saej964v003
中-美-日 材料牌号对照

2~3
1040-1150 快冷
2~3
Cu3~4 仅用于固溶处理
0.5
固溶
0.5
固溶
0.5
固溶+深冷
2~3
固溶+深冷
2~3
固溶+深冷
2~3
固溶+深冷
-
Ti≤0.7 固溶+深冷
-
Ti≤0.7 固溶+深冷
-
冰冷处理 850-880
600
-
冰冷处理 8600
冰冷处理 870-900
434-607 317
515
205
515
205
515
205
525
218
515
205
483
172
483
172
515
205
515
205
515
205
515
205
≤197 ≤197 ≤197 ≤197 ≤187 ≤187 ≤187 ≤187 ≤187 ≤187 ≤187 ≤187 ≤187 ≤187 ≤187
A352 LCB A352 LCC A352 LC1 A352 LC2 A352 LC3 A350 LF1 A350 LF2 A350 LF3 A350 LF9 A182 F304 A182 F321 A182 F316 A182 F316L A182 F304L A182 F347 A182 F304 A182 F304H A182 F321
0.5 0.5 0.5 0.35
0.5~0.8 0.5~0.9 1~1.5 2~2.75 4~6.5 8~10 11.5-14 12-14 18-21 18-21 17-21 17-21 19-22 18-21 23-27 18-21 18-21 17-21 17-21 17-20 17-20
ASTM标准材质对照
ASTM钢管标准对照:l.r5?+f4d,n8]1f(Q$QA323-93(2000)硼铁规格A324-73(2000)钛铁合金三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa)D4u:|-_&m!B7p#?!T/|A325-00经热处理最小抗拉强度为120/105ksi的钢结构螺栓三维网技术论坛5z(F#f9I3F9M&Q9E"tA325M-00结构钢连接件用高强度螺栓(米制)A327-91(1997)铸铁冲击试验方法三维网技术论坛6^0N+Y;f:P+d*I;^5])c!w0L3E+P:dA327M-91(1997)铸铁冲击试验方法(米制)三维网技术论坛9|)e!y9u#?3C2lA328/A328M-00薄钢板桩三维网技术论坛;V(P(~%s8U:J!D:_A331-95(2000)冷加工合金钢棒+n-h+G#Pj-W9r三维网技术论坛8L0p,Z+`;v.z6NA333/A333M-99低温用无缝与焊接钢管规格A334/A334M-99低温设备用无缝与焊接碳素和合金钢管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江3P4B;l$_'L0J3r6@7z"q8\4H;`+N9\A335/A335M-01高温用无缝铁素体合金钢管A336/A336M-99e1压力与高温部件用合金钢锻件规格A338-84(1998)铁路,船舶和其他重型装备在温度达到650华氏度(345摄氏度)时使用的可锻铸铁法兰,管件和阀门零件三维网技术论坛8j&q7p$[9`*Z+PA34/A34M-96磁性材料的抽样和采购试验的标准惯例3I:c&v,~+hP%]4i0z'S)G*U&i6L8R.S,H)q3u+UA340-99a有关磁性试验用符号和定义的术语2b"@8F7O:vh/n6O9A341/A341M-00用直流磁导计和冲击试验法测定材料的直流磁性能的试验方法三维网技术论坛#]6ZQ"~1w4Z三维网技术论坛*~6Z+~,|5o7K/P,O%BA342/A342M-99磁铁材料导磁率的试验方法&z-Op&g-o7T6c*KA343-97在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25厘米艾普斯亭(EPSTEIN)机架测定材料的交流电磁性能的试验方法三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江B&B:e&Z;[:k6@A345-98磁设备用平轧电炉钢A348/A348M-00用瓦特计--安培计--伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法A350/A350M-00c要求进行缺口韧性试验的管道部件用碳素钢与低合金钢锻件技术规范0c%E+{:G/yA351/A351M-00容压零件用奥氏体及奥氏体铁素体铸铁的技术规范三维网技术论坛7Q;N2^3q+e/{5@/@3VA352/A352M-93(1998)低温受压零件用铁素体和马氏体钢铸件规格三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa2z/Z6C*I/z4X2T!~A353/A353M-93(1999)压力容器用经二次正火及回火处理的含9%镍的合金钢板A354-01淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格三维网技术论坛8A:A4n!A7S6H0HA355-89(2000)渗氮用合金钢棒"J5j_3q1{+x*@+J(Y6U6E4^6`'L;T%gA356/A356M-98e1蒸汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or s,caxa,时空镇江;z:E2}5b,vfA358/A358M-01高温用电熔焊奥氏体铬镍合金钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxasm'a8E.E8H6z#[A36/A36M-00a碳素结构钢技术规范三维网技术论坛)^6X:m*j'I)x0f$NA363-98地面架空线用镀锌钢丝绳&T6S:n!@3K5X:_:A}J三维网技术论坛4l2|2K2s9t4R4\$MA367-60(1999)铸铁的激冷试验方法1G/z/e;K9s0g:YA368-95a(2000)不锈钢和耐热钢丝绳的标准-s7R+I2H3N$d2A369/A369M-01高温用锻制和镗孔碳素钢管和铁素体合金钢管三维网技术论坛2O6N4}"{-f!lA370-97a钢制品机械测试的标准试验方法和定义A372/A372M-99薄壁压力容器用碳素钢及合金钢锻件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江9{3Y3]0^,c1B)f#@1L'l9It5a&WA376/A376M-01高温中心站用无缝奥氏钢管A377-99球墨铸铁压力管规范索引三维网技术论坛0G6i7,w!dA380-99e1不锈钢零件、设备和系统的清洗和除垢三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa,m4T.`3g$c三维网技术论坛0I(e2x2E+r/y I:`,G+N^/vA381-96高压输送用金属弧焊钢管9P#N*l(w)J*ec5H,p$vRA384-76(1996)防止钢组件热浸镀锌时翘曲和扭曲用安全保护A385-00提供高质量镀锌覆层(热浸)三维网技术论坛"G4,g-^.h(O2EA3-01低、中、高碳素钢鱼尾(连接)板三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or s,caxa,时空镇江-t(F0F4W8T1O[:k%d(].{3JA387/A387M-99e1压力容器用铬钼合金钢板6K"s,~%P7b三维网技术论坛#D-n:R7_#L,m#hA388/A388M-95(2000)e1重型钢锻件超声波检测A389/A389M-93(1998)适合高温受压部件用经特殊热处理的合金钢铸件规格三维网技术论坛2s3D/H*~'R6h9n7Z8s4nA390-95(2001)饲养家禽用镀锌钢丝栏栅网(六角形和直线形)A391/A391M-9880号合金钢链条三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江9V7R.N't#|4t,ax三维网技术论坛F%q0n:A)IA392-96镀锌钢丝链环栏栅网三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa2[K2WZ.G#a9C8d三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa9Z'A8a7L-i&@#F,h#xA394-00传动塔架用镀锌和裸露钢螺栓A395/A395M-99高温用铁素体球墨铸铁受压铸件三维网技术论坛4Z'~+M#b%U%B:RA400-69(2000)钢棒的成分及机械性能选择指南三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or ks,caxa,时空镇江*c4n!z4g$F8|1a)|&t*^三维网技术论坛6p0s3\T-i0u5N0zA401/A401M-98铬硅合金钢丝!t!v(s'{+^*j/YA403/A403M-00b锻制奥氏体不锈钢管配件A407-93(1998)盘簧用冷拉钢丝三维网技术论坛;[9O;^7K8k4GA409/A409M-01腐蚀场所或高温下使用的焊接大口径奥氏体钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa2G4L/w%o&N1QA411-98镀锌低碳钢铠装线9A4i;n.j/f7A'Q(~A413/A413M-00碳素钢链A414/A414M-00压力容器用碳素薄钢板A416/A416M-99预应力混凝土用无涂层七股钢铰线A417-93(1998)之字型、方型和正弦型装垫弹簧元件用冷拉钢丝A418-99涡轮机及发电机钢转子锻件的超声波检查方法三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江&V6v-MP-[$l'^5v7o1L#y三维网技术论坛%y/Z5[2tm0~.t:XA420/A420M-00b低温下用锻制碳素钢和合金钢管配件三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa"t&Z.k%o,h$P6p$V2K/i*m2v8E)w"S;U/e!P5])kA421/A421M-98a预应力混凝土用无涂层消除应力钢丝的技术规范三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江)J;@.V/f9~2y8vA423/A423M-95(2000)无缝和电焊低合金钢管A424-00搪瓷用钢薄板三维|cad|机械汽车技术|catia|pro/e|ug|inventor|s olidedge|solidwor s|caxa%r(G1R$O6s三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江'~,}{#a(CP3?;~A426-92(1997)高温用离心铸造的铁素体合金钢管8I5M.c:Z;~-k,V2iA427-74(1996)e1冷轧和热轧用锻制合金钢辊三维网技术论坛/B2v)n#C7j1n(I-RA428/A428M-01钢铁制品上铝覆层重量的测试方法三维网技术论坛-Z:m6\2z-G6v$[7\9C:e)v;^3dA434-90a(2000)热轧与冷精轧经回火及淬火的合金钢棒三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江1N+a#y2\:_三维网技术论坛+J`-`,]!h1W$B5m+c!F*aA435/A435M-90(2001)钢板的直射束纵向超声波检验三维网技术论坛#w1A0w!E5M2_A436-84(1997)e1奥氏体灰口铁铸件A437/A437M-01高温用经特殊处理的涡轮型合金钢螺栓材料A438-80(1997)灰铸铁横向弯曲试验A439-83(1999)奥氏体可锻铸铁铸件A447/A447M-93(1998)高温用镍铬铁合金钢铸件(25-12级)三维网技术论坛/B:r#f1@2M8XLA449-00经淬火和回火的钢螺栓和螺柱三维网技术论坛4r"\/f0U2m;l2c8p三维网技术论坛"s2r2h([,a$e2LA450/A450M-96a碳素钢管、铁素体合金钢管及奥氏体合金钢管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江(r"Z&c-t-Y:v)H%_0{/R:`A451-93(1997)高温用离心铸造的奥氏体钢管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江B'd"`/m$B1^7FA453/A453M-00具有同奥氏体钢相类似的膨胀系数、屈服强度为50-120Ksi(345-827MPa)的耐高温螺栓材料三维网技术论坛"W0g&v9~-e!^'R3D;L)G/]A455/A455M-90(2001)压力容器用高强度碳锰钢板A456/A456M-99大型曲轴锻件的磁粉检查,x?+P0].GA459-97镀锌平轧扁钢铠装带A460-94(1999)包铜钢丝绳标准;C&{;a4R4]8p7x.J&M三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江R:Be3\;gA463/A463M-00热浸镀铝薄钢板(R#N:b6f8L3K*?0B#yA466/A466M-98非焊接碳素钢链A467/A467M-98机器链和盘旋链A469-94a(1999)用于发电机转子的真空处理钢锻件A470-01涡轮机转子和轴用经真空处理的碳素钢和合金锻件三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江0y"\4q9[,n#C/y6h;XA471-94(1999)涡轮转子转盘和转轮用真空处理合金钢锻件技术规范三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa$b,X$z8e'H.r6W A472-98蒸汽涡轮机轴及转子锻件的热稳定性的试验方法A473-01不锈和耐热钢锻件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江+R1f*N/F7U9t+}:Q1wA474-98包铝钢丝绳标准三维网技术论坛;^8eb0Q/_'y1c/M4\三维网技术论坛0j(y?.p-g"F#H4[A475-98镀锌钢丝绳三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa7H0Q.6d4A476/A476M-00造纸厂干燥辊用球墨可锻铸铁件:|8O7Z6W"z4OA478-97铬镍不锈钢和耐热钢制编织钢丝三维网技术论坛2c1B!{3h'C*@)U,n9nA479/A479M-00锅炉及压力容器用不锈钢和耐热钢棒与型材三维网技术论坛M#t;G6l(h'u三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa:l)?6b&V'B%wA47/A47M-99铁素体可锻铁铸件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江7{+a0U1`"b/J!}$n9f8uz6h.Z,gA480/A480M-01扁平轧制耐热不锈钢厚板材、薄板材和带材通用要求A481-94(2000)金属铬三维,cad,机械技术汽车,catia,pro/e,ug,in ventor,solidedge,solid work s,caxa,时空镇江9U5H!^4gC5w/{,\7P*oA482-93(2000)铬铁硅三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江s+}l8H4z0q)LA483-64(2000)硅锰合金三维|cad|机械汽车技术|catia|pro/e|u g|inventor|solided ge|solidwor s|caxa(H9b6y0n1e4U3q.y:_A484/A484M-00不锈及耐热锻钢棒,钢坯及锻件的规格三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa%R"L5e,[-l%V)K.n9V"Q9@dA485-00高淬透性耐磨轴承钢的技术规范7D-S4El,F)LA487/A487M-93(1998)受压钢铸件三维网技术论坛)d1n9cn&W7R$j"n9x7qA488/A488M-01钢铸件焊接规程和工作人员的合格鉴定A48-94ae1灰铁铸件三维网技术论坛)U+|$@*{(n/j4V/M5J!A3?'FA489-00碳素钢吊耳m/K.}&H6|#W)|%B,D0~"j*|A490-00最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓0?+W$V4t,H3A.W(wA491-96镀铝钢链环栏栅结构三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa"{(`4w']9J3}:R.q8zA492-95(2000)耐热不锈钢丝绳)n'T1m%y+l+z8v1A:p)A493-95(2000)冷镦和冷锻不锈钢和耐热钢丝3Lh6u#_8B0@*VA494/A494M-00镍和镍合金铸件&}8C&g*K)F%f!\2V"f6bA495-94(2000)硅钙合金钢技术规范三维网技术论坛.I2a7N/w&{2T6U9w7e/sA496-97ae1钢筋混凝土用变形钢丝三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江9j0~!K1F2f!s0W/J7`,S/x)VA497-99e1钢筋混凝土用焊接变形钢丝网A498-98无缝与焊接碳素钢,铁素体钢与奥氏体钢制有整体散热片的换热器钢管三维网技术论坛3U3E"L32H#X 三维网技术论坛(f+?x*]:A$J!S5PA49-01经热处理的碳素钢鱼尾(连接)板,微合金鱼尾板及锻制碳素钢异型鱼尾板三维网技术论坛*x*}(_!T/r+{A499-89(1997)e1轧制丁字钢轨用的碳素钢棒材及型材的技术规范三维网技术论坛1A.h6[*E9k7C&e:R,J$q01}!QA500-01圆形与异型焊接与无缝碳素钢结构管三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or ks,caxa,时空镇江i6f7v2H4e-[三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江8OY2_!q$B:x%v4A501-01热成型焊接与无缝碳素钢结构管三维网技术论坛&?:D(Y5j5A;P:@/c*[A503/A503M-01锻制大型曲轴的超声波检验三维网技术论坛k8[#w4T0i-h5Y1a,d三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江:?&T54@%p"z8`3_8A504-93(1999)锻制碳素钢轮三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa:g7x-B.o8U3SA505-00热轧和冷轧合金钢薄板和带材三维网技术论坛8q4v:G+`.I7E+}u-x+.X%r*aj;o4q1tA506-00正规质量及优质结构的热轧和冷轧合金钢薄板与带材*C"B$H5Q6vA507-00优质拉拔,热轧和冷轧合金钢薄板与带材A508/A508M-95(1999)压力容器用经回火和淬火真空处理的碳素钢与合金钢锻件3Z9s-IM.r)E.j'c A510-00碳素钢盘条和粗圆钢丝通用要求A510M-00碳素钢盘条和粗圆钢丝(米制)三维,cad,机械技术汽车,catia,pro/e,ug,in ventor,solidedge,solidwor s,caxa,时空镇江3o5C+C%y)@;s-w-tA511-96无缝不锈钢机械管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江4T8O7@%n-~%w)qA512-96冷拉对缝焊碳素钢机械管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa)h7t+`/u/e)o"vA513-00电阻焊碳素钢与合金钢机械钢管A514/A514M-00a焊接用经回火与淬火的高屈服强度合金钢板三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江%y$P5I!];g8R!}A515/A515M-92(1997)中温及高温压力容器用碳素钢板三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa3Y%t2?*g;r0Z三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江$c6Y8F#T"\3VA516/A516M-90(2001)中温及低温压力容器用碳素钢板A517/A517M-93(1999)压力容器用经回火与淬火的高强度合金钢板A518/A518M-99耐蚀高硅铁铸件三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa5X/v#]*e/c/w#I2E2W;n0b2p8VA519-96无缝碳素钢与合金钢机械管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa"Q*G+^%gls7qA521-96一般工业用闭式模钢锻件A522/A522M-95b(2000)低温用锻制或轧制含镍8%和9%的合金钢法兰,配件,阀门和零件规格:K#o;f3?}:f;T#aA523-96高压管型电缆线路用平端无缝与电阻焊钢管A524-96常温和低温用无缝碳素钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa:B.A.h"H7o&J"r1Y4_6j三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江9p X:D(Q&i%z$A529/A529M-00高强度碳锰结构钢质量-I9g;G0G"e.L)r*J;B5C&|.b9VZA530/A530M-99e1特种碳素钢和合金钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa%w1{3_+K+@:]三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江M2p.V2_:b,aA531/A531M-91(1996)涡轮发电机钢定位环的超声波检验A532/A532M-93a(1999)e1耐磨铸铁三维网技术论坛!X9p)U9P/@'Z-a三维网技术论坛3l-J-g#}!'v$f&GA533/A533M-93(1999)压力容器用经回火和淬火的锰钼及锰钼镍合金钢板I%N&U1B1@$v'Z/s三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江:H,U0_7@-b3`5x$R2NA534-94用于耐摩擦轴承的渗碳钢'D%S'e&D(U.g1`*S#p,B7KA536-84(1999)e1球墨铸铁件A537/A537M-95(2000)压力容器用经热处理的碳锰硅钢板三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa&O8O'e9R(R%J"A#C8X0z9KA53/A53M-01无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范#L(S0t#B%b/@A539-99天然气和燃料油管线用电阻焊钢盘管三维网技术论坛"_F#c-y-t3C"rA540/A540M-00特殊用途的合金钢螺栓材料三维网技术论坛;i%g4t!d8\-A(_&WA541/A541M-95(1999)压力容器部件用经淬火和回火的碳素钢及合金钢锻件.e*\0d-m,a#C'H7k3三维网技术论坛7X&n:X"b3["[A542/A542M-99e1压力容器用经回火和淬火的铬钼、铬钼钒及铬钼钒钛硼合金钢板A543/A543M-93(1999)压力容器用经回火和淬火的镍铬钼合金钢板三维网技术论坛S-e(l3`'R三维网技术论坛8J!E6T;U;X"?,y)e)V8G*QA550-78(2000)铌铁合金三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa/K+^$n(_4N&xA551-94(1999)钢轮箍。
SAE认证

SAE认证(美国机动车工程师学会)美国机动车工程师学会(SAE)的认证:规定了市场上销售的汽车配件(SAE认证)的标准.至于包铅和包塑,是生产工艺,只有通过这道工艺才能保证管子的表面光滑。
目前一般工厂都是采用包铅的,因为包塑的工艺并不是很成熟。
附:SAE标准目录编号名称修订日期字数(千字)页数备注SAE J1019高温输油软管、发动机润滑油软管、以及软管总成试验及程序1990-06-122.665SAE J1037挡风玻璃喷洗器软管2001-082.935SAE J1183弹性材料及部件的疲劳试验推荐指南1998-0211.317SAE J1273液压软管总成推荐操作规程2001-038.6SAE J1288液压制动软管总成的包装、贮存和贮存期1999-042.394SAE J1401公路车辆——采用非石油基液压液体的液压软管总成1999-0912.7SAE J1403真空制动软管1989-073.38SAE J1405液压软管总成可选脉冲试验程序1990-06-182.87SAE J1406液压制动软管在机动车辆上的应用2002-043.816SAE J1527船用燃油软管1993-02-055.6SAE J1570液压盘式制动活塞橡胶防尘套1991-09-303.976SAE J1661CFC-12(R-12)汽车空调系统至HFC-134a(R -134a)改型程序1998-115.268SAE J1662致冷剂改型对于空调系统材料的兼容性1998-113.46SAE J1873传输所含水分试验程序——液压制动软管总成2000-102.474SAE J188动力转向回流软管——高膨胀型1998-013.266SAE J189动力转向回流软管——低压1998-013.29SAE J190动力转向压力软管——钢丝编织型1998-052.985SAE J191动力转向压力软管——低膨胀型1998-053.076SAE J20冷却剂系统软管2002-017.6713SAE J2050高温动力转向压力软管2001-043.46SAE J2064R134a制冷剂汽车空调软管1999-067.3911SAE J30燃料及油软管1998-0635.83SAE J343SAE 100R系列液压软管及软管总成试验及试验程序2001-074.79SAE J51致冷剂12汽车空调系统软管1998-085.698SAE J51附表1.052SAE J517液压软管2001-0435.7通用规范合计25185.22172SAE标准简介SAE各汽车协议和标准的简介1905年初,美国汽车工程师学会(SAE)认识到必须标准化。
镀锌钢板标准对照

2.2.此类钢可制作汽车零部件,家具外壳、桶钢制家具等简单成型、弯曲或焊接加工的产品。
冲压级(DQ)
SPCD
ST13
10-Z
08-Z
08Al-Z
SPCD
USt13
RRSt13
FeP03
ASTM A619/A619M-96(1997年后作废)
可制作汽车门、窗、挡泥板、马达外壳等冲压成型及较复杂变形加工的零部件。
冷轧低碳及涂镀钢板牌号近似对照表
材料类别
宝钢企标
国标
日本工业标准
德国工业标准
欧州标准
美国材料试验协会标准
备注
牌号
牌号
牌号
牌号
牌号
标准号
冷轧低碳及超低碳钢板及钢带
商用级(CQ)
SPCC
ST12
Q195
10-P
10-S
08-P
08-S
08Al-P
08Al-S
SPCC
ST12
FeP01
ASTM A366/A366M-96(已由ASTM A366/A366M-97取代)
FS-A、B)
1.1.适用于制造形状简单的产品;
2.2.适用制造机械咬合成型的产品。
冲压(DQ)
St03Z
SCSGCD1源自St03ZDX52D+Z
DQ
(DDS)
适于制造拉延、冲压成型产品及厚度>0.9mm的翻卷咬合产品。
深冲(DDQ)
St04Z
St05Z
CS
SGCD2
SGCD3
St04Z
St05Z
DX53D+Z
2.2.?Q/BQB403-99新增加ST14-T是专供上海大众汽车厂用的。
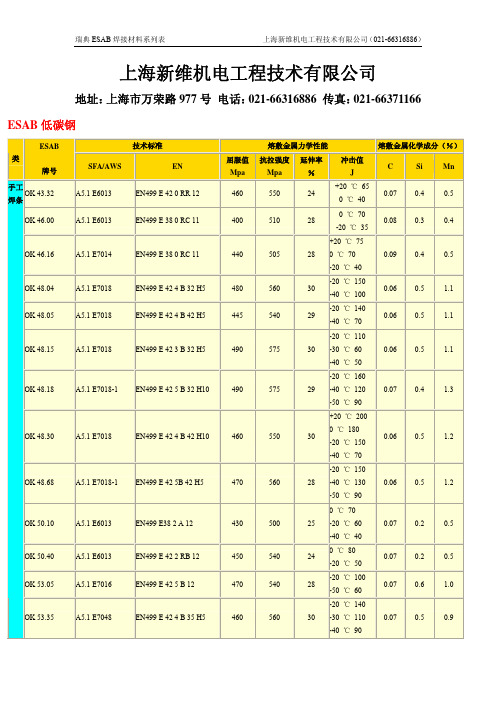
ESAB焊材
1.5
12.50
G 42 3 M G3Si1
-20 ℃ 70
OK Autrod
EN440 G 38 2 C G3Si1
+20 ℃ 130
A5.18 ER70S-6
470
560
26
0.08 0.9
1.5
气保 12.51
G 42 3 M G3Si1
-20 ℃ 90
焊丝 OK Autrod
EN440 G 42 2 C G4Si1
OK Autrod 12.30
OK Flux 10.45
OK Flux 10.47 OK Flux 10.49 OK Flux 10.50
≈ 1.75
≈ 1.1 ≈ 1.1 ≈ 1.5
OK Autrod 12.10 0.85
OK Autrod 12.22
OK Autrod 12.20 1.3 OK Autrod 12.30
+20 ℃ 130
A5.18 ER70S-6
525
595
26
0.1
1.1
1.7
12.63
G 46 3 M G4Si1
-20 ℃ 90
OK Autrod
EN440 G 42 2 C G4Si1
+20 ℃ 130
A5.18 ER70S-6
525
595
26
0.1
1.0
1.7
12.64
G 46 3 M G4Si1
OK Autrod 12.20
OK Autrod 12.22
A5.18 ER70S-3 A5.18 ER70S-6
EN 1668 W2Si EN 1668 W3Si1
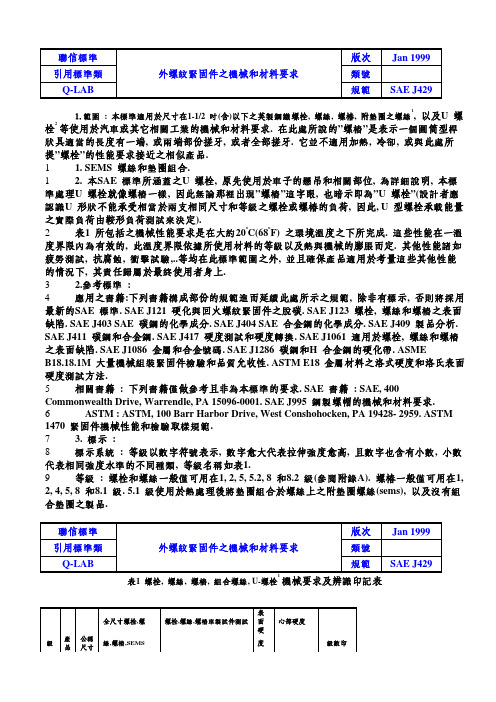
SAE J429 中文版
3
聯 信標 準 引用標 準 類
Q-LAB
外螺紋 緊 固件之機 械和材料要求
版次
類號 規範
Jan 1999 SAE J429
3) 5 和5.1 級 緊 固件使用8 級 緊 固件的中碳硼鋼 或中碳合金鋼 , 可由製 造者選 擇 .4) 螺樁 之最大含硫量可為 0.13%.5)
5 級 材料在熱 處 理前組 合硬化墊 圈是可接受的.6) 當 製 造商和採 購 者同意, 公稱 徑 7/16"以下產 品可以使用中碳鋼 製 作, 公稱 徑 1"以下
合墊 圈之製 品.
聯 信標 準 引用標 準 類
Q-LAB
版次 Jan 1999
外螺紋 緊 固件之機 械和材料要求
類號
規 範 SAE J429
表1
螺栓,
螺絲 ,
螺樁 ,
組
合螺絲
,
1
U-螺栓
機
械要求及辨識
印記
表
全尺寸螺栓,螺
級
產 品
公稱 尺寸
絲 ,螺樁 ,SEMS
表 螺栓,螺絲 ,螺樁 車 製 試 件測 試 面
4.2. 頭 部成型作業 : -使用鍛 粗及壓 造之其它方法加工者, 應 由買 賣 雙 方同意下方可採 用. -1 級 螺絲 , 螺栓由製 造者 自行選 擇 冷作或熱 作. -2, 5, 5.2, 8 與 8.2 級 螺栓或螺絲 , 尺寸在3/4”(含)以下, 且長 度在6”(含)以下者, 除 非有特別 同意熱 作, 否則 應 予冷作, 超過 這 些尺寸者由製 造商 自行選 擇 冷作或熱 作. -5.1 級 附墊 圈螺絲 (sems)應 予冷作.
碳鋼 3 ,
淬火,回
火
0.03 0.05
SAE J1704-2003 硼酸醋型制动液

SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions.Copyright © 2003 SAE InternationalAll rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying,recording, or otherwise, without the prior written permission of SAE.TO PLACE A DOCUMENT ORDER:Tel: 877-606-7323 (inside USA and Canada)Tel: 724-776-4970 (outside USA)Fax: 724-776-0790Email: custsvc@SAE WEB ADDRESS: J1Borate Ester Based Brake Fluids1.Scope—This SAE Recommended Practice was prepared to provide engineers, designers, and manufacturersof motor vehicles with a set of minimum performance standards which covers the next level of performanceproperties above those of the present SAE J1703 brake fluid standard. These fluids are not intended for useunder arctic conditions or in braking systems requiring the use of mineral oil based hydraulic fluid.These fluids are designed for use in braking systems fitted with rubber cups and seals made from naturalrubber (NR), styrene-butadiene rubber (SBR), or a terpolymer of ethylene, propylene, and a diene (EPDM).These fluids are not designed to operate in a pumped or a clutch braking system, especially those hydraulicsystems requiring a mineral oil based fluid.2.References 2.1Applicable Publications—The following publications form a part of this specification to the extent specifiedherein. The latest issue of SAE publications shall apply.2.1.1SAE P UBLICATIONS —Available from SAE, 400 Commonwealth Drive, Warrendale, PA 15096-0001.SAE J527—Brazed Double Wall Low Carbon Steel TubingSAE J1703—Motor Vehicle Brake Fluid 2.1.2ASTM P UBLICATIONS —Available from ASTM, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959.ASTM D 91—Test Method for Precipitation Number of Lubricating OilsASTM D 395—T est Methods for Rubber Property—Compression SetASTM D 412—T est Methods for Rubber Properties in TensionASTM D 445—T est Method for Kinematic Viscosity of T ransparent and Opaque Liquids (and theCalculation of Dynamic Viscosity)ASTM D 664—T est Method for Neutralization Number of Potentiometric TitrationASTM D 746—T est Method for Brittleness Temperature of Plastics and Elastomers by ImpactASTM D 865—T est Method for Rubber—Deterioration by heating in Air (Test T ube Enclosure)ASTM D 1120—Method of Test for Boiling Point of Engine CoolantsASTM D 1209—Test Method for Color of Clear Liquids (Platinum-Cobalt Pigments)ASTM D 1364—Test Method for Water in Volatile Solvents (Fischer Reagent Titration Method)ASTM D 1415—Method of Test for International H ardness of Vulcanized Natural Rubber and SyntheticRubbersASTM D1613—T est Method for Acidity in Volatile Solvents and Chemical Intermediates Used in Paint, Varnish, Lacquer, and Related ProductsASTM D 2240—Method of T est for Indentation Hardness of Rubber and Plastics by Means of a Durometer ASTM D3182—Recommended Practice for Rubber-Materials, Equipment, and Procedures for Mixing Standard Compounds and Preparing Standard Vulcanized SheetsASTM D3185—Methods for Rubber-Evaluation of SBR (Styrene-Butadiene Rubber) including Mixtures with OilASTM E 1—Specification for ASTM ThermometersASTM E 145—Specification for Gravity-Convection and Forced-Ventilation Ovens2.2Related Publications—The following publications are provided for information purposes only and are not arequired part of this document.2.2.1ASTM P UBLICATIONS—Available from ASTM, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959.ASTM D 344—Method of Test for Relative Dry Hiding Power of PaintsASTM E 260—Standard Recommended Practice for General Gas Chromatography ProcedureASTM E 298—Evaluation of Benzoyl Peroxides3.Materials—The quality of the materials used shall be such that the resulting product will conform to therequirements of these specifications and ensure uniformity of performance.4.Requirements4.1Equilibrium Reflux Boiling Point (ERBP)—Brake fluid when tested by the procedure specified in5.1 shallhave an equilibrium reflux boiling point not less than 230 °C (446 °F).4.2Wet Equilibrium Reflux Boiling Point—Brake fluid when tested by the procedure specified in5.2 shall have awet equilibrium reflux boiling point not less than 155 °C (311 °F).4.3Viscosity—Brake fluid when tested by the procedure specified in5.3 shall have the following kinematicviscosities:4.3.1A T –40 °C (–40 °F)—Not more than 1800 mm2/s (1800 cSt)4.3.2A T 100 °C (212 °F)—Not less than 1.5 mm2/s (1.5 cSt)4.4pH Value—Brake fluid when tested by the procedure specified in5.4 shall have a pH value not less than 7.0and not more than 11.5.4.5Fluid Stability4.5.1H IGH-T EMPERATURE S TABILITY—When tested by the procedure specified in 5.5.1, the equilibrium refluxboiling point of the brake fluid shall not change by more than 5 °C (9 °F) increase or decrease.4.5.2C HEMICAL S TABILITY—When tested by the procedure specified in 5.5.2 the test fluid mixture shall show nochemical reversion as evidenced by a change in recorded temperature of more than 5 °C (9 °F) increase or decrease.-2-标准分享网 免费下载-3-4.6Corrosion—See T able 1.4.6.1D RY F LUID (AS RECEIVED )—Brake fluid, when tested by the procedure specified in5.6.1, shall not causecorrosion exceeding the limits shown in Table 1. The metal strip outside of the area where the strips are in contact shall neither be pitted nor roughened to an extent discernible to the naked eye, but staining or discoloration is permitted. The fluid at the end of the test shall show no jelling at 23 °C ± 5 °C (73.4 °F ±9°F). No crystalline-type deposit shall form and adhere to either the glass walls or the surface of the metal strips. The fluid shall not contain more than 0.10% sediment by volume.The rubber specimens at the end of the test shall show no disintegration, as evidenced by blisters or sloughing indicated by carbon black separation on the surface of the rubber cup.4.6.2B RAKE F LUID WITH WATER —The brake fluid containing water, when tested by the procedure specified in5.6.2,shall not cause corrosion exceeding the limits shown in Table 1. The metal strip outside of the area where the strips are in contact shall neither be pitted nor roughened to an extent discernible to the naked eye, but staining or discoloration is permitted. The fluid/water mixture at the end of the test shall show no jelling at 23°C ± 5 °C (73.4 °F ± 9 °F). No crystalline-type deposit shall form and adhere to either the glass walls or the surface of the metal strips. The fluid/water mixture shall not contain more than 0.10% sediment by volume. The fluid/water mixture shall have a pH of not less than 7.0 and not more than 11.5.The rubber test specimens at the end of the test shall show no disintegration, as evidenced by blisters or sloughing indicated by carbon black separation on the surface of the rubber cup. The hardness of the SBR cup shall not decrease by more than 15 IRHD and the hardness of the EPDM rubber specimen shall not decrease by more than 10 IRHD. The SBR rubber cup shall not decrease in volume and shall not increase in volume by more than 16%. The EPDM rubber specimen shall not decrease in volume and shall not increase in volume by more than 10%.4.7Fluidity and Appearance at Low Temperatures 4.7.1A T –40 °C (–40 °F)—When brake fluid is tested by the procedure specified in 5.7.1, the fluid shall show nostratification, sedimentation, or crystallization. Upon inversion of the sample bottle, the air bubble shall travel to the top of the fluid in not more than 10 s. Cloudiness is permissible, but on warming to room temperature 23 °C ± 5 °C (73.4 °F ± 9 °F), this fluid shall regain its original unformity, appearance, and clarity.4.7.2A T –50 °C (–58 °F)—When brake fluid is tested by the procedure specified in 5.7.2, the fluid shall show no stratification, sedimentation, or crystallization. Upon inversion of the sample bottle, the air bubble shall travel to the top of the fluid in not more than 35 s. Cloudiness is permissible, but on warming to room temperature 23 °C ± 5 °C (73.4 °F ± 9 °F), the fluid shall regain its original unformity, appearance , and clarity.TABLE 1—CORROSION TEST STRIPS AND WEIGHT CHANGESTest Strips (1)1.Obtainable from the Society of Automotive Engineers, 400 Common-wealth Drive, Warrendale, P A 15096-0001.RM Number Maximum PermissibleWeight Change(mg/cm 2 of surface area)Tinned Iron6A 0.2Steel70.2Aluminum80.1Cast Iron90.2Brass100.4Copper 110.44.8Water Tolerance4.8.1A T –40 °C (–40 °F)—When the humidified brake fluid is tested by the procedure specified in5.8.1, the blackcontrast lines on a hiding power chart shall be clearly discernible when viewed through the fluid in the centrifuge tube. The fluid shall show no stratification or sedimentation. Upon inversion of the centrifuge tube, the air bubble shall travel to the top of the fluid in not more than 10 s.4.8.2A T 60 °C (140 °F)—When brake fluid is tested by the procedure specified in5.8.2, the fluid shall show nostratification, and sedimentation shall not exceed 0.05% by volume after centrifuging when fluid is tested for qualification, or shall not exceed 0.15% by volume for a commercial packaged fluid.4.9Compatibility4.9.1A T –40 °C (–40 °F)—When brake fluid is tested by the procedure specified in5.9.1, the black contrast lineson a hiding power chart shall be clearly discernible when viewed through the fluid in the centrifuge tube. The fluid shall show no stratification or sedimentation.4.9.2A T 60 °C (140 °F)—When brake fluid is tested by the procedure specified in5.9.2, the fluid shall show nostratification, and sedimentation shall not exceed 0.05% by volume after centrifuging.4.10Resistance to Oxidation—When the humidified brake fluid is tested by the procedure specified in5.10, itshall not cause the metal strips outside the areas in contact with the tinfoil to be pitted or roughened to an extent discernible to the naked eye, but staining or discoloration is permitted. No more than a trace of gum shall be deposited on the test strips outside of the areas in contact with the tinfoil. The aluminum strips shall not change in mass by more than 0.05 mg/cm2 and the cast iron strips shall not change in mass by more than0.3 mg/cm2.4.11Effect on Rubber4.11.1Rubber brake cups (RM-3a) subjected to brake fluid as specified in5.11.1 shall show no increase inhardness, shall not decrease in hardness by more than 10 IRH D, and shall show no disintegration as evidenced by blisters or sloughing indicated by carbon black separation on the surface of the rubber cup.Volume increase shall not be less than 1% or greater than 16%.4.11.2Rubber brake cups (RM-3a) subjected to brake fluid as specified in5.11.2 shall show no increase inhardness, shall not decrease in hardness by more than 15 IRH D and shall show no disintegration as evidenced by blisters or sloughing indicated by carbon black separation on the surface of the rubber cup.Volume increase shall not be less than 1% or greater than 16%.4.11.3Rubber slab stock (RM-69) subjected to brake fluid, as specified in5.11.3, shall show no increase inhardness, shall not decrease in hardness by more than 10 IRH D, and shall show no disintegration as evidenced by blisters or sloughing indicated by carbon black separation on the surface of the test specimens.The test specimens shall not decrease in volume and the increase in volume shall not exceed 10%.4.11.4Rubber slab stock (RM-69) subjected to brake fluid, as specified in5.11.4, shall show no increase inhardness, shall not decrease in hardness by more than 15 IRH D, and shall show no disintegration as evidenced by blisters or sloughing indicated by carbon black separation on the surface of the test specimens.The test specimens shall not decrease in volume and the increase in volume shall not exceed 10%.-4-标准分享网 免费下载5.Test Procedures5.1Equilibrium Reflux Boiling Point—Determine the equilibrium reflux boiling point of the fluid by ASTM D 1120with the following exceptions:5.1.1 A PPARATUS5.1.1.1 4.4 Thermometer—ASTM E 1, 76 mm immersion, calibrated. Use ASTM 3C or 3F thermometer. Forfluids boiling below 300 °C, ASTM 2C or 2F thermometer may be used.5.1.1.2 4.5 Heat Source—Use a suitable variac-controlled 100 mL heating mantle designed to fit the flask, capableof supplying the heat required to conform to the specified heating and reflux rates. (Supplier: GLAS COL Apparatus Co., Terre Haute, IN. Serial number: 135464. 230 W, 135 V [max.])5.1.1.3Boiling Point Stones RM-755.1.1.4Preparation of Apparatus—6.4 Thoroughly clean and dry all glassware before use. Attach the flask to thecondenser. Place the mantle under the flask and support it with a suitable ring clamp and laboratory-type stand, holding the whole assembly in place by a clamp.NOTE—Place the whole assembly in an area free from drafts or other types of sudden temperature changes.5.1.2P ROCEDURE—7.1 When everything is in readiness, turn on the condenser water and apply heat to the flask atsuch a rate that the fluid is refluxing in 10 min ± 2 min at a rate in excess of 1 drop/s. Immediately adjust heat input to obtain a specified equilibrium reflux rate of 1 to 2 drops/s over the next 5 min ± 2 min period.Maintain a timed and constant equilibrium reflux rate of 1 to 2 drops/s for an additional 2 min; record the average value of four temperature readings taken at 30 s intervals as the equilibrium reflux boiling point.5.1.2.1Report the boiling point to the nearest degree Celsius. Duplicate runs which agree within 3 °C areacceptable for averaging (95% confidence level).5.2Wet Equilibrium Reflux Boiling Point—Humidify the fluid and determine the boiling point.5.2.1H UMIDIFICATION P ROCEDURE—Lubricate the ground-glass joint of a 250 mm ID bowl-form desiccator havingmatched tubulated glass cover and fitted with a No. 8 rubber stopper. Pour 450 mL ± 10 mL of distilled water into the dessicator and insert a perforated porcelain plate (Coors No. 60456 or equivalent). Immediately place one open RM-49 corrosion test jar containing 350 mL ± 5 mL of the test brake fluid into the dessicator.Place a second open RM-49 corrosion test jar containing 350 mL ± 5 mL of TEGME (triethylene glycol monomethyl ether, brake fluid grade - Appendix E) (RM-71) into the same desiccator. The water content of the TEGME control fluid at the start of exposure shall have been adjusted to 0.50% ± 0.05% by weight (Karl Fischer analysis or equivalent). Replace desiccator cover and insert at once into an ASTM E 145, Type II A, forced ventilation oven set at 50 °C ± 1 °C (122 °F ± 1.8 °F).Periodically, during oven humidification, remove the rubber stopper from the desiccator and, using a long needle hypodermic syringe, quickly sample the control fluid and determine its water content. When the water content of the control fluid has reached 3.70% ± 0.05% by weight, remove the dessicator from the oven and seal the test jar promptly using a screw-cap lid (RM-63). Allow the sealed jar to cool for 60 to 90 min at 23 °C ± 5 °C (73.4 °F ± 9 °F).5.2.2W ET E QUILIBRIUM R EFLUX B OILING P OINT—Humidify the fluid as described in 5.2.1 and determine the boilingpoint as described in 5.1.-5-5.3Viscosity—Determine the kinematic viscosity of the fluid by ASTM D 445.5.3.1Report the viscosity to the nearest mm2/s (centistoke). Duplicate runs which agree within 1.2% relative areacceptable for averaging (95% confidence level).5.4pH Value—Mix the fluid with an equal volume of an 50% ethanol/50% distilled water mixture neutralized to apH of 7. Determine the pH of the resulting solution electrometrically at 23 °C ± 5 °C (73.4 °F ± 9 °F) using a pH meter equipped with a calibrated full range (0 to 14) glass electrode and a calomel reference electrode, as specified in ASTM D 664.5.5Fluid Stability5.5.1H IGH T EMPERATURE S TABILITY—Heat a new sample of the original test brake fluid to a temperature of 185 °C± 2 °C (365 °F ± 3.6 °F) by the procedure specified in 5.1 and maintain at that temperature for 2 h. Then determine the boiling point of this brake fluid as specified in 5.1. The difference between this observed boiling point and that previously determined in 5.1 shall be considered as the change in boiling point of the brake fluid.5.5.2C HEMICAL S TABILITY—Mix 30 mL of brake fluid with 30 mL of SAE Compatibility Fluid described in AppendixB (RM-66-05). Determine the equilibrium reflux boiling point of this fluid mixture by use of the test apparatusspecified in 5.1, applying heat to the flask at such a rate that the fluid is refluxing in 10 min ± 2 min at a rate in excess of 1 drop/s. The reflux rate shall not exceed 5 drops/s. Record the maximum fluid temperature observed during the first minute after the fluid begins refluxing at a rate in excess of 1 drop/s. Over the next15 min ± 1 min, adjust and maintain the rate of reflux to 1 to 2 drops/s. Maintain a timed and constantequilibrium reflux rate of 1 to 2 drops/s for an additional 2 min; record the average value of four temperature readings taken at 30 s intervals as the final equilibrium reflux boiling point. Chemical reversion is evidenced by the decrease in temperature between the maximum fluid temperature recorded and the final equilibrium reflux boiling point.5.6Corrosion5.6.1D RY F LUID (AS RECEIVED)—Prepare two sets of strips from each of the metals listed in Table 1, each striphaving a surface area of 25 cm2 ± 5 cm2 (approximately 8 cm long, 1.3 cm wide, and not more than 0.6 cm thick). Drill a hole between 4 and 5 mm in diameter and about 6 mm from one end of each strip. With the exception of the tinned iron strips, clean the strips by abrading them on all surface areas with 320A (RM-29) or P400 waterproof carborundum paper and isopropanol or ethanol until all surface scratches, cuts, and pits are removed from the strips, using a new piece of carborundum paper for each different type of metal. Wash the strips, including the tinned iron, with isopropanol or ethanol and dry the strips with a clean lint-free cloth and place strips in a desiccator containing desiccant maintained at 23 °C ± 5 °C (73.4 °F ± 9 °F) for at least1 h.Handle the strips with clean forceps after polishing to avoid fingerprint contamination.Weigh each strip to the nearest 0.1 mg and assemble each set of strips on an uncoated steel bolt (RM-61) in the order tinned iron, steel, aluminum, cast iron, brass, and copper, so that the strips are in electrolytic contact. Bend the strips, other than cast iron, so that there is a separation of at least 3 mm between adjacent strips for a distance of about 6 cm from the free end of the strips. (Immerse strip assemblies in isopropanol or ethanol to eliminate fingerprints and then handle only with clean forceps.)Use two SBR cups (RM-3a) and two 25.4 mm x 25.4 mm (1 in x 1 in) EPDM rubber slab stock (RM-69) test specimens as described in Appendix C and Appendix D, respectively.-6-标准分享网 免费下载Obtain two straight-sided round glass jars, having a capacity of approximately 475 mL and inner dimensions of approximately 100 mm in height and 75 mm in diameter (RM-49). T o the RM-49 corrosion test jar, apply four wrappings of 19 mm (3/4 in) Teflon tape around the jar threads allowing a 3 mm (1/8 in) height above the top of the jar. Place one SBR cup (RM-3a) with lip edge facing up, in each of the two glass jars. Use only tinned steel lids vented with a hole 0.8 mm ± 0.1 mm in diameter (RM-64).Insert a metal strip assembly inside each cup with the bolted end in contact with the concavity of the cup and the free end extending upward in the jar. Place one EPDM rubber slab stock (RM-69) test specimen flat on the bottom of the test jar.Add 400 mL of fluid to cover the metal strip assembly in each jar. Tighten the lid and place the jars in an oven maintained at 100 °C ± 2 °C (212 °F ± 3.6 °F) for 120 h ± 2 h. Allow the jars to cool at 23 °C ± 5 °C(73.4 °F ± 9 °F) for 60 to 90 min. Immediately following the cooling period, remove the metal strips from thejars by use of a forceps, removing loose adhering sediment by agitation of the metal strip assembly in the fluid in the jar. Examine test strips and test jars for adhering crystalline deposit, disassemble the metal strips, removing adhering fluid by flushing with water, and clean individual strips by wiping with a cloth wetted with isopropanol or ethanol. Examine the strips for evidence of corrosion and pitting. Place strips in a desiccator containing a desiccant maintained at 23°C ± 5 °C (73.4 °F ± 9 °F) for at least 1 h. Weigh each strip to the nearest 0.1 mg.Determine the difference in weight of each metal strip and divide the difference by the total surface area of the metal strip measured in square centimeters. Average the measured quantities of the duplicates. In the event of a marginal pass on inspection, or of a failure in only one of the duplicates, another set of duplicate test samples shall be run. Both repeat samples must meet all the requirements of 4.6.Immediately following the cooling period, remove the rubber cups from the jars by use of a forceps, removing loose adhering sediment by agitation of the cup in the fluid in the jar.Rinse the rubber specimens in isopropanol or ethanol and air dry cups. Examine the rubber specimens for evidence of sloughing, blisters, and other forms of disintegration.Examine the fluid in the jars for jelling. Agitate the fluid in the jars to suspend and uniformly disperse sediment and transfer a 100 mL portion of this fluid to an ASTM cone-shaped centrifuge tube and determine percent sediment as described in 5.2 of ASTM D 91.Measure the pH value of the corrosion test fluid by the procedure specified in 5.4.5.6.2C ORROSION T EST ON B RAKE F LUID WITH W ATER—Same test procedure as 5.6.1 except the test is performedon a brake fluid containing 5% by volume water.Prepare two sets of strips from each of the metals listed in Table 1 (see Appendix A), each strip having a surface area of 25 cm2 ± 5 cm2 (approximately 8 cm long, 1.3 cm wide, and not more than 0.6 cm thick). Drilla hole between 4 and 5 mm in diameter and about 6 mm from one end of each strip. With the exception ofthe tinned iron strips, clean the strips by abrading them on all surface areas with 320A or P400 waterproof carborundum paper (RM-29) and isopropanol or ethanol until all surface scratches, cuts, and pits are removed from the strips, using a new piece of carborundum paper for each different type of metal. Wash the strips, including the tinned iron, with isopropanol or ethanol and dry the strips with a clean lint-free cloth and place strips in a desiccator containing desiccant maintained at 23 °C ± 5 °C (73.4 °F ± 9 °F) for at least 1 h.Handle the strips with clean forceps after polishing to avoid fingerprint contamination.-7-Weigh each strip to the nearest 0.1 mg and assemble each set of strips on an uncoated steel bolt (RM-61) in the order tinned iron, steel, aluminum, cast iron, brass, and copper, so that the strips are in electrolytic contact. Bend the strips, other than cast iron, so that there is a separation of at least 3 mm between adjacent strips for a distance of about 6 cm from the free end of the strips. (Immerse strip assemblies in isopropanol or ethanol to eliminate fingerprints and then handle only with clean forceps.)Use two SBR cups (RM-3a) and two 25.4 mm x 25.4 mm (1 in x 1 in) EPDM rubber slab stock (RM-69) test specimens as described in Appendix C and Appendix D, respectively.Determine the weight of the cups and rubber slab stock in air (m1) to the nearest 1 mg then determine the apparent weight of the cup and slab stock immersed in distilled water at room temperature (m2). Quickly dip each specimen in alcohol and then blot dry with filter paper free of lint and foreign matter. Measure the hardness of each specimen by the procedure specified in ASTM D 1415 using the Standards Tester.NOTE—ASTM D 2240 may be used for quality control and routine tests when a type A durometer is equipped with a fixture for keeping the plane of the pressure foot on the durometer parallel to the plane of the cup face during measurement.Obtain two straight-sided round glass jars, having a capacity of approximately 475 mL and inner dimensions of approximately 100 mm in height and 75 mm in diameter (RM-49). T o the RM-49 corrosion test jar, apply four wrappings of 19 mm (3/4 in) Teflon tape around the jar threads allowing a 3 mm (1/8 in) height above the top of the jar. Place one SBR cup (RM-3a) with lip edge facing up, in each of the two glass jars. Use only tinned steel lids vented with a hole 0.8 mm ± 0.1 mm in diameter (RM-64).Insert a metal strip assembly inside each cup with the bolted end in contact with the concavity of the cup and the free end extending upward in the jar. Place one EPDM rubber slab stock (RM-69) test specimen flat on the bottom of the test jar.Mix 760 mL of fluid with 40 mL of distilled water.Add 400 mL of the mixture to cover the metal strip assembly in each jar. Tighten the lid and place the jars in an oven maintained at 100 °C ± 2 °C (212 °F ± 3.6 °F) for 120 h ± 2 h. Allow the jars to cool at 23 °C ± 5 °C (73.4 °F ± 9 °F) for 60 to 90 min. Immediately following the cooling period, remove the metal strips from the jars by use of a forceps, removing loose adhering sediment by agitation of the metal strip assembly in the fluid in the jar. Examine test strips and test jars for adhering crystalline deposit, disassemble the metal strips, removing adhering fluid by flushing with water, and clean individual strips by wiping with a cloth wetted with isopropanol or ethanol. Examine the strips for evidence of corrosion and pitting. Place strips in a desiccator containing a desiccant maintained at 23 °C ± 5 °C (73.4 °F ± 9 °F) for at least 1 h. Weigh each strip to the nearest 0.1 mg.Determine the difference in weight of each metal strip and divide the difference by the total surface area of the metal strip measured in square centimeters. Average the measured quantities of the duplicates. In the event of a marginal pass on inspection, or of a failure in only one of the duplicates, another set of duplicate test samples shall be run. Both repeat samples must meet all the requirements of 4.6.Immediately following the cooling period, remove the rubber cups from the jars by use of a forceps, removing loose adhering sediment by agitation of the cup in the fluid in the jar.Rinse the rubber specimens in isopropanol or ethanol and air dry cups. Examine the rubber specimens for evidence of sloughing, blisters, and other forms of disintegration.Within 15 min after removal from the fluid, weigh each specimen in air (m3), again to the nearest milligram, then reweigh immersed in room temperature distilled water (m4) to determine the volume change after hot fluid immersion.-8-标准分享网 免费下载。
sae标准目录(全).xls
94. SAE J 193-1996 球节及球座总成试验规程
95. SAE J 195-1988 机动车辆自动车速控制器
96. SAE J 198-2003 载货车、大客车及多用途车风窗玻璃刮水系统
97. SAE J 200-2001 橡胶材料分类体系
98. SAE J 201-1997 乘用车和轻型载货车在用制动器性能试验规程
99. SAE J 207-1985 汽车金属装饰件和结构件的镀铬和镍
100.SAE J 209v001-1987 INSTRUMENT FACE DESIGN AND LOCATION FOR CONSTRUCTION AND
101. SAE J 211-1-2003 冲击试验用仪器—第 1 部分—电子仪器
136. SAE J 268-1989 摩托车后视镜
137. SAE J 272-1981 车辆识别号码体系
138. SAE J 273-1981 乘用车识别号码体系
139. SAE J 274-1989 悬架弹簧额定承载能力
140. SAE J 276-2002 铰接式装载机和拖拉机转向锁 141. SAE J 277-1995 雪地车电气系统设计电压的维持 142. SAE J 278-1995 雪地车制动灯 143. SAE J 279-1995 雪地车尾灯(后位置灯) 144. SAE J 280-1984 雪地车前照灯 145. SAE J 283-1999 带三点式挂接装置的农用拖拉机液压举升能力试验规程 146. SAE J 284-2002 农用、建筑和工业装备安全警报信号 147. SAE J 285-1999 汽油分配泵喷嘴 148. SAE J 286-1996 SAE 第 2 号离合器摩擦试验机械指南 149. SAE J 287-1988 驾驶员手控制区域 150. SAE J 288-2002 雪地车燃油箱 151. SAE J 291-1980 制动液温度的确定 152. SAE J 292-1995 雪地车及车灯、反射装置和相关装备 153. SAE J 293-1995 车辆坡道驻车性能要求 154. SAE J 294-1993 GVWR 大于 4 500 公斤(10 000 lb)车辆的行车制动器总 成试验规 155. SAE J 297-2002 工业装备操作人员控制件 156. SAE J 299-1993 制动距离试验规程 157. SAE J 300-1999 发动机机油黏度分级 158. SAE J 301-1999 新的或已修订技术报告的有效日期 159. SAE J 304-1999 发动机机油试验 160. SAE J 306-2005 汽车齿轮润滑剂黏度分级 161. SAE J 308-1996 轴和手动变速器润滑剂 162. SAE J 310-2000 汽车润滑脂 163. SAE J 311-2000 乘用车自动变速器液 164. SAE J 312-2001 车用汽油 165. SAE J 313-1998 柴油 166. SAE J 314-2002 毛毡—羊毛和部分羊毛 167. SAE J 315-1985 纤维板试验规程 168. SAE J 318-2003 汽车气制动管接头 169. SAE J 321-1999 推土机牵引机械操作人员防护轮罩 170. SAE J 322-1996 非金属装饰材料—确定抗硫化氢腐蚀性的试验方法 171. SAE J 323-1998 确定柔性塑料材料冷裂性的试验方法 172. SAE J 326-1986 液压反铲挖掘机术语 173. SAE J 328-1994 乘用车及轻型载货车车轮性能要求和试验规程 174. SAE J 331-2000 摩托车噪声声级 175. SAE J 332-2002 测量乘用车和轻型载货车轮胎一致性的试验机械 176. SAE J 335-1995 多位小型发动机排气系统点火抑制 177. SAE J 336-2001 载货车驾驶室内部噪声声级 178. SAE J 339-1994 座椅安全带织带磨损试验规程 179. SAE J 342-1991 大型发动机火花防止器试验规程 180. SAE J 343-2001 SAE 100R 系列液压软管和软管总成试验和试验规程 181. SAE J 345a 干或湿路面乘用车轮胎最大和抱死时车轮制动力 182. SAE J 347-2002 7 型(9.5 mm)柴油机燃油喷嘴总成 183. SAE J 348-1990 车轮三角垫木 184. SAE J 349-1991 黑色金属杆,棒,管和丝的表面缺陷检查 185. SAE J 350-1991 中型发动机火花防止器试验规程 186. SAE J 356-1999 可以抑制焊瘤的弯曲,双层扩口和卷边正火低碳钢
铸铁的分类
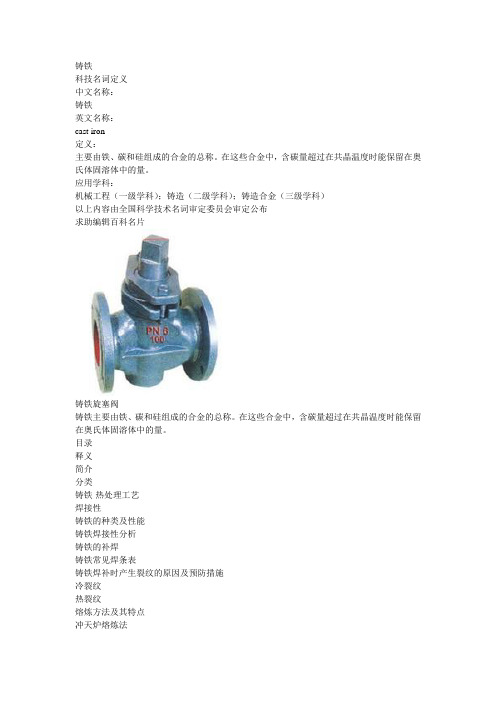
铸铁科技名词定义中文名称:铸铁英文名称:cast iron定义:主要由铁、碳和硅组成的合金的总称。
在这些合金中,含碳量超过在共晶温度时能保留在奥氏体固溶体中的量。
应用学科:机械工程(一级学科);铸造(二级学科);铸造合金(三级学科)以上内容由全国科学技术名词审定委员会审定公布求助编辑百科名片铸铁旋塞阀铸铁主要由铁、碳和硅组成的合金的总称。
在这些合金中,含碳量超过在共晶温度时能保留在奥氏体固溶体中的量。
目录释义简介分类铸铁-热处理工艺焊接性铸铁的种类及性能铸铁焊接性分析铸铁的补焊铸铁常见焊条表铸铁焊补时产生裂纹的原因及预防措施冷裂纹热裂纹熔炼方法及其特点冲天炉熔炼法感应电炉熔炼电弧炉熔炼释义简介分类铸铁-热处理工艺焊接性铸铁的种类及性能铸铁焊接性分析铸铁的补焊铸铁常见焊条表铸铁焊补时产生裂纹的原因及预防措施冷裂纹热裂纹熔炼方法及其特点冲天炉熔炼法感应电炉熔炼电弧炉熔炼展开编辑本段释义铸造厂词目:铸铁拼音:zhù tiě基本解释[cast iron;foundry iron;foundry pig] 含碳量较高的铁,质脆,不能锻压,用来炼钢或铸造器物详细解释1.把铁矿石冶炼成铁。
《汉书·五行志上》:“ 成帝河平二年正月,沛郡铁官铸铁,铁不下,隆隆如雷声,又如鼓音。
”《北史·杨津传》:“掘地至泉,广作地道,潜兵涌出,置炉铸铁,持以灌贼。
贼遂相告曰:…不畏利槊坚城,唯畏杨公铁星。
‟” 清陈维崧《红·舟次丹阳感怀》词:“铸铁竟成千古错,读书翻受群儿耻。
”2. 用生铁重新熔炼而成的铁碳合金。
也叫生铁或铣铁。
编辑本段简介铸铁产品(7张)铸铁英文名:cast iron含碳量在2%以上的铁碳合金。
工业用铸铁一般含碳量为2%~4%。
碳在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。
除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。
合金铸铁还含有镍、铬、钼、铝、铜、硼、钒等元素。
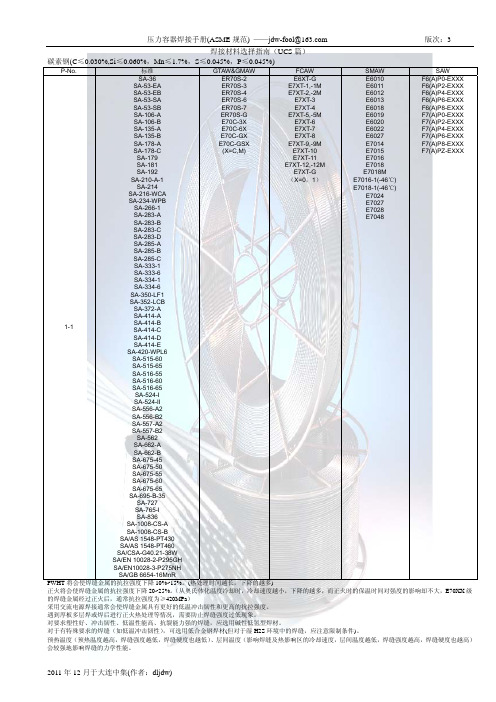
压力容器焊接手册ASME焊接材料选择指南rev
会较强地影响焊缝的力学性能。
2011 年 12 月于大连中集(作者:dljdw)
压力容器焊接手册(ASME 规范) ——jdw-fool@
版次:3
碳素钢
P-No.
标准
GTAW&GMAW
FCAW
SMAW
SAW
SA-105
ER70S-2
E7XT-1,-1M
E7014
F7(A)P0-EXXX
E7XT-G (X=0,1)
E7018M E7016-1(-46℃)
SA-214 SA-216-WCA SA-234-WPB
SA-266-1 SA-283-A SA-283-B
E7018-1(-46℃) E7024 E7027 E7028 E7048
SA-283-C
SA-283-D
SA-285-A
SA-285-B
E6018
F6(A)P8-EXXX
SA-106-A
ER70S-G
E7XT-5,-5M
E6019
F7(A)P0-EXXX
SA-106-B
E70C-3X
E7XT-6
E6020
F7(A)P2-EXXX
SA-135-A
E70C-6X
E7XT-7
E6022
F7(A)P4-EXXX
SA-135-B
E70C-GX
GCR-14HM-S/GXL-121
神户制钢所 昆山京群焊材科技有限公司
神户制钢所推荐 ( 也 有 用 US-36/MF-38 或 US-49A/MF-38 达到要求的) 已经通过试验
以上焊接材料的焊缝金属类型属于 0.05%C+1.3~1.6%Mn+2.1~2.9%Ni+0.5%Mo
SAEJ343
美国汽车工程师协会标准SAE 出版时间1968-06修订2004-01取代J343 JUL2001测试与SAE的100转系列液压软管和软管组件的试验程序这篇文献除前言指出的,在技术上相当于ISO 6605的。
前言—SAE J343已作出修订,除了第4.9至4.14都包括在内的测试外,在技术上相当于ISO 6605的。
1. 范围—该SAE标准给出了一些测试和评估的SAE液压软管和软管组合件(软管和连接端接头)在液压动力系统采用100转系列性能的方法。
用于液压维修的特定的测试和性能标准的评价软管组件要分别按照SAE J517中的各软管的严格要求。
该文献还规定了液压软管的统一的检测手段和装配性能评定。
2. 参考文献2.1 适用刊物—以下出版物的形式一本部分规定的规范的程度。
除非另有说明,以最新版本的SAE出版物为准。
2.1.1 SEA出版物—来源于SAE,400英联邦车道,沃伦,PA 15096-0001。
SAE J517—液压软管2.1.2 美国材料试验协会出版物—来源于美国ASTM,100巴尔港道,西康舍霍肯,PA19428-2959。
ASTM D 380—橡胶软管的测试方法标准2.1.3 国际标准组织刊物—来源于ANSI,西25第43大街,纽约,NY 10036-8002。
国际标准组织3448—工业液体润滑剂—ISO粘度分类国际标准组织6605—液压传动—软管—试验方法3. 实验过程—测试过程应遵循ASTM D 380中描述的。
然而,为了防止ASTM标准和那些描述之间的冲突,以后者为准。
除另有规定的标准在本文档或其他SAE的,试验应在环境温度测试设备普遍存在的。
4. 标准测试警告—水或者其他液体所测试的软管必须使用合适的试验介质。
利用媒体对空气的材料,测试和其他气体应避免因操作员而引起的危险。
在特殊情况下,如果对媒体的测试是必要的,那么严格的安全措施是必不可少的。
此外,要强调的是,当液体作为测试中介质使用时,要确保所有的空气被驱逐出被困空中的试验片,因为对人身伤害的风险来源于软管爆裂时被困气体的突然膨胀。
SEW附件的代号及含意 (2)
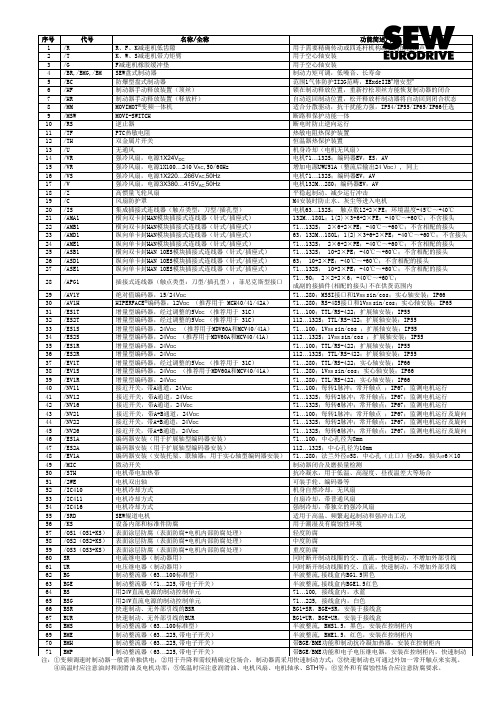
代号
名称/全称
功能简述/备注
1
/R
R、F、K减速机低齿隙
用于需要精确传动或四连杆机构减少齿的撞击声
2
/T
K、W、S减Βιβλιοθήκη 机带力矩臂用于空心轴安装3
/G
F减速机橡胶缓冲垫
用于空心轴安装
4
/BR,/BMG,/BM
SEW盘式制动器
制动力矩可调,低噪音、长寿命
5
/BC
防爆型盘式制动器
范围1气体防护II2G范畴,EExdeIIB”增安型”
34
/ES2S
增量型编码器,24VDC(推荐用于MDV60A和MCV40/41A)
112…132S;1VSSsin/cos;扩展轴安装;IP55
35
/ES1R
增量型编码器,24VDC
71…100;TTL/RS-422;扩展轴安装;IP55
36
/ES2R
增量型编码器,24VDC
112…132S;TTL/RS-422;扩展轴安装;IP55
71…100;TTL/RS-422;扩展轴安装;IP55
32
/ES2T
增量型编码器,经过调整的5VDC(推荐用于31C)
112…132S;TTL/RS-422;扩展轴安装;IP55
33
/ES1S
增量型编码器,24VDC(推荐用于MDV60A和MCV40/41A)
71…100;1VSSsin/cos;扩展轴安装;IP55
49
/MIC
微动开关
制动器闭合及磨损量检测
50
/STH
电机带电加热带
抗冷凝水,用于低温、高湿度、昼夜温差大等场合
51
/2WE
电机双出轴
常见焊条焊丝型号牌号对照一览表格

.压力容器用钢焊材一览表种类牌号中国 GB美国 AWS 碳THJ422E4303—钢THJ426E4316E6016焊THJ427E4315E6015条THJ506E5016E7016THJ507E5015E7015THJ506R E5016-G E7016-GTHJ507RH E5015-G E7015-GTHJ557R E5MoV-15—低THJ606E6016-D1E9016-D1合金THJ607E6015-D1E9015-D1钢THW707Ni E5515-C1—焊THR207E5515-B1E8015-B1条THR307E5515-B2E8015-B2THR317E5515-B2-V—THR407E6015-B3—THR507E5MoV-15—种类不锈钢焊条气保护实芯焊丝牌号中国 GB美国 AWSTHA002E308L-16E308L-16THA022E316L-16E316L-16THA102E308-16E308-16THA107E308-15E308-15THA132E347-16E347-16THA137E347-15E347-15THA202E316-16E316-16THA207E316-15E316-15THA212E318-16E318-16THA242E317-16E317-16THA302E309-16E309-16THA307E309-15E309-15THG202E410-16E410-16———THQ-G2Si EN440 G38 4MG2SiTHQ-50CG4EN440 G38 3CG4Si1型号牌号GBTHT49-1ER49-1THT-10MnSi ER50-GTHT50-6ER50-6( TIG-J50 )THT55-B2ER55-B2THT55-B2V ER55-GTHT-307H09Cr21Ni9Mn4Mo THS-307THT-307SiH10Cr21Ni10Mn6Si1 THS-307SiTHT-308H08Cr21Ni10Si THS-308THT-308LH03Cr21Ni10Si THS-308LTHT-308LSiH03Cr21Ni10Si1 THS-308LSiTHT-309H12Cr24Ni13Si THS-309THT-309MoH12Cr24Ni13Mo2 THS-309MoTHT-309LH03Cr24Ni13Si THS-309L类型碳钢焊丝珠光体耐热钢焊丝不锈钢焊丝.氩弧焊焊丝主要用途用于船舶、石化、核电话等高压管的对接及角焊用于薄板及打底焊接构造用于管道、平板等需作抛光度正确时的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设施构造的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设施构造的焊接用于防弹钢、覆面不锈钢及碳钢异材的焊接用于高锰钢、硬化性耐磨钢及非磁性钢的焊接用于 308、 301、304 等不锈钢构造的焊接用于 304L 、 308L 等不锈钢构造的焊接用于改良填补金属的工艺性、焊接操作性及流动性用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接用于 Cr22Ni12Mo2复合钢以及异种钢的焊接用于 309S、 1Cr13、 1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接. THT-309LSi用于 309 型不锈钢以及 304 型不锈钢与碳钢的焊接H03Cr24Ni13Si1THS-309LSiTHT-309LMo用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接H03Cr24Ni13Mo2THS-309LMoTHT-310用于高温条件下工作的耐热钢以及1Cr5Mo 、 1Cr13 等不可以进行预热及后热办理的焊接H12Cr26Ni21SiTHS-310THT-312用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔状况的焊接H15Cr30Ni9THS-312THT-316用于磷酸、亚硫酸、醋酸及盐类腐化介质构造的焊接H08Cr19Ni12Mo2SiTHS-316THT-316L用于尿素、合成纤维等构造及不可以进行热办理的铬不锈钢及复合钢的焊接H03Cr19Ni12Mo2SiTHS-316LTHT-316LSi用于同样种类不锈钢以及复合钢构造的焊接H03Cr19Ni12Mo2Si1THS-316LSiTHT-317用于重要的耐腐化化工容器的焊接H08Cr19Ni14Mo3THS-317THT-317L用于重要的耐腐化化工容器的焊接H03Cr19Ni14Mo3THS-317LTHT-321用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr19Ni10TiTHS-321THT-347用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr20Ni10NbTHS-347THT-410用于 410、 420 型不锈钢以及耐蚀耐磨表面的堆焊H12Cr13THS-410THT-420用于 Cr13 马氏体不锈钢耐腐化性资料的堆焊H31Cr13THS-420THT-430用于腐化(硝酸)、耐热同种类不锈钢表面堆焊H10Cr17THS-430THT-2209用于含 Cr22% 双相不绣钢的焊接H03Cr22Ni8Mo3NTHS-2209.碳钢焊条型号牌号GBJ421E4313 THJ421X E4313 THJ421Fe18E4324 THJ422E4303 THJ422GM E4303THJ423E4301E4310 THJ425XE4311熔敷金属化学成分( %)(≤)熔敷金属力学性能(≥)C MnSi S PRel/RP0.2Rm A AKV其余MPa MPa%J0.100.32/0.0300.035355440/220℃—0.300.55570470.100.32/0.0350.040330420170℃—0.300.55270.120.30/0.0350.040330420170℃—0.350.60470.100.32/0.0350.040330420220℃—0.250.55270.100.32/0.0350.040330420220℃—0.250.55270.100.32/0.0350.04033042022-20℃—0.300.55270.200.32/0.0350.04033042022-30℃—0.300.6027特色与用途焊接低碳钢构造,特别合用于薄板小件及短焊缝的中断焊和盖面焊。
SAEJ中文版
原则性阐述几个ISO 898.1与SAE J429的材料等级相当。
本标准中表2的化学元素与ISO 898.1一致,像8级的允许用非合金钢。
值得关注的一个显著的差异就是ISO 898.1(2009)与SAE J429(2012)用来生产8级的合金钢和碳钢的含碳量比10.9级的含碳量高。
另外一个修订就是发现2011版的少量错误和不一致的地方。
1.范围本SAE标准涵盖汽车和相关工业使用,尺寸1-1/2以下英制钢制螺栓、螺丝、牙条、sems1和U型螺栓2的机械性质和材料要求。
文中所提到‘牙条’这个词的意思是说:一中等长度圆棒的某一端搓牙、两端都有搓牙或整个圆棒都有搓牙。
此产品不适用于加热、焊接或使用于类似本文中所要求的螺栓特性近似的产品。
表1所包括之机械性能要求是在大约20℃(68F)之环境温度之下所完成。
这些性能限定于在某一温度界限内,此温度界限需依照所使用材料等级以及温度和加工流程而定。
其它疲劳测试、抗腐蚀、冲击试验等性质,都不在本标准范围内,然而为确保产品适用于这些额外性能的情况下,最终使用必须承担其责任归属。
1Sems:螺丝和垫片的组合。
2U-BOLTS:本SAE标准所提及的U型螺栓,其使用于车辆悬吊装置和其相关位置。
为了详细说明,本标准将U型螺栓视为牙条。
因此,文中所提及到的“STUDS(牙条)”字眼都适用于“U-BOLTS(U型螺栓)”。
(设计者应要了解,在相同尺寸、等级的“U型”结构的两根螺栓和牙条可能无法承受荷重;因此,U型螺栓的实际承载重量应以鞍型荷重测试方法来判定。
)2.参考规范2.1适用的版本:于本标准内所提及的范围,除非特别指示,产品应以最新版本的SAE标准来提供。
2.1.1 SAE 出版品SAE J403 SAE碳钢化学成分SAE J404 SAE合金钢化学成分SAE J409 制品分析-耐热钢和铸铁的化学成分分析之允许差异标准SAE J411 碳钢和合金钢SAE J417 硬度测试和硬度转换SAE J1086 金属和合金之编号SAE J1268 碳钢和H合金钢的硬化带2.1.2 ASME出版品ASME B18.2.1美制外六角螺栓ASME B18.18紧固件的检验和质量保证2.1.3 ASTM出版品ASTM E18金属材料洛氏硬度和洛氏表面硬度的测试方法ASTM F606测定外螺纹和内螺纹紧固件、垫圈及铆钉机械性能的试验方法ASTM F788/788M英制及米制系列的螺栓、螺钉及螺柱的表面不连续性ASTM F1470特定的机械性能和功能检测用紧固件的抽样ASTM F2328测定硬化和回火螺纹钢螺栓、螺钉和柱头螺栓脱碳与渗碳的试验方法2.2 相关出版物以下出版物仅为提供信息的目的而非本标准要求的一部分。
sae j300 hths规定

sae j300 hths规定一、标准概述发布于2013年,GB/T 14906《内燃机油黏度分类》等同采用本标准。
二、范围本标准仅从流变学的角度规定了内燃机油的黏度分类。
本标准适用于确定内燃机油黏度等级,并不涉及油的其他特性。
三、详细分类本标准采用含字母w和不含字母w两组黏度等级系列。
含字母w 的一组单级内燃机油是以低温启动黏度、低温泵送黏度和100℃时运动黏度划分黏度等级;不含字母w的一组单级内燃机油是以100℃时运动黏度和150℃时高温高剪切黏度划分黏度等级。
一个多黏度等级内燃机油,其低温启动黏度和低温泵送黏度应满足系列中一个w级的要求,同时,其100℃运动黏度和150℃高温高剪切黏度应在系列中一个非w级分类规定的黏度范围之内。
本标准中黏度等级以六个含字母w的低温黏度等级号(0w、5w、10w、15w、20w、25W)和八个不含字母w的高温黏度等级号(8、12、16、20、30、40、50、60)表示。
黏度牌号有单级油和多级油之分。
任何一个牛顿油可标为单级油(含w或不含W)。
一些经聚合物黏度指数改进剂调配的油是非牛顿油,应标上适当的多黏度等级(含w和高温等级),即含w黏度级和高温黏度级,并且两黏度级号之差大于等于15。
HTHS——高温高剪切粘度。
一般情况下,德系车一般要求HTHS 大于3.5,法系一般要求HTHS大于3.2,而美、日、中、韩系对HTHS 基本要求在2.9左右。
HTHS表示机油在150℃时高剪切条件下的油膜强度,其数值越大,表示强度越高。
其实,现在有不少德系车型的发动机存在烧机油的现象,这其实与机油的HTHS有直接关系。
如发动机有明显的机油消耗,可尝试使用HTHS更高的机油。
发动机为什么烧机油?由于发动机曲轴环形工作,连杆绝大部分时间角度是倾斜的,活塞向单个侧面的压力也就越大,活塞环对于缸壁的剪切压力就极高,如果再加上高速的运动,此时会发生严重的边界摩擦,如果油膜强度不够发生破裂,磨损加剧是不可避免的,磨损会导致汽缸内部的密封性下降,机油会顺势窜到燃烧室烧掉。
saej1453v003

SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions.TO PLACE A DOCUMENT ORDER: +1 (724) 776-4970 FAX: +1 (724) 776-0790SAE WEB ADDRESS Copyright 2002 Society of Automotive Engineers, Inc.Figure1A Typical Example Tube and/or Hose Connection to Adapter (3)1B Example of Tube and/or Hose Connection to Swivel Elbow (3)2Hex Tolerances (6)3Face Seal Dimensions (8)4Nut (11)5 to 25Standard Fittings (12)26 to 31Straight Thread Connectors (16)32 to 33Standard Sleeve and Plug Assembly (21)34Reducing and Expanding Sleeves (23)35A Reducer Assembly (25)35B Reducer Assembly (25)3690 Degree Reducer Elbows (26)3790 Degree Straight Thread Elbow with Reduced O-ring Boss End (27)38Straight Thread Connector with Reduced Face Seal End (28)39Reducer Union (28)40Straight Thread Connector with Reduced O-ring Boss End (29)4190 Degree Swivel Elbow with Reduced Swivel End (31)AppendixA Surface Acceptance Criteria for Face Seal Fittings (33)B Test Data Sheet for O-ring Face Seal Fittings (35)C Instructions and Examples for Calculating Dimensions on Special Size Fittings (36)D Optional Metric Forging Flat Sizes (39)E Assembly Instructions for Adjustable Style Fittings in Straight Thread O-ring Port (40)F Formed Tube Connection (41)1.Scope—This SAE Standard covers material, dimensional, and performance requirements of steel O-ring faceseal fittings for tubing and the O-ring face seal interface and nut portion of hose stem assemblies for nominal tube or hose diameters 6.35 mm (0.250 in) through 38.1 mm (1.500 in). These fittings are intended for general application and hydraulic systems on industrial equipment and commercial products, where elastomeric seals are acceptable to overcome leakage and variations in assembly procedures. These fittings are capable of providing leak-proof full flow connections in hydraulic systems operating from 95 kPa (28 in Hg) vacuum to working pressures shown in Table 1. Since many factors influence the pressure at which a hydraulic system will or will not perform satisfactorily, these values should not be construed as guaranteed minimums. For any application, it is recommended that sufficient testing be conducted and reviewed by both the user and manufacturer to assure that required performance levels will be safe. See Figure 1.The rated working pressure of a fluid conductor assembly using SAE J1453 hose stem connections or formed tube connection per Figure 32a, shall not exceed rated working pressure of the lowest rated component thereof.FIGURE 1A—TYPICAL EXAMPLE OF TUBE AND/OR HOSE CONNECTION TO ADAPTEROPTIONAL CONFIGURATION FOR FULL PERFORMANCE RATING.FOR –16 AT 41.3 MPa (6000 PSI)FOR –24 AT 27.5 MPa (4000 PSI)FIGURE 1B—EXAMPLE OF TUBE AND/OR HOSE CONNECTION TO SWIVEL ELBOW2.References2.1Applicable Publications—The following publications form a part of this specification to the extent specified herein. The latest issue of SAE publications shall apply.2.1.1SAE P UBLICATIO NS —Available from SAE, 400 Commonwealth Drive, Warrendale, PA 15096-0001.SAE J515—Hydraulic O-RingsSAE J343—Tests and Procedures for SAE 100R Series Hydraulic Hose and Hose Assemblies SAE J846—Coding Systems for Identification of Fluid Conductors and Connectors2.1.2ASTM P UBLICATION —Available from ASTM, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959.ASTM B 117—Method of Salt Spray (Fog) Testing2.1.3ANSI P UB LICATIONS —Available from ANSI, 11 West 42nd Street, New York, NY 10036-8002.ANSI B1.1—Screw Thread ANSI B46.1—Surface Texture3.Size Designation3.1Fitting sizes are designated by the nominal outside diameter of the tubing or nominal inside diameter of hose.(See SAE J846.)4.Material and Manufacture4.1Material—Fittings shall be made from manufacturer's standard steel that will fulfill the performance requirements in Section 9.TABLE 1—WORKING PRESSURE RATINGS CAPABLE OF 4 TO 1 MINIMUM BURSTNom SAE Dash Size Nom Tube OD mm Nom Tube OD in Straight Fittings MPa Straight Fittings psi Adjustable Style FittingsMPaAdjustable Style Fittingspsi–4 6.350.25041.3600041.36000 –6 9.520.37541.3600041.36000 –812.700.50041.3600041.36000–1015.880.62541.3600041.36000–1219.050.75041.3600041.36000–1625.40 1.00041.3600034.55000–2031.75 1.25027.5400027.54000–2438.101.50027.5400020.730004.2Finish—The external surfaces and threads of all carbon steel parts shall be plated or coated with a suitablematerial that passes a 72 h salt spray test in accordance with ASTM B 117. Any appearance of red rust during the 72 h salt spray test shall be considered failure, except for the following:a.All internal fluid passages.b.Edges such as hex points, serrations, and crests of threads where there may be mechanicaldeformation of the plating or coating typical of mass-produced parts or shipping effects.c.Areas where there is mechanical deformation of the plating or coating caused by crimping, flaring,bending, and other post-plate metal forming operations.d.Areas where the parts are suspended or affixed in the test chamber where condensate canaccumulate.NOTE—Cadmium plating is not preferred due to environmental reasons. Parts manufactured to this standard after January 1, 1997, shall not be cadmium plated. Internal fluid passages shall be protected fromcorrosion during storage. Changes in plating may affect assembly torques and require requalification,when applicable.Braze-on type fittings and style “B” nut (520110) shall be protected from corrosion by an oil film or other corrosion protection coating, but do not need to meet the 72 h salt spray test requirement.4.3Workmanship—Workmanship shall conform to the best commercial practice to produce high-quality fittings.Fittings must be free from visual contaminants, all hanging burrs, loose scale, and slivers which might be dislodged in usage, and any other defects that might affect the function of the parts.4.4Construction—Fittings may be made by forging, cold heading, formed tubing, or machined from bar stock.Carbon steel fittings fabricated from multiple components must be bonded together with materials having a melting point of not less than 996 °C (1825 °F).4.5Fitting bodies and tube nuts must be permanently marked with individual supplier's trademark or codeidentifier, unless otherwise agreed upon by user and manufacturer.5.Dimensions and Tolerances5.1Dimensions specified apply to finished parts. Tolerances on all untoleranced dimensions are ±0.4 mm(±0.016in). Special nonstandard fittings may have additional tolerance. On nonstandard size fittings, the larger end is considered standard and is the basis for dimensions and tolerances (overall, end to center, stock size, etc.). The tolerance on centerline to end of nonstandard shaped fittings will be ±1.5 mm (±0.06 in). See Tables 7, 8, 9, 10, and 11 for factors on how to calculate jump size and reduced sized fittings.5.2Hex tolerances across flats are listed in Figure 2. Minimum across corner hex dimensions are 1.092 times thenominal width across flats. The minimum side flat is 0.43 times the nominal width across flats (see Figure 2).Unless otherwise specified or shown, hex corners are chamfered 15 to 30 degrees to a diameter equal to the width across flats, with a tolerance of +0.0 mm +0.000 in–0.4 –0.016Alternatively, on connections other than SAE straight thread, a 5 degree chamfer starting at the undercut diameter behind the threads or outside diameter of the threads shall be allowed, providing the hex width at corners is not reduced below that produced by the 30 degree chamfer previously described.FIGURE 2—HEX TOLERANCES5.3The across flat dimensions of elbows, tees, bulkhead, and swivel fittings shown as “JJ forging” or “JJ barstock”in Table 6 are intended to be for nominal inch wrench sizes with a minus tolerance only. The basic forging size may be increased up to the maximum size shown for barstock, but the size selected must be a nominal inch wrench size across flats with minus tolerance only.NOTE—For optional metric stock sizes, see Appendix D.5.4Where passages in straight fittings are machined from opposite ends, the offset at the meeting point shall not exceed 0.4 mm (0.016 in). No cross-sectional area at a junction of passages shall be less than that of the smallest passage.5.5Angular tolerance on axis of ends on elbows, tees, and crosses is ±2.5 degrees for sizes up to 9.52 mm (0.375in) and ±1.5 degrees for all larger sizes.5.6Details of contour are optional with the manufacturer, providing the tabulated dimensions are maintained.Wrench flats on elbows and tees must meet the tabulated dimensions. Abrupt reduction of a section must be avoided. Junctions of small external sections and adjoining relatively heavy sections must be blended by means of ample fillets.5.7Tolerances on hole diameters designated as drill diameter in other dimensional tables shall be as shown in Table 2.Nominal Hex Size Across Flatsmm OverNominal Hex Size Across Flatsmm IncludeNominal Hex Size Across Flatsin OverNominal Hex Size Across Flatsin IncludeTolerance (Minus Only)mmTolerance (Minus Only)in —19.05—0.7500.30.01219.0525.400.750 1.0000.40.01625.4034.92 1.000 1.3750.50.02034.92AND UP1.375AND UP0.80.0315.8The O-ring washer must be clinched to fitting with a tight slip fit to an interference fit. The slip fit shall be tight enough so that washer cannot be shaken loose to cause it to drop from its uppermost position by its own weight. The interference fit shall not require a locknut torque more than that indicated in Table 3. Position the washer farthest from the end of the fittings as shown in Figure 9. Care must be taken not to clinch washer on the transition area between diameter Y and locknut thread which results in a loose washer when it is repositioned at assembly. Washer flatness allowance is given in Table 3. Any surface out of flatness must be uniform (not wavy) and concave with respect to the O-ring boss end of the fitting. Maximum torque to move washer is shown in Table 3.6.Threads6.1Straight threads must be class 2A or 2B in accordance with ANSI B1.1 screw thread specification, except for internal thread minor diameter (see Figure 4, Note C). External class 2A threads which are plated or coated may exceed 2A diameters but shall not exceed maximum 3A diameters. Internal threads of all classes must be within specified limits after plating or coating.6.2When external threads are produced by thread rolling and the body is not undercut, the unthreaded area adjacent to the shoulder may be reduced to the minimum pitch diameter.TABLE 2—DRILL TOLERANCESDrill Size Range mm Drill Size Range in Tolerance Plus mm Tolerance Minus mm Tolerance Plus in Tolerance Minus in 0.35- 6.250.0135-0.2460.080.080.0030.003 6.35-12.70 0.250-0.5000.100.100.0040.00413.10-19.05 0.516-0.7500.130.130.0050.00519.40-25.40 0.765-1.0000.180.130.0070.00525.80-38.10 1.016-1.5000.200.130.0080.005 38.50 and up1.516 and up0.250.130.0100.005TABLE 3—MAXIMUM TORQUE TO MOVE WASHER AND WASHER FLATNESSNom Tube OD mm Nom Tube OD in Nom SAE Dash Size Thd Size Inch Nom Hex Size mm Nom Hex Size in Maximum Torque To Move Washer N·mMaximum Torque To Move Washer lb·inWasher Flatness AllowancemmWasher Flatness Allowancein 3.180.125 –2 5/16-2412.700.500 1 90.250.010 4.760.187 –3 3/8 -2414.290.562 3 260.250.010 6.350.250 –4 7/16-2015.880.625 4 350.250.010 7.940.312 –5 1/2 -2017.460.687 5 440.250.010 9.520.375 –6 9/16-1819.050.750 7 620.250.01012.700.500 –8 3/4 -1623.810.93710 880.250.01015.880.625–10 7/8 -1426.99 1.062121060.250.01019.050.750–121-1/16-1234.92 1.375151330.400.01622.220.875–141-3/16-1238.10 1.500181590.400.01625.40 1.000–161-5/16-1241.28 1.625201770.400.01631.75 1.250–201-5/8 -1247.62 1.875252210.500.02038.10 1.500–241-7/8 -1253.98 2.125302650.500.02050.802.000–322-1/2 -1269.852.750403530.500.0207.Fitting Seat7.1The face seal end dimensions shall conform to Figure 3. Surface finish of O-ring groove, and mating surfaces,shall be as shown in Figure 3 in accordance with ANSI B46.1.NOTE—See Appendix A for details on surface finish requirements.FIGURE 3—FACE SEAL DIMENSIONSNom SAE Dash Size Nom Tube Dia mm A Chamfer Dia mm Style ‘A’C Groove OD mm Style ‘B’C Groove OD mm ERetention Ledge Dia ±0.15O-Ring Seal SAE J515Seal Size(90 Durometer, Shore A)–4 6.3512.27 ± 0.1511.00 ± 0.0811.00 ± 0.0810.65–011 –6 9.5215.10 ± 0.2512.60 ± 0.0812.80 ± 0.0812.25–012 –812.7018.25 ± 0.2515.77 ± 0.0815.97 ± 0.0815.40–014–1015.8822.60 ± 0.4019.00 ± 0.0819.20 ± 0.0818.50–016–1219.0527.00 ± 0.4022.17 ± 0.1022.37 ± 0.1021.65–018–1625.4033.35 ± 0.4026.87 ± 0.1027.10 ± 0.1326.40–021–2031.7539.75 ± 0.4033.25 ± 0.1333.45 ± 0.1332.75–025–2438.1047.65 ± 0.4041.17 ± 0.1341.37 ± 0.1340.65–0297.2O-ring—See J515 for O-ring details.8.Protection8.1By agreement between purchaser and supplier, the face of O-ring fittings and threads (both internal and external) must be protected by the manufacturer from nicks and scratches detrimental to their function. All passages must be securely covered to prevent entrance of dirt or other contaminants prior to assembly and for parts distribution, handling, and storage. Paper caps and plugs are not permitted.8.2Braze-on type fittings require protection on sealing face and threaded end only.8.3Nuts and sleeves furnished separately must be protected from rust but do not require capping.9.Performance Requirements—See Appendix B for minimum number of samples required for testing.9.1The working, proof, and minimum burst pressures are shown for straight and adjustable fittings in Table 4.9.2All O-ring face seal fittings for tubing and adapters must be capable of withstanding proof pressure for a periodof 1 min without failure or leakage.9.3Burst test shall be conducted at minimum torque values shown in Table 5. For testing only, all adapter to hose fittings or tube fitting threads and contact surfaces shall be lubricated with SAE 10W hydraulic oil prior to application of torque shown in Table 5. Test blocks for burst testing must be unplated and hardened to Rockwell C50-55. Adjustable fittings must be backed out one full turn from finger-tight position to correctly test possible actual assembly conditions. Burst test at a rate not to exceed 138 000 kPa (20 000 psi) per minute.TABLE 4—WORKING, PROOF, AND MINIMUM BURST PRESSURESNom SAE Dash Size Straight Fittings Working MPa Straight Fittings Working psi Straight Fittings Proof MPa Straight Fittings Proof psi Straight Fittings Min Burst MPa Straight Fittings Min Burst psi Adjustable Fittings WorkingMPa Adjustable Fittings Working psi Adjustable Fittings Proof MPa AdjustableFittings Proof psi Adjustable Fittings Min Burst MPa AdjustableFittings Min Burst psi –341.3600082.512 000165.024 00041.3600082.512 000165.024 000 –441.3600082.512 000165.024 00041.3600082.512 000165.024 000 –541.3600082.512 000165.024 00041.3600082.512 000165.024 000 –641.3600082.512 000165.024 00041.3600082.512 000165.024 000 –841.3600082.512 000165.024 00041.3600082.512 000165.024 000–1041.3600082.512 000165.024 00041.3600082.512 000165.024 000–1241.3600082.512 000165.024 00041.3600082.512 000165.024 000–1441.3600082.512 000165.024 00034.5500069.010 000138.020 000–1641.3600082.512 000165.024 00034.5500069.010 000138.020 000–2027.5400055.0 8 000110.016 00027.5400055.0 8 000110.016 000–2427.5400055.08 000110.016 00020.7300041.36 00082.512 0009.4All tube fittings and adapters must pass a cyclic endurance test for one million cycles at 133% of corresponding working pressures for straight and adjustable fittings per Table 4. Cycle test to be conducted at minimum torque values shown in Table 5. For testing only, all adapter to hose fittings or tube fitting threads and contact surfaces shall be lubricated with SAE 10W hydraulic oil prior to application of torque shown in Table 5. Cycle rate shall be uniform at 30 to 75 cpm and shall conform to magnitude and frequency to the wave pattern shown in Figure 1 of SAE J343.9.5Components that require brazing to assemble and all style “B” 520110 nuts must be processed through a copper braze cycle of 996 to 1150 °C, with the cycle time sufficiently long to permit parts to reach above temperature and then be cooled in a protective atmosphere to prevent scaling. After annealing and before burst, cyclic endurance, or torque testing, the nuts must be plated per 4.2.9.6Fitting shall be capable of withstanding 95 kPa (28 in Hg) vacuum without leakage for 5 min.9.7The standard face seal O-ring used for test shall be nitrile (NBR) rubber with a durometer “A” hardness of 90.(See Figure 3.)9.8Fitting swivel nuts shall be capable of withstanding the over torque qualification test with no indication of failure. For testing only, fitting threads and contact surfaces shall be lubricated with SAE 10W hydraulic oil prior to application of over torque specified in Table 5. For torque testing, use an unplated steel mandrel hardened to Rockwell C40-45. Fittings shall be restrained during test and the wrench shall be located at the threaded end of the nut hex.Definition of failure after torque testing.a.The nut cannot be removed by hand after breakaway.b.The nut cannot swivel freely by hand.c.The nut will not retract to its original position by hand.d.Any visible cracks or severe deformation that would render nut unusable.9.9Parts which pass burst test or over torque test must not be tested further, used, or returned to stock.9.10Parts which pass burst test or over torque test must not be tested further, used, or returned to stock.TABLE 5—QUALIFICATION TEST TORQUE REQUIREMENTSNom SAE Dash Size Nominal Tube OD mm Nominal Tube ODin O-ring Face Seal End Thread Size inO-ring Face Seal End Swivel Nut Torque N·mO-ring Face Seal End Swivel Nut Torque lb·ftOver Torque N·mOver Torque lb·ftSAE O-ring Boss End Thread Size in SAE O-ring Boss End Straight Fitting or Locknut Torque N·m SAE O-ring Boss End Straight Fitting or Locknut Torque lb·ft –3 4.760.188(a)(a)(a)(a)(a)3/8 -24 11- 13 8- 10 –4 6.350.2509/16-1814- 1610- 1232247/16-20 20- 22 14- 16 –5 7.940.312(a)(a)(a)(a)(a)1/2 -20 24- 27 18- 20 –6 9.520.37511/16-16 24- 2718- 20 5440 9/16-18 33- 35 24- 26 –812.700.50013/16-16 43- 4732- 35 8160 3/4 -16 68- 78 50- 60–1015.880.6251-14 60- 6846- 50136100 7/8 -14 98-110 72- 80–1219.050.7501- 3/16-12 90- 9565- 701801401-1/16-12170-183125-135–1422.220.8751- 3/16-12 90- 9565- 701801401-3/16-12230-260170-190–1625.40 1.0001- 7/16-12125-13592-1002702001-5/16-12270-300200-220–2031.75 1.2501-11/16-12170-190125-1403802801-5/8 -12285-380210-280–2438.101.5002-12200-225150-1654503301-7/8 -12370-490270-360(a)O-ring face seal type end not defined for this tube size.Nom Tube OD mm NomTubeODinAThreadSizeinThreadMinorDia(c)mmminThreadMinorDia(c)mmmaxThreadMinorDia(c)inminThreadMinorDia(c)inmaxBHex(a)mmBHex(a)inCDiamm±0.08CDiain±0.003DLGmm±0.25DLGin±0.0106.350.250 9/16-1812.9013.080.5080.51517.460.68710.460.412 2.500.098 9.520.375 11/16-1615.9016.100.6260.63420.640.81213.510.532 3.000.118 12.700.500 13/16-1619.0819.280.7510.75923.810.93816.560.652 5.000.197 15.880.625 1-1423.6023.830.9290.93828.58 1.12521.060.829 4.000.157 19.050.7501- 3/16-1228.0228.32 1.103 1.11534.92 1.37524.130.950 5.000.197 22.22(b)0.8751- 3/16-1228.0228.32 1.103 1.11534.92 1.37525.040.986 5.000.197 25.40 1.0001- 7/16-1234.3734.67 1.353 1.36541.28 1.62529.06 1.144 6.000.236 31.75 1.2501-11/16-1240.7241.02 1.603 1.61547.62 1.87535.94 1.415 6.000.236 38.10 1.500 2-1248.6748.97 1.916 1.92857.15 2.25043.89 1.728 6.000.236Nom Tube OD mm NomTubeODinEMinFullThreadmmminEMinFullThreadinminFChamfermm±0.13FChamferin±0.005GLGmm±0.25GLGin±0.010HDiamm±0.25HDiain±0.010JDiamm+0.4–0.0JDiain+0.016–0.000KDiamm±0.3KDiain±0.016.350.250 9.00.350.130.00514.700.580——14.40.56717.00.67 9.520.37510.30.410.130.00517.000.670——17.60.69320.30.80 12.700.50011.90.470.130.00521.000.827——20.80.81923.50.92 15.880.62514.50.570.250.01023.500.92525.91 1.020——28.2 1.11 19.050.75015.50.610.250.01026.00 1.02430.68 1.208——34.6 1.36 22.22(b)0.87515.50.610.250.01030.86 1.21530.68 1.208——34.6 1.36 25.40 1.00016.00.630.380.01527.80 1.09537.03 1.458——41.0 1.61 31.75 1.25016.00.630.380.01527.80 1.09543.38 1.708——47.2 1.8638.10 1.50016.00.630.380.01527.80 1.09551.31 2.020——56.9 2.24(a)For hex tolerance, see 5.2 and Figure 2).(b For use with expanding sleeve 91.05 to 22.22, see Figure 34.)(c Modified minor dia (not the minor dia listed in ANSI B1.1)FIGURE 4—NUT (520110)NOTE 1—Ref dim. calculated by formula ref = N – (K+Z–MM).NOTE 2—Ref dim. calculated by formula ref = Q – (K+Z–MM).For O-ring groove dimensions and thread chamfer diameter, see Figure 3.FIGURES 5 TO 25—FITTINGSFIGURE 5—STRAIGHT THREAD BRANCH TEE(520429)FIGURE 6—STRAIGHT THREAD RUN TEE(520428)FIGURE 7—STRAIGHT THREAD LOCKNUT(520117)FIGURE 8—BULKHEAD LOCKNUT (520118)FIGURE 9—90 DEGREE STRAIGHTTHREAD ELBOW (520220)FIGURE 10—45 DEGREE STRAIGHTTHREAD ELBOW (520320)NOTE 1—Recommended clearance hole for bulkhead fittings is 0.4 (0.015) over major thread diameter. Diameter of SS pilot is same asmajor thread diameter.For O-Ring groove dimensions and thread chamfer diameter, see Figure 3.FIGURES 5 TO 25—(CONTINUED)FIGURE 11—STRAIGHT THREADCONNECTOR (520120)FIGURE 12—BULKHEADUNION (520601)FIGURE 13—90 DEGREE BULKHEAD ELBOW (520701)FIGURE 14—BULKHEAD RUN TEE (520958)FIGURE 15—45 DEGREE BULKHEAD ELBOW(520801)FIGURE 16—90 DEGREE UNION ELBOW (520201)FIGURE 17—UNION (520101)* Dimensions are for silver brazing. Other dimensions may apply for other joining methods.** DD dimensions remains constant for jump size fittings.For O-ring groove dimensions and thread chamfer diameter, see Figure 3.FIGURES 5 TO 25—(CONTINUED)FIGURE 18—UNION TEE (520401)FIGURE 19—CROSS (520201)FIGURE 20—MALE CONNECTOR (520104)FIGURE 21—PLUG (520109)FIGURE 22—SWIVEL BRANCH TEE (520433)FIGURE 23—SWIVEL RUN TEE (520432)NOTE 1—Shoulder face must be flush or exposed when nut is fully retracted. See Figure 32 for sleeve shoulder dimensions.NOTE 2—The design and method of attaching the swivel nut shall be optional with the manufacturer, providing the tabulated dimensionsare maintained, the nut turns freely and meets the performance requirements in Section 9.FIGURES 5 TO 25—(CONTINUED)FIGURE 24—90 DEGREE SWIVEL ELBOW(520221)FIGURE 25—STRAIGHT THREAD CONNECTOR,LONG (520122), STYLE "B"FIGURE 26—STRAIGHT THREAD CONNECTOR,LONG HEX (520122), STYLE “A”FIGURE 27—STRAIGHT THREAD SWIVELCONNECTOR (520181)FIGURE 28—90 DEGREE STRAIGHT THREAD SWIVEL ELBOW CONNECTOR (520281)FIGURE 29—90 DEGREE STRAIGHT THREADELBOW LONG (521520)FIGURE 30—STRAIGHT THREAD CROSS (520520)FIGURE 31—BULKHEAD BRANCH TEE (520959)TABLE 6—*FITTING DIMENSIONS (FIGURES 5 TO 31)(n)Nom Tube OD mm NomTubeODinNomSAEDashSizeRef.AThd Size(O-RingFace Seal)inBHex(d)mmBHex(d)inB1Hex(d)(p)mmB1Hex(d)(p)inCThd Size(SAE O-RingBoss)inDDrillDia(c)NommmDDrillDia(c)NominD1DrillDia(c)NommmD1DrillDia(c)Nomin3.180.125 –2———12.700.500 5/16-24————4.760.187 –3———14.290.562 3/8 -24————6.350.250 –4 9/16-1820.640.81215.880.625 7/16-20 4.40.172 4.20.1657.940.312 –5———17.460.687 1/2 -20————9.520.375 –6 11/16-1625.40 1.00019.050.750 9/16-18 6.70.264 6.70.264 12.700.500 –8 13/16-1628.58 1.12523.810.938 3/4 -16 9.60.378 9.10.358 15.880.625–10 1-1433.34 1.31226.99 1.062 7/8 -1412.30.48411.50.453 19.050.750–121- 3/16-1238.10 1.50034.93 1.3751-1/16-1215.50.60913.90.547 22.220.875–14———38.10 1.5001-3/16-12————25.40 1.000–161- 7/16-1244.45 1.75041.28 1.6251-5/16-1220.60.81119.90.783 31.75 1.250–201-11/16-1250.80 2.00047.63 1.8751-5/8 -1226.0 1.02426.0 1.024 38.10 1.500–24 2-1260.33 2.37553.98 2.1251-7/8 -1232.0 1.26032.0 1.260Nom Tube OD mm NomTubeODinD2DrillDia(c)NommmD2DrillDia(c)NominEDia(j)mm±0.05EDia(j)in±0.002GDepth(k)mm±0.5GDepth(k)in±0.02HHex(d)(h)mmHHex(d)(h)in3.180.125————————4.760.187 3.00.118——————6.350.250 4.40.172 6.500.256 8.50.3315.880.6257.940.312 6.00.236—————— 9.520.375 7.50.295 9.680.381 8.50.3319.050.750 12.700.500 9.90.39012.850.506 8.50.3322.220.875 15.880.62512.30.48416.030.631 8.50.3326.99 1.062 19.050.75015.50.60919.230.75712.50.4931.75 1.250 22.220.87518.00.709——————25.40 1.00021.40.84325.58 1.00714.00.5538.10 1.500 31.75 1.25027.4 1.07931.95 1.25814.00.5544.45 1.750 38.10 1.50033.3 1.31238.30 1.50814.00.5553.98 2.125Nom Tube OD mm NomTubeODinJFullThd(e)mmminJFullThd(e)inminJ1FullThd(f)mmminJ1FullThd(f)inminKFullThdmm±0.13KFullThdin±0.005LDiamm±0.8LDiain±0.03Mmm±0.8Min±0.03Nmm±0.8Nin±0.033.180.125———— 7.000.276——————4.760.187———— 7.000.276——————6.350.250 9.00.357.10.28 7.800.30717.50.6921.50.8532.7 1.297.940.312———— 7.800.307——————9.520.37510.30.41 8.20.32 9.000.35422.20.8725.00.9836.8 1.4512.700.50011.90.47 9.80.3910.000.39425.4 1.0028.0 1.1040.6 1.6015.880.62514.00.5512.20.4811.800.46530.2 1.1933.3 1.3150.0 1.9719.050.75015.00.5913.20.5213.800.54334.9 1.3737.3 1.4755.1 2.1722.220.875————13.800.543——————25.40 1.00015.50.6113.70.5413.800.54341.3 1.6241.7 1.6459.7 2.3531.75 1.25015.50.6113.70.5413.800.54347.6 1.8744.7 1.7662.2 2.4538.10 1.50015.50.6113.70.5413.800.54355.6 2.1948.8 1.9265.8 2.59* See end of table for notes。
sae j2340标准 -回复

sae j2340标准-回复bdu绝缘标准,作为电气工程中一个重要的概念,是指绝缘材料或绝缘系统所必须满足的一系列技术要求和测试标准。
在电力传输、仪器仪表、电子设备等领域中,正确选择和使用符合bdu绝缘标准的材料和系统,可以提高电器设备的安全性、可靠性和性能。
一、绝缘材料的基本要求要符合bdu绝缘标准,绝缘材料需要具备以下基本要求:1. 足够的绝缘强度:绝缘材料必须能够承受额定电压下的绝缘电压,并且不会破坏绝缘材料的结构。
2. 良好的介电性能:绝缘材料应具有较高的介电常数和低的介电损耗,以提供良好的绝缘性能。
3. 耐高温性能:绝缘材料需要能够在高温环境下维持其绝缘性能,不产生脆化、熔融或变软。
4. 耐化学腐蚀性能:绝缘材料应具有抗化学腐蚀和耐电机油、燃油等溶剂的能力,以确保其长期在恶劣环境中使用的稳定性。
5. 耐磨损性能:绝缘材料需要能够抵抗外界物理和化学因素的影响,不易磨损或被破坏。
二、绝缘标准的分类为了满足不同领域和应用的需求,bdu绝缘标准被划分为多个不同的类别,包括:1. 电线电缆绝缘标准:主要用于评估电线电缆绝缘材料的性能和耐久性,如耐电压、绝缘电阻和热老化等指标。
2. 电机电器绝缘标准:主要用于评估电机、变压器、继电器等电气设备的绝缘材料和系统的性能,以及其在故障条件下的安全性。
3. 电力传输绝缘标准:主要用于评估高压电力输电线路的绝缘材料和绝缘系统,确保其能够安全地承受高电压、大电流和恶劣环境的考验。
4. 仪器仪表绝缘标准:主要用于评估仪器仪表、传感器和检测设备的绝缘材料和系统的性能,保证其准确度和稳定性。
三、bdu绝缘测试标准为了确保绝缘材料和系统的质量和性能,bdu绝缘测试标准被制定出来,测试内容包括但不限于以下几个方面:1. 绝缘电阻测试:用于评估绝缘材料的绝缘性能,通过测量绝缘材料与电路之间的阻抗来判断绝缘材料的质量。
2. 介电强度测试:用于评估绝缘材料的耐电压能力,通过施加高电场来测试绝缘材料是否能够承受额定电压的绝缘强度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions. Copyright © 2003 SAE InternationalAll rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE.TO PLACE A DOCUMENT ORDER:Tel: 877-606-7323 (inside USA and Canada)Tel: 724-776-4970 (outside USA)Fax: 724-776-0790Email: custsvc@FIGURE 1—SCHEMATIC OF REFLECTOMETER WITH A FIXED RECEIVER AND A SAMPLE HOLDER WHICH LOCATES THE SAMPLE DIRECTLY ADJACENT TO THE SPHERE. THIS UNIT CAN BE USEDTO MEASURE TOTAL REFLECTANCE OF FLAT AND NON-FLAT MIRRORS.FIGURE 2—SCHEMATIC OF A REFLECTOMETER WITH THE MEANS FOR EXCLUDING THE SPECULARLY REFLECTED BEAM. THIS UNIT COULD BE USED FOR MEASURING TOTAL REFLECTANCE OF FLAT ANDNON-FLAT MIRRORS, AND DIFFUSE REFLECTANCE OF FLAT MIRRORS.FIGURE 3—SCHEMATIC OF A GENERALIZED REFLECTOMETER WITH MOVEABLE DETECTOR. TO USE THE DIRECT CALIBRATON METHOD, THE DETECTOR IS LOCATED DIRECTLY IN LINE WITH THE LIGHT SOURCE.TO MEASURE REFLECTANCE, THE DETECTOR IS MOVED TO INTERCEPT THE BEAMS SPECULARLYREFLECTED FROM SURFACES OF THE MIRRORS.3.2Characteristics of the Light Source—The light source shall consist of an incandescent tungsten filamentlamp operating at a nominal color temperature of 2856 °K (CIE Illuminant A), or any combination of light source and filters which provide the equivalent of Illuminant A. Optics associated with the source shall provide a near collimated beam. A voltage stabilizer is recommended for maintaining a fixed lamp voltage during instrument operation.When the receiver does not include an integrating sphere, the reflected beam shall cover at least 50%, but not more than 100%, of the sensitive area of the photodetector. The beam should cover the same section of the photodetector during measurements as was covered during calibration.3.3Characteristics of the Receiver—The spectral response of the receiver shall match the 1924 CIE standardluminous efficiency function V(λ) for photopic vision. Any combination of photodetector and filters which gives the equivalent of V(λ) may be used.3.4Characteristics of the Integrating Sphere—When an integrating sphere is used in the receiver section, itshall have a minimum diameter of 127 mm (5 in). The interior surface of the sphere shall be coated with a matte (diffusive) spectrally non-selective white coating. The ports for the sample, the incident beam, and specularly reflected beam (if present) shall be large enough to admit the entire beam, but shall not, in total,exceed 5% of the area of the sphere.The photodetector shall be located so that it cannot receive direct light from either the incident or reflected beams.If diffuse reflectance is to be measured, the sphere shall have an additional port for the exclusion of the specularly reflected beam. (See Figure 2.) This port shall be located such that the reflected beam is centered in it and shall be large enough that the beam is surrounded by an annulus of 0.6 degrees ± 0.2 degrees as measured from the sample port. Two covers should be provided for this port: a black cover or light trap and a white cover with a coating similar to the interior of the sphere. The first is used when measuring diffuse reflectance and the second, when measuring total reflectance.3.5Electrical Characteristics of the Photodetector Indicator Unit—The photodetector output, as read on theindicating meter, shall be a linear function of the light intensity on the photosensitive area. Means (electrical and/or optical) shall be provided to facilitate zeroing and calibration adjustments. Such means shall not affect the linearity or the spectral characteristics of the instrument. The accuracy of the receptor-indicator unit shall be within ±2% of full scale, or ±10% of the magnitude of the reading, whichever is smaller.3.6Geometric Conditions—The angle between the perpendicular to the surface of the sample and the incidentbeam (Θi) shall not exceed 30 degrees. Preferably, the angle shall be 25degrees ±5 degrees. The incident beam, upon arrival to the test surface, shall have a diameter of not less than 13 mm (0.50 in).3.7Sample Holder3.7.1S PECULA R R EFLECTA NCE—Except when the sample is located directly adjacent to an integrating sphere, thesample holder shall be capable of locating the test sample such that the axes of the source arm and the receptor arm intersect at the reflecting surface (see Figure 3). The reflecting surface may lie within, or at either face of the mirror sample, depending upon whether it is a first-surface, second surface, or prismatic “flip” mirror.3.7.2T OTAL OR D IFFUSE R EFLECTANCE—The sample holder shall be capable of locating the test sample directlyadjacent to the integrating sphere and such that a line perpendicular to the sample at the center of the incident beam lies along a line through the center of the sphere.4.Procedure4.1Calibration4.1.1D IRECT C ALIBRATIO N M ETHO D—In the direct calibration method, air is used as the reference standard. Thismethod is for those instruments which permit the receiver to swing from a measurement position to a position directly on the axis of the light source (See Figure 3). The meter is set to 100% with the receiver in direct line with the light source. The meter is set to zero with the receiver blocked from viewing the light source either by swinging it away from the light source axis or by blocking the beam.It may be desired in some cases (such as when measuring low reflective surfaces) to use an intermediate calibration point (between 0 and 100% on the scale) with this method. In such a case, a neutral density filter of known transmittance may be inserted in the optical path, and the calibration control adjusted so the meter reads the percent transmission of the neutral density filter. This filter must be removed before making any reflectance measurements.For measurement, the receiver is moved to a position where the angle between its axis and the perpendicular to the reflective surface of the sample equals the angle between the axis of the light source and the perpendicular to the reflective surface.4.1.2I NDIRECT C A LIB RATION M ETHOD —The indirect calibration method is used with instruments with fixed sourceand receiver geometry. A properly calibrated and maintained reflectance standard is required with a reflectance value as close as possible to that of the sample being measured. The reflectance standard is placed in the sample holder and the indicating meter set to the known reflectance value. The zero may be set by preventing the detector from viewing the reflected beam or by using a second reflectance standard with a reflectance value near zero. In the latter case, the standard is placed in the sample holder and the meter set to the known reflectance value.4.2Reflectance Measurement4.2.1T OTAL R EFLECTANCE —The total reflectance of a mirror sample is measured on an instrument which incorporates an integrating sphere as part of the receiver unit and which locates the mirror sample directly adjacent, and tangent to the sphere (see Figures 1 and 2). If the instrument has a specular port, the white diffuse cover should be placed over it.The sample is placed in the sample holder and total reflectance is read directly from the indicating meter.4.2.2D IFFUSE R EFLE CTANCE —The diffuse reflectance of a mirror sample is measured on an instrument whichincorporates an integrating sphere as part of the receiver unit, which locates the sample adjacent to and tangent to the sphere, and which has a means for excluding the specularly reflected beam (see Figure 2).The black cover should be placed over the specular port.The sample is placed in the sample holder and the reflectance is read directly from the indicating meter.4.2.3S PECULA R R EFLECTA NCE —The specular reflectance of a mirror sample is measured on an instrument whichprevents diffusely reflected light from entering the receiver (see Figure 3). The receiver may or may not include an integrating sphere.The sample is placed in the sample holder and the reflectance is read directly from the instrument indicating meter. Specular reflectance may also be calculated by subtracting diffuse reflectance from total reflectance.4.2.4R EFLECTE D H AZE —Total and diffuse reflectance is measured as in 4.2.1 and 4.2.2. Percent reflected haze iscalculated by dividing the diffuse reflectance by the total reflectance and multiplying this quantity by 100.(Eq. 1)5.Notes 5.1Marginal Indicia—The change bar (l) located in the left margin is for the convenience of the user in locatingareas where technical revisions have been made to the previous issue of the report. An (R) symbol to the left of the document title indicates a complete revision of the report.PREPARED BY THE SAE DRIVER VISION COMMITTEEPercent Haze R diffuse R total-------------------100×=Rationale—Not applicable.Relationship of SAE Standard to ISO Standard—Not applicable.Application—This SAE Recommended Practice describes methods for determining total and specular reflectance for mirrors with flat and curved surfaces and a method for determining diffuse reflectance and haze for mirrors with flat surfaces.Reference SectionSAE J264—Vision GlossaryASTM E 429—Standard Test Method for Measurement and Calculation of Reflecting Characteristics of Metallic Surfaces Using Integrating Sphere InstrumentsDeveloped by the SAE Driver Vision Committee。