载带包装材料简介与设计规范
货物包装规范
货物包装规范一、概述货物包装在现代物流和贸易中扮演着重要的角色。
合理的货物包装规范不仅可以保护货物的完整性和质量,还能提高运输效率和降低损失风险。
本文将介绍一些常见的货物包装规范,以帮助企业和个人在包装过程中达到最佳实践。
二、包装材料的选择1. 外包装材料外包装材料应具备足够的强度和耐用性,能够承受运输过程中的挤压、震荡和碰撞等力度。
常用的外包装材料有纸板箱、木箱和塑料箱等。
在选择时应根据货物特性和运输环境来确定最适合的材料。
2. 内部填充物内部填充物在包装中起到缓冲和固定货物的作用,有效减少货物在运输过程中的晃动和碰撞。
常用的填充材料有泡沫塑料、气泡纸和纸板等。
选择填充物时应考虑其吸震性能、防潮性能和环保性能等因素。
3. 打包带和胶带打包带和胶带用于固定包装,确保货物在运输中的完整性。
选择打包带和胶带时应考虑其拉力、粘合强度和耐候性等特性。
三、包装操作规范1. 货物分类包装不同类型的货物应根据其特性进行分类包装,以防止互相污染或相互影响。
例如,易碎物品应进行特殊保护,液体和腐蚀性物品应封装密封。
2. 包装密封性包装应具备良好的密封性,以避免外界灰尘、异味、湿气等因素对货物的影响。
对于液体或粉状物品,应采用防漏措施,确保包装不泄漏。
3. 包装标识包装上应标注清晰的标识,包括货物名称、特殊注意事项、重量、体积等信息。
标识的清晰与准确可以提高货物的识别度和处理效率。
四、包装验收标准1. 外包装检查在收货时,应对外包装进行检查,确保其完好无损、无破损和无渗漏。
若发现包装有破损或异常情况,应及时拍照并与供货方联系解决。
2. 内部货物检查打开包装后,应对内部货物进行检查,确认数量和质量是否与订单一致。
若发现货物缺失、损坏或有其他问题,应及时与供货方联系并妥善处理。
五、包装后续处理1. 包装废弃物处理在包装完成后,包装废弃物应进行妥善处理。
纸箱、塑料等可进行分类回收利用,避免环境污染。
对于危险物品的包装废弃物,应按相关法规进行专门处置。
载带尺寸表示方法
载带尺寸表示方法摘要:一、载带尺寸表示方法的概述二、常见载带尺寸及其含义1.宽度2.长度3.厚度4.角度三、载带尺寸的测量与计算方法1.测量工具2.测量步骤3.计算方法四、载带尺寸对产品性能的影响1.承载能力2.封装效果3.运输安全性五、如何选择合适的载带尺寸1.产品特性分析2.生产工艺考虑3.成本与效益权衡六、载带尺寸在实际应用中的案例分析七、总结与展望正文:一、载带尺寸表示方法的概述载带,作为一种应用于各行各业的包装材料,其尺寸表示方法对于产品的设计、生产及使用具有重要意义。
载带尺寸表示方法主要包括宽度、长度、厚度、角度等,这些尺寸直接影响着载带的性能和应用效果。
二、常见载带尺寸及其含义1.宽度:载带的宽度是指载带在横截面上的最大宽度,通常用毫米(mm)作为单位。
宽度是载带设计的重要参数,影响着承载能力和封装效果。
2.长度:载带的长度是指载带在直线方向上的延伸长度,通常用米(m)或英尺(ft)作为单位。
长度决定了载带的包裹范围和运输距离。
3.厚度:载带的厚度是指载带在垂直于宽度和长度方向上的厚度,通常用毫米(mm)或英寸(in)作为单位。
厚度影响着载带的耐压能力和耐磨性。
4.角度:载带的角度是指载带边缘与水平面的夹角,通常用度(°)作为单位。
角度决定了载带的封装效果和稳定性。
三、载带尺寸的测量与计算方法1.测量工具:测量载带尺寸常用的工具有卷尺、卡尺、直尺等。
2.测量步骤:(1)测量宽度、长度、厚度:将测量工具紧贴载带,读取测量工具上的刻度值。
(2)测量角度:使用角度测量仪器,如水平仪,将载带放置在水平面上,调整角度测量仪器,使其与载带边缘平行,读取角度值。
3.计算方法:根据测量得到的尺寸值,计算载带的面积、体积等参数。
四、载带尺寸对产品性能的影响1.承载能力:较大的宽度、长度和厚度可以提高载带的承载能力,有利于包装重型产品。
2.封装效果:合适的宽度、长度和角度可以确保封装的稳定性和美观度。
运输中的货物包装及装卸技术要求
运输中的货物包装及装卸技术要求在现代物流行业中,货物的包装和装卸技术是十分重要的环节,它不仅能够保护货物的安全性,还能提高运输效率。
本文将从货物包装的选择和装卸技术的要求两个方面来探讨运输中的货物包装及装卸技术要求。
一、货物包装的选择货物包装的选择是根据货物的性质和需求来确定的。
合适的包装能够保护货物不受损坏,并且便于搬运和装载。
1.1 耐压耐冲击的包装材料在运输过程中,货物可能会受到挤压和冲击力的作用,因此包装材料应具备耐压耐冲击的特性。
常见的包装材料有纸箱、木箱、泡沫塑料等。
对于易碎物品,还可以使用泡沫塑料、空气柱等缓冲材料进行包裹。
1.2 防潮防水的包装材料运输中可能会遇到恶劣的气候状况,如雨水或者污水的浸泡。
因此,在选择包装材料时,应考虑其防潮防水的能力。
例如,可以使用塑料薄膜对货物进行包裹,以防止水分渗入。
1.3 合理的包装结构设计合理的包装结构设计能够提高货物的稳定性和抗震性。
在打包货物时,应考虑将货物尽量紧密地堆放,并增加固定支撑物,以防止货物在运输过程中的倒塌和滑动。
二、装卸技术要求除了合适的包装材料,运输中货物的装卸技术同样至关重要。
正确的装卸技术能够提高工作效率,并减少货物损坏的可能性。
2.1 吊装技术要求吊装是货物装卸过程中最常见的操作之一。
在吊装过程中,应注意以下技术要求:- 使用符合标准的吊装设备,并确保其安全可靠。
- 确保吊装设备的操作人员熟练,并具备相关的证书和资质。
- 货物吊装时应选择合适的吊点,并保证吊装点牢固可靠。
2.2 装载技术要求在将货物装载到运输工具上时,需要遵循以下技术要求:- 货物应根据其包装和尺寸的不同,选择合适的装载方式。
- 在装载过程中,应确保货物紧密地固定在运输工具上,避免在行驶过程中的晃动和磕碰。
- 装载前应检查运输工具的稳定性和承载能力,确保其能够承受货物的重量。
2.3 卸货技术要求货物卸货是运输过程中的最后一个环节,需要注意以下技术要求:- 卸货前应对货物进行清点和验收,确保货物完好无损。
载带Carrier专业知识
自制治具 剥离力机
4
静电测试
静电测试仪
图片说明
其它测试:入料测试 恒温恒温测试、复合分离测试、抗弯强度测试等
工序常见不良
1.压出: ? 不平整(t值) 、料花、颗粒……
2.成型: ? 成型不良、异物、尺寸NG、破裂…...
3.打孔: ?
偏孔、扩孔、毛边、孔未穿…... 4.分条: ?
尺寸NG、毛边…...
3.遵循国际EIA封装规范要求设计和使用.
第二章 产品生产艺流程
加料 收卷
产品工艺流程
吸料
烘烤干燥
CCD 检测
分条
打孔
压出 成型
包装
入库
1.压出
双料桶干燥 双螺杆 双温控器 高频率马达 复合压出头
产品工艺流程
PS料
PC料口
複合比例: ?
原材料
聚苯乙烯
聚碳酸酯
导电PS 表面电阻: 次方
PC透明 高韧性和强度
1.使CarrierTape的尺寸及材料的选用能达到在输送过程中保护 组件的功能。
2.避免组件翻转或弹出,使装入的组件能够定位,确保Taping及 SMT作业过程存取正确。
3.在输送过程中具有抗静电、抗磁波、防潮、防尘的功能,可保 护组件。
4.可避免组件彼此摩擦、减少组件振动以及保持组件的功能完整。
产品检验
2.尺寸.(产品构成)
3.載帶重點尺寸(A0.B0.KO.t).
1>.AO尺寸即口袋袋底的寬度.
AO值
2>.B0尺寸即口袋袋底的長度.
值
BO
3>.K0尺寸即口袋的内深度.
注:此時K0 要減去口 袋的底部
厚度
值
KO
货物运输中的货物包装标准与要求
货物运输中的货物包装标准与要求货物包装在货物运输过程中起着至关重要的作用。
一个良好的包装可以保护货物免受损坏,并确保其安全抵达目的地。
因此,制定和遵守适当的包装标准和要求对于货物运输行业至关重要。
本文将探讨货物运输中的货物包装标准与要求,以确保货物安全运输。
一、包装材料的选择适当的包装材料对于货物的安全运输至关重要。
在选择包装材料时,应考虑货物的特性、形状和重量。
常见的包装材料包括纸箱、塑料薄膜、泡沫板等。
对于易碎货物,泡沫板可提供额外的保护。
同时,包装材料应具备足够的强度,以抵御运输过程中的震动和压力。
二、包装尺寸的确定包装尺寸的确定直接关系到货物在运输过程中的稳定性。
包装尺寸宜尽可能与货物的实际尺寸相符合,以最大限度地减少货物在包装中的移动。
过大或过小的包装尺寸都会增加货物受损的风险。
因此,确保包装尺寸的合理选择对货物的安全运输至关重要。
三、包装的固定和填充物在货物包装过程中,合适的固定和填充物可以帮助保持货物的稳定性。
固定物可以是填充材料、填充泡沫或填充纸等,用于填充包装箱和货物之间的空隙。
填充物的作用是减少货物在包装中的晃动和移动。
通过使用适当的固定物和填充物,可以确保货物在运输过程中的更大的安全性。
四、标识与标签在货物包装过程中,正确的标识与标签可以帮助运输人员更好地了解货物的性质和特殊要求。
例如,在包装上标识“易碎”、“轻拿轻放”或“保持干燥”等标签,可以提醒运输人员对货物进行特殊处理。
此外,标识和标签还有助于进行正确的分拣和存放,确保货物按时送达。
五、环境要求在货物包装和运输过程中,应考虑环境因素对货物的影响。
例如,一些货物对温度、湿度和振动敏感。
在这种情况下,特殊的包装材料和方法应用于保护货物免受不利环境因素的影响。
确保环境要求的合理考虑,可以减少货物在运输过程中的损坏风险。
六、运输文件要求在货物运输过程中,运输文件的要求也不容忽视。
包装应与载运文件相一致,以确保所有必要的信息都能准确传达给相关人员。
tape_reel包装EIA-481-3国标标准
EIA标准16mm,24mm,32mm,44mm,56mm供表面粘着元件自动机台使用之成型载带EIA-481-2-A(EIA481-2再版,含括EIA481-3)一、范围本标准覆盖了SMD元件的包装标准。
二、简介本标准的成立目的是为了提供承载带的尺寸及宽容度标准,以让自动机台使用。
三、适用文件除了特别的订立以外,下列的文件部构成了本标准的部分内容。
EIA-383“电子元件之运送准备”EIA-541“ESD敏感元件包装材料标准”EIA-556“EIA外部运送包装之条形码标准”EIA-583“湿气敏感元件之包装材料标准”EIA-624“非零售产品之包装条形码标准”四、规范4.1承载带、上带、卷轮和所包装的元件必须符合本文图表上规定的要求。
4.2采用文件和报价讯问应该包含下列的讯息:a.注明参照之标准名称与号码;b.包装品质要求,包括了最大零件包装数量;c.包装箱以及卷盘标注要求(包含了条形码),以及卷盘尺寸;d.运送条件,储存条件和储存时间。
4.3针对还可承载带成型槽深度T2和成型槽间距P1,必须考虑到下列适用的范围。
(见图1.图2)。
a.对于16mm、24mm宽的承载带,如果T2超过6.5mm,可能会穿不过送带机。
b.对于32mm、44mm、56mm宽的承载带,如果T2超过10.1mm,可能会穿不过送带机。
c.对于24mm宽的承载带,如果P2小于12mm,可能会在送料机定位失常。
d.对于32mm宽的承载带,如果P2小于16mm、44mm宽,P1小于24mm、56宽,P1小于40mm可能会在送料机定位失常。
4.4零件要避免掉出承载成开型槽的可能性,在上带拨离后,依然要保持在原有位置以让机台自动取用。
4.5上带不可以盖过承载带的边缘,或是盖住了任何的链齿孔。
4.6缠在卷盘上的承载带不可以卡在一起。
4.7包装材料以及包装的过程不可以损伤到零件的机械和电气特性,或是在零件上留下任何的记号,对于中间过程或是最终的包装标准,请参照EIA-383“电子元件之运送准备”;EIA-541“ESD敏感元件包装材料标准”;EIA-583“湿气敏感元件之包装材料标准”;EIA-624“非零售产品之包装条码标准”。
REEL设计(载带包装颗数、米数计算方法)

上盖带(COVER)
载带
包裝盘
载带
载带(W)
16mm 24mm 32mm 44mm 56mm
上盖带(W)
11.3mm 21.3mm 25.5mm 37.5mm 49.5mm
轮盘(2R*2r*H)
330*100*16.5 330*100*24.5 330*100*32.5 330*100*44.5 330*100*56.5
载带相关尺寸确定
零件
载带
P值是4的倍数并且大于同一 方向零件的最大尺寸2 mm。
K0是成型槽內部深度最大 尺寸。
t是载带的厚度,通 常选择0.35mm或0.40mm。 t值选择越大载带越厚。
举例说明
如图:该零件选择载带44.0mm,COVER选择37.5mm, 厂内包装盘选用13"。 P值选择24mm,K0确定为6.5mm,t值选择0.40mm。
数量:(77677÷(6.5+0.40)÷24)×0.90=422.1≈ 422 PCS/R 厂家供应材料选用22" 。
长度:(422×24+1000)×3÷1000+0.5=33.884 ≈ 33.9M/R 即:用13“的包装盘每卷装422颗零件,用22"的包装盘每卷REEL长
度为33.9M。
轮载 盘带 对、 应上 规盖 格带
、
颗数、米数 计算公式
常用的轮盘外径是13",内径100,则缠绕面积是77677
每卷缠绕的颗数=(77676÷P÷(K0+t)*0.9
注:数值取整数
厂家材料常用供应的轮盘外径是22",则我司图纸中所 提供长度也为22"所包装长度 每卷缠绕的米数=(每卷包装的颗数*P+1)*3÷1000+0.5 注:22"=3*13"、0.5为预留测试长度、1为包装前后预留长度
载带包装材料简介与设计规范
SMT包裝材料簡介及設計規範
• 承載帶(Reel)設計規範
備註:C≦24mm打單排孔, C≧32mm打雙排孔,同時孔方向與JACK頭部所在方向一致.
SMT包裝材料簡介及設計規範
尺寸部位 設計說明 A B C D E F G Pitch,此尺寸為 4的倍數. 建議最小尺寸不小於4mm. 寬度尺寸,詳見2.1. =1.75. =4. =Φ1.5+0.1/-0. 建議最小尺寸不小於2mm.
SMT包裝材料簡介及設計規範
• 膠輪 4.1. 一般用PS材質,以尺寸區分常用有7”(約180mm)、 13” (約330mm)、15”(約380mm)三種.以顏色區分有 白色、藍色、黑色三種,以類型區分有導電型、抗靜電 型、標準型三種. 4.2. 膠輪每PCS價格約RMB:5~6元.
SMT包裝材料簡介及設計規範
包裝數量計算公式
• 13”REEL最大可裝顆數 =77676/PITCH/(K0+0.35)
包裝數量計算公式
•
•
•
包裝預留長度可裝顆數: (前端包裝預留最大長度+尾端包裝預留最大長 度)/PITCH=包裝顆數 3. 13”REEL實際可裝顆數: 13”最大可裝顆數 - 包裝預留長度可裝顆數=13”REEL 實際可裝顆數 實際每22”REEL應生產米數: (13”REEL最大可裝顆數+包裝預留長度可裝顆 數)x3Xpitch/1000=實際每22”REEL應生產米數
–
包裝圖內容解說
– – – – The label shall be pasted on the front side of reel (Refer FIG 3). 標簽應貼在膠輪前面(參照圖FIG 3) One reel can be loaded 750 pcs connector. 一個膠輪裝750PCS連接器. If the quantity is less then 6 reel in one carton, the packing shall be able to resist to shark. 如果一箱數量小於6捲,包裝上應該作防護. Condition of 300mm per minute, the extraction strength of cover tape shall reach 20~150gf. 在每分鐘300mm的引拔速度下,上帶引拔力應該達到 20~150 gf
运输中关于货物包装和标识的技术规范
运输中关于货物包装和标识的技术规范货物的包装和标识是运输过程中非常重要的环节,它们直接关系到货物的安全性和运输效率。
为了确保货物在运输过程中不受损、不丢失,并能够准确地送达目的地,各行各业都制定了相应的技术规范。
下面将详细介绍运输中关于货物包装和标识的技术规范。
一、货物包装技术规范1. 包装材料选择选择适合货物特性和运输方式的包装材料是确保货物安全的关键。
一般来说,包装材料应具备一定的韧性和抗压性,以保护货物免受挤压、摔落等意外情况的影响。
同时,包装材料应符合环境保护的要求,不得对环境造成污染。
2. 包装方法包装方法应根据货物的特性和运输方式来确定。
对于易碎品或液态物品,应选择适当的防震包装;对于重型货物,应使用足够的支撑和保护材料;对于多件货物组成的整体,应采取合适的固定方法,防止货物发生位移或错落。
3. 包装标识在包装货物时,必须正确地标识包装箱或包装袋。
标识内容应包括:货物名称、重量、货主名称、目的地地址等。
标识内容应清晰明确,以便于各个环节的工作人员快速识别和操作。
二、货物标识技术规范1. 发货标识货物在发货前,必须进行相应的标识,以区分不同货物和目的地。
发货标识应包括:发货地和目的地的名称、货物的数量和重量、货主联系方式等信息。
发货标识的目的是确保货物能够准确送达,并能够在运输过程中进行有效的跟踪和管理。
2. 运输标识运输标识是指在货物运输过程中,对运输车辆、运输工具和运输箱等进行标识,以便于检查和管理。
运输标识内容应包括:车牌号码、车主单位名称、运输工具的类型和容量等信息。
运输标识的目的是确保货物在运输过程中能够追踪和管理,减少货物遗失和损坏的风险。
3. 到达标识当货物到达目的地时,必须进行相应的到达标识,以便于目的地工作人员能够及时查收货物并进行后续处理。
到达标识应包括:目的地名称、货物的数量和重量、收货人联系方式等信息。
到达标识的目的是确保货物能够准确到达,并及时通知目的地工作人员进行接收和处理。
载带包装材料简介与设计规范
透明度
提高载带包装材料的透明度,使 消费者能够清楚地了解所购买产
品的环保性能。
环保标识要求
环保标识
载带包装材料上应印有环保标识,以表明该产品 符合环保要求。
认证体系
建立权威的环保认证体系,对符合环保要求的载 带包装材料进行认证并颁发证书。
信息披露
鼓励企业公开载带包装材料的环保信息,提高透 明度,加强消费者对环保产品的认知。
总结词
弯曲性能测试用于评估载带包装材料的抗弯曲能力,是衡量材料柔韧性和耐用性的重要指标。
详细描述
弯曲性能测试通常采用弯曲试验机进行,将材料固定在试验机上,逐渐增加弯曲角度或力,直到材料 出现断裂或明显变形。通过测量最大弯曲力和对应的弯曲角度,可以评估材料的弯曲性能和耐久性。
冲击性能测试
总结词
冲击性能测试用于评估载带包装材料在 受到冲击时的抵抗能力,是衡量材料韧 性和抗冲击性能的重要指标。
VS
详细描述
冲击性能测试通常采用落锤冲击试验机进 行,将材料放置在试验机上,通过落锤的 自由落体冲击力来模拟实际使用中可能出 现的冲击情况。通过测量冲击能量和材料 的变形程度,可以评估材料的冲击吸收能 力和抗冲击性能。
04
载带包装材料环保要求
可回收性要求
可回收性
载带包装材料应具备可回收性,以便 在生命周期结束后进行回收和处理, 减少对环境的负担。
03
载带包装材料性能测试
拉伸强度测试
总结词
拉伸强度是衡量载带包装材料在受到拉伸力时的抵抗力,是评估材料机械性能的 重要指标。
详细描述
拉伸强度测试通常采用拉伸试验机进行,将材料固定在试验机上,逐渐增加拉伸 力,直到材料断裂。通过测量最大拉伸力和对应的拉伸伸长率,可以评估材料的 拉伸强度和韧性。
盖带跟载带的封合温度
盖带跟载带的封合温度盖带和载带是现代包装行业中最常用的封合材料之一。
它们被广泛应用于食品、医药、化妆品等行业的包装中。
封合温度是盖带和载带封合的关键参数之一,对封合质量和包装性能有着重要影响。
本文将探讨盖带和载带的封合温度及其影响因素。
一、盖带和载带的定义盖带和载带是一种用于包装的材料,通常由聚合物薄膜制成。
盖带用于封口,载带则用于承载和支撑包装物。
盖带和载带通常是在包装生产线上同时应用的。
它们可以通过热封或冷封的方式进行封合。
二、封合温度的定义封合温度是指盖带和载带在封合过程中所需要的温度。
在封合过程中,材料必须达到一定的温度才能进行封合。
封合温度的选择取决于材料的种类、厚度、封合时间等多种因素。
三、盖带和载带的封合温度盖带和载带的封合温度是封合质量的关键因素之一。
封合温度过高或过低都会影响封合质量。
如果温度过高,会导致材料熔化,封合过程中的挤出和热变形会导致封合线条不平整或出现漏封现象。
如果温度过低,会导致材料无法熔化,封合线条不牢固,易出现开裂或脱离现象。
四、影响封合温度的因素1、材料的种类和厚度不同种类和厚度的材料具有不同的熔点和熔化性能,因此需要不同的封合温度。
一般来说,厚度越大,封合温度就需要越高。
2、封合时间封合时间是指盖带和载带在封合过程中所需要的时间。
封合时间过短,材料无法完全熔化,封合线条不牢固;封合时间过长,会导致材料过度熔化,封合线条不平整,易出现漏封现象。
3、封合压力封合压力是指封合过程中施加的压力。
封合压力过低,会导致材料无法充分接触,封合线条不牢固;封合压力过高,会导致材料过度熔化,封合线条不平整,易出现漏封现象。
4、环境温度和湿度环境温度和湿度会影响材料的熔化性能和流动性能,因此也会影响封合温度的选择。
五、封合温度的测试方法封合温度的测试方法通常有两种:热封强度测试和热封温度测试。
热封强度测试是指将盖带和载带进行热封后,在拉伸测试机上进行拉伸测试,以测试封合强度和断裂强度。
载带热封温度条件参数
载带热封温度条件参数
载带热封温度条件参数是指在热封过程中,对于载带材料的特定温度条件进行设定,以确保有效的热封效果。
这些参数通常涉及到热封头温度、加热时间、加压力等方面。
在实际应用中,不同的载带材料需要不同的热封温度条件参数,以满足其热封要求。
例如,在食品包装行业中,常用的载带材料包括聚酯、聚乙烯等。
对于不同的材料,其热封温度条件也有所不同。
一般来说,聚酯材料的热封温度为150-170℃,加压力为0.5-2.5kg/cm,加热时间为
0.5-1.5秒。
而聚乙烯材料的热封温度则相对较低,为120-150℃,
加压力为0.5-2kg/cm,加热时间为0.5-1秒。
除了载带材料的不同,热封温度条件参数还受到其他因素的影响,例如包装袋的厚度、热封头的大小和形状等。
因此,在实际应用中,需要根据不同的情况对载带热封温度条件参数进行调整和优化,以达到最佳的热封效果。
- 1 -。
汽车附件物流包装规范标准
物流包装规范标准1.包装原则2.包装分类3.标准包装4.特殊包装5.铲板6.包装的编号规定7.料箱料架的喷塑和标识的规定8.一次性包装9.外购件供应商包装器具的管理10.新项目包装开发节点11.发展方向随着汽车制造、零部件采购的全球化以及的柔性化、共线型生产加工要求越来越高,对物料流动的准时性,准确率,合格率等都提出了相应要求。
其操作模式也将是国际盛行的零部件的全球性采购、运用先进的电子化定单形式,实行精益的生产管理和物流管理。
在物流业发展相当迅猛、汽车生产规模不断扩大的时代,对汽车零部件包装容器的要求也越来越高。
合理、正确的包装容器对提高厂内、厂外的物流效率,降低生产成本,保证零件质量,现场操作合理性,从而保障生产效率是至关重要的。
我们将汽车零部件包装设计进行规范,达到包装容器的系列化、标准化。
实施精益的设计、开发并持续的跟踪、改进,最大目标地满足精益生产、精益物流的大规模要求。
1.包装原则✧安全——保证零件的包装容器在使用、运输、搬运等所有环节中的安全性。
✧质量——保证零件的包装容器在运输条件、地理气候条件、搬运等过程中的使用质量。
✧成本——保证零件的包装容器精益性,降低制造费用。
✧人机工程——关心操作人员,保证零件的包装容器在搬运、取件等环节的合理性。
✧客户满意——对客户周到、热情,最大可能满足客户提出的合理要求。
2.包装分类✧标准包装✧特殊包装3.标准包装3.1 标准箱包装的定义根据零件特性,用标准包装箱和一些附加保护衬垫材料对零件进行的运输包装称为标准箱包装。
3. 2 标准包装箱的定义根据汽车零件的外形尺寸,重量,运输保护要求等不同特性,以及考虑到物流运输工具车箱内部的摆放尺寸,选用与其相适应的材料和制定相适应的系列化尺寸,经过精心设计制造出来的箱子,称为汽车标准包装箱,简称标准箱。
3. 3确定标准包装箱包装原则✧外形简单,尺寸较小,重量轻,没有特殊保护要求的零部件采用标准箱包装,如标准件包装,小零件包装;✧虽然尺寸较长,但重量轻形状简单,这类零部件可采用标准箱包装;✧有些零件形状简单,体积较小,但重量较重,这种情况也可采用标准箱包装;✧有些需要进行线旁再包装的零件可采用标准箱包装;3.4 标准箱包装设计规范✧要注意包装箱在使用过程的各个环节的使用安全;✧要以零件在储存运输过程中不损坏为原则,尽可能降低成本;✧标准塑料箱内的零件重量限制, 包装重量<15公斤;✧国产件、进口件考虑到物流和仓储,数量尽可能多装并且圆整数;✧标准箱包装零件必须考虑对零件的质量要求。
载带材料来料检查基准书
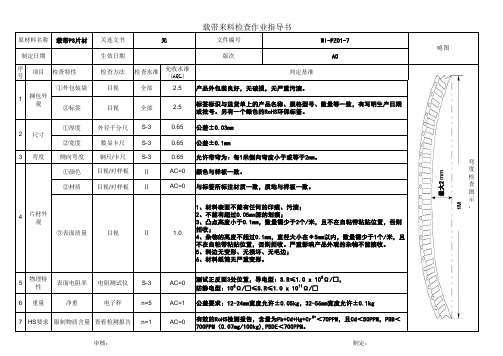
载带PS片材关连文书文件编号WI-PZ01-7生效日期版次A0序号项目检查特性检查方法检查水准允收水准(AQL)①外包装袋目视全部 2.5②标签目视全部 2.5①厚度外径千分尺S-30.65②宽度数显卡尺S-30.653弯度侧向弯度钢尺/卡尺S-30.65①颜色目视/对样板ⅡAC=0②材质目视/对样板ⅡAC=0③表面质量目视Ⅱ1.05物理特性表面电阻率电阻测试仪S-3AC=06重量净重电子秤n=5AC=17HS 要求限制物质含量查看检测报告n=1AC=0审核:制定:124捆包外观尺寸片材外观颜色与样板一致。
与标签所标注材质一致,质地与样板一致。
1、材料表面不能有任何的印痕、污渍;2、不能有超过0.05mm深的划痕;3、凸点高度小于0.1mm,数量需少于2个/米,且不在自粘带粘贴位置,否则拒收;4、杂物的高度不超过0.1mm,直径大小在Ф5mm以内,数量需少于1个/米,且不在自粘带粘贴位置,否则拒收。
严重影响产品外观的杂物不能接收。
5、料边无变形、无损坏、无毛边;6、材料纸筒无严重变形。
测试正反面3处位置,导电型:S.R≤1.0 x 105Ω/□,防静电型:106Ω/□≤S.R≤1.0 x 1011Ω/□公差要求:12-24mm宽度允许±0.05kg,32-56mm宽度允许±0.1kg有效的RoHS检测报告,含量为Pb+Cd+Hg+Cr 6+<70PPM,且Cd<50PPM,PBB<700PPM(0.07mg/100kg),PBDE<700PPM。
判定基准产品外包装良好,无破损,无严重污渍。
标签标识与送货单上的产品名称、规格型号、数量等一致,有写明生产日期或批号。
另有一个绿色的RoHS环保标签。
公差±0.03mm公差±0.1mm允许带弯为:每1米侧向弯度小于或等于2mm。
载带来料检查作业指导书原材料名称无制定日期略图弯度检查图示:最大2m m1M弯度检查图示:。
封装规范 - ANSI EIA-481 -C_CHN_
c)组件的最大旋转角度是 20°(见图 7)。 d)组件的最大侧向偏移限制为 0.5mm(见图 8) e) 更加精确的载带要求请见本标志的附件 2. 无论载带中是否有组件,都应该无损地通过半径为 R 的圆弧。
图 5. 带宽为 8mm、12mm、16mm 和 24mm 承载带尺寸 详细要求见 4.0 节(所有尺寸单位:mm)
注解
1. 由 A0、B0 和 K0 共同决定的腔体应该有足够的空间去承载组件: a) 组件不应该伸出载带的上表面。 b) 在顶层的料膜被揭开以后,可以从垂直方向没有机械约束地取出组件。 c) 对于包装中的组件的旋转角度的限制见图 7。 d) 组件侧向最大偏移限制为 1.0mm(见图 8) 2. 无论载带中是否有组件,都应该无损地通过半径为 R 的圆弧(见图 10)。
1. 引导带至少有 400mm 长度的料膜,其中包括至少 100mm 长度由料带密封的空载带。 整个引导带也可以完全由被料膜密封的空载带构成。
2. 载带末尾又料膜密封的空白带的长度至少是 160mm。整个载带必须以这样的方式从料 盘上释放,即:当载带的最后一部分从料盘上退卷的时候应该确保载带没有损失而且 不会有元件剩余在腔体内。 图 13. 料盘尺寸 详细要求见 4.0 节(所有尺寸单位:mm)
用),使得用户可能会供料不足。该现象可能导致器件的偏移或者在拾 取的点位就被抛掉,最终导致贴片过程中的吸件不良(mis-pick)或 者缺件(non-pick)。为了尽量减小该现象的发生,建议优化包装材
料、贴片机设备和环境控制,以有效地消散掉积累的静电。这种电荷
通常是摩擦电荷,需要根据 EIA-541 的指导来控制。 4.4 应该避免组件掉出载带的腔体,在去除上面的料膜之后应该保持组件的位 置,以便自动化操作(见 Note1,表 1、2 和 3)。 4.5 料膜不能超出载带的边缘或者覆盖某些扣链齿轮的孔。 4.6 当料带卷在 Reel 载具上时,相邻层之间的料带不应该粘在一起。 4.7 包装材料和工艺不应该对组件的标志(Marking)、机械和电气特性产生负面 的影响。对于中级和终级的封装,可以参考 EIA-383“运输电子电气组件所要 做的准备工作”、EIA-541“ESD 敏感相关的封装材料标准”、EIA-583“潮湿 敏感相关的封装材料标准”和 EIA-624“非零售产品封装条码标签标准”。 4.8 载带应该禁得起载带封装的零件在储存过程中不在容器中发生污染物转移
载带生产工艺
载带生产工艺
载带是一种广泛应用于汽车、船舶、军事等领域的特种技术产品,其生产工艺是指生产载带的过程和方法。
下面将简要介绍载带的生产工艺流程,包括原材料准备、编织、染色、烘干和包装等环节。
首先,原材料准备是载带生产的第一步。
一般来说,载带生产所需的主要原材料是聚酯纤维和尼龙纤维。
这些原材料需要经过清洗、筛选和梳理等步骤,以确保其质量和干净度。
接下来是编织环节。
载带的编织通常采用织机进行,通过以纬纱和经纱的交叉方式进行编织,形成载带的基本结构。
编织过程中需要根据产品所需的规格和要求进行调整和控制,确保载带的质量和强度。
完成编织后,需要对载带进行染色处理。
染色是为了给载带增加颜色,并提高其外观和美观性。
染色可以采用染料浸染、染色机烘干等方式进行,这样可以使载带的颜色均匀、持久。
然后是烘干环节。
载带在染色后需要进行烘干,以去除水分并固定颜色。
烘干过程可以采用热风烘干、高温加热等方式进行,以确保载带的干燥和稳定。
最后是包装环节。
完成烘干后,载带需要进行包装,以保护载带免受污染和物理损坏。
通常采用卷曲、整理、装盘等方式进行,然后包装成卷或托盘的形式,便于运输和储存。
以上就是载带生产工艺的基本流程。
当然,实际生产中还需要根据不同的产品和要求进行细节调整和控制,如质量检测、成品检验等。
随着技术的不断进步和创新,载带生产工艺也在不断发展和完善,以满足各种行业的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
包裝數量計算公式
? 13”REEL 最大可裝顆數 =77676/PITCH/(K0+0.35)
载带包裝材料簡介及設計規範
SMT 包裝材料簡介及設計規範
? 承載帶Embossed Carrier Tape (可簡寫為Carrier Tape)
this
SMT 包裝材料簡介及設計規範
? 上帶Top Cover Tape( 可簡寫為Cover Tape)
SMT 包裝材料簡介及設計規範
? 膠輪Plastic Reel( 可簡寫為Reel) this
寸.
K
上間隙建議取 0.2~0.3.
L
定位柱間隙建議取 0.15 以上.
M
端子間隙建議取0.3 以上.
N
本體周邊建議取 0.15~0.2.
SMT 包裝材料簡介及設計規範
? Reel 圖面範本見附件”C-CKX-035-36788.dwg ”.
? 包裝圖面範本見附件”P-CKX-035-367.dwg ”.
SMT 包裝材料簡介及設計規範
? 業界REEL 尺寸代號
SMT 包裝材料簡介及設計規範
? 承載帶(Reel) 設計規範
備註:C≦24mm 打單排孔, C ≧32mm 打雙排孔,同時孔方向與JACK 頭部所在方向一致.
SMT 包裝材料簡介及設計規範
尺寸部位 設計說明
A
Pitch, 此尺寸為 4 的倍數.
SMT 包裝材料簡介及設計規範
? 上帶引拔力測試規格通常有以下 兩種 1.30~100gf/ 以每分鐘300mm 速度引拔 2. 20~150gf/ 以每分鐘300mm 速度引拔
包裝圖內容解說
? The connector can not be loaded on the position of length 240~360mm in the reel tape and lead tape. The cover tape with 20~30mm length shall not be adhesive on the lead tape and the cover tape is lead portion shall have 150~200mm length(Refer FIG 1). 連接器不能放在捲軸端與前導帶部 240~360mm 長 度以內載帶位置 ,前導帶部應該有 20~30mm 長度上 帶不被黏合,上帶引導部應該預 留150~200mm 長度 (參照圖FIG 1).
SMT 包裝材料簡介及設計規範
? 膠輪 4.1. 一般用PS 材質,以尺寸區分常用有 7 ”(約180mm) 、 13”(約330mm) 、15”(約380mm) 三種.以顏色區分有 白色、藍色、黑色三種 ,以類型區分有導電型、抗靜電 型、標準型三種 . 4.2. 膠輪每PCS 價格約RMB:5~6 元.
B
建議最小尺寸 不小於4mm.
C
寬度尺寸,詳見2.1.
D
=1.75.
Hale Waihona Puke E=4.F
=Φ1.5+0.1/-0.
G
建議最小尺寸 不小於2mm.
SMT 包裝材料簡介及設計規範
尺寸部位 設計說明
H
建議最小尺寸 不小於2mm.
I
當t=0.35 時,建議尺寸為R0.4.
J
建議尺寸為 5 度,若產品較高 ,可增大此尺
包裝數量計算公式
? 包裝預留長度可裝顆數: (前端包裝預 留最大長度+尾端包裝預 留最大長 度)/PITCH= 包裝顆數
– One reel can be loaded 750 pcs connector. 一個膠輪裝750PCS 連接器.
– If the quantity is less then 6 reel in one carton, the packing shall be able to resist to shark. 如果一箱數量小於6 捲,包裝上應該作防護 .
– After winding, using the adhesive tape (30~50mm) to stick the leader of cover tape on the side of reel. 捲绕完畢,用30~50mm 長度的膠帶將上帶引導部 分黏貼在膠 輪側面
包裝圖內容解說
– The label shall be pasted on the front side of reel (Refer FIG 3). 標簽應貼在膠 輪前面(參照圖FIG 3)
包裝圖內容解說
– Tape shall turn on right direction. 帶子應該從右側打開
– The direction of connector is fixed regarding the position of terminal, please refer outline drawing (Refer FIG 2). 連接器端子位置固定放置 ,請參照外型圖(參照圖 FIG 2).
SMT 包裝材料簡介及設計規範
? 承載帶 2.1. 承載帶寬度EIA 規格有8 、12、16、24 、32 、 44 、56 、72 、88 、104 、120 、200 等多種規格. 本 公司產品一般選用 24 寬,偶爾也會選用 32 寬. 2.2. 承載帶有:透明絕緣、黑色抗靜電、黑色導電三種 , 透明絕緣和黑色抗靜電適用於被動元電件 ,如電容,電 阻,連接器,振蕩器等; 黑色導電適用於二極管 ,IC 和任 何對靜電敏感的元件 . 本公司產品一般選用透明絕緣 或黑色抗靜電 . 2.3. 承載帶開模周期為 3~7 天,開模費用約 RMB:500~1000 元,單價約RMB:1.0~1.5 元/ 米. 2.4. 承載帶材料厚度常用有0.3 、0.35 、0.4 、0.5 四 種規格,其厚度一般不超過0.6, 因為0.6 以上無法通過 SMT 包裝機台.在設計上一般依據 不同產品選用不同 厚度,本公司產品一般選用 0.35 厚度.