辅助阳极
电镀辅助阳极
电镀辅助阳极一、电镀辅助阳极的定义和作用电镀辅助阳极是指在电解质溶液中,与阴极相对应,用于提供氧化反应的阳极。
它的作用是在电解质溶液中产生氧气或其他氧化物,促进金属表面的氧化反应,从而实现电镀过程。
二、电镀辅助阳极的种类1. 水解型阳极:如铂、钼、铌等金属制成,其特点是具有良好的水解性能,能够产生大量氧气。
2. 氧化型阳极:如铬酸铝、锰酸锌等无机物制成,其特点是稳定性好、使用寿命长。
3. 有机型阳极:如多聚芳香族胺等有机物制成,具有良好的导电性能和稳定性。
三、电镀辅助阳极的选择原则1. 选择适合所需电流密度和工作温度范围的阳极材料。
2. 选择不会对被镀件造成污染或腐蚀的阳极材料。
3. 选择价格合理且易于加工和维护的阳极材料。
四、电镀辅助阳极的制备方法1. 金属阳极的制备方法:将金属片或线材切割成所需形状,再进行抛光和清洗处理。
2. 氧化物阳极的制备方法:将氧化物粉末加入到模具中,经过热压成型和高温煅烧处理后得到所需形状的阳极。
3. 有机阳极的制备方法:将有机物溶解在适当的溶剂中,通过浸渍、涂覆等方法在基材上制备所需形状的阳极。
五、电镀辅助阳极的使用注意事项1. 在使用前应对阳极进行清洗和抛光处理,以确保表面光滑、无污染。
2. 在使用过程中应定期检查阳极表面是否存在氧化物或其他污染物,并及时清除。
3. 在更换或维修阳极时应注意安全防护措施,避免发生意外事故。
六、电镀辅助阳极在电镀工艺中的应用1. 镀铬工艺:在铬酸盐溶液中使用铝氧化物或铬酸铝阳极,促进铬的氧化反应,从而实现铬的电镀。
2. 镀锌工艺:在硫酸锌溶液中使用铅或铁阳极,促进锌的氧化反应,从而实现锌的电镀。
3. 镀镍工艺:在硫酸镍溶液中使用铝或钢阳极,促进镍的氧化反应,从而实现镍的电镀。
七、电镀辅助阳极的发展趋势1. 研究新型高效、低成本、环保型阳极材料,如纳米材料、复合材料等。
2. 开发新型电解质溶液和电镀工艺,以适应更加复杂多样的金属表面处理需求。
外加电流阴极保护辅助阳极的选择及计算
河南汇龙合金材料有限公司刘珍外加电流阴极保护辅助阳极的选择及计算河南汇龙刘珍为大家讲解辅助阳极又称阳极接地装置,阳极地床。
它是外加电流阴极保护中不可缺少的重要组成部分,辅助阳极的好坏决定了阴极保护系统的使用寿命和保护距离,也决定了外加电流阴极保护系统的保护效果,如果处置不当,则阴极保护系统无法正常运行,甚至还坏对其他进出产生杂散电流干饶。
恒电位仪通过辅助阳极把保护电流送入土壤,经土壤流入被保护的管道,使管道表面进行阴极极化(防止电化学腐蚀)电流再由管道流入恒电位仪负极形成一个回路,这一回路形成了一个电解池,管道为负极处于还原环境中,防止腐蚀;而辅助阳极进行氧化反应,遭受腐蚀,也可能是周围电解质被氧化。
阴保站的电能60%消耗在阳极接地电阻上,故阳极材料的选择和埋设方式、场所的选择,对减小电阻节约电能是至关重要的。
阳极材料必须有良好的导电性能,在与土壤或地下水接触时有稳定的接地电阻,即使在高电流密度下,其表面的极化较小;化学稳定性好,在恶劣环境中腐蚀率小;有一定的机械强度并便于加工和安装;价格低来源方便。
河南汇龙合金材料有限公司刘珍一般来说,阳极埋设地区的土壤越潮湿,土壤电阻率越低,阳极埋设越深,阳极床的接地电阻越小。
有时,当土壤和阳极床的地质结构不能满足阳极接地电阻的要求时,会采用在阳极地床的回填区域添加一些极化剂,以增加土壤导电性能,减少地床接地电阻。
1、辅助阳极埋设位置的选择辅助阳极与管道距离愈远电流分布愈均匀,但过远会增加引线上的电压降和投资。
从实测数据来看辅助阳极距汇流点200米以内时,对电流分布影响较大,远于300米后影响就不大了。
故在长输管道的干线上阳极一般设在距管道300~500米之间为宜。
管道较短或油气管道较密集的地区,采用50~300米之间是合适的。
花格线设计是450m,对于土壤电阻率很大的地区是否过远,是值得研究的问题。
因此对处于特殊地形、环境的管道,辅助阳极的距离和埋设方式应根据现场情况慎重选定。
辅助阳极间距 -回复
辅助阳极间距-回复什么是辅助阳极间距?辅助阳极间距,也称为辅助阳极间隙或辅助阳极间隔,是在金属电解质中进行电解过程时,主阳极与辅助阳极之间的距离。
它是电解过程中的一个重要参数,直接影响着电解效率和产品质量。
为什么需要辅助阳极间距?在一些电解过程中,主阳极无法直接与电解质接触,或者需要在特定位置提供额外的阳极来辅助电解反应。
这时需要使用辅助阳极及辅助阳极间距来实现电解过程。
辅助阳极间距不仅可以调节电解过程中的电流密度分布,还可以减少电流浓度极化,提高电解效率。
辅助阳极间距如何调节电流密度分布?电流密度在电解过程中通常不会均匀分布在所有部位。
由于电解质的电导性不均匀以及电解过程中的产物生成,主阳极附近的电流密度往往较高,而远离主阳极的位置电流密度较低。
通过调节辅助阳极间距,可以改变电流的路径,使得电流从主阳极更均匀地分布到整个电解液中,从而提高电解效率。
辅助阳极间距如何减少电流浓度极化?在电解过程中,电极表面会产生氧化还原反应,并生成一层氧化膜或者气泡。
这种氧化膜或气泡的存在会导致电极表面的电流密度降低,形成电流浓度极化。
辅助阳极间距的适当调整可以帮助减少电流浓度极化的发生,从而提高电解效率和产品质量。
辅助阳极间距调节的影响因素有哪些?1. 辅助阳极间距的大小:辅助阳极间距的大小直接影响电流的分布情况。
一般来说,较小的辅助阳极间距有利于减小电流浓度极化和提高电解效率。
2. 辅助阳极的尺寸和形状:辅助阳极的尺寸和形状也会影响电流密度的分布。
通常,辅助阳极的面积要与主阳极相当,以确保电流分布均匀。
3. 辅助阳极与主阳极之间的位置关系:辅助阳极与主阳极之间的位置关系也会对电流分布产生影响。
合理地安排辅助阳极的位置,可以更好地调节电流的分布。
如何确定合适的辅助阳极间距?确定合适的辅助阳极间距需要进行实验和调试。
一般来说,可以通过以下步骤来确定:1. 初始选择:根据电解液的性质和实际需求,初步选择一个辅助阳极间距。
辅助阳极
辅助阳极油气储运工程07级本科二班姓名:黄伟学号:200711011230辅助阳极辅助阳极用做阴极保护系统中的辅助电极,称为辅助阳极,通过其本身的溶解,与介质(如土壤、水)、电源、管道形成电回路。
辅助阳极在不同的环境中使用不同的材料,有高硅铸铁阳极,铂钛阳极,铂铌阳极,钛基金属氧化物阳极,石墨阳极,埋地金属氧化物阳极等。
辅助阳极的基本要求在外加电流阴极保护系统中与直流电源正极相连接的电极称为辅助阳极。
它的作用是使外加阴极电流得以从阳极经过介质流到被保护体, 构成电流的回路。
辅助阳极的电化学性能、机械性能、工艺性能以及阳极的形状, 布置方法等均对阴极保护的效果有重要的影响, 因此, 必须合理地选用阳极材料。
辅助阳极应满足以下要求:(1) 具有良好的导电性和较小的表面输出电阻;(2) 在高电流密度下阳极极化小, 而排流量大。
即在一定的电压下, 阳极单位面积上能通过较大的电流;(3)具有较低的溶解速度, 耐蚀性好, 使用寿命长;(4) 具有一定的机械强度、耐磨、耐冲击振动;(5) 材料带源方便, 价格便宜, 容易制作。
辅助阳极是外加电流阴极保护系统的重要组成部分。
阴极保护是基于电化学腐蚀原理的一种防腐蚀手段。
阴极保护是基于电化学腐蚀原理的一种防腐蚀手段。
阴极保护分为牺牲阳极保护和强制电流保护两种方法。
在这里我们只研究辅助阳极法。
牺牲阳极法将被保护金属和一种可以提供阴极保护电流的金属和合金(即牺牲阳极)相连,使被保护体极化以降低速率的方法。
在被保护金属与牺牲阳极所形成的大地电池中,被保护金属体为阴极,牺牲阳极的电位往往负于被保护金属体的电位,在保护电池中是阳极,被腐蚀消耗,故此称之为“牺牲”阳极。
通常用作牺牲阳极的材料有镁和镁合金、锌合金、铝合金等。
镁阳极适用于淡水和土壤电阻率较高的土壤中,锌阳极大多用于土壤电阻率较低的土壤和海水中,铝阳极主要应用在海水、海泥以及原油储罐污水介质中。
牺牲阳极保护法的主要特点是: (1) 适用范围广,尤其是中短距离和复杂的管网 (2) 阳极输出电流小,发生阴极剥离的可能性小 (3) 随管道安装一起施工时,工程量较小 (4) 运行期间,维护工作简单。
电泳辅助阳极系统设计探讨

10.16638/ki.1671-7988.2017.10.022电泳辅助阳极系统设计探讨吴贵生,邢汶平,肖坤(安徽江淮汽车集团股份有限公司,安徽合肥230601)摘要:文章就江淮汽车公司现有涂装线进行辅助阳极系统改造,围绕设计方案、设备改造等方面进行探讨。
关键词:辅助阳极;电泳;阳极板;盲窗车型;实施方案中图分类号:U468.2 文献标识码:A 文章编号:1671-7988 (2017)10-62-03The Discussion on zhe disign of ED Auxiliary anode systemWu Guisheng, Xing Wenping, Xiao Kun( Anhui Jianghuai Automobile CO., Ltd, Anhui Hefei 230601 )Abstract: In this paper The modification of the auxiliary anode system for the existing coating line of JAC, The discussion of around the design plan、equipment modification, etc.Keywords: Auxiliary anode; ED; Anode plate; Windowless car model; Implementation planCLC NO.: U468.2 Document Code: A Article ID: 1671-7988 (2017)10-62-031、辅助阳极系统的应用背景随着大城市对市容市貌及城市环境要求越来越严,很多城市开始严格限制货运车辆进城,特别是敞开式货箱车辆成为严格监管的对象,各大城市都出台了限制规定和政策。
这些限制政策的出台催生了一种封闭货箱货运车辆及轻型客车货运版车型的发展。
什么是电化学工作站的三极体系

所谓电化学工作站的三级体系是:研究电极、辅助电极、参比电极。
研究电极也叫工作电极或实验电极,该电极上所发生的电极过程就是我们的研究对象。
因此
要求研究电极具有重现的表面性质,如电极的组成和电极的表面状态。
辅助电极也叫对电极,它只用来通过电流以实现研究电极的极化。
研究阴极过程时,辅助电极作阳极,而研究阳极
过程时,辅助电极作阴极。
辅助电极的面积一般比研究电极大,这样就降低了辅助电极上的
电流密度,使其在测量过程中基本上不被极化,因而常用铂电极作辅助电极。
参比电极是测
量电极电位的比较标准,它在测量过程中具有已知且稳定的电极电位,因而用参比电极和待
测电极组成测量电池,从测出测量电池的电动势便可计算待测电极的电极电位。
阴极保护辅助阳极的性能要求

外加电流阴极保护辅助阳极,任何导电材料都可以作为外加电流阴极保护辅助阳极,又称阳极地床,考虑到经济性及使用寿命,多选用耐腐蚀的材料作为阳极。
目前普遍采用的阳极材料多位高硅铸铁阳极材料,或混合金属氧化物阳极材料。
辅助阳极的性能要求:1.从辅助阳极的生产、运输及阳极保护辅助阳极系统安装方便要求来看,要求辅助阳极治炼性能好,并有一定的机械强度,抗震,脆性小,重量轻,便于搬运集施工。
2.从辅助阳极的工作原理来讲,为了阴极保护系统安全、稳定并长期运行,要求辅助阳极在介质中导电性能优异,消耗率小,耐电解腐蚀性能强,抗酸能力强。
3.从阴极保护电厂分布均匀性要求来看,要求辅助阳极材料便于造型,能根据需求制作成各种形状。
根据北欧保护对象及其所处介质的不同,阴极保护用的辅助阳极常用多种外形,主要有棒状、网状、带状等。
辅助阳极制成不同的形状主要是从电场均匀分布的目的出发的。
带状辅助阳极是近些年开发出的一种新型阳极,主要用于埋地管道、储罐底部及钢筋混凝土的保护,可以解决传统阴极保护做不到的问题,如干扰问题、高电阻率问题等。
带状辅助阳极是导电塑料制成,把导电塑料包覆在铜芯上,带状辅助阳极用于地下金属构件的阴极保护时同其它辅助阳极一样需要焦炭粉填包。
对于常用的棒状石墨阳极和高硅铸铁阳极,通常生产厂家只对一端进行导线连接,但是由于这两种阳极的机械性能表现为脆性大,在阳极的运输、安装过程中难免会出现阳极断裂,若阳极导线的而连是在一端进行的,则出现阳极断开的情况下,没有导线连接的一端将丧失其功能,因此建议在阳极的制造时要求生产厂家对阳极的两端均进行导线的连接。
外加电流阴极保护可用于电力、化工、水利、纺织等行业金属的防腐蚀。
而辅助阳极是外加电流阴极保护系统中不可缺少的重要组成部分。
根据辅助阳极的功能所要求的性能及施工方便的要求,提高辅助阳极的耐腐蚀性能及改善其机械加工性能,是当前乃至今后应该研究的内容之一。
详情咨询河南汇龙合金材料有限公司。
长输管道辅助牺牲阳极阴极保护影响因素研究及效果分析
2023年9月第38卷第5期西安石油大学学报(自然科学版)JournalofXi’anShiyouUniversity(NaturalScienceEdition)Sep.2023Vol.38No.5收稿日期:2022 05 16第一作者:李宁(1998 ),女,硕士研究生,研究方向:腐蚀与防护。
E mail:lning58@163.com通讯作者:吕祥鸿(1971 ),男,博士,教授,研究方向:腐蚀与防护。
E mail:lxhong71@sina.com.cnDOI:10.3969/j.issn.1673 064X.2023.05.010中图分类号:TE988文章编号:1673 064X(2023)05 0076 09文献标识码:A长输管道辅助牺牲阳极阴极保护影响因素研究及效果分析李宁1,李妍2,李洪福2,廖臻2,吕祥鸿1,王晨1,刘艳明1,张鑫鑫1,郑文龙1(1.西安石油大学材料科学与工程学院,陕西西安710065;2.中国石油新疆油田油气储运分公司,新疆克拉玛依831100)摘要:长输管道运行多年后局部防腐层会出现明显劣化,外加电流阴极保护系统已不能对全管段进行有效保护,需要在欠保护区域追加牺牲阳极辅助保护。
本文通过仿真计算手段研究了涂层破损率、土壤电阻率和并行管道对牺牲阳极辅助保护措施效果的影响,并以镁合金牺牲阳极进行了现场验证。
结果表明:在相同的牺牲阳极保护方案下,当防腐层破损率从0.05%增加到10%时,管道的保护效果逐渐降低,且当长输管道防腐层破损率超过5%时,添加牺牲阳极的辅助阴极保护方法效果不佳,应考虑修补或更换防腐层;随着土壤电阻率的增大,牺牲阳极保护的管道距离缩短,且当土壤电阻率超过30Ω·m左右时,需考虑在欠保护管段部位添置外加电流防腐站的方法,以保证管道的安全运行;当目标管道涂层破损率和土壤电阻率较小时,存在防腐层质量不高的并行管道可以提高目标管道的防护效果。
mmo辅助阳极+技术指标
MMO辅助阳极的技术指标主要包括重量轻、体积小、消耗低、腐蚀电位、工作电流、工作电压、尺寸稳定、低而均匀的涂层损耗率、优异的导电性能等。
具体来说,MMO辅助阳极具有重量轻和体积小的特点,消耗低,使用寿命长。
其腐蚀电位约为0.1V左右,氧化膜损坏后,暴露的钛基材会生成不导电的氧化膜,加在该氧化膜上的电压一般不会超过2V,因此不必担心氧化膜的击穿问题。
此外,MMO阳极的消耗率小,小于0.45kg/A。
其工作电流为10A/m²,单支阳极50mm*1500mm,输出电流一般不超过0.01Ω。
阳极表面无明显缺陷,为了方便现场安装,可以在工厂内预填报。
此外,贵金属氧化物阳极上覆盖一层催化活性氧化物,氧化物涂层极化小并且消耗率极低,通过调整氧化物层的成分,可以使其适用于不同的环境,如海水、淡水、土壤介质中。
带状贵金属氧化物阳极和钛导电片交叉组成阳极网,作为网状阳极阴极保护系统中的辅助阳极在国内广泛应用新建储罐底板的阴极保护。
它还具有很高的化学稳定性,即使在低PH值和含有氯离子环境中也有良好的化学稳定性。
其尺寸稳定,低而均匀的涂层损耗率,可在高电流下工作,具有优异的导电性能等特点。
对于强制电流阴极保护系统的混合金属氧化物阳极,通常在钛基材上热烧结一层耐腐蚀、高导电率的稳定的贵金属氧化物。
其优势是低消耗、稳定的电阻、最小的电压降。
辅助阳极不溶性外加电流的阴极保护法示意图原理
反 应 为 _ _ _ _O_2+_2_H_2O_+_4_e_-=_=4_O_H_ _ _ 。
生活中常见的通过覆盖保护层防止铁生锈的方法:
1、在铁的表面喷涂上防腐油漆(如桥梁、汽车、船舶) 2、油和油脂可以用来保护机器中由金属制成的转动部 分,如齿轮。
3、用塑料(如聚乙烯、聚氯乙烯等)喷涂或包裹在金 属表面。
4、在铁的表面覆盖一层搪瓷,如脸盆等金属器皿。 5、在铁的表面覆盖一层其他金属(如镀锡、镀锌)
牺牲阳极的阴极保护法示意图
原理: 形成原电池反应时,让被保护金属做正极,不反 应,起到保护作用;而活泼金属反应受到腐蚀.
辅助阳极 (不溶性)
外加电流的阴极保护法示意图
原理:将被保护金属与另一附加电极作为电解池的两个 极,使被保护的金属作为阴极,在外加直流电的 作用下使阴极得到保护.此法主要用于防止土壤、 海水及水中金属设备的腐蚀.
6、用化学方法使其表面形成一层致密氧化膜,如烤蓝.
▲ 改变金属内部组成结构,制成合金而增强抗腐蚀能 力,如制成不锈钢.
▲ 电化学保护法. a.牺牲阳极的阴极保护法. b.外加电流的阴极保护法.
防腐措施由好到坏的顺序如下: 外接电源的阴极保护法>牺牲阳极的阴极保护法>有 一般防腐条件保护>无防腐条件
使用马口铁:在铁皮镀上千分之一厘米的锡,可隔绝空气 与水
使用不锈钢
及时 反馈
1、下列各情况,在其中Fe片腐蚀由快 到慢的顺序是 (5) (2) (1) (3) (4)
2、下列装置中四块相同的Zn片,放置一段时间后腐 蚀速率由慢到快的顺序是 (4) (2) (1) (3)
1.下列叙述中正确的是( B )
电镀术语

1、双极性电极:不与外电源连接而置于阳极与阴极之间电解液中的导体,其面对着阳极的一侧起着阴极的作用,对着阴极的一侧起着阳极的作用。
2、分散能力:在特定条件下,镀液使电极(通常是阴极)上镀层分布比初次电流分布更均匀的能力。
对于阳极沉积过程,其定义类似。
3、不溶性阳极(惰性阳极):电流通过时不发生阳极溶解反应的阳极。
4、电化学:研究化学能和电能相互转变及此过程有关的现象的科学。
5、电化学极化(活化极化):由于电极上电荷转移步骤进行缓慢而引起的极化。
6、电极电势:要标准状态下,某电极与标准氢电极(作为负极)组成原电池,所测得的电动势能称为该电极的氢标电极电势,或简称电极电势。
各种电极的氢标电极电势可以表示出电极与溶液界面间电势差的相对大小。
7、电导率(比电导):单位截面积和单位长度的导体之电导,通常以S/m表示。
8、电流密度:单位面积电极上通过的电流强度,通常以A/dm2表示。
9、电流效率:电极上通过单位电量时,电极反应生成物的实际质量与电化当量之比,通常以%表示。
10、电极:置于导电介质(如电解液、熔融物、固体或气体)中的导体。
电流通过它流入或流出的导电介质。
11、电解质:本身具有离子导电性或在一定条件下(例如高温熔盐或溶于溶剂形成溶液)能够呈现离子导电性的物质。
12、电解液:具有离子导电性的溶液。
13、阴极:发生还原反应的电极,即反应物于其上获得电子的电极。
14、阳极:发生氧化反应的电极,即能够接受反应物所给出电子的电极。
15、阳极泥:在电流作用下,阳极溶解过程中产生的不溶性残渣。
16、阴极极化:当有电流通过时,阴极的电极电势向负方向偏移的现象。
17、阳极极化:当有电流通过时,阳极的电极电势向正的方向偏移的现象。
18、导电盐:添加到电解液中能够提高溶液导电率的盐类物质。
19、体积电流密度:单位体积电解溶液中通过之电流强度。
通常以A/L表示。
20、沉积速度:单位时间内零件表面沉积出金属的厚度。
通常以um/h表示。
强制电流阴极保护辅助阳极

强制电流阴极保护辅助阳极辅助阳极的研究和应用是钢筋混凝土强制电流阴极保护的主要工作之一,迄今国内外已开发研制了多种类型的辅助阳极。
钢筋混凝土阴极保护辅助阳极通常由主阳极和次阳极组成。
主阳极也称为“阳极导体”,它的作用是将供电电源的直流电缆与次阳极电连接,并将阴极保护电流分散到次阳极上,次阳极的作用是将供电电源提供的阴极保护电流分散到结构物表面。
筋混凝土辅助阳极可以分为全面覆盖型和分散型两大类。
(1)全面覆盖型全面覆盖型辅助阳极有两种安装方式,一种是安装在混凝土表面,另一种是安装在混凝土表面的覆盖层材料中。
① 阳极安装在混凝土表面。
将主阳极按一定的间距安装在混凝土表面,然后在整个混凝土表面覆盖一层次阳极材料。
目前,这种辅助阳极可能是应用最为广泛的,它的优点是阴极保护电流可以均匀的分布到整个混凝土表面。
② 阳极安装在混凝土表面覆盖层材料中。
将辅助阳极直接固定在处理过的混凝土表面,在完成钢筋与阴极电缆和辅助阳极与阳极电缆的连接、监测系统的安装和电缆敷设等项工作之后,在整个混凝土表面敷设一层覆盖层,将辅助阳极埋设在覆盖层中。
覆盖层可以是水泥砂浆或聚合物改性水泥材料,可以采用喷射、人工涂抹、灌注、浇注(在模子中)的方法来敷设覆盖层。
这种辅助阳极能够覆盖大面积的混凝土表面,可以被设计为对不同的区域提供可变的电流,可以用于水平面、垂直面或顶面等任何表面。
覆盖层的作用有两个方面,一是提供电通道用于离子电流的流动,二是对埋设的辅助阳极提供一定程度的机械保护。
这种辅助阳极主要的缺点是增加了结构物的净荷载。
根据覆盖层种类和厚度的不同,一般增加重量为50~80kg/m2。
(2)分散型分散型辅助阳极也有两种安装方式,一种是安装在混凝土表面,另一种是埋设在结构物混凝土中。
分散型辅助阳极可以相对集中布置为结构物的局部区域提供保护,也可以分散开来以提供更大范围的保护,还可以与全面覆盖型辅助阳极联合使用对某些特定的区域或构件提供附加的保护。
预包装高硅铸铁阳极差的特点及安装方法

预包装高硅铸铁阳极的特点及安装方法
预包装高硅铸铁阳极是外加电流阴极保护系统理想的辅助阳极,预包装高硅铸铁阳极应用于石油、天然气、化工厂、自来水公司等地下或水中金属构筑物的保护与防腐蚀。
预包装高硅铸铁阳极主要由高硅铸铁阳极、导气管、焦炭和钢套管、电缆等组成,阳极可以采用φ50*1500mm或φ75*1500mm的高硅铸铁阳极,然后用支架将高硅铸铁阳极固定在钢套管的中心,装上导气管后在其四周填充焦炭和填料。
预包装高硅铸铁阳极在运输,安装时请勿用力碰撞,以免固定在包装中心的高硅铸铁阳极发生偏移。
安装阳极时不应用阳极导线做起吊工具,以免造成阳极导线与阳极接触电阻增大,导线阳极脱落,影响导线与阳极连接处的防腐密封性能。
阳极与管道的距离在50-300米之间,阳极采用卧式安装,离地面距离不宜小于1m。
阳极一字型排列时,间距0.3-1米。
依据阴极保护站平面图,确定阳极地床的位置,阳极地床距保护管线垂直距离设计进行,辅助阳极地床尽量选择在土壤电阻率的环境,以有利于电流的输出,预包装高硅铸铁阳极引出线一般为VV22-1kv 1*16mm²,阳极接头密封可靠,阳极表面应无明显缺陷。
预包装高硅铸铁阳极性脆、易断,在搬运安装时应特别小心,以免摔碰而断裂。
不能把阳极导线作为起吊工具,严禁用阳极引出线拉运阳极,阳极应轻拿轻放。
阳极四周填充叫碳填料,其粒度为小于由10毫米,含碳量大于85%,阳极上下部的焦炭厚度均为150毫米,四周的焦炭厚度不小于100毫米,焦炭中不得混入泥土等杂物,必须夯实后才能回填。
高硅铸铁阳极电缆与阳极汇流电缆,在防爆接线箱内进行连接。
什么是柔性阳极
一、什么是柔性阳极?柔性阳极是近些年来开发出的一种新型辅助阳极,主要应用于埋地管道和储罐底部。
开发的初衷是为解决旧管道防腐层老化,保护电流变大,传统的保护方法无法解决的地方。
通过实践,发现柔性阳极应用前景广阔,它对传统的阴极保护方法提出了挑战,可以成功地解决一些用传统的阴极保护做不到的问题,如干扰问题,高电阻率问题、罐底电流分布问题,因此越来越受到人们的欢迎。
在1990年,美国第40届管道腐蚀会议上,有多家公司计划用柔性阳极解决传统方法保护不上的地方。
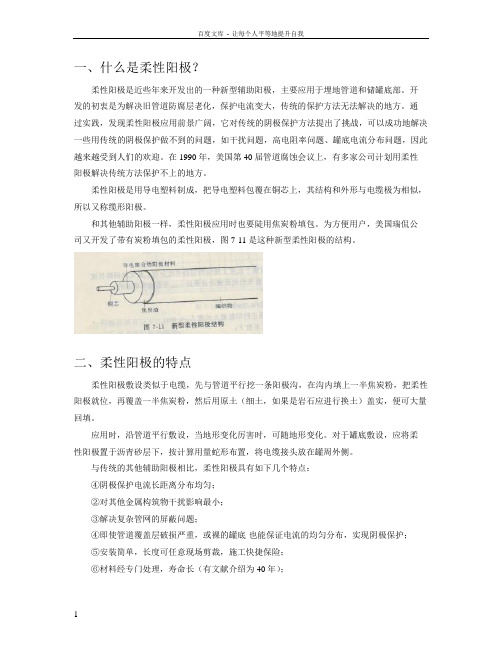
柔性阳极是用导电塑料制成,把导电塑料包覆在铜芯上,其结构和外形与电缆极为相似,所以又称缆形阳极。
和其他辅助阳极一样,柔性阳极应用时也要陡用焦炭粉填包。
为方便用户,美国瑞侃公司又开发了带有炭粉填包的柔性阳极,图7-11是这种新型柔性阳极的结构。
二、柔性阳极的特点柔性阳极敷设类似于电缆,先与管道平行挖一条阳极沟,在沟内填上一半焦炭粉,把柔性阳极就位,再覆盖一半焦炭粉,然后用原土(细土,如果是岩石应进行换土)盖实,便可大量回填。
应用时,沿管道平行敷设,当地形变化厉害时,可随地形变化。
对于罐底敷设,应将柔性阳极置于沥青砂层下,按计算用量蛇形布置,将电缆接头放在罐周外侧。
与传统的其他辅助阳极相比,柔性阳极具有如下几个特点:④阴极保护电流长距离分布均匀;②对其他金属构筑物干扰影响最小;③解决复杂管网的屏蔽问题;④即使管道覆盖层破损严重,或裸的罐底·也能保证电流的均匀分布,实现阴极保护;⑤安装简单,长度可任意现场剪裁,施工快捷保险;⑥材料经专门处理,寿命长(有文献介绍为40年);⑦不必重新征阳极用地;⑧不污染环境。
三、柔性阳极设计柔性阳极设计分以下4个过程:(1)确定所需保护电流。
根据保护管道的防腐层状况,选择保护电流密度,用保护面积乘以电流密度便可得到所需电流。
对于旧防腐层,通常可用馈电试验测取电流密度,实现不了时,保护电流密度可取1-3mA /㎡;按国内外标准要求.罐底保护电流密度可取5—10mA/㎡,一般设计新罐取下限5mA/㎡,旧罐取上限10mA/㎡。
辅助阳极的选择及计算

辅助阳极的选择及计算辅助阳极又称阳极接地装置,阳极地床。
它是强制电流阴极保护中不可缺少的重要组成部分,通过辅助阳极把保护电流送入土壤,经土壤流入被保护的管道,使管道表面进行阴极极化(防止电化学腐蚀)电流再由管道流入电源负极形成一个回路,这一回路形成了一个电解池,管道为负极处于还原环境中,防止腐蚀;而辅助阳极进行氧化反应,遭受腐蚀,也可能是周围电解质被氧化。
阴保站的电能60%消耗在阳极接地电阻上,故阳极材料的选择和埋设方式、场所的选择,对减小电阻节约电能是至关重要的。
阳极材料必须有良好的导电性能,在与土壤或地下水接触时有稳定的接地电阻,即使在高电流密度下,其表面的极化较小;化学稳定性好,在恶劣环境中腐蚀率小;有一定的机械强度并便于加工和安装;价格低来源方便。
1、辅助阳极埋设位置的选择辅助阳极与管道距离愈远电流分布愈均匀,但过远会增加引线上的电压降和投资。
从实测数据来看辅助阳极距汇流点200米以内时,对电流分布影响较大,远于300米后影响就不大了。
故在长输管道的干线上阳极一般设在距管道300~500米之间为宜。
管道较短或油气管道较密集的地区,采用50~300米之间是合适的。
花格线设计是450m,对于土壤电阻率很大的地区是否过远,是值得研究的问题。
因此对处于特殊地形、环境的管道,辅助阳极的距离和埋设方式应根据现场情况慎重选定。
在阴保站址选定的同时,应在予选站址与管道的一侧选择阳极安装的位置,其原则是:(1)地下水位较高或潮湿低洼处;(2)土层厚,无块石,便于施工;(3)土壤电阻率一般应小于50欧姆米,特殊地区也应小于100欧姆米(4)对邻近的地下金属构筑物干扰小,阳极地床与被保护管道之间不得有其它金属管道。
(5)考虑阳极附近地域近期发展规划及管道发展规划以避免建后可能出现的搬迁。
(6)阳极地床位置与管道汇流点距离适当(7)地面金属构筑物较多,用地狭窄时,可采用深井阳极,以减小对其它金属构物的干扰又节约用地。
辅助阳极在外加电流的阴极保护海底管道阴极保护用什么牺牲阳极

辅助阳极在外加电流的阴极保护海底管道阴极保护用什么牺牲阳极河南汇龙合金材料有限公司国内外广泛应用深井阳极对储罐底板进行阴极保护,相对于浅埋阳极的优点,,阳极与被保护的设施结构之间有一段距离,可以使阴极保护电流分布的更均匀,而且可以采用混合金属氧化物筒状阳极,铺设好后用治金焦炭或燃烧石油焦炭回填阳极够。
深井阳极占地少,接地电阻小而稳定,可以减少甚至避免可能存在的屏蔽和干扰现象,适用于已建大中型储罐补加阴极保护系统,应用深井阳极必须有合适的地质结构,设计施工存在一定的限制和难度,一旦建成调整非常困难,因此储罐阴极保护工程设计的关键在于合理确定深井阳极埋深和位置。
安装的时候要将参比电极放置在两支阳极之间,位置要尽可能的靠近储罐底板,因为参比电极需要靠近储罐,所以也好做好防御储罐壁短路的情况,因此锌参比电极需要采用必要的防短路措施。
参比电极的引线要引出储罐外的时候,可以从储罐的上面引出,或者使用参比电极专用的引线导管输到储罐外面。
阴极保护检测的规定,在储罐内壁的阴极保护中,如果要测量阴极保护的电位,是可以通过在阴极保护系统汇总安装参比电极来完成的。
储罐内壁阴极保护中需要安装参比电极是,大部分会采用纯锌参比电极。
在强制外加电流阴极保护系统中辅助阳极是必不可少的,也被称为阳极地床或者称为接地装置,阴极保护系统发出的电流通过辅助阳极进入土壤汇总,电流在土壤中流入被保护管道,最终促使管道表面发生阴极极化,电流会在管道中进入电源的负极,由此形成一个回路,在整个阴极保护系统中,管道出于阴极环境中,因为得到来自阳极的饿电子,而停止腐蚀现象,得到保护。
其中的辅助阳极就会因失去电子发生氧化反应,遭到腐蚀。
海底管道阴极保护根据施加电流的方式不同,可分为外加电流和牺牲阳极两种方法。
外加电流是早期建造的海底管道饿常用方法。
主要由电源、辅助阳极、参比电极和连接电缆组成。
水环境腐蚀主要包括海水、淡水两种。
水环境腐蚀是金属材料自然环境腐蚀中的重要类型。
贴片可控硅脚位定义

贴片可控硅脚位定义贴片可控硅(SCR)是一种半导体器件,常用于控制高电压和高电流的开关。
而贴片可控硅脚位定义则是指SCR器件上不同脚位所代表的功能和作用。
一般来说,贴片可控硅有三个主要的脚位,分别是阳极(A)、阴极(K)和控制极(G)。
接下来,我们将详细介绍每个脚位的定义和作用。
1. 阳极(A):阳极是贴片可控硅器件的输出端,也是负责承受高电压的端子。
当控制极施加正脉冲时,SCR将开始导通,使阳极输出电流。
因此,阳极的主要功能是提供器件的输出电流。
2. 阴极(K):阴极是贴片可控硅器件的输入端,也是负责提供电流的端子。
当控制极施加正脉冲时,SCR将开始导通,使阴极输入电流。
阴极的主要功能是提供器件的输入电流。
3. 控制极(G):控制极是贴片可控硅器件的控制端,也是负责控制器件导通和关断的端子。
当控制极施加正脉冲时,SCR将开始导通;而当控制极施加负脉冲或不施加脉冲时,SCR将停止导通。
因此,控制极的主要功能是控制器件的导通和关断。
除了上述主要的三个脚位外,贴片可控硅还可能具有其他脚位,如门极(G1)和辅助阳极(A2)。
门极是用于增强SCR控制能力的辅助控制端,辅助阳极是用于增强SCR输出能力的辅助输出端。
值得注意的是,不同型号的贴片可控硅可能会有不同的脚位定义和功能。
因此,在使用贴片可控硅时,需要仔细查阅相关的器件规格书或数据手册,以了解具体的脚位定义和功能。
总结起来,贴片可控硅脚位定义为阳极(A)、阴极(K)和控制极(G),分别负责输出电流、输入电流和控制导通和关断。
此外,还可能存在其他辅助脚位,如门极(G1)和辅助阳极(A2)。
了解这些脚位的定义和功能,对于正确使用贴片可控硅具有重要意义。
海上钢结构阴极保护分析
海上钢结构阴极保护分析发布时间:2021-12-09T05:48:32.325Z 来源:《防护工程》2021年25期作者:逯彦伟逯颜军唐彪周旭华[导读]山东德瑞防腐材料有限公司山东淄博 2561001项目背景分析本项目以目前中海油LF12-3项目WHP导管架的一些参数作为分析依据进行理论推导,本项目参数的取值和推导数据只作为学术讨论用。
1.1、LF12-3项目WHP导管架设计采用牺牲阳极作为阴极保护阳极型号:净重:467.1Kg/块;毛重:567.2Kg/块。
数量(块):2382块;阳极成分:Al-Zn-In;阳极电容量(Ah/Kg):≥2500;工作电位(V)≤-1.05;相对于Ag/AgCl参比电极。
说明:为了后面数据分析简化,把需要保护带涂层钢结构和海泥中的钢结构,统一假设为海水中的裸钢考虑。
经计算阳极初期发出电流Ii=6.16A/块,阳极末期发出电流If=4.52A/块,导管架末期需要总电流Iftot=10757A;经推导(把需要保护带涂层钢结构和海泥中的钢结构,统一假设为海水中的裸钢考虑)保护面积:97709㎡,推导得出:导管架初期所需要的总电流Iitot=16610A。
1.2 LF12-3项目WHP导管架设计采用外加电流作为阴极保护1.2.1辅助阳极辅助阳极选型高硅铸铁,推荐工作电流密度(A/m2),淡水或土壤介质:5~80;推荐工作电流密度(A/m2),海水或淡海水:10~100;阳极消耗率(kg/A.a):0.1~1.0;利用效率(%):50;密度(g/cm3):7.0。
铂复合阳极,推荐工作电流密度(A/m2),淡水或土壤介质:100;海水或淡海水:250~2000;阳极消耗率(kg/A.a):6×10-6 利用效率(%):85;密度(g/cm3):4.5(Ti);混合金属氧化物阳极:推荐工作电流密度(A/m2),淡水或土壤介质:100;海水或淡海水:600;阳极消耗率(kg/A.a)5×10-6利用效率(%):85;密度(g/cm3):4.5(Ti)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辅助阳极油气储运工程07级本科二班姓名:黄伟学号:200711011230辅助阳极辅助阳极用做阴极保护系统中的辅助电极,称为辅助阳极,通过其本身的溶解,与介质(如土壤、水)、电源、管道形成电回路。
辅助阳极在不同的环境中使用不同的材料,有高硅铸铁阳极,铂钛阳极,铂铌阳极,钛基金属氧化物阳极,石墨阳极,埋地金属氧化物阳极等。
辅助阳极的基本要求在外加电流阴极保护系统中与直流电源正极相连接的电极称为辅助阳极。
它的作用是使外加阴极电流得以从阳极经过介质流到被保护体, 构成电流的回路。
辅助阳极的电化学性能、机械性能、工艺性能以及阳极的形状, 布置方法等均对阴极保护的效果有重要的影响, 因此, 必须合理地选用阳极材料。
辅助阳极应满足以下要求:(1) 具有良好的导电性和较小的表面输出电阻;(2) 在高电流密度下阳极极化小, 而排流量大。
即在一定的电压下, 阳极单位面积上能通过较大的电流;(3)具有较低的溶解速度, 耐蚀性好, 使用寿命长;(4) 具有一定的机械强度、耐磨、耐冲击振动;(5) 材料带源方便, 价格便宜, 容易制作。
辅助阳极是外加电流阴极保护系统的重要组成部分。
阴极保护是基于电化学腐蚀原理的一种防腐蚀手段。
阴极保护是基于电化学腐蚀原理的一种防腐蚀手段。
阴极保护分为牺牲阳极保护和强制电流保护两种方法。
在这里我们只研究辅助阳极法。
牺牲阳极法将被保护金属和一种可以提供阴极保护电流的金属和合金(即牺牲阳极)相连,使被保护体极化以降低速率的方法。
在被保护金属与牺牲阳极所形成的大地电池中,被保护金属体为阴极,牺牲阳极的电位往往负于被保护金属体的电位,在保护电池中是阳极,被腐蚀消耗,故此称之为“牺牲”阳极。
通常用作牺牲阳极的材料有镁和镁合金、锌合金、铝合金等。
镁阳极适用于淡水和土壤电阻率较高的土壤中,锌阳极大多用于土壤电阻率较低的土壤和海水中,铝阳极主要应用在海水、海泥以及原油储罐污水介质中。
牺牲阳极保护法的主要特点是: (1) 适用范围广,尤其是中短距离和复杂的管网 (2) 阳极输出电流小,发生阴极剥离的可能性小 (3) 随管道安装一起施工时,工程量较小 (4) 运行期间,维护工作简单。
(5) 阳极输出电流不能调节,可控性较小。
辅助阳极材料的性能:在外加电流阴极保护系统中与直流电源正极连接的外加电极称为辅助阳极,作用是使电流从阳极经介质到达被保护结构的表面。
辅助阳极用做阴极保护系统中的辅助电极,通过其本身的溶解,与介质(如土壤、水)、电源、管道形成电回路。
辅助阳极在不同的环境中使用不同的材料,有高硅铸铁阳极,铂钛阳极,铂铌阳极,钛基金属氧化物阳极,石墨阳极,埋地金属氧化物阳极等。
常用辅助阳极型号规格型号Model名称 Name 形状 Shape 规格Specification 长×宽×高 (直径×高) L ×W ×H (D ×H )/mm 工作电流范围 Operating Current A 寿命 Life a CYB-3铂铌复合阳极 长条 800×180×25 ≤70 20 CYB-4长条 600×180×25 ≤50 CYB-2铂钛复合阳极 长条 920×180×40 ≤50 CYY-1 钛基金属氧化物阳极 圆盘φ340×33 ≤50 15 CYY-2长条 1200×253×33 ≤100 CYQ-5铅银微铂阳极 长条 920×180×40 1.5—30 10 CYQ-6长条 1340×180×40 2.5—50 CYQ-7长条 540×180×40 1.0—20 DYY-1埋地金属氧化物阳极管状 φ25×1000 8—12 30 DYY-2φ25×700 5—8 DYY-3φ50×650 10 DYY-4φ50×800 12.5 DYY-5 φ50×1000 15 DYY-66.35×0.635 2.3 10 DYY-712.7×0.635 4.6 DYY-1/n串状 φ25×1000×n (8-12)×n 20 DYY-2/nφ25×700×n (5-8)×n YGT-1高硅铸铁阳极 圆柱 φ50×1500 1.2—18.8 YGT-2φ75×1200 1.5—22.6 YGT-3φ75×1500 1.8—28.3 YGT-4φ100×1500 2.4—37.7目前常用的阳极材料有:土壤中常用的辅助阳极材料有碳素钢,铸铁,高硅铸铁,石墨,磁性氧化铁,钛基贵金属氧化物,柔性阳极,铂及镀铂材料。
其中中间使用最多的是高硅铸铁,钛基贵金属氧化物阳极,在含有氯离子的环境中,宜采用含鉻的高硅铸铁阳极(从理论上讲,任何导电材料均可做阳极材料,但从经济上考虑,很多材料就不合适了。
)通常高硅铸铁阳极的引出线和阳极的接触电阻应当小于0.01欧姆,接头密封可靠,阳极表面应无明显缺陷。
一般阳极铸铁阳极的消耗率为0.5kg/(A.a )左右。
按阳极的埋设方式分,阳极地床分浅埋阳极地床和深井阳极地床两种。
深井阳极地床的优点是保护距离大,电流分配比较均匀,从而保护电位分布均匀,且可以减轻阳极地床对周围邻近地下金属构筑物干扰,占用土地少,特别是需要占用农田时或地面建筑物密集时。
选用何种铺设方式取决于被保护套管外壁的面积大小,现场实际情况,经济因素,运行要求以及设计因素。
浅埋阳极地床的安装,辅助阳极位置与套管垂直距离宜采用50-300米,并应选择在水位较高或低洼潮湿,土层厚,无石块,便于施工处,对邻近的地下构筑物干扰小,阳极与套管之间不应有其他的金属构筑物,还应当适应阳极附近地区的近期发展规划,以免将来相互影响。
辅助阳极地床应当填充填料,以降低阳极接地电阻,减少阳极消耗,并利于阳极产生的气体(氧气,二氧化碳,一氧化碳等)的逸出。
通常高硅铸铁阳极的填充料为焦炭渣,其上下部的焦炭总厚度为300mm,焦炭渣最大粒径应小于i15mm,含碳量应大于85%。
焦炭渣多为多孔结构,导电性良好,作为地床的填充料不仅可以避免气阻现象,又可以加大阳极的尺寸,减小阳极的接地电阻,延长阳极的是用寿命。
填充焦炭渣时,不得混入泥土且应压实,以确保高硅铸铁阳极与焦炭渣电接触良好。
阳极地床安装以后,回填之前应浇透水,以减小阳极接地电阻。
在焦炭渣填料层上方应敷设一层砾石或粗砂,起作用是便于阳极工作时产生的气体的逸出。
高硅铸铁阳极质硬,性脆,易碎,搬运和安装时宜轻拿轻放,以防阳极的损坏,为保证阳极安装的数量,通常适量增加阳极的备料量。
阳极的并联母线与直流电源输出阳极,电缆的连接可以通过接线箱连接,在油田或其他需防爆的场所,应采用防爆接线箱。
深井阳极的安装,安装时与套管的距离也在50-300米之间,地床条件的选择跟浅埋阳极相同。
在安装时根据施工设计要求打阳极井,在阳极井中先填充一些焦炭,然后将阳极体逐渐下放到井中,安装完毕后再向井中填充焦炭,再向阳极井中灌水,使焦炭充分吸收水分以增加阳极体的导电性,最后对阳极井进行回填。
在安装阳极时,首先阳极体的导气管应对齐,以便于气体的排出,避免造成气阻现象,同时用固定螺栓将阳极体固定连接。
阳极地床电阻;为了减少外加电能在阳极地床上的消耗,我们希望阳极地床有较小的接地电阻。
一般要求阳极地床接地电阻小于1欧姆(设计时一般取0.5欧姆)。
阳极地床与地下管道的安全距离一般要求阳极地床与地下管道的安全距离为300-500米,当保护电流过大时,还应用阳极电场电位梯度小于0.5mV/m来校核。
外加电流阴极保护:将被保护的金属构件整体接至直流电源的负极,通过外加阴极电流使金属阴极极化,这种方法叫外加电流阴极保护法。
系统中阳极为一个不溶性的辅助件,二者组成宏观电池,实现阴极保护。
基本原理:1.如果将金属的电位向负方向调整金属将进入不腐蚀区,其阳极溶解便被抑制。
2.为此向被保护件引入阴极电流,使其发生阴极极化。
这是金属处于金属/溶液体系中腐蚀电池的电流作用与外加电流的作用的综合作用下。
通过调整外加电流可以达到控制金属腐蚀的目的。
3.当外加电流有辅助阳极流向阴极时,阴极本身还承受着腐蚀原电池的阳极电流。
4.当外阴极电流等于阴极电流时,阳极电流则为0,阳极反应停止,金属腐蚀停止。
外加电流保护法中,保护电流由外部直流电源提供,靠电源的电压来驱动电流,辅助阳极起传送电流的作用,材料为导体,如高硅铸铁等。
对于长输管道,我们采用最小保护电位作为标准。
金属处于完全保护时所具有的电位称为最小保护电位。
它相当于金属表面最活泼的阳极点的开路电位,它和最小保护电流相对应。
对金属所加阴极电位高于最小保护点位时(按绝对值)(实际上是使金属的电位更负)金属处于保护状态。
地下长输管路,电流流经管路时,要产生电压降,为保证管路沿线个点电位都高于最小电位。
通过点电位越高,保护距离也就越长。
但是在实际中,通电点电位不能加的太高(即不能更负),最高不能超过最大保护电位,即通电点的电位收到最大保护电位的限制。
金属构件的负电位高于最小保护电位时,金属得到保护。
但过高的负电位可能导致金属表面发生析氢,氢气泡会破坏金属表面防腐绝缘层,也可能导致发生氢脆。
此外,负电位过高也会对临近构件产生不良影响。
使金属得到充分保护而不致出现析氢等危害所施加的最高负电位,称为最大保护电位。
例如,钢在海水中的保护电位在-0.8—-0.9.(相对于银/氧化银/海水参比电极)。
当电位比值-0.8更正时,钢不能得到完全保护,所以该值又称为最小保护电位,当电位比-0.9更负时,阴极(即钢)上可能析氢,因而又发生氢脆的危险。
自然电位,又作自然腐蚀电位,它是指电解液的组成、温度、等影响电极电位的因素维持在自然状态时金属的电极电位。
对于地下管道来说,自然电位就是未加保护是钢管的电位。
另外,网状阳极阴极保护方法是目前国际上流行且成熟的针对新建储罐罐底外壁的一种有效的阴极保护新方法,在国际和国内都得到了广泛应用。
网状阳极是混合金属氧化物带状阳极与钛金属连接片交叉焊接组成的外加电流阴极保护辅助阳极。
阳极网预铺设在储罐基础中,为储罐底板提供保护电流。