JUKIKE2050 2060维修调整说明书
JUKI KE2050&KE2060相关资料

怎样发这些资料KE2050/KE2060给大家分享为了安全使用机器I1 XY装置1-11-1.同步皮带的更换和张力调整1-11-1-1.同步皮带XM1-11-1-2.同步皮带XB1-31-1-3.同步皮带YM1-61-1-4.同步皮带YB1-71-2.各皮带轮的更换1-101-2-1.皮带轮XA的更换1-101-2-2.皮带轮XM(X马达组件)的更换1-101-2-3.皮带轮YA的更换1-101-2-4.皮带轮YM(Y马达组件)的更换1-101-2-5.皮带轮YB的更换1-101-3.伺服马达的更换1-111-3-1.X马达的更换1-111-3-2.Y马达的更换1-111-4.电磁标尺的更换1-121-4-1.电磁标尺安装位置1-121-4-2.电磁标尺的盖子1-141-4-3.传感器头和后通路的间隙(Y轴)1-161-5.限制传感器、X轴原点附近传感器的更换1-171-5-1.X轴限制传感器、X轴原点附近传感器的更换1-171-5-2.Y轴限制传感器的更换1-181-6.原点传感器的更换1-191-6-1.X轴1-191-6-2.Y轴1-191-7.塑料导轨的更换1-201-7-1.X轴塑料导轨的更换1-201-7-2.Y轴塑料导轨的更换1-211-8.XY塑料导轨束线的更换要领说明1-22 1-8-1.拆下X电缆1-221-8-2.在电缆上作记号(X)1-241-8-3.电缆的装配1-251-8-4.电缆粘连部的分离1-271-8-5.拆下Y轴电缆1-281-8-6.给Y轴塑料导轨作记号1-281-8-7.电缆支座的装配1-291-8-8.贴片头周围的配线1-342 贴装头装置2-12-1.贴装头装置的更换和更换后的调整2-1 2-1-1.LNC贴装头2-12-1-2.IC贴装头2-32-2.马达的更换2-42-2-1.Z马达(LNC贴装头)2-42-2-2.θ马达(LNC贴装头)2-62-2-3.Z马达(IC贴装头)2-82-2-4.θ马达(IC贴装头)2-102-3.Z传感器的更换2-112-3-1.LNC贴装头2-112-3-2.IC贴装头2-122-4.激光传感器的更换2-132-4-1.LNC60的更换2-132-4-2.触点传感器的更换2-142-5.贴装头提升气缸的更换2-162-6.皮带的更换2-182-6-1.LNC贴装头2-182-6-2.IC贴装头2-192-7.Z滑动轴的更换2-202-8.更换后重新调整项目一览2-213 贴装头周边3-13-1.推顶器的更换3-13-2.坏标记传感器的更换3-23-2-1.传感器部3-23-2-2.传感器高度的调整3-23-2-3.放大器部3-33-2-4.光学纤维往放大器的安装3-33-2-5.坏标记传感器组件的开关设定3-43-3.HMS的更换3-43-3-1.HMS头部的更换3-43-3-2.放大器的更换3-53-3-3.贴标签3-53-3-4.HMS高度调整3-63-4.贴装头电路板的更换3-73-4-1.贴装头主电路板的更换3-74 OCC装配4-14-1.OCC装配件更换4-14-2.CCD摄像机、镜头的更换4-24-3.OCC同轴/角度照明电路板组件的更换4-3 4-4.滤光镜的更换4-44-5.对焦调整4-64-6.OCC照明的光亮调整4-74-7.更换后的重新调整一览4-75 基板传送装置5-15-1.传送皮带的更换5-15-2.传送皮带轮的更换5-25-2-1.传送皮带轮A组:E21117150A05-2 5-2-2.传送皮带轮B组:E20897210A05-2 5-3.IN/OUT马达的更换5-35-4.CENT马达的更换5-45-5.IN/OUT传感器的更换5-55-6.WAIT传感器的更换5-65-6-1.光纤部的更换5-65-6-2.放大器的更换5-75-7.STOP/C.OUT传感器的更换5-85-8.止动器缸筒的更换5-95-9.支撑台原点传感器(BU原点传感器)的更换5-10 5-10.T-PIN传感器的更换(选购品)5-115-11.推顶器Y缸筒的更换(外形基准)5-125-12.推顶器X缸筒的更换(外形基准)5-135-13.减压阀的更换5-135-14.中心销的更换5-145-15.支撑台马达的更换(BU马达的更换)5-155-15-1.转矩架和支撑台马达的间隙5-155-15-2.BU驱动用同步皮带的张力调整5-165-15-3.BU台的平面调整5-175-16.BUENC的更换5-185-17.后备止动器(CE机)5-196 CAL块6-16-1. CAL基板组的更换6-16-2. 更换取出器6-27 ATC7-17-1. 气缸的更换7-17-2. ATCOPEN/CLOSE传感器的更换7-47-3. 速度控制器的调整7-48 VCS8-18-1. CCD摄像机、镜头的更换8-18-2. 标准VCS→选购品VCS变换气缸的更换8-38-3. 各照明基板的更换8-48-3-1. 透过照明基板、同轴照明基板8-48-3-2. 下方照明基板、侧照明基板8-59供料器・一次更换台车(选购品)9-19-1. 整体图9-19-2. 驱动器气缸的更换9-29-3. 驱动器气缸的速度控制调整9-49-4. 供料器基板、供料器I/F基板的更换9-59-5. 供料器上升气缸的更换9-69-6. 供料器提升气缸的速度控制调整(选购品、一次更换台)9-7 9-7. 供料器UP检测传感器的更换(选购品、一次更换台)9-8 9-8. 选择器的更换(选购品、一次更换台)9-99-9. 辊拨杆的更换(选购品、一次更换台)9-1010 空气机器10-110-1. 数字压力开关的更换10-110-1-1.数字压力开关的调整10-110-2. 滤清器的更换10-311 SW类11-111-1.按键开关的更换11-111-2.紧急停止开关的更换11-211-3.护罩打开开关的更换11-311-3-1.开关主体11-311-3-2.操作键11-411-4.按键开关(CE对应机)11-512 供料器跳起传感器的更换、调整12-113 其它机器13-113-1.CRT(视觉监视器)的更换13-113-2.FDD的更换(选购品)13-213-3.LCD监视器的更换13-313-3-1.LCD监视器的更换13-313-3-2.LCD监视器背灯的更换13-613-3-3.RS232C CHANGE PCB ASM的跨接设定13-713-3-4.选购后置监视器(REAR MONITOR OPTION)时的设置及连接13-8 13-4.系统盘的更换13-1013-4-1. SSD的更换13-1013-4-2. HDD的更换方法13-1213-4-3. BIOS的设定13-1313-4-4. 网络的设定(与HLC通讯时设定)13-1613-4-5. KE2000系列系统程序和Flexline DB的安装13-2513-4-6. 系统版本升级要领13-3414电气部14-114-1.电气部的布局14-114-1-1.各部的名称14-114-2.底座上部的布局14-214-2-1.各部的名称14-214-3.电源装置14-314-3-1.電源装置的构成14-314-4.控制装置14-1214-4-1.控制装置的构成14-1214-4-2.CPU基板(40044475) 14-1414-4-3.定位板(40044540)14-1514-4-4.IEEE1394A电路板(40044519)14-1614-4-5.母线联桥接口(40003313)14-1714-4-6.SAFETY基板(40044553) 14-1814-4-7.BASE FEEDER 基板组(40001941)14-2214-4-8.I/O控制基板组件(40001943)14-2414-4-9.LIGHT CTRL基板组件(40001904)、LIGHT CTRL基板(50)组件(40001918)的调整14-2514-4-10.IP-X3R电路板组A(40052359,KE-2070用)、IP-X3R电路板组B(40052360,KE-2080用)14-2614-4-11.XY中继电路板(40044557)14-2714-5.XY装置14-2814-5-1.XY装置构成14-2814-5-2.XY伺服放大器的显示器显示14-2914-6.Z/θ装置14-3014-6-1.Z/θ装置的构成14-3014-6-2.LED显示14-3114-7.传送装置14-3214-7-1.传送装置的构成14-3214-7-2.CARRY中转基板的调整14-3914-7-3.步进驱动器的调整14-4014-8.贴装头装置14-4214-8-1.贴装头装置的使用基板14-4214-8-2.贴装头部基板的调整14-4214-9.护罩关系14-4714-9-1.操作装置的构成14-4714-9-2.操作电路基板组件(40001953)、操作电路基板组件[EN] (40001954)的跨接设定14-4714-9-3.操作SW电路基板开关的安装14-4914-10.UPS(40003292)14-5514-10-1.确认UPS电池(E9659729A000)电压14-5514-10-2. UPS电池的更换14-5614-11.AC输入装置保险丝的更换方法14-5915 自動基板幅調整15-115-1.AWC支架的组装15-115-2.向主体的安装15-215-2-1.AWC支架的安装15-215-2-2.AWC支架的安装15-315-3.原点SW.配件的安装15-415-4.支撑销检测传感器15-515-4-1.支撑销检测传感器的安装15-515-5.支撑销检测传感器的束线15-715-5-1.支撑销检测传感器的安装(束线) 15-715-5-2.支撑销检测传感器的安装(束线) 15-815-6.传感器调整15-915-7.驱动器支架的安装15-915-8.驱动器的设定15-1015-9.支撑销探测头的安装15-11 16供料器部位标尺16-116-1. FPI(前)的拆卸16-1 16-2. FPI(后)的拆卸16-2 17 KE2070/2080夹具表17-1。
JUKI2050M贴片机操作规程

中国·超人集团有限公司JUKI2050M操作规程批准:编码:Q/CRJ07010082-2009 审核:持有处:SMT 标准化:页码:共3页版本状态:A 修改状态:0 编制:1.目的和适用范围指导机器操作人员的操作方法,指导操作人员正确与规范操作,保障操作安全、提高机器的使用效率和使用寿命,降低生产成本,本规程适用于SMT JUKI 2050M。
2.工作环境2.1为防止因错误操作而引起的事故,请勿在受高频焊机等噪声源的影响下使用。
2.2为防止因错误操作而引起的事故,请勿在电源电压超过额定电压±10%的情况下使用。
2.3为防止因错误操作而引起的事故,请在0.5±0.05Mpa的供气压力下使用。
2.4为了安全,请在下述环境下使用。
操作时的环境温度10℃~35℃操作时的相对湿度50%以下(35℃)操作时的相对湿度90%以下(20℃)2.5为了电气部件破损而引起的事故,打雷时请停止使用,并拔出电源插头。
3.注意事项3.1为防止意外事故发生,请在检修,安装,运送时切断电源。
3.2开机前请确认连接器,电缆类无损伤,脱落,松弛等。
4.操作指导4.1开机:⑪开机前检查机器内部和轨道有无异物,如有请清理。
⑫检查机器操作面右下方的气压表值是否正常,要求在0.5±0.05Mpa。
⑬打开机器右下方的开关到"ON"的位置。
⑭等待机器软体自检完成,此时有回原点提示画面,按确定4.2关机:⑪回到主画面,按退出按钮。
⑫有提示画面:设置I/O安全方向,按确定。
⑬有提示画面:是否退出所有程序并关闭计算机,按确定。
⑭等到屏幕边黑,扭动机器右下方的开关到"OFF"的位置。
4.3生产:⑪根据生产机种调节轨道宽度和顶PIN。
⑫在主画面中点击生产项,在"打开"文件夹中选种生产程式后确定。
⑬对照BOM和机器上的料站表上料。
⑭确认无误后,点击机器前方绿色开始按钮生产。
JUKI2050日常维修3

一.Z 軸歸零時報Return to home has not been completed.原因分析: 1.Z 軸馬達損壞.處理方法: 1.更換.Z 軸馬達,如下圖所示.原因分析: 2.Z軸馬達皮帶損壞.處理方法: 2.更換.Z 軸皮帶馬達原因分析: 3.NOZZLE OUT SHIFT 軸桿彎曲處理方法: 3.更換NOZZLE OUT SHIFT 軸桿彎曲,如上圖所示.原因分析: 4.Z 軸馬達控制卡處理方法: 4.更換 Z 軸馬達控制卡二.X軸和Y軸歸零時有異响,且報Return to home has not been completed原因分析: 1.X 軸和Y軸馬達損壞(各有兩只).處理方法: 1.更換.X 軸和Y軸馬達,如圖下所示.原因分析: 2.X軸和Y軸馬達皮帶損壞.處理方法: 2.更換X 軸和Y軸皮帶馬達,如上圖所示.原因分析: 3.X軸和Y軸線性磁尺(光學尺)損壞處理方法: 3.更換X軸和Y軸線性磁尺(光學尺)損壞,如下圖所示.原因分析: 4.X軸和Y軸INCODE 損壞處理方法: 4. X軸和Y軸INCODE 損壞,如上圖所示.原因分析: 5.X軸和Y軸馬達電源卡損壞(沒有供給x軸和Y軸馬達電壓)處理方法: 5.更換X軸和Y軸馬達電源卡原因分析: 6. X軸和Y軸馬達控制卡損壞處理方法: 6.更換X軸和Y軸馬達控制卡.三.MARK CAMERA 無法讀取機器的原點.原因分析: 1.CAMERA 不亮..處理方法: 1.檢查CAMERA 的電源線,接口和給MARK CAMERA 供電的電源卡.原因分析: 2.機器的校準塊的原點贓污.處理方法: 2.清潔贓物,如圖所示.原因分析: 3.與機器的原點偏差太大.處理方法: 3.重新校準.四.真空檢測吸嘴時報錯.原因分析: 1.真空切換電磁閥損壞.處理方法: 1更換電磁閥,如圖所示.原因分析: 2.吸嘴的濾芯贓污..處理方法: 2.清潔濾芯,不行就更換.原因分析: 3.真空氣路有故障.處理方法: 3.檢查真空氣路.故障信息 3: “System file was lost”故障原因分析: 非正常操作或意外刪除或移動系統文件,導致系統文件丟失,常出現在機器重新啟動或開機時.原因分析: 1.系統文件路徑變動或損壞.處理方法: 1.重新把系統文件移至原來的路徑中去或重新COPY其他同種機台同種系統的系統文件重新放置於原來的路徑中,關機重啟.2.上述還是不能解決問題,就請重新GHOST 硬盤,步驟如下(1)準備一張98啟動軟盤,一張存有GHOST文件的軟盤,雙接口的數據線,硬盤跳線接口一個,在同機種同系統的機台上進行硬盤對拷.(2)關機,拆下硬盤,用跳線設置該硬盤為從盤;拿至同機種同系統的機台處,同樣把備份系統的機台關機,拆下數據線,換上雙接口的數據線,把系統損壞的硬盤一起插上.(3)開機,進入SET UP模式下,設置機器從A 盤啟動,關機.(4)在軟驅中插入先前準備好的98啟動盤,開機,直至機台讀入A盤,顯示>A:\(5)取出98啟動盤,插入GHOST軟盤,手工鍵入GHOST ,按回車鍵,直到畫面顯示GHOST 程序介面.(6)同時按下CTRL和ESC鍵,在左下角彈出菜單中,選者DISK\DISK TO DISK,按下回車鍵,在出現的對話框中,選者衝主盤到從盤對拷,按下OK鍵執行此項操作.(7)GHOST 完成後,退出此程序後,返回至A:\,取出軟盤,關機,.(8)拆下GHOST後的軟盤,取下跳線,拿至原來的機台安裝,重新開機.(9)在機器正常開啟至主畫面未歸零之前,取消歸零動作.在菜單欄中選擇fire\control data management…\data manager,在出現的對話欄中,選擇master data中的每一項,點選restor一下,恢復機台原有的calibration 資料.然後再歸零.原因分析: 2.硬盤損壞.處理方法: 2.更換新的硬盤,按上述介紹,重新GHOST 硬盤,恢復系統.. 故障信息 4: “Laser sensor is dirty”故障原因分析: laser sensor 贓污.原因分析: 1. laser sensor 贓污.處理方法: 1.清潔laser sensor. 方法:用無塵布小心擦拭LASER SENSOR 的兩面鏡面,2.在菜單欄中,選擇控制--head控制—激光控制,出現以下圖示再選擇要檢查的鐵片頭,圖下圖先選擇初始化激光,如圖再選擇圖像顯示,檢查LASER曲線是否在65~200之間,且起伏不大,否則得重新擦拭LASER 的鏡面.原因分析: 2. laser 損壞.處理方法: 2.更換LASER .原因分析: 3. laser 控制卡損壞.處理方法: 3.更換LASER控制卡損壞.。
JUKI2050操作作业指导书
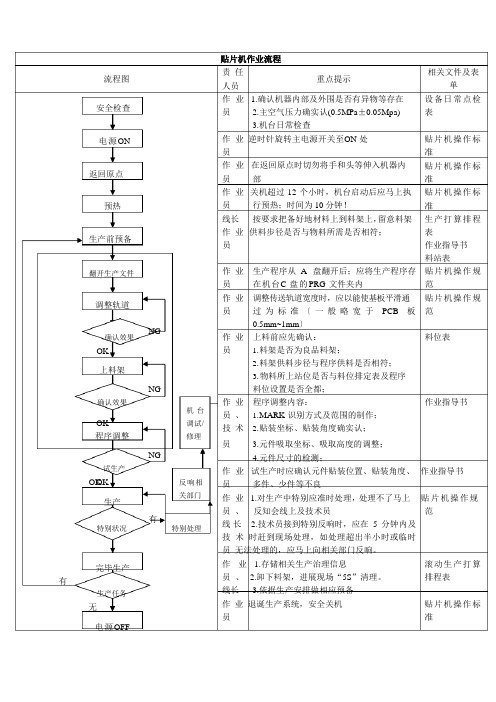
流程图贴片机作业流程责任人员重点提示相关文件及表单安全检查电源ON 返回原点预热生产前预备翻开生产文件作业 1.确认机器内部及外围是否有异物等存在员 2.主空气压力确实认(0.5MPa±0.05Mpa)3.机台日常检查作业逆时针旋转主电源开关至ON 处员作业在返回原点时切勿将手和头等伸入机器内员部作业关机超过12 个小时,机台启动后应马上执员行预热;时间为10 分钟!线长按要求把备好地材料上到料架上,留意料架作业供料步径是否与物料所需是否相符;设备日常点检表贴片机操作标准贴片机操作标准贴片机操作标准生产打算排程表调整轨道确认效果OK上料架确认效果OK程序调整试生产OK OK生产特别状况NGNG机台调试/修理NG反响相关部门有特别处理员 3.元件吸取坐标、吸取高度的调整;4.元件尺寸的检测;作业试生产时应确认元件贴装位置、贴装角度、作业指导书员多件、少件等不良作业 1.对生产中特别应准时处理,处理不了马上贴片机操作规员、反知会线上及技术员范线长 2.技术员接到特别反响时,应在 5 分钟内及技术时赶到现场处理,如处理超出半小时或临时员无法处理的,应马上向相关部门反响。
完毕生产有生产任务无电源OFF 作业 1.存储相关生产治理信息员、 2.卸下料架,进展现场“5S”清理。
线长 3.依据生产安排做相应预备作业退诞生产系统,安全关机员滚动生产打算排程表贴片机操作标准员作业指导书料站表作员业生产程序从 A 盘翻开后;应将生产程序存在机台C 盘的PRG 文件夹内贴片机操作规范作业调整传送轨道宽度时,应以能使基板平滑通贴片机操作规员过为标准〔一般略宽于PCB 板0.5mm~1mm〕范作业上料前应先确认:料位表员 1.料架是否为良品料架;2.料架供料步径与程序供料是否相符;3.物料所上站位是否与料位排定表及程序料位设置是否全都;作业程序调整内容:作业指导书员技、术1.M ARK 识别方式及范围的制作;2.贴装坐标、贴装角度确实认;厦门技师学院SMT 技师班SMT 设备操作指导书更改记录更改更改时更改人内容间JUKI2050 贴片机操作作业指导书编制日期审核日期※ 目的:为供给机器操作标准,促使工作人员在操作设备时能完全符合作业标准,进而提升生产效率和产品品质,并确保设备与操作者的安全。
JUKI经典2050,2060触屏校正

Байду номын сангаас
这样就完 成校准 了,
为了校准 有效,请 用指令运 行” ewfmgr c: commit" 后请关闭 。
请在 主机
1)请根 据 "C:/FACT ORY/Touc h/TP-JKControl. exe"途径 打开校正 对话框 2)启动 后将会显 示下图所 示窗口。 点击此窗 口中的“ Calibrat ion"
3)请按下 ”Start"
4)点击 上图所示 "Firstpo nt" 5)在点击 下图所示 ‘ SecondPo int"
6)点击下 图所示 'Exit(OK )"
7)在点击 一次” Calibrat ion’
8)再点 “ Confirm ”
9) "Confirm Ponint" 被显示出 来后用指 尖按一下 。 如果按的 不是标记 中心的话 请"按 Exit(OK) "按钮, 然后重第 七步重新 操作。
即使按在 中心,但 是屏幕上 黄色的点 与红色的 点错位的 话,还是 要按"按 Exit(OK) "按钮 要重第三 步重新操 作。
JUKI 高速 FLEX 贴片机 KE-2050 KE-2060 故障检修 说明书

第2章
生产
2-1 流程图 ........................................................................ 2-1 2-2 概要 ........................................................................ 2-2 2-3 装置的启动和结束............................................................... 2-3 2-4 预热 ........................................................................ 2-6 2-5 空运行模式..................................................................... 2-7 2-6 文件操作....................................................................... 2-8 2-7 生产准备...................................................................... 2-11 2-7-1 基板的设置 ............................................................. 2-11 2-7-1-1 传送部的构成 ...................................................... 2-12 2-7-1-2 传送导轨宽度的调整 ................................................ 2-13 2-7-1-3 销基准的调整方法 .................................................. 2-15 2-7-1-4 外形基准的调整方法 ................................................ 2-18 2-7-1-5 其他调整 .......................................................... 2-21 2-7-2 元件供给部分的准备 ..................................................... 2-22 2-7-3ATC 的准备 .............................................................. 2-22
KE2050、KE2060操作、保养指引

5.2.7当FEEDER CHIP组件剩余500PCS左右时,开始接料。具体方法如下:
a.在SMT元件料带上,沿孔的中心剪齐,并将接料胶片覆盖的基纸取开。
b.将胶片凸起圆点嵌入料带两接头孔内进行定位,在胶片上面按压粘接,沿基片中心线对拆,粘接元件带另一面,之后清除基片重新按压上下面胶片,元件带便连接完好。
5.5.11当生产情况下突然停电时,由于吸嘴没有归位于吸嘴站,来电再次生产时需先手工取下吸嘴准确的放于吸嘴站后方可开机生产。
5.5.12当机器出现故障时,操作员打开安全盖可做一般性故障处理,如机器报警抛料等,若出现其它重大异常或不能解决之问题时,即时知会技术员处理。
5.5.13关机或生产换线时,应检查机器运输带上是否有机板,确保无机板后方可进行关机或换线操作。
1.0目的
规范KE2050、KE2060贴片机的正常操作及定期有效的保养,确保机器正常高效的运作。
2.0范围
适用于对KE2050、KE2060型贴片机的操作、保养。
3. 0职责
操作员:负责日保养项、上料操作及协助技术员完成周保养。
技术员:负责周保养及协助工程师完成月保养。
4.0定义
在菜单选取时,凡有彩色凸显的即为当前可选取项目,单击鼠标查看其内容。
a.先清除FEEDER固定面、贴片机料库上面的元件等异物。
b.面向跟前拉FEEDER锁定分离杆并抓住附属板,用另外一只手托着带导向器放到料库上对准相应的料库站台标签指示方向滑动并到位,按压锁定分离杆固定FEEDER。
5.2.5点击“MTS”(仅限KE-2060),打开MTS安全门,根据排料顺序把盘装IC料相应的放置在IC柜每层托盘上,并固定IC盘,把IC柜上装于MTS内,关闭安全门,按压MTS面板上“ON LINE”键,使之点亮,单击桌面上“设置元件数量”、设置盘装IC每层之数量,单击“确定”。
[说明]JUKI2050日常维修1
![[说明]JUKI2050日常维修1](https://img.taocdn.com/s3/m/ebe87beef7ec4afe04a1dfca.png)
[说明]JUKI2050日常维修1故障信息1 : “conveyor error(轨道传输故障).” 故障原因分析:一. 轨道机构1.conveyor belt.原因分析: conveyor belt 脱落,老化磨损或断裂,导致无法正常搬运机板.维修方法: 更换conveyor belt.2.conveyor pulley.原因分析: conveyor pulley 卡死或损坏导致机板搬运错误.维修方法: 更换conveyor pulley.3.轨道宽度原因分析: 轨道宽度调得过宰或过宽导致机板搬运错误.维修方法: 重新调整轨道宽度,使生产的机板距轨道两侧各0.5-0.7mm.二. 轨道传感器(sensor)轨道传感器包括In sensor , Wait sensor , Stop sensor , C . Out sensor ,Out sensor1. 原因分析: 轨道传感器机老化或损坏维修方法: 调整各sensor 的感应强度,使他正常侦测机板,调整无效只有更换新的备品.2. 原因分析: 机器的停板位置刚好处于机板的开空的正下方无法侦测到机板.维修方法: 重新调整各sensor 的位置,使其能正常侦测机板.3. 原因分析: Wait sensor AMP信号反馈有误.维修方法: 重新设置Wait sensor AMP .(1) 揭开Wait sensor AMP的安全盖,如图;(1) 把AMP下方的黄色按钮打在“D-ON”檔.(2) 把AMP上方的黄色按钮打在“SET”檔. 拿一张纸遮住上下一对Wait sensor,如图所示并按下AMP 上的TURNING按钮.(1) 把纸拿开,让Wait sensor正常对光,再次按下TURNING按钮.(2) 重新把AMP上方的黄色按钮打在“RUN”檔.4. 原因分析: 传感器的感因时间延迟.维修方法: 重新设置各sensor 的延迟时间.(1) 在生产主画面上点选“设置/机器设置”,出现以下图面.(1) 在“设置各组”的菜单中,选择“机板传送”,如图所示出现以下“机板传送” 的对话框,如图所示: :机板传送的选项中,可以选择传送轨道的各传感器的延迟时间,可以统一设置和单独设置(时间为 ms ), 通过调整sensor 的延迟时间来弥补传输时的感因机板的delay时。
JUKI维修经验

KE2050和KE2060故障集锦KE2050M Z轴故障E620014报错处理方法!生产中突然听到啪的一声.机器停止故障为E620014Z轴驱动警报.查看驱动器.为Z驱动1第三灯亮(闪烁).头部保护开关断开.确认各吸杆轴无明显异常.于是把保护开关按下开机归原点仍出现报错.不能归原点.(心想一下:因第一次遇到)把全部Z轴跳过再归原点.OK.可回原点.于是再一个.一个头跳回.问题出来了.为L2头不良所致.手动转动.上下.明显感觉较紧.找来备品更换.开机OK.校正后生产.问题解决.建议大家:一般易损.易坏配件还是要订点库存.以备急用.就如今天如没备品更换.跳过头贴装可要少打很多点哦!KE2050机器不能贴装,,状况:机器不能贴装基准台MARK识别超出允许范围分析:1.关机重启后无效2.检查头部、OCC线路3.调整OCC光亮度4. 对换IPC-X3 CTL BOARD5.OCC/LASER/HEAD OFFSET校正6.对换SAFTY CTL BOARD7.检查MSP CTL参数,将基准台MARK识别范围由初始化“0”改为“5000、3000”后OKZ3轴错误,返回原点失败。
在生产中突然出现错误提示:Z3轴错误,返回原点失败。
进行如下解决:1。
发现贴片头上基板,控制第3个头的发光2极管未亮,手动移动锡嘴轴到感应位置,2极管依旧未亮,。
2。
把Z4,Q4 和Z3,Q3插线对换,依旧提示:Z3轴错误,返回原点失败。
3。
把贴片头上线路察看,发现有一处未插好,插好后开机,故障依旧。
4。
最后发现,基板上有一处保险跳闸,手动按下,重启机器----OK。
2050频繁撞机解决事宜KE2050M在生产过程中频繁撞机.解决方法:1.关掉UPS,故障、依旧.2.测量各电压是否正常.,竟检测,均正常.3.测量X马达的绕组阻值,确认正常.4.在OPEN COVER,状态下,WARM UP,确认是那边发出的声音.是X轴皮带发出声音.5.调整X轴(大皮带)张力,MSP参数HEAD OFFSET校正.UPS正常使用.6.重新进行生产,确认故障排除/R Head在回原点时出现E620015报错.R Head在回原点时出现E620015报错.导致R Head无法回原点解决方法:检查θ5连接线的接头并重新连接固定.Z3 Driver的连接线确认固定.重新开机问题依旧.再把θ5线与其它机器上的θ5线进行对换. 问题依旧.最后把Z3 Driver与其它机台对换.故障仍未转移.说明线和Driver没问题.因此可判定为θ5 MOTOR问题.更换后问题解决.生产中出现E614038报警,提示Nozzle过长,超长0.3mm.在生产中出现E614038报警,提示Nozzle过长,超长0.3mm.NOZZLE外观确认良好. Head做过Laser offset,还是出现相应问题,自我校正头部激光高度有明显变化.故将L3同L4的Z轴马达交换,故障转移,故可以判定L4马达故障造成,更换L4马达,分别做Head Laser offset,做完后跟踪机器,生产一切正常.清洁惹的祸.2050M Y轴报警,关机重启所有的X,Y SENSOR都不亮KE2060M在生产中报E602236,即Y轴报警,关机重启所有的X,Y SENSOR都不亮,机器不能回原点.解决方法:先测量CN19上所有DC电压,24V正常,打开前盖,拆走FEEDER BACK PCB上所有的插头和带白点的开关按了一遍,再重启机器回原点.OK.说明此故障是搞卫生所引起.在使用气管清洁时部品掉入基板里.引起短路.建议大家在清洁机器时严禁使用风枪作业.尽可能使用吸尘器.安全保障第一.机器KE2060M在IC图象识别照相时出现E693019错误VCS SENSOR异常.机器KE2060M在IC图象识别照相时出现E693019错误,提示VCS SENSOR异常.解决方法:在机器手动控制中让VCS在ST和OP之间切换时发现VCS ST SENS ASM 一直是亮的,导致机器发生错误,把VCS ST SENS ASM与VCS OP SENS ASM进行交换后问题发生了转移,由此确定VCS ST SENS ASM 问题所在,更换一个SENSOR后,生产正常.一个简单的无法开机故障解决经验昨晚给车间半夜叫到车间,差点晕倒,好笑又好气!故障现象:2060无法开机,现场技术员关机开机数次故障依然!结果过来一看,上面显示:Non_system disketteReplace and press any key to reboot怪谁,只能怪中国太多人的英文水平太牛了(其实我的英文也是差得要命)!把软盘拿掉,按一下确定键,启动OK!问题点:电脑启动第一个盘是A盘,而此时的A盘找不到程序启动!所以大家在做了GHOST之后一定要把启动第一个盘改回C盘!吸嘴放不进ATL的问题分享!我们大家搞机器的经常遇到的一个问题就是真空起不来要更换过滤器,工具是很重要的,在一次生产机器换嘴时报无法将吸嘴放入ATC中,操作员将机器反回了几次原点自动都未放回,我过去看了一下ATC中没有吸嘴,用手摸了一下吸嘴还在头上,将它用手取下时,发现了一个问题.头上的那个小螺丝没拧紧,头在转动时它也在转动导致无法放回,看吸嘴边上也有了一点磨损了,如果在贴片时头掉下来后果就不可想象呀!1,螺丝没拧紧(可能是工具不行没有拧紧),头在转动时它也在转动导致无法放回,拧紧后OK.2,更换过滤器时,工具(六角丝)是很重要的不行的话可以将工具前面磨损的那一段切掉再用,大家可以试试.希望对大家有用.KE2050出错报警: E620009状况:E620009: X driver alarmed;分析:1.检查马达电源线端子NG,2.更换XY RMB数据线NG,3.对换Z driver, X driver 及XMP Board,NG4.重新检查Motor数据线,发现绑扎motor信号线易造成故障,更改XY移动参数无效, 发现慢速故障仍存在.5重新整理移动X轴及Y轴上的数据线,故障不再出现.原因:X轴马达电源数据线故障.( 坦克带松脱对线缆弯曲拉动有很大的损害)小问题“进出板时,发生基板感应”的解决!在生产有缺口的PCB板或有间距较大的拼板时,是不是经常会发生基板感应,问题不大却很繁人,特别对新手。
JUKI-2050 2060贴片故障原因及对策祥解

③ 制作好“基板数据”后,务必实施“BOC 校 准”,然后再对“贴片数据”进行示教。
④确认CAD 数据,出现错误时,重新对全部贴 片数据进行示教。其中,整体偏向固定方向 时,移动基板数据的BOC 坐标(例:X 方向偏 移“0.1mm”时,所有BOC 标记的X 坐标都减 少“0.1mm”)以校正偏移。
DBG
中,将“下降加速度”设定为“中”或“低
EMS-B 技术课
5
五. 贴片角度偏移
原因
① “贴片数据”的贴片角度输入错误。
② “元件数据”的“元件供给角度”输入错误。 生产中的贴片角度以所供给元件的形态为基准, 变为“元件供给角度(“元件数据”+贴片角度(贴 片数据)”。
模拟形态
措施
① 重新输入贴片角度。 ② 在“元件数据”的“形态”中重新设定元 件供给角度。
EMS-B 技术课 2
④使用CAD 数据时,CAD 数据的 贴片坐标或BOC标记的坐标出现错 误。
DBG
二.整个基板 未使用BOC 标记。在这种情况下,各基板的贴片精 度有不统一倾向。 ② BOC 标记脏污。 在这种情况下,各基板的贴片精度也有不统一倾向。 ③ “基板数据”的“基板厚度”输入错误。在这种情 况下,上下方向上出现松动,基板在生产过程中向XYZ 方向移动。另外,贴片元件在Z轴下降中途脱落。
措施
① 使用BOC 标记。在基板上不存在BOC 标记时, 使用模板匹配功能
② 清洁BOC 标记。 另外,采取适当措施以免弄脏BOC 标记
③ 确认并修正“基板数据”的“基板高度”与“基 板厚度”。 ④ 重新设置支撑销。尤其要着重设置贴片精度要 求高的元件的支撑销。
JUKI KE2050 KE2060 硬盘数据恢复 使用说明

Central R&D Laboratory3-17-14 FunabashiSetagaya-Ku,Tokyo156-0055,JAPANKE2050/KE2060恢复硬盘数据软件说明(Set Number:40029985)产业装置事业部开发部第五设计室1前言本软件说明书的目的是,恢复硬盘的初始状态,即安装Windows,RTX等系统之后的状态。
2前提条件如果按照本软件说明书的恢复过程进行操作,就会初始化整个硬盘状态。
因此将删除全部的过去数据。
所以进行修复操作之前,必须先备份生产程序,MS参数等数据文件。
3数据备份没有数据备份时,请按照以下的备份方法进行备份。
3.1有另一台的KE-2050/KE-2060机时请关掉修复对象的KE-2050/KE-2060机和临时借用的KE-2050/KE-2060机电源,然后卸下修复对象机器的硬盘。
把卸下来的硬盘连接到借用机的Slave空插头上。
启动借用机。
如果能识别Slave上连接的硬盘(通常为D盘),就能备份必要的生产程序,MS参数文件等(以手工备份方式复制到主硬盘上)。
备份时,如果备份的数据文件夹和主硬盘的相应数据文件夹相同,就会破坏主硬盘的设置。
因此主硬盘上必须新建Work文件夹后,在新建目录上进行各种数据文件的备份。
如果不能识别Slave上的硬盘,就不能备份生产程序等文件。
因此若碰到这种情况,请关机后归还Slave的硬盘,并按照3.2的操作方法进行备份。
需要备份的目录和文件生产程序:[C:\PROG]下的[*.e45, *,e46]文件。
MS参数等;[C:\JUKI\DATA]下的[*.dat, *mdb]文件。
3.2只有一台时按照下面介绍的方法,使用修复光盘恢复硬盘后,以修理工程师用户级别登录,并在菜单的[文件]->[控制数据管理]->[控制数据文件存储向导]上,执行[3.从闪存卡恢复控制数据文件],恢复控制文件。
但此时,不能恢复生产程序等。
KE2050和KE2060故障集锦

KE2050和KE2060故障集锦KE2050M Z轴故障E620014报错处理方法!生产中突然听到啪的一声.机器停止故障为E620014Z轴驱动警报.查看驱动器.为Z驱动1第三灯亮(闪烁).头部保护开关断开.确认各吸杆轴无明显异常.于是把保护开关按下开机归原点仍出现报错.不能归原点.(心想一下:因第一次遇到)把全部Z轴跳过再归原点.OK.可回原点.于是再一个.一个头跳回.问题出来了.为L2头不良所致.手动转动.上下.明显感觉较紧.找来备品更换.开机OK.校正后生产.问题解决.建议大家:一般易损.易坏配件还是要订点库存.以备急用.就如今天如没备品更换.跳过头贴装可要少打很多点哦!KE2050机器不能贴装,,状况:机器不能贴装基准台MARK识别超出允许范围分析:1.关机重启后无效2.检查头部、OCC线路3.调整OCC光亮度4. 对换IPC-X3 CTL BOARD5.OCC/LASER/HEAD OFFSET校正6.对换SAFTY CTL BOARD7.检查MSP CTL参数,将基准台MARK识别范围由初始化“0”改为“5000、3000”后OKZ3轴错误,返回原点失败。
在生产中突然出现错误提示:Z3轴错误,返回原点失败。
进行如下解决:1。
发现贴片头上基板,控制第3个头的发光2极管未亮,手动移动锡嘴轴到感应位置,2极管依旧未亮,。
2。
把Z4,Q4 和Z3,Q3插线对换,依旧提示:Z3轴错误,返回原点失败。
3。
把贴片头上线路察看,发现有一处未插好,插好后开机,故障依旧。
4。
最后发现,基板上有一处保险跳闸,手动按下,重启机器----OK。
2050频繁撞机解决事宜KE2050M在生产过程中频繁撞机.解决方法:1.关掉UPS,故障、依旧.2.测量各电压是否正常.,竟检测,均正常.3.测量X马达的绕组阻值,确认正常.4.在OPEN COVER,状态下,WARM UP,确认是那边发出的声音.是X轴皮带发出声音.5.调整X轴(大皮带)张力,MSP参数HEAD OFFSET校正.UPS正常使用.6.重新进行生产,确认故障排除/R Head在回原点时出现E620015报错.R Head在回原点时出现E620015报错.导致R Head无法回原点解决方法:检查θ5连接线的接头并重新连接固定.Z3 Driver的连接线确认固定.重新开机问题依旧.再把θ5线与其它机器上的θ5线进行对换. 问题依旧.最后把Z3 Driver与其它机台对换.故障仍未转移.说明线和Driver没问题.因此可判定为θ5 MOTOR问题.更换后问题解决.生产中出现E614038报警,提示Nozzle过长,超长0.3mm.在生产中出现E614038报警,提示Nozzle过长,超长0.3mm.NOZZLE外观确认良好. Head做过Laser offset,还是出现相应问题,自我校正头部激光高度有明显变化.故将L3同L4的Z轴马达交换,故障转移,故可以判定L4马达故障造成,更换L4马达,分别做Head Laser offset,做完后跟踪机器,生产一切正常.清洁惹的祸.2050M Y轴报警,关机重启所有的X,Y SENSOR都不亮KE2060M在生产中报E602236,即Y轴报警,关机重启所有的X,Y SENSOR都不亮,机器不能回原点.解决方法:先测量CN19上所有DC电压,24V正常,打开前盖,拆走FEEDER BACK PCB上所有的插头和带白点的开关按了一遍,再重启机器回原点.OK.说明此故障是搞卫生所引起.在使用气管清洁时部品掉入基板里.引起短路.建议大家在清洁机器时严禁使用风枪作业.尽可能使用吸尘器.安全保障第一.机器KE2060M在IC图象识别照相时出现E693019错误VCS SENSOR异常.机器KE2060M在IC图象识别照相时出现E693019错误,提示VCS SENSOR异常.解决方法:在机器手动控制中让VCS在ST和OP之间切换时发现VCS ST SENS ASM 一直是亮的,导致机器发生错误,把VCS ST SENS ASM与VCS OP SENS ASM进行交换后问题发生了转移,由此确定VCS ST SENS ASM 问题所在,更换一个SENSOR后,生产正常.一个简单的无法开机故障解决经验昨晚给车间半夜叫到车间,差点晕倒,好笑又好气!故障现象:2060无法开机,现场技术员关机开机数次故障依然!结果过来一看,上面显示:Non_system disketteReplace and press any key to reboot怪谁,只能怪中国太多人的英文水平太牛了(其实我的英文也是差得要命)!把软盘拿掉,按一下确定键,启动OK!问题点:电脑启动第一个盘是A盘,而此时的A盘找不到程序启动!所以大家在做了GHOST之后一定要把启动第一个盘改回C盘!吸嘴放不进ATL的问题分享!我们大家搞机器的经常遇到的一个问题就是真空起不来要更换过滤器,工具是很重要的,在一次生产机器换嘴时报无法将吸嘴放入ATC中,操作员将机器反回了几次原点自动都未放回,我过去看了一下ATC中没有吸嘴,用手摸了一下吸嘴还在头上,将它用手取下时,发现了一个问题.头上的那个小螺丝没拧紧,头在转动时它也在转动导致无法放回,看吸嘴边上也有了一点磨损了,如果在贴片时头掉下来后果就不可想象呀!1,螺丝没拧紧(可能是工具不行没有拧紧),头在转动时它也在转动导致无法放回,拧紧后OK.2,更换过滤器时,工具(六角丝)是很重要的不行的话可以将工具前面磨损的那一段切掉再用,大家可以试试.希望对大家有用.KE2050出错报警: E620009状况:E620009: X driver alarmed;分析:1.检查马达电源线端子NG,2.更换XY RMB数据线NG,3.对换Z driver, X driver 及XMP Board,NG4.重新检查Motor数据线,发现绑扎motor信号线易造成故障,更改XY移动参数无效, 发现慢速故障仍存在.5重新整理移动X轴及Y轴上的数据线,故障不再出现.原因:X轴马达电源数据线故障.( 坦克带松脱对线缆弯曲拉动有很大的损害)小问题“进出板时,发生基板感应”的解决!在生产有缺口的PCB板或有间距较大的拼板时,是不是经常会发生基板感应,问题不大却很繁人,特别对新手。
JUKI2050日常维修3

一.Z 轴归零时报Return to home has not been completed.原因分析: 1.Z 轴马达损坏.处理方法: 1.更换.Z 轴马达,如下图所示.原因分析: 2.Z轴马达皮带损坏.处理方法: 2.更换.Z 轴皮带马达原因分析: 3.NOZZLE OUT SHIFT 轴杆弯曲处理方法: 3.更换NOZZLE OUT SHIFT 轴杆弯曲,如上图所示.原因分析: 4.Z 轴马达控制卡处理方法: 4.更换 Z 轴马达控制卡二.X轴和Y轴归零时有异响,且报Return to home has not been completed原因分析: 1.X 轴和Y轴马达损坏(各有两只).处理方法: 1.更换.X 轴和Y轴马达,如图下所示.原因分析: 2.X轴和Y轴马达皮带损坏.处理方法: 2.更换X 轴和Y轴皮带马达,如上图所示.原因分析: 3.X轴和Y轴线性磁尺(光学尺)损坏处理方法: 3.更换X轴和Y轴线性磁尺(光学尺)损坏,如下图所示.原因分析: 4.X轴和Y轴INCODE 损坏处理方法: 4. X轴和Y轴INCODE 损坏,如上图所示.原因分析: 5.X轴和Y轴马达电源卡损坏(没有供给x轴和Y轴马达电压) 处理方法: 5.更换X轴和Y轴马达电源卡原因分析: 6. X轴和Y轴马达控制卡损坏处理方法: 6.更换X轴和Y轴马达控制卡.三.MARK CAMERA 无法读取机器的原点.原因分析: 1.CAMERA 不亮..处理方法: 1.检查CAMERA 的电源线,接口和给MARK CAMERA 供电的电源卡.原因分析: 2.机器的校准块的原点赃污.处理方法: 2.清洁赃物,如图所示.原因分析: 3.与机器的原点偏差太大.处理方法: 3.重新校准.四.真空检测吸嘴时报错.原因分析: 1.真空切换电磁阀损坏.处理方法: 1更换电磁阀,如图所示.原因分析: 2.吸嘴的滤芯赃污..处理方法: 2.清洁滤芯,不行就更换.原因分析: 3.真空气路有故障.处理方法: 3.检查真空气路.故障信息 3: “System file was lost”故障原因分析: 非正常操作或意外删除或移动系统文件,导致系统文件丢失,常出现在机器重新启动或开机时.原因分析: 1.系统文件路径变动或损坏.处理方法: 1.重新把系统文件移至原来的路径中去或重新COPY其它同种机台同种系统的系统文件重新放置于原来的路径中,关机重启.2.上述还是不能解决问题,就请重新GHOST 硬盘,步骤如下(1)准备一张98启动软盘,一张存有GHOST文件的软盘,双接口的数据线,硬盘跳线接口一个,在同机种同系统的机台上进行硬盘对拷.(2)关机,拆下硬盘,用跳线设置该硬盘为从盘;拿至同机种同系统的机台处,同样把备份系统的机台关机,拆下数据线,换上双接口的数据线,把系统损坏的硬盘一起插上.(3)开机,进入SET UP模式下,设置机器从A 盘启动,关机.(4)在软驱中插入先前准备好的98启动盘,开机,直至机台读入A盘,显示>A:\(5)取出98启动盘,插入GHOST软盘,手工键入GHOST ,按回车键,直到画面显示GHOST 程序接口.(6)同时按下CTRL和ESC键,在左下角弹出菜单中,选者DISK\DISK TO DISK,按下回车键,在出现的对话框中,选者冲主盘到从盘对拷,按下OK键执行此项操作.(7)GHOST 完成后,退出此程序后,返回至A:\,取出软盘,关机,.(8)拆下GHOST后的软盘,取下跳线,拿至原来的机台安装,重新开机.(9)在机器正常开启至主画面未归零之前,取消归零动作.在菜单栏中选择fire\control data management…\data manager,在出现的对话栏中,选择master data中的每一项,点选restor一下,恢复机台原有的calibration 数据.然后再归零.原因分析: 2.硬盘损坏.处理方法: 2.更换新的硬盘,按上述介绍,重新GHOST 硬盘,恢复系统..故障信息 4: “Laser sensor is dirty”故障原因分析: laser sensor 赃污.原因分析: 1. laser sensor 赃污.处理方法: 1.清洁laser sensor. 方法:用无尘布小心擦拭LASER SENSOR 的两面镜面,2.在菜单栏中,选择控制--head控制—激光控制,出现以下图示再选择要检查的铁片头,图下图先选择初始化激光,如图再选择图像显示,检查LASER曲线是否在65~200之间,且起伏不大,否则得重新擦拭LASER 的镜面.原因分析: 2. laser 损坏.处理方法: 2.更换LASER .原因分析: 3. laser 控制卡损坏.处理方法: 3.更换LASER控制卡损坏.。
JUKI机软件升级步骤

JUKI机KE-2050/2060软件升级步骤:
一、在待机状态下,进入“维修工程师”的界面
1、退出程序,并退出界面;
2、打开“开始”菜单,若是XP的系统,则打开WINDOWS EXPLOER
进入资源管理器,若是NT的系统,则直接打开WINDOWS NT资源管理器;
3、插入光盘;
4、打开CD驱动器。
二、打开CD驱动器后,选择下面的程序:
1、打开语言选择chinese;
2、若是2050/2060,则打开GX5;
3、NT/XP则分别打开GX5-1.21BA-NT/GX5-1.21BA-XP;
4、打开disk1;
5、打开setup→next→yes→next→确定→Y es→Y es→Y es;
6、安装完毕→选择NO I will restart…..;
7、在“start”菜单下,关闭系统,并关掉电源。
三、重新启动机器
1、开机后在“原点返回”对话框中,选择“取消”;
2、进入“维修工程师”界面;
3、选择“维护”菜单下的“MS参数设置”;
4、⑴选择“其它”菜单下的“升级”→图像→解压
⑵选择“升级”→I/O→解压→打开
⑶选择“升级”→“Feeder”→解压→打开
5、升级完毕,关闭计算机,并关掉电源。
四、重新启动机器,并返回原点;
五、打开程序进行生产,观察机器的使用情况;
六、软件升级步骤完毕。
JUKI2060L贴片机操作说明
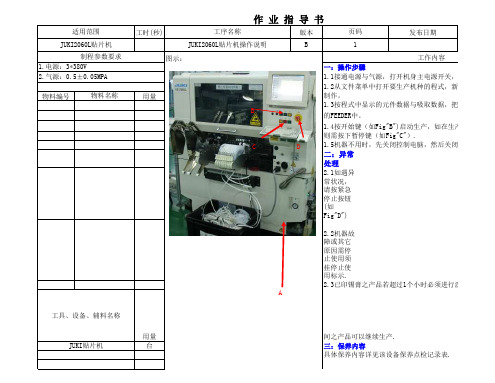
JUKI2060L贴片机 制程参数要求
1.电源:3*380V 2.气源:0.5±0.05MPA
物料编号
物料名称
作业指导书
工时(秒)
工序名称
版本
页码
发布日期
JUKI2060L贴片机操作说明
B
1
图示: 用量
工作内容
一:操作步骤
1.1接通电源与气源,打开机身主电源开关,如Fig"A".
1.2从文件菜单中打开要生产机种的程式,新机种程式需由
注意事项 1.机器在开关机之前,应检查机器内是否有异物堵塞。 2.在生产过程中,如有任何异常,请通知工程师。 3.生产过程中换料时,需把其结果记录在《换料记录表》 4.各部门必须落实做好日、周、月保养,并记录在设备保 记录表上.
核准:
作业指导书
文件编号
Smart-M-023
一:操作步骤
工作内容
1.1接通电源与气源,打开机身主电源开关,如Fig"A".
2.2机器故 障或其它 原因需停 止使用须 挂停止使 用标示. 2.3已印锡膏之产品若超过1个小时必须进行洗板动作,未 A
工具、设备、辅料名称
JUKI贴片机
用量 台
间之产品可以继续生产. 三:保养内容 具体保养内容详见该设备保养点检记录表.
制程特性 1.重要点:客户要求的管制点
拟定:
符号 *
审核:
核准:
制作。 1.3按程式中显示的元件数据与吸取数据,把需要贴片的料 B 的FEEDER中。
1.4按开始键(如Fig"B")启动生产,如在生产中,需要暂 则需按下暂停键(如Fig"C").
C
D
JUKI2050贴片机操作指引

4.14试打时技术员要注意机台的生产状况,如有不良及时处理问题。
4.15首件出来后,技术员根据《机贴工艺》及样品确认贴装效果,有标识元件查看标识,无标识元件(片状电容)使用电容表进行实测确认无误后,交ME确认并作好首件标记,检查确认无异常开始批量生产。
4.19当在生产中发现黄灯在闪时表示有料站缺料需更换物料,换料时先按面板的暂停键一下和按键盘的F7键把机头退回到等待位置,机器停止了再打开安全罩进行装卸更换,并用鼠标点击界面上的补充所有元件按钮,然后按面板上的生产键开始生产;随后通知另一作业员核对料站。
4.20此批将收线而物料不够机贴时,如剩几拼板可在生产出现缺料故障时,确认所缺料站均无余料时选择“忽略”放出基板;当缺料的量较多时,同样确认所缺料站均无余料放出基板后在编缉程序中把所缺物料忽略再生产。
5.相关文件
无
6.相关表单
6.1《贴片机维护保养记录》TA-SMT-08
6.2《机贴工艺》FO-MED-05
6.3《设备故障记录》TA-MED-09
6.4
4.23当短时间停止生产,而又没关机的必要时,需在机器完全停止的状态下,按“Servo Free”键,让机器处于释放状态,减小机器负荷。
4.24注意设备运行状况,及时处理故障,遇到紧急情况按下红色“紧急停止”按钮。按图标上箭头标识方向旋转“紧急停止”按钮可解除停止状况;机器停止后,必须返回原点才能对机器进行其它操作。
4.16确认试打无误后,选择“优化顺序”、“连续”、“生产”,设定好ቤተ መጻሕፍቲ ባይዱ产批量后按下机器面板上的“生产”键开始批量生产。
4.17生产若干拼板后,操作员需调出“生产管理信息”查看“元件丢失”和“吸取错误”数量,如出现某元件数量比其它元件损耗量较大时,立即通知技术员或工程师处理。
KIP奇普2050-2060-2120-2160扫描仪维修手册

3) 按下“+/R”按钮或 “-/L”调节对比度。
CONCURRENT SET COPY
PRINT AUTO ZOOM AUTO PAPER ROTATE
789 456 /R 1 2 3 /L 0 . C
4) 调节完成以后,按下并保持“MENU”按钮,然后按下“1”键退出 LCD 对比度调节模式。
MENU
6-2
2000 扫描仪故障解决 (Ver. E.0)
6.1.2 问题的解决措施
以下的每一清单都显示了如何解决所遇到问题的方法。 如果您想知道出现问题的原因,参见清单中的“原因”部分。 按照“步骤”中的指示,对“检查条目”中的问题进行“是”或“非”回答。 如果您的回答与“结果”中相同,则按照“解决措施”中提到的去做。 如果您的回答与“结果”中不同,则前进到下一个“原因”。 由于在服务模式中有很多情况需要执行下面建议的解决措施和检查步骤,请参照第七章中的相关页面。
完毕。
完毕。
完毕。
完毕。 请确保依据打印清单上 的备份数据恢复先前的 设定值。
[LCD 对比度调节]
1) 按下并保持“MENU”按钮,然后按下“1”键进入 LCD 对比度调节模式。 调节模式:
CONCURRENT SET COPY
MENU
BASIC SCREEN
PAPER
R EFERENCE
否能得到解决?
如果更换新的 LCD 逆变器 PCB 是
问题是否能得到解决?
如果更换新的 LCD 组件问题是否 是
能得到解决?
请确保将当前的备份数据清单设 是
置打印出来,然后更换新的 CPU PCB。
问题是否已得到解决?
(关于打印清单的方法,参见 7-4 页的”7.4.1 如何打印备份数据清
联想激光打印机LJ2000_2050N维修手册中文版

安装和基本操作 安装条件,安装程序,打印机的基本操作等。
第3章:
操作原理 机械系统、电气系统和电路的基本操作及其计时信息。 拆卸和重新安装 拆卸和重新安装机械系统的程序。 定期维护 定期更换的零件、耗材等。
第4章:
第5章:
第6章: 第7章:
部件更换后所需设定的调试和更新
故障排除 参考值和调节,故障图像缺陷,故障对策等。 维修支持软件 测试打印模式和维修菜单模式等。 电路板电路图等。
3.6.2 纸盒容量............................................................................................................................ 1-11 3.6.3 打印传输............................................................................................................................ 1-11 3.7.1 PCL5e/EPSON/IBM 仿真 .................................................................................................. 1-12 3.7.2 PCL6 仿真 ......................................................................................................................... 1-15 3.6.1 进纸 ..................................................................................................................................... 1-9
2050 2060贴片机SOP详细操作

4.3我司贴片机文件存放路径如下图所示:基板高度、基板厚度及背面高度等参数如何设置如图所示:4.8线路配置及小板原点定义4.10元件数据,主要是设置各元件的种类、包装方式、外形尺寸、吸嘴型号及忽略与否等参数。
如下图一是元件数据一览表,可一目了然地观察元件完成情况,应检查吸嘴是否使用最优化,元件用量是否与《备料单》一致,生产过的程序还需检查元件是否有被忽略;可选择抬头的排序后检查后元件的数据情况。
图一双击图一中的单一项元件数据则显示如图二所示,可详细设置该元件的每一个参数。
通常生产过的程序,当物料包装方式发生变化时,需按物料的实际情况进行更改,例如,原为编带物料,现改为管装物料时,应修改“元件包装方式”及“元件供料角度”;又如原为“12mm 胶带”改为“16mm胶带”,更改了Feeder“带宽”的同时应检查该物料的供料间距是否正确。
通常贴片元件物料,8mm/0603元件以上的编带贴片物料,料带是每两孔之间的距离均为4mm相邻两物料所占的孔距就是该元件的物料间距。
当使用到12mmFeeder以上供料器时,需检查Feeder上的挡块,当前间距查看挡块前面的数字(默认Feeder敲击两次为当前数值间距)。
图二元件0°供料角度,当元件同托架供料时,供料角度旋转180°;当元件由编带改为管装供料时供料角度一般为270°。
物料按料站装好后进行“机器操作”选项里的吸取跟踪,对所有物料进行位置校正。
如图所示设置好跟踪间隔,一般为最短时间;选择前后侧物料安装在位置进行跟图一图二图一在图一中选择“激光控制”打开激光控制窗口如图二所示,分别选中相应的头单元,并选“边界确认显示”,点击“打开/运行”显示如图三窗口,图三中白色曲线越细密越好,当0.08(黄线)时需对激光窗口用无尘纸进行清洁。
图三图二紧急停止Feeder气压表FO-MED-14 《贴片机维护保养记录》 FO-SMT-01 功能键:附表一面板功能与使用:附表二《设备故障记录》 FO-PRO-09。