BL-FM-QP05-01A0注塑课生产日报表
合集下载
注塑试产机台日报表[空白模板]
![注塑试产机台日报表[空白模板]](https://img.taocdn.com/s3/m/65840310f705cc1754270941.png)
日期: 年 月 日
订单编号
客户
注塑试产机台日报表
班别:白班: 产品机型
晚班: 产品名称
机台型号: 180T 模具编号
(LM)
280T
350T
模穴数量 (1*n)
双色机
机台编号:
#
试产次数 (Tn)
颜色
计划数量 (PCS)
当班生产良品数量 (PCS)
当班生产不良品数量 (PCS)
当班检验合格数量 (PCS)
当班待加工数量 (PCS)
当班待确认数量 (PCS)
累计生产良品数量 (PCS)
累计生产不良品数量 (PCS)
周期 (S)
2H标准产量 (PCS)
实际模具到达
日期
时间
日期
上模完成
时间
上模员确 认
日期
异常下模 时间 下模员确
日期
订单完成
产品加工位置及使用人力说明:
时间 组长确认
KPI考核项
KPI有效异常工时数: H
KPI非个人原因剔除工时数: H
生产时间控制点
时段生产数 良品数 (PCS) (PCS)
不良数 (PCS)
异常停机状况
开始时间 结束时间
异常原因描述
08:00-10:00 20:00-22:00 10:00-12:00 22:00-24:00 12:00-14:00 24:00-02:00 14:00-16:00 02:00-04:00 16:00-18:00 04:00-06:00 18:00-20:00 06:00-08:00
当班汇总
剔除后是否达成: 是(/) 否(/)
权限人员确认:
试产过程中不良明细 调
机 品
订单编号
客户
注塑试产机台日报表
班别:白班: 产品机型
晚班: 产品名称
机台型号: 180T 模具编号
(LM)
280T
350T
模穴数量 (1*n)
双色机
机台编号:
#
试产次数 (Tn)
颜色
计划数量 (PCS)
当班生产良品数量 (PCS)
当班生产不良品数量 (PCS)
当班检验合格数量 (PCS)
当班待加工数量 (PCS)
当班待确认数量 (PCS)
累计生产良品数量 (PCS)
累计生产不良品数量 (PCS)
周期 (S)
2H标准产量 (PCS)
实际模具到达
日期
时间
日期
上模完成
时间
上模员确 认
日期
异常下模 时间 下模员确
日期
订单完成
产品加工位置及使用人力说明:
时间 组长确认
KPI考核项
KPI有效异常工时数: H
KPI非个人原因剔除工时数: H
生产时间控制点
时段生产数 良品数 (PCS) (PCS)
不良数 (PCS)
异常停机状况
开始时间 结束时间
异常原因描述
08:00-10:00 20:00-22:00 10:00-12:00 22:00-24:00 12:00-14:00 24:00-02:00 14:00-16:00 02:00-04:00 16:00-18:00 04:00-06:00 18:00-20:00 06:00-08:00
当班汇总
剔除后是否达成: 是(/) 否(/)
权限人员确认:
试产过程中不良明细 调
机 品
注塑部生产日报表
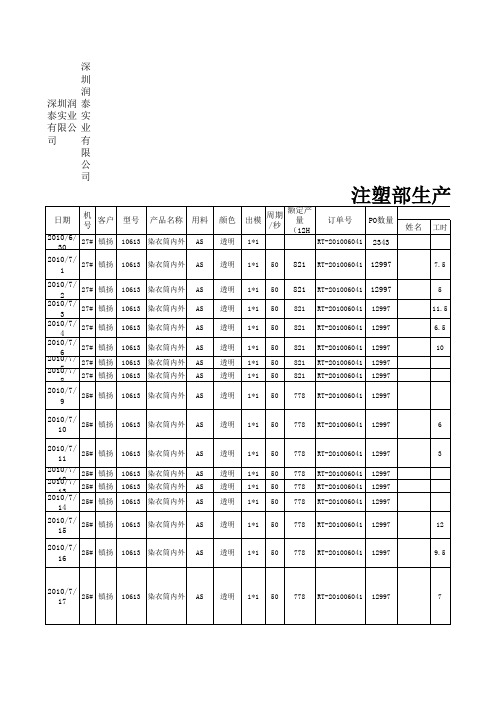
内:540 机器异常拉爆拉高油 外:560 污 内:980 外:920 760 9:30-11:00调机漏油
内:950 外:324 1100 1190 130 1160 1206 1100 1150 1130 8:30-16:30修机 17:30-20:00漏油
内:580 外:700 内:910 外:880
3
12
2010-7-16 25# 镇扬
10613 染衣筒内外
AS
透明
1*1
50
778
RT-201006041
12997
9.5
2010-7-17 25# 镇扬
10613 染衣筒内外
AS
透明
1*1
50
778
RT-201006041
12997
7
2010-7-18 25# 镇扬
10613 染衣筒内外
AS
透明
AS AS AS
透明 透明 透明
1*1 1*1 1*1
40 40 40
972 972 972
#9236/#6216/ RT201008051 #9236/#6216/ RT201008051 #9236/#6216/ RT201008051 #9236/#6216/ RT201008051 #9236/#6216/ RT201008051 #9236/#6216/ RT201008051
39639 15591 15591 15591 18636 18636 18636 18636 18636 18636 18636
9 5 1.5 1.5
2010-9-1 25# 镇扬
2010-9-2 25# 镇扬
10613 染衣筒内外
AS
1-注塑统计日报表

① ② ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨
实际生产数
1.变形 2.起邹 3.间隙过大 4.错位 5.划伤 6.披锋过大 7.折曲 8.高度过高 9.破损 10.其它 ※其它项目的具体内容 记入备注栏中
停机记录 1 2 3 4 5 6 7 8 9 10 11 12 14 15 16 17
设备日常点检 交接班 日报记入 环境清扫 清扫 模具清扫 设备清扫 生产计划停止 机械问题 电气问题 模具问题 品质问题 耐压测试 模具计划安排 模具突发安排 其它
工程名 日期 1S . 平常 年
责任人
注塑 月 日
计划产量 8:00 9:00 10:00
编号
版本 A/0
批准
编制
注 塑 统 计 日 报 表
11:00 12:00 13:00 14:00 15:00 稼动.不稼动
ZZ-3-01-01
16:00 17:00
责任人
计划产量 18:00
19:00
20:00
1
品质、设备、其它、初物等问题填入备注中 S / 平 常 备 注2ຫໍສະໝຸດ 备S 注停机时间合计
21:00
22:00
23:00
0:00
1:00
2:00
2S
注
品名 计划生产数 原料批号半成品批号
稼动.不稼动 塑 实 绩
良品数 不良数 不良发生工程 负责人
18:00 预定时间 稼动.不稼动 不动时间 实动时间 3:00:004:00 预定时间 不动时间 实动时间 处置 不良项目内容 ⑩ 处理数
不良项目记录
实际生产数
1.变形 2.起邹 3.间隙过大 4.错位 5.划伤 6.披锋过大 7.折曲 8.高度过高 9.破损 10.其它 ※其它项目的具体内容 记入备注栏中
停机记录 1 2 3 4 5 6 7 8 9 10 11 12 14 15 16 17
设备日常点检 交接班 日报记入 环境清扫 清扫 模具清扫 设备清扫 生产计划停止 机械问题 电气问题 模具问题 品质问题 耐压测试 模具计划安排 模具突发安排 其它
工程名 日期 1S . 平常 年
责任人
注塑 月 日
计划产量 8:00 9:00 10:00
编号
版本 A/0
批准
编制
注 塑 统 计 日 报 表
11:00 12:00 13:00 14:00 15:00 稼动.不稼动
ZZ-3-01-01
16:00 17:00
责任人
计划产量 18:00
19:00
20:00
1
品质、设备、其它、初物等问题填入备注中 S / 平 常 备 注2ຫໍສະໝຸດ 备S 注停机时间合计
21:00
22:00
23:00
0:00
1:00
2:00
2S
注
品名 计划生产数 原料批号半成品批号
稼动.不稼动 塑 实 绩
良品数 不良数 不良发生工程 负责人
18:00 预定时间 稼动.不稼动 不动时间 实动时间 3:00:004:00 预定时间 不动时间 实动时间 处置 不良项目内容 ⑩ 处理数
不良项目记录
注塑部日报表.1220xls

制表:
物料确认:
IPQC确认:
注塑经理复核:
人事行政稽核:
白夜班开机时间小于等于白夜班时间5日平均每小时的开啤合格总数当日开啤合格总数白班开机时间夜班开机时间6日合格开啤累总数当日各台机当日开啤合格总数每小时每台机的平均开啤合格数日合格开啤累总数当日各台机的开机时间的总和7每小时人均实际产量当日所生产的产品已入库数总和当日滞留待入库数的总和产能计算总工时制表
2)每台机每小时的目标开啤数因同一机器不同产品的模具或同一产品的模具不同注塑机有关:每台机平均开啤合格数=当日开啤合格总数÷(白班开啤数+夜班开啤数) 3)当日开啤合格总数(经品质认可的开啤产品数)小于等于白班开啤数+夜班开啤数 4)日平均每小时的开啤数=(白班开啤数+夜班开啤数)÷(白班开机时间+夜班开机时间);白(夜)班开机时间小于等于白(夜)班时间 5)日平均每小时的开啤合格总数=当日开啤合格总数÷(白班开机时间+夜班开机时间) 6)日合格开啤累总数=当日各台机当日开啤合格总数,每小时每台机的平均开啤合格数=日合格开啤累总数÷当日各台机的开机时间的总和 7)每小时人均实际产量=(当日所生产的产品已入库数总和+当日滞留待入库数的总和)÷产能计算总工时
(时) (时) 日平均开啤合格 数/H
合计: 日合格开啤累总数: 生产已入库数: 生产特记: 啤; 每小时每台机的平均开啤合格数: 个; 生产滞留待入库数: 啤; 每台机平均开啤合格率: 个;日生产胶壳总数: % 个
个;每小时人均实际产量:
说明:
1)产能计算工时=应出勤工时+借入工时-实缺勤工时-借出工时;有效产能工时=产能计算工时-返工工时-停线工时(日点检换模总耗时)
深圳盛德全科技有限公司 电源事业部生产日;制表日期:
注塑车间生产状况统计表 表格模板 LS格式

0 2.2 0.0095 0 Nhomakorabea829-01 主体
1 33.9 2548 0
0
0 1395 1890 1796
5081 5000
44 115 54
213 81.4 0.0095 164.713
31 516P-04 抽芯
2
5710 5325 760 0 1155 0
0 12950 42140
0 21.9 0.0095 0
11 803A-10 光滑塞头 4 28 12342
4329 12222 16551 91396
471 114 585 7.1 0.015 62.3025
814-01 厚垫圈 11
803A-11 大软圈
1 14.2 6084 5992 6000 6065 6039 11903 17680 3 14.2 18252 18150 18080 18140 17920 12180
42685 40000
0 3.17 0.0095 0
35 9004-16 挡片
4 17.5 19748 0
0 1130 4275 0 4840 17700 27945 20000
0 7.4 0.0095 0
35 301-04 长螺杆 4
5650 0
5650 50000
36 51
516P-13
翘板
2 16.5 10472 13110 3375 5500 0
4 300AJ-03 主体
2 28.8 6000
350 350 3000
2 2 31.5 0.0095 0.5985
0
0
0
120789 118886 118756 104264 88606 80776 68041 700118 1E+06 2108 722 1130 1126 3686 2801 260 11833
注塑车间报表汇总

2 何俊 3 白贞凤 11 朱金凯 4 老谢 5 刘林芝 13 自动 14 自动 8 汤金容 10 杜国树 2 何俊 3 白贞凤 10 朱金凯 12 陈杰 4 义国 5 刘林芝 13 自动 14 自动 5 杜国树 1 汤金容 2 何俊 3 白贞凤 11 朱金凯 4 汤金容 5 刘林芝 13 自动 10 杜国树 9 汤金容 2 何俊 2 何俊 3 白贞凤 5 刘林芝 13 自动 5 陈杰 10 杜国树 9 汤金容 1 刘林芝 2 何俊 3 白贞凤 11 朱金凯 7 义国 13 自动 14 自动 10 杜国树 9 汤金容 1 刘林芝 2 程强 3 刘林芝 11 白贞凤 7 何俊 13 自动 14 月飞 8 陈杰 10 杜国树 1 汤金容
851 1335 962 262 240 754 452 546 379 300 180 954 732 290 911 523 235 894 429 322
62 220 162 681 807 416 305 310 962 1800 459 381 956 278 445 349 1163 1173 1305 1408 943 659 1688 180 654
12小时 12 12
4、5 4 10 12 11 7 14 11 12 12 5 14 11 12 14
8、5 11 13 24 19 24 24 10 18 5 13 12 12 8
9、5 2 12 6 12
620 639 865 55 150 468 840 402 866 415 578 858 457 205
小解放盖 FLA00101 FLA025
FLA003
二手线
TSJ002
53——2 胶木 QT012 49号
39——6
正田0249 FLA00101 FLA025
注塑员工自检生产日报表

2.不良品按類別分開放置於不良品盒(袋),並統計數據;
3.發生不良時,由品保、生產一起確認,並分析原因,制定出臨時對策與永久對策;
4.當班不良品在下班時,經品保確認 、生產主管審核後統一報廢處理。
核準:
審核:
品保確認:
填寫人﹕
保存期限:一年
時間 21﹕ 00
審核:
品保確認:
填寫人﹕
其它不良 5S確認
生產 總數
備注
22﹕ 00
23﹕ 00
00: 00
01: 00
02: 00
03: 00
04: 00
05: 00
06: 00
07: 00
08: 00
累計數量
不良率﹕%
備注: 1.不良品按類別填寫不良項目、數量、不良率等,如無不良,填寫生產總數即可;
注塑自主檢查記錄表
機號﹕
產Байду номын сангаас名稱﹕
日期﹕
班次﹕
不良品項目 時間 09﹕ 00 10﹕ 00 11﹕ 00 12﹕ 00 13﹕ 00 14﹕ 00 15﹕ 00 16﹕ 00 17﹕ 00 18﹕ 00 19﹕ 00 20﹕ 00
累計數量
其它不良 5S確認
生產 總數
備注
不良率﹕%
核準: 班次﹕
不良品項目
注塑生产记录表

压力 速度 时间 位置 时间ຫໍສະໝຸດ 昆山佰亚高分子科技有限公司
注塑生产记录表
BY-W-F-004 生产单号 注塑件总重(g) 烘料开始时间 模具升温时间 料筒升温时间 机器型号 材料牌号 嵌件总重(g) 烘料温度 模具穴数 调试开始 机器编号 射出 1段 参数 时间 8:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 20:00-22:00 22:00-0:00 0:00-2:00 2:00-4:00 4:00-6:00 6:00-8:00 早班 备注: 晚班 开模数: 合格品数: 次品数: 开模数: 合格品数: 次品数: 2段 末段 时间 压力 速度 位置 压力 速度 位置 压力 速度 位置 产品名称 产品单重(g) 保温开始时间 动模温度(℃) 生产开始 成型周期(S) 保压 1段 储料 3段 MPa 冷却 背压 1段 2段 3段 末段 设定 实际 设定 实际 产品规格 装模时间 烘料确认人 静模温度(℃) 生产日期 生产结束 炮筒温度 模具温度(℃) 动模 静模 记录人
注塑车间生产状况统计表(xls) 精品

周六 周日0 0 0 0 0
批量 20960 12870
周实际报废量
周五 周六 周日 周一 周二 周三 周四
合计 单重 186 0 0 0 0
54.5
单价
0.0095
损耗金额 (元) 96.3015 0 0 0 0
备注
1 516P-02 排座 3 817P-01 筒子 3 4 300J-11 泵体 5 516J-18 卡口
44 0 0 0 11 0 720 0 120 6 0
143 0 0 0 0 0 195 0 0 0 1300 0 245 10 0 18 0 0 0 0 0
22.9 42.7 30.2 12.7 11.4
0.0095 0.015 0.015 0.015 0.0095 0.015
31.10965 0 0 0 0 0 31.005 0 0 0 32.11 0 23.275 2.299 0 1.4364 0 0 0 0 0 21.5232 绿色
22.5 0.0095 1.8 0.7 1.1 5 6.8
11.5 15026 10075 11.7 22153 14.6 23671 31.4 5503 23.7 7291 32 5400
0.0095 0.0095 0.0095 0.0095 0.0095
30 817S-04 小垫片 817S-03 大垫片 516P-11 拉杆 31 9004-04 抽芯 516P-04 抽芯 601-01 32 601-03 803A-02 弯头 803A-03 二通 33 3009-01 34 313-03 9004-11 509J-07 小活塞 35 9004-16 挡片 301-04 长螺杆 9004-05 抽芯座 516P-05 抽芯座 516P-13 翘板 36 按座 按钮 溢水斗
批量 20960 12870
周实际报废量
周五 周六 周日 周一 周二 周三 周四
合计 单重 186 0 0 0 0
54.5
单价
0.0095
损耗金额 (元) 96.3015 0 0 0 0
备注
1 516P-02 排座 3 817P-01 筒子 3 4 300J-11 泵体 5 516J-18 卡口
44 0 0 0 11 0 720 0 120 6 0
143 0 0 0 0 0 195 0 0 0 1300 0 245 10 0 18 0 0 0 0 0
22.9 42.7 30.2 12.7 11.4
0.0095 0.015 0.015 0.015 0.0095 0.015
31.10965 0 0 0 0 0 31.005 0 0 0 32.11 0 23.275 2.299 0 1.4364 0 0 0 0 0 21.5232 绿色
22.5 0.0095 1.8 0.7 1.1 5 6.8
11.5 15026 10075 11.7 22153 14.6 23671 31.4 5503 23.7 7291 32 5400
0.0095 0.0095 0.0095 0.0095 0.0095
30 817S-04 小垫片 817S-03 大垫片 516P-11 拉杆 31 9004-04 抽芯 516P-04 抽芯 601-01 32 601-03 803A-02 弯头 803A-03 二通 33 3009-01 34 313-03 9004-11 509J-07 小活塞 35 9004-16 挡片 301-04 长螺杆 9004-05 抽芯座 516P-05 抽芯座 516P-13 翘板 36 按座 按钮 溢水斗
注塑成型自主检查日报表

5.机台5S是否清理干净()OK用“√”表示
6.纸箱是否摆放整齐()NG用“×”表示
7.产品:尾数是否点检清楚()品质是否出现异常()
8.工作台面是否清洁()交接人签名:
主管:班长:机台责任人:主管:班长:机台责任人:
河南九合实业有限公司河南九合实业有限公司
注塑生产/自主检查日报表注塑生产/自主检查日报表
项次
物料编码
品名
材质
颜色
标准
周期
标准产量
穴数
计数起值
计数结尾值
1
工作时间
良品数
不良品数
自主检查不良品记录
QC/班长
模数计数值
缺料
杂质
缩水
料花
结合线
油污
08:00~10:00
20:00~22:00
10:00~12:00
02:00~04:00
16:00~18:00
04:00~06:00
18:00~20:00
06:00~08:00
良品小计:
不良品小计:
良率:
%
达成率:
%
备注:自主检查要求:作业员自主检查记录(每30分钟自主检查1次,每2小时填入不良数量,数据要真实、完整。)
异常说明
停机时间
原因说明
处理步骤
处理人员
交接事项
异常说明
停机时间
原因说明
处理步骤
处理人员
交接事项
1.机台5S是否清理干净()OK用“√”表示
2.纸箱是否摆放整齐()NG用“×”表示
3.产品:尾数是否点检清楚()品质是否出现异常()
4.工作台面是否清洁()交接人签名:
机台编号:年月日文件编号:Q/JH-JL-ZZZ11A-14机台编号:年月日文件编号:Q/JH-JL-ZZZ11A-14
6.纸箱是否摆放整齐()NG用“×”表示
7.产品:尾数是否点检清楚()品质是否出现异常()
8.工作台面是否清洁()交接人签名:
主管:班长:机台责任人:主管:班长:机台责任人:
河南九合实业有限公司河南九合实业有限公司
注塑生产/自主检查日报表注塑生产/自主检查日报表
项次
物料编码
品名
材质
颜色
标准
周期
标准产量
穴数
计数起值
计数结尾值
1
工作时间
良品数
不良品数
自主检查不良品记录
QC/班长
模数计数值
缺料
杂质
缩水
料花
结合线
油污
08:00~10:00
20:00~22:00
10:00~12:00
02:00~04:00
16:00~18:00
04:00~06:00
18:00~20:00
06:00~08:00
良品小计:
不良品小计:
良率:
%
达成率:
%
备注:自主检查要求:作业员自主检查记录(每30分钟自主检查1次,每2小时填入不良数量,数据要真实、完整。)
异常说明
停机时间
原因说明
处理步骤
处理人员
交接事项
异常说明
停机时间
原因说明
处理步骤
处理人员
交接事项
1.机台5S是否清理干净()OK用“√”表示
2.纸箱是否摆放整齐()NG用“×”表示
3.产品:尾数是否点检清楚()品质是否出现异常()
4.工作台面是否清洁()交接人签名:
机台编号:年月日文件编号:Q/JH-JL-ZZZ11A-14机台编号:年月日文件编号:Q/JH-JL-ZZZ11A-14
注塑车间生产状况统计表 表格 XLS格式

30920 29635
0 10.1 0.0095 0 绿色
823-07 小高压圈 4 13.5 25600 24000 18000 4480 880
47360 47000
0
2 0.0095 0
30 803-07 大高压圈 4 10.4 33230 6855 3695 31260
41810 38550
20 0 20 23 0.0095 4.37 40 40 3.6 0.0095 1.368
29 9004-08 浮箱
2 23 7513
2570 2570 8000
0 10.1 0.0095 0 天兰
0
0
0
0
0
0
0
0
0
106931 77642 86911 38322 48026 63371 75975 497178 730946 498 650 223 258 379 216 240 2464
471 12 483 10 0.0095 45.885
3 24.5 10578 9300 10455 10545 10510 9845 10580 10572 71807 130000 299 165 57 86 229 4 12 852 6.18 0.0095 50.0209
13 825-06 底帽
0 2.2 0.0095 0
829-01 主体
1 33.9 2548 0
0
0 1395 1890 1796
5081 5000
44 115 54
213 81.4 0.0095 164.713
31 516P-04 抽芯
2
5710 5325 760 0 1155 0
0 12950 42140
最标准注塑车间生产计划安排表
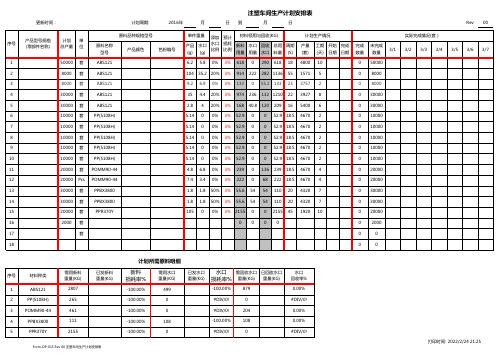
已发水口
水口 需回收水口 已回收水口
重量(KG) 损耗率% 重量(KG) 重量(KG)
-100.00%
879
-100.00%
0
#DIV/0!
0
-100.00%
0
#DIV/0!
204
-100.00%
108
-100.00%
108
-100.00%
0
#DIV/0!
0
水口 回收率% 0.00% #DIV/0! 0.00% 0.00% #DIV/0!
0 20000
7.4 3.4 0% 3% 222 0 68 222 18.5 4670 4
0 20000
1.8 1.8 50% 3% 55.6 54 54 110 20 4320 7
0 30000
1.8 1.8 50% 3% 55.6 54 54 110 20 4320 7
0 30000
105 0 0% 3% 2155 0 0 2155 45 1920 10
更新时间:
计划周期:
2016年
月
注塑车间生产计划安排表
日到
月
日
Rev 00
序号
产品型号规格 (零部件名称)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
计划 单 总产量 位
原料品种规格型号
原料名称 型号
产品颜色
色粉编号
50000 套
ABS121
8000 套
ABS121
0 20000
0000
0 2000
0
0
0
0
序号
材料种类
1
ABS121