纺织品颜色迁移及其检测技术
纺织检测技术
国际羊毛局(IWTO)
制定了羊毛纤维、毛织品的品质和性能检测标准,如IWTO 107、
IWTO 108等。
国家纺织检测技术标准
中国国家标准化管理委员会(SAC)
制定了一系列中国国家标准(GB),如GB/T 14593、GB/T 14594等,涉及纺织品 的品质、性能和安全性能等方面的检测。
美国材料与试验协会(ASTM)
详细描述
感官检测技术常用于初步判断纺织品的外观和质 地,以及快速筛选不合格品。在纺织品检测中, 感官检测技术常与其他检测技术结合使用,以提 高检测的准确性和可靠性。
物理检测技术
01 总结词
通过测量纺织品的物理性能来 评价其质量的方法。
02
详细描述
物理检测技术主要包括尺寸稳 定性、拉伸性能、压缩性能、 耐磨性能等方面的检测。通过 测量纺织品的物理性能,可以 评估其加工工艺、使用性能和 耐用性等方面的质量。
纺织检测技术
目
CONTENCT
录
• 纺织检测技术概述 • 纺织检测技术分类 • 纺织检测技术标准与规范 • 纺织检测技术设备与仪器 • 纺织检测技术发展趋势与挑战 • 纺织检测技术案例分析
01
纺织检测技术概述
定义与特点
定义
纺织检测技术是指利用各种检测设备和仪器,对纺织品的品质、 性能、安全性能等方面进行检测和评估的技术。
程中的磨损情况。
织物起毛起球仪
用于测试织物表面起毛 起球的程度,评估织物
的外观质量。
织物阻燃测试仪
用于测试织物的燃性 能,评估织物在火灾中
的燃烧特性。
纺织检测仪器与仪表
01
02
03
04
纱线细度仪
用于测量纱线的细度,确保纱 线质量符合标准。
纺织品染料检验标准

纺织品染料检验标准
概述
纺织品染料检验标准旨在确保纺织品染料的质量和安全性,以
保护消费者的权益。
本文档将介绍一些常见的纺织品染料检验标准。
颜色牢度测试
颜色牢度是评估染色纺织品是否会在使用和清洗过程中褪色或
出现晕染的程度。
颜色牢度测试通常包括以下几个方面:
1. 干摩擦牢度测试:用干的白织物或纸张对染色纺织品进行摩擦,评估是否会产生颜色褪色或沾染。
2. 湿摩擦牢度测试:用湿的白织物或纸张对染色纺织品进行摩擦,评估是否会产生颜色褪色或沾染。
3. 水洗牢度测试:将染色纺织品浸泡在水中,评估在水洗过程
中是否会出现颜色褪色或沾染。
4. 汗水牢度测试:将染色纺织品置于模拟的汗液环境中,评估在汗水接触下是否会出现颜色褪色或沾染。
有害物质测试
有害物质测试是检测纺织品染料中是否含有对人体健康有害的化学物质。
常见的有害物质测试项目包括:
1. AZO染料测试:检测染料中是否含有可致癌的偶氮染料。
2. 重金属含量测试:检测染料中是否含有对人体有害的重金属元素,如铅、镉等。
3. 偶氮染料迁移测试:检测染料在湿润条件下是否会迁移到人体皮肤或口腔。
其他测试项目
除了颜色牢度和有害物质测试之外,纺织品染料的其他测试项目还包括:
1. 光泽度测试:评估染色纺织品的表面光泽度,用于衡量染料的染色效果。
2. pH值测试:检测染料溶液的酸碱性,以确定染料对纺织品的影响。
结论
纺织品染料检验标准的制定和执行对于保护消费者的权益和促进纺织行业的健康发展至关重要。
本文档介绍了一些常见的纺织品染料检验标准项目,以帮助相关部门和企业进行合格的染料检验。
纺织品的色牢度的检测

纺织品的色牢度的检测1. 引言纺织品的色牢度是指纺织品在不同的使用环境下,抵御颜色褪色或者迁移的能力。
色牢度是衡量纺织品质量的一个重要指标,对于纺织品制造商和消费者来说都极为重要。
为了确保纺织品的色牢度满足相关标准,必须进行色牢度的检测。
2. 色牢度的分类通常将纺织品的色牢度分为以下几个方面进行评估:2.1 湿擦色牢度湿擦色牢度试验是评价纺织品在湿润状态下颜色迁移或者褪色的能力。
这个试验可以模拟日常生活中纺织品可能受到的湿润环境,比如洗涤或者汗水。
常用的方法是使用标准化的湿擦试样布料与白布,经过一定的摩擦后观察颜色是否迁移。
2.2 干摩擦色牢度干摩擦色牢度试验是评估纺织品在干燥条件下颜色迁移或者褪色的能力。
这是一个重要的试验,因为纺织品通常会接触到其他物体表面,如家具或者人体的皮肤。
试验时,标准化的试样布料与白布经过一定次数的干摩擦,然后观察颜色是否有迁移。
2.3 汗水色牢度汗水色牢度试验是评估纺织品在受汗水影响下的色牢度能力。
这个试验通常使用模拟汗液配制的溶液,在一定的条件下将试样浸泡在溶液中,然后观察颜色是否褪色或者有迁移。
2.4 光照色牢度光照色牢度试验是评估纺织品在阳光或人工光照射下的色牢度能力。
常用的测试方法为暴露试验,将试样暴露在标准光源下一定时间,然后使用灰度比较仪测定颜色的变化。
2.5 水洗色牢度水洗色牢度试验是评估纺织品在水洗条件下的色牢度能力。
试验中,试样布料经过一定的水洗程序,然后观察颜色是否褪色或者有迁移。
3. 色牢度的标准各种纺织品在不同国家或地区都有相应的色牢度标准。
比如,国际纺织品检验协会(ISO)制定了一系列的色牢度标准,如ISO 105系列。
此外,欧洲和美国也有各自的色牢度标准。
4. 色牢度的检测方法为了评估纺织品的色牢度,有多种不同的检测方法可供选择。
根据需要选择合适的方法进行测试,以下是常用的几种方法:4.1 磨损法磨损法是一种通过模拟纺织品与其他物体表面接触来评估干摩擦色牢度的方法。
纺织品颜色迁移及其检测技术
纺织品颜色迁移及其检测技术纺织品颜色迁移及其检测技术The Color Migration of Textiles and Related Testing Methods9 来源: 程立军戴金兰 /纺织导报在生产、储藏、运输、使用过程中.不同颜色纺织品叠在一起紧密接触时.可能会发生在相邻织物或同一织物间的颜色迁移现象.从而影响纺织品固有的颜色。
目前,因纺织品颜色迁移造成的损失和贸易纠纷屡屡发生.有关人员对颜色迁移原因的认识以及采取的预防措施都远远不够.因此对纺织品颜色迁移问题进行深入研究显得较为迫切。
1 相关定义泳移(migration):指染料或颜料由于毛细效应产生的在纤维内部或纤维间的化学运动.一般习惯称“染料泳移”。
迁移(transfer):指在纺织品生产、检测、储存、使用过程中.染料或颜料在纤维内部或纤维间的化学运动.一般习惯称“颜色迁移。
渗色:由底层颜色迁移至面层涂膜之上的现象称为渗色.也称迁移.一般习惯称”油墨渗色“。
风印:一般是指印染加工后的纺织品在烘燥、存放过程中在往复折叠处与其它正常部位的颜色差异。
从以上定义可以看出.“泳移与”迁移意义基本一致.纺织品颜色迁移现象实际上是由于染料或颜料的泳移引起的。
2 颜色迁移现象及原因分析2.1 纺织品的颜色迁移纺织品颜色迁移有两种过程:I)当温度达到染料升华温度时产生的颜色迁移.可用耐升华色牢度来评价:2)当温度低于染料升华温度时造成的不同织物之间的颜色迁移.通常是由深色向浅色转移.可用染料迁移牢度或沾色等级来评价。
升华色牢度与迁移牢度两者产生的机理不同,升华是染料先气化,呈单分子状态再转移;迁移是染料以固态凝聚体或单分子向纤维表面迁移,耐升华牢度好.迁移牢度并不一定好。
本文所探讨的是后者。
即温度低于染料升华温度的颜色迁移现象。
对纺织品来说,颜色迁移现象大多会在以下两种情况下发生:I)在生产处理过程中,由于纤维表面助剂在高温时能溶解染料.热又使纤维内部的染料通过扩张后的纤维毛细管由纤维内部泳移到纤维表面.产生与染色时逆向的迁移.导致染料在纤维表面堆积.造成织物整体颜色差异:2)在生产整理过程中使用的许多柔软剂和防水剂会溶解染料.使已染色的染料不仅因受热作用发生泳移.还会因溶解在载体中而泳移至纤维表面.由此带来一系列问题.如色变.熨烫时沾污.耐摩擦、耐水洗、耐光牢度下降等.这些现象也可能出现在染色纺织品和服装长期储存和运输过程中。
纺织品色牢度检测
纺织品色牢度检测纺织品色牢度检测是指对纺织品在各种使用条件下颜色是否脱落、渗透或迁移的程度进行测试和评估。
色牢度检测是保证纺织品质量和安全性的重要环节,对于保护消费者权益和推动行业发展具有重要意义。
本文将从色牢度测试的意义、测试方法和标准、检测设备以及结果的解读等方面进行论述。
一、色牢度测试的意义色牢度测试是确保纺织品的质量和安全性的重要手段之一。
色牢度是衡量纺织品颜色是否稳定的指标,涉及到纺织品在各种使用条件下的耐久性和稳定性。
高品质的纺织品应具备良好的色牢度,以确保颜色能够长时间保持鲜艳、不褪色。
同时,色牢度测试也是保护消费者权益的一种方式,消费者购买的纺织品应符合相关的色牢度标准,以避免因使用纺织品而引起的不良反应或损害。
二、色牢度测试的方法和标准1. 湿擦色牢度测试:该方法测试纺织品在湿润条件下与均匀擦拭的织物接触后颜色是否脱落。
根据测试方法的不同,可分为湿擦色牢度测试和湿擦不可移色牢度测试。
湿擦色牢度测试主要适用于衣物和家居纺织品等常见的使用场景。
2. 干摩擦色牢度测试:该方法测试纺织品在干燥条件下与均匀擦拭的织物接触后颜色是否脱落。
干摩擦色牢度测试主要适用于鞋帽、手袋等与其他纺织品直接接触的情况。
3. 汗液色牢度测试:该方法测试纺织品在汗液条件下颜色是否脱落或迁移,模拟人体出汗情况下的佩戴环境。
汗液色牢度测试主要适用于运动服装、内衣等与人体直接接触的纺织品。
4. 水洗色牢度测试:该方法测试纺织品在水洗情况下颜色是否脱落或渗透。
水洗色牢度测试主要适用于衣物、床上用品等日常清洗的纺织品。
三、色牢度测试的设备色牢度测试仪器是进行色牢度测试的关键设备,在行业中有多种不同类型的设备可供选择。
常见的色牢度测试仪器有颜色脱落度计、刮胶测试机、摩擦颜色牢度仪等。
这些设备能够模拟纺织品在各种使用条件下的情况,准确评估颜色的稳定性和耐久性。
四、结果解读和判定色牢度测试的结果通常根据不同的标准进行判定。
各国和行业都有相应的标准规范,如ISO、AATCC等。
纺织品色牢度测试标准和测试方法
纺织品色牢度测试标准和测试方法纺织品的色牢度是指纺织品在各种使用环境和附着物条件下,其颜色是否会发生显著的变化。
色牢度测试是评估纺织品抵抗颜色褪色和染料迁移的能力。
以下是一些常见的纺织品色牢度测试标准和测试方法。
1. 至少30分钟湿色牢度测试(ISO 105-E01)在湿润状态下测试纺织品的湿色牢度。
将纺织品与刺激物(如酸、碱或汗水)接触,并在一定的时间内观察颜色褪变情况。
2. 干摩擦色牢度测试(ISO 105-X12)使用一块摩擦测试仪具有特定质地和重量的织物,将其在一定的压力和旋转速度下与纺织品进行摩擦。
根据颜色变化的程度评估纺织品的干摩擦色牢度。
3. 湿摩擦色牢度测试(ISO 105-X11)使用类似于干摩擦色牢度测试的方法,在湿润状态下测试纺织品的摩擦色牢度。
4. 汗液色牢度测试(ISO 105-E04)测试纺织品在模拟人体出汗情况下的色牢度。
将纺织品与人工汗液接触,然后观察颜色的变化。
5. 水洗色牢度测试(ISO 105-C06)将纺织品与水洗液在一定时间内进行洗涤,并评估纺织品的色牢度。
可以通过观察洗涤后的纺织品的颜色变化来评估色牢度。
6. 干热烘炉法(ISO 105-12)将纺织品暴露在热烘箱中一定时间,并评估其干热色牢度。
7. 高温高湿热烘箱法(ISO 105-E02)使用高温高湿热烘箱来模拟高温高湿环境下的纺织品色牢度。
将纺织品置于热烘箱中,一定时间后评估其色牢度。
这只是一些常用的色牢度测试标准和测试方法,不同的纺织品可能需要符合不同的测试标准和方法。
具体选择哪种测试标准和方法需根据产品的用途和客户需求来确定。
纺织品颜色迁移及其检测技术
纺织品颜色迁移及其检测技术纺织品颜色迁移及其检测技术The ColorMigrat ion of Textil es and Relate d Testin g Method s来源: 程立军戴金兰 /纺织导报在生产、储藏、运输、使用过程中.不同颜色纺织品叠在一起紧密接触时.可能会发生在相邻织物或同一织物间的颜色迁移现象.从而影响纺织品固有的颜色。
目前,因纺织品颜色迁移造成的损失和贸易纠纷屡屡发生.有关人员对颜色迁移原因的认识以及采取的预防措施都远远不够.因此对纺织品颜色迁移问题进行深入研究显得较为迫切。
1 相关定义泳移(migrat ion):指染料或颜料由于毛细效应产生的在纤维内部或纤维间的化学运动.一般习惯称“染料泳移”。
迁移(transf er):指在纺织品生产、检测、储存、使用过程中.染料或颜料在纤维内部或纤维间的化学运动.一般习惯称“颜色迁移。
渗色:由底层颜色迁移至面层涂膜之上的现象称为渗色.也称迁移.一般习惯称”油墨渗色“。
风印:一般是指印染加工后的纺织品在烘燥、存放过程中在往复折叠处与其它正常部位的颜色差异。
从以上定义可以看出.“泳移与”迁移意义基本一致.纺织品颜色迁移现象实际上是由于染料或颜料的泳移引起的。
2 颜色迁移现象及原因分析2.1 纺织品的颜色迁移纺织品颜色迁移有两种过程:I)当温度达到染料升华温度时产生的颜色迁移.可用耐升华色牢度来评价:2)当温度低于染料升华温度时造成的不同织物之间的颜色迁移.通常是由深色向浅色转移.可用染料迁移牢度或沾色等级来评价。
升华色牢度与迁移牢度两者产生的机理不同,升华是染料先气化,呈单分子状态再转移;迁移是染料以固态凝聚体或单分子向纤维表面迁移,耐升华牢度好.迁移牢度并不一定好。
生态纺织品及检测技术
生态纺织品及检测技术生态纺织品及检测技术随着人们对环境和健康的关注,生态纺织品越来越受到消费者的青睐。
生态纺织品是指符合环保和健康标准的纺织品,通常采用天然或低影响的材料,且在生产过程中不使用任何有害物质。
由于生态纺织品的绿色环保、健康舒适、功能性强等特点,越来越多的消费者选择购买生态纺织品,推动了生态纺织产业的发展。
生态纺织品的生产过程需要严格遵循环保和安全标准,其中检测技术是非常重要的一环。
检测技术可以保证生态纺织品的环保和健康标准得以实现,也可以防止市场上出现质量不合格的纺织品。
以下是对生态纺织品及检测技术的介绍。
一、生态纺织品的特点1.环保:生态纺织品所采用的材料都是环保的,包括有机棉、竹纤维、蚕丝、亚麻、大麻、苎麻等天然材料,以及再生纤维和人造纤维等材料。
这些材料在种植和生产过程中不使用化学肥料、农药等有害物质,不会对环境造成污染。
2.健康舒适:生态纺织品在加工过程中不使用任何有害物质,不会产生毒气、致癌物质、过敏原等对人体有危害的物质。
同时,这些材料天然、柔软、透气、吸湿性好,能够给人带来舒适的感觉,对皮肤也没有不良刺激。
3.功能性强:生态纺织品除了保证环保和健康标准外,还具有很强的功能性,如防水、防晒、抗菌、吸湿、排汗等功能,能够满足消费者的多种需求。
二、生态纺织品的检测标准生态纺织品的检测标准包括材料的原始生产环境、生产过程的环保措施、使用的化学品和有害物质的限制、成品的质量标准等。
国际上常用的检测标准有OEKO-TEX100标准和GOTS标准。
OEKO-TEX100标准是针对纺织品的检测标准,包括环保纺织品、皮革制品和鞋类三部分。
标准每年更新一次,由国际文化协会和国际实验室检测协会共同负责颁布和维护。
GOTS(Global Organic Textile Standard)标准是一套全球性的有机纺织品标准,其目的在于规范整个有机纺织供应链,确保生态和社会责任的可持续发展。
申请获得GOTS认证的纺织品必须符合严格的环保和社会责任标准。
纺织品水洗浮色测试方法(水洗法)liu

文件编号:PLJS12001 共3页
纺织品水洗浮色测试方法
(水洗法)
发布日期:12/1 实施日期:12/1
受控状态:秘密审批:
内控技术文件
第 1 页共3页
纺织品水洗浮色测试方法(水洗法)
一、测试原理
采用家庭手洗方式,模拟消费者在手洗过程中衣物染料迁移导致水颜色变化的测定,适用所有产品标识标注为可水洗产品。
二、试样准备
1、取样
平行于织物的长度方向取 1 个尺寸为 1000mm×1000mm 的试样
2 、实验容器
5 0 * 5 0 C M的白色瓷盆
3、洗衣粉
家庭用无磷洗衣粉
三、测试步骤
1 、向 5 0 * 5 0 CM 的白色瓷盆中注入三级水(试样与水的重量比例为1:6),将准备好的试样浸泡在三级水中并加入家庭用无磷洗衣粉(洗衣粉与水的重量比例为1:250),用手不断的搓洗洗涤时间为2分钟。
第 2 页共 3页
3页页
2、将试样从瓷盆中取出,清理好瓷盆中的洗衣粉泡沫,取适量测试后的水放入透明的玻璃容器里与另一个装有三级水的透明玻璃容器进行对比
三、评级
4 用评定变色用灰色样卡进行评级(灰卡应符合GB/T250-2008
标准要求)
1级
1-2级
2-3级
3级
3-4级
4级
4-5级
5级
四、判定
低于2-3级,判定为不合格,高于2-3级(含2-3级)判定为合格
【注:本标准属于公司内部技术受控文件,本公司有最终解释权,持有单位和个人必需承担保管的义务,未经授权不得复印和外借。
】
起草单位:
起草人:刘灯领
第3页共 3页。
颜色迁移测试标准
颜色迁移测试标准一、测试范围本测试标准适用于测定和评估各种材料在不同条件下的颜色迁移特性。
包括但不限于纺织品、塑料、涂料、纸张等材料。
二、测试方法1.常规观察法:通过肉眼观察材料在不同环境条件下的颜色变化情况。
2.仪器测试法:使用色度计等仪器测量材料的色度值,并通过数据处理软件分析颜色迁移情况。
3.紫外老化试验:将材料放置在紫外老化试验箱中,模拟材料在自然环境中的老化过程,并观察颜色迁移现象。
4.湿热老化试验:将材料放置在湿热老化试验箱中,模拟材料在不同湿度和温度条件下的老化过程,并观察颜色迁移现象。
三、测试设备1.色度计:用于测量材料的色度值,推荐使用具有国际标准认证的色度计。
2.紫外老化试验箱:模拟自然环境中的紫外线照射条件,用于测试材料的耐紫外老化性能。
3.湿热老化试验箱:模拟不同湿度和温度条件,用于测试材料的耐湿热老化性能。
4.数据处理软件:用于处理色度计测量所得的数据,并生成颜色迁移报告。
四、测试材料1.被测材料:需要测试的材料,如纺织品、塑料、涂料、纸张等。
2.参照材料:用于对比被测材料颜色迁移情况的参照物。
五、测试环境1.实验室环境:保持在20℃±2℃,相对湿度65%±5%的环境下进行测试。
2.自然环境:选择具有不同光照条件(如直射阳光、散射光)和不同气候条件(如高温、低温、潮湿、干燥)的自然环境进行测试。
六、测试程序1.按照测试方法要求准备测试设备及材料。
2.将被测材料和参照材料分别放置在测试环境中,记录初始颜色状态。
3.按照设定的时间间隔(如24小时、48小时等)进行颜色测量,记录数据。
4.根据测量数据,分析颜色迁移情况,并生成报告。
七、测试结果评价1.比较被测材料与参照材料的颜色变化情况,评估颜色迁移程度。
2.根据设定的标准(如色差值、色牢度等),判断被测材料是否符合要求。
3.根据测试结果,分析被测材料的适用范围和使用条件。
八、安全与环保要求1.在测试过程中,应遵循安全操作规程,确保操作人员安全及设备安全。
纺织品染色的生产流程
纺织品染色的生产流程纺织品染色是纺织品生产过程中的重要环节,通过染色可以使纺织品具备丰富的颜色,满足市场的需求。
染色的生产流程主要包括预处理、染色和后处理三个环节。
首先是预处理环节。
预处理是为了确保染料均匀渗透进入纺织品纤维中,提高染色效果。
预处理的主要步骤包括脱胶、脱油、脱渍和退浆。
脱胶是将纺织品上的胶性物质去除,一般采用酶解或者碱性处理的方式。
脱油是将纺织品上的油脂去除,可以使用溶剂或者碱性溶液进行处理。
脱渍是将纺织品上的杂质去除,一般使用碱性溶液进行浸泡。
退浆是将纺织品中的浆粉去除,通常使用酶解或者酸性处理的方式。
接下来是染色环节。
染色是将预处理过的纺织品置于染缸中,采用不同的染料使其获得所需要的颜色。
染色的方法有很多种,主要包括浸染法、印花法和绞花法。
浸染法是将纺织品置于染缸中,使染料渗透进入纤维内部,达到均匀染色的效果。
印花法是将染料涂刷到纺织品上,通过模板或者印花机进行压花,使染料在纺织品上形成花纹。
绞花法是将纺织品扭曲成不同的形状,再将染料浸泡进入纺织品中,通过扭曲的形状使染料渗透不均匀,形成独特的纹理效果。
最后是后处理环节。
后处理是为了使染色后的纺织品具备良好的手感和稳定的颜色。
后处理的主要步骤包括漂白、洗净和定型。
漂白是为了去除染料残留和提高白度,可以使用氧化剂进行漂白。
洗净是为了去除染料残留和其他杂质,一般使用清水或者特殊的洗涤剂进行清洗。
定型是为了确保染料牢固地固定在纺织品上,可以使用热平整机或者热风定型机进行定型。
纺织品染色的生产流程复杂,涉及到多个环节和多种工艺。
每一环节的操作都需要严格控制,才能确保染色效果和品质的稳定。
同时,随着环保意识的提高,染料的选择和处理也成为了一个重要的环节,需要选择环保、无毒的染料,并且对废水和废料进行合理处理,确保生产过程的可持续发展。
综上所述,纺织品染色的生产流程是一个复杂而精细的过程,需要通过预处理、染色和后处理三个环节完成。
只有在严格控制每一步骤的操作和环境条件下,才能确保染色效果的理想和纺织品的质量稳定。
纺织行业染色牢度标准

纺织行业染色牢度标准引言纺织行业是一个重要的制造业领域,涉及到纺织品的生产与加工。
染色牢度是评估纺织品颜色是否能够持久保持的重要指标。
染色牢度标准是指对纺织品染色牢度的要求和测试方法的规定。
本文将介绍纺织行业常见的染色牢度标准及其重要性。
1. AATCC染色牢度标准AATCC(American Association of Textile Chemists and Colorists)是美国纺织化学家和染料师协会,制定了一系列与纺织染色相关的标准。
以下是AATCC常见的染色牢度标准:•AATCC 61:色牢度测试及颜色变化的评估 - 答案•AATCC 123:抗颜色迁移性检测2. ISO染色牢度标准ISO(International Organization for Standardization)是国际标准化组织,制定了一系列与各行业相关的标准,包括纺织行业。
以下是ISO常见的染色牢度标准:•ISO 105:纺织品评价中的颜色牢度 - 核心标准和测试方法•ISO 157:纺织品染色牢度的颜色变异度量•ISO 105-J:01:染色牢度试验方法 - 颜色迁移与接触测试3. GB/T染色牢度标准GB/T是中国的国家标准,对各个行业都有相应的标准规定。
以下是GB/T常见的染色牢度标准:•GB/T 3920:纺织品色牢度试验方法•GB/T 5712:纺织品着色牢度试验方法4. 染色牢度测试方法染色牢度的测试方法是根据标准进行的,主要包括以下几个方面:•干擦法:采用干擦布与纺织品接触,评估染料的耐擦拭性能。
•湿擦法:采用湿擦布与纺织品接触,评估染料的耐水擦拭性能。
•色牢度迁移法:将着色物体与其他纺织品接触,评估染料的迁移性能。
•光照法:将纺织品暴露在光照条件下,评估染料的耐光性能。
•汗液法:将纺织品与人体模拟的汗液接触,评估染料的耐汗性能。
5. 染色牢度标准的重要性染色牢度标准对纺织行业具有重要意义:•保证产品品质:染色牢度标准确保纺织品颜色能够持久、不褪色,提高产品的品质。
水渍牢度的测试方法(一)
水渍牢度的测试方法(一)水渍牢度测试方法什么是水渍牢度测试?水渍牢度是衡量纺织品染色牢度的重要指标之一。
它是通过将水滴在染色织物上并施加一定的压力和摩擦,观察染料是否会被水溶解和迁移,来评估染料固定性能的测试方法。
常用的水渍牢度测试方法以下列举了几种常见的水渍牢度测试方法:1.稀释法:将某种颜色的水溶液稀释到一定浓度,并使用滴管向染色织物上滴水,然后用纸巾轻轻擦拭,观察是否有染色剂迁移到纸巾上。
通过控制溶液浓度和擦拭力度,可以得出染料的水渍牢度等级。
2.摩擦法:在预设条件下使用标准化的摩擦头对染色织物进行一定次数的摩擦,然后用白色织物擦拭被测织物上的残留染料。
根据擦拭后白色织物的染色程度,来评估水渍牢度指标。
3.水溶液浸泡法:将染色织物浸泡在不同浓度的水溶液中一段时间,然后经过洗涤和干燥处理,观察染色织物的颜色是否发生变化。
根据颜色变化的程度,可评估水渍牢度等级。
4.碱性饱和蒸气试验:将染色织物放置在一定浓度的碱性溶液环境中,然后通过蒸气处理,观察织物是否出现颜色变化。
根据变化程度,评估水渍牢度性能。
以上方法仅为常见的水渍牢度测试方法,不同的行业、标准和需求可能会有其他特殊的测试方法。
水渍牢度测试的意义与应用水渍牢度测试是纺织品印染工艺中重要的环节,它能够检测染料的固定性能,判断染色织物在水中是否会产生染料迁移和变色现象。
水渍牢度测试结果可以用于选择染料和辅助剂、评估印染工艺的稳定性、制定合理的洗涤标准等。
对于纺织品行业和消费者来说,水渍牢度测试也是保证产品品质的重要手段之一。
结论水渍牢度测试是衡量纺织品染色牢度的重要方法。
通过不同的测试方法,可以评估染料在水中的固定性能。
合理选择适合的测试方法,并根据测试结果进行相应的优化和改进,将有助于提高纺织品染色牢度,提升产品品质。
染料迁移相关标准的探讨
染料迁移相关标准的探讨作者:成丽来源:《纺织报告》 2013年第2期成丽(江苏省纺织产品质量监督检验研究院,江苏南京210000)摘要:本文对国内外常用的三种种染料迁移测试方法AATCC163-2007、GB/T22700附录C、JIS L 0854:2001进行了比较分析,并结合自身工作经验,提出了一些建议。
中图分类号:TS197 文献标识码:B0 引言目前,国际上色牢度标准检测方法有许多种,以国际标准化组织(ISO)和美国纺织化学师与印染师协会(AATCC)制订的色牢度系列标准最具权威性。
国内使用的纺织品色牢度方法与ISO系列标准等效或在ISO系列标准上稍作修改,故二者差异性较小。
AATCC制订的标准主要适用于美国市场,与欧盟市场为主的ISO系列标准及中国市场为主的GB系列标准差异较大。
日本工业标准(JIS)大部分采用ISO相关标准,另有少量参照AATCC标准,还有一些保留日本独有的试验方法。
因此其与GB、AATCC等标准存在一定差异[1]。
当不同颜色的织物或成衣叠在一起相互接触时,会发生染料的迁移,一般来说,在潮湿情况下,染料的迁移会加速,所以在温暖潮湿的气候里或衣服在储存前刚被水蒸汽处理过的情况下,这种现象会更严重。
使用塑料袋储存衣服时,塑料袋会保持衣服存入时环境的湿度,根据放入时织物的情况,会加速或抑制染料的迁移[2]。
1 测试标准比较关于染料迁移,国内外主流的测试方法有AATCC163-2007《染料在贮存时的迁移性;由织物向织物》、GB/T22700附录C《染料迁移性能试验方法》、JIS L 0854:2001《染料转移的色牢度试验方法》。
其中GB/T22700附录C是参照美国纺织品染化协会测试方法AATCC163-2007[2],两者的基本原理都是将试样与一定含水率的贴衬织物在一定的温度和湿度条件下放置一定的时间,然后对贴衬织物进行评级。
但是它们还有一些区别,如表1所示。
从表1中可以看出,两个标准中试样尺寸大小不同,相对应贴衬尺寸也就不同,而且美标中规定将试验夹于两块贴衬之间,国标中仅使用一块多纤维贴衬,贴衬织物的含水率也略有差别。
色迁移标准

色迁移标准色迁移标准是指在纺织品染色过程中,颜色从一种颜色转变为另一种颜色的程度。
色迁移是指染色过程中,染料从纺织品中转移到其他物质上的现象。
这种现象可能会导致不同颜色之间的混合,影响纺织品的美观度和品质。
因此,色迁移标准是纺织品行业中一个非常重要的标准。
在纺织品染色过程中,色迁移是非常常见的现象。
它可能是由于染料分子与纤维分子之间的相互作用不够强烈,或者染料分子的大小与纤维分子的大小不匹配所导致的。
此外,不当的染色条件也可能导致色迁移现象的发生。
为了控制色迁移现象,纺织品行业制定了一系列标准。
这些标准通常包括各种测试方法和评估标准,可以用来检测纺织品染色过程中的色迁移程度。
其中比较常见的标准包括AATCC TM8、AATCC TM61、ISO 105-C06等。
AATCC TM8标准是一种评估纺织品染色稳定性的方法。
该方法使用了一种称为“灰度比例”的评估系统,通过比较测试前和测试后纺织品颜色的变化程度来评估染色稳定性。
该方法适用于各种不同类型的纺织品,包括棉、涤纶、丝、羊毛等。
AATCC TM61标准是一种评估纺织品染色稳定性的方法。
该方法使用了一种称为“色差计”的仪器,通过测量测试前和测试后纺织品颜色的差异来评估染色稳定性。
该方法适用于各种不同类型的纺织品,包括棉、涤纶、丝、羊毛等。
ISO 105-C06标准是一种评估纺织品染色稳定性的方法。
该方法使用了一种称为“灰度比例”的评估系统,通过比较测试前和测试后纺织品颜色的变化程度来评估染色稳定性。
该方法适用于各种不同类型的纺织品,包括棉、涤纶、丝、羊毛等。
除了上述标准外,还有其他一些评估纺织品染色稳定性的方法。
这些方法通常都具有一定的优缺点,在实际应用中需要根据具体情况进行选择。
总之,色迁移标准对于纺织品行业来说非常重要。
通过控制色迁移现象,可以保证纺织品的美观度和品质,提高产品竞争力。
因此,在进行纺织品染色过程中,需要严格遵守相关标准和规定,确保产品质量和安全性。
纺织品水洗浮色测试方法(水洗法)liu
文件编号:PLJS12001 共3页
纺织品水洗浮色测试方法
(水洗法)
发布日期:12/1 实施日期:12/1
受控状态:秘密审批:
内控技术文件
第 1 页共3页
纺织品水洗浮色测试方法(水洗法)
一、测试原理
采用家庭手洗方式,模拟消费者在手洗过程中衣物染料迁移导致水颜色变化的测定,适用所有产品标识标注为可水洗产品。
二、试样准备
1、取样
平行于织物的长度方向取 1 个尺寸为 1000mm×1000mm 的试样
2 、实验容器
5 0 * 5 0 C M的白色瓷盆
3、洗衣粉
家庭用无磷洗衣粉
三、测试步骤
1 、向 5 0 * 5 0 CM 的白色瓷盆中注入三级水(试样与水的重量比例为1:6),将准备好的试样浸泡在三级水中并加入家庭用无磷洗衣粉(洗衣粉与水的重量比例为1:250),用手不断的搓洗洗涤时间为2分钟。
第 2 页共 3页
3页页
2、将试样从瓷盆中取出,清理好瓷盆中的洗衣粉泡沫,取适量测试后的水放入透明的玻璃容器里与另一个装有三级水的透明玻璃容器进行对比
三、评级
4 用评定变色用灰色样卡进行评级(灰卡应符合GB/T250-2008
标准要求)
1级
1-2级
2-3级
3级
3-4级
4级
4-5级
5级
四、判定
低于2-3级,判定为不合格,高于2-3级(含2-3级)判定为合格
【注:本标准属于公司内部技术受控文件,本公司有最终解释权,持有单位和个人必需承担保管的义务,未经授权不得复印和外借。
】
起草单位:
起草人:刘灯领
第3页共 3页。
关于涤纶鞋面色迁移的问题和改良方法
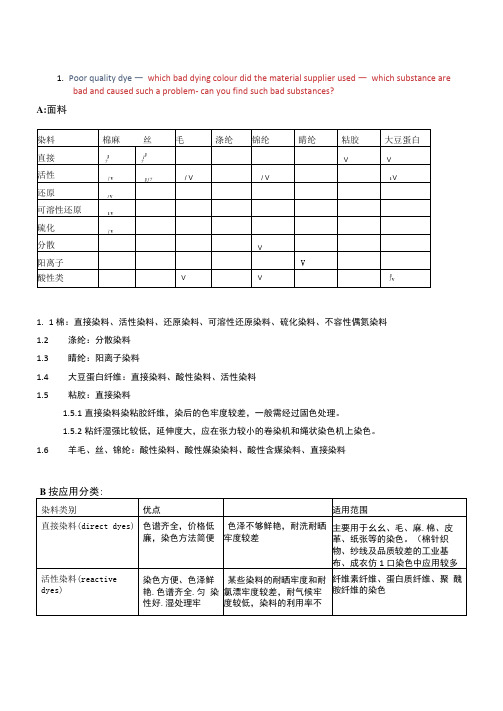
1.Poor quality dye 一which bad dying colour did the material supplier used 一which substance arebad and caused such a problem- can you find such bad substances?A:面料1.1 棉:直接染料、活性染料、还原染料、可溶性还原染料、硫化染料、不容性偶氮染料1.2涤纶:分散染料1.3睛纶:阳离子染料1.4大豆蛋白纤维:直接染料、酸性染料、活性染料1.5粘胶:直接染料1.5.1直接染料染粘胶纤维,染后的色牢度较差,一般需经过固色处理。
1.5.2粘纤湿强比较低,延伸度大,应在张力较小的卷染机和绳状染色机上染色。
1.6羊毛、丝、锦纶:酸性染料、酸性媒染染料、酸性含媒染料、直接染料- 2. The manufacturer has not used fixer or "mordant" to bind the dye to the fabric- which kind offixer or mordant must be used to bind the dye?2.1直接染料染色用固色剂有:金属盐类固色剂、阳离子型固色剂。
2.2分散染料染涤纶时可采用的助剂:稀土染色2.3酸性染料湿处理牢度低,中深色需固色处理。
常用的固色剂为单宁酸-叶酒石或锦纶专用固色剂。
2.4阳离子固色剂后处理常用的固色剂普通型:阳离子表面活性剂、非表面活性剂季钱盐型:树脂型:固色剂Y和固色剂血反应型:阳离子交联固色剂,常见的有交联固色剂DE。
2.5 阳离子染料染色中加缓染剂。
染淡色时用酸量要高些,以获得较好的匀染效果,一般控制PH值为3-4.5染浓色时用酸量要少些,睛纶离解程度高,可获得较高的上染白分率,一般控制PH值为4-5.5阳离子缓染剂:如匀染剂TAN (1227)2.6 活性染料中性条件上染后再用碱固色,在染料与纤维之间生成共价键结合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纺织品颜色迁移及纂检测技术
摘要 :在 纺织 品的 生产 、 藏、运 输 、使 用过程 中,经 常会 发生颜 色迁移 的现 象, 储
带 来 了不 少损 失及 贸 易纠纷 问题 ,因此对 纺织品颜 色迁移 问题 的深 入研 究较 为迫
切。 文章对 纺 织品颜 色迁 移现 象及 原 因进行 了分析 ,介 绍 了相 关 国 内外有 关颜 色
纺织导报 C i xlLae .06N . 87 h a et edr 20 o8 nT i e
维普资讯
层 面料 生产 时要 注意 尽量 减 少增 塑剂 和颜料 的添加 量 提
高 分散 性 。
级 ,并说 明所 用 的增 塑剂 类型 。 在 实际 工作 中 . 我们 遇 到许 多P C涂层 服 装或 包 袋 的 V
1 相关定义
泳移 ( i ao ) 指染料或颜料 由于毛细效应产生的 mg tn: ri 在纤维 内部或纤维 间的化学运动 .一般 习惯称 “ 染料泳
移” 。迁移 (as r : 在纺 织 品生产 、检 测 、储 存 、使 t nf ) 指 r e
迁移 . 导致染料在纤维表面堆积 . 造成织物整体颜色差异:
迁 移 的检 测 方 法 ,分析 了这 些方法 的特 点和 不足 ,供 相 关人 员参 考借 鉴。
关键 词 :纺织 品 ;染料 ;泳移 ;迁 移 ;检 测
中图分类号 : S17 T 0
文献标识码 : A
文章编号 :10 03—3 2 ( 0 )0 0 5 2 6 8—0 8 0 07—0 3
一
般 习惯称 “ 色迁移 渗色 :由底层 颜色 迁移 至 面层 涂 颜 。
膜 之上 的现 象称 为渗 色 . 也称 迁移 .一般 习惯 称 ” 油墨渗 色 “ 风 印: 。 一般 是指 印染 加 工后 的纺 织 品在烘 燥 、 放过 存 程 中在 往 复折叠 处 与其 它正 常部位 的颜 色 差异 。
来评 价 。升 华色 牢度 与迁移 牢 度两 者产 状态再转移;迁移是染料 以固
态 凝聚 体或单 分 子 向纤维 表 面迁移 , 升 华牢 度好 . 耐 迁移
牢度并不一定好。本文所探讨的是后者 。即温度低于染料
升 华温 度 的颜色 迁移 现象 。 对 纺织 品 来说 , 颜色 迁移 现 象大 多会在 以下两 种情 况 下 发生 :I 在 生产 处理过 程 中 , 】 由于纤 维表 面助 剂在 高 温 时能溶 解染 料 . 热又 使纤 维 内部 的染料 通 过扩 张后 的纤 维 毛 细 管由纤 维 内部 泳移到 纤 维表 面 . 生 与染 色时 逆 向的 产
从 以上 定义 可 以看 出 .“ 泳移 与 ” 迁移 意义 基 本 一
色变 . 熨烫时沾污 . 耐摩擦 、 耐水洗 、 耐光牢度下降等 . 这 些现象也可能出现在染色纺织品和服装长期储存和运输过
程 中。
致 . 织 品颜色 迁移现 象 实 际上是 由于 染料 或颜料 的泳移 纺
引起 的。
温度低于染料升华温度时造成的不同织物之间的颜色迁移 . 通常是由深色向浅色转移 . 可用染料迁移牢度或沾色等级
作者 简介 :程 立 军 , 男,16 年 生 ,高工 ,福 州 ,300 96 50 3
个P C V 薄膜 , 与纤维分子牢固结合。当塑胶中增塑剂和颜
料 的添 加量 增 多时 . 塑胶 分 子 间的距 离增 大 . 结构 疏松 , 加 上 色粉 分散 不 良.容 易在软 胶 中发 生迁移 现 象 。因此 ,涂
2 2 涂层面料 的颜 色迁 移 .
由于涂层面料具有防水、防污 、 耐磨、色泽鲜艳等特 点而具有广泛的应用价值 。 根据涂层材质的不同 . 涂层面 料可分为P C V 涂层、 U涂层和半 P P U涂层三大类, 涂层面
料 颜色 迁移 现 象主 要发 生在聚 氯 乙烯 相 关产 品 中。 V 对P C
2 颜色迁 移现象 及原因分析
2 1 纺织 品的颜色迁移 .
纺织品颜色迁移有两种过程: 】 I 当温度达到染料升华
温 度 时产生 的颜 色迁 移 . 用耐 升 华色 牢度 来评价 : ) 可 2 当
涂层面料来说 . V P C颗粒分散在增塑剂中. 在加热时,树
脂 吸收 增 塑剂 . 生交联 反应 而 固化 , 织物表 面 形成 一 发 在
福建 出入境检验检疫局
程立军
戴金兰
在生 产 、储藏 、运输 、 用过 程 中 .不 同颜色 纺织 品 使 叠 在一 起紧 密接触 时 . 可能 会发 生在 相邻 织物 或 同一织 物 间的颜 色迁移 现 象 . 从而 影 响纺织 品 固有 的颜色 。 目前 , 因 纺 织 品颜色迁 移造 成 的损 失和 贸易 纠纷 屡屡发 生 . 关人 有 员对颜 色迁移原 因的认识 以及采取 的预防措施 都远远不够 . 因此对 纺织 品颜 色迁 移 问题进 行深 入研 究显 得较 为迫 切 。
2 在生产 整理 过程 中使 用 的许 多柔 软剂 和防水 剂会 溶解 染 ) 料 . 已 染色 的染料 不 仅 因受热 作用 发生 泳移 . 会 因溶 使 还 解 在载 体 中而泳 移 至纤维 表 面 .由此 带来 一系 列 问题 . 如
用过程 中.染料或颜料在纤维内部或纤维间的化学运动 .
颜 色迁 移案例 , 主要 原 因都是 内层 深色 衬里 颜 色迁移 到 有
2 3 风 印 .
面料 的风 印 多发生 在布 匹脱 水开 幅后 、 形前 这一 环 定 节产 生 ,出现 在存 放 时的往 复折 叠 印处 . 严重 时会 在纬 向 出现 数 条 . 间距 正好 是坯 布往 复 折叠 的 间距 。 生风 印 其 产
聚氯乙烯涂层 的外层面料上 . 造成包袋表面颜色差异. 影
响 使用 。 试验 过程 中 . 在 由于 目前市 场上 P C薄 膜使 用较 V