2020年化原实验精馏实验报告(实用)
精馏实验实验报告3篇
精馏实验实验报告3篇精馏实验实验报告1学院:化学工程学院姓名:学号:专业:化学工程与工艺班级:同组人员:课程名称:化工原理实验实验名称:精馏实验实验日期北京化工大学实验五精馏实验摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。
通过实验,了解精馏塔工作原理。
关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。
但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的1.2~2.0倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1)总板效率EE=N/Ne式中E——总板效率;N——理论板数(不包括塔釜);Ne——实际板数。
(2)单板效率EmlEml=(xn-1-xn)/(xn-1-xn__)式中 Eml——以液相浓度表示的单板效率;xn ,xn-1——第n块板和第n-1块板的液相浓度;xn__——与第n块板气相浓度相平衡的液相浓度。
化工原理精馏实验报告

化工原理精馏实验报告精馏技术在化学工程中已经得到了广泛的应用,但是如何完善其理论基础却是一个相当棘手的问题。
本文介绍了精馏实验,简要概述了精馏实验的基本原理及其应用,同时尝试深入了解精馏实验的基本操作,研究精馏实验的结果,并探讨分析其理论原理。
精馏是一种分离工艺,它的用途有两个方面。
首先,精馏是一种冷冻分离技术,可以通过利用液相与固相的分子量差异,将混合物分离出来。
其次,精馏也可以被用于提取物质,将物质从混合物中分离出来,以获得更高纯度的产品。
精馏实验的基本原理是利用溶剂的沸点级将混合液分为多个部分,然后采用吸附的方式将其中的不同组分分离出来。
精馏实验的操作步骤有:放置混合液;配置精馏塔;控制温度;给料;收集分离结果并绘制精馏曲线;分析结果。
首先,将混合液放入精馏塔中,然后控制精馏塔的温度,在进行温度控制的过程中,给料应该按预先设定的速率进行,以控制压力,这样便可以收集分离后的结果,绘制精馏曲线,根据精馏曲线的分析,可以分析出所得到的产品的有效性,并了解其分离效果。
另外,在精馏实验中,还可以采用许多其它的手段,以检验精馏实验的结果,如容量分析、比表面积测定、溶解度测定、m角测定等,从而对精馏实验的结果进行评价。
总之,精馏实验是为了让我们更好地理解和利用化学工程中的精馏技术,了解精馏实验的原理和操作,充分利用实验结果,并以此进行研究。
通过以上介绍,我们可以发现,精馏实验在化学工程中具有重要意义,可以用来分离混合液,提取物质,评价实验结果,从而为精馏技术的改进提供有力的理论支撑。
然而,在实际进行精馏实验时,需要用户掌握基本原理、进行合理操作,避免发生意外和错误,有效地利用精馏塔,从而使实验结果更好地反映出实验所需的理论结果。
综上所述,精馏技术已经在化学工程领域得到广泛应用,但是如何提高精馏技术的理论基础仍然是一个复杂的问题。
因此,精馏实验就显得十分重要,它不仅能够给我们提供更多的知识,而且可以实践中新的了解,以更加全面地把握精馏技术的理论原理,进而更好地服务于化学工程的发展。
化工原理精馏实验报告
化工原理精馏实验报告实验目的,通过精馏实验,掌握精馏原理和操作技能,了解精馏在化工生产中的应用。
一、实验原理。
精馏是利用液体混合物中各组分的沸点差异,通过加热、蒸馏和冷凝等过程,将混合物中的不同组分分离的方法。
在精馏过程中,液体混合物首先被加热至其中沸点最低的组分的沸点,然后将其蒸发成气体,再通过冷凝器冷却成液体,最终得到不同组分的纯净物质。
二、实验仪器与试剂。
1. 精馏设备,包括蒸馏烧瓶、冷凝器、接收烧瓶等。
2. 试剂,乙醇-水混合物。
三、实验步骤。
1. 将乙醇-水混合物倒入蒸馏烧瓶中。
2. 加热蒸馏烧瓶,待混合物沸腾后,蒸气通过冷凝器冷却成液体。
3. 收集不同温度下的液体,记录温度和收集时间。
四、实验结果与分析。
经过精馏实验,我们成功地将乙醇-水混合物分离成不同组分。
在实验过程中,我们观察到随着温度的升高,液体收集瓶中的液体组分逐渐发生变化,初馏液中含有较高乙醇含量,尾馏液中含有较高水含量。
这符合精馏原理,也验证了实验的准确性。
五、实验总结。
通过本次实验,我们深入了解了精馏原理和操作技能,掌握了精馏在化工生产中的应用。
精馏作为一种重要的分离方法,在化工领域有着广泛的应用,可以有效地提取纯净物质,满足不同生产需求。
六、实验注意事项。
1. 在实验过程中,要注意控制加热温度,避免混合物过热。
2. 实验结束后,要及时清洗和保养实验仪器,确保下次实验的顺利进行。
七、参考文献。
1. 《化工原理与实践》,XXX,XXX出版社,XXXX年。
2. 《化工实验指导》,XXX,XXX出版社,XXXX年。
以上就是本次化工原理精馏实验的实验报告,希望能对大家有所帮助。
精馏实验报告(两篇)

引言概述:本文是关于精馏实验的报告,旨在介绍和分析对精馏实验(二)的实施和结果。
本次实验旨在研究和分析不同馏程时对混合物进行精馏的效果,以提高产品的纯度。
本文将从实验目的、实验过程、实验结果以及实验结论等方面进行详细阐述。
实验目的:本次精馏实验的目的是研究和分析不同馏程对混合物精馏的效果。
通过实验,我们将观察和比较不同馏程下产品的纯度以及回收率,探究合适的馏程对提高产品纯度和回收率的影响。
实验过程:1. 准备实验设备和仪器:包括精馏设备、试管、玻璃棒等。
2. 准备混合物样品:选择适当的混合物样品,确保其成分和比例的准确性。
3. 开始实验:将混合物样品加入精馏设备中,控制好温度和压力等参数。
4. 进行精馏操作:根据实验设备和实验需求,选择合适的馏程进行精馏。
同时,记录下各个阶段的温度和压力等数据。
5. 收集产物:将通过精馏得到的产物收集起来,并记录下产量和纯度等相关数据。
6. 清洗和准备下一次实验:将实验设备和仪器进行清洗和准备,以备下一次实验使用。
实验结果:1. 不同馏程下的产物纯度存在明显差异。
通常情况下,馏程越长,产物纯度越高。
2. 随着馏程的增加,产物的回收率也有所增加。
然而,馏程过长可能导致能量和时间的浪费。
3. 实验过程中,我们发现控制好温度和压力等参数对提高产品纯度非常重要。
过高或过低的温度、压力可能导致产物的质量下降。
4. 在实验中,我们还观察到了驱动力的重要性。
驱动力越大,产物的分离效果越好。
5. 实验结果还表明,对于不同的混合物样品,最适合的馏程可能有所差异。
因此,在实际生产中,需要根据具体情况进行调整和优化。
实验结论:1. 精馏实验中,馏程对产品纯度和回收率有显著影响。
2. 随着馏程的增加,产物的纯度和回收率也相应增加,但过长的馏程会浪费能量和时间。
3. 温度和压力等参数的控制对提高产品的纯度至关重要。
4. 在实际生产中,最适合的馏程需要根据具体的混合物样品进行调整和优化。
5. 对于提高精馏效果,驱动力是一个重要的因素,应当尽量提高驱动力以增加产物的分离效果。
精馏实训实验报告

精馏实训实验报告
实验名称:精馏实训实验报告
实验目的:
通过对精馏实训实验的操作和分析,掌握精馏原理和工艺流程,加深对化工分离技术的理解和掌握,提高实验操作技能和实验报告撰写能力。
实验原理:
精馏是一种化学分离技术,基于液体的不同沸点而进行分离。
在精馏过程中,液体混合物被加热,使其产生汽化并进入冷凝器,被冷却成液态,进一步分离成纯液体。
实验步骤:
1. 将实验设备准备妥当,包括精馏塔、加热装置、冷却器等。
2. 准备洗涤瓶和试管,清洗干净后装入待分离的混合物样品。
3. 开始加热,通过不同气化温度和液态沸点,产生不同的沸点温度,使混合物中的组分分离。
4. 将冷却器中的液体收集起来,观察其纯度和色泽等特征。
实验结果:
通过实验,我们得到了两个不同混合物的分离产物。
通过实验后,我们发现其纯度较高、色泽明亮。
实验分析:
精馏是一种高效的化学分离技术,能够实现高纯度物质的分离,广泛应用于制药、化工、精细化工等领域。
实验结果表明,掌握精馏技术和流程对于提高化工实验能力和实践经验有重要作用。
实验结论:
精馏实训实验结果表明,通过掌握精馏技术和流程对于精细化工的研发和生产具有重要意义。
在实验操作和实验报告撰写方面,也有助于提高实验技能和综合能力。
化工原理精馏实验报告
化工原理精馏实验报告
实验目的:掌握化工原理中的精馏操作,并通过实验验证理论知识的正确性。
实验原理:
精馏是一种分离液体混合物组成的常用方法。
精馏通过不同组成的液体在加热的条件下产生蒸汽,然后再在冷凝管中冷凝成液体,最后通过收集液体可以得到不同组成的馏分。
实验仪器:
1. 精馏塔:用于分离混合物。
2. 加热器:提供加热源。
3. 冷凝器:用于冷凝产生的蒸汽。
4. 温度计:用于测量温度。
实验步骤:
1. 将需要进行精馏的混合物加入精馏塔中。
2. 打开加热器,通过加热产生蒸汽。
3. 在冷凝器中冷凝产生的蒸汽,并收集液体。
4. 使用温度计测量液体的沸点。
5. 根据液体的沸点,确定得到的馏分的组成。
实验结果:
在实验过程中,我们成功地通过精馏操作将待分离的混合物分解为不同组成的馏分。
通过温度计测量得到的沸点数据,我们可以精确地确定馏分的组成。
实验结论:
通过这次实验,我们掌握了化工原理中的精馏操作,并验证了理论知识的正确性。
精馏是一种常用的分离液体混合物的方法,在工业生产中有着广泛的应用。
掌握了精馏操作,有助于我们理解和解决化工过程中的实际问题。
化工原理精馏实验报告
化工原理精馏实验报告实验目的:本实验旨在通过对乙醇和水的精馏实验,掌握精馏过程的基本原理和操作技术,了解精馏过程中的温度变化规律,并对实验结果进行分析和总结。
实验原理:精馏是利用液体混合物中各组分的沸点差异,通过加热混合物使其中某一组分先汽化,再凝结成液体,从而实现对混合物的分离的一种物理方法。
在精馏过程中,液体混合物首先被加热至其中某一组分的沸点,该组分首先汽化,然后通过冷凝器冷却凝结成液体,最终得到纯净的组分。
实验步骤:1. 将乙醇和水混合成一定比例的混合物,倒入精馏瓶中。
2. 装上加热设备和冷凝器,调节加热设备温度至混合物中乙醇的沸点。
3. 观察冷凝器出口的液体,收集不同温度下的液体样品。
4. 对收集的液体样品进行密度测定和酒精度测定。
实验结果:通过实验,我们得到了乙醇和水在不同温度下的液体样品。
经过密度测定和酒精度测定,我们得到了不同温度下乙醇和水的纯度和组成。
实验分析:根据实验结果,我们发现在不同温度下,乙醇和水的纯度和组成存在明显差异。
通过对实验数据的分析,我们可以得出精馏过程中乙醇和水的分离效果较好,且随着温度的升高,乙醇的纯度逐渐提高。
实验总结:本次实验通过对乙醇和水的精馏实验,使我们更加深入地了解了精馏过程的基本原理和操作技术。
同时,实验结果也验证了精馏过程中液体混合物的分离效果,并为我们今后在化工生产中的实际应用提供了重要参考。
结语:通过本次实验,我们不仅掌握了精馏过程的基本原理和操作技术,也对乙醇和水的混合物分离效果有了更深入的了解。
希望通过今后的实践操作和学习,能够更好地运用精馏技术解决实际生产中的问题,为化工生产贡献自己的一份力量。
化工原理精馏实验报告
化工原理精馏实验报告化工原理精馏实验报告摘要:本实验旨在通过精馏技术对乙醇-水混合物进行分离,探究精馏原理及其在化工工艺中的应用。
通过实验数据的分析和结果的总结,得出了乙醇-水混合物的精馏分离效果良好,证明了精馏技术在化工工艺中的重要性。
一、引言精馏是一种常用的分离技术,在化工工艺中广泛应用。
其基本原理是利用液体混合物中各组分的不同挥发性,通过加热和冷却使其分别汽化和凝结,从而实现组分的分离。
本实验选择乙醇和水的混合物作为研究对象,旨在验证精馏技术在该体系中的有效性。
二、实验方法1. 实验装置:采用简易精馏装置,包括加热设备、冷却设备和收集设备。
2. 实验材料:乙醇和水的混合物。
3. 实验步骤:a. 将乙醇和水按一定比例混合,制备乙醇-水混合物。
b. 将混合物倒入精馏瓶中,加热至沸腾。
c. 通过冷却设备将蒸馏气体冷凝,收集液体产物。
三、实验结果与分析通过实验,我们观察到了乙醇-水混合物的精馏分离过程。
在加热过程中,混合物开始沸腾,蒸汽逐渐上升至冷却设备,然后凝结为液体。
我们将冷凝后的液体收集起来进行分析。
1. 分离效果分析:我们通过对收集液体的测量和分析,得到了乙醇和水的分离效果。
根据实验数据,我们可以计算出乙醇和水的质量分数,进而评估精馏分离的效果。
结果显示,在实验条件下,乙醇的质量分数达到了90%,水的质量分数为10%。
这表明精馏技术在乙醇-水混合物的分离中具有较好的效果。
2. 精馏原理分析:精馏技术的原理基于不同组分的挥发性差异。
在加热过程中,混合物中挥发性较高的组分首先转化为蒸汽,然后通过冷却设备凝结为液体。
而挥发性较低的组分则较少转化为蒸汽,大部分保留在混合物中。
通过这种方式,我们可以实现组分的分离。
四、实验结果的讨论与总结通过本实验,我们验证了精馏技术在乙醇-水混合物的分离中的有效性。
实验结果显示,乙醇和水的分离效果良好,乙醇的质量分数达到了90%。
这表明精馏技术在化工工艺中具有重要的应用价值。
精馏实验报告

精馏实验报告精馏实验报告一、引言精馏是一种常见的分离技术,通过利用不同物质的沸点差异,将混合物中的成分逐步分离出来。
本次实验旨在通过对乙醇和水的精馏分离,探究精馏技术在实际应用中的效果和限制。
二、实验目的1. 了解精馏原理及其在分离混合物中的应用;2. 掌握精馏实验的基本操作技巧;3. 分析精馏实验结果,总结精馏技术的优缺点。
三、实验仪器和药品1. 精馏设备:包括加热设备、冷却设备、接收设备等;2. 实验药品:乙醇和水的混合物。
四、实验步骤1. 准备工作:清洗精馏设备,确保无杂质;2. 装置组装:将冷却设备与加热设备连接,接收设备放置在冷却设备下方;3. 加热混合物:将乙醇和水的混合物倒入加热设备中,逐渐加热;4. 收集馏出液:在冷却设备中冷却液体,将馏出液收集至接收设备中;5. 分析结果:观察馏出液的变化,记录温度和体积数据。
五、实验结果与分析在实验过程中,我们观察到随着加热的进行,乙醇和水的沸点逐渐升高。
在初始阶段,我们观察到液体开始沸腾,此时馏出液中主要是乙醇。
随着温度的升高,馏出液中的水分逐渐增多,乙醇的含量逐渐降低。
最终,在达到一定温度后,馏出液中主要成分为水。
通过实验结果的分析,我们可以得出以下结论:1. 精馏技术可以有效地分离混合物中的成分,利用不同物质的沸点差异实现分离;2. 在精馏过程中,温度的控制非常重要。
过高的温度可能导致混合物破坏或产生不良反应;3. 精馏技术对于沸点差异较小的物质分离效果较差,需要借助其他分离技术来辅助。
六、实验总结通过本次精馏实验,我们对精馏技术有了更深入的了解。
精馏作为一种常见的分离技术,在实际应用中具有广泛的应用前景。
然而,我们也应该意识到精馏技术的局限性,它在分离沸点差异较小的物质时效果较差,需要借助其他技术来提高分离效果。
在今后的实验中,我们可以进一步探究精馏技术在不同混合物中的应用,以及如何通过改变实验条件来优化分离效果。
同时,我们也可以研究其他分离技术,如萃取、结晶等,以拓宽我们的实验技能和知识面。
重磅精馏实验报告[大全5篇]
![重磅精馏实验报告[大全5篇]](https://img.taocdn.com/s3/m/3a49f9e3185f312b3169a45177232f60ddcce7db.png)
重磅精馏实验报告[大全5篇]第一篇:重磅精馏实验报告本科实验报告课程名称:过程工程原理实验(乙)实验名称:筛板塔精馏操作及效率测定姓名:学院(系):学号:指导教师:同组同学:一、实验目的和要求1、了解板式塔的结构和流程,并掌握其操作方法;2、测定筛板塔在全回流和部分回流时的全塔效率及全回流时的单板效率;3、改变操作条件(回流比、加热功率等)观察塔内温度变化,从而了解回流的作用和操作条件对精馏分离效果的影响。
要求:已知原料液中乙醇的质量浓度为15~20%,要求产品中乙醇的质量浓度在 85%以上。
二、实验内容和原理板式精馏塔的塔板是气液两相接触的场所,塔釜产生的上升蒸汽不从塔顶下降的下降液逐级接触进行传热和传质,下降液经过多次部分气化,重组分含量逐渐增加,上升蒸汽经多次部分冷凝,轻组分含量逐渐增加,从而使混合物达到一定程度的分离。
(一)全回流操作时的全塔效率E T 和单板效率E mV(4)的测定1、全塔效率(总板效率)E T1100%TTPNEN-=⨯(1)式中:N T —为完成一定分离任务所需的理论板数,包括蒸馏釜; N P —为完成一定分离任务所需的实际板数,本装置第二篇:精馏实验报告本科实验报告课程名称:过程工程原理实验(乙)实验名称:筛板塔精馏操作及效率测定姓名:学院(系):学号:指导教师:同组同学:一、实验目的和要求1、了解板式塔的结构和流程,并掌握其操作方法;2、测定筛板塔在全回流和部分回流时的全塔效率及全回流时的单板效率;3、改变操作条件(回流比、加热功率等)观察塔内温度变化,从而了解回流的作用和操作条件对精馏分离效果的影响。
要求:已知原料液中乙醇的质量浓度为 15~20%,要求产品中乙醇的质量浓度在 85% 以上。
二、实验内容和原理板式精馏塔的塔板是气液两相接触的场所,塔釜产生的上升蒸汽与从塔顶下降的下降液逐级接触进行传热和传质,下降液经过多次部分气化,重组分含量逐渐增加,上升蒸汽经多次部分冷凝,轻组分含量逐渐增加,从而使混合物达到一定程度的分离。
精馏实验实验报告
精馏实验实验报告一、实验目的这次精馏实验的目的呢,就是让咱们深入了解精馏的原理和操作过程,学会怎么把混合物中的不同成分给分离开来,就像咱们在生活中把乱七八糟的东西整理得井井有条一样。
二、实验原理说起来,精馏的原理其实也不难理解。
简单点说,就是利用混合物中各组分的沸点不同,通过加热让它们变成气体,然后再冷却凝结,这样就能把不同沸点的组分给分开啦。
就好比是一群小伙伴,有的跑得快,有的跑得慢,咱们在终点设个关卡,就能把他们一个一个地给区分开。
我记得有一次去菜市场买菜,看到卖鱼的摊位那儿,老板在处理一堆各种各样的鱼。
他先把大鱼和小鱼分开,然后又把不同种类的鱼分类摆放,这不就有点像咱们的精馏嘛!不同的鱼就像是混合物中的不同组分,老板通过他的方法把它们给区分开来,方便顾客挑选。
三、实验仪器与试剂咱们这次实验用到的仪器可不少,有精馏塔、冷凝器、再沸器、温度计、流量计等等。
试剂呢,就是一些常见的混合物,比如乙醇和水的混合物。
四、实验步骤1、首先,咱们得把实验装置搭建好,就像搭积木一样,每个部件都要安装得稳稳当当的。
这可不能马虎,要是有个地方没装好,那实验可就没法顺利进行啦。
2、然后,往再沸器里加入适量的混合物,打开加热装置,让混合物开始沸腾。
这时候,就能看到热气腾腾的景象,就像家里煮饺子时锅里冒出来的热气一样。
3、随着温度的升高,混合物中的组分开始变成气体,顺着精馏塔往上跑。
这时候,冷凝器就发挥作用了,把这些气体冷却变成液体。
4、咱们要时刻关注温度计和流量计的读数,记录下不同时刻的数据。
这就像是在跑步比赛中,记录运动员的速度和时间一样重要。
5、最后,等实验进行一段时间后,从塔顶和塔底分别取出样品,进行分析,看看咱们的分离效果怎么样。
五、实验数据记录与处理在实验过程中,我们可是认认真真地记录了各种数据,比如温度、流量、组成等等。
然后,根据这些数据,我们可以计算出精馏塔的理论塔板数、实际塔板效率等参数。
这就好比是做完作业后,要检查对错,看看自己掌握得怎么样。
精馏实验报告
精馏实验报告
在化学实验中,精馏是一种常见的分离技术,适用于液体混合物的分离。
本文旨在介绍精馏实验的步骤、原理以及实验结果分析。
一、实验步骤
1. 准备设备:精馏装置、加热器、温度计、试管等。
2. 将混合物放入精馏瓶中。
3. 连接精馏装置,保证通气畅通。
4. 加热精馏瓶,使其达到沸腾状态。
5. 调整温度计,记录沸点。
6. 收集纯净物质。
二、实验原理
精馏的原理是基于不同物质沸点差异的分离。
当混合物达到沸腾状态时,不同物质的沸点不同,易于分离。
三、实验结果分析
将苯与甲苯混合后进行精馏实验,取得以下实验结果:苯的沸点为80℃,甲苯的沸点为138℃,混合物的初沸点为85℃,最后收集沸点为138℃的甲苯,初沸点为80℃的苯。
由此可以看出,通过精确的调节温度,不同物质可以得到相应的纯净产物,效果显著。
四、实验注意事项
1. 精馏瓶需注意密封,无泄漏现象。
2. 精馏前需检查试剂是否有杂质。
3. 操作时需配戴防护手套等安全用具以保证实验安全。
综上所述,精馏实验是一种常用的分离技术,具有广泛的应用
价值。
在实验中,需要认真操作、精确测量,方可达到良好的分
离效果。
希望读者能够在实践中实现理论的应用,提高实验技能。
化工原理实验精馏实验报告
化工原理实验精馏实验报告This manuscript was revised on November 28, 2020北京化工大学学生实验报告学院:化学工程学院姓名:王敬尧学号:专业:化学工程与工艺班级:化工1012班同组人员:雍维、雷雄飞课程名称:化工原理实验实验名称:精馏实验实验日期北京化工大学实验五精馏实验摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。
通过实验,了解精馏塔工作原理。
关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。
但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的~倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
化工原理精馏实验报告
化工原理精馏实验报告一、实验目的与原理本实验的目的是通过精馏操作,对乙醇与水的二元混合物进行分离,从而了解精馏操作的原理与应用。
精馏是一种常用的分离技术,基于不同组分的沸点不同,通过加热混合物使其沸腾,然后通过冷凝、蒸汽液分离等操作,实现不同组分的分离。
对二元混合物而言,其沸点的差异性更加明显,通过精馏操作可以将其分离得更加彻底。
二、实验步骤1.实验器材准备:精馏设备、酒精灯、温度计、进料管、冷凝管、接收瓶等。
2.操作准备:将乙醇与水按照一定比例混合,配制出所需的二元混合物。
3.实验操作:a.将精馏设备中的进料管连通到冷凝管,并将冷凝管的另一端放入接收瓶中。
b.将混合物倒入精馏设备的加热壶中,并点燃酒精灯进行加热。
c.随着加热进行,观察温度计的示数,记录下不同温度下的温度值。
d.当达到乙醇的沸点温度时,开始冷凝,此时可以观察到接收瓶中液体的变化。
e.等待一段时间,直至所需分离程度达到要求,即可结束实验。
三、实验结果与数据处理在实验过程中,我们记录下了不同温度下温度计的示数,得到如下数据表格:温度(℃),示数(°C):--------,:--------85,83.589,86.592,89.294,92.096,94.597,96.099,97.3根据实验结果可知,乙醇的沸点大约为78.3℃,水的沸点约为100℃,所以在加热过程中,首先蒸发的是乙醇,其后才是水。
通过观察接收瓶中液体的变化,可以看到一定程度上的分离。
四、实验讨论与总结通过本次实验,我们成功进行了乙醇与水的精馏实验,并取得了一定的分离效果。
实验结果与理论预期相符,验证了精馏操作的原理与应用。
然而,由于实验条件与设备的限制,所得结果与预期结果仍有一定差距。
为了达到更好的分离效果,可以尝试以下改进措施:1.提高加热壶的温度控制精度,保证加热过程的均匀性;2.加大冷凝管的冷却效果,加快蒸汽液分离的速度;3.调整精馏设备的结构,增强对二元混合物的分离效果。
精馏实验的实验报告
精馏实验的实验报告精馏实验的实验报告引言:精馏实验是化学实验中常见的一种分离技术,通过利用液体混合物的不同沸点,将其分离为不同组分。
本实验旨在通过对乙醇-水混合物的精馏实验,了解精馏原理及操作方法,并探究影响精馏效果的因素。
实验目的:1. 掌握精馏实验的基本原理和操作方法;2. 了解乙醇-水混合物的沸点与浓度之间的关系;3. 探究不同因素对精馏效果的影响。
实验原理:精馏是利用液体混合物中不同组分的沸点差异进行分离的一种方法。
在精馏过程中,混合物被加热,沸点较低的组分首先汽化,然后在冷凝管中冷却凝结,最后收集。
通过连续蒸馏,可以实现对液体混合物的分离。
实验步骤:1. 准备实验装置:将精馏装置搭建好,包括加热设备、冷凝管、收集瓶等。
2. 准备乙醇-水混合物:按照预定比例混合乙醇和水,制备不同浓度的混合液。
3. 装液:将混合液倒入精馏瓶中,注意不要超过瓶口。
4. 开始加热:将加热设备加热至适当温度,使混合液开始汽化。
5. 收集馏出液:通过冷凝管将馏出液冷却凝结,收集于收集瓶中。
6. 记录数据:记录每次收集的馏出液的体积和温度。
实验结果与分析:在实验过程中,我们制备了不同浓度的乙醇-水混合液进行精馏实验。
随着浓度的增加,馏出液的沸点逐渐升高。
这是因为乙醇和水的沸点不同,乙醇的沸点较低,水的沸点较高。
通过精馏,我们可以将乙醇从水中分离出来。
此外,我们还探究了不同因素对精馏效果的影响。
首先是加热温度的影响。
实验中,我们发现加热温度的升高可以提高精馏效果,即加快馏出液的产出速度。
然而,过高的温度可能导致混合液的剧烈沸腾,使得分离效果下降。
其次是冷凝管的冷却效果。
冷凝管的冷却效果直接影响着馏出液的凝结速度。
如果冷凝管冷却不充分,会导致液滴回流,影响分离效果。
因此,保持冷凝管的良好冷却是保证精馏效果的关键。
实验结论:通过精馏实验,我们成功地分离了乙醇和水混合液。
实验结果表明,乙醇和水的沸点差异使得精馏成为一种有效的分离方法。
化工原理精馏实验报告

化工原理精馏实验报告一、实验目的1.了解精馏的基本原理和操作方法。
2.掌握精馏列等常规化工装置的组装和拆卸方法。
3.学习操作精馏列进行混合物的分离。
二、实验原理精馏是利用液体混合物中组分挥发性的差异,通过升温使其分别汽化和冷凝,实现不同组分的分离。
根据原理和设备的不同,可分为常压精馏和减压精馏。
常压精馏通常采用碗状蒸馏器,其馏出液不一般含气体,供后续步骤使用。
减压精馏蒸馏器采用圆筒形设计,湿性气体排放恶劣等特点。
三、实验装置本次实验使用的精馏装置包括:碟状蒸馏器、冷凝器、接收瓶、加热器、温度传感器等。
四、实验步骤1.将碟状蒸馏器装置迅速、适当地安插在加热器上,并设置温度传感器。
2.将待测试物质加入碟状蒸馏器,并紧密封好。
3.连接冷凝器和接收瓶,确保冷凝器充分冷却。
4.使用加热器对碟状蒸馏器进行加热,并监测温度传感器。
5.在实验过程中,根据馏出液的收集情况及温度变化来调整加热器的加热功率。
6.测定不同温度下不同组分的收集量,并记录数据。
7.实验结束后,拆卸碟状蒸馏器,清洗实验装置,并做好相关记录。
五、实验结果与讨论在实验过程中,我们选择了乙醇和水的混合物进行精馏实验。
通过实验观察和数据记录,我们得到了以下结果:1.随着温度升高,乙醇的馏出量逐渐增加。
2.当温度达到78℃左右时,乙醇开始大量馏出,水的馏出量减少。
3.经过一段时间,馏出物逐渐转变为纯乙醇。
根据实验结果,我们可以得出结论:乙醇和水在常压下的沸点不同,通过精馏操作,可以将乙醇从水中分离出来,达到纯化乙醇的效果。
同时,在实验过程中,通过调节加热功率和控制温度变化,可以进一步提高乙醇的纯度。
六、实验总结本次实验通过对乙醇和水的精馏实验,掌握了精馏的基本原理和操作方法。
通过实验观察和数据记录,我们了解了温度与组分的关系,并得到了较为满意的分离效果。
同时,实验过程中我们也注意到了一些操作细节和注意事项,比如加热功率的调整和温度传感器的准确定位等。
化工原理实验报告--精馏实验
填料精馏塔实验一、实验目的1.观察填料精馏塔精馏过程中气、液两相流动状况;2.掌握测定填料等板高度的方法;3.研究回流比对精馏操作的影响。
二、实验原理精馏塔是实现液体混合物分离操作的气液传质设备,精馏塔可分为板式塔和填料塔。
板式塔为气液两相在塔内逐板逆流接触,而填料塔气液两相在塔内沿填料层高度连续微分逆流接触。
填料是填料塔的主要构件,填料可分为散装填料和规整填料,散装填料如:拉西环、鲍尔环、阶梯环、弧鞍形填料、矩鞍形填料、θ网环等;规整填料有板波纹填料、金属丝网波纹填料等。
由于填料塔内气液两相传质过程十分复杂,影响因素很多,包括填料特性、气液两相接触状况及两相的物性等。
在完成一定分离任务条件下确定填料塔内的填料层高度时,往往需要直接的实验数据或选用填料种类、操作条件及分离体系相近的经验公式进行填料层高度的计算。
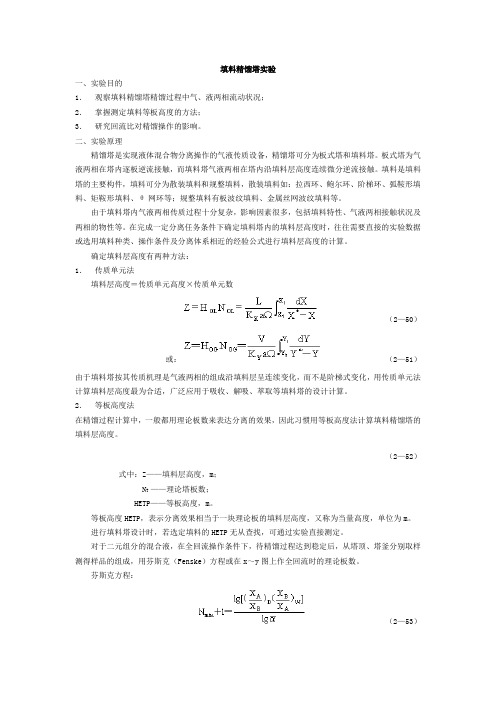
确定填料层高度有两种方法:1.传质单元法填料层高度=传质单元高度×传质单元数(2—50)或:(2—51)由于填料塔按其传质机理是气液两相的组成沿填料层呈连续变化,而不是阶梯式变化,用传质单元法计算填料层高度最为合适,广泛应用于吸收、解吸、萃取等填料塔的设计计算。
2.等板高度法在精馏过程计算中,一般都用理论板数来表达分离的效果,因此习惯用等板高度法计算填料精馏塔的填料层高度。
(2—52)式中:Z——填料层高度,m;N T ——理论塔板数;HETP——等板高度,m。
等板高度HETP,表示分离效果相当于一块理论板的填料层高度,又称为当量高度,单位为m。
进行填料塔设计时,若选定填料的HETP无从查找,可通过实验直接测定。
对于二元组分的混合液,在全回流操作条件下,待精馏过程达到稳定后,从塔顶、塔釜分别取样测得样品的组成,用芬斯克(Fenske)方程或在x~y图上作全回流时的理论板数。
芬斯克方程:(2—53)式中:——全回流时的理论板数;——塔顶易挥发组分与难挥发组分的摩尔比;——塔底难挥发组分与易挥发组分的摩尔比;——全塔的平均相对挥发度,当α变化不大时,在部分回流的精馏操作中,可由芬斯克方程和吉利兰图,或在x~y图上作梯级求出理论板数。
化工原理实验报告精馏实验
化工原理实验报告精馏实验
化工原理实验报告:精馏实验
实验目的:
本次实验旨在通过精馏实验,掌握精馏过程的基本原理,了解精馏技术在化工
生产中的应用,并掌握精馏实验的操作技能。
实验原理:
精馏是一种利用液体混合物中不同成分的沸点差异进行分离的物理方法。
在精
馏过程中,液体混合物首先被加热至沸点,然后蒸气被冷凝成液体,最终得到
不同成分的纯净产物。
实验步骤:
1. 准备实验装置:将精馏瓶、冷凝管、加热设备等装置搭建好,并连接好管道。
2. 将待分离的液体混合物倒入精馏瓶中。
3. 加热液体混合物,使其达到沸点,产生蒸气。
4. 蒸气通过冷凝管冷却成液体,分别收集不同成分的产物。
实验结果:
经过精馏实验,我们成功地将液体混合物分离成了不同成分的产物。
通过实验,我们观察到不同成分的沸点差异导致了它们在精馏过程中的分离。
这表明精馏
技术在化工生产中具有重要的应用价值。
实验结论:
通过本次精馏实验,我们深入了解了精馏技术的原理和操作方法,掌握了精馏
实验的操作技能。
精馏技术在化工生产中具有广泛的应用,能够有效地分离液
体混合物中的不同成分,提高产品的纯度和质量,具有重要的经济意义和社会
价值。
总结:
精馏实验是化工原理课程中的重要实验之一,通过本次实验,我们对精馏技术有了更深入的了解,为今后的学习和工作打下了坚实的基础。
希望通过不断的实践和学习,我们能够更加熟练地掌握精馏技术,为将来的化工生产做出更大的贡献。
化工原理实验报告-精馏

精馏实验一、实验任务和目的:1、充分利用计算机采集和控制系统具有的快速、大容量和实时处理的特点,进行精馏过程多实验方案的设计,并进行实验验证,得出实验结论。
以掌握实验研究的方法。
2、学会识别精馏塔内出现的几种操作状态,并分析这些操作状态对塔性能的影响。
3、学习精馏塔性能参数的测量方法,并掌握其影响因素。
4、测定精馏过程的动态特性,提高学生对精馏过程的认识。
二、实验原理:在板式精馏塔中,由塔釜产生的蒸汽沿塔板逐板上升与来自塔板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要有无穷多块塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔内中,这在生产中无实际意义。
但是,由于此时所需理论塔板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时使用。
3、实验流程(简图);4、操作步骤;4.1、设置参数设置精馏段塔板数为5,设置提馏段塔板数为3,配置浓度比为0.66的乙醇/正丙醇混合液,设置进料罐的一次性进料量为2L。
4.2、精馏塔进料(1)连续点击"进料"按钮,进料罐开始进料,直到罐内液位达到70%以上。
(2)启动进料泵。
(3)设定进料泵功率,将进料流量控制器的 OP 值设为50%。
(4)设定预热器功率,将进料温度控制器的 OP 值设为60%,开始加热。
(5)打开塔釜液位控制器,控制液位在70%-80%之间。
4.3、启动再沸器(1)将塔顶冷凝器内通入冷却水。
(2)设定塔釜加热功率,将塔釜温度控制器的 OP 值设为 50%。
精馏实验报告
精馏实验报告精馏实验报告引言:精馏是一种常用的物质分离方法,主要用于纯化液体混合物。
通过控制液体的沸点差异,将混合物加热至沸腾,然后重新冷凝,使其中的成分按照沸点高低顺序分离,从而达到纯化的目的。
本次实验以乙酸和水的混合物为例,探究了精馏分离的过程和原理。
实验步骤:1. 将乙酸和水按照体积比1:1装入精馏瓶中,并加入少量红色染料。
2. 用橡胶塞将装有混合液的精馏瓶密封,并将精馏瓶连接至加热设备。
3. 打开冷却水源,调节水流量,使冷却器保持恒定的冷却效果。
4. 首先加热混合液直至开始沸腾,持续加热2-3分钟,直至沸腾变得稳定。
5. 观察冷却管中的冷凝液的颜色变化,并记录下相应观察结果。
6. 关闭加热设备,等待冷却瓶内的液体冷却至室温。
7. 分别称取冷却瓶中上层液体和下层液体的质量,并记录下来。
8. 对得到的液体进行密度测定,计算乙酸在混合液中的摩尔分数。
实验结果及讨论:经过精馏分离,观察到冷却管中的冷凝液在开始时呈现红色,在过程中逐渐变为透明无色。
这说明红色染料主要富集在乙酸的馏出液中,进一步验证了我们分离乙酸和水的目的。
根据实验数据,上层液体的质量为25.5 g,下层液体的质量为15.5 g。
然后我们可以计算乙酸在混合液中的摩尔分数。
乙酸的摩尔质量为60.05 g/mol,水的摩尔质量为18.015 g/mol。
根据上层液体和下层液体的质量和摩尔质量的关系,我们可以得到下层液体中乙酸的质量为15.5 g,因此它的摩尔量为15.5g / 60.05 g/mol = 0.258 mol。
上层液体中乙酸的质量为25.5 g,因此它的摩尔量为25.5 g / 60.05 g/mol = 0.425 mol。
乙酸在混合液中的摩尔分数可以用下层液体中乙酸的摩尔量除以总摩尔量的方法计算得到。
乙酸的总摩尔量为0.258 mol + 0.425 mol = 0.683 mol。
因此,乙酸在混合液中的摩尔分数为0.258 mol / 0.683 mol = 0.377。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
化原实验精馏实验报告北京化工大学学生实验报告学院: 化学工程学院姓名:学号:专业:化学工程与工艺班级:同组人员:课程名称:化工原理实验实验名称: 精馏实验实验日期北京化工大学实验五精馏实验摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率.通过实验,了解精馏塔工作原理.关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽—液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗.回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔.当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。
但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用....感谢聆听...实际回流比常取最小回流比的1。
2~2.0倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法.(1)总板效率EE=N/N e式中E—-总板效率;N——理论板数(不包括塔釜);Ne——实际板数。
(2)单板效率E mlEml=(xn—1-x n)/(xn—1—xn*)式中E ml-—以液相浓度表示的单板效率;xn,xn—1—-第n块板和第n-1块板的液相浓度;x n*——与第n块板气相浓度相平衡的液相浓度.总板效率与单板效率的数值通常由实验测定。
单板效率是评价塔板性能优劣的重要数据。
物系性质、板型及操作负荷是影响单板效率的重要因数。
当物系与板型确定后,可通过改变气液负荷达到最高板效率;对于不同的板型,可以保持相同的物系及操作条件下,测定其单板效率,以评价其性能的优劣。
总板效率反映全塔各塔板的平均分离效果,常用于板式塔设计中....感谢聆听...若改变塔釜再沸器中加热器的电压,塔内上升蒸汽量将会改变,同时,塔釜再沸器电加热器表面的温度将发生变化,其沸腾给热系数也将发生变化,从而可以得到沸腾给热系数与加热量的关系。
由牛顿冷却定律,可知Q=αA△t m式中 Q--加热量,kw;α——沸腾给热系数,kw/(m2*K);A—-传热面积,m2;△tm--加热器表面与主体温度之差,℃。
若加热器的壁面温度为ts,塔釜内液体的主体温度为tw,则上式可改写为Q=aA(t s—tw)由于塔釜再沸器为直接电加热,则加热量Q为Q=U2/R式中U--电加热的加热电压,V; R-—电加热器的电阻,Ω。
三、装置和流程本实验的流程如图1所示,主要有精馏塔、回流分配装置及测控系统组成。
1.精馏塔精馏塔为筛板塔,全塔共八块塔板,塔身的结构尺寸为:塔径∮(57×3.5)mm,塔板间距80mm;溢流管截面积78。
5mm2,溢流堰高12mm,底隙高度6mm;每块塔板开有43个直径为1.5mm的小孔,正三角形排列,孔间距为6mm.为了便于观察踏板上的汽-液接触情况,塔身设有一节玻璃视盅,在第1—6块塔板上均有液相取样口....感谢聆听...蒸馏釜尺寸为∮108mm×4mm×400mm。
塔釜装有液位计、电加热器(1.5kw)、控温电热器(200w)、温度计接口、测压口和取样口,分别用于观测釜内液面高度,加热料液,控制电加热装置,测量塔釜温度,测量塔顶与塔釜的压差和塔釜液取样。
由于本实验所取试样为塔釜液相物料,故塔釜内可视为一块理论板.塔顶冷凝器为一蛇管式换热器,换热面积为0。
06m2,管外走冷却液。
...感谢聆听...图1精馏装置和流程示意图1.塔顶冷凝器 2。
塔身3.视盅 4.塔釜5.控温棒 6.支座7.加热棒8.塔釜液冷却器 9.转子流量计10.回流分配器11.原料液罐12。
原料泵13.缓冲罐14.加料口15.液位计2.回流分配装置回流分配装置由回流分配器与控制器组成。
控制器由控制仪表和电磁线圈构成。
回流分配器由玻璃制成,它由一个入口管、两个出口管及引流棒组成。
两个出口管分别用于回流和采出。
引流棒为一根∮4mm的玻璃棒,内部装有铁芯,塔顶冷凝器中的冷凝液顺着引流棒流下,在控制器的控制下实现塔顶冷凝器的回流或采出操作。
即当控制器电路接通后,电磁圈将引流棒吸起,操作处于采出状态;当控制器电路断开时,电磁线圈不工作,引流棒自然下垂,操作处于回流状态。
此回流分配器可通过控制器实现手动控制,也可通过计算机实现自动控制。
...感谢聆听...3.测控系统在本实验中,利用人工智能仪表分别测定塔顶温度、塔釜温度、塔身伴热温度、塔釜加热温度、全塔压降、加热电压、进料温度及回流比等参数,该系统的引入,不仅使实验跟更为简便、快捷,又可实现计算机在线数据采集与控制.4.物料浓度分析本实验所用的体系为乙醇-正丙醇,由于这两种物质的折射率存在差异,且其混合物的质量分数与折射率有良好的线性关系,故可通过阿贝折光仪分析料液的折射率,从而得到浓度。
这种测定方法的特点是方便快捷、操作简单,但精度稍低;若要实现高精度的测量,可利用气相色谱进行浓度分析。
...感谢聆听...混合料液的折射率与质量分数(以乙醇计)的关系如下。
ω=58。
9149—42.5532D n式中ω——料液的质量分数;n——料液的折射率(以上数据为由实D验测得)。
四、操作要点①对照流程图,先熟悉精馏过程中的流程,并搞清仪表上的按钮与各仪表相对应的设备与测控点。
②全回流操作时,在原料贮罐中配置乙醇含量20%~25%(摩尔分数)左右的乙醇-正丙醇料液,启动进料泵,向塔中供料至塔釜液面达250~300mm。
③启动塔釜加热及塔身伴热,观察塔釜、塔身t、塔顶温度及塔板上的气液接触状况(观察视镜),发现塔板上有料液时,打开塔顶冷凝器的水控制阀.④测定全回流情况下的单板效率及全塔效率,在一定的回流量下,全回流一段时间,待该塔操作参数稳定后,即可在塔顶、塔釜及相邻两块塔板上取样,用阿贝折光仪进行分析,测取数据(重复2~3次),并记录各操作参数。
⑤实验完毕后,停止加料,关闭塔釜加热及塔身伴热,待一段时间后(视镜内无料液时),切断塔顶冷凝器及釜液冷却器的供水,切断电源,清理现场。
五、报告要求①在直角坐标系中绘制x —y图,用图解法求出理论板数。
②求出全塔效率和单板效率。
③结合精馏操作对实验结果进行分析。
六、数据处理(1)原始数据操作系数:加热电压 104.5V;塔釜温度87.0℃;塔顶温度78.6℃;全塔压降1.33kPa 。
实验数据:①塔顶:1D n =1。
3632,2D n =1.3631;塔釜:1D n =1.3744,2D n =1。
3742 .②第四块板:1D n =1.3655,2D n =1。
3654;第五块板:1D n =1.3644,2D n =1.3666。
(2)数据处理①由附录查得101。
325kPa 下乙醇—正丙醇 t-x-y 关系:表1:乙醇—正丙醇平衡数据(p=101.325kPa) 序号液相组成x 气相组成y 沸点/℃ 10 0 97.16 20。
126 0。
240 93.85 30.188 0。
318 92.66 40.210 0。
339 91.6 50。
358 0。
550 88.32 60.461 0.650 86.25 70.546 0。
711 84。
98 80.600 0。
760 84.13 90.663 0。
799 83.06 100.844 0.914 80。
59 11 1.0 1.0 78。
38乙醇沸点:78.38℃,丙醇沸点:97。
16℃.②原始数据处理:表2:原始数据处理名称 折光率1D n 折光率2D n 平均折光率D n质量分数 摩尔分率x塔顶1.36321.36311.3632 0。
90850。
9283塔釜 1.3744 1。
37421。
37430。
43400.5001第4块板1.36551。
36541。
36550.81060。
8481第5块板1。
36641.36661。
36650.76600。
8102数据计算以塔顶为例:n D=n D1+n D22=1.3632+1.36312=1.3632ω=58.9149−42.5532n D=58.9149−42.5532×1.3632=0.9085x=ωω乙醇ωω乙醇+1−ωω正丙醇=0.9085460.908546+1−0.908560=0.9283③在直角坐标系中绘制x-y图,用图解法求出理论板数。
参见乙醇—丙醇平衡数据作出乙醇-正丙醇平衡线,全回流条件下操作线方程为y=x,具体作图如下所示(塔顶组成xD=0.9283,塔釜组成x W=0.5001):图2:乙醇—正丙醇平衡线与操作线图④求出全塔效率和单板效率。
由图解法可知,理论塔板数为4.8块(包含塔釜),故全塔效率为E E =NN ε×100%=4.88×100%=60.0%使用ma tlab 拟合乙醇—正丙醇平衡数据,得到平衡线拟合方程如下:320.5438 1.5291 1.98440.0007y x x x =-++; 拟合图线如下:0.20.40.60.8100.20.40.60.81平衡线操作线0.9280.5001yx图3:乙醇-正丙醇气液相平衡数据拟合图第5块板的气相浓度为y5=x4=0.8481,则此时,x5∗=0.7335则第5块板单板效率E ml,5=0.8481−0.81020.8481−0.7335×100%=33.1%七、误差分析及结果讨论1。
误差分析:(1)实验过程误差:实验过程中操作条件是在不断变化的,无法达到完全稳定状态,启动实验装置1小时后,加热电压波动范围为±0。
3,全塔压降波动范围为±0。
02,塔顶及塔釜温度波动范围为±0.01,每次取料后会引起短时间的数据起伏;使用阿贝折光仪读数时存在误差。
(2)数据处理误差:使用作图法求取理论塔板数存在一定程度的误差,从而求取的全塔效率不够精确。