进口软面复合泡沫夹芯板材连续生产线述析
连续式聚氨酯彩钢夹芯板生产线 SP-PU-C Continuous PU

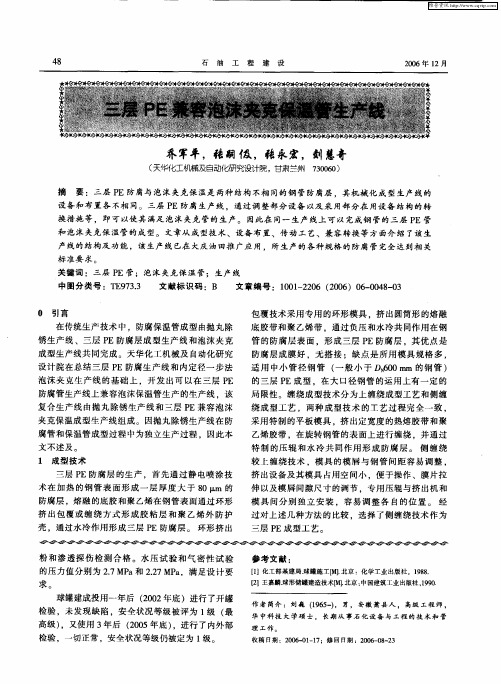
0708SP-PU-C 连续式聚氨酯彩钢夹芯板生产线SP-PU-CContinuous PU Sandwich Panel Production Line10T液压开卷机双履带层压机侧挡模具带锯切割机冷却、码垛、缠绕机Double Belt Press Machine岩棉翻转装置和冷却装置Cooling system and stacker for Rock WoolCooling,Stacking and Wrapping MachinesSaw CutterPanel from the continuous sandwich panel production line is a composite structure consisting of two external facings and an insulating core. The core can be flexible with Polyurethane, Mineral Wool, Glass Wool, PIR, Phenolic or EPS. Various profiles are available according to customer’s requirement with pre-painted steel sheets, PVC sheets, Aluminum paper or other similar supports.The continuous sandwich panel production line has a large scale production capacity. It allows a uniform distribution of the reactive mixture, a homogeneous density, suitable physical and mechanical characteristics.Roof panels, wall panels and door panels are made mainly of metal section support and polyurethane insulating mass.The capacity of the continuous line is 3-7m/min, length of the production line is 100m, the size of the final panel is 3-18m long, 900-1200mm wide, 20-150mm thick, the valid length of double belt conveyor is 24m, the total power is 300KW.双履带式连续型聚氨酯夹芯板生产线主要包括液压开卷机,覆膜切断装置,滚压成型机,预热装置,双履带层压机,现场发泡的发泡设备,自动切割机,成品冷却系统,成品码垛包装等一系列功能单元设备组成。
B1级连续法聚氨酯板材发泡试验及性能
第 1 期
刘访艺,等·B1 级连续法聚氨酯板材发泡试验及性能
·39·
表 1 B1 级聚氨酯硬泡板材组合聚醚配方
原料 AK3083 PS2452 2438A 水 复配催化剂 A 复配阻燃剂 B 复配泡沫稳定剂 C HCFC⁃141b 注:异氰酸酯指数 310%。
பைடு நூலகம்
聚氨酯硬泡以其优异的保温性能、物理机械性 能、耐化学腐蚀性能以及与多种材料有着良好的粘 接性能而被广泛应用于外墙外保温领域[1] 。 根据 建设部《 严 寒 和 寒冷地 区 居 住 建筑 节能 设 计 标 准》 ( JGJ 26—2016) 等相关政策规定,目前我国大部分 地区民用建筑都实行 65% 节能标准,其中山东、北 京、河北更是将这一标准提高到了 75%,而在目前 通用的建筑保温产品中,聚氨酯硬泡无疑是最佳选 择,然而近年来山东青州丰旭实业有限公司、上海静 安区高层住宅大火,警示用于建筑的聚氨酯硬泡必 须有阻燃性。
2 结果与讨论
2������ 1 自由发泡试验及 Foamat 发泡曲线 2������ 1������ 1 自由发泡参数
聚氨酯硬泡的组合聚醚配方见表 1。 自由发泡在实验室进行,按表 1 配方称取多元 醇、泡沫稳定剂、阻燃剂、催化剂、水、物理发泡剂于 容器中,用手持电钻搅拌搅匀,配成 A 料 ( 白料)。 在另一容器中称取相应量的 PM400 作为 B 料( 黑 料) ,采用一步法发泡工艺,料温( 室温) 28 ℃ ,按照 A 料与 B 料质量比 1 ∶ 1������ 6,将 B 料迅速倒入 A 料 中,快速搅拌 5 s 后倒入模具发泡。
·38·
聚氨酯工业
POLYURETHANE INDUSTRY
2019 年第 34 卷 第 1 期 2019.Vol.34 No.1
软贴面聚氨酯板材连续生产线简述
带机带动下同步传动。平整的面材与侧封带一起围
成 一个 “ 字形 发 泡 区域 , 泡 料 就在 该 区 域 内发 口” 发
广州等地先后引进了此类板材生产线。廊坊华宇创
新科 技 有 限 公 司 于 2 0 0 4年从 意大 利 赛 普公 司 引进 以铝 箔 为贴 面 的聚 氨酯 板 材 连 续 生 产 线 , 过 2年 经 多 的生 产 运行 实 践 与维 修 维护 , 已经全 面 掌握 了该
软 贴 面聚 氨酯 板材连 续 生产 线通 过枪 头 布料管 在 上下 两层 面材 之 间浇 注 原 料 , 过 温 度 恒定 的双 经 履 带机 构 固化 辊 压 成 型 , 然后 进行 裁 割 。 上 下两 层 面材 夹在 双履带 机 中间 , 同时受发 泡 料 的挤 压 , 在履
管板 材具 有 以下几 个优 点 : 1 自身质 量 轻 , 型 美 () 外 观 ;2 机 械性 能好 , 装方 便 , 工快 捷 , 作 成 本 () 安 施 制
维普资讯
・
2 ・ 8
聚氨酯 工业
第2 2卷
过程 中可 随 时在线 调节 各组 分料 的流 量 、 比 、 注 配 浇
表面松弛 的铝箔进入双履带 机会 出现表面褶
皱 。为 防止 铝箔 松 弛 , 放 卷 机轴 上安 装 有 气 动 制 在
压力等参数 , 调整发泡时间、 发泡速度 , 在线调 节效 果直观 明显方便 , 不仅效率高, 而且防止了由停机引
低 ;3 气 密性高 , () 隔热保温 性能好 ; 4 使用 寿命 () 长; 目前世 界上 制 造 聚 氨酯 板材 连 续 生 产 线 的厂 家 较 多 , 意大 利 的 奥姆 公 司 ( MS 、 玛 公 司 ( U 如 O )普 P—
酚醛泡沫保温板连续生产线技术参数
概述酚醛泡沫是由酚醛树脂通过发泡而得到的一种泡沫塑料。
与早期占市场主导地位的聚苯乙烯泡沫、聚氯乙烯泡沫、聚氨酯泡沫等材料相比,在阻燃方面它具有特殊的优良性能。
其重量轻,刚性大,尺寸稳定性好,耐化学腐蚀,耐热性好,难燃,自熄,低烟雾,耐火焰穿透,遇火无洒落物是电器、仪表、建筑、石油化工等行业较为理想的绝缘隔热保温材料,因而受到人们的广泛重视。
目前,酚醛泡沫已成为泡沫塑料中发展最快的品种之一。
消费量不断增长,应用范围不断扩大,国内外研究和开发都相当活跃,国内外对酚醛泡沫原材料、发泡技术、工艺过程都进行了大量研究工作。
泡沫制备工艺日臻完善,并已进入了工业化生产阶段。
随着人们对材料耐火性及难燃性要求越来越高,泡沫改性研究的不断深入和泡沫韧性不断的提高,酚醛泡沫脆性大、开孔率高的弱点逐部得到攻克,酚醛泡沫塑料的应用将更加广泛。
2、酚醛泡沫连续生产线简介酚醛泡沫塑料夹芯板生产线是生产上下面层为铝箔、无纺布、纸等软面材料,中间夹层为酚醛泡沫的夹芯板材专用设备,夹芯板厚度为20100mm,宽度1200mm,长度自由设定。
酚醛泡沫板材主要用于中央空调送风系统和外墙保温系统。
生产线工作原理是酚醛泡沫原液经浇注机计量泵以一定比例送入混合头,混合均匀后浇注在底层面材上,和上层面材一道输送到层压机,在层压输送机上下链板间发泡固化成型,固化成型后的夹芯板材经两侧修边后自动切断成一定长度的产品。
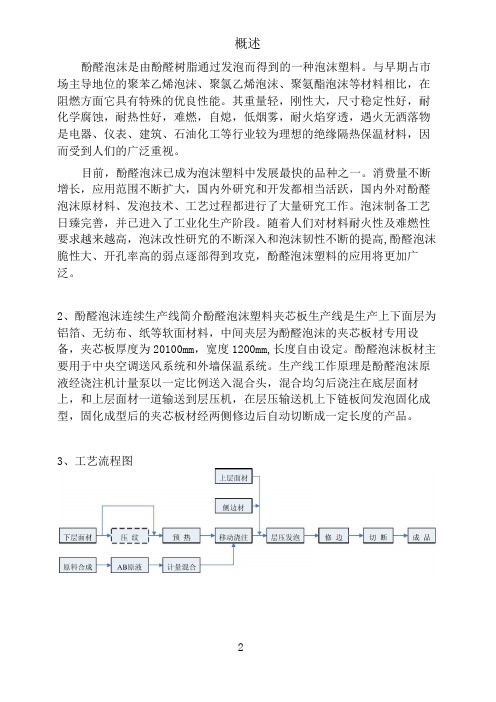
3、工艺流程图4、生产线技术参数5、生产线组成该生产线由面材放料装置一套、预加热装置一套、A料预混装置一套、B料预混装置一套、移动浇注机一台、贴侧纸装置一套、层压输送机一台热风循环装置一套、修边机一台、自动切断机一台、吸尘装置一套、辊架等组成。
(反应釜用户单独选配)安全要求使用机器必须遵守的安全规则:为确保机器使用安全,必须遵守下列安全预防说明:1、安全注意事项1.1阅读和理解本生产线所附带的安全说明。
1.2仔细阅读控制系统的使用说明。
聚氨酯软面层复合板生产线技术要求
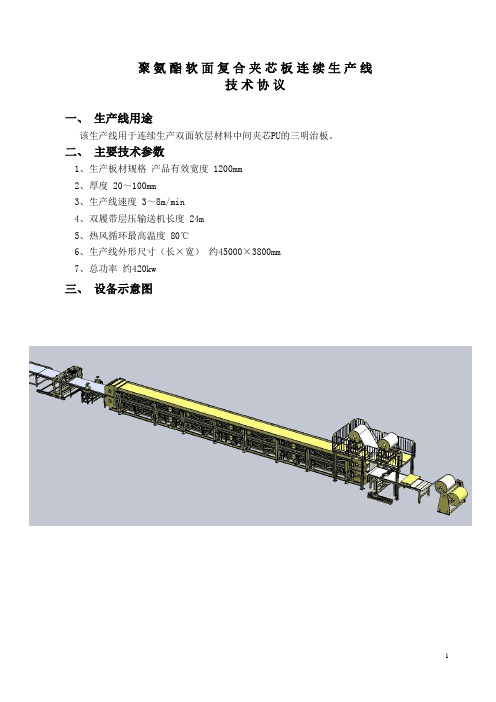
聚氨酯软面复合夹芯板连续生产线技术协议一、生产线用途该生产线用于连续生产双面软层材料中间夹芯PU的三明治板。
二、主要技术参数1、生产板材规格产品有效宽度 1200mm2、厚度 20~100mm3、生产线速度 3~8m/min4、双履带层压输送机长度 24m5、热风循环最高温度 80℃6、生产线外形尺寸(长×宽)约45000×3800mm7、总功率约420kw三、设备示意图四、生产线干机部分设备组成该生产线由下层双头开卷装置一套、气动夹紧阻尼装置二套、移动浇注机一台、贴侧纸装置一套、上层双头开卷装置两套、预加热装置一套、双履带层压机一套、热风循环装置一套、固化烘道、圆盘锯式修边机一台、中心分切机一台、自动跟踪切断机一台、动力输送辊道、气动系统、液压系统、电气控制系统、粉尘收集和处理系统、上层开卷设备钢平台、加热装置钢平台、冷却装置、侧贴纸和模具侧挡块及生产线附件等。
双履带层压机外部围房及粉尘防护围房等由用户根据要求自行配置。
1.下层双头开卷机和上层双工位开卷装置,各1套下层双头开卷机主要由开卷机构、旋转机构、角度与位置调整机构组成。
用于水泥基卷材的固定和放卷。
该设备可同时固定两卷面材:一卷使用、一卷备用。
开卷机主要由机身、主轴旋转机构、涨紧机构及附件组成。
机身采用板焊结构,主要起支承和供各机构安装用。
涨紧机构配气涨轴使卷筒固定,主要用于承载卷筒重量和旋转。
主轴旋转配有动力机构。
卷材由电葫芦送入涨紧装置,电葫芦起吊装置由甲方提供并安装到位,开卷阻尼由磁粉制动器来实现。
上层双工位开卷机主要由主体机架、开卷机构及磁粉制动阻尼器等组成,放置于钢结构平台上,水平前后放置,分为两个单元组件,用于水泥基卷材的固定和放卷。
该设备可同时固定两卷面材:一卷使用、一卷备用。
下层双头开卷机安装于地面,上层双工位开卷机安装于双履带层压机入口处顶部平台。
主要技术参数:卷材内径:¢150mm最大卷径: 1100mm最大卷重: 1000kg最大卷宽: 1250mm功率:约3kw2.气动夹紧阻尼装置 ,1套用于在更换水泥基卷材时,对尾料夹紧阻尼。
三层PE兼容泡沫夹克保温管生产线
管 的 防腐 层 表 面 ,形 成三 层 P E防腐 层 。其 优点 是 防腐 层 成 膜好 ,无 搭 接 ;缺 点 是 所 用模 具 规格 多 ,
适 用 中小 管 径 钢 管 ( 般 小 于 DN0 m 的钢 管 ) 一 6 0m
三层 P E成 型工 艺
防腐层 ,熔融 的底胶 和聚 乙烯 在 钢管 表面 通过环 形 挤 出包 覆 或 缠绕 方 式 形 成 胶 粘 层 和 聚 乙烯 外 防 护 壳 ,通 过水 冷 作用形 成 三层 P E防腐层 。 环 形挤 出
粉 和渗透探伤检测合格 。水压试验 和气 密性试 验
的压力 值分别 为 27MP . a和 22 a . MP ,满 足设 计要 7 求。
高级 ) ,又使 用 3 后 (0 5年 底 ) 年 20 ,进 行 了内外部 检验 ,一切正 常 ,安全 状况等级仍 被定为 1 。 级
作者 简介 :刘巍 ( 6 一 ,男 ,安徽 萧县人 , 高级 工程 师 , 1 5) 9
华 中 科技 大 学 硕 士 , 长 期 从 事 石 化 设 备 与 工 程 的技 术 和 管
底 胶 带 和聚 乙烯 带 ,通过 负压 和水 冷共 同作 用在 钢
在传 统生 产技术 中 ,防腐 保 温管成 型 由抛 丸除 锈 生产 线 、三 层 P 防腐层 成 型 生产 线 和 泡沫 夹克 E 成 型生 产线共 同完 成 。天华 化工 机械 及 自动化研 究 设计 院在 总结 三层 P E防腐 生 产线 和 内定 径 一 步法
维普资讯
石
油
工
程
建
设
20 o 6年 l 2月
乔军平,张嗣f 及,张永宏,刘 慧奇
一种发泡型芯材金属复合板的生产线及其生产工艺[发明专利]
![一种发泡型芯材金属复合板的生产线及其生产工艺[发明专利]](https://img.taocdn.com/s3/m/ad198751fd0a79563d1e72c1.png)
专利名称:一种发泡型芯材金属复合板的生产线及其生产工艺专利类型:发明专利
发明人:朱鹏,朱良才
申请号:CN201610779568.7
申请日:20160831
公开号:CN106218177A
公开日:
20161214
专利内容由知识产权出版社提供
摘要:本发明公开了一种发泡型芯材金属复合板生产线,包括芯层板成型机组、上层金属板开卷机组、下层金属板开卷机组和复合成型机组,将发泡芯层和预贴了高分子膜的上层金属板和下金属板经过两辊复合机复合使金属复合板的厚度和平整度满足要求;并利用牵引装置的牵引力使金属复合板始终处于拉紧状态,不需再定厚辊挤压定厚,就避免过度挤压芯层板,定厚更准确,表面平整度更高,剥离强度也更强。
另外本发明还公开金属复合板的生产工艺,该生产工艺利用牵引装置的牵引力使金属复合板始终处于拉紧状态,利用张力定型、整平,不需再定厚辊挤压定厚,就避免过度挤压芯层板,定厚更准确,表面平整度更高,剥离强度也更强。
申请人:张家港市弘扬石化设备有限公司
地址:215631 江苏省苏州市张家港市后塍港华路滩上村工业集中区张家港市弘扬石化设备有限公司
国籍:CN
代理机构:北京汇捷知识产权代理事务所(普通合伙)
代理人:李宏伟
更多信息请下载全文后查看。
泡沫混凝土复合板平模生产工艺流程
泡沫混凝土复合板平模生产工艺流程1. 引言1.1 概述泡沫混凝土复合板是一种具有轻质高强度的建筑材料,逐渐在建筑行业中得到广泛应用。
它由泡沫混凝土作为核心材料,经过浇筑和加固后与其它材料形成复合板结构。
相较于传统的建筑材料,泡沫混凝土复合板具有重量轻、保温性能好、隔音效果佳等优点。
因此,该材料在墙体、屋顶、地板等方面都显示出了广阔的应用前景。
本篇文章旨在对泡沫混凝土复合板平模生产工艺流程进行全面的介绍和探讨。
我们将从材料准备与配比、泡沫混凝土浇筑与加固、复合板模具设计与制作等方面进行详细阐述,并就生产过程中的参数调节和质量检验及改进措施做出科学分析。
期望通过本文的研究成果能够为相关领域的工作者提供参考和指导。
1.2 文章结构本文共分为五个主要部分,每个部分包含多个小节,以确保对泡沫混凝土复合板平模生产工艺流程的全面讲解。
在引言部分,我们将简要介绍文章的背景和目的,并概述了本文的结构和各个章节所涵盖的内容。
在第二部分“泡沫混凝土复合板制备工艺流程”中,我们将详细阐述材料准备与配比、泡沫混凝土浇筑与加固以及复合板模具设计与制作等关键步骤。
通过对每个步骤的说明,读者将能够理解泡沫混凝土复合板生产过程中各个环节的重要性和操作方法。
第三部分“生产过程控制与参数调节”将聚焦于对生产过程中温度控制、压力控制以及时间参数调节等方面进行详细阐述。
这些参数对于保证产品质量和提高生产效率至关重要。
第四部分“质量检验及改进措施”将介绍常用的泡沫混凝土复合板质量检测方法,并针对可能出现的问题进行评估和排查。
此外,我们还会提出一些改进工艺优化方案,以期不断提升产品质量和生产效率。
最后,在“结论与展望”部分,我们将总结本文的要点和重要发现,并对未来泡沫混凝土复合板生产的发展趋势和面临的挑战进行展望。
同时,我们还会分析研究成果的应用前景,并提出期待效果达成时间表规划。
1.3 目的本文旨在全面介绍泡沫混凝土复合板平模生产工艺流程,并对生产过程中的控制参数、质量检验方法以及改进措施进行详细讨论。
Wincell硬泡聚氨酯板

40 | CHINA HOUSING FACILITIES Wincell硬泡聚氨酯板是江苏兆胜建材有限公司生产的,以硬泡聚氨酯高效保温为芯材,两面复合水泥砂浆防护层的保温板材,采用进口设备流水线连续发泡成型,具有良好的保温性能和达到复合A级高安全防火性能,使用复合聚氨酯板进行外墙保温,其厚度比保温浆料薄2/3,比聚苯板薄1/3,在满足高标准建筑节能保温的同时,更增强了系统的安全性。
Wincell赢胜牌硬泡聚氨酯是热固性材,遇火不熔,无燃烧滴落物,做成一体化系统板能达到整体系统不燃A级,大大提高防火安全性。
同时,Wincell赢胜牌硬泡聚氨酯的水泥砂浆面层,能增强保温板与粘结剂、抹面砂浆的粘结强度,进而确保系统的整体安全性。
硬泡聚氨酯复合保温板物理性能Wincell 硬泡聚氨酯板Wincell 赢胜硬泡聚氨酯复合防火保温板薄抹灰系统系统优势-最佳的保温隔热效果赢胜硬泡聚氨酯复合保温板具有良好的保温性能,保证系统在满足建筑的保温隔热需要时使用最经济厚度的保温材料,为高标准保温隔热的要求提供了有力保障。
-可靠的抗开裂、抗渗水、抗脱落保障长久稳定良好的产品性能及粘结标准化作业规范,保证系统的安全性。
满足任何基面平整度要求的墙体上直接施工。
-更高的安全性赢胜硬泡聚氨酯复合保温板,双面复合无机砂浆,使系统在施工和使用过程中,发生火灾时不会轰燃或迅速蔓延。
-更合理的造价,最佳的经济性价比。
施工流程基层墙面处理、验收 → 吊垂线、套方、弹控制线 → 粘结砂浆 → 硬泡聚氨酯复合板 → 安装锚栓 → 抹面砂浆 → 贴批嵌网格布 → 抹面层 → 饰面层施工每期推荐| Recommendation by Issue . All Rights Reserved.。
采用软面层技术的聚氨酯连续板材生产线介绍

采用软面层技术的聚氨酯连续板材生产线介绍Giorgio Pallanza(意大利OMS 公司)摘要:使用传统层压机生产的夹心板与日俱增。
市场对这种保温材料的需求也不断增加,因而开发了高速生产模式。
总体介绍了用于生产保温板设备的主要组成部件,并且对这种设备上使用的戊烷作了特别的介绍。
对用于高速生产的连续板材生产线的升级和提高之处作了进一步的阐明。
聚氨酯连续板材生产线的标准结构实际就是一个高速层压机机构。
主要的改动包括:1)开卷机,是带有快速切换板面层装置的双开卷机;2)计量组,稍微增大了尺寸并且能满足更大输出的要求;3)浇注台和相关的混合配料系统,一个单独摆动的混合枪头是不能确保均匀地喷注到板的面层上,所以需要采用多混合枪头;4)双履带所需的长度不少于30 m;5)切割,送料和打包线被设计为高速工作。
连续的层压机在过去的几年里应用非常普遍,因为聚氨酯和PIR被视为是其他绝热材料很好的替代品,它大大减小了建筑业中所用墙面的厚度。
在连续生产线上使用的戊烷成功替代了所有其它以氯氟化碳为基础的发泡剂,因而高消耗聚氨酯的技术转变成为了环保的生产工艺。
对高速层压机的需求实际反映了大生产规模的需要,这也对设备的制造商和夹心板的生产者提出了有趣的挑战。
关键词:夹心板;面层材料;聚氨酯板材;生产设备;连续法板材生产线1 使用硬面层和软面层的夹心板材的连续生产:从传统生产模式到高速生产模式1.1 连续板材生产技术在工业和建筑保温领域中使用聚氨酯泡沫作为材料一直以来都占据着主导地位,在过去投入了大量的时间和精力。
由于聚氨酯硬泡的特殊属性和多功能性,它们在各个领域中被广泛使用。
生产板材的工艺被分为连续生产和非连续生产。
这两种生产方式都成功地采用了其他发泡剂替代了原来的氟里昂11发泡剂,大多数采用戊烷和其他环保的发泡剂。
连续板材生产方式无疑是最为容易的可达到预想质量和数量的方法。
这种技术适合于大规模高质量的板材生产,无论是生产硬面层或是软面层板材。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
软面料 硬质 泡沫 塑料 夹芯板 连续 生 产线 是 生产 度在 6 内可 调 。 m 上 、下面层 为软 面材料 ( 如铝 箔 、压筋 铝 箔 、牛皮 纸 、 纤 布等 ) 玻 ,中间夹 层 为 阻 燃 型 聚 氨 酯 ( U 、 P ) 软面料 硬质 泡沫 塑料夹 芯板 材连 续 生产 线包 括 干部 和湿部 。湿 部 是 由 P F发 泡 系 统 的几 个 部 分 独
N . , 2 0 , S p. o 3 08 e
V l2 T t o .O 0 _7( oa N 1 4) l
文章编号 :IS 10 —9 8 (0 8 3 02 6 SN 05 10 20 )0 —03 —0
进 口软 面 复 合 泡 沫夹 芯板 材 连 续 生产 万禄
度 Lo a 2Of i m,长度 自定 。产 品 主要 用 于 中央 空 调送 部分 见 图 1 所示 。 风管 或墙 体保 温 。其工 作原 理 为 :硬质 泡 沫塑 料原 软面 料是铝 箔等 材料 ,软 面料 与树脂 混 液 料相 液 ( 树脂混 合液 )经灌 注机 计量 泵 以一 定 配 比送 人 接触 的 内 面 覆 有 涂 料 ,铝 箔 经 压 花 后 成 卷 地 置 于
,
,
( . hn lcr a A p rtsR sac si t,Glnz o 1 30;2.o t hn e ihr sR sac 1 C iaEe tcl p aau eerhI tue l gh n5 0 0 i n t a S uhC aS aFs ei ee rh i e
梁 ,层 压 机 及 热 调 系 统 ,切 割 段 。
[ 关键词] ’ 沫塑料 ,夹芯板材 ,生产线 ,浇 注平 台 ,层压机 ,切割 泡
[ 中图分类号] T 7 11 ;T 6 ;T 0 1 U6. B 5 Q 5
[ 文献标识码] A
A s rp in nd An l ss o I p re n i o s Li e f r t e Pr d c in De c i to a ay i n m o td Co t nu u n o h o u to
o a wih n es w t e i l a i g d Ph n l o m r fS nd c Pa l h Flxb e F cn sa e oi F a C e i n c o
S n ig , C N C yn L h oin 3 YAN a l3 UN E pn HE ii2 UO S a l g a W n u
.
ds b t nb a it u o e m,d u l rs n sh a e uao d c t r i r i o be p e sa d i e trg ltra ut . t n e
Ke ywo d r s: Fo me a d c a es P o u t r l e, Po tn a l Do b ep e s Cutn a d S n w h p n l , r d c ol i i i n u g tbe, i u l r s , ti g
I t t ,G a g o 13 0 . u n zo d i e r a r l o ,Ld un zo 16 3 ni e u nz L5 0 0 ;3 G a ghu Wi Po e t a C . t,G agh u5 0 6 ) st u hi e n M e i
Ab ta t。T e p p rd sr e n n lsste o r t n l r cpe n e tr so d yp r o te c ni l u l efr e sr c : h a e ec b sa d a aye h p ai a i ilsa dfau e f r at f o t l s i o t i e o pn h no n h p o u t no a d ih p n l w t e i l a i s a d p e o c fa C l . a h p r i cu e e o e , p u n a l , r d c o fs n w c a e i f xbe fce h n l o m Oe E c a t n ld s d i r o t g t e i s h l n i c l i b
产线 上经 两侧修 边后被 自动跟踪 切 断机 按需 要 切成 泡 、固化 和熟化 ,最后 经修 边切 割 成 为商 品{包 装
混合头混合后均匀浇注在夹芯板底层面材上,并和 上 、下 开 卷机架 上 ,随动放 出 。当下 面 料在 浇 注平 上层 面材 一道送 入层 压输送 机 ,在 层压 输送 机 上下 台上移过时内面接受均匀浇注于其上待发泡 固化 的
链板 间发 泡 固化 成形 ;固化 成形 后 的夹 芯板 材 在生 树脂混合 料 ,进 入 双 履 带 层 压 机 内进 行 聚 合 、发
聚异氰 脲 酸酯 ( 1 、酚醛 ( F PR) P )泡沫 塑 料夹 芯板 立组成 ,与研发 的 中试 发泡 机 大 同小异 ,限于 篇 幅
材 的专用设 备 ,夹 芯板 规 格 为厚 度 2 0—5 l ,宽 另行讨 论 。本文 主要论 述生 产线 的干部 ,干 部 的各 0In T l
(1 中国电器科 学研究 院 ,广州 500 ;2 中 国水科院南海水产研 究所 ,广州 500 ; . 130 . 130 3 广州 市华德新材料公 司 ,广州 506 . 163) 【 摘要 ] 本文 述析软面泡沫夹芯板连续生产线干部各段的工作及要点。各段 为开卷机 ,浇注平 台,分布横