弹簧夹头图集[1]
弹簧夹头及高速回转接头图纸

不锈钢2.35接头
共 张 第 张
CAD
3.2
a 0.01 B a 0.01 B a 0.01 B O 7.4 O 8
0.8 12 0
其余
40° ±0.05
B M 8 ×0.85 10.4
°
O 5
A
8 12 26.7
A
O 2.35 ±0.01
9
l 0.02 B
a 0.01 B
30°
剖剖 A-A
CAD
l 0.01 B 01 . 0 ± 35 2.
0.5
0.8 20° ±0.05
0.8
O 4.2
0.8
O 4.1
O 4.88
A
A
7 32.4 20.7 1 B
O
2.5
a 0.005 B
2 M 3.5 ×0.35
a 0.005 B 0.8
8
O 3.15
18 6. R 14.77
8
剖剖 A-A
借(通)用件登记
1.6 1.6 1.6
1.6
1.6
R9
10.7 16
借(通)用件登记
绘
图
旧底图总号
技术要求: 1.调质HB205-255; 2.三条槽必须要等分; 3.产品试制时需要做动平衡测试; 4.表面发黑处理。 2.35接头
标记 处数 更改文件号 签 字 日期
底图总号
签
字
O 4.45
日
期
设 校 审 工
计 对 核 艺
绘
图
技术要求: 1.淬火处理HRC大于50; 2.未注倒角C0.2,未注圆角R0.2; 3.产品试制时需要做动平衡试验。
弹簧夹头图集#(优选.)

弹簧夹头1.向固定式弹簧夹头夹头体1以锥柄插入机床主轴锥孔中,简夹2轴向固定。
旋紧螺母3,其内锥面迫使筒夹收缩将工件夹紧;反转螺母,简夹弹开,松开工件。
螺母与筒夹之间有相对转动,其配合锥面易于磨损,适用于轻便及一般工件加工。
限于筒夹的扩张量,工件基准面公差应不大于0.5毫米。
螺钉4用以防止简夹转动。
2.向移动式弹簧夹头旋紧螺母时,简夹作轴向移动便夹紧工件。
支承钉用于工件轴向定位。
由于简夹与工件间有相对轴向位移,故其夹头工作表面易于磨损,适用于—般工作。
3.间锥套式弹簧夹头中间锥套5置于夹头体1与筒夹2之间,并以销4作圆周固定。
转动螺母3,通过螺母内端面(或销6),使锥套作轴向移动,从而使筒夹收缩(或张开)。
4.槽锥套式弹簧夹头以纵向切槽的锥套2代替筒夹。
旋紧螺母3时,其内锥面迫使锥套收缩夹紧工件。
适用于一般工作。
5.端作用式弹簧夹头(1)筒夹两端均有卡爪。
旋紧螺母5时,由于夹头体3及锥套7内锥面作用,使两端卡爪同时收缩夹紧工件。
两个销6用防以防止锥套随螺母转动,弹簧2使筒夹4复位,支钉1用于工件轴向定位。
适于夹持较长的工件。
6.端作用式弹簧夹头(2)两端带锥面的筒夹3与相应的锥套1和4相配。
当转动带左右螺纹的螺母5时,通过衬套7推动套4和简夹3左移,使简夹两端同时收缩夹紧工件;反转螺母5时,借弹簧作用松开工件。
键6用以圆周固定衬套7。
7.紧式弹簧夹头通过主轴孔的拉杆与筒夹尾部的螺纹孔连接。
拉杆轴向移动(手动或机动)使简夹作径向收缩(或张开),以夹紧(或松开)工件。
工件无轴向定位。
8.利用插头扳手操纵的弹簧夹头简夹5以尾部螺纹旋入锥齿轮3的螺孔中,并以圆销4作圆周固定,利用环2将锥齿轮3轴向固定于夹头体1中。
用插头扳手转动小锥齿轮6使筒夹作轴向移动,从而实现工件的夹紧〔或放松〕。
9.手轮传动的弹簧夹头简夹7以尾邻螺纹旋入齿轮1螺孔中,并以键8作圆周固定。
当转动手轮4时,与其相连的内齿轮5便传动齿轮3,通过齿轮2使齿轮1(即螺母)转动,筒夹便沿锥套6作轴向移动,以夹紧(或放松)工件。
新型弹簧夹头的研究与运用

要求 。
目 前虽然对弹簧夹头材料、热处理工艺进行多次试
验与改进,夹头使用寿命还是无明显提高。弹簧夹头要 求使用寿命大于 2万次,而实际使用寿命一般仪 1 万
次。
一
该 弹簧夹头用于快速精确 定位与夹 紧工 件,是 机械
制造必不可少的一种高效而易损的专用夹持工具.应用
范围广,消耗量大,适用于自动车床 、 万能铣床、螺纹
部、尾部位弹性不足出现早期脆断。
缸板 工 l
兰 塑圈 塑
维普资讯
工艺 ,其工艺 曲线见 图 2 。
渗碳轴承钢化学成 分 ( %)
牌号
G2 Cr O MO
C
S i
O. O~O. 5 2 3
MI r l
O. 5一O. 5 6 9
不 。
( 湖北武汉 40 5) 易 琨 刘卫东 306
()三段硬度法 三段硬度法工艺是将弹簧夹头装 3 在夹具内进行整体加热,保温后将夹头 、 夹颈放入 20 6
20 硝盐等温槽中,夹尾空冷,空冷至黑色时整体 8 ̄ C
入硝盐等温,然后 30 0 %整体回火, 8 40 此时夹颈硬度
5 — 5 R ,夹尾硬度 3 3H C 0 5H C 0 5 R 。由于夹头硬度未达
形一渗碳一 热处理一精加工一 头部开 口。
()一段 ( 1 整体)硬度法 采用整体亚温淬火 、 等
温淬火 ,获得整体 硬度 5 — 5 R 。淬火的弹簧夹头弹 0 5H C
性部位性能较理想,但夹紧头部硬度偏低较易磨损,寿 命不高。 ()二段硬度法 采用整体淬火、局部回火方法来 2
()质量要求 渗碳层深度: . ~ .r ; 4 07 10 m 头部硬 a
弹性夹头又称弹性筒夹

弹性夹头又称弹性筒夹,是一种装在钻\铣床上的钻铣夹头,其功能是夹紧钻刀或铣刀.目前用得最多的是ER弹性筒夹.其性能稳定,精度高,深受广大厂家信赖。
ER32指安装DIN6499标准的ER32夹头。
ER3夹头加持范围是1-20。
ER筒夹后面锥柄16度起到了定位作用,16度的和刀柄前头ER内锥的接触面的好坏,直接决定了筒夹的精度,钛浩筒夹16度的锥柄接触率达到90%,高精筒夹这个是主要的检测标准,16的前面就是直径29的宽度3.6mm的螺母偏心环锁紧槽,这个地方也是必交关键的,他决定了筒夹在螺母里面是否好拿出来,主要和螺母配合的,最前头是60度的锥锥度,这个锥度是和螺母里面的60度接触,螺母通过螺纹向刀柄里面压紧,通过60度的接触面向里面移动从而实现ER夹头加持。
用来装在钻、攻、铣床或加工中心主轴上的一种用来禁锢钻攻刀具或者是铣刀具的筒形夹具,也称ER筒夹。
也可以用来固定加固需要改造加工零件的一种固定锁紧装置。
ER弹簧夹头,夹紧力大,夹持范围广,精度好。
广泛用于镗、铣、钻、攻丝、磨雕刻等加工。
ER夹头,是弹簧夹头的一种,一般用于数控刀柄配套使用。
弹性夹头近两年使用率提高迅速,比两年前增长近百倍。
随着小型加工业不断兴起,加工的质量、精度无疑是目前最大的竞争对象,而此类筒夹的出现,在某种程度上成为了中小型企业生存的关键所在。
ER筒夹在其常规使用中,运用最多的是ER11-ER32.占此类筒夹的9/10。
er弹簧夹头标准

er弹簧夹头标准弹簧夹头是一种机械夹具,常用于机械加工、焊接和装配等工艺中,用于夹持零件。
弹簧夹头具有灵活、高效、稳定的特点,在工业生产中发挥着重要的作用。
下面是关于弹簧夹头相关的参考内容。
1. 弹簧夹头的定义和原理:弹簧夹头是由夹爪、弹簧等组成的一种夹具,在工作时通过弹簧的弹力来夹紧零件。
弹簧夹头的原理是通过杠杆和弹簧的作用,使夹爪产生夹持力,将工件夹紧在夹具中。
2. 弹簧夹头的分类:弹簧夹头可以分为手动弹簧夹头和气动弹簧夹头两种。
手动弹簧夹头通过手动操作来实现夹紧和松开工件,适用于中小型工件的夹持;气动弹簧夹头通过气动驱动来实现夹紧和松开工件,适用于大型工件的夹持。
3. 弹簧夹头的结构:弹簧夹头的结构主要包括夹爪、基座、弹簧和调节螺钉等。
夹爪是夹具的主要组成部分,用于夹持工件;基座用于固定夹爪;弹簧是夹具的关键部件,通过产生弹力来实现夹持力;调节螺钉用于调节夹具的夹持力。
4. 弹簧夹头的应用:弹簧夹头广泛应用于机械加工、焊接、装配等领域。
在机械加工中,弹簧夹头可用于夹持工件进行铣削、钻孔等加工作业;在焊接中,弹簧夹头可用于夹持焊件,使其保持稳定的位置;在装配中,弹簧夹头可用于夹持零部件,帮助操作人员进行装配工作。
5. 弹簧夹头的优点:弹簧夹头具有以下优点:夹持力稳定可靠;操作简便、灵活;适用于不同形状和尺寸的工件;可实现自动夹持;可靠性高,使用寿命长。
6. 弹簧夹头的注意事项:在使用弹簧夹头时,需要注意以下事项:选择合适的弹簧夹头类型和规格;正确调节夹具的夹持力;定期检查和维护夹具,保证其正常工作;使用时注意安全,避免夹伤事故的发生。
7. 弹簧夹头的市场发展前景:随着制造业的发展,对高效、稳定的夹具需求不断增加,弹簧夹头作为一种重要的夹具类型有着广阔的市场前景。
同时,随着自动化技术的不断进步,弹簧夹头可以与机器人等自动化设备配合使用,进一步提高生产效率。
总结:弹簧夹头作为一种常用的夹具类型,在工业生产中发挥着重要的作用。
弹簧夹头的归类

弹簧夹头的归类
弹簧夹头可以根据不同的分类方式进行归类,以下是一些常见的分类方式:
1. 根据夹头结构:可分为单弹簧夹头和双弹簧夹头。
单弹簧夹头由一个弹簧提供夹紧力,而双弹簧夹头则由两个弹簧提供夹紧力,相对于单弹簧夹头,它对工件的夹紧更牢固。
2. 根据夹持方式:可分为弹性夹持夹头和机械夹持夹头。
弹性夹持夹头利用弹性变形产生夹紧力,而机械夹持夹头则通过机械构造实现夹紧。
3. 根据用途:可分为通用夹头、专用夹头、精密夹头等。
通用夹头适用于一般加工,专用夹头则用于特定零件的加工,精密夹头则用于高精度加工。
4. 根据制造材料:可分为碳钢夹头、不锈钢夹头、合金钢夹头等。
不同材料的弹簧夹头具有不同的物理和化学性能,适用于不同的加工需求。
5. 根据使用环境:可分为普通环境用夹头和特殊环境用夹头。
特殊环境用夹头包括防磁、防水、防油等类型,适用于特殊的工作环境。
总的来说,弹簧夹头的归类方式多种多样,在实际使用中,需要根据具体的需求和场景选择合适的弹簧夹头类型。
只用卡盘吗,弹簧夹头了解一下
只用卡盘吗,弹簧夹头了解一下三爪电动卡盘是大多数车床用户的标准工件夹持装置,这种卡盘具有足够的通用性,可应用于多种车削加工。
然而,它不是所有加工任务的最佳夹具。
弹簧夹头是一种备用工件夹持装置,与卡爪卡盘相似,也用机械力固定需要车削的零件。
虽然弹簧夹头所提供的工件尺寸范围没有卡爪卡盘的宽,对于某些加工任务来说,它所提供的与速度、准确度和生产力有关的优势也是极其重要的。
表1弹簧夹头的优缺点一、选择弹簧夹头的决定因素何种夹具的功效更好,做决定时需要考虑几个因素。
对于一项给定的车床加工任务,衡量选用弹簧夹头还是卡爪卡盘,需要考虑以下的所有因素。
1.主轴负载容量车床主轴的最大允许重量基于轴承负载容量,如果夹盘和工件组合的重量太大,轴承有可能超负荷。
对于那些存在超出限度的危险的加工任务,这种危险性可能决定人们对工件夹具的选择,卡爪卡盘往往比同等的弹簧夹头的重量大,因此,在需要控制重量的场合,弹簧夹头是恰当的选择。
2.主轴速度弹簧夹头往往是以非常高的主轴速度进行车削时的较好选择,主要有两个原因:一个原因与卡盘的质量有关,假定以相同的主轴马力驱动卡爪卡盘和弹簧夹头,较厚重的卡爪卡盘需要更长的时间来加速达到所需的速度,加速时间长将延长工作周期,降低生产力。
另一个原因与离心力有关,因为它随着rpm平方值的增加而增加,所以,在高速切削的情况下,这个数值很重要。
例如,将主轴速度加倍,离心力将为原来的四倍。
这种力量将卡盘卡爪拉离中心,往往会降低夹持力。
但采用弹簧夹头,离心力不会造成明显的影响。
因而,在整个加工速度范围内夹持力会更加稳定。
3.加工操作弹簧夹头在零件的整个圆周施加夹持力,而不是仅在选定的接触区域,因而,可获得很好的同心度,这一点对于二次加工的项目尤其重要,二次加工需要考虑与一次加工有关的精确度,因为弹簧夹头的准确夹持能力强,即使卡爪卡盘用于一次加工时,弹簧夹头也可用于二次加工。
带有空心软卡爪的卡盘可达到0.0006至0.0012 英寸范围内的TIR(总读数)重复精度,而弹簧夹头的典型重复精度为0.0005英寸TIR或更好,为了进一步提高二次加工精度,在安装过程中,还可调整弹簧夹头的同心度。
弹簧夹头原理
弹簧夹头原理
弹簧夹头是一种常见的夹具,广泛应用于机械加工、装配、检测等领域。
它具有结构简单、操作方便、夹持力大等优点,因此备受工业界的青睐。
那么,弹簧夹头的原理是什么呢?接下来,我们将深入探讨弹簧夹头的原理。
首先,我们需要了解弹簧夹头的结构。
弹簧夹头通常由夹持部、弹簧和夹持杆组成。
夹持部是夹持工件的部分,通常为两个夹具面,其中一侧固定,另一侧通过弹簧和夹持杆来实现夹紧和释放工件。
弹簧夹头的原理主要基于弹簧的力学性质。
当夹持杆施加力量使夹持部闭合夹紧工件时,弹簧被压缩,储存弹性势能。
这种弹性势能使得弹簧夹头能够持续地对工件施加一定的夹持力,从而保证工件的稳定夹持。
而当需要释放工件时,夹持杆施加相反方向的力量,使得弹簧得以释放储存的弹性势能,夹持部打开,工件得以取出。
在实际应用中,弹簧夹头的夹持力大小可以通过调整弹簧的刚度来实现。
弹簧的刚度越大,夹持力也越大,反之亦然。
这为不同工件的夹持提供了便利,可以根据工件的材质、形状和尺寸来选择合适的弹簧,从而实现精准的夹持效果。
此外,弹簧夹头还可以根据需要进行定制。
例如,可以根据工件的特殊形状设计夹持部,以确保夹持的稳固性和精度。
同时,弹簧夹头还可以与其他夹具结合使用,形成多功能夹具,满足不同加工需求。
总的来说,弹簧夹头的原理是基于弹簧的力学性质,通过调节弹簧的刚度来实现对工件的夹持和释放。
它具有结构简单、操作方便、夹持力大等优点,是一种非常实用的夹具。
在工业生产中,合理使用弹簧夹头能够提高生产效率,保证加工质量,降低生产成本,因此受到了广泛的应用和青睐。
弹簧夹头的热处理工艺温度
弹簧夹头的热处理工艺温度弹簧夹头是一种用于连接弹簧和其他部件的重要零件,其质量和性能对于整个系统的运行效果具有重要影响。
热处理是一种通过加热和冷却的工艺来改变材料的结构和性能的方法,对于弹簧夹头的加工和使用具有重要作用。
以下将介绍弹簧夹头的热处理工艺温度及其原因。
首先,弹簧夹头主要采用的材料是经过淬火和回火处理的碳钢。
这种材料具有较高的强度和韧性,能够满足弹簧夹头在使用过程中的强度和耐磨性要求。
热处理工艺主要包括淬火和回火两个过程。
淬火是将材料加热到临界温度以上,使其组织发生相变,并在适当的时间内迅速冷却,以获得高硬度和较低的韧性。
对于碳钢材料而言,其淬火温度通常在800至900之间,冷却介质可以选择水、油或盐浴等。
选择合适的淬火温度和冷却介质可以使材料的组织转变为马氏体结构,从而提高其硬度和强度。
接下来是回火过程,其目的是通过加热材料到较低温度,并在恒定时间内保持温度,使其获得适当的硬度和韧性平衡。
对于弹簧夹头而言,由于其需要具有一定的强度和韧性,回火温度一般控制在200至500之间。
较高的回火温度会导致材料变软,而较低的温度则会导致材料过于脆性,无法满足弹簧夹头的使用要求。
在选择热处理温度时,还需要考虑弹簧夹头的具体应用情况和工作环境。
例如,在高温环境下工作的弹簧夹头,需要选择较高的热处理温度来保证其在高温条件下的稳定性和耐腐蚀性能。
而对于低温环境下使用的弹簧夹头,则需要采用低温回火处理,以提高其抗寒性能。
此外,热处理过程中还需要注意加热和冷却过程的控制,以避免产生过度变形和应力集中等问题。
合适的加热速率和冷却速率可以保证材料的组织均匀性和稳定性,提高弹簧夹头的性能和寿命。
综上所述,弹簧夹头的热处理工艺温度主要包括淬火和回火两个过程。
淬火温度一般在800至900之间,回火温度一般控制在200至500之间。
选择合适的热处理温度可以使弹簧夹头具有良好的强度和韧性,并能够适应不同的工作环境和应力条件。
弹簧夹头原理

弹簧夹头原理弹簧夹头是一种常见的夹具,它通过弹簧的力量来夹紧工件,广泛应用于机械加工、车床加工等领域。
弹簧夹头的原理是利用弹簧的弹性变形来实现夹紧和释放工件的目的,下面我们来详细了解一下弹簧夹头的原理。
首先,弹簧夹头由夹紧机构、弹簧和夹持工件三部分组成。
夹紧机构是弹簧夹头的主体部分,它通常由夹头本体和夹具组成,夹具可以根据不同的工件形状进行更换。
弹簧则是弹簧夹头的关键部件,它通过弹性变形来实现夹紧和释放工件的功能。
夹持工件是弹簧夹头的作用对象,通过夹紧机构夹持工件来完成加工操作。
其次,弹簧夹头的原理是利用弹簧的弹性变形来产生夹紧力。
当夹紧机构施加力量使弹簧夹头夹持工件时,弹簧会受到挤压而发生弹性变形,产生一定的弹簧力。
这种弹簧力可以使夹具夹紧工件,确保工件在加工过程中不会移动或松动。
当需要释放工件时,夹紧机构减小施加的力量,弹簧恢复原状,夹具也随之松开,释放工件。
再次,弹簧夹头的原理简单而有效,具有夹紧力大、稳定性好、操作方便等优点。
由于弹簧的弹性变形具有一定的弹性系数,可以根据工件的大小和形状来调整夹紧力,使其适应不同的加工需求。
同时,弹簧夹头的结构简单,维护方便,使用寿命长,成本低廉。
最后,弹簧夹头在机械加工中扮演着重要的角色,它不仅可以提高加工效率,还可以保证加工精度,确保工件的质量。
在实际应用中,我们需要根据加工对象的大小、形状和加工要求来选择合适的弹簧夹头,并严格按照操作规程来操作和维护,以确保其正常使用和安全性。
总之,弹簧夹头作为一种常见的夹具,其原理简单而有效,具有广泛的应用前景。
通过对弹簧夹头原理的深入了解,我们可以更好地掌握其工作原理和使用方法,为机械加工提供更加可靠的夹持和支撑,促进加工质量的提升和生产效率的提高。
希望本文对大家有所帮助,谢谢阅读!。
弹簧夹头刀柄安全操作及保养规程
弹簧夹头刀柄安全操作及保养规程前言弹簧夹头刀柄是一种常见的手动工具,在工业生产中广泛应用。
其采用弹簧夹紧机芯,可以夹住各种规格的刀片,用于切割、打磨、刻划等工作。
但是,如果不正确地操作和保养,会导致工作不良、设备损坏和人身伤害。
本文将介绍弹簧夹头刀柄的安全操作和保养规程,以帮助用户避免风险和延长使用寿命。
安全操作1. 制定使用流程在使用弹簧夹头刀柄前,应先制定使用流程,包括以下几点:•检查设备是否完好:检查刀柄和夹紧机芯是否存在损坏、松动或变形等情况,如有问题应及时维修或更换。
•选择合适的刀片:根据工作要求和材料特性选择合适的切割或打磨刀片,要求刀片尺寸与刀柄相匹配。
•调整刀片位置:调整刀片位置和方向,确保刀片切口与工作表面垂直。
•安装刀柄和刀片:将刀片插入夹紧机芯中,并用手轻轻旋紧夹紧螺母,不要用力过猛或使用工具,以免损坏刀柄和夹紧机芯。
2. 操作过程中的注意事项在使用弹簧夹头刀柄时,应注意以下几点:•穿着安全服装:穿戴适合的安全服装,主要包括防护眼镜、手套和防护面罩等。
以防切屑、灰尘、油污溅入眼睛、口腔、皮肤等部位。
•稳定支撑工件:在操作工件时,应稳定支撑工件,避免工件倾斜、晃动或移动,以免滑动导致刀片切口不正確。
•适当施力:在使用弹簧夹头刀柄时,不要用力过猛,尽可能逐渐增加力度,防止刀片损坏或断裂。
切割时,要保持轻柔迅速,力度均匀。
•注意切割方向:在切割时,应注意切割方向,并保持刀片与被加工物表面垂直,以免导致表面粗糙或割伤边缘。
3. 切换和更换刀片在需要更换或切换刀片时,应先停止弹簧夹头刀柄操作,并拆卸刀柄和夹紧螺母。
然后取下原有刀片,并清洁刀柄和夹紧机芯。
再选择合适的刀片,并按照制定的流程进行安装操作。
不要强制采用不匹配的刀片,以免导致设备受损或人身伤害。
保养规程弹簧夹头刀柄的正常使用也需要保养和维护,才能保证其性能和寿命。
常规的保养规程包括以下几个方面:1. 定期检查和清洁刀柄和夹紧机芯弹簧夹头刀柄在正常使用之后,会产生各种杂质和油污,这些杂质和油脂会影响设备的正常运行。
弹簧夹头的创新设计
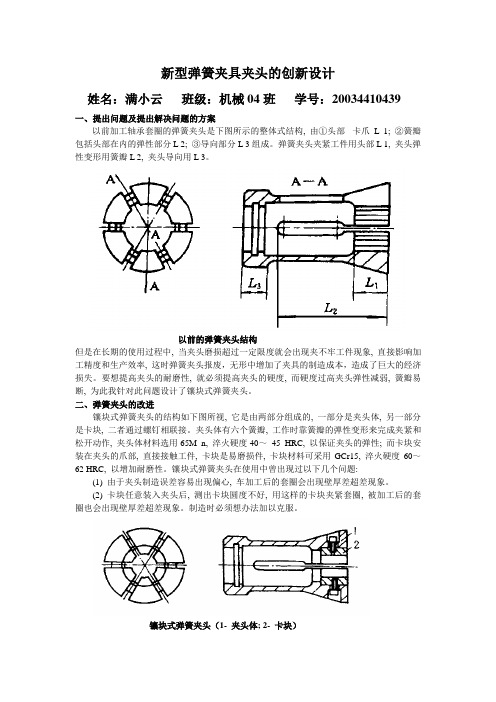
新型弹簧夹具夹头的创新设计姓名:满小云班级:机械04班学号:20034410439一、提出问题及提出解决问题的方案以前加工轴承套圈的弹簧夹头是下图所示的整体式结构, 由①头部- 卡爪L 1; ②簧瓣包括头部在内的弹性部分L 2; ③导向部分L 3组成。
弹簧夹头夹紧工件用头部L 1, 夹头弹性变形用簧瓣L 2, 夹头导向用L 3。
以前的弹簧夹头结构但是在长期的使用过程中, 当夹头磨损超过一定限度就会出现夹不牢工件现象, 直接影响加工精度和生产效率, 这时弹簧夹头报废,无形中增加了夹具的制造成本,造成了巨大的经济损失。
要想提高夹头的耐磨性, 就必须提高夹头的硬度, 而硬度过高夹头弹性减弱, 簧瓣易断, 为此我针对此问题设计了镶块式弹簧夹头。
二、弹簧夹头的改进镶块式弹簧夹头的结构如下图所视, 它是由两部分组成的, 一部分是夹头体, 另一部分是卡块, 二者通过螺钉相联接。
夹头体有六个簧瓣, 工作时靠簧瓣的弹性变形来完成夹紧和松开动作, 夹头体材料选用65M n, 淬火硬度40~45 HRC, 以保证夹头的弹性; 而卡块安装在夹头的爪部, 直接接触工件, 卡块是易磨损件, 卡块材料可采用GCr15, 淬火硬度60~62 HRC, 以增加耐磨性。
镶块式弹簧夹头在使用中曾出现过以下几个问题:(1) 由于夹头制造误差容易出现偏心, 车加工后的套圈会出现壁厚差超差现象。
(2) 卡块任意装入夹头后, 测出卡块圆度不好, 用这样的卡块夹紧套圈, 被加工后的套圈也会出现壁厚差超差现象。
制造时必须想办法加以克服。
镶块式弹簧夹头(1- 夹头体; 2- 卡块)三、在加工夹具体和夹具头时对加工精度的保证:1、精车夹头的圆锥面, 用螺纹胎保证车加工精度夹头体在精车完各个面, 并钻完等分孔后, 再车圆锥面, 车圆锥面时以螺纹面为定位基准, 我们设计一种螺纹胎, 它可以保证车圆锥面时车加工精度。
加工原理如下图所视, 首先把夹头拧到螺纹胎上,然后把螺纹胎装到机床主轴上, 最后用托板上的小刀架进行切削。
弹簧夹头新结构
弹簧夹头新结构王志龙【摘要】Original collet chuck is used as positioning and clamping device.The positioning plate of the fixed axial movement is usedin the new structure to raise the positioning accuracy,easyly replace wear and tearparts and reduce cost; The flexible grippers with the set-piece jaws have the same advantages.and are used to expand the range of processing in a certain size range.Rod and collet chuck with floating connection is used to reduce the influence of the axial tension on the accuracy of the collet chuck,which is caused by over positioning.%弹簧夹头是集定位和夹紧为一体的夹具,为了提高加工效率和精度,采用新结构固定无轴向运动的定位板,定位精度高,磨损后易更换、成本低;夹爪采用镶片式夹爪,也具有同样的优点.在一定的尺寸范围内,可扩大加工范围.拉杆与弹簧夹头采用浮动式联接,减少过定位造成轴向拉力对弹簧夹头精度的影响.【期刊名称】《机械制造与自动化》【年(卷),期】2013(042)004【总页数】2页(P82-83)【关键词】弹簧夹头;定位板;镶片;浮动联接【作者】王志龙【作者单位】南京第一机床厂迈新特公司,江苏南京211100【正文语种】中文【中图分类】TH120 引言随着市场经济不断深入的发展,客户对产品的要求越来越高。
弹簧夹头加工工艺

弹簧夹头加工工艺
弹簧夹头是一种用于夹紧弹簧的工具,其加工工艺需要注意以下几点:
1.材料选择:弹簧夹头通常采用优质的碳钢或不锈钢材料,具有高强度和耐腐蚀等特点。
2.加工工艺:弹簧夹头的加工过程包括切割、冷镦、车削、铣削、热处理等工序,其中热处理是非常关键的一步,其目的是提高材料的强度和硬度。
3.表面处理:为保护弹簧夹头的表面,通常会进行镀铬、镀镍、喷涂等表面处理,以达到美观和防腐蚀的效果。
4.质量检验:在加工完成后,需要进行严格的质量检验,包括外观质量、尺寸精度、强度等方面的测试,确保弹簧夹头的质量符合要求。
总之,弹簧夹头的加工工艺需要严格把控每一个环节,确保其质量稳定,以满足工业生产的需求。
- 1 -。
弹簧夹头的选用

弹簧夹头的选用弹簧夹头的优缺点优点缺点重量轻加速快受离心力的影响小同心度高快速夹持零件更换时可快速调换夹头适合的工件尺寸范围有限轴向尺寸长更适合小型零件更适合直径尺寸一致的工件三爪电动卡盘是大多数车床用户的标准工件夹持装置,这种卡盘具有足够的通用性,.弹簧夹头的优缺点优点缺点重量轻加速快受离心力的影响小同心度高快速夹持零件更换时可快速调换夹头适合的工件尺寸范围有限轴向尺寸长更适合小型零件更适合直径尺寸一致的工件三爪电动卡盘是大多数车床用户的标准工件夹持装置,这种卡盘具有足够的通用性,可应用于多种车削加工。
然而,它不是所有加工任务的最佳夹具。
弹簧夹头是一种备用工件夹持装置,与卡爪卡盘相似,也用机械力固定需要车削的零件。
虽然弹簧夹头所提供的工件尺寸范围没有卡爪卡盘的宽,对于某些加工任务来说,它所提供的与速度、准确度和生产力有关的优势也许是极其重要的。
何种夹具的功效更好,做决定时需要考虑几个因素。
对于一项给定的车床加工任务,衡量选用弹簧夹头还是卡爪卡盘,需要考虑以下的所有因素。
主轴负载容量车床主轴的最大允许重量基于轴承负载容量,如果夹盘和工件组合的重量太大,轴承有可能超负荷。
对于那些存在超出限度的危险的加工任务,这种危险性可能决定人们对工件夹具的选择,卡爪卡盘往往比同等的弹簧夹头的重量大,因此,在需要控制重量的场合,弹簧夹头是恰当的选择。
主轴速度弹簧夹头往往是以非常高的主轴速度进行车削时的较好选择,主要有两个原因:一个原因与卡盘的质量有关,假定以相同的主轴马力驱动卡爪卡盘和弹簧夹头,较厚重的卡爪卡盘需要更长的时间来加速达到所需的速度,加速时间长将延长工作周期,降低生产力。
另一个原因与离心力有关,因为它随着rpm平方值的增加而增加,所以,在高速切削的情况下,这个数值很重要。
例如,将主轴速度加倍,离心力将为原来的四倍。
这种力量将卡盘卡爪拉离中心,往往会降低夹持力。
但采用弹簧夹头,离心力不会造成明显的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
弹簧夹头
1.向固定式弹簧夹头
夹头体1以锥柄插入机床主轴锥孔中,简夹2轴向固定。
旋紧螺母3,其内锥面迫使筒夹收缩将工件夹紧;反转螺母,简夹弹开,松开工件。
螺母与筒夹之间有相对转动,其配合锥面易于磨损,适用于轻便及一般工件加工。
限于筒夹的扩张量,工件基准面公差应不大于0.5毫米。
螺钉4用以防止简夹转动。
2.向移动式弹簧夹头
旋紧螺母时,简夹作轴向移动便夹紧工件。
支承钉用于工件轴向定位。
由于简夹与工件间有相对轴向位移,故其夹头工作表面易于磨损,适用于—般工作。
3.间锥套式弹簧夹头
中间锥套5置于夹头体1与筒夹2之间,并以销4作圆周固定。
转动螺母3,通过螺母内端面(或销6),使锥套作轴向移动,从而使筒夹收缩(或张开)。
4.槽锥套式弹簧夹头
以纵向切槽的锥套2代替筒夹。
旋紧螺母3时,其内锥面迫使锥套收缩夹紧工件。
适用于一般工作。
5.端作用式弹簧夹头(1)
筒夹两端均有卡爪。
旋紧螺母5时,由于夹头体3及锥套7内锥面作用,使两端卡爪同时收缩夹紧工件。
两个销6用防以防止锥套随螺母转动,弹簧2使筒夹4复位,支钉1用于工件轴向定位。
适于夹持较长的工件。
6.端作用式弹簧夹头(2)
两端带锥面的筒夹3与相应的锥套1和4相配。
当转动带左右螺纹的螺母5时,通过衬套7推动套4和简夹3左移,使简夹两端同时收缩夹紧工件;反转螺母5时,借弹簧作用松开工件。
键6用以圆周固定衬套7。
7.紧式弹簧夹头
通过主轴孔的拉杆与筒夹尾部的螺纹孔连接。
拉杆轴向移动(手动或机动)使简夹作径向收缩(或张开),以夹紧(或松开)工件。
工件无轴向定位。
8.利用插头扳手操纵的弹簧夹头
简夹5以尾部螺纹旋入锥齿轮3的螺孔中,并以圆销4作圆周固定,利用环2将锥齿轮3轴向固定于夹头体1中。
用插头扳手转动小锥齿轮6使筒夹作轴向移动,从而实现工件的夹紧〔或放松〕。
9.手轮传动的弹簧夹头
简夹7以尾邻螺纹旋入齿轮1螺孔中,并以键8作圆周固定。
当转动手轮4时,与其相连的内齿轮5便传动齿轮3,通过齿轮2使齿轮1(即螺母)转动,筒夹便沿锥套6作轴向移动,以夹紧(或放松)工件。
推力轴承9可使转动轻便灵活。
用于铣、钻床加工轴类零件。
转动手柄1,经螺母2滚珠3使套简4下移,其内锥面迫使简夹6收缩,通过过渡套筒5将工件夹紧;反转手柄1经弹簧顶住8使套筒4上移,即可松开工件。
过渡套用5可以更换以支持不同直径的工件,扩大其使用范围。
11.利用手轮操作的弹簧夹头
用于铣、钻床上加工轴类零件。
使用时以凸台7安装于固定的夹具底座上,以螺栓6紧固。
转动手轮1,使套筒2下移,其内锥面迫使简夹收缩而夹紧工件;反转手轮l,弹簧5将套简2上顶,使筒夹松开工件。
可调定程杆4用于工件轴向定位。
12.利用偏心操纵的弹簧夹头
14.用碟形弹簧自动夹紧的弹簧夹头
转动带六方头的螺母2时,便碰撞初杠杆3迫使螺杆4向上抬起,使筒夹1松开。
反转螺母2向上移时,碟形弹簧5通过螺汗4迫使筒夹下移,夹紧工件。
筒夹l具有内六角孔,使之便于更换,以适应不同直径的工件。
15.用尾顶尖顶紧的弹簧夹头
工件在浮动滑柱的维孔中及尾顶针上定心。
当尾顶针向前顶时,通过工件台阶端面推动筒夹左移,夹头体内锥面便迫使简夹收缩将工件夹紧;尾顶针退回,简夹便自动松开。
工件以较长的杆部定位,并以一端插入简夹导向部分的定位孔中。
锥套3用键5与夹头体1作圆周固定。
旋转螺母3,通过插入锥套环行槽中的销子4使锥套作轴向移动,以使简夹夹紧或松开工件。
17.夹气阀用的弹簧夹头(2)
筒夹的铀向移动利用通过主轴孔的拉杆来操作。
由于工件基准面很短,故同时用尾顶针联合定位。
四个弹簧的作用是使简夹易于恢复到起始位置。
18.不停车弹簧夹头(1)
向前拉动手柄7,夹紧套5相对于夹紧座6(两者为双头方牙螺纹连接)向左移动。
通过止推轴承4、垫圈3、螺母2和拉杆I,拉动筒夹8左移,将工件夹紧;手柄7向后推时,夹紧套右移,简夹便松开。
夹头体7以锥柄插入机床主轴锥孔中。
与套因2固定在一起的支架9利用螺栓11、螺帽10及固定螺帽12紧固于床身导轨面的一定位置上。
当顺时针转动手柄1(约90度)时,罩壳3相对于套圈左移,通过止推轴承4,滑套5和螺母6使简夹左移,卡紧工件;手柄反转时,简夹自动松开。
20.不停车弹簧夹头(3)
夹头座2固定于机床主轴箱前端,心轴1装于主轴内。
向后推动手柄6时.夹头体3经端盖12轴承11带动锁紧套13向左移动,同时使卡爪14收缩夹紧工件,结合于5与心轴1结合。
此时动力由机床主轴经心轴、结合子、卡爪传给工件。
向前拉动手柄,夹头体经轴承9推动锁紧套右移,由于弹簧8的作用。
使锁紧套右移,卡爪在弹簧圈15作用下松开,同时端盖7推结合子右移与心轴脱开,工件停止转动,即可卸下。
水管接头10和16,用以通入冷却水,以防轴承过热。
旋转止推套1,通过滚动轴承推动内锥套3向左移动,即可使筒夹4收缩将工件夹紧;反转止推套1,由螺纹挡圈2推动内锥套3右移,使夹头松开。
22.不停车弹簧夹头(5)
外沿套6和内沿套5用圾2与内维套14n这,并可沿轴苟挥动》蹬时针转动手柄13时.齿轮轴12传动齿条轴1I向左移动,卡环座10经卡环8推动外滑套6友强;草内锥面迫使圆周六个钢球7移动,带动内泪套左移,调整环4便推动箭央“3左移将工件夹紧;反转手柄,上述备件作相反运动,即松开工件。
弹簧9的作用是在夹头工作时,使卡环与外沿套的沟保持端而间隙,以减少磨损。
用调按环4调整夹紧行程。