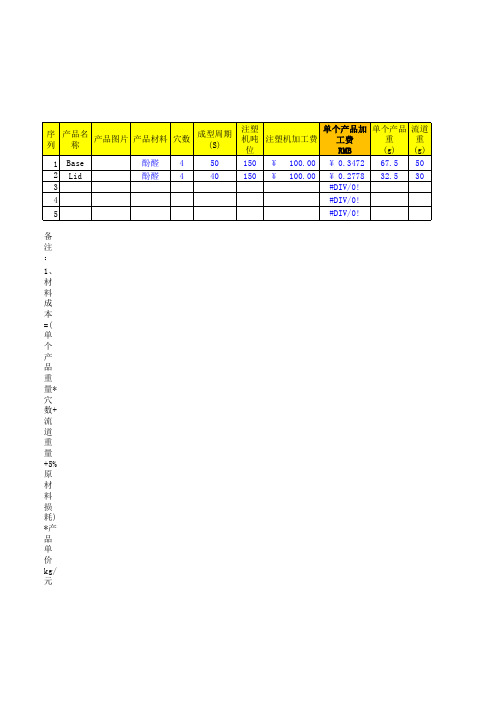
序 列
产品名 称
产品图片
产品材料
穴数
成型周期 (S)
1 Base 2 Lid 3
4
5
酚醛 4
50
酚醛 4
40
注塑
单个产品加 单个产品 流道
机吨 注塑机加工费 工费
重重
位
RMB
(g) (g)
150 ¥ 100.00 ¥ 0.3472 67.5 50
150 ¥ 100.00 ¥ 0.2778 32.5 30 #DIV/0!
#DIV/0!
#DIV/0!
产品总的价格:
#DIV/0!
元
350T
400T 450T 520T 800T
50 元/小时 35~45 50 元/小时 45~60
60 元/小时
80 元/小时
100 元/小时
100 元/小时
100 元/小时
150 元/小时
150 元/小时
150 元/小时 160 元/小时 180 元/小时 200 元/小时
65~85 80~11 0 95~14 0 110~1 60 150~2 00 180~2 20 200~2 50 250~3 50
#DIV/0!
#DIV/0!
备 注 :
1、 材 料 成 本 =( 单 个 产 品 重 量* 穴 数+ 流 道 重 量 +5% 原 材 料 损 耗) *产 品 单 价 kg/ 元
2、 注 塑 机 加 工 费 如 下 元/ 小 时
80T及 以下 100T
120T
150T
180T
200T
250T
300T
365*365* 格林柱尺寸 360
塑胶件的成本计算公式

塑胶产品成本计算公式塑胶产品成本计算公式单价(VAT/17%)=材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(VAT/17%)。
B、不透明产品:(产品净重+2%损耗)X原料价格(VAT/17%)。
2、油漆费:(喷油后产品重量-注塑产品重量+15%损耗)X色漆价格(VAT/17%)。
3、铜花母:价格按0.10元/个计算。
二、注塑及其加工费:1、成型费标准:注塑机型/吨位(T)成型费(元/分钟)海天/80T¥0.48海天/110T¥0.57海天/150T¥0.62海天/200T¥0.75海天/250T¥0.892、喷油费:A、大件产品(如外壳):价格按0.05元/个(含人工费)计算。
B、小件产品(如按键、封帽等):价格按0.05元/排(含人工费)计算。
3、丝印费A、普通丝印(1~3行字或符号):价格按0.03元/次/颜色(含材料和人工费)计算B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料和人工费)计算。
C、镜片丝印:加5%成品损耗。
注塑件费用=材料费+加工费+包装费+运输费说明:1.材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位(T)工缴费(元/小时)设备吨位(T)工缴费(元/小时)-1601-2001-22010-2501-350另一种注塑价格核算方法是按材料区分,规定材料价格*产品重量。
如:产品材料产品重量范围加工单价(元/g)ABS ≤2g0.082g≤,≤5g0.062g≤,≤10g0.04≥10g0.03PC ≤2g0.082g≤,≤5g0.05≥5g0.045包装基本常识◆一,常用包装材料A.白纸类---普通白纸,拷贝纸,皱纹纸等B.气泡纸/保利绒/海绵/珍珠棉C.纸盒类---白盒,棕色盒,彩盒等D.塑料袋---PP,PE,OPP,PVC,PVA,收缩膜(PE,PP)等E.其它类包装产品的包装是产品的重要组成部分,它不仅在运输过程中起保护的作用,而且直接关系到产品的综合品质。
塑胶产品成本计算公式

塑胶产品成本计算公式塑胶产品报价计算一个塑胶件的价格:原材料价格+成型加工费+表面处理加工费+包材费+运输费+通关费+管理费= 最终价格1、原材料价格= {产品单重+(水口重/出模数)*(1+损耗)}*原材料价格当然这里的原材料价格要化成g为单位啦,正常情况下,我们买原材料时都是按kg来算,而产品单重都用g来称呼。
2、成型加工费= 成型机台费用/ 24h / 3600s *(成型周期+损耗时间)注塑机每分钟费用:50T 0.29元/M、80T 0.48元/M、100T 0.57元/M、120T 0.6元/M、150T 0.62元/M、200T0.75元/M、250T 0.89元/M、350T 0.9元/M、400-500T 1.52元/M3、表面处理包括:喷油加工、丝印加工、电镀加工、烫金加工等等喷油加工费= 油漆用量*油漆单价+开油水用量*开油水单价+损耗*混合油单价+附助材料价喷油这里涉及到的又有很多,包括:开油比例、喷油面积、空间平面数、每平面喷枪扫射次数、喷涂时间、装治具时间、装治具人员数、装治具用附助材料价格(白电水、双面胶等)、干燥时间、干燥拉周期、检查时间、检查人员数等等。
很麻烦吧。
丝印加工费= 油漆用量*油漆单价+开油水用量* 油水单价+损耗*混合油单价+附助材料价丝印与喷油的公式差不多,但涉及到的内容比喷油的简单些,只包括:手动丝印或者移印、丝印次数、干燥、检查时间及人员数。
电镀加工与烫金加工我们之前是外发了,具体的不太了解,不过我知道烫金是需要用烫金纸现经过烫金机器,怎么一磨一贴的就完成了。
4、包材费一般情况下只是胶袋价格、纸箱、刀卡、平卡价格,有些还会用到胶板、吸塑、汽泡袋、珍珠棉等,哦,在算价时,别忘了,要考虑到它的用量和循环次数哦!5、运输费比较简单,先查包装箱的包装产品个数,再看产品的包装外箱多大,根据车箱容量计算可以容纳的纸箱数,然后把老板给的运输费一除,就知道啦,基本上,分配到每个产品上的运输费都很少啦。
注塑件产品价格核算

加工时间,比如说你的每件产品是一模出两件,
每啤的注塑时间是40秒,材料是ABS, 每件的重量是40克,
使用120吨的注塑机, 而120吨的注塑机每工作班(12小时)
地区从80吨~200吨,每个工作班(12小时)的加工费大约是
200元~700元,有些小的工厂可能会偏低一点,有的大的工
厂可能会高一点.
其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g
2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费
其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)
设备吨位 (T ) 工缴费 ( 元/小时) 设备吨位 (T ) 工缴费 ( 元/小时)
加工费用=成形周期*单价(秒)÷穴数(也就是每件的价格)
如果特别要求包装,还要加上包装的费用。
基本上为此三大类。
材料价格比较简单:PP 或ABS 直接用价格 x 产品重量,颜色件就按原料价格就可以了,而黑色件可根据具体的回料或产品要求来计算。
加工费用就跟模具穴数和成型周期以及产品重量有关;
注塑件成本核算
1、一般耗用取得系数是多少?
耗用系数分两种情况:
一,可以加水口料,2%-5%
二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%
备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量
2、不同的设备、吨位、穴数、时间不同,公式分别是什么?
一,不同吨位价位; 例150吨-800至1000元/天 120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)
塑胶类产品报价计算方法
塑胶类产品报价计算方法塑胶件的价格:原材料价格+成型加工费+表面处理加工费+包材费+运输费+通关费+管理费 = 最终价格1、原材料价格 = {产品单重+(水口重/出模数)*(1+损耗)}*原材料价格当然这里的原材料价格要化成g为单位啦,正常情况下,我们买原材料时都是按kg来算,而产品单重都用g来称呼。
2、成型加工费 = 成型机台费用 / 24h / 3600s *(成型周期+损耗时间)注塑机每分钟费用:50T 0.29元/M、80T 0.48元/M、100T 0.57元/M、120T 0.6元/M、150T 0.62元/M、200T 0.75元/M、250T 0.89元/M、350T 0.9元/M、400-500T 1.52元/M3、表面处理包括:喷油加工、丝印加工、电镀加工、烫金加工等等喷油加工费 = 油漆用量*油漆单价+开油水用量*开油水单价+损耗*混合油单价+附助材料价喷油这里涉及到的又有很多,包括:开油比例、喷油面积、空间平面数、每平面喷枪扫射次数、喷涂时间、装治具时间、装治具人员数、装治具用附助材料价格(白电水、双面胶等)、干燥时间、干燥拉周期、检查时间、检查人员数等等。
很麻烦吧。
丝印加工费 = 油漆用量*油漆单价+开油水用量* 油水单价+损耗*混合油单价+附助材料价丝印与喷油的公式差不多,但涉及到的内容比喷油的简单些,只包括:手动丝印或者移印、丝印次数、干燥、检查时间及人员数。
电镀加工与烫金加工我们之前是外发了,具体的不太了解,不过我知道烫金是需要用烫金纸现经过烫金机器,怎么一磨一贴的就完成了。
4、包材费一般情况下只是胶袋价格、纸箱、刀卡、平卡价格,有些还会用到胶板、吸塑、汽泡袋、珍珠棉等,哦,在算价时,别忘了,要考虑到它的用量和循环次数哦!5、运输费比较简单,先查包装箱的包装产品个数,再看产品的包装外箱多大,根据车箱容量计算可以容纳的纸箱数,然后把老板给的运输费一除,就知道啦,基本上,分配到每个产品上的运输费都很少啦。
塑料制品生产的工艺流程以及成本估算

塑料制品生产的工艺流程以及成本估算塑料制品的整体生产流程是: 原料选择一一原料着色与配比一一设计铸模一一机器分解注塑一一印花一一组装检测成品——包装出厂1、原料选择原料选择:所有塑料都是由石油提炼出来的。
塑料制品的原料在国内市场主要有几种原料:聚丙烯(PP):低透明度、低光泽度、低刚性,但是有更强的抗冲击强度。
常见于塑料桶,塑料盆,文件夹,饮水管等等。
聚碳酸酯(PC):高透明度、高光泽度、非常脆、常见于水壶、太空杯、奶瓶等塑料瓶。
丙烯腈-丁二烯-苯乙烯共聚物(ABS):树脂是五大合成树脂之一,其抗冲击性、耐热性、耐低温性、耐化学药品性及电气性能优良,还具有易加工、制品尺寸稳定、表面光泽性好等特点,主要用于奶瓶、太空杯,汽车等。
另外还有:PE 主要用途产品有矿泉水瓶盖,PE保鲜模,奶瓶等等。
PVC 主要用途塑料袋,包装袋,排水管等等。
PS 主要用途打印机外壳,电器外壳等。
图1: pp原料了解塑料制品上的数字代表和特定熔点危害性非常重要细心的人都会在塑料制品上看到一个三角号里面有数字,这个数字代表了它用的原料,这也会告诉你这原料的特性,每种塑料由于特性用途不同,对人体危害也是不同的。
所有的塑料制品加热都会有危险性。
数字“ 1”对应--PET聚对苯二甲酸乙二醇酯常见于矿泉水瓶、碳酸饮料瓶等。
温度达到70C时易变形,并且会析出对人体有害物质。
“1号”塑料品使用10个月后,可能释放出致癌物DEHP这类瓶子不能放在汽车内晒太阳,不能装酒、油等物质。
数字“2”对应--HDPE高度密聚乙烯常见于白色药瓶、清洁用品、沐浴产品。
不要用来做水杯,或者做储物容器装其他物品。
数字“ 3”对应--PVC聚氯乙烯常见于雨衣、建材、塑料膜、塑料盒等。
可塑性优良,价钱便宜,故使用很普遍, 耐热至81 C时达到顶点,高温时容易产生有害物质,很少被用于食品包装。
难清洗、易残留,不能循环使用。
数字“4”对应--PE聚乙烯常见于保鲜膜、塑料膜等。
塑胶产品----报价计算----一个塑胶件的----价格

2g≤,≤5g0.05
≥5g0.045
三,注塑机的品牌
1。欧洲机器,大概有,恩格尔engel(奥地利)耐司特netstal(瑞士)德国的有很多,巴顿菲尔battenfeld,克罗斯玛菲(KRAUSS-MAFFEI),德玛格demag,米拉克郎milacron,雅宝(arburg),新德多(意大利)BOY专长是生产高精度的小机器,精度能够达到0。0009克,是在德国展出的。REMU,SIG。哈斯基husky主要是以热流道最为前沿,但是它包揽了可口和百事的生产系统,曾经是最大的注塑机8000吨的生产商,很不错的牌子,加拿大的企业,在上海有工厂。还有辛辛那提cincinnati(美国)
塑胶产品报价计算一个塑胶件的价格:原材料价格+成型加工费+表面处理加工费+包材费+运输费+通关费+管理费=最终价格
1、原材料价格= {产品单重+(水口重/出模数)*(1+损耗)}*原材料价格
当然这里的原材料价格要化成g为单位啦,正常情况下,我们买原材料时都是按kg来算,而产品单重都用g来称呼。
2、成型加工费=成型机台费用/ 24h / 3600s *(成型周期+损耗时间)
4。香港的机器。震雄,东华,恒生,宝源,亿利达,业勤,颐光,百特灵,伊姿密,全盛,
5。国内的机器,震德,海天,华大,格兰,博创,宏大,王牌,东方,涌太,海泰,精力,力马,宏天,宏太,力广,弘力,海星,海鹰,海达,涌江,三顺,金星,浙江塑机总厂,柳塑,申达,双马,三元等等太多了,
德国DR. BOY, Battenfeld, Demag, Koch, FERROMATIK MILACRON, Boe-Therm, Motan,
注塑件成本核算
注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位;例150吨-800至1000元/天120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数;一般以20至22小时计(可能机,模故障)20(小时)某60(分)某60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)某60(分)某60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0.28元/模0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2.机台成本--------此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个3.二次加费用二次加工费用包括喷漆/丝印/电镀等,这些都可以问各自的加工工厂.4.包装费用根据塑胶件的大小体积就可以得出包装的纸箱/包装袋等费用;5.运输成本根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每pc的运输成本;6.其它费用;因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用;7.利润以上6项的总和乘以10-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订;塑胶模具报价的计算公式快速模具价格计算法!模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)某材料费锻模,塑料模=6某材料费压铸模=10某材料费注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用=材料费+加工费+包装费+运输费说明:1.材料费=【(1+材料损耗)某产品重量某批量+调机损耗材料重量+正常报废率某产品重量某批量】某材料单价/批量其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)某注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位(T)工缴费(元/小时)设备吨位(T)工缴费(元/小时)8035-45200110-16010045-60250150-20012065-85300180-22015080-110350200-25018095-140400250-350注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价=材料价格+加工费用材料费用=(实际重量+损耗)某材料单价加工费用=成形周期某单价(秒)÷穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。
注塑件成本核算
注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位;例150吨-800至1000元/天 120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数;一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0.28元/模 0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0.1354万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本--------此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个3. 二次加费用二次加工费用包括喷漆/丝印/电镀等,这些都可以问各自的加工工厂.4. 包装费用根据塑胶件的大小体积就可以得出包装的纸箱/包装袋等费用;5.运输成本根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每pc的运输成本;6. 其它费用;因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用; 7. 利润以上6项的总和乘以10-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订;塑胶模具报价的计算公式快速模具价格计算法!模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用=材料费+加工费+包装费+运输费说明:1. 材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位(T)工缴费(元/小时)设备吨位(T)工缴费(元/小时)80 35-45 200110-16010045-60250150-200120 65-85300180-22015080-110350200-250180 95-140 400250-350注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价 = 材料价格 + 加工费用材料费用=(实际重量+损耗)*材料单价加工费用=成形周期*单价(秒)÷穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。
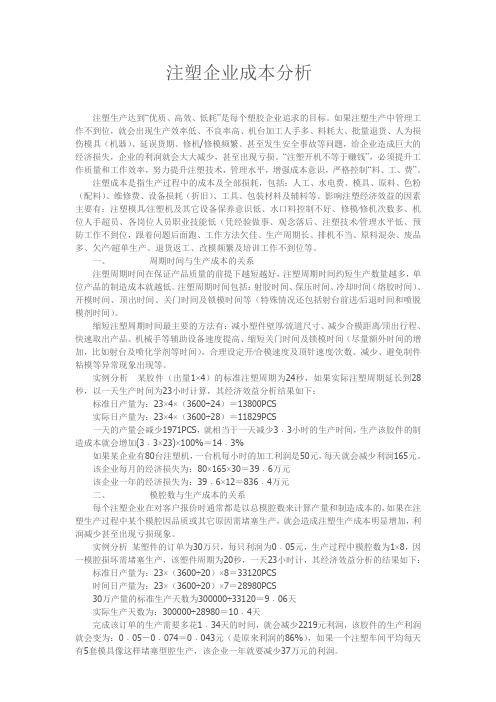
注塑产品成本分析表
印刷 费用
面积
单位费 用(元 /㎡)
喷涂费 用
面积
单位费 用(元 /㎡)
电镀 费用
管理费≤3% 利润(≤5%) 税金(≤6%) 外协配件
0.0539 40 0.0404 2.4 2 0 0.05 0.0667
0
0
0 0.0180 0.0309 0.0973
0.7460
运费(元 /m³)
1
塑胶件
ABS50% 0.04 20 0.08 0.076 2 250 1.00 50 0.4167 30
0.7460
运费
包装费
印刷费
喷涂费
电镀
合计价格
包装箱 体积
最小包装 量
运输费用
外箱 费用
隔板 费用
PE袋 珍珠棉费 费用 用
包装费用
单位费 面积 用(元
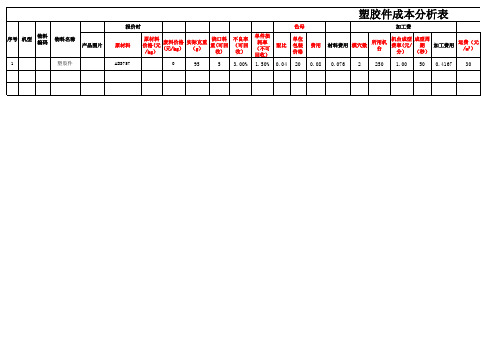
塑胶件成本分析表
报价时
色母
加工费
运费
序号 机型
物料 编码
物料名称
产品图片
原材料
原材料 价格(元 /kg)
废料价格 (元/kg)
实际克重 (g)
浇口料 重(可回
收)
不良率 (可回
收)
单件损 耗率
(不可 回收)
配比
单位 包装 价格
费用
材料费用
模穴数
所用机 台
机台成型 成型周 费率(元/ 期
分) (秒)
加工费用
注塑企业成本分析
注塑企业成本分析注塑生产达到“优质、高效、低耗”是每个塑胶企业追求的目标。
如果注塑生产中管理工作不到位,就会出现生产效率低、不良率高、机台加工人手多、料耗大、批量退货、人为损伤模具(机器)、延误货期、修机/修模频繁、甚至发生安全事故等问题,给企业造成巨大的经济损失,企业的利润就会大大减少,甚至出现亏损。
“注塑开机不等于赚钱”,必须提升工作质量和工作效率,努力提升注塑技术,管理水平,增强成本意识,严格控制“料、工、费”。
注塑成本是指生产过程中的成本及全部损耗,包括:人工、水电费、模具、原料、色粉(配料)、维修费、设备损耗(折旧)、工具、包装材料及辅料等。
影响注塑经济效益的因素主要有:注塑模具∕注塑机及其它设备保养意识低、水口料控制不好、修模∕修机次数多、机位人手超员、各岗位人员职业技能低(凭经验做事、观念落后、注塑技术∕管理水平低、预防工作不到位,跟着问题后面跑、工作方法欠佳、生产周期长、排机不当、原料混杂、废品多、欠产∕超单生产、退货返工、改模频繁及培训工作不到位等。
一、周期时间与生产成本的关系注塑周期时间在保证产品质量的前提下越短越好,注塑周期时间约短生产数量越多,单位产品的制造成本就越低。
注塑周期时间包括:射胶时间、保压时间、冷却时间(熔胶时间)、开模时间、顶出时间、关门时间及锁模时间等(特殊情况还包括射台前进∕后退时间和喷脱模剂时间)。
缩短注塑周期时间最主要的方法有:减小塑件壁厚∕流道尺寸、减少合模距离∕顶出行程、快速取出产品、机械手等辅助设备速度提高、缩短关门时间及锁模时间(尽量额外时间的增加,比如射台及喷化学剂等时间),合理设定开∕合模速度及顶针速度∕次数、减少、避免制件粘模等异常现象出现等。
实例分析某胶件(出量1×4)的标准注塑周期为24秒,如果实际注塑周期延长到28秒,以一天生产时间为23小时计算,其经济效益分析结果如下:标准日产量为:23×4×(3600÷24)=13800PCS实际日产量为:23×4×(3600÷28)=11829PCS一天的产量会减少1971PCS,就相当于一天减少3﹒3小时的生产时间,生产该胶件的制造成本就会增加(3﹒3×23)×100%=14﹒3%如果某企业有80台注塑机,一台机每小时的加工利润是50元,每天就会减少利润165元。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、PP塑胶原料韩国三星PP RB221 13500.00元/吨13.5元/千克337.5元/袋性能项目试验条件[状态] 测试方法测试数据数据单位熔体流动速率230℃ 2.16kg ASTM D-1238 2 g/10min密度ASTM D-1505 0.9 g/cm3模具收缩率2mm(t) 1.5-1.8 %断裂伸长率>500 %抗张强度(断裂) 350弯曲模量ASTM D-790 12000 kg/cm2抗张强度(屈服) 50mm/min ASTM D-638 320 kg/cm2IZOD冲击强度1/4" -20℃ASTM D-256 3 kgcm/cm洛氏硬度23℃ASTM D-785 90 R scale熔点DSC SGC 151 ℃热变形温度 4.6kg/cm2(1/8") ASTM D-648 95 ℃维卡软化点1kg ASTM D-1525 135 ℃2、高透明PP原料5090T R370Y 3342R RP348N等进口PP材料13000.00元/吨13元/千克325元/袋1. PP的概述聚丙烯即PP的学名聚丙烯采用齐格勒-纳塔催化剂使丙烯催化聚合而得,它是分子链节排列得很规整的结晶形等规聚合物。
聚丙烯按其结晶度可以分为等规聚丙烯和无规聚丙烯,通常我们在接触的都是等规聚丙烯。
2.PP物性聚丙烯为无毒、无臭、玩具、无味的乳白色高结晶的聚合物,对水稳定性,制品表面光泽好,易于着色,良好的耐热性,稳定的化学性,良好的绝缘性,耐候性差。
3.PP的应用薄膜制品,汽车、电气、机械、仪表、无线电、纺织、国防等工程配件,日用品,周转箱,医疗卫生器材,建筑材料,、挤管材,型材,单丝,渔用绳索,高发泡做结构泡沫体。
4.PP的分类(丙烯均聚物,无规共聚物,嵌段共聚物,专用料) a.拉丝级:F401 T30S H5300 T300 F501 F601 S1004 H030SG b.注塑级:H110MA V30G HJ500 3204 3015 c.医用、食品级:M800E M1600E A002TM A003TM A180TM GM1600E d.纤维级:1040F S700 V30S Y1600 Y2600 Z30S S2040 e.薄膜级:2020S 5070 H4540 R140H f.均聚注塑级:570P BH BL 4017M HP450J HJ730 HJ730L J701 J800H HP602N g.嵌段共聚注塑级:7032E2 7032E3 AP03B AW564 EPS30R EPC30R J340 J640 M180R M2600R J742S K8003 M520 M540 B330F B360F BJ550 BJ750 M700R M1600 h.管材级:006 012 P340 EP332C H900F i.透明级:K4912 R370Y RP344R R701 R520Y M160E DJ570S j.洗衣机专用料:K7726 K7926 HHP6k.汽车保险杠专用料:A003J l.汽车仪表盘专用料tPP-M01 m.笔杆专用料:A200T A200TM A200TY n.各类改性料:玻纤增强,阻燃,耐候性一,PP的分类PP从聚合方式来分:均聚和共聚1均聚又分为:拉丝级、注塑级、薄膜级和纤维级拉丝级PP既可以是拉丝也可以注塑,我们熟悉的有:T30S F401 H030SG T300 S1004等,一般用途比较广泛注塑级的PP是注塑成型,常见的牌号有:H110MA V30G 3204 HJ500 *HJ730 和HJ730L 这是韩国三星的高结晶,高强度和耐高温的PP,属于特殊级PP 两个牌号的区别是溶指不一样,前者MI是20,后者是5,所以根据产品的需要来选择牌号典型的用途:土司炉,榨汁机,面包机,还有微波炉里用的盒子薄膜和纤维级的PP了解一下就可以了 2 共聚分为无规共聚和一般共聚期间包括透明PP 无规共聚按MI的高低来分:低熔指共丙一般是3左右的这类的PP适合挤板材和打一些小配件;中熔指的共丙一般MI在10左右包括7-15这些都归这一类像M700R它就是MI为7的熔指,M540 是熔指8的,打一些日用品;EPC30R,BJ55O等等;高熔指的共丙应该说用途最广,MI通常在25-30,像M1600 M1685 K7726 K7926 M2600R B380G ,BJ730 EPS30R JM370K M560等,用途基本上也比较集中,洗衣机行业,小家电透明PP K4912 R370Y RP344R R701 M160E 等等这些我们都最常见的PP ,特点就是透明,适用范围在文具笔杆,医疗器械一块居多二,改性PP PP改性通过增加改性剂,达到某种需求,改变其性能,这块在汽车行业用途比较广泛,本身PP成本低,加之改性后附加的成本,也比某些进口料的成本要低,所以这一块远景广阔。
PP改性主要有:添加色母最基本的一种,玻纤增强添加阻燃剂提高耐候性等等用途汽车保险杠,汽车仪表盘,很多汽车部件。
2、聚丙烯PP塑胶原料台湾台化K8050注塑级13000.00元/吨 13元/千克 325元/袋物理机械性能,长期使用温度可达120℃,电绝缘性优良,甚至在高温高频下,其电性能仍较好,但耐电晕性较差,抗蠕变性,耐疲劳性,耐摩擦性、尺寸稳定性都很好。
PET有酯键,在强酸、强碱和水蒸汽作用下会发生分解,耐有机溶剂、耐候性好。
缺点是结晶速率慢,成型加工困难,模塑温度高,生产周期长,冲击性能差。
一般通过增强、填充、共混等方法改进其加工性和物性,以玻璃纤维增强效果明显,提高树脂刚性、耐热性、耐药品性、电气性能和耐候性。
但仍需改进结晶速度慢的弊病,可以采取添加成核剂和结晶促进剂等手段。
加阻燃剂和防燃滴落剂可改进PET阻燃性和自熄性。
为改进PET性能,PET可与PC、弹性体、PBT、PS类、ABS、PA形成合金。
PET(增强PET)主要采取注射成型法加工,其他方法还有挤出、吹塑、涂覆和焊接、封接、机加工、真空镀膜等二次加工方法。
成型前须充分干燥。
主要应用为电子电器方面有:电气插座、电子连接器、电饭煲把手、电视偏向轭,端子台,断电器外壳、开关、马达风扇外壳、仪表机械零件、点钞机零件、电熨斗、电磁灶烤炉的配件;汽车工业中的流量控制阀、化油器盖、车窗控制器、脚踏变速器、配电盘罩;机械工业齿轮、叶片、皮带轮、泵零件、另外还有轮椅车体及轮子、灯罩外壳、照明器外壳、排水管接头、拉链、钟表零件、喷雾器部件。
5、美国杜邦塑胶原料PET:FR530 NC010 玻纤30%增强阻燃V0级原料32000.00元/吨800元/袋6、台湾南亚玻纤阻燃PET4410G6性能描述PET(聚对苯二甲酸乙二醇酯)4410G6/台湾南亚26.80元/千克670元/袋级别:玻纤增强,阻燃产厂商:台湾南亚塑胶工业股份有限公司特性备注:30%玻纤阻燃,抗热变形佳,UL 94V-0用途:应用于电子、电器、汽车等产业,例如连接器,线轴,马达罩壳,烤面包机上、下盖,电熨斗座,灯罩,柴油滤清器,热熔胶枪外壳,分电盘外壳,头灯外壳,点火器元件,化油器主体等重要参数:密度:1.58 g/cm3成型收缩率:0.55 %缺口冲击强度:9 弯曲模量:9313.7 MPa热变形温度:215 ℃4、亚克力PMMA 克21700元/吨21.7 亚克力CM-205 台湾奇美543元/袋奇美亚克力PMMA CM-205耐强性好耐高温100度塑胶原料24000元/吨600元/袋5、浸塑液,PVC原料17000.00元/吨17元/千克425元/袋五金件表面PVC浸塑披覆加工东莞市升扬五金日用品有限公司是一家集生产、加工和销售于一体的五金塑胶类综合性企业。
公司成立于1993年,已有十多年的五金塑胶生产加工经验。
我公司的主要经营项目分三大部分--塑胶、体育球类护具和铁线五金制品。
塑胶类-各类五金产品的表面浸塑、披覆,PE、PVC包胶,各种五金电子元件、医疗器械等的表面包胶,生产加工各种日用产品的塑胶握把、塑胶护套等。
球类护具--我公司在球类护具方面有多年的生产加工经验和一定的技术力量,主要生产各式棒球头盔、冰球头盔、曲棍球等欧美各国用球类头盔和各式头盔面具防护网。
并配备生产各式体育用护胸、护膝等运动护具;铁线五金制品--加工制作各类日用铁线五金制品和冲压件等。
6、级PVC原料13000.0元/吨325元/袋PVC的特点及成型特性重:1.38克/立方厘米,成型收缩率:0.6-1.5%,成型温度:160-190℃。
特点:力学性能,电性能优良,耐酸碱力极强,化学稳定性好,但软化点低. 适于制作薄板,电线电缆绝缘层,密封件等。
成型特性:1.无定形料,吸湿小,流动性差.为了提高流动性,防止发生气泡,塑料可预先干燥.模具浇注系统宜粗短,浇口截面宜大,不得有死角.模具须冷却,表面镀铬;2.由于其腐蚀性和流动性特点,最好采用专用设备和模具。
所有产品须根据需要加入不同种类和数量的助剂;3.极易分解,在200度温度下与钢.铜接触更易分解,分解时逸出腐蚀.刺激性气体.成型温度范围小;4.采用螺杆式注射机喷嘴时,孔径宜大,以防死角滞料.好不带镶件,如有镶件应预热。
7、德国巴斯夫PA66 原料33000.00元/吨 825元/袋8、HDPE 中石油大庆5000S /PE塑胶原料10800.00元/吨270元/袋9\、ABS 发热家电外壳暖风机风吹筒的原料PA-777E 高耐热ABS 25500.00元/吨10、高光泽高刚性ABS原料台湾奇美ABS PA-761 耐热耐磨ABSPA-76120000.00元/吨500元/袋。