全金属信用卡刀
全球首支双色金属柄大马——龙刀

全球首支双色金属柄大马——龙刀龙刀,是全球首支双色金属柄大马,由世界殿堂级大师Ron Newton耗尽15年心血,精心锻造而成,目前仅出现在主题名品网。
在华人心目中,龙体现了至高无上的权力和荣耀,也许正是为了体现其神秘性,龙的形象从来是亦魔亦神。
龙刀同样是融神秘性和至尊性于一体。
西方人有句谚语:魔鬼藏在细节里。
龙刀细节高清透视“魔鬼藏在细节里”,意思是能从一个事物的种种蛛丝马迹中,看到该事物的真面目。
这把龙刀手柄有六排由硅青铜和不锈钢混合组成的双绞线,刀片是由六条土耳其卷云纹的大马士革制成,所有的刀具配件均为不锈钢。
一体双色全金属柄猎刀将浓厚的中国元素和最先进的现代锻造工艺有机的结合在一起,牛顿惯用的1095和15N20钢锻造的大马士革刀身非常精致。
大马钢向来以优质的性能和神秘的花纹见长,这件作品刀身遍布均匀的土耳其卷云纹,相传最早设计出这个纹路的可能是土耳其匠师,因为在中东土耳其的部分区域,很多刀匠的大马作品上都拥有这种花纹,所以推测这种花纹可能源自土耳其。
刀身纹路细密紧致,每一朵云纹都极为相似而又各具特色,规则有序的排列反映牛顿对钢材完美的把握操控。
坚硬冰冷的钢材和柔软细腻的云纹,这把刀身上相辅相成,刚柔并济。
刀身炫光效果出色,流淌出水波纹效果。
刀背留有“NEWTON”和“MS”标记。
刀隔护手部分使用410不锈钢锻造并使用黄金铆钉进行固定,牛顿请Gil Rudolph使用24K 金进行镶嵌描边,并在内部精心雕刻出奔腾浪花图纹,并在背部留下金制梅花纹。
梅花拥有良好的精神象征,代表坚毅,不畏严寒困苦,是中华精神的象征。
刀柄使用硅青铜和不锈钢交叠锻造成一体结构,再经过特殊处理形成麦穗状麻花手柄。
银/黄两色不断交替,散发柔和的金属光泽并为使用者提供更加坚实、更具把握感的出色体验。
刀柄的沿框架部分和嵌板上也同样由Gil进行金属雕刻和金丝镶嵌,为刀具单调部分进行点缀,让作品更加完美无缺。
最能体现中国风的还是刀柄圆头部分,Gil在这里出乎所有人意料的使用不锈钢雕琢出中国龙头并使用金丝点睛并描出龙须部分,这也是中国龙刀命名的由来。
840Dsl 刀具管理简明调试

1.3.1 显示区域 ......................................................................................................................................... 1-2 1.3.2 操作菜单 ......................................................................................................................................... 1-3 1.3.3 新建刀具(Creat tool) .................................................................................................................. 1-4 1.3.4 装载刀具(Loading tool)............................................................................................................... 1-4 1.3.5 卸载刀具(Unloading tool) ........................................................................................................... 1-4 1.3.6 删除刀具(Delete tool) ................................................................................................................. 1-5 1.3.7 刀库定位(Position magazine)...................................................................................................... 1-5 1.3.8 刀具移位(Relocation tool)........................................................................................................... 1-5
格劳博操作说明书

手持式操作装置/换刀台........................................................................................................................ 2 – 28
概述 ............................................................................................................................................................................ 2 – 28 手持式操作装置(HT8)操作元件................................................................................................................................... 2 – 29 连接手持式操纵装置 ................................................................................................................................................... 2 – 31 在主操作台 ................................................................................................................................................................. . 2 – 31 在接线盒 ..................................................................................................................................................................... . 2 – 31 操作HT8....................................................................................................................................................................... 2 – 32
b站题目——精选推荐
b站题⽬《问题⼉童都来⾃异世界?》⼗六夜他们从地球到哪⾥开始恩赐赛诸神的世界异世界箱庭箱底#2 奇迹的世代⾥⾯没有那种发⾊?绿⾚黄橙#3 下列⼈物中不存在⿊化属性的是夏娜朝苍凉⼦西园寺世界⽔银灯#4 《幻想嘉年华》中Lancer的死法不包括以下哪种?被Saber Lion吃掉被闪电劈死被排球砸死被Berserker玩死#5 有胸⼜有蛋的⼈和没胸⼜没蛋的⼈分别是指谁玛丽安和ED DT和ED DT和玛丽安 ED和玛丽安#6 《凉宫春⽇的分裂》与《凉宫春⽇的惊愕》的发售⽇期相隔多少天?1882 1754 1515 1467#7 花町物语⾥CV是成⽥剑的是各务征⼠郎东条巽梶⼭启治⼆阶堂将⼈#8 ACG分别代表什么?Anime,Comic,Game AV,COSPLAY,GV AV,Computer,GV Anime,Cosplay,Gameboy #9 螺旋丸出⾃哪个作品?海贼王⽕影忍者进击的巨⼈死神#10 DC漫画中,第三号地球的超⼈和蝙蝠侠被叫做什么?戒权者、夜枭神⼒王、夜翼超⼈、末⽇终极⼈、夜枭#11 银魂新吧唧(志村新⼋)的本体是什么?嘴巴眼镜武⼠⼑呆⽑#12 樱花庄的宠物少⼥中,空太为收养的第⼀只猫取名叫什么?希望朝⽇⼩光⽊灵#13 麦当劳叔叔的鞋⼦有⼏公分长⼤概5个汉堡那么长⼤概4个汉堡那么长爱多长多长关我屁事,我是来注册的⼤概3个汉堡那么长#14 《驱魔少年》(《D·GRAYMAN》)中主⾓的对魔武器是什么型?装备型寄⽣型魔攻型结晶型#15 <死神>中朽⽊露琪亚的哥哥叫什么?朽⽊⽩菜朽⽊⽩哉朽⽊⿊哉朽⽊⼤⽩#16 被称为红军的是哪⽀⾜球俱乐部曼联利物浦阿贾克斯 AC⽶兰#17 声优⼥王是谁?⽥村由加莉⼭新泽城美雪林原惠#18 常说的“萝⼘⽚”是什么?BL动画恋爱动画机器⼈动画猎奇动画#19 物语系列中⼩忍的名字是谁起的?阿良良⽊历忍野忍战场原⿊仪忍野咩咩#20 质能⽅程的公式?F=Ma P=MV W=FS E=MC2#21 《轩辕剑3》中的主⾓四⼈组是?赛特妮可卡玛李靖赛特妮可卡尔玛李青赛特尼库卡玛李静赛德妮可卡玛李靖#22 世界上连载时间最长的动画是什么?《海螺⼩姐》《名侦探柯南》《哆啦A梦》《蜡笔⼩新》#23 空客A380的引擎是以下哪家公司制造的巴伐利亚机械制造有限公司梅赛施密特飞机制造⼚莱茵⾦属公司劳斯莱斯(罗罗)汽车公司#24 USB3.0 的插⼝通常为何种颜⾊?橙紫蓝⿊#25 怪物猎⼈3G被称为近战⾼帅富副本的是?T1 T6 T14 T10#26 东⽅project⾥的⽆节操红⽩指的是?博丽灵梦芙兰朵露藤原妹红雾⾬魔理沙#27 以下作品中,樱井孝宏没有参与演出的是?<神的记事本> <夏⽬友⼈帐·续> <虹⾊萤⽕⾍~永远的暑假~> <今天开始做魔王> #28 《某科学的超电磁炮》中LV5第五位“⼼理掌控”叫什么名字麦野沈利弗兰达⾷蜂操祈绢旗最爱#29 ⽤了⾦坷垃⼩麦亩产⼀千⼋⼀千六⼀千七⼀千九#30 JOJO第⼆部中的史前⽣物柱之男共有⼏只?1 3 4 2#31 什么是“DTS”管理信息系统数字家庭影院系统数字技术系统数字教育系统#32 《空之境界》隐藏话独有的⼀⾸曲⼦叫什么?aria sprinter fairytale snow falling#33 动画《天才⿇将少⼥》中,宫永咲第⼀次⽤岭上开花胡牌的符数和番数是?70符4番 30符2番 40符3番 70符2番#34 《冰菓》的双关含义是?彷徨朝花⼣拾呐喊野草#35 《電腦線圈》中的沙奇(Search Mutton),是甚麼?機械⼈電腦⽣命體病毒驅除程式城市搜尋軟件#36 动画《境界线上的地平线》中葵·托利的俗称是?裸王太阳王葵王托王#37 在《星际争霸2》中,下列哪⼀个单位克制刺蛇?虚空战舰狗狗飞龙⼥妖轰炸机#38 以下哪位最不可能是紳(hen)⼠(tai)或淑(hen)⼥(tai)?阿良良⽊歷⽩井⿊⼦⾧⾨有希伏⾒猿⽐古#39 《我的⼥神》的漫画作者是?北条司藤岛康介桂正和⾚松健#40 最强的肥料是什么?化肥农家肥⾦坷垃氮磷钾#41 下列哪种语⾔在语⾔学⽂法分类上属于多式综合语?巴布亚⽪钦语萨⽶语切罗基语泰⽶尔语#42 ACG中的“C”是英⽂的什么缩写?Comic cabalism come cool#43 长门有希的CV是谁?花泽⾹菜葛炮喜多村英梨茅原实⾥#44 红⾊有⾓三倍速出⾃哪部动画?机动战舰NADESICO 机动战⼠⾼达0079 全⾦属狂潮⾼铁侠#45 《超梦的逆袭》中超梦在还未诞⽣时,年幼的它在梦境中与⼀个⼥孩相遇,⼥孩名字是谁?⼩爱艾丽⼩哀爱丽丝#46 以下哪位动漫⼈物⾃称“dark flame master ”?六条壬晴富樫勇太鲁路修·兰佩路基降⾕千纮#47 ⼤家经常空⽿的神曲“阿姨说”是哪⼀部动画⾥⾯的?创圣的⼤天使电脑线圈地球防卫少年⾼达0079#48 悠⽊碧和⽵达彩奈组成的声优组合名称为?Sphere StylipS petit milady µ's#49 《攻壳机动队》中超级⿊客不包括谁傀儡廻笑脸男陀古萨草薙素⼦#50 地球到太阳的距离⼤约是?1亿5000万公⾥ 1光年 4万公⾥ 38万公⾥#51 创圣⼤天使EVOL⾥⾯的修雷特第⼀次男⼥合体时,合体出来的机体叫什么?Mithra Gunis Aquarion Sparta Ancient AQ Aquarion Gepada#52 xxxholic中的男主⾓叫什么四⽉⼀⽇君寻六⽉⼀⽇君寻七⽉⼀⽇君寻五⽉⼀⽇君寻#53 在游戏《minecraft》中,以下哪种⽣物不存在?Charged Creeper Spider Jockey Wither Skeleton Cave Pigman#54 动漫《海贼王》中,主⾓路飞最初的海贼船的名字是?永恒号黄⾦梅丽号奥黛丽三世号鹦鹉螺号#55 《狼与⾹⾟料》中的赫萝最喜欢吃什么?雪梨苹果⾹蕉罗伦斯#56 “东⽅地灵殿”是“东⽅弹幕”系列的第⼏作?11 9 8 10#57 “油库⾥”在⽇语⾥是什么意思?呦!他哭嘞!填装燃料慢慢来呆在油库⾥⾯#58 《X战记》TV版中神威的声优是谁?铃村健⼀关俊彦关智⼀保志总⼀朗#59 《进击的巨⼈》中,分队长韩吉的⾝⾼和体重分别是170cm,55KG 170cm,60KG 172cm,63KG 158cm,55KG#60 《上古卷轴3》的故事发⽣在以下哪个地⽅?⾼岩落锤晨风天际#61 《变态王⼦与不笑猫》的男主⾓叫什么?横寺直⼈横寺才⼈横寺美⼈横寺阳⼈#62 《灼眼的夏娜》⾥的声优没有谁钉宫理惠能登⿇美⼦伊藤静⽇笠阳⼦#63 动漫《⽇在校园》中伊藤诚被谁⼲掉的?⿊⽥光清浦刹那西园寺世界桂⾔叶#64 “孤这⼀⽣,⽆怨⽆悔,只是,有少许遗憾啊..”是谁的台词?龙葵龙溟龙幽龙阳#65 暴君是谁?Saber 巴⿇美⾼町奈叶我妻由乃#66 k-on动画⾥MIO的贝斯外号是什么伊丽红⽩伊丽莎⽩伊丽⿊⽩伊丽灰⽩#67 以下哪个是《某科学的超电磁炮》《⿊⼦的篮球》《潜⾏吧!奈亚⼦》的共同点炮姐⿊⼦⿊⼦的声优篮球#68 以下哪个动漫⼈物不是出⾃于漫画《死亡笔记》M D L N#69 f”(x)个业务员呀,来到新华⾥呀,每天都会增到?个优秀的组员【f(x)=3x^2】3 4 6 5#70 变态王⼦与不笑猫中被猫神附⾝的是?艾⽶⼩⾖梓筒隐筑紫舞牧⿇⾐#71 Angel Beats!动画由哪个制作公司制作?J.C.STAFF P.A. Works Kyoto Animation KEY会社#72 《Q弟侦探因幡》中男主⾓的名字是?因幡遥野崎圭关智⼀因幡洋#73 希腊神话中的英仙座是哪位英雄?伊阿宋阿喀琉斯赫拉克勒斯帕修斯#74 游戏《零之轨迹》中,主⾓⼀⾏⼈是靠谁的帮助打倒最终BOSS的约修亚和艾斯蒂尔琪雅歼灭天使玲 SD2和漆⿊之⽛#75 当⿇脑补⼀⽅通⾏的名字是?铃科百合⼦铃科玫瑰⼦铃科蔷薇⼦铃科⽉季⼦#76 以下哪个不是Pokémon的译名之⼀神奇宝贝进击的⽪神精灵宝可梦⼝袋妖怪#77 DOTA中魂之挽歌这个技能是以下哪个英雄的?剑圣流浪剑客风暴之灵影魔#78 ⼈妻声优⾨脇舞以的马甲是?梨⼦御津橘⼦御津杏⼦御津桃⼦御津#79 Youtube上的游戏实况者“基萌”的全称?Markiplier markplier markiplier Markplier#80 出海远⾏的船,在视线中最后消失的是船的桅杆,既然⽔是平的,为什么会出现这种情况?船越⾛越远,⼈的眼看不清楚船下沉了海平⾯并不是平的,它和地球表⾯是平⾏的,是⼀个平滑的球⾯是类似于海市蜃楼的⼀种错觉#81 孤岛危机⼜叫?绿卡危机好⼈卡危机声卡危机显卡危机#82 《⽣化危机》系列中曾经说过“我的⼯资⾼到不⾏”的男主⾓是?吉尔⾥昂威斯克克⾥斯#83 下列哪台机体的格⽃属性最弱?扎古II B EVA零号机莫⽐乌斯零式魔神Z#84 游戏《超级玛丽》原始版(⼩霸王上的那种)中最后BOSS前的那个⼩怪是什么?红乌龟锤⼦龟刺猬绿乌龟#85 《戏⾔》中的策师名叫什么?荻原⼦萩萩原⼦荻获原⼦萩荻原⼦获#86 魔法少⼥⼩圆中和QB签订契约后会变成什么魔法卡⽚魔法巫⼥魔法少⼥魔法⼈妻#87 WOT中以下哪台战车不属于S系T-50 T-60 T-70 T-40#88 在组织液回流中,淋巴回流的主要功能是重吸收氨基酸葡萄糖蛋⽩质⽔分#89 《Angel Beats》⼥主⾓是谁⽴华奏⽴华⽋揍躺华奏坐华奏#90 阿三喜欢玩什么泥巴舞蹈我在⼤连没有家翔#91 我的朋友很少,中楠幸村的性别是...男变态⼈妖⼥#92 少⼥⾰命ウテナ中每次决⽃前的BGM叫什么?绝对运命默⽰录决⽃者们决⽃者的条件绝对进化⾰命前夜#93 新世纪福⾳战⼠中碇真嗣的随⾝听是什么牌⼦的Sony Samsung Canon Philips#94 《AIR》中,被称为“宅男国歌”的歌曲名为?⽻根青空鸟之诗夏影#95 假⾯骑⼠V3的原型昆⾍是什么?蜻蜓螳螂⼩强蝗⾍#96 下列哪种⽴体匹配算法不是全局匹配算法?BP SSD 动态规划图割#97 磁带、硬盘和信⽤卡都利⽤了什么特性的物质来作储存数据?⾼矫顽⼒的透磁合⾦⽆磁滞效应的硅材料矩形磁滞特性的物质低磁滞损失的铁磁性物质#98 Android操作系统是以什么为基础开发的操作系统?IOS JAVA Windows Linux#99 在《Q弟侦探因幡》中,聪明先⽣所依附的玩偶是什么?狐狸⼭⽺⽩熊兔⼦#100 以下特性中,不属于计算机病毒特性的是授权性、可执⾏性破坏性、隐蔽潜伏性、针对性欺骗性、衍⽣性。
展会刀片明细表

展会刀片明细表在本届展览会上,重点展出的是涂层硬质合金新牌号,而未涂层的硬质合金刀片参展的厂商很少,可以说开发硬质合金涂层刀片新牌号代表当今硬质合金刀片品种的发展方向,且大都为多层复合涂层。
下面介绍儿种参展的新开发的硬质合金刀片。
1.Krupp Widia公司的新一代涂层刀片该公司所开发的切螺纹用的Widiaplas Tpc15、铣削用的Widiaplas Tpc25和开槽用的Widiaplas Tpc35等三种涂层刀片是在自制的等离子CVD涂层装置上进行的。
该装置集CVD和PVD方法的优点,即涂层温度低,从而使基体保持了原有的韧性,适应于断续加工。
此外,该公司推出的Widiaclur TN250,也是一种多涂层刀片,该刀片设计独特,适于车削加工,尤其是适应于加工长切屑材料如钢、铁素体不锈钢及马氏体钢等。
2.Kennameta1公司的KC762Mn片该刀片是一种三涂层刀片,即先在高钻基体上用CVD方法涂一层TiN,再涂一层TiCN作中间层,最后用PVD方法在表面上涂一层TiN。
据称,这种涂复方法是耐磨性与抗崩刃性最好的搭配方法。
该刀片适于高速铣削钢材。
3.Sandyik公司的GC415、GC435刀片GC415和GC435是两种新型硬质合金刀片,其切削刃形状有较大改进,寿命延长4倍左右。
GC415的特点是耐磨性高,不易产生剥落,适于钢和铸铁的高速切削加工;GC435的特点是韧性好,崩刃和破损明显减少。
4.Iscar公司的IC805(相当于P05~30,K05~20)IC805刀片的涂层结构为:TiC+A1203+TiN+新的基体材料,适应于加工钢、合金钢和铸铁;IC825(相当于P10~35)的涂层结构为:TiCN+TiC+TiN+基体,适应于以低或中等进给量高速或中速切削。
与刀片复合涂层相配合,各厂商推出了一系列新的刀片槽形设计。
除有常规的直槽、斜槽、曲线刃和多级断屑槽外,还出现了各种形状的小凸起、凹坑和曲面槽等。
Cimatron9.0_NC功能中文说明
3-5 Axis加工模拟.................................................................................................................................. 22
所有仿真在同一界面............................................................................................错误!未定义书签。 毛胚切削更清晰, 自动检查过切和碰撞............................................................................................. 23
粗加工选项 ................................................................................................................错误!未定义书签。
改善粗加工质量、提高效率 ............................................................................................................... 1 最少毛胚宽度.......................................................................................................错误!未定义书签。 缩短空连接距离 ...................................................................................................错误!未定义书签。 空连接允许指定Z轴相对高度...............................................................................错误!未定义书签。 高速加工 (HSM)选项 – 允许控制摆线半径 ........................................................................................ 5 粗加工功能扩展到二粗,用粗加工来代替原有的二粗 .........................................错误!未定义书签。
DNV GL 船级社规范2014-01

DET NORSKE VERITAS AS
Rules for Ships / High Speed, Light Craft and Naval Surface Craft, January 2014 Pt.2 Ch.2 Contents – Page 4
Metallic Materials
JANUARY 2014
The electronic pdf version of this document found through is the officially binding version
The content of this service document is the subject of intellectual property rights reserved by Det Norske Veritas AS (DNV). The user accepts that it is prohibited by anyone else but DNV and/or its licensees to offer and/or perform classification, certification and/or verification services, including the issuance of certificates and/or declarations of conformity, wholly or partly, on the basis of and/or pursuant to this document whether free of charge or chargeable, without DNV's prior written consent. DNV is not responsible for the consequences arising from any use of this document by others.
松下 电动剃须刀 ES-LV9A 使用说明书

ES-LV9A_CH.indb
5
2016/03/11
9:53:43
中文
警告
►► 电源 请勿用湿手在家用电源插座上插拔适配器。 - 否则可能导致触电或受伤。
警告
请务必确保电源适配器的工作电压符合其 额定电压。 适配器要插紧到根部。 - 否则可能引发火灾或触电。 用水清洗剃须刀时,应断开电源适配器。 - 否则可能导致触电或受伤。 定期清洁电源插头和电源线插头,防止灰 尘积聚。 - 否则可能因潮湿造成绝缘故障,从而引 发火灾。 ►► 防止事故 曾体内植入过如起搏器等医疗电子仪器的 人请勿将自动清洗,充电装置靠近此类医 疗电子仪器。 - 否则可能导致事故或疾病。 请勿放在儿童和婴幼儿的接触范围之内。 请勿让儿童和婴幼儿使用。 - 将部件或附件放入口中可能导致意外事 故或受伤。
感谢您购买这款 Panasonic 产品。 在使用本产品前,请仔细阅读本说明书并妥善保管,以备将来参考。
3
ES-LV9A_CH.indb
3
2016/03/11
9:53:42
中文
安全注意事项
中文
警告
►► 本产品 请勿使用本产品进行湿剃。 - 否则可能造成触电或因短路引发火灾。 本剃须刀内置充电电池,请不要将其丢入 火中进行加热或在高温环境中充电、使用 和保管。 - 否则会导致过热、起火或爆炸。 请勿自行改装或维修。 - 否则可能导致火灾、触电或受伤。 联系授权的维修中心进行维修(更换电 池等) 。 除废弃本产品时以外,切勿进行拆解。 - 否则可能导致火灾、触电或受伤。 本产品不宜供肢体、感官或精神上有残疾 者、或缺乏经验和知识者(包括儿童)使 用,必须有监护者从旁监督并对本产品的 使用加以指导,且对使用者的安全能承担 责任。请避免儿童将本产品视为玩具,从 而引发危险。 - 否则可能导致事故或受伤。
LEICA CM1850-中文版

3
目录
1.
1.1 1.2 1.3 1.4
重要信息 ...................................................................................................................................................6
Leica Biosystems Nussloch GmbH Heidelbergery 电话:+49 (62 24) 143-0 传真:+49 (62 24) 143-268 网址: Leica C M 1850 – 冷冻切片机
保证特征仅由我们和我们的客户之间达成的 合同条款确定。徕卡公司保留更改技术规格 和制造工艺的权利,恕不另行通知。只有这 样,才有可能不断提高我们的产品采用的技 术和制造技艺。 本文档受著作权法保护。本文档一切版权均 属 Leica Biosystems Nussloch GmbH 所有。 以印刷、影印、缩影、网络摄像或其它方法 – 包括任何电子系统和媒介 – 复制本文档的文本和插图 (或其任何部分) 需 要事先征得 Leica Biosystems Nussloch GmbH 的明确书面许可。 仪器序列号和制造年份请参见仪器背面的 铭牌。 © Leica Biosystems Nussloch GmbH
选址要求 ..................................................................................................................................................... 14 搬运到所需地点 ....................................................................................................................................... 14 标准配置 ..................................................................................................................................................... 15 安装手轮 ..................................................................................................................................................... 16 连接电源 ..................................................................................................................................................... 17 操作前 ......................................................................................................................................................... 17 Leica CM1850 — 概述 .......................................................................................................................... 18 电源开关和自动主电源保险丝 ............................................................................................................ 20 开启仪器 ..................................................................................................................................................... 20 控制面板 1 .................................................................................................................................................. 21 设定目标值 ................................................................................................................................................ 21 设置时间 ..................................................................................................................................................... 21 设置自动除霜时间 (冷冻箱) .................................................................................................................. 22 选择冷冻箱温度 ....................................................................................................................................... 22 启动 Peltier 元件 ....................................................................................................................................... 23 速冻架的手动除霜 ................................................................................................................................... 23 冷冻箱手动除霜 ....................................................................................................................................... 24 显示锁定 ..................................................................................................................................................... 24 控制面板 2 — 电动粗进 ..................................................................................................................... 25
mach3铣床使用说明

Hale Waihona Puke 4.44.4.1 4.4.2 4.4.3
4.5
4.5.1 4.5.2
电脑并口....................................................................................................4-3
并口及其并口 .................................................................................................................. 4-3 逻辑电平.......................................................................................................................... 4-3 电流干扰及排除方法....................................................................................................... 4-4
2. 2.1
数控加工系统介绍................................................................................. 2-1 数控加工系统的构成.................................................................................2-1
梭动??10610?1?16刀具轨迹控制模式???10610?2注释器与控制的交互作用????????10610???最后您需要确定扭矩因为伺服电机不会出现失步的现象因此您不用把扭矩设置的太高如果扭矩设置的过高电机可能会过热???
HP LaserJet Professional M1130 M1210 MFP 系列 使用者指南说

ZHTW
v
移除 Mac 的軟體 ............................................................................................................................... 28 Macintosh 列印設定值的優先順序 ................................................................................................. 28 變更 Mac 的印表機驅動程式設定 ................................................................................................... 29 使用 Mac 來列印 ................................................................................................................................................. 30 使用 Mac 來建立並使用列印預設 ................................................................................................... 30 變更文件尺寸或使用 Mac 在自訂尺寸的紙張上列印 ................................................................... 30 使用 Mac 列印封面 ........................................................................................................................... 30 使用 Mac 進行單張多頁列印 ........................................................................................................... 31 使用 Mac 列印正反兩面 (雙面列印) ............................................................................................... 31 使用 Mac 傳真 (僅限 M1210 系列) .................................................................................................................... 33 使用 Mac 掃描 ..................................................................................................................................................... 34
金属陶瓷刀具的性能及发展
金属陶瓷刀具的性能及发展在机械加工过程中,切削加工是工业生产中最基本、最普通和最重要的方法之一,它直接影响工业生产的效率、成本和能源消耗。
提高加工效率,将会带来巨大的社会、经济效益。
近年来,陶瓷刀具产业取得了快速的发展,现代陶瓷刀具材料多为复合材料。
目前应用于刀具的陶瓷材料主要为氧化铝系、氮化硅系、硼化钛系和金属陶瓷等系列。
而其中的金属陶瓷基复合材料是上世纪三十年代逐渐发展起来的一种新型材料。
由于金属陶瓷具有硬度高、耐磨性好、导热性好等优良的综合性能而被广泛用作工具材料。
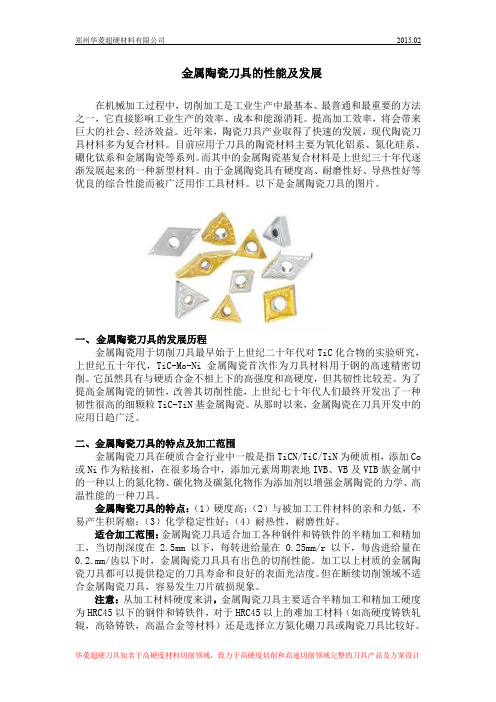
以下是金属陶瓷刀具的图片。
一、金属陶瓷刀具的发展历程金属陶瓷用于切削刀具最早始于上世纪二十年代对TiC化合物的实验研究,上世纪五十年代,TiC-Mo-Ni金属陶瓷首次作为刀具材料用于钢的高速精密切削。
它虽然具有与硬质合金不相上下的高强度和高硬度,但其韧性比较差。
为了提高金属陶瓷的韧性,改善其切削性能,上世纪七十年代人们最终开发出了一种韧性很高的细颗粒TiC-TiN基金属陶瓷。
从那时以来,金属陶瓷在刀具开发中的应用日趋广泛。
二、金属陶瓷刀具的特点及加工范围金属陶瓷刀具在硬质合金行业中一般是指TiCN/TiC/TiN为硬质相,添加Co 或Ni作为粘接相,在很多场合中,添加元素周期表地IVB、VB及VIB族金属中的一种以上的氮化物、碳化物及碳氮化物作为添加剂以增强金属陶瓷的力学、高温性能的一种刀具。
金属陶瓷刀具的特点:(1)硬度高;(2)与被加工工件材料的亲和力低,不易产生积屑瘤;(3)化学稳定性好;(4)耐热性,耐磨性好。
适合加工范围:金属陶瓷刀具适合加工各种钢件和铸铁件的半精加工和精加工,当切削深度在 2.5mm以下,每转进给量在0.25mm/r以下,每齿进给量在0.2.mm/齿以下时,金属陶瓷刀具具有出色的切削性能。
加工以上材质的金属陶瓷刀具都可以提供稳定的刀具寿命和良好的表面光洁度。
但在断续切削领域不适合金属陶瓷刀具,容易发生刀片破损现象。
圣维数控BKC2-F使用手册

圣维数控
SKC2-F BKC2-F BKC2-C
车床数控系统
用户操作和编程手册
(软件 2003 版)
西南自动化研究所圣维数控
圣维车床数控系统
目
........................................................................................................................ V 系统介绍 .................................................................................................................. 1 统 结 构 ....................................................................................................... 3 1-1 圣维车床数控系统简介 ........................................................................................... 2 1-2 系 1-3 系统功能菜单 ........................................................................................................... 4 1-4 圣维车床数控系统技术指标 ................................................................................... 5 1-5 系统指令代码 ........................................................................................................... 6 1-5-1 准备功能(G 代码).................................................................................... 7 1-5-2 主轴功能(S 代码) .................................................................................... 7 1-5-3 辅助功能(M 代码) .................................................................................. 8 1-5-4 刀具功能(T 代码) .................................................................................... 8 1-6 系统主要功能表 ....................................................................................................... 9
常用金属材料手册
住友光纤切割刀FC-6S真伪辨别方法
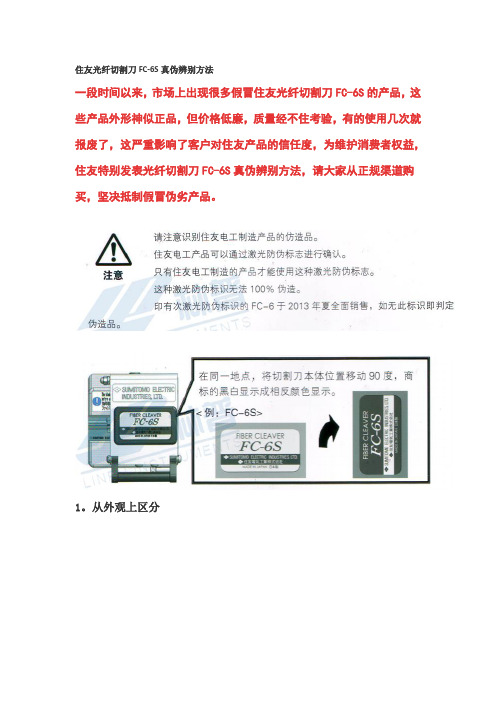
在同一地点,将切割刀本体区分
利用以上两点基本上可以判断出切割刀FC-6S的真伪,或者按切割刀序列号查询。
住友光纤切割刀FC-6S真伪辨别方法
一段时间以来,市场上出现很多假冒住友光纤切割刀FC-6S的产品,这些产品外形神似正品,但价格低廉,质量经不住考验,有的使用几次就报废了,这严重影响了客户对住友产品的信任度,为维护消费者权益,住友特别发表光纤切割刀FC-6S真伪辨别方法,请大家从正规渠道购买,坚决抵制假冒伪劣产品。
Chef’sChoice Model 601 食物切刀刃钻锐利器说明书

Read these instructions before use.It is essential that you followinstructions to achieve optimum results.© 2007 EdgeCraft Corp.YOU MADEA GOODCHOICE!C hef’sChoice®, creator of the world’s finest knife sharpenersbrings you this easy to use, versatile diamond sharpenerdesigned to maintain slicer blades at factory sharpness. The Model 601 will sharpen all blades supplied with Chef’sChoice®slicers and virtually all blades up to ten (10) inch diameter on either household or commercial grade slicers.The unique Model 601 will sharpen quickly either plain edge or serrated edge blades without removing the blade from the slicer. Because it is unnecessary to handle the blade, the associated safety concerns are minimized. The sharpener is operated manually, remote from the blade with finger guards to protect your hand as the 100% diamond abrasives shape the edge to its original factory sharpness. You will find it comfortable to use this advanced sharpener and you will be elated how easily the sharpened blades will handle the tough slicing tasks.UNDERSTANDING THE MODEL 601 SHARPENERThe Chef’sChoice ®sharpener Model 601 is designed to sharpen slicing blades of most household electric food slicers while the blade remains mounted on the slicer.To sharpen the slicer blade, the sharpener is positioned as shown below (Fig.1) on the food carriage where it is hand held simultaneously against the carriage push bar and the thickness control plate. The carriage is then advanced and the thickness control plate is adjusted to bring the sharpener’s diamond abrasive disk into brief contact with the rear side of rotating blade edge. The rear edge facet of the blade is thus sharpened, creating a small burr on the front side of the slicer blade edge. That burr is then removed by the remotely actuated burr-removal pad coated with ultra-fine diamond abrasive. These steps are described in detail in the following sections.F i gur e 1. Che f ’s Cho i c e ®M o de l 601 s ha r pe ne r i s he l d s e c ur e l y a s t he s l i c e r bl a de i s s ha r pe ne d.M o de l 601s har pe ne r F ood s l i c e rThe Model 601, shown in Figure 2 and Figure 3, is designed to sharpen the slicer blade facet at an angle of 30° measured to the face of the blade. Conventionally,slicer blades have only one edge facet and it is located on the back side of the blade.This sharpener is designed to sharpen either fine edge or serrated edge blades.This sharpener is designed to sharpen only the blades of food slicers. It should not be used to sharpen any other type of manual or power driven blades.He i ght adj us t m e nt s c r e wShar pe ni ng di s kAc t uat o r r o d f o r de -bur r i ng padF i gur e 2. Che f ’s Choi c e ®M o de l 601 Shar pe ne r .De -bur r i ng padF i nge r poc ke t s Shar pe ni ng di s kDe -bur r i ng pad Suppo r t ar m f or de -bur r i ng padAc t uat or r od f or de -bur r i ng padL ar ge e nd f ac eF i gur e 3. End v i e w— M ode l 601.USING THE SHARPENERBefore sharpening the slicer blade, clean the blade thoroughly, following the manufacturers recommendations, but giving special attention to cleaning the blade on each side of the cutting edge and the edge facet area. Caution:Remember the edge may be very sharp. A tooth brush or a sponge wet with a mild detergent can be used to clean the blade.To sharpen the cutting blade of your electric food slicer:1.With the power switch “OFF”, place the slicer on a stable counter top at a normalcomfortable operating height. It is important that the area be well lighted and that the slicer blade and the sharpener be clearly visible.2.Pull the food carriage back away from the blade and place the sharpener onthe carriage with its long face tightly against the carriage push bar as shown in Figure 4. Place your four fingers in the finger pocket of the sharpener and your thumb behind the push bar as shown.F i gur e 4. Ho l d s ha r pe ne r s e c ur e l y a ga i ns t t he pus h ba r .Thi o ntT hi c kne s s c ont r o l pl at e oo F o o d c ar r i age oo d F o od c ar r i age pus h bar3.Then open the thickness control plate fully to its maximum open position as shown in Figure 5. While still holding the face of the sharpener against the push bar, slide the sharpener left along the push bar until its end face contacts and aligns with and against the thickness control plate as shown. The power remains “OFF .”4.Carefully advance the carriage as shown in Figure 6 toward the slicer blade with your four fingers securely positioned in the fingers pocket and your thumb behind the push bar as shown. Hold the sharpener against the push bar and simultaneously against the thickness control plate. The sharpening disk should now be positioned behind the slicer blade as shown in Figure 6 but not yet incontact with the blade.F i gur e 6. M ov e f o odc ar r i age f o r ward t opo s i t i o n s har pe ni ng di s kbe hi nd t he s l i c e r bl adeas s ho wn.F i gur e 5. Sl i de bl ades har pe ne r agai ns tt hi c kne s s c o nt r o l pl at e(s ho wn f ul l y o pe n).5.Move the thickness control plate slowly toward the blade which will movethe sharpening disk into contact with the facet on the back of the blade edge as shown in Figure 7. As necessary, advance or withdraw the food carriage slightly to position the sharpening disk lightly in contact with the blade edge.The blade edge should contact the diamond coated sharpening disk on the forward section of the disk at a point as shown in Figure 7 and 8 above the horizontal center of the disk.6.Before turning on power to slicer blade, move the thickness control plate backjust slightly in order that the sharpening disk no longer touches the slicer blade, keeping hands away from the blade.7.Turn the slicer power switch “ON.”8.Then, slowly advance the thickness control plate so that the sharpening diskcontacts the blade facet. When properly positioned, the sharpening disk will rotate as it sharpens the blade edge. Adjust the pressure of the sharpening disk against the blade edge by advancing the thickness plate slightly and hold moderate pressure for about 10 seconds. Promptly withdraw the thickness plate. Turn the power “OFF.” The blade should now be sharp, but the burr created in this step must now be removed to maximize the edge sharpness.F i gur e7.M ov es har pe ni ng di s k i nt oc o nt ac t wi t h i t sbl ade e dge.REMOVING THE BURRSharpening of the blade facet leaves a small burr on the front side of the edge which must be removed. To remove the burr:1.Lift your thumb from behind the push bar and push the actuator rod, as inFigure 8, forward toward your right which will move the de-burring pad to the left. If the diamond coated pad does not touch the front edge of the blade,move the food carriage forward so that the diamond coated de-burring pad will contact the front side of the blade edge when it is actuated, see Figure 9.2.Turn the power “ON.”3.Move and hold the de-burring pad against the front side of the blade edge forabout 5 seconds. That is usually enough time to remove the burr. Release the de-burring pad. Pull the food carriage away from the blade.F i gur e 9. Re m ov i ngt he bur r.F i gur e 8. Sl i c e r bl ades ho ul d c o nt ac ts har pe ni ng di s kas s hown.4.Turn the power “OFF.”5.Verify that the burr has been eliminated. See Figures 10 and 11. If the burrhas not been fully removed, repeat the above burr-removal steps until the burr is gone.Remove the sharpener from the food carriage and clean the dark sharpening debris from the area on each side of the blade edge. A tooth brush or a sponge dampened with water works well. Otherwise that debris will likely appear on your next slice of food.TEST THE BLADE FOR SHARPNESSWith the power “OFF” and the blade stopped, lay a piece of plain paper (copier stock weight) flat on the food carriage and against the thickness control plate, as shown in Figure 12, in contact with the blade edge. Move hands and fingers back,F i gur e10.W i t h t hepo we r s wi t c h “OF F,”c he c k f o r bur r c ar e f ul l yas s ho wn.F i gur e11.A bur r i s ar o ugh e x t e ns i o n o f t hee dge.That m us t ber e m ov e d wi t h t hede bur r i ng pad.as shown, a safe distance from the slicer blade. Turn on the power and advance the food carriage slowly so that the paper advances into the rotating blade edge. The blade, if sharp, will slice the paper well as it is advanced. If it does not, you should resharpen the blade and repeat this test.ADJUSTMENT OF MODEL 601 FOR LARGER BLADES The Model 601 is adjusted at the factory for use on slicer blades ranging in diameter from approximately 61⁄2to 71⁄2inches in diameter.For larger blades in the range of 71⁄2to 10 inches in diameter the sharpening blade must be raised to its upper position. See Figure 13. This shows the sharpening disk in its lowered and raised position. To move the disk from one position to the other position, insert a regular blade screw driver into the slot in the screw head on the front side of the disk and loosen the screw just enough that you can slide the disk upward. That screw is retained by a nut that can be seen located on the inside of the supporting wall.F i gur e12.F i gur e13.Rai s i ngpo s i t i o n o fs har pe ne r di s k f r oml o we r po s i t i o n (a)t ouppe r po s i t i o n (b).BYou may find it necessary to put a finger on that nut to prevent it from rotating as you adjust the screw. For your convenience, try to retain the nut on the screw as you slide the disk upward to the high position. You can determine the correct up and down posi-tions by sensing when the washer behind the sharpening disk seats solidly into the upper or lower molded circular recess. Tighten the screw after the disk is moved. The model 601 sharpening disk should be set in the lower position when sharpening the blades on any of the Chef’sChoice®models number 610, 620, 625, 630, 632, 640, 645 and 650. All of these models have normally seven (7) inch diameter slicer blades.To sharpen the larger slicer blades on Chef’sChoice®models 662, 667 and 668 the sharpening disk must be moved to the upper position. The diameter of blades on these models are 8.6”, 8” and 9.8” respectively. For other brand slicers attach the disk in the lower position for blades 61⁄2to 71⁄2diameter. Move it to the upper position for blades 8 to 10 inch diameter. Do not attempt to use this sharpener for blades greater than 11 inch diameter.M o de l601Uni v e r s a l Sl i c e r Bl a de Sha r pe ne rGuide for Chef’sChoice SlicersFor other brand slicers, see text above.Sharpener Configuration Slicer Model Number Blade DiameterModel A Disc in the Low Position Model B Disc in the High Position 610, 620, 625, 630, 632,640, 645, 6506626686677”8.6”8”9.8”CAUTIONS AND SUGGESTIONSWhen using this sharpener, basic safety precautions should always be followed including the following:1.Read all instructions carefully.2.Make sure the slicer blades are cleaned before sharpening.3.Always keep your hands away from the edge of the slicer blade.4.The Chef’sChoice®Model 601 is designed to sharpen slicer blades.Do not attempt to sharpen knives or blades of any other type.5.WARNING: SLICER BLADES PROPERLY SHARPENED ON YOURCHEF’SCHOICE®WILL BE SHARPER THAN YOU EXPECT. TO AVOID INJURY, USE AND HANDLE THEM WITH EXTREME CARE.11126.Close supervision is necessary when any appliance is used by or near children by the handicapped or the infirm.7.Do not use honing oils, water or any other lubricant with theChef’sChoice ® 601.8.SAVE T HE SE I NST RUCT I ONS.SERVICEIn the event post-warranty service is needed, return your blade sharpener to the EdgeCraft factory where the cost of repair or adjustment can be estimated before the repair is undertaken.Please include your return address and a brief description of the problem or damage to the blade sharpener on a separate sheet inside the box.Made in the U.S.A. U.S. Patent Pending.© EdgeCraft Corporation 2007D07S601200E dge Cr a f t Co r po r a t i o n825 So ut hwo o d Ro a d, Av o nda l e , P A 19311 U.S.A.Customer Service 1-800-342-3255Used with normal care this EdgeCraft product, designed for hand use only, is guaranteed against defective material and workmanship for a period of one (1) year from the date of purchase (“Warranty Period”). We will repair or replace at our option, any product or part that is defective in material or workmanship without charge if the product is returned to us postage prepaid, with dated proof of purchase, within the Warranty Period. This Limited Warranty does not cover replacement of the steel rods necessitated by use of the product or product damage resulting from misuse. ALL IMPLIED WARRANTIES, INCLUDING IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A PARTICULAR PURPOSE, ARE LIMITED TO THE WARRANTY PERIOD. EDGECRAFT CORPORATION SHALL NOT BE LIABLE FOR ANY INCIDENTAL OR CONSEQUENTIAL DAMAGES. Some states do not allow limitations on how long an implied warranty lasts and some states do not allow the exclusion or limitation of incidental or consequential damages, so the above limitations or exclusions man not apply to you. This Limited Warranty gives you specific legal rights, and you may also have other rights which vary from state to state.This warranty applies only to normal household use of this sharpener and is void for industrial or commercial use.。
刀,只有锋利就够了吗?M390为何被称为神钢?(刀具刃材科普大全)

⼑,只有锋利就够了吗?M390为何被称为神钢?(⼑具刃材科普⼤全)⼤家好,我是物研桃⼦。
今天全副武装,给⼤家献上⼀篇技术贴!字太多,请注意放瓶眼药⽔在⼿边,打开本⼦做好笔记。
对兵器的喜爱,对于男⼈来说,⽆疑是刻在灵魂⾥的。
因此,在选择⼀把优质的⼑具时,不仅只看重它的外观,更应该格外留意⼀把⼑的精髓——刃材。
不管时把玩还是实⽤,⼀把⼑的优劣好坏最主要便是表现在刃的材料上。
在制⼑⼯业中,为了满⾜不同的需要,不同钢材⾥⾯的添加元素会有所不同,⽽辗扎和热处理⽅式更是对⼑刃有着很⼤的影响。
最终,这些制⼑所经常⽤到的钢材主要靠什么来衡量好坏呢?为什么会有将M390称作神钢呢?⾸先,我们来看⼀下评判钢材所依据的5条基本属性:硬度,韧性,耐腐蚀性,耐磨性以及锋利保持性。
展开剩余89%硬度刃在遭受来⾃外界压迫⼒时,具有的抗变形能⼒。
⼀般⽤HRC(洛⽒硬度)来测评。
韧度刃被重型使⽤时,具有的抵抗断裂的能⼒。
重点:⼀把⼑硬度越⼤,相反它的韧性就会越⼩。
重点:耐腐蚀度刃抗腐蚀的能⼒,诸如⽔分,潮湿等多种因素所引起的⽣锈。
重点:重点:⾼度的耐腐蚀能⼒确实要以降低⼑锋的锋利程度为代价。
耐磨度刃承受磨蚀和黏着磨损的能⼒。
重点:在同等硬度的钢材中,碳化物含量越⼤的钢材格外耐磨。
重点:锋利保持度刃经过⼀段时间使⽤后,能保持多久的锋利?然⽽,遗憾的是,⽬前还没有可以衡量⼀把⼑锋利保持度的标准。
虽然以上5点是评判刃材好坏的标注,然⽽,⼀把好的制⼑钢材并不仅仅是以上每种特性最⼤化虽然那么简单。
在选择加⼯过程中,平衡钢材的强度,硬度以及韧性才能做出好的⼑具。
下⾯是对于钢材锋利保持度,耐腐蚀性,洛⽒硬度,和耐磨性⼏个⽅⾯的排序:下⾯是对于钢材锋利保持度,耐腐蚀性,洛⽒硬度,和耐磨性⼏个⽅⾯的排序(洛⽒硬度)(锋利保持度)(耐磨度)(耐腐蚀度)最普遍的制⼑钢材⼤全下⾯是当今使⽤最普遍的制⼑钢材,是的,从技术上说,有更好的钢材(CPM-125V,CPM-10V,K294等)但这些在市⾯上⾮常稀有。
广数980TDA说明书

免责声明本站点所列信息均来自网络,本站尊重其著作权!站内信息仅供学习,同时我们会尽力有出错的可能,如有异议,请以厂家自带的说明书为准,或咨询生产厂家!!!1.1 面板划分gsk980tda采用集成式操作面板,面板划分如下:篇二:广数980td操作手册(终极版) 目录第一章操作面板 ............................................................................. ...............................................................................51.1面板划分区 ............................................................................. ...............................................................................61.2 面板功能说明 ............................................................................. .. (6)1.2.1 lcd(液晶)显示区 ............................................................................. . (6)1.2.1.1 lcd............................................................................. . (6)1.2.1.2 液晶画面的亮度调整 ............................................................................. .. (6)1.2.2 状态指示区 ............................................................................. . (7)1.2.3 编辑键盘区 ............................................................................. . (7)1.2.4 页面显示方式区 ............................................................................. .. (8)1.2.5 机床控制区 ............................................................................. . (9)1.2.6 附加面板(选配件) ........................................................................... (10)第二章页面显示及数据的修改与设置 ............................................................................. (10)2.1 位置显示 ............................................................................. ................................................................................102.1.1 位置页面显示的四种方式 ............................................................................. (10)2.1.2 加工时间、零件数、编程速度、倍率及实际速度等信息的显示 (12)2.1.3相对坐标清零 ............................................................................. .. (13)2.2 程序显示 ............................................................................. ................................................................................152.3 偏置显示、修改与设置 ............................................................................. .. (16)2.3.1 偏置显示 ............................................................................. (16)2.3.2 偏置值的修改、设置 ............................................................................. . (18)2.3.2.1刀偏修改与设定 ............................................................................. (18)2.3.2.2宏变量修改与设定 ............................................................................. .. (18)2.4 报警显示 ............................................................................. ................................................................................182.5 设置显示 ............................................................................. ................................................................................192.5.1 开关设置 ............................................................................. (19)2.5.2 图形功能 ............................................................................. (25)2.6 参数显示、修改与设置 ............................................................................. .. (26)2.6.1 参数显示 ............................................................................. (26)2.6.2 参数的修改与设置 ............................................................................. .. (28)2.7 诊断显示 ............................................................................. ................................................................................292.7.1 诊断数据显示 ............................................................................. . (29)2.7.2 机床面板(软键盘机床面板) ........................................................................... (30)2.7.3 plc信号状态 ............................................................................. . (31)2.7.4 plc数值诊断 ............................................................................. .. (32)2.7.5 系统版本信息 ............................................................................. . (34)第三章系统上电、关机及安全操作 ............................................................................. . (35)3.1 系统上电 ............................................................................. ................................................................................353.2 关机 ............................................................................. ................................................................................ .. (35)3.3 安全操作 ............................................................................. ................................................................................363.3.1 复位操作 ............................................................................. (36)3.3.2 急停 ............................................................................. ................................................................................363.3.3进给保持 ............................................................................. . (37)3.3.4 切断电源 ............................................................................. (37)3.4 循环启动与进给保持 ............................................................................. (37)3.5 超程防护 ............................................................................. ................................................................................383.5.2 软件超程防护 ............................................................................. . (38)3.5.3 超程报警的解除 ............................................................................. (39)第四章手动操作 ............................................................................. .. (39)4.1 坐标轴移动 ............................................................................. . (39)4.1.1 手动进给 ............................................................................. (40)4.1.2 手动快速移动 ............................................................................. . (40)4.1.3 手动进给及手动快速移动速度选择 ............................................................................. .. (40)4.2 主轴控制 ............................................................................. ................................................................................414.2.1 主轴正转 ............................................................................. (41)4.2.2 主轴反转 ............................................................................. (41)4.2.3 主轴停止 ............................................................................. (42)4.2.4 主轴点动 ............................................................................. (42)4.3 其他手动操作 ............................................................................. (42)4.3.1 冷却液控制 ............................................................................. .. (42)4.3.2 润滑控制 ............................................................................. (42)4.3.3 手动换刀 ............................................................................. (42)4.4 对刀操作 ............................................................................. ................................................................................424.4.1 定点对刀 ............................................................................. (43)4.4.2 试切对刀 ............................................................................. (43)4.4.3 回机械零点对刀 ............................................................................. (45)4.4.4 带刀补对刀 ............................................................................. .. (46)4.5 刀补值的修调 ............................................................................. (46)第五章自动操作 ............................................................................. .. (47)5.1 自动运行 ............................................................................. ................................................................................475.1.1 自动运行程序的选择 ............................................................................. . (47)5.1.2 自动运行的启动 ............................................................................. (48)5.1.3 自动运行的停止 ............................................................................. (48)5.1.4 从任意段自动运行 ............................................................................. .. (49)5.1.5 暂停或进给保持后的运行 ............................................................................. (49)5.1.6 空运行 ............................................................................. . (49)5.1.7 单段运行 ............................................................................. (50)5.1.8 全轴功能锁住运行 ............................................................................. .. (50)5.1.9 辅助功能锁住运行 ............................................................................. .. (50)5.1.10 自动运行中的进给、快速速度修调 ............................................................................. (51)5.1.11 自动运行中的主轴速度修调 ............................................................................. (51)5.1.12 自动运行中的冷却液控制 ............................................................................. . (52)5.2 mdi运行.............................................................................. ...............................................................................525.2.1 mdi指令段输入 ............................................................................. . (52)5.2.2 mdi指令段运行与停止 ............................................................................. . (54)5.2.3 mdi指令段字段值修改与清除 ............................................................................. . (54)5.2.4 mdi指令段运行时速度修调 ............................................................................. .. (54)第六章手轮/单步操作 ............................................................................. .. (55)6.1 单步进给 ............................................................................. ................................................................................556.1.1 移动量的选择 ............................................................................. . (56)6.1.2 移动轴及移动方向的选择 ............................................................................. (56)6.1.3 单步进给说明事项 ............................................................................. .. (56)6.2 手轮进给 ............................................................................. ................................................................................566.2.1 移动量的选择 ............................................................................. . (57)6.2.3 手轮进给说明事项 ............................................................................. .. (58)6.3 手轮/单步操作时辅助的控制 ............................................................................. .. (58)第七章回零操作 ............................................................................. .. (59)7.1 程序回零 ............................................................................. ................................................................................597.1.1 程序零点概念 ............................................................................. . (59)7.1.2 程序回零的操作步骤 ............................................................................. . (60)7.2 机械回零 ............................................................................. ................................................................................607.2.1 机械零点概念 ............................................................................. . (60)7.2.2 机械回零的操作步骤 ............................................................................. . (61)7.3 回零方式下的其它操作 ............................................................................. .. (61)第八章程序编辑与管理 ............................................................................. .. (62)8.1 程序的编辑 ............................................................................. . (62)8.1.1 程序的建立 ............................................................................. .. (63)8.1.1.1 顺序号的自动生成 ............................................................................. . (63)8.1.1.2 程序内容的输入 ............................................................................. .. (63)8.1.1.3 顺序号、字的检索 ............................................................................. . (65)8.1.1.4 光标的几种定位方法 ............................................................................. (66)8.1.1.5 字的插入,删除、修改 ............................................................................. .. (67)8.1.1.6 单个程序段的删除 ............................................................................. . (67)8.1.1.7 多个程序段的删除 ............................................................................. . (68)8.1.2 单个程序的删除 ............................................................................. (68)8.1.3 全部程序的删除 ............................................................................. (68)8.1.4 程序的选择 ............................................................................. .. (68)8.1.5程序的复制 ............................................................................. (69)8.1.6 程序的改名 ............................................................................. .. (69)8.1.7 程序的检索 ............................................................................. .. (70)8.2 程序管理 ............................................................................. ................................................................................708.2.1 程序目录的检索 ............................................................................. (70)8.2.2 存储程序的数量 ............................................................................. (70)8.2.3 存储容量 ............................................................................. (70)8.2.4程序列表的查看 ............................................................................. . (71)8.2.5 程序的锁住 ............................................................................. .. (71)第九章通讯 ............................................................................. ...............................................................................729.1 通讯软件的安装 ............................................................................. .. (72)9.2 通讯软件的操作 ............................................................................. .. (72)9.3 串行口的设置 ............................................................................. (72)9.4 cnc对pc机数据的接收(pc→cnc) .......................................................................... .. (73)9.5 cnc数据对pc机的传送(cnc→pc) ........................................................................... . (73)9.5.1 cnc单个程序对pc机的传送 ............................................................................. .. (73)9.5.2 全部程序的输出 ............................................................................. (73)9.5.3 刀补的输出 ............................................................................. .. (74)9.5.4 螺补的输出 ............................................................................. .. (74)9.5.5 参数的输出 ............................................................................. .. (74)9.6 cnc对cnc数据的接收(cnc→cnc) .......................................................................... (74)9.7 cnc对cnc数据的发送(cnc→cnc) .......................................................................... (75)9.7.1 单个程序的输出 ............................................................................. (75)9.7.3 刀补的输出 ............................................................................. .. (76)9.7.4 螺补的输出 ............................................................................. .. (76)9.7.5 参数的输出 ............................................................................. .. (76)9.8 通讯说明 ............................................................................. ................................................................................769.8.1设备连接方式 ............................................................................. .. (76)9.8.2 通信前准备工作 ............................................................................. (77)9.8.3 通信过程中的状态显示.............................................................................. (77)第十章记忆型螺矩误差补偿功能(选配) ........................................................................... (78)10.1 功能说明 ............................................................................. ..............................................................................7810.2规格说明 ............................................................................. ...............................................................................7810.3 参数设定 ............................................................................. ..............................................................................7810.3.1 螺距误差补偿倍率 ............................................................................. (78)10.3.2 螺距误差参考点(原点) ........................................................................... (79)10.3.3 设定补偿间隔 ............................................................................. .. (79)10.3.4 设定补偿量 ............................................................................. (79)10.4 各种参数设定例子 ............................................................................. .. (79)10.5 补偿量的设定方法 ............................................................................. .. (81)第十一章编程操作实例 ............................................................................. .. (82)第十二章机床调试 ............................................................................. . (93)12.1电源接通前的准备工作 ............................................................................. (93)12.2 急停与限位 ............................................................................. . (93)12.3 驱动器设置 ............................................................................. . (93)12.4 齿轮比调整 ............................................................................. . (94)12.5 加减速特性调整 ............................................................................. .. (95)12.6机械零点调整 ............................................................................. . (96)12.7 主轴功能调整 ............................................................................. (98)12.7.1 主轴编码器 ............................................................................. (98)12.7.2 主轴制动 ............................................................................. . (98)12.7.3 主轴转速开关量控制.............................................................................. .. (98)12.6.4 主轴转速模拟电压控制 ............................................................................. .. (99)12.8 反向间隙补偿 ............................................................................. ..................................................................... 99 12.9 刀架调试 ............................................................................. (100)12.10 单步/手轮调整 ............................................................................. ............................................................... 101 12.11 其它调整 ............................................................................. ......................................................................... 101 附录一980td参数一览表 ............................................................................. ......................................................... 103 状态参数 ............................................................................. ................................................................................ ..... 103 数据参数 ............................................................................. ................................................................................ ...... 111 附录二出厂参数表 ............................................................................. ..................................................................... 124 附录三报警表 ............................................................................. ............................................................................... 128 附录四补充说明 ............................................................................. (131)第一章操作面板本系统采用铝合金立体操作面板,面板的整体外观如下图所示:篇三:gsk数控模拟软件(980tda)使用说明书gsk数控模拟软件(980tda)使用说明·模拟软件截图其视图部分主要分成以下几个部分:三维仿真视图、系统液晶显示屏幕窗口、系统编辑键盘窗口、系统机床面板窗口。