Consteel电弧炉炼钢工艺节能降耗特点分析
Consteel电弧炉的特点及操作工艺

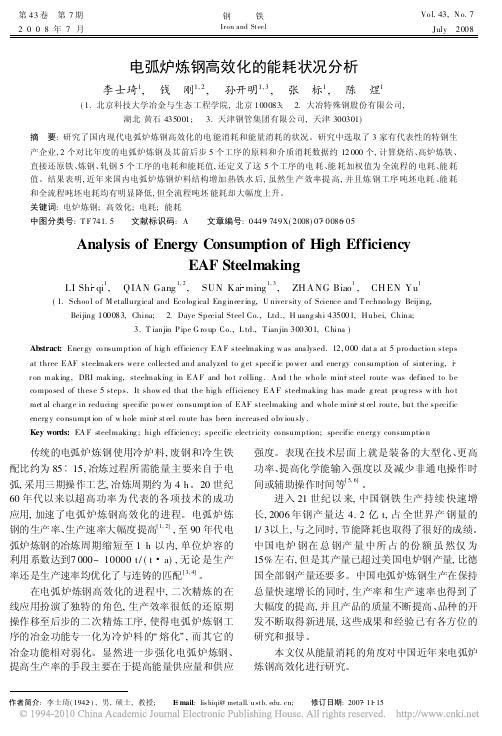
Consteel电弧炉的特点及操作工艺
刘鹏
【期刊名称】《工业加热》
【年(卷),期】2008(037)005
【摘要】Consteel电弧炉冶炼工艺是一种电炉冶炼新工艺,介绍了Consteel电弧炉冶炼的特点及操作工艺.
【总页数】3页(P58-60)
【作者】刘鹏
【作者单位】西安鹏远重型电炉制造有限责任公司,陕西,西安,710077
【正文语种】中文
【中图分类】TF741.5
【相关文献】
1.60吨Consteel交流电弧炉液压系统简介 [J], 方颖;陈杰;刘平
2.CONSTEEL(康斯迪)(R)电弧炉的设备与工艺特点 [J], 赵建;阎军;张有震
3.嘉兴钢厂75t Consteel超高功率交流电弧炉的设备和工艺特点 [J], 马登德;范增顺
4.60t Consteel电弧炉不供电炼钢工艺技术开发 [J], 陈列;肖飞虎;郑宝安;赵海东
5.Consteel电弧炉炼钢工艺节能降耗特点分析 [J], 李进
因版权原因,仅展示原文概要,查看原文内容请购买。
广东省韶关钢铁集团有限公司:90t Consteel电弧炉高配比铁水炼钢节能新技术研究与应用

炼 钢 基 本 原材 料 电— — 作 为 电炉
云行 , 为 制 约 电 成
] 集 团 有 限公 司 铁 高 配 比铁 水炼 钢
支 基 础 上 , 过 术 通
该项技术解决 了当今国际上电炉采用高比例铁水炼钢
的工 艺 技 术 的难 题 ,实现 了 9tC nt e 电弧炉 在 炼 钢过 0 o se l 程 中无 需 电极 和 电能 ,吨 钢 成本 大 幅 度 下 降 ,经 济 效 益 显
炉盖系统 以及 电
] 究 ,解 决 了 长 研 ; 难题 ,实现 了 的
水 量 达 到 和 超 过
著。达到了国际同类技术的先进水平。日
完成 人 : 王三武 、 凌云、 肖楚 坚、 张治跃 、 钟寿军 、 彭雄茂 、 肖
方锦 、 郑松顺 、 胡石金 、 毛永华 、 日升 、 唐 李维松、 义东、 黄 袁
毫 团有 限公 司
ห้องสมุดไป่ตู้
电弧炉高配 比 琶 新技术研究与应用
经 济 支 柱 的 钢铁
节约 电能 的 目的。 项 目实施 后 吨 钢 台炼 电耗 由 20W/ 降 到 OW/, 8 kh t下 kh t 电极 消 耗 由 14gt下降 到 Ogt吨 钢 坯 的成 本 由 3 3 .k/ k/, 33元 下降到 2 5 4 0元 ,经 济 、社 会 效 益 显 著 。 一 举 扭 转 了 9 t 0 Cnte 电弧 炉炼 钢 工 艺 严 重 亏损 的 局 面。 ose l
立军、 德 明 侯
内 例 , 分 利 用 比 充 } ,达 到 了炼 钢 能
广 科 0 1 第1/ 9 东 技2 80总 9期l 0 " 4
浅析炼钢厂节能降耗

浅析炼钢厂节能降耗摘要:随着全球能源资源的日益紧缺和环境问题的不断加剧,炼钢行业作为能源消耗高、碳排放大的行业,面临着严峻的节能减排压力。
炼钢厂的节能降耗措施对推动炼钢行业的可持续发展和环境保护具有重要意义。
本文主要分析炼钢厂节能降耗。
关键词炼钢厂;节能降耗引言炼钢厂在生产过程中消耗大量的能源和原材料,如燃料、电力和铁矿石等。
然而,传统的炼钢工艺和设备存在着能源利用效率低、能源浪费、排放物排放过高等问题,导致能源消耗过大、生产成本上升,并对环境造成负面影响。
因此,炼钢厂需要采取一系列有效的节能降耗措施,以提高能源利用效率、降低能耗和减少污染。
这些措施包括改进工艺流程、引进先进设备、优化能源管理系统以及开展废弃物回收利用等。
通过实施这些措施,炼钢厂可以实现节约能源、降低生产成本、改善环境质量,同时也为企业的可持续发展提供了新的机遇。
1、炼钢厂节能减排项目内容炼钢过程中的工艺流程进行优化和改进,以提高能源利用效率和降低能耗。
这可能涉及到炉料预处理、冶炼反应条件调控、废气回收利用等方面的改进措施。
引入先进的炼钢设备和技术创新,提高炼钢过程中的能源转化效率。
例如,使用高效节能的电弧炉、无氧预热系统、脱硫脱氮装置等设备,以及采用新型的冶金工艺。
建立完善的能源管理和监测系统,实现对能源消耗的实时监控和调控。
通过数据采集、分析和智能算法应用,实现能源的精细化管理和优化调整,以提高能源利用效率和降低能耗。
开展废弃物资源化利用项目,将废弃物转化为可再利用的能源或原材料。
例如,将废渣进行粉碎、磁选和回转窑焙烧,以获取高品位的铁粉和其他有价值的物质。
加强员工的节能减排意识和技能培训,提高他们对节能减排重要性的认识和理解,促进他们在工作中主动参与节能减排措施的实施。
建立健全的环境监测体系,进行废气、废水和固体废物等排放物的在线监测和分析。
同时加强环境合规管理,确保炼钢厂的排放物符合国家和地方的环保标准。
2、炼钢厂节能降耗的关键问题2.1能源利用效率低炼钢过程中,能源利用效率较低是主要问题之一。
Consteel康斯迪工艺

Consteel康斯迪工艺冶控集团最新引进的工艺是源自意大利特诺恩集团的Consteel康斯迪系统,特诺恩集团是拥有100多年历史的炼钢工业集成方案的全球基准供应商。
康斯迪工艺都有哪些优异的特点,看完这篇文章,你就会明白一二。
Consteel康斯迪系统来看一下Consteel康斯迪的工艺对比:原料预热可以降低工艺能耗要求在康斯迪电炉工艺中,原料是浸没在熔池中进行融化的,电弧对熔池进行加热,化学反应在金属液相中发生,而不是像顶装料电炉那样,通过电弧或烧嘴直接对废钢传热。
连续加料,熔炼的好处持续泡沫渣下的平熔池冶炼,并且不用烧嘴,有以下好处:更低的电极消耗,并避免电极折断;更低的噪声污染;更低的电网冲击干扰(闪变和谐波);更低的吸N(通常比顶加料电炉低20 ppm );更低的NOx 排放(小于100g/t而顶加料电炉通常是190g/t)。
用于100—120 t/h电弧炉的冶炼周期采用固体炉料(85%废钢--15%生铁)康斯迪电炉的倾动称重系统功率曲线和消耗量电炉瞬时负荷RMS电流谐波趋势图负载电流波形噪音 [分贝]钢中氮含量烟气系统比较:康斯迪电炉VS顶装料电炉康斯迪电炉的环保优势由于Consteel工艺的固有特性以及对预热段中二次燃烧的控制,因此,离开Consteel预热段的烟气总能够满足将有机污染物和含氯污染物(即二噁英)高温裂解所需要的条件。
由此导致了Consteel系统被称为“环境友好型”废钢预热系统。
炉渣成分康斯迪传送机构康斯迪传送带悬吊机构连接小车插入电炉中的连接小车盘康斯迪系统的优势康斯迪电炉兑铁水工艺灵活的模块化炉灵活的模块化炉-FMF•针对不同原料配比冶炼的FMF理念;•设备模块化允许用户可以适应不同的市场条件选用不同的原料配比(铁水、废钢、直接还原铁);•这是灵活的方案,可以通过增加和/或减少模块来应对多变的市场条件;•专门针对铁水工艺的方案(无沸腾、无喷溅等);•业绩:4个国家15套。
Consteel电炉工艺参数的研究与应用

: . : : :
01 .5 0 0
0 . 20 . 30 . 4 0 . 1 . 2 5 . 3 5 . 4 5 5
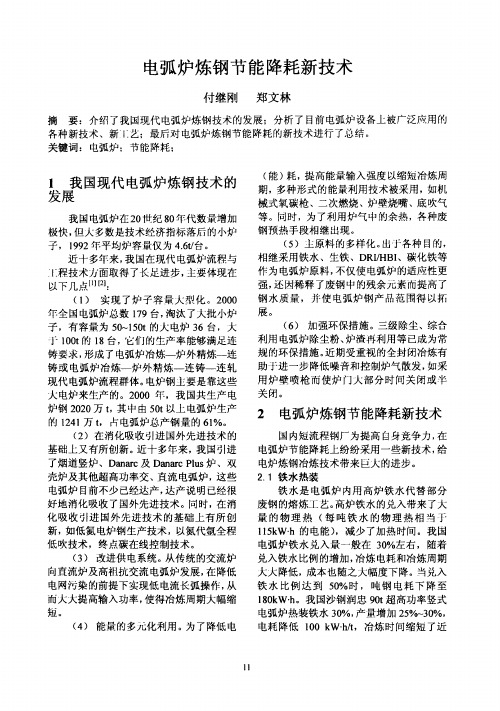
炉渣碱度 图 2 氧化渣的粘度与碱度的关系
124 出渣工艺参数 ..
试生产期间, 出渣过程曾发生过几起爆炸事 故, 究其原因, 是由于喷水量过大, 地面渣区形
温度 / ℃
图 1 氧化渣的粘度与温度的关系
0l5 0136
120
(的 ,目 6 \ 侧 龚
15 C 5 0
与 温度和 碱度的 见图1 2] 由图1 2 关系 _ [, 1 -可
知, 在不影响形成良 好泡沫渣的 前提下, 可适当 降低碱度要求, 降低熔池温度, 碳枪全程喷碳,
同时保证 FO含量不变, e 从而得到持久稳定的泡 沫渣.
沫渣埋弧冶炼等特点. 由于在试生产过程中存在 生产工艺不稳定, 产量低, 消耗高等问题, 严重 影响了设备能力的发挥和经济效益的提高. 石横 特殊钢厂通过对 Cnt l os e电炉工艺参数的研究, e 结合本厂实际生产情况及时优化了主要工艺参 数, 取得了良 好的冶金效果和经济效益.
参数和 优化后的工艺参数见表2 根据原设计S , 艺参数与生产实际的矛盾, 主要在以下几方面进 行了优化改进.
(5 .川 已 \ 侧 拐
A42 =
仓
J
几
.
仁 刁
仓
, . .
n
哭 击
?2 c 2
5 0 1 0 50 5
R. =2 3去
122 泡沫渣工艺参数 ..
鉴于本厂钢铁料质量差, 带人的泥土较多, 要想碱度达到设计要求必须加人大量的石灰, 这 样势必增加石灰和电 能消耗, 对生产成本和生产 率都造成不利影响. 炼钢生产中, 氧化渣的粘度
康斯迪电炉炼钢节能降耗技术要点

康斯迪电炉炼钢节能降耗技术要点发布时间:2022-08-01T08:56:19.790Z 来源:《中国科技信息》2022年33卷3月第6期作者:王哲利[导读] 为了解决碳排放的问题,达到节能降耗的要求,本文以康斯迪电炉钢厂为例,对康斯迪电炉的节能技术要点进行了研究,王哲利梧州市毅马五金制品有限公司广西梧州 543199摘要:为了解决碳排放的问题,达到节能降耗的要求,本文以康斯迪电炉钢厂为例,对康斯迪电炉的节能技术要点进行了研究,提出了降低电耗的解决措施,以期为相关人员提供参考。
关键词:康斯迪电炉;节能降耗;技术1前言当前国内国际都在倡导绿色发展,减少碳排放。
而钢铁冶炼这个高能耗行业必是当前及将来节能减碳治理的重点。
在钢铁冶炼中以烧结,高炉,转炉为代表的长流程冶炼工艺能耗较大,虽然市场存量较大,但未来随着市场及政策的变化肯定会被逐步压缩规模;而随着国内钢铁存量逐步提高,短流程电炉冶炼市场会逐步加大。
而康斯迪电炉则是当前比较节能且近一二十年正在推广发展的短流程冶炼工艺,预计未来将会继续发展进步。
本人过去长期从事电气技术工作,主要是顶装料电弧炉和中频炉,最近几年进入康斯迪电炉钢厂工作,学习总结了一点节能降耗方面的技术心得,下面章节将进行分享介绍。
2康斯迪电炉的节能技术要点CONSTEEL也就是废钢预热水平加料,比传统的顶装料的优势在于一方面废钢得以预热从而降低电耗,关键的另一方面水平持续进料,电弧加热得以持续进行高泡沫渣埋弧加热,电弧热量利用率高。
2.1 利用康斯迪电炉优势节能的关键点(1)废钢搭配要合理,尽量多配高碳料,安全范围内尽量调高预热温度。
(2)高泡沫渣埋弧操作,最大限度提高电弧利用率(3)配置较大功率的电炉变压器,并且优化电极升降调节程序最大限度输出变压器能力(4)合理配电,除第一炉顶装料外,正常冶炼尽量全部使用长弧最大功率送电。
(5)强化供氧,炉壁氧枪尽量选用穿透力强的集束氧枪,并合理选择较高氧气压力和较合适角度(6)稳定较高终点碳含量,减少沸腾等异常大量流渣,提高收得率。
Consteel电弧炉生产45钢的冶炼工艺实践

是脱磷的最佳温度区间。
(2)炉渣的特性及渣量:为了确保炉渣的碱度、
氧化性、流动性达到脱磷的要求,渣料的加入方式有
ConsteeI 加入和第四孔加入。在实际操作过程中,
每炉在冶炼前期,先从炉子第四孔加入1 000 kg 石
灰、500 kg 轻烧白云石渣料;其余渣料在冶炼过程中
从 ConsteeI 连续加入。停止装料后,根据炉渣的具
ConsteeI 电弧炉冶炼优质 45 钢的工艺关键是: (1)加料熔化期的造渣脱磷;(2)终点钢水碳含量及
温度的控制。 1. 2. 1 脱磷 1. 2. 1. 1 脱磷反应机理
收稿日期:2005-08-16 作者简介:黄文献(1975-),男,广东河源人,助理工程师,从事炼钢连铸工艺管理工作。
·12·
采用 SiCa 合金、AI 和 Si - Ca 线喂丝工艺终脱 氧,钢中 Ca / AI 合适,钢中的 AI2 03 类夹杂物能获得 较好的变性处理;同时,钙是对硫化物进行变性处理 的最有效的方法之一,可使条状硫化锰夹杂变为球 状硫化钙夹杂。其反应机理:3Mn + 3Ca0 + 2AI = 3CaS + AI2 03 + 3Mn。因此,采用 Si - Ca 线喂丝工 艺,可充分利用钙元素强脱氧、脱硫及对夹杂物进行 变性处理的优点,有利于铸坯中大颗粒夹杂物的去 除及夹杂物球化率的提高,该工艺可使夹杂物得到 有效的控制[3]。
21 ~ 35 12 ~ 15 40 ~ 50 15 ~ 20 2. 8 ~ 3. 5 2. 8 ~ 3. 5
36 ~ 终点 15 ~ 20 40 ~ 50 15 ~ 20 2. 8 ~ 3. 5 2. 2 ~ 3. 5
(3)熔池搅拌:韶钢 ConsteeI 电弧炉设炉前和炉 后两支水冷碳氧喷枪,超音速的氧气流股可使熔池 产生旋流,再加上激烈的碳氧反应,可使钢渣得到充 分的搅拌,效果良好。
Consteel电炉冶炼工艺的脱磷优势

Consteel电炉冶炼工艺的脱磷优势本文介绍了Consteel电炉冶炼工艺中脱磷工艺所发挥的设备优势。
标签:Consteel电炉;脱磷前言:电炉是目前国内钢厂冶炼特钢的主要设备,其中Consteel电炉这种炼钢工艺,在近十几年中得到了广泛的推广。
Consteel是由美国因特钢(Intersteel)技术公司(1995年并入意大利德兴公司现更名为Tenova)从20世纪70年代开始开发的,1985年该公司将美国纽柯(Nucor)公司的一台电炉改造成consteel,并对其工艺进行了工业试验。
目前Consteel炼钢技术仍是意大利Tenova公司专利工艺设备。
1、Consteel电炉工艺的主要特点是连续加料、连续预热和连续冶炼。
Consteel 无需开启炉盖而是炉侧壁的连续给料设备加料,并能利用一次烟气排放,使烟气通过预热段来预热炉料,节省了大量的电能和化学能。
其冶炼过程中熔池稳定,电气干扰小,车间内噪音较低,工作环境大为改善。
Consteel电炉除了上述的一些优点外,脱磷工艺也在其独特冶炼工艺、加料方式、设备布置配合上,有着很大的优势。
本文就consteel电炉的脱磷优势进行介绍下。
电炉钢水脱磷主要是通过入炉原料和钢水中的磷、电炉内的自由氧以及随着混合料连续入炉的石灰之间的化学反应完成的。
钢水、渣料、氧、磷在炉内化学反应生成了五氧化二磷(5FeO+2Fe3P?P2O5+11Fe)并最终生成磷酸钙[3CaO+P2O5?(CaO)3P2O5],然后通过扒渣操作去除磷酸钙。
电炉的冶炼过程中为了使电炉内的磷、氧气和石灰顺利的发生反应,一般需要提供下列条件:1).渣料的氧化2).渣料的碱度控制3).脱磷反应适宜的钢水温度4).有效的利用率5).出渣上述五点在Consteel工艺中均得到了较好的体现,如下所示:1、在Consteel工艺生产操作中的整个冶炼周期内采用超音速氧枪喷氧极利于渣的氧化。
Consteel电炉根据炉炉壳尺寸以及炉容量来配置氧枪数量与位置。
Consteel

3 t。该 工 程 于 1 8 0) 9 6年 6 7月 间 建 成 投 产 , 、 总投 资 2 0万 ¥, 是 世 界 上用 于 大 生 产 的第 0 这
一
钢 公 司 和 石 横 钢 公 司 , 的 生 产 能 力 已 达 总
行 结 果 。文 章 最 后 指 出 : 管 C nte 电弧 炉 尽 os l e
电弧 炉 将 陆 续 在 我 国 的鄂 城 钢 公 司 和 涟 源 钢
公 司 投产 。C n t l电弧 炉 已 引 起 我 国 电弧 o se e
炉 炼 钢 界 广 泛 的 注 意 。表 1为 迄 今 为 止世 界 上 运 行 中 的 C n te 电弧 炉 。 o se l 本 文 简 要 地 介 绍 了 C n te 电弧 炉 的 工 o sel 艺 特 点 和 最 新 发 展 , 重 叙 述 了 作 者 曾 参 与 着 设计 的 某 公 司 C n te 电弧 炉 工 程 的 设 计 和 o sel 实践 , 介 绍 了初 步 的操 作结 果 , 电弧 炉 炼 并 供 钢界 参 考 。 2 O nte 电 弧 炉 的 优 越 性 o se l 2. C n te 电 弧 炉 的工 艺 特 点 1 o se l o se l C n te 电弧 炉 炼 钢 工 艺 是 唯 一 能 够 连
维普资讯
20 0 2年第 3 期
上 海 宝 钢 工 程 设 计
5
C n te 电 弧 炉 工 程 的 设 计 和 实 践 o se l
困
吴 清徐 南 正 行
内 容 提 要 本 文介 绍 了 C n te 电弧 炉 的 工 艺特 点 和最 新 发 展 , 述 了某公 司 C n te 电弧 炉 o sel 叙 o se l 工程的设计和实践, 并提 出几 点 思 考 和 建议 , 电弧 炉 炼钢 界 参 考 。 供 1 概 述
电弧炉炼钢高效化的能耗状况分析
第43卷 第7期 2008年7月钢铁Iron and SteelVo l.43,N o.7July 2008电弧炉炼钢高效化的能耗状况分析李士琦1, 钱 刚1,2, 孙开明1,3, 张 标1, 陈 煜1(1.北京科技大学冶金与生态工程学院,北京100083; 2.大冶特殊钢股份有限公司,湖北黄石435001; 3.天津钢管集团有限公司,天津300301)摘 要:研究了国内现代电弧炉炼钢高效化的电能消耗和能量消耗的状况。
研究中选取了3家有代表性的特钢生产企业,2个对比年度的电弧炉炼钢及其前后步5个工序的原料和介质消耗数据约12000个,计算烧结、高炉炼铁、直接还原铁、炼钢、轧钢5个工序的电耗和能耗值,还定义了这5个工序的电耗、能耗加权值为全流程的电耗、能耗值。
结果表明,近年来国内电弧炉炼钢炉料结构增加热铁水后,虽然生产效率提高,并且炼钢工序吨坯电耗、能耗和全流程吨坯电耗均有明显降低,但全流程吨坯能耗却大幅度上升。
关键词:电炉炼钢;高效化;电耗;能耗中图分类号:T F 741.5 文献标识码:A 文章编号:0449 749X(2008)07 0086 05Analysis of Energy Consumption of High EfficiencyEAF SteelmakingLI Shi qi 1, QIAN Gang1,2, SUN Kai ming1,3, ZH ANG Biao 1, CH EN Yu1(1.Schoo l o f M etallurg ical and Eco log ical Eng ineer ing,U niver sity o f Science and T echno lo gy Beijing,Beijing 100083,China; 2.Daye Special Steel Co.,Ltd.,H uang shi 435001,Hubei,China;3.T ianjin P ipe G ro up Co.,L td.,T ianjin 300301,China )Abstract:Ener gy co nsumption of hig h efficiency EA F steelmaking w as ana lysed.12,000dat a at 5pro ductio n steps at three EAF steelmakers wer e collected and analyzed to g et specif ic po wer and ener gy consumption of sinter ing,i r on making ,DRI making,steelmaking in EA F and ho t r olling.A nd t he who le mini steel route was defined to be co mpo sed of these 5steps.It show ed that the hig h efficiency EA F steelmaking has made g reat pr og ress w ith ho t met al charg e in reducing specific po wer co nsumpt ion of EAF steelmaking and whole mini st eel route,but the specific energ y co nsumpt ion of w hole mini st eel ro ute has been increased o bv iously.Key words:EA F steelmaking ;high efficiency;specific electr icity co nsumption;specific energ y consumptio n作者简介:李士琦(1942 ),男,硕士,教授; E mail :lis hiqi@metall.u ; 修订日期:2007 11 15传统的电弧炉炼钢使用冷炉料,废钢和冷生铁配比约为85 15,冶炼过程所需能量主要来自于电弧,采用三期操作工艺,冶炼周期约为4h 。
电弧炉炼钢节能技术研究

电弧炉炼钢节能技术研究摘要:本文在对电弧炉炼钢基本原理全面分析的基础之上,重点分析了常见的几种技能技术。
关键字:电弧炉;炼钢;节能1前言随着我国经济的发展,能源短缺对经济发展的制约成了国家重点解决的问题。
近几年我国电弧炉炼钢技术发展迅速,部分电弧炉的技术经济指标已达到国际水平,但与国际先进水平相比还有一定差距。
节能降耗是电弧炉生产技术发展的必然趋势。
尤其是在目前我国能源紧张的情况下更要对电弧炉炼钢的节能降耗进行深入研究。
在电弧炉炼钢中,电能是其主要用的方式,如何降低电弧炉的电耗是其节能的主要思考问题。
超高功率电弧炉,电弧炉配料、装料制度,废钢预热等技术对电弧炉节能起到了很大的作用。
电弧炉炼钢的任务就是把钢铁废弃物加以处理再利用,完成钢铁原材料生产的重要任务。
2基本原理电炉是采用电能作为热源进行炼钢的炉子的统称。
按电能转换热能的方式的差异电炉可分为:电渣重熔炉,感应熔炼炉,电子束炉,等离子炉,电弧炉等几种炼钢的电炉。
世界上电炉钢产量的95%都是由电弧炉生产的,因此,电炉炼钢主要是电弧炉。
它突出的优点:电弧炉炉渣参与冶金反应,可以有效去除硫和磷,对原料的要求低,可以用废钢和铸造回料。
钢水的质量可以得到保证,且炼钢周期短,开、停炉比较方便,便于组织生产,因此应用较广泛。
它的工艺过程包括:补炉、装料、熔化期、氧化期、还原期、出钢等6个阶段。
3电弧炉炼钢过程的能量构成工业化炼钢生产是在高温、熔融的状态下进行的,这个过程需要大量的热能。
炼钢过程所需热能主要用于以下几个方面困:①保持1500~1600°C的高温,包括升温所需热量;②保证冶金过程顺利进行所需的能量;③补充其他炼钢副产物所带走的能量;④补充炼钢生产过程的热损失。
电弧炉炼钢生产过程中,电弧加热提供炼钢所需的主要能源。
在电弧炉炼钢生产的早期,电弧是单一的炼钢能源供应者,此时的电弧炉炼钢效率较低,电耗较高。
随着电弧炉炼钢技术的发展,出于提高生产率和降低电能消耗的目的,电弧炉炼钢逐渐增加了辅助能源的利用。
电弧炉炼钢工艺的节能降耗技术-周卫国

电弧炉炼钢工艺的节能降耗技术周卫国(西安建筑科技大学华清学院冶金工程系,陕西西安710043)摘要:世界范围内能源价格的持续上涨,不断推动电炉炼钢工艺和操作的优化。
人们致力于最高效率条件下的最低成本生产,只有在两者兼顾的情况下,才能保证电炉炼钢工艺的竞争力。
对于复杂电弧炉炼钢工艺的优化,不仅需要丰富的炼钢知识,而且需要合适的成套工艺技术。
只有这样,才能实现炼钢过程中化学能和电能的高效利用,达到冶炼工艺的最优化。
本文介绍了世界电弧炉炼钢技术的发展,并从增加能量供应,增加输入功率和提高能量的利用效率三个方面分析了电弧炉炼钢企业所采用的主要节能技术。
关键词:电弧炉炼钢,能源效率,电能,节能降耗Energy saving technology of EAF steelmakingZHOU Wei-Guo(Xi'an University Of Architecture And Technology Huaqing College of metallurgy engineering, Xi'an Shaanxi700043)Abstract: rising energy prices worldwide, and constantly promote the optimization of EAF steelmaking process and operation. The lowest cost people committed to the highest efficiency under the conditions of production, but in both cases, in order to ensure the competitiveness of electric arc furnace steelmaking process. For the optimization of complex process of the electric arc furnace steelmaking, requires not only knowledge, but also need to complete the process of appropriate technology. Only in this way, chemical energy to achieve the steelmaking process and energy efficient use, optimal smelting process. This paper presents the development of electric arc furnace steelmaking technology, and from increasing energy supply, increasing the input power and the three aspects to improve the efficiency of energy utilization analysis of the main energy saving technologies used in electric arc furnace steelmaking enterprises.一前言电弧炉炼钢的发展及现代电弧炉炼钢自上世纪中叶至今, 尽管转炉炼钢技术取得了长足的进步, 但世界电炉钢的比例不断增长, 从1950年的713% 增长到2003 年的3311% , 其中美国从612% 增长到4819% , 2004 年美国电炉钢的比例达53% [ 1] 。
电弧炉炼钢节能降耗新技术
操 作 条件 等优 点 , 与水 冷却相 比 , 化冷却 汽 产 生 的蒸汽 供生产 、生活使用 , 而水 冷却 构 件带走 的热量 却无法 有效 的利用 。 另外汽 化 冷 却 系统 的 耗 电量及 能源 消耗 要 比水 冷 系统低得 多 。 J
以人 幅度 增加 铁水 使用量 ,J u由原来 的 3 % ‘ 0 上升 到 9 %左 右 ,实现 了降成 本操 作 , 电 0 耗人 幅度 下 降,用 电成本 降低 。韶钢 对 9 t 0 电 炉进 行 集 束 氧枪 改造 电耗 由原 来 的每 吨 铡 2 0k ・ 7 W h逐步 下 降到 10 W・ 。 6k h j 24 J t0 . e B X多功 能喷枪技 术 Jt O 多 功 能喷 枪 技 术 使 用 集 束 射 eB X 流 、炉 中多 点供氧 喷碳 利更 短 的喷射距 离 ,
短。
( )耗 , 高能量 输入 强度 以缩 短冶炼 周 能 提 期 ,多种形 式的 能量 利用技 术被 采用 , 机 如 械式氧 碳枪 、二次燃烧 、炉壁烧 嘴 、底 吹气 等 。同时,为 了利 用炉气 中 的余热 ,各种 废 钢预热 手段 相继 出现 。 ( )生原 料 的多样化 。 5 出于 各种 目的 , 相继采 用铁 水 、生铁 、DR/ B 、碳化铁 等 I I H 作为 电弧炉 原料 , 仅使 电弧炉 的适应性 更 不 强 , 因稀 释 了废钢 中的残 余元素 而提 高了 还 钢 水 质 量 , 并使 电弧炉 钢 产 品范 围得 以拓
性 、电弧热效 率平 变 器输 入功率 , ¨ 人幅减 少辐 射到炉 衬的热 负荷 , 并有 利 炉 肇热 负 J 荷 的均匀化 。 良好泡沫渣 埋弧 后提 高 了电弧 热效 率利炉 衬寿命 : 泡沫 渣埋 弧操作 增加熔 池输 入功率 , 高升温 速度 ,使竖炉 冶炼 时 提 问缩 短 2 3 n ~ mi,冶炼 电耗降低 2 ~ 0 t 0 3 ℃/ ; 人 幅度 降低 电极 消耗 。 由 1 5 gt降低 到 . k/ 7
CONSTEEL(康斯迪)电弧炉的设备与工艺特点

关键词 :CONSTEEL(康斯迪)④ 电弧炉 ;设备 ;特 点
中 图分 类号 :TF748.41
文 献 标 识 码 :B
文 章 编 号 :1006—5008(201 3)03—0059—03
ห้องสมุดไป่ตู้
CHRACTERISTIC OF EQUⅡ’M ETN AND
PROCESS OF CON STEEL ELECTRIC ARC FURNACE
(2)在 平 熔 池 状 态 下 ,废 钢 连 续 不 断 地 加 入 ,可 使 变 压 器 以 平 均 功 率 (接 近 最 大 功 率 )向 熔 池 内 平 稳地 输入 电能 。 由此 可 知 ,必 须 保 证废 钢 的连 续 供 应 ,操作 的关 键 是 确保 康 斯 迪 加 料 传 送 带 上 的废 钢 连续 供应 ,这 成 为物 流瓶 颈的 主要 问题 ,也是 所有 废 钢 周 转 操 作 的 核 心 。
1 前 言 随 着 后 京 都 议 定 书 中 ,中 方 对 碳 排 放 大 幅 减 少
的郑 重 承诺 及近期 刚 刚落 幕 的多 哈会 议 中第 二 承诺 期 的兑 现要 求 ,工 信 部 颁 发 的 “钢 铁 工 业 十 二 五 规 划 ”对环 保要 求 的 日益 严 格 ,节 能 、降 耗 、环 保 、绿 色 钢 铁 。相对 于耗 能较 大 的以烧 结 、高炉 、转炉 为 代 表 的 长 流 程 工 艺 ,短 流 程 电 炉 炼 钢 具 有 一 系 列 节 能 环 保 的特 点与 优 点 。利 用 烟 气 余 热 具 备 更 高 节 能 效 果 ,同时使 烟尘 排 放处 在较 低 水 平 的带 有 废 钢 预 热 功 能 的 电炉 受 到世界 范 围 内的广泛 关注 。
60tConsteel(康斯迪)电弧炉泡沫渣冶炼的工艺实践分析

一 其它
而泡沫渣中 CO和 Mg a 0是加入炉 中的主要造渣材
6 烟气 的处理更为合 理、 ) 简单。因它有一段较长 的
C nt l os e预热段 , e 废气在靠近 电炉 23长度 的预热段已基 / 本燃烧完毕 , 基本实现对释放废气 C 、 O O V C和 N x的严 O 格控制 。
・
6 ・ 3
6to s e( 0C nt l康斯 迪 ) e 电弧炉泡沫渣冶炼 的工艺实践分析
罗家顶。 何勇, 周英豪
( 首钢贵阳特殊钢有限责任公司, 贵州 贵阳 5 05 5 0) 0
1 简介
首钢贵 阳特 钢 6tos e 电弧炉 是高 效率 的 电弧 0Cnt l e
2 o el C mt 电炉炼钢 的优越性 e
2 生产成本大幅度降低 。因使用连续预热废钢铁料 ) 进行熔炼工艺 , 过程采用全程泡沫渣操作 , 、 、 电极 电耗 耐 材消耗大大降低 , 在有条件在上炉壳开孑兑人 3%铁水 L O
的情况下 , 电能消耗可降低 4 %以上; 0
与节能效果显著 , 能耗指标跃居世界先进水平 。该项 目已
C nt l os e 电炉炼钢是具有很多优越性的, e 它与传统的
炉, 该项 目是与炉外钢水精炼真空处理设备一
Ⅱ’ V +D
普通电炉和直流电弧炉相比, 其设备状况和冶炼工艺具有
如下优越性 : 1 厂房和设备 占地面积小 , ) 能节 约投 资资金 。该 工
或 V D和瑞士康卡斯特三机三流连铸机定位为“ O 三位一 体” 的短流程生产工艺 , 主体设备从意大利、 美国、 瑞士、 德 国等国引进。因它具有世界先进水平 的卧式在线带废钢
以确保钢渣之间处于一种恒温和强烈脱碳 的沸腾状态, 成
Consteel电弧炉的特点及操作工艺
使 废钢 的人炉温度达到 6 0℃ 右。 0 连续 加料 艺 的特 点为废钢被~ 直 鹫在 炉 内的钢水 l 一 肖 接熔化 电能 片 来加热钢液而 不像 传统的顶装料工艺 {
工 业 加 热 》第 3 7卷 2 0 0 8年 第 5期
()造渣 材料 :造 渣材料在 预热段 前加到连 续加料 2 系统上 。设置专 门的加料设施,熔 I;料 系统配有石灰 、 I! I 白云石 、萤石等 。 这些材料连续送 到连续加料 传送 带上 。 要加 的造渣材料数量的设定值 由 E / 加料 过程计算 AF连续 机确定 ,再 传送到加料系统 的 P C。 L 4 )除尘 系统的操作数据 :
技 术 交 流
工业加 热 第 3 20 7卷 08年第 5 期
C nte 电弧炉 的特点及操 作工艺 os l e
刘 鹏
( 西安鹏远重型电炉制造有 限责 任公司,陕西 西安 707 ) 1 07
摘 要 :C nt l 弧 炉 冶炼 T 是 一 电 炉冶 炼 新 T 艺 ,介 绍 C nt l os e电 e : 艺 种 / o s e 电弧 炉 冶 炼 的 特 点 及操 作 丁 艺 。 - e
( )电炉 内负压 约 一1 a 1 3P 。
7 )氧气和 碳 :连续 加料 操 作 中, 氧和碳 喷入 熔 池 下产 生所 需要 的足够 C O量来 维持 一 定 的泡沫 渣 高度 , 实现埋 弧操 作 。 同时 , 碳粉 喷入 熔 池 , 到好 的 收得 率 。 得 8 )除尘室 电耗低 :因为加料不 需打开 炉盖,连续加 料 工艺的布袋 除尘系统和 传统的 或其他方式 加料 的电炉
炼钢厂节能降耗分析
炼钢厂节能降耗分析【摘要】炼钢在钢铁生产中占据着重要地位,作为既是高耗能工序,又是二次能源产生大户的炼钢工序,是唯一能够实现总能耗为“负值”的工序,如何通过降低炼钢生产过程中的能耗、物耗,实现更加高效的能源转换和回收,尽快实现高效负能炼钢目标,以降低炼钢厂的生产成本,成为了钢铁厂在当前严峻的市场形势下的当务之急。
【关键词】炼钢;节能;降耗;生产管理;温控;节电;煤气回收中国的钢铁工业经过几十年的高速发展,取得举世瞩目成绩的同时,也带来了巨大的能源与物料的消耗,尤其是最近几年随着经钢铁行业市场供求关系的变化,钢铁行业产能严重过剩,供需矛盾持续扩大,钢价连续下跌,钢铁企业的利润迅速降低,当前,钢铁工业已经成为一个微利甚至亏损行业。
为了应对严峻的形势,在激烈的市场竞争中立足,钢铁企业必须大幅度节能降耗,实现优势成本竞争战略是钢铁企业危机制胜的重要法宝。
对于我们公司来说,面临的问题和矛盾更加突出。
我们高炉和转炉的产能装备配置不配套,导致铁水供应不足,极大的制约了我们的炼钢的产能释放,防碍着成本的进一步降低。
当前钢铁行业炼钢节能降耗的思路和措施主要有:提升生产管理水平,优化炼钢生产工艺流程,全程稳定低过热度运行;降低物料及能源消耗,提升能源转换效率;使用新节能设备及节能技术,提升二次能源的综合利用效率等等。
我们通过对本公司炼钢工艺的能耗现状实行调查统计,并与国内外优秀炼钢工序的先进能耗指标实行对标评估,进一步对能耗影响因素实行分析,最后根据我公司的实际现状,研究实践各种主要节能措施在本单位炼钢工序的应用方案。
一、降低炼钢工序的能源消耗。
(1)炼钢工序能源消耗主要有:氧气、氮气、氩气、煤气、焦炭、电、水、蒸汽等,而氧气在能源介质消耗中所占的比重最大,所以将控制氧气消耗作为重点,根据我公司的现状,采取的主要措施有:编制并推行转炉标准化作业,严格控制出钢温度,提升命中率和一次拉碳成功率,减少点吹和补吹次数,减少非正常状态下的氧气用量等。
电弧炉炼钢高效化的能耗状况分析

工序能耗 ei 计算式
ei=∑mi,k×ai,k
i —— i=1,2,3,4,5 代表烧结、炼铁、DRI、炼 钢和轧钢工序
k —— 工序内各能源物质和工质的种类 mi,k —— 各工序能源物质和工质的吨产品物耗 ai,k —— 能源物质和工质的折标煤系数,其中电力
折标煤系数取 0.404 kgce/kW·h
单位炉容的年利用系数增加 56 %,近8000 t•t-1•a-1,达到国际先进水平
变压器利用系数达到10848 t•(MV•A)-1•a-1 , 增加 51 %,达到国际先进水平
(3) 工序电耗和流程电耗
钢比 系数
工序 电耗
工序 烧结 高炉炼铁 DRI 炼钢 轧钢 烧结 高炉炼铁 DRI 炼钢 轧钢 流程
单位电弧炉变压器容量的年利用系数:为年合 格铸坯产量与变压器容量的比值 ( t / (MVA·a))
电耗指标
①工序电耗:该工序生产每吨产品的电耗 ( kW·h / t-产品)
② 流程电耗:为烧结、高炉炼铁、直接还原铁、 炼钢和轧钢各工序的电耗之加权和
(折算到铸坯)( kW·h / t-坯)
按钢比系数(各工序的产量与铸坯产量比)加权
工位级尺度 : 炼钢电弧炉
工序级尺度 : (五个工序)炼钢(含精炼和连铸)、 直还铁、烧结、高炉炼铁、热轧
流程级尺度: 由以上五个工序构成流程,不包 括其它辅助工序
更大尺度 :由三家企业的三个电弧炉炼钢流程 构成更大尺度
三项单元操作技术
1、合理供电 2、强化供氧 3、疏通热物流
按物料和能量在工位级、 工序级和流程级尺度集成
炉容利用系数 /t•t-1•a-1
2121 7278 7918 9160 5583 7667
Consteel连续炼钢电弧炉技术的应用
第 NN 卷第 # 期 N""# 年 N 月
%&’()**+ 工艺通过特殊的在线运输机连续加 料, 炉料加入熔池后迅速被钢水熔化, 各种廉价的 车屑、 镗屑等轻薄料均视为优质炉料, 有利于提高 预热效率。一般废钢体积密度 " A K ) L < 左右为 宜, 随着体积密度的增加, 电耗亦增加, 熔化时间
$
%&’()**+ 冶炼过程中一般不开启电弧炉炉盖, 废钢、 生铁、 GO5 等炉料连续不断地通过一条特殊 的在线运输机向电弧炉运送, 电弧炉高温烟气 (含 在与废钢逆向而行的过程 %P 气体后燃烧化学热) 中, 预热输送带中的炉料, 使其达到 Q"" R 以上, 预热废钢由连接小车从电弧炉炉壁孔加入熔池。 熔 %&’()**+ 电弧炉的留钢量比传统电弧炉大, 池内热钢水向废钢的传热条件比较好, 连续加入 熔池的废钢迅速被热钢水熔化, 整个冶炼过程熔 池始终处于 “熔清” 状态, 全程造泡沫渣长弧操作,
,-’. /0’12’.
( %3&’.42’. 56&’ -’7 8)**+ 9*(2.’2’. 5’()2)0)*,%3&’.42’. !"""#$) (:$%5,+% ,3* :*-)06* &: ;&’)2’0&0( ()**+<-=2’. > %&’()**+ *+*;)62; -6; :06’-;* )*;3’&+&.?,*4021<*’) ()60;)06* -’7 &1> *6-)2&’ 16-;)2;*,-’7 )3* -11+2;-)2&’ &: )3* %&’()**+ )*;3’&+&.? 2’ 3&<* -’7 -@6&-7 -6* 16*(*’)*7 2’ )32( 1-1*6A ;,%&5*,’ <#=&> %&’()**+ B+*;)62; C6; ;0( %3-6.2’.,%3-6.* E6*3*-)2’.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
,-../ 工艺在节约能耗的同时,并没有以牺牲环境资源
为代价。它是一种综合效益非常好的炼钢工艺。 除以上谈到的节能工艺特点外, )*+,-../ 工 艺 还 通过以下途径达到了节能的效果。 ( 一般在 ! @ !) )*+,-../ 电 弧 炉 的 冶 炼 周 期 很 短 , 以内。这种短流程的特点: !减小了冶炼时间内的热损 失, 提高了热效率, 节约了能耗; 精炼炉、 连 "对电弧炉、 铸机配合实现多炉连浇极为有利, 减小了多炉连浇调度 的难度, 提高了连铸机的工作效率, 减小了整个炼钢环 节中的能量消耗。 ( 减少了 0) )*+,-../ 工艺减少了耐火材料的损耗,
*
前
言
V*W9X
的特点进行全面分析, 为这种冶炼工艺在我国的推广应 用奠定一定的理论基础。 。 由于该工 5+ 年代末以来,
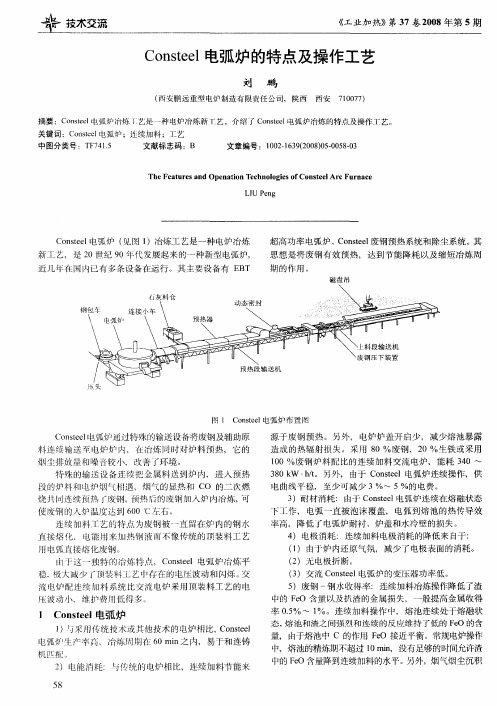
低能耗, 对环境 !"#$%&&’ 炼钢工艺是一种高效率, 污染小的电弧炉炼钢工艺 艺的许多优点,该项炼钢技术在国内外得到快速发展。 出钢时大量留钢形成熔 该工艺的冶炼情况如图 * 所示。 池, 经过预热的废钢连续不断地从运输料道进入炉内的 熔池熔化, 变压器开始工作, 电极送电, 同时炉前自动水 冷碳氧枪将碳粉和氧气喷入炉内, 造泡沫渣, 并进行埋 连续加料, 全程埋弧 弧操作。 !"#$%&&’ 工艺废钢预热、 造泡沫渣操作等工作特点, 大大优越于传统工艺, 这使 它显著地提高了冶炼效率, 并同时降低了电能与化学能 综合能耗指标非常先进。 *++Y 废钢原料的电 的消耗 V1X, ・ 若用氧量达每吨钢 9, 耗一般为每吨钢 91+W95+ OZ E, 电耗更可降到每吨钢 91+ OZ ・ 我国西 N9 时, EV1X。例如, 宁钢厂首家引进的 8+ %!"#$%&&’ 交流电弧炉, 与同厂普 通电弧炉相比电能消耗由每吨钢 1)9 OZ ・ E 大幅度降 低为每吨钢 90, OZ ・ 除节能高效的特点外, E 。 !"#$%&&’
面直接对节能降耗做出了贡献: 由于连续加料操作, 无需频繁停炉和开启炉盖, ( *) 减少了热量向空气中的耗散损失。 沿密闭输料道被预热后的废钢, 由连接小车从电弧
,9
工
艺
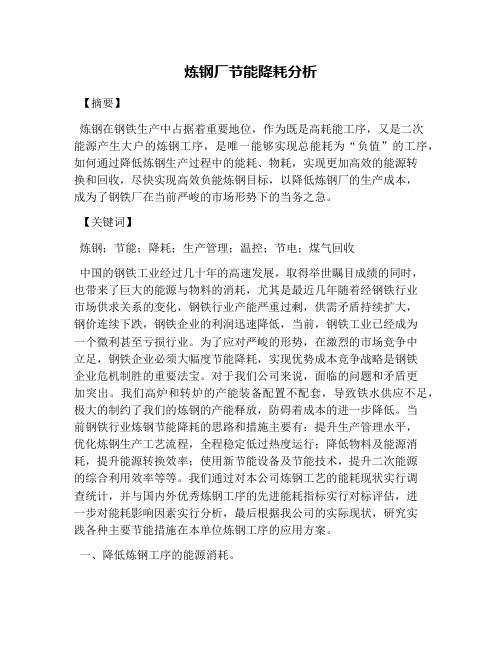
《 工业加热》 !""# 年第 $ 期 率因数实现的。 由于电流小, 相应的短网尺寸及软电缆、 汇流排尺寸、 电极直径都可以减少, 变压器的容量可以 比同等生产能力的传统电弧炉小 02%3#4%&0(。 经对美国 和欧洲 )*+,-../ 电弧炉的研究表明, 可以节约电耗的 连续均匀地加入炉内的固体炉料 !4%以上&$(。另一方面, 熔化、 冶炼所需的能量与电 能 收 入 保 持 平 衡 &!(, 熔池温 度始终稳定在最适宜化学反应进行的范围内。 这种平熔 池状态, 无顶装料时的塌料现象与电极的机械折断, 无 电弧波动。由图 0 可见, )*+,-../ 电炉的瞬时负载比顶 装料的炉子平稳很多, 图 0 5 比图 0 6 的“ 毛刺” 现象 严重, 图 0 6 )*+,-../ 工艺的电器运行条件好, 并且降 低了电耗。
科技大学, "DDD?
<">
I R KMM.AS?
S(&1)’& MT’-7%(0 U7’6 ’6( #$%&’(()
花
皑, 吴培珍 ? 在电弧炉中连续炼 钢 作 业 的 康 斯 迪 工 艺 <I>?
./$2(&& =G’(/ ;6/(( V(-/& $G M8(/-’7$% <I>?B/$% -%0 @’(() W-5(/H"DD!X*Y3*Q:*P? <*> <!>
2#
工
艺
《 工业加热》 !""# 年第 $ 期 率, 冶炼人员也相应减少, 全面降低了炼钢成本。
废气中的炉尘,降低了电极的消耗,提高了金属收得
图!
#$%&’(() 工艺废钢预热示意图
,)-’ ./$012’&3 4-5$/%’6-7 &’/78 97)):;6-7)-%0 <=>?@$1’6 A-&’ =&7- B/$% C @’(() B%&’7’1’( "DDE F$/(- #$%G(/: (%2(<#>?@($1)H 5$/(-H "DDE? <+> 汤 俊 平 ?#$%&’(() 连 续 炼 钢 电 弧 炉 技 术 的 应 用 <I>? 特 殊 钢 ,
马 登 德 ? 西 宁 特 钢 Z$’ #$%&’(() 交 流 电 弧 炉 <I>? 特 殊 钢 , ( : *JJJ , !) !E:!N?
工业加热, : *JJ* ( !) +!:+E?
<D>
马 登 德 ? #$%&’(() 电 弧 炉 预 热 装 置 的 二 次 燃 烧 技 术 <I>? 特 : 殊钢, *JJJ ( P) Q+:QQ?
&’(
负载稳定而减少电能损失。 使造高效泡沫渣、 埋弧操 )*+,-../ 工艺大量留钢, 作从冶炼一开始就实现。这种操作有效地减少了电弧 对耐火材料的损坏, 因而 )*+,-../ 电弧炉的变压器在 整 个 冶 炼 周 期 内 始 终 运 行 在 最 大 弧 功 率 范 围 内 &1(。 并 且, 这种最大弧功率是通过高电压, 低电流和较高的功
工艺还是一种污染轻、 电器运行条件好、 产品质量好、 与 后序连铸工艺匹配良好的炼钢工艺 。由于自身的这些
V1X
优越性, 这种工艺已成为今后节能电弧炉发展的主要方 对这种冶炼技术节能降耗 向 。本文从工艺角度出发,
V0X
收稿日期: 0++97+17+* ;修回日期: 0++97+,7+, 基金项目: 西 安 建 筑 科 技 大 学 0++0W0++9 年 度 青 年 基 金 资 助 项 目( 6<+1+00 ) 作者简介: 李 , 女, 讲师, 从 事 !"#$%&&’ 工 艺 的 应 用 进( */8/7 ) 条件研究 2
炉炉壁孔加入熔池, 加料时无需开启炉盖。同时, 炉内 始终有熔池存在, 加料熔化、 冶炼的过程可持续进行, 不必频繁停炉。因而这种工艺中没有传统工艺经敞开 的加料口及停炉时炉子砌体向周围的辐射热损失。根 据数学模型计算,传统顶装料时这部分热损失可达
!"#$% 。而 )*+,-../ 工艺则可避免。 连续加料使熔池温度恒定、 电弧平稳、 电路中 ( 0)
):! ";0<);!
以上反应使炉内产生大量的 ); 气体, 其中一小部 分在炉内燃烧, 其余大部分随废气进入预热装置中, 并 在其中发生 ); 的二次燃烧, 放出大量的热。这部分潜 热以及废气所带的大量显热,被用来共同预热水平输 料道上与废气逆向而行的废钢。 )*+,-../ 预热情况如 图 $ 所示, 由于炉内的废气负 压 &9(, 而自行达到预热器 中, 废气温度较低时, 其中的 ); 气体由辅助的煤气烧
工
艺
《 工业加热》 !"&#$%&&’ 电弧炉炼钢工艺节能降耗特点分析
李 进
( 西安建筑科技大学 冶金学院 ( 陕西 西安 )*++,, ) 摘要: !"#$%&&’ 炼钢工艺是一种节能效果明显的电弧炉炼钢新工艺, 为了促进这种工艺在我国的发展、 以及为该工艺的研发、 实施提 综 供可靠的理论依据, 从工艺特点出发, 对该工艺节能降耗的特点进行了全面分析。分析结果表明, !"#$%&&’ 工艺是一种综合能耗低、 合效益好的炼钢工艺。同时指明了该工艺获得全面节能降耗效果的核心工艺条件。 关键词:电弧炉; !"#$%&&’ 炼钢工艺;节能 中图分类号: -./01213 -4)1521* 文献标识码: 6 文章编号: *++07*89/ ( 0++9 ) +17++,97+9
参考文献:
<Q> <P> <E> <N>
冶金 K L @MK4? 提 取 冶 金 速 率 过 程 <9>? 郑 蒂 基 译 ? 北 京 : 工业出版社, "DN+? 西安冶金建筑 学 院 钢 铁 教 研 室 ? 炼 钢 设 计 参 考 资 料 <9>? 西 安: 西安冶金建筑学院, "DN"? 李 进 ? 连续加料电弧炉炼钢数学模型 <O>? 西安: 西安建筑
料, 而是用来加热熔池, 整个冶炼周期内进行富氧喷碳 造高效泡沫渣及长电弧埋弧操作。这种工艺特点, 明显 提高了电弧的利用率, 使其达到 74%37!%&0(。因而提高 了电能的利用效率, 降低了电耗。 独特的废钢预热工艺是 )*+,-../ 工艺的另一十分 重要的特点。 )*+,-../ 工艺采用高效水冷自动碳氧枪 8 向炉内大量喷碳吹氧, 在熔池中发生如下反应&9(:
:; <=# >.&%?’’@AB=C?’ D#B=#&&A=#B $CE""’ "F G=H?# I#=J2 "F 62 K-2 , G=’ ?# )*++,, , !E=#?L M -E& !"#$%&&’ $%&&’N?O=#B PA"C&Q@A& =$ ? #&R &#&ABS7$?J=#B $%&&’N?O=#B N&%E"Q2 ;# "AQ&A %" Q&J&’"P $@CE ? #&R $%&&’N?O=#B PA"C&Q@A& =# !E=#? ?#Q %" $@PP’S ? C"#C&A&% %E&"A&%=C?’ T?$&N&#% F"A %E& Q&J&’"PN&#%(?’’ %E& &#&ABS7$?J=#B %&CE#"’"B=&$ "F %E=$ N&%E"Q ?A& C"NPA&E&#$=J&’S ?#?’SU&Q2 ’"R &#&ABS C"$% ?#Q T&#&F=C=?’ A&$@’%2 $=Q&$2 M &’&C%A=C ?AC F@A#?C&3 C"#$%&&’ $%&&’N?O=#B PA"C&Q@A&3 &#&ABS7$?J=#B ;% =$ P"=#%&Q %E?% !"#$%&&’ =$ ? $%&&’N?O=#B PA"C&Q@A& "F T"%E -E& O&S %&CE#"’"BS RE=CE &#$@A&$ ?’’ %E& &#&ABS7$?J=#B F&?%@A&$ =$ P"=#%&Q "@% T&7